tsudakoma津田驹数控转台
津田驹整经机(tw—n)张力控制系统的基本原理
津田驹整经机(tw—n)张力控制系统的基
本原理
津田驹整经机(TW-N)张力控制系统是一种特殊的机械设备,它可以改变纱线的张力,以此控制纱线的纬度。
它的基本原理是:纱线经过津田驹整经机的经筒,经筒内部装有一个齿轮减速机,齿轮减速机的输入端与经筒的顶部相连,输出端与经筒底部相连,当经筒转动时,齿轮减速机也会随之转动,由于齿轮减速机的减速作用,纱线运行速度会变慢,从而改变纱线的张力。
另外,津田驹整经机(TW-N)张力控制系统还配备了一个
液压换向阀,它可以按照一定的时间间隔自动切换经筒的转向,从而改变经筒的转向,达到控制纱线的张力的目的。
总的来说,津田驹整经机(TW-N)张力控制系统是一种高
精度、高可靠性的机械设备,它可以有效地控制纱线的张力,从而满足纱线的制造要求。
它不仅可以提高织物的质量,而且还可以节约能源,起到保护环境的作用。
津田驹机械制造(常熟)有限公司介绍企业发展分析报告模板
Enterprise Development专业品质权威Analysis Report企业发展分析报告津田驹机械制造(常熟)有限公司免责声明:本报告通过对该企业公开数据进行分析生成,并不完全代表我方对该企业的意见,如有错误请及时联系;本报告出于对企业发展研究目的产生,仅供参考,在任何情况下,使用本报告所引起的一切后果,我方不承担任何责任:本报告不得用于一切商业用途,如需引用或合作,请与我方联系:津田驹机械制造(常熟)有限公司1企业发展分析结果1.1 企业发展指数得分企业发展指数得分津田驹机械制造(常熟)有限公司综合得分说明:企业发展指数根据企业规模、企业创新、企业风险、企业活力四个维度对企业发展情况进行评价。
该企业的综合评价得分需要您得到该公司授权后,我们将协助您分析给出。
1.2 企业画像类别内容行业空资质增值税一般纳税人产品服务及相关零部件的生产、加工及销售自产产品;从1.3 发展历程2工商2.1工商信息2.2工商变更2.3股东结构2.4主要人员2.5分支机构2.6对外投资2.7企业年报2.8股权出质2.9动产抵押2.10司法协助2.11清算2.12注销3投融资3.1融资历史3.2投资事件3.3核心团队3.4企业业务4企业信用4.1企业信用4.2行政许可-工商局4.3行政处罚-信用中国4.4行政处罚-工商局4.5税务评级4.6税务处罚4.7经营异常4.8经营异常-工商局4.9采购不良行为4.10产品抽查4.11产品抽查-工商局4.12欠税公告4.13环保处罚4.14被执行人5司法文书5.1法律诉讼(当事人)5.2法律诉讼(相关人)5.3开庭公告5.4被执行人5.5法院公告5.6破产暂无破产数据6企业资质6.1资质许可6.2人员资质6.3产品许可6.4特殊许可7知识产权7.1商标7.2专利7.3软件著作权7.4作品著作权7.5网站备案7.6应用APP7.7微信公众号8招标中标8.1政府招标8.2政府中标8.3央企招标8.4央企中标9标准9.1国家标准9.2行业标准9.3团体标准9.4地方标准10成果奖励10.1国家奖励10.2省部奖励10.3社会奖励10.4科技成果11土地11.1大块土地出让11.2出让公告11.3土地抵押11.4地块公示11.5大企业购地11.6土地出租11.7土地结果11.8土地转让12基金12.1国家自然基金12.2国家自然基金成果12.3国家社科基金13招聘13.1招聘信息感谢阅读:感谢您耐心地阅读这份企业调查分析报告。
