铸造常用材质成份表
常见铸件材质
碳 C
0.07 0.08 0.03 0.15 0.16-0.25 0.26-0.35 0.03Fra bibliotek硅 Si
1 1 1 1 1 1 1
锰 Mn
2 2 2 1 1 1 2
磷 P
0.035 0.035 0.035 0.035 0.035 0.035 0.03
硫 S
0.03 0.03 0.03 0.03 0.03 0.03 0.02
常见铸造合金 化学成分 牌号 304 316 316L 1Cr13 2Cr13 3Cr13 2205 1.4408 0Cr18Ni12Mo2Ti CD-4MoCu HT200
QT400-10 0.07 1 1 25-27 5~8 2~3 2.5~3.5 1300左右 1350 1400 铸铁
密度 g/cm3
铬 Cr
17-19 16-18.5 16-18 11-13.5 12~14 12~14 22-23
镍 Ni
8~11 10~14 12~15 0.6 0.6 0.6 4.5~6.5
钼 Mo
\ 2~3 2~3 \ \ \ 3~3.5
铜 Cu 熔点
1399-1440 1371-1398 1371-1398 1454-1515 1454-1516 1454-1517 不锈钢 马氏体
0Cr18Ni9 0Cr17Ni12Mo2 00Cr17Ni14Mo2
7.93 7.98 7.98 7.76 7.75 7.75 7.93
奥氏体
防锈
奥氏体 +铁素 体
铸铁 球墨铸铁 碳钢 球状石墨和金属基体组成 碳钢类铸件,一般的棒料,管料 一般的钢板
45
Q235
不防锈
碳钢
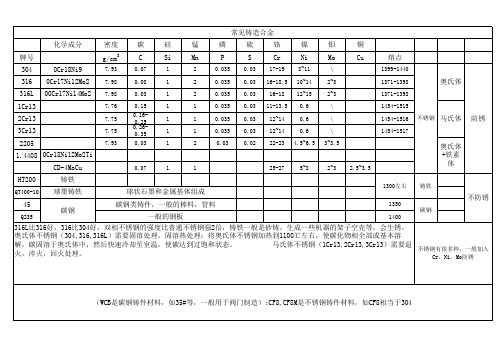
316L比316好,316比304好,双相不锈钢的强度比普通不锈钢强2倍,铸铁一般是砂铸,生成一些机器的架子空壳等,会生锈。 奥氏体不锈钢(304,316,316L)需要固溶处理,固溶热处理:将奥氏体不锈钢加热到1100℃左右,使碳化物相全部或基本溶 解,碳固溶于奥氏体中,然后快速冷却至室温,使碳达到过饱和状态。 马氏体不锈钢(1Cr13,2Cr13,3Cr13)需要退 不锈钢有很多种,一般加入 火,淬火,回火处理。 Cr,Ni,Mo防锈
常见铸件材质
0Cr18Ni9 0Cr17Ni12Mo2 00Cr17Ni14Mo2
7.93 7.98 7.98 7.76 7.75 7.75 7.93
奥氏体
防锈
奥氏体 +铁素 体
铸铁 球墨铸铁 碳钢 球状石墨和金属基体组成 碳钢类铸件,一般的棒料,管料 一般的钢板
45ห้องสมุดไป่ตู้
Q235
不防锈
碳钢
316L比316好,316比304好,双相不锈钢的强度比普通不锈钢强2倍,铸铁一般是砂铸,生成一些机器的架子空壳等,会生锈。 奥氏体不锈钢(304,316,316L)需要固溶处理,固溶热处理:将奥氏体不锈钢加热到1100℃左右,使碳化物相全部或基本溶 解,碳固溶于奥氏体中,然后快速冷却至室温,使碳达到过饱和状态。 马氏体不锈钢(1Cr13,2Cr13,3Cr13)需要退 不锈钢有很多种,一般加入 火,淬火,回火处理。 Cr,Ni,Mo防锈
(WCB是碳钢铸件材料,如35#等,一般用于阀门制造);CF8,CF8M是不锈钢铸件材料,如CF8相当于304
铬 Cr
17-19 16-18.5 16-18 11-13.5 12~14 12~14 22-23
镍 Ni
8~11 10~14 12~15 0.6 0.6 0.6 4.5~6.5
钼 Mo
\ 2~3 2~3 \ \ \ 3~3.5
铜 Cu 熔点
1399-1440 1371-1398 1371-1398 1454-1515 1454-1516 1454-1517 不锈钢 马氏体
常见铸造合金 化学成分 牌号 304 316 316L 1Cr13 2Cr13 3Cr13 2205 1.4408 0Cr18Ni12Mo2Ti CD-4MoCu HT200
a413.0铸造合金成分

A413.0铸造合金成分
A413.0铸造合金是一种专门用于特定应用的高强度合金。
其成分主要由以下几种元素组成:
1.铝(Al):作为A413.0的主要成分,铝的含量通常在较高的水平。
铝是一种轻质、高强度的金属元素,具有优异的抗腐蚀性能和高温稳定性。
在铸造过程中,铝与其他合金元素结合,形成坚固的金属间化合物,从而提高合金的强度和硬度。
2.铜(Cu):铜在A41
3.0铸造合金中起到强化和改善耐腐蚀性的作用。
铜能够与铝形成强化相,提高合金的屈服强度和抗拉强度。
此外,铜还具有较好的导热性和导电性,适用于需要良好导热和导电性能的应用。
3.镁(Mg):镁在A413.0中起到固溶强化和细化晶粒的作用。
镁能够与铝形成强化相,提高合金的强度和硬度。
同时,镁还可以细化合金的晶粒结构,提高材料的塑性和韧性。
4.锌(Zn):锌在A413.0中起到改善合金流动性和降低成本的作用。
锌能够降低合金的熔点,改善铸造过程中的流动性。
此外,锌还可以提高合金的耐腐蚀性,延长其使用寿命。
需要注意的是,A413.0铸造合金的具体成分可能因生产厂家和具体应用而有所不同。
因此,在实际应用中,应根据具体的产品规范和使用要求来确定合金的具体成分。
18种铸造合金元素作用详解
18种铸造合金元素作用详解为了改善和提高钢的某些性能和使之获得某些特殊性能而有意在冶炼过程中加入的元素称为合金元素。
常用的合金元素有铬、镍、钼、钨、钒、钛、铌、锆、钴、硅、锰、铝、铜、硼及稀土等。
磷、硫、氮等在某些情况下也起到合金的作用。
(1)Cr铬能增加钢的淬透性并有二次硬化的作用,可提高碳钢的硬度和耐磨性而不使钢变脆。
含量超过12%时,使钢有良好的高温抗氧化性和耐氧化性腐蚀的作用,还增加钢的热强性。
铬为不锈钢耐酸钢及耐热钢的主要合金元素。
铬能提高碳素钢轧制状态的强度和硬度,降低伸长率和断面收缩率。
当铬含量超过15%时,强度和硬度将下降,伸长率和断面收缩率则相应地有所提高。
含铬钢的零件经研磨容易获得较高的表面加工质量。
铬在调质结构中的主要作用是提高淬透性,使钢经淬火回火后具有较好的综合力学性能,在渗碳钢中还可以形成含铬的碳化物,从而提高材料表面的耐磨性。
含铬的弹簧钢在热处理时不易脱碳。
铬能提高工具钢的耐磨性、硬度和红硬性,有良好的回火稳定性。
在电热合金中,铬能提高合金的抗氧化性、电阻和强度。
(2)Ni镍在钢中强化铁素体并细化珠光体,总的效果是提高强度,对塑性的影响不显著。
一般地讲,对不需调质处理而在轧钢、正火或退火状态使用的低碳钢,一定的含镍量能提高钢的强度而不显著降低其韧性。
据统计,每增加1%的镍约可提高强度29.4Pa。
随着镍含量的增加,钢的屈服程度比抗拉强度提高的快,因此含镍钢的比可较普通碳素钢高。
镍在提高钢强度的同时,对钢的韧性、塑性以及其他工艺的性能的损害较其他合金元素的影响小。
对于中碳钢,由于镍降低珠光体转变温度,使珠光体变细;又由于镍降低共析点的含碳量,因而和相同的碳含量的碳素钢比,其珠光体数量较多,使含镍的珠光体铁素体钢的强度较相同碳含量的碳素钢高。
反之,若使钢的强度相同,含镍钢的碳含量可以适当降低,因而能使钢的韧性和塑性有所提。