喷气织机与喷水织机分析报告研究报告材料

喷气织机与喷水织机分析报告一、喷水织机和喷气织机简介〔1〕喷水织机简介喷水织机是采用喷射水柱牵引纬纱穿越梭口的无梭织机。
喷水引纬对纬纱的摩擦牵引力比喷气引纬大,扩散性小,适应外表光滑的合成纤维、玻璃纤维等长丝引纬的需要。
同时可以增加合纤的导电性能,有效地克制织造中的静电。
此外喷射纬纱消耗的能量较少,噪音最低。
〔2〕喷气织机简介喷气织机是采用喷射气流牵引纬纱穿越梭口的无梭织机。
工作原理是利用空气作为引纬介质,以喷射出的压缩气流对纬纱产生摩擦牵引力进展牵引,将纬纱带过梭口,通过喷气产生的射流来达到引纬的目的。
这种引纬方式能使织机实现高速高产。
在几种无梭织机中,喷气织机是车速最高的一种,由于引纬方式合理,入纬率较高,运转操作简便安全,具有品种适应性较广,机物料消耗少,效率高,车速高、噪音低等优点,已成为最具开展前途的新型布机之一。
由于喷气织机采用气流纬方式,最大的缺点是能量消耗较高。
附件喷气织机的发明历史1914年美国人发明喷气织机,1950年捷克斯洛伐克生产第一台商用喷气织机,70年代喷气织机开始应用于工业生产。
早期的喷气织机只能生产窄幅织物,织机速度低、织物质量差,只能生产单色的、简单的普通平纹织物。
现代新型喷气织机速度、自动监控水平、产品质量、品种适应性等都有了大幅度的提高,成为无梭织机中开展最快的机型。
目前国外先进的喷气织机采用了大量的先进技术,尤其是电子、微电子技术使喷气织机在保证产品质量的前提下,性能大大提高。
目前国际著名的生产厂家主要是:日本津田驹、丰田、比利时必佳乐〔PICANOL〕、意大利意达〔PROMATECH〕和德国多尼尔〔DORNIER〕。
我国自1982年首次由某某织布科研所引进日本津田驹公司ZA200型喷气织机用于试织,1984年首次引进津田驹ZA203型喷气织机制造技术。
目前国产喷气织机主要代表机型有:某某红旗纺机JA11A型、spr700丝普兰喷气织机、某某织机GAX型和ZA209i型、中纺机GA718型、潍坊金蟀JS21N 型、某某纺机ASGA701型等。
侧隙可调式蜗杆传动综述
侧隙可调式蜗杆传动综述王进戈;陈永洪;邓星桥;柳在鑫【摘要】根据调整原理对侧隙可调式蜗杆传动进行分类,论述每种侧隙可调式蜗杆传动的调整关系及其优缺点.从国内外蜗杆传动的发展和现状的分析出发,根据我国工业发展的特点和对侧隙可调式蜗杆传动的需求,预测侧隙可调式蜗杆传动的研究热点和发展趋势.研究内容对选用现有侧隙可调式蜗杆传动和研发新型侧隙可调式蜗杆传动具有一定的指导作用.【期刊名称】《西华大学学报(自然科学版)》【年(卷),期】2014(033)004【总页数】5页(P15-19)【关键词】蜗杆传动;侧隙;调整原理;特点【作者】王进戈;陈永洪;邓星桥;柳在鑫【作者单位】西华大学机械工程与自动化学院,四川成都610039;西华大学机械工程与自动化学院,四川成都610039;西华大学机械工程与自动化学院,四川成都610039;西华大学机械工程与自动化学院,四川成都610039【正文语种】中文【中图分类】TH132.44蜗杆传动是机械传动的一种主要形式,具有传动比范围宽(通常一级传动比即可达5~100,传递运动时最大可达1 500)、结构紧凑、体积小、运动平稳、噪声低等优点,除被广泛应用于动力传动外,也是精密圆分度机构的首选部件[1-2]。