镍可以提高钢对疲劳的抗力和减小钢对缺口的敏感性。
铸造配料计算
铸造实验报告一、铸造方法:湿型砂型铸造,手工造型。
二、造型材料的配方:由查《铸造技术数据手册》中的湿型砂配比表可得 1、背砂:新砂5%、旧砂94%、膨润土1%。
2、面砂:新砂40.4%、旧砂50%、膨润土4.5%、煤粉4%、重油1%、碳酸钠0.1%。
3、芯砂:新砂52%、旧砂40%、粘土6%、糖浆2%。
四、确定炉料配比 1、新生铁:根据感应电炉熔炼铸铁的特性,为保证显微组织正常,炉料中生铁锭的用量不能超过20%。
故选择新生铁的配比为20%,则新生铁的加入量:150公斤⨯20%=30公斤2、废钢为了使炉料含碳量足够,废钢的配比为23%,则废钢的加入量为:150公斤⨯23%=34.5公斤3、回炉料回炉料的加入量为:150公斤-30公斤-34.5公斤=85.5公斤 五、计算炉料中各元素的应有含量 1、炉料应含碳量铁水所需的平均含碳量(铁水C )应等于毛坯所需的含碳量(1C ),即铁水C =1C ,碳熔炼烧损为1%,则炉料C =铁水C /(1-0.01)=1C /0.99因为毛坯所需的含碳量1C 已知为3.3%,所以炉料C =铁水C /1-0.01=1C /0.99=3.3/0.99=3.33%验算炉料实际含碳量:新生铁带进的碳量:2C =4.0⨯20%=0.8% 回炉料带进的碳量:3C =4.15⨯57%=2.37% 废钢带进的碳量:4C =1.0⨯23%=0.23%所以炉料实际含碳量C=2C +3C +4C =0.8%+2.37%+0.23%=3.4%2、炉料应含硅量:铁水所需的平均含硅量(铁水Si )应等于毛坯所需的含硅量(1Si ),即铁水Si =1Si ,硅熔炼烧损为6%,则炉料Si =铁水Si /(1-0.06)=1Si /0.94因为毛坯所需的含硅量1Si 已知为1.95%,所以炉料Si =铁水Si /(1-0.06)=1Si /0.94=1.95/0.94=2.07%验算炉料实际含硅量:新生铁带进的含硅量:2Si =1.85%⨯20%=0.37% 回炉料带进的含硅量:3Si =1.5%⨯57%=0.855% 废钢带进的含硅量:4Si =0.26%⨯23%=0.05%所以炉料实际含硅量Si =2Si +3Si +4Si =0.37%+0.855%+0.06%=1.285% 炉料中尚缺硅量=炉料应含硅量-炉料中实际含硅量=2.07%-1.285%=0.785% 3、炉料应含锰量铁水所需的平均含锰量(铁水Mn )应等于毛坯所需的含锰量(1Mn ),即铁水Mn =1Mn ,锰熔炼烧损为8%,则因为毛坯所需的含锰量1Mn 已知为0.8%,所以炉料Mn =铁水Mn /(1-0.08)=0.8//0.92=0.87%验算炉料实际含锰量:新生铁带进的锰量:2Mn =0.03%⨯20%=0.006% 回炉料带进的锰量:3Mn =0.7%⨯57%=0.399% 废钢带进的锰量:4Mn =0.25%⨯23%=0.058%所以炉料中实际含锰量Mn =2Mn +3Mn +4Mn =0.006%+0.399%+0.058%=0.463%炉料中尚缺锰量=炉料应含锰量-炉料实际含锰量=0.87%-0.463%=0.407% 六、计算铁合金加入量 1、硅铁加入量补加含硅75%的硅铁的百分数=炉料中尚缺的硅量(%)/硅铁的含硅量(%)=0.785/75%=1.05% 即每100公斤炉料补加1.05公斤含硅75%的硅铁 则150公斤炉料补加含硅75%的硅铁量为: 1.5⨯1.05公斤=1.57公斤2、锰铁加入量补加含锰65%的锰铁的百分数=炉料中尚缺的锰铁(%)/锰铁的含量(%)=0.407%/65%=0.626%即每100公斤炉料补加0.626公斤含锰65%锰铁则则150公斤炉料补加含锰65的锰铁量为:1.5 0.626公斤=0.939公斤。