蜗杆传动副的侧隙是指一对蜗轮蜗杆啮合时非工作齿面间的间隙。
侧隙的存在主要是防止由于误差和热变形而导致的传动副卡死,并给齿面间润滑油膜预留空间;但是给机构在反转时带来空回程,进而使机构不能准确定位。
特别是在频繁正反转的蜗杆传动中,侧隙引起的累积误差会严重影响系统的传动精度、位置精度和动态响应特性。
此外,传动副齿面磨损导致的侧隙增大,也将降低传动系统的精度和寿命。
精密机电系统如工业机器人、数控机床、自动火炮、雷达系统等[3],要求其蜗杆传动副的侧隙具有可调性,以达到系统小侧隙或无侧隙的目的,进而提高系统跟踪精度和稳定性。
本文就目前具有侧隙可调功能的蜗杆传动副进行综述,论述各自的侧隙调整原理及其优缺点,并预测侧隙可调式蜗杆传动的研究热点和发展趋势,对选用现有侧隙可调式蜗杆传动和研发新型侧隙可调式蜗杆传动具有一定的指导作用。
浆纱机的现状和发展

现代纺织上浆》系列之四浆纱机的现状和发展、浆纱机发展概要由于原纱的纤维间抱合不强、表面毛羽较多,难以直接织造。
为提高经纱在织机上可织性,以使经纱能在织机上承受经仃片、综、筘和经纱之间等等的反复摩擦、拉伸、弯曲等作用,而不致起毛、甚至断头。
这就是我们常说的,经纱上浆目的是贴伏毛羽、增强耐磨。
经纱上浆工艺过程早在古代就有。
那时的手工浆纱是将经纱碾成片状,用刷子或筘抹上浆糊,晾干后绕成织轴。
元代王祯《农书》中有使用纑刷对经纱上浆的图文。
《天工开物》中"过糊"一节记载了用淀粉、牛皮胶、骨胶浆丝的方法和工具。
18世纪末英国出现动力织机,使浆纱和织布分开而成为一个独立的工序,从而出现了现代浆纱机的雏形。
以后几经改进,到1853年英国人J.博洛夫等的专利,使浆纱机具有它的基本特征。
A、浆纱方法:浆纱方法大致有如下几种1、绞纱上浆------是近代用得最早的一种浆纱方式,有手工和机械两种,都是将绞纱在浆液中浸透、绞干、抖松,然后烘干。
这种方法适用于色织、织带、复制品等小批量生产。
2、单纱上浆------从筒子上退出单纱,在单纱上浆机上浆、烘干后再卷绕成浆纱筒子。
也可在低速络纱机上加装浆槽和烘干器而成。
也有专一设计的《单纱上浆机》。
这种方法虽然产量低、工耗大,但上浆质量好、浆膜完整度高。
在丝织和苎麻织造中有时采用。
近来在特种纤维上浆常有应用。
3、织轴上浆------由分条整经机做成织轴,经上浆后再卷绕成织轴。
多用于丝织、色织的多品种和小批量生产。
4、经轴上浆------将若干只经轴上的经纱同时引出,浸入浆液,压掉多余浆液,烘干、分纱,最后按规定长度巻成织轴。
这是应用得最广的上浆方法。
在老的丝织厂用于粘胶长丝上浆时,也有用醮浆方式的。
5、整浆联合------在整经机的筒子架和机头之间安装一套上浆和烘干装置,将整经和上浆合成一道工序,多用于合成纤维长丝上浆。
6、染浆联合------在浆纱机的浆槽前加装染色烘干设备。
TSUGAMI(津上)机床在国际上的技术资料

C自动车床:马达集中驱动转位后转刀,粗加工效率提高2006/09/19 09:14打印E-mail图1 提高了工件粗切削?率的CNC自动车床“BH38”。
图2 工件加工部分的组成。
右起为背面主轴(辅助主轴)、六角转头、背面刀具台、梳刀式刀具台。