铸造材料应用成分9

●力学性能:
抗拉强度σb (MPa):≥500
屈服强度σs (MPa):≥270
伸长率δ(%):≥18
冲击韧性值αkv (J/cm2):≥22
冲击韧性值αku (J/cm2):≥34
弹力消失率ψ(%):≥25
试样尺寸:厚度≤100mm
●热处理规范及金相组织:
●特性及适用范围:
有一定的强度和较好的塑性、韧性,焊接性能良好,切削性能尚好。适用于受力不大、要求韧性的各种机械零件,如钻座、轴承盖、外壳、底板、阀体和犁柱等。
●化学成份:
碳C :≤0.30硅Si:≤0.50锰Mn:≤0.90硫S :≤0.04磷P :≤0.04铬Cr:≤0.35
镍Ni:≤0.30铜Cu:≤0.30钼Mo:≤0.20钒V :≤0.05
7.材料名称:耐热钢铸件
牌号:ZG35Cr26Ni12
标准:GB 8492-87
●特性及适用范围:
最高使用温度为1100℃,高温强度高,抗氧化性能好,在规格范围内调整其成分,可使组织内含有一些铁素体,也可为单相奥氏体。能广泛地用于许多类型的炉子构件,但不宜用于温度急剧变化的地方
●化学成份:
碳C :0.20~0.50硅Si:≤2.00锰Mn:≤2.00硫S :≤0.04磷P :≤0.04铬Cr:24.0~28.0
热处理规范:淬火,1080~1130℃,水冷。
14.材料名称:不锈耐酸钢铸件
牌号:ZG1Cr18Ni9
标准:GB 2100-80
●特性及适用范围:
典型的不锈耐酸钢,铸造性能比含钛的同类不锈钢好,在硝酸、有机酸、许多盐溶液及碱类溶液、石油产品中有高的耐蚀性(较ZG0Cr18Ni9含碳量高,耐蚀性稍低) ,但有晶间腐蚀倾向,铸态机械性能差,一般经固溶处理后使用。主要用于耐蚀性要求较高的化工、石油精炼设备中的机
铸钢配料计算表

铸钢配料 计算
名称
201 430 A3 304 回炉料2 纯铁 增碳剂 炉料合计 收得率% 钢水炉料合计 硅铁 锰铁 钼铁 低碳铬铁 镍 铜 氮化铬铁 合金1 合金2 合金3 合金合计 合金收得率% 合 钢金水收成得份合比计例 (Kg)
0.370055 0.09 2.4973 28.48 19.9 0 0 0 0
0.369685 0.0899 2.4948 28.46 19.9 0 0 0 0
使用方法: 1.在炉料行输入 各种炉料的化学 成份。 2.收得率行输入 各种元素收得率 。如果不清楚, 就用现生产的品 种核算一下。 3.在加入量(%) 输入列中输入各 种炉料加入量。
钢水成份(%)
化学成份(%)
C
Si
Mn Cr Ni Mo Cu Ti W
0.1 0.5 6.5 14 4.5
0.8
0.1 0.5
1 17 0.5
0.2 0.3
1
0.05
1.5 17.5 7.5
0 90 0.1105 97 0.107185 0.2 4
0.3
0
0 0 0 0 000
0 0.615 7.175 3.08 0 0 0 0
4.看钢水成份比 例行是否附合工 艺要求,如不附 合则修改加入量 输入列中炉料加 入量,直到附合 5.输入熔炼重 量,则得到配料 6.千万注意表中 红色字不能改 动,易碎!将文 件多作个备份。
份(%)
熔炼重量
(Kg)
100
加入量(Kg)
VN
P
S
输入列
配料单
0.2
铸造生产常用废钢料化学成分查询汇总,炉工必须收藏的内容!