与背面主轴相对地在左侧还有主导主轴,但在此处主导主轴隐藏在梳刀式刀具台后面看不见。
图3 六角转头。
呈12角形,有12个刀具安装位置。
转位后用于工件切削的转刀,只有水平方向上朝向正面的1把。
马达的驱动力只传导给这1把转刀,因此能够进行强力切削。
与此相反,以前由于马达的旋转力传导给所有转刀,因此输出功率分散,切削力降低。
图4 骨折时用于接骨的钢板以及“接骨螺钉”。
由于北美的医疗水平发展比日本更先进,因此接骨螺钉之类的医用部件市场大有可观。
图5 拧入骨盆的接骨螺钉。
津上精密机床(Tsugami )开发出提高安装于六角转头的转刀切削效率的CNC 自动车床“BH38”,并于2006年9月6~13日在美国芝加哥市举办的机床展销会“IMTS2006(芝加哥展)”上展出(图1)。
这种车床能够从组装在六角转头刀位上的钻头及立铣刀等转刀中,仅选择转位后面向工件的刀具进行驱动(图2)。
这样一来,由于能够更有力地转动用于切削的刀具,因此可提高工件粗加工工序的加工?率。
这种六角转头具有12个刀位,各个刀位均可安装转刀(图3)。
一般地,六角转头不会在各刀位上都内置成本昂贵的主轴,而是采用通过齿轮将1台马达的旋转力传导给所有转刀的结构。
这样一来,不仅是转位后实际切削工件的转刀在旋转,连与切削无关的其他刀具也在空转。
因此,马达的输出功率被分散,转位后的转刀切削力减弱。
津上采用了让切削时不使用的转刀停止传动的构造。
因为这种构造处于专利申请期内,所以没有公布详情,但由于所有马达的输出均传导至转位后的1把转刀上,因此能够进行切口较深的强力切削。
新产品的加工对象工件为汽车发动机部件、飞机油压阀门部件以及医疗用部件。
织造设备及其技术特征
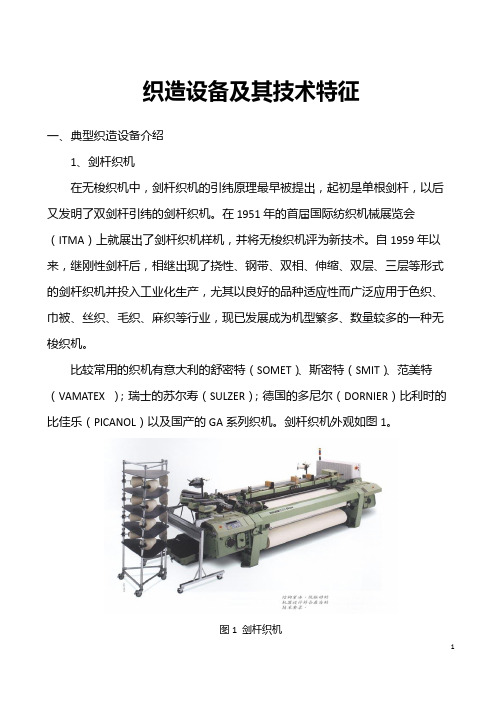
织造设备及其技术特征一、典型织造设备介绍1、剑杆织机在无梭织机中,剑杆织机的引纬原理最早被提出,起初是单根剑杆,以后又发明了双剑杆引纬的剑杆织机。
在1951年的首届国际纺织机械展览会(ITMA)上就展出了剑杆织机样机,并将无梭织机评为新技术。
自1959年以来,继刚性剑杆后,相继出现了挠性、钢带、双相、伸缩、双层、三层等形式的剑杆织机并投入工业化生产,尤其以良好的品种适应性而广泛应用于色织、巾被、丝织、毛织、麻织等行业,现已发展成为机型繁多、数量较多的一种无梭织机。
比较常用的织机有意大利的舒密特(SOMET)、斯密特(SMIT)、范美特(VAMATEX );瑞士的苏尔寿(SULZER);德国的多尼尔(DORNIER)比利时的比佳乐(PICANOL)以及国产的GA系列织机。
剑杆织机外观如图1。
图1 剑杆织机2、片梭织机片梭织机的引纬方法是用片状夹纱器将固定筒子上的纬纱引入梭口,这个片状夹纱器称为片梭。
片梭引纬的专利首先是在1911年由美国人POSTER申报,着手研制片梭织机是在1924年,从1924年起由瑞士苏尔寿(SULZER)公司独家研制,到1953年首批片梭织机正式投入生产使用,这使得片梭织机成为最早实现工业化的无梭织机。
著名生产厂商有:瑞士苏尔寿·鲁蒂(SULZER)。
片梭织机外观如图2。
图2 片梭织机3、喷气织机喷气织机的引纬方法是用压缩气流引纬纱,将纬纱带过梭口。
喷气引纬的原理早在1914年就由美国人Brooks申请了专利,但直到1955年的第二届ITMA 上才展出了样机,其筘幅只有45cm。