铸造生产常用废钢料化学成分查询汇总,炉工必须收藏的内容!钢已成为铸造炉料的常规材料。
但是,许多铸造厂技术人员对常用废钢的化学成分却不了解,也不去了解。
这就造成了生产当中,因不了解废钢化学成分成使产品报废。
这样例子举不胜举。
今天,老陆就将常见废钢化学成分给大家汇总出来,以便大家放在资料室查阅。
一、45钢,为常见钢种,其牌号以含碳量标注。
45#碳钢化学成分:含碳(C)量是0.42~0.50%,Si含量为0.17~0.37%Mn含量0.50~0.80%Cr含量≤0.25%Ni含量≤0.30%。
Cu含量≤0.25%。
二、Q235钢(过去称A3钢)Q235普通碳素结构钢又称作A3钢。
普通碳素结构钢-普板是一种钢材的材质。
Q代表的是这种材质的屈服极限,后面的235,就是指这种材质的屈服值,在235MPa左右。
并会随着材质的厚度的增加而使其屈服值减小,由于含碳适中,综合性能较好,强度、塑性和焊接等性能得到较好配合,用途最广泛。
用途:1、大量应用于建筑及工程结构。
用以制作钢筋或建造厂房房架、高压输电铁塔、桥梁、车辆、锅炉、容器、船舶等,也大量用作对性能要求不太高的机械零件。
C、D级钢还可作某些专业用钢使用。
2、可用于各种模具把手以及其他不重要的模具零件。
3、采用Q235钢做冲头材料,经淬火后不回火直接使用,硬度为36~40HRC,解决了冲头在使用中碎裂的现象。
Q235分A、B、C、D四级(GB700-88)Q235A级:含碳0.14~0.22%;锰0.30~0.65;S硅≤0.30;硫≤0.050;磷≤0.045Q235B级:含碳0.12~0.20% ;锰0.30~0.670硅≤0.30;硫≤0.045P≤0.045Q235C级:含碳≤0.18% ;锰0.35~0.80;硅≤0.30;硫≤0.040;磷≤0.040Q235D级:含碳≤0.17% ;锰0.35~0.80;硅≤0.35;硫≤0.040;磷≤0.035三、65锰钢根据GB 699-1999 《优质碳素结构钢》国家标准,熔炼分析成分规定如下:C 0.62-0.70%Si 0.17 - 0.37%Mn 0.90 - 1.20%P 0.035%S 0.035%Cr 0.25%Ni 0.30%Cu 0.25%四、Mn13高锰钢性能参数Mn13高锰钢是抵抗强冲击、大压力物料磨损等耐磨材料中的最佳选择,具有其它耐磨材料无法比拟的加工硬化特性,在较大冲击载荷或较大接触应力的作用下,钢板表层产生加工硬化,表面硬度由HB200迅速提升到HB500以上,从而产生高耐磨的表面层,而钢板内层奥氏体仍保持良好的冲击韧性。
变形合金与铸造合金成分范围

变形合金与铸造合金成分范围
变形合金:
变形合金主要由Fe、Mn、Si、Cr和C等元素组成,其中Fe是基体元素,Mn和Si是固溶元素,Cr和C是调整强度的元素。
这些元素的组合,决定了变形合金的特性。
一般情况下,Fe的含量在70%~90%之间,Mn的含量在
1.0%~
2.5%之间,Si的含量在0.15%~1.5%之间,Cr的含量在0.1%~1.5%之间,C的含量在0.08%~0.4%之间。
铸造合金:
铸造合金主要由Fe、Si、Mn、Cu、Ni、Sn、Pb和Zn 等元素组成,其中Fe是基体元素,Si、Mn是促进凝固结构的元素,Cu、Ni、Sn、Pb和Zn是改善铸性能的元素。
一般情况下,Fe的含量在60%~80%之间,Si的含量在3.0%~6.5%之间,Mn的含量在0.2%~3.0%之间,Cu的含量在
0.2%~2.5%之间,Ni的含量在0.2%~2.0%之间,Sn的含量在0.2%~2.0%之间,Pb的含量在0.2%~2.0%之间,Zn的含量在0.2%~2.0%之间。
铸造蜡成分
铸造蜡成分
铸造蜡是一种用于模具铸造的材料,其主要成分主要包括以下几种:
1. 石蜡(Paraffin): 石蜡是蜡的主要成分,它是从原油分离出来的一种烃类混合物。
石蜡具有低熔点、融化性好的特点,适合用来制作模具。
2. 蜂蜡(Beeswax): 蜂蜡是由蜜蜂通过蜡腺分泌出来的一种天然物质。
它具有较高的熔点和良好的可塑性,在铸造蜡中起到增加硬度和延展性的作用。
3. 树脂(Resin): 树脂是一种具有粘性的有机物质,可以增加铸造蜡的粘结性和强度。
常用的树脂有松香、丙烯酸树脂等。
4. 天然油脂(Vegetable Oil): 天然油脂可以增加铸造蜡的滑脱性和润滑性,使得蜡模在铸造过程中更容易脱模。
常用的天然油脂有橄榄油、花生油等。
5. 颜料和添加剂(Pigments and Additives): 为了给铸造蜡增加颜色或改善其性能,可以添加一些颜料和添加剂。
颜料可以使得蜡模具有不同的颜色,而添加剂则可以改变蜡模的特性,例如增加其耐热性、抗拉强度等。
需要注意的是,不同的铸造蜡配方会有所差异,具体成分的比例和种类可能会有所不同。
根据具体的铸造需求,可以选择不同的铸造蜡配方。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
23
CG6MMN
ASTM A297/A297M-2003
标准含量 目标含量
≤0.06 ≤0.055
24
1.4409
DIN EN10213-4
标准含量 目标含量
≤0.03 ≤0.028
≤1.00 0.6-0.9
≤1.0 0.6-0.9 ≤1.00 0.6-0.9
≤1.0
11.6-11.8
9.0-12.0 9.1-9.3
5.5-6.5 5.6-5.9 2.0-3.0 2.1-2.3 2.0-2.5 2.1-2.3 1.5-3.0
1.6-1.8
2.0-2.5 2.1-2.3
≤0.18
3.0-4.0 3.1-3.5
Ti≥5×c%≤0.70
0.5-0.65 Nb 0.1-0.3 V 0.1-0.3 N 0.2-0.4 Nb 0.12-0.20 V 0.12-0.20 N 0.22-0.26
目标含量 0.09-0.14 0.5-0.7 0.4-0.56
12.5-12.8
Mo
Cu
其他
ZG2Cr13
32
(ZG20Cr13)
马
(1.4027/1.4021)
GB/T2100-1980
标准含量 0.16-0.24 目标含量 0.17-0.23
≤1.00 0.5-0.7
≤0.60 0.035 0.03 0.4-0.56
27
410 (型材)
ASTM A240/240M ASTM A276/276M
标准含量 目标含量
0.08-0.15 0.09-0.14
≤0.5 0.2-0.4
≤1.00 0.6-0.9
0.040 0.030
11.5-13.5 12.0-12.3
≤0.75 0.2-0.4
≤0.50
标准含量
≤0.15
≤1.0
0.6-0.9
≤1.5 0.6-0.9
≤1.50 1.0-1.3
≤1.5 1.0-1.3 ≤2.00 1.0-1.3
0.035 0.035 0.04 0.04 0.045 0.015
17.0-19.0 17.5-17.8 19.0-22.0 19.5-19.8 16.5-18.5 17.0-17.3
17.0-20.0 17.5-17.8
10.0-14.0 10.1-10.3
2.0-3.0 2.1-2.3
8
CF3M
ASTM A351/A351M 2012
标准含量 目标含量
≤0.03 ≤0.028
≤1.5 0.6-0.9
≤1.5 1.0-1.3
0.04 0.04
17.0-21.0 17.5-17.8
≤1.5 0.6-0.9
≤2.0 1.0-1.3
0.045 0.03
24.0-26.0 24.5-24.8
19.0-22.0 19.1-19.3
19
1.4552
DIN 17445-1984
标准含量 目标含量
≤0.06 ≤0.055
≤1.5 0.6-0.9
≤1.5 1.0-1.3
0.045 0.03
18.0-20.0 18.5-18.8
≤1.5 0.6-0.9
≤1.5 1.0-1.3
0.04 0.03
18.0-20.0 18.5-18.8
9.0-12.0 9.1-9.3
2.0-2.5 2.1-2.3
6
316/SUS316 (型材)
ASTM A276/276M JIS G 4303
标准含量 目标含量
≤0.08 ≤0.075
≤1.0 0.6-0.9
JIS G 4303
ASTM A351/A351M 2012
ASTM A240/240M ASTM A276/276M
JIS G 4303
EN10283-2010
JIS G5121(1991)
EN10088-3
标准含量 目标含量 标准含量 目标含量 标准含量 目标含量 标准含量 目标含量 标准含量 目标含量 标准含量 目标含量 标准含量 目标含量 标准含量 目标含量
铸造常用材质成份表
类别
序 号
在生产铸造材料牌号
材料标准
材质成分
C
Si
Mn
P≤
S≤
Cr
Ni
Mo
Cu
CF8 1
(SCS13)
ASTM A351/A351M 2012