然而喷气织机真正成熟是在经历了二十多年之后,之所以经过这么长的时间,是因为喷气织机的引纬介质是空气,而如何控制容易扩散的气流,并有效地将纬纱牵引到适当的位置,符合引纬的要求,是一个极难解决的技术问题,直到一批专利逐步进入实用阶段,它们主要包括美国的Ballow异型筘、捷克的Svaty空气管道片方式及荷兰的Te Strake辅助喷嘴方式等。
针织设备的机电一体化技术
~80m /min ,单元套色4~20套。
2.日本东伸自动平网印花机(IC H INOSE 7000)(1)该机色板前后采用2台大型交流伺服高性能电机,通过辊筒全面接触导带,带动导带,双向驱动。
(2)导带行程误差由CP U 电脑演算,利用先进的电子数码定位技术,保证高质量印花精度。
(3)采用单独电子控制各个印花单元,可分别设定记忆选择各个单元的送浆、刮印的速度、距离,可简单设定花回行程,及选择网框上下的方式,印花单元套色为24套,印花速度19m /min 。
3.日本东伸自动调浆中心(IC H INOSE COLOR WEIGH )自动调浆中心通过电脑系统能自动地准确地调制出生产上所需要的色浆,其主要特点为:(1)备有高精度的称量装置,能准确配出色浆量,并根据色浆称量自动调整搅拌转速及时间。
(2)采用电脑系统进行调配,在色浆再调配时,能得到完全的再现性,便于色浆调配工艺及生产上的管理。
四、日本长井株式会社NA -600平网印花机 (1)主操作盘自动运行中,从布料导入装置开始至传送带水洗装置,除水装置,导带干燥器,主干燥器全过程实行集中管理,万一发生故障,除自动停车防止误印外,能显示异常所在,缩短维修时间。
(2)印花网框可进行单侧及双侧上升运行。
刮浆板可进行标准刮浆,2回刮浆和定向刮浆的设定,也可进行自动、手动动作的切换。
(3)刮浆板控制盘通过各印花台板的控制装置来设定其刮浆行程、速度等,刮印条件可通过手动操作控制刮浆板的运行。
(4)各个机上的操作盘可完成自动运行、起动、停止网框上升、下降、紧急停车等操作。
五、卷染机展机不多,以变频调速保持恒张力,低张力,带轧车的双辊卷染机代表了当今卷染机传动控制的先进水平。
六、德国门富士(MONFORTS)公司定形机 本届样机只展出车头进布部分。
该机主传动与上下超喂毛刷轮上针出布均采用多单元交流变频同步调速系统,取消了PIV ,并且选配光电整纬装置,红外布温检测,定形时间、烘房湿度检测、排风控制均采用计算机控制,其它循环风机采用交流变频调速,烘房温度自控、门幅计长以及在线检测等普遍采用成熟技术。
TSUDAKOMA_408_A201_(操作手册)

A201-1,1998 年 3 月发行
在运转中 及 APR 红 色灯闪亮 中,不要 将手放入 此罩盖的 内侧。
3
11) FDP 传感器的激光射线
注意
· 不要窥视激光射线的射出口。 · 不要用镜子等类使激光射线反射。
FDP 传感器是放射不可视激光射线。 · 当发生故障的时候,不要进行拆卸分解。
FDP 传感器的修理,应该委托我公司进行。
6
2-2 操作按钮盘
No.
名称
功能
停止按钮 · 当需要使织机停止的时候使用。
1
(STOP)
在运转中按下此按钮时,可以使织机在钢筘后退的位置上停止。
准备按钮 · 为进行连续运转的准备时使用此按钮。
2 (ARRANGE) 当按下此按钮时,即可以使测长· 储纬用的鼓风机和除水用的鼓风机转动,