(JIS G5121)
标准含量 目标含量
≤0.08 ≤0.075
≤2.0 0.6-0.9
≤1.50 1.0-1.3
0.04 0.04
18.0-21.0 18.5-18.8
16.0-18.0 16.5-16.8 16.0-18.0 16.5-16.8 17.0-21.0 17.5-17.8 18.0-20.0 18.5-18.8 18.0-20.0 18.5-18.8 18.0-20.0 18.5-18.8 17.0-20.0 17.5-17.8 17.0-20.0 17.5-17.8
0.04 0.03 0.04 0.04
18.0-20.0 18.5-18.8 18.0-21.0 18.5-18.8
8.0-11.0 8.1-8.3 9.0-12.0 9.1-9.3
2.0-3.0 2.1-2.3
5
1.4408
EN10213:2007 EN10283-2010
标准含量 目标含量
≤0.07 ≤0.065
≤0.03 ≤0.028 ≤0.03 ≤0.028 ≤0.03 ≤0.028 ≤0.03 ≤0.028 ≤0.03 ≤0.028 ≤0.03 ≤0.028 ≤0.03 ≤0.028 ≤0.03 ≤0.028
≤1.0 0.6-0.9
≤1.0 0.6-0.9
≤2.0 0.6-0.9
≤1.0 0.6-0.9
9.0-13.0 9.1-9.3
2.0-3.0 2.1-2.3
其他
9
10
11
12
奥 13 氏
14
体
15
型
16
316L (型材)
SUS 316L (型材)
CF3
304L (型材)
SUS 304L (型材)
1.4309
SCS16
1.4404 (型材)
ASTM A240/240M ASTM A276/276M
≤1.0 0.6-0.9
≤1.5 0.6-0.9
≤1.5 0.6-0.9 ≤1.00 0.6-0.9
≤2.0 1.0-1.3
≤2.0 1.0-1.3
≤1.5 1.0-1.3
≤2.0 1.0-1.3
≤2.0 1.0-1.3
≤2.0 1.0-1.3
≤2.0 1.0-1.3
≤1.5 1.0-1.3
0.045 0.03 0.045 0.03 0.04 0.04 0.045 0.03 0.045 0.03 0.035 0.025 0.04 0.04 0.045 0.03
0.7-1.5 0.8-1.0
31
ZG1Cr13
标准含量 0.08-0.15
≤1.0
≤0.60
0.04 0.03 12.0-14.0
-
GB/T2100-1980
-
2/5
铸造常用材质成份表
类别
序 号
在生产铸造材料牌号
材料标准
材质成分
C
Si
Mn
P≤
S≤
Cr
Ni
31
ZG1Cr13
GB/T2100-1980
2.0-3.0 2.1-2.3 2.0-2.5 2.1-2.3
N≤0.1
N≤0.2 N≥0.11 0.12-0.15
1/5
体
铸造常用材质成份表
型
类别
序 号
在生产铸造材料牌号
材料标准材质成分C源自SiMnP≤
S≤
Cr
Ni
Mo
Cu
17 202(型材)
ASTM A240/240M ASTM A276/276M
9.0-11.0 9.1-9.3
其他 N≤0.25
0.12
Nb≥8×c% 0.5-0.8
20
C15
21 CN7M(Alloy 20)
22
1.4571 (型材)
ASTM A743/A743M-1998a
EN10088-3
标准含量 目标含量 标准含量 目标含量 标准含量 目标含量
≤0.08 ≤0.075 ≤0.07
≤2.0 1.0-1.3
0.045 0.03
16.0-18.0 16.5-16.8
10.0-14.0 10.1-10.3
2.0-3.0 2.1-2.3
7
SCS14
JIS G5121(1991)
标准含量 目标含量
≤0.08 ≤0.075
≤2.0 0.6-0.9
≤2.0 1.0-1.3
0.04 0.04
8.0-11.0 8.1-8.3
≤0.50
2
304/SUS304 (型材)
ASTM A276/276M JIS G 4303
标准含量 目标含量
≤0.08 ≤0.075
≤1.0 0.6-0.9
≤2.0 1.0-1.3
0.045 0.03
18.0-20.0 18.5-18.8
8.0-10.5 8.1-8.3
≤0.80 0.035 0.025 11.5-13.5
≤1.00
≤0.50
-
28
ZG15Cr12