1960MPa级低松弛预应力钢绞线的生产实践
低松弛预应力钢绞线使用知识简介

低松弛预应力钢绞线使用知识简介1. 运输与贮存1.1 产品出厂除用户指定外都有包装,严禁野蛮装卸,应轻吊轻放。
运输应加固和防雨,不得与腐蚀物品混装,采用集装箱运输是比较理想的。
如有条件可由工厂直运工地,避免过多转运造成绞线损伤。
1.2 应贮存在干燥通风的仓库中,禁止露天存放。
如工厂没有仓贮条件,应垫高并加盖防雨蓬布,而且应尽量缩短工地堆放时间。
1.3 钢绞线表面允许有浮锈,但要注意保护,以免发展成锈蚀,影响正常使用。
1.4 钢绞线的吊装应采用棉麻等非金属材料制作的吊具,尽量避免使用钢丝绳等易造成钢绞线损伤的吊具。
仓库的硬地有时会擦伤钢绞线,以致损害钢绞线的机械性能,应予避免。
1.5 过度的挤压对钢绞线也是有害的,因而仓库堆放时原则上不要超过3层,并应整齐有序堆放。
2.下料2.1 钢绞线应在立放状态从内圈抽头放线,放线的方向应与绞线捻向一致,以免发生缠绕现象,放线时应使用放线架,对绞线在拆除钢带后起约束作用。
2.2 切割时禁止使用电切割及气切割,绞线遇到溅出的火花,强度会大幅度下降,乙炔气切割会在切口附近形成一段热影响后,强度同样也会下降,我们主张用砂轮切割机作为下料工具。
2.3 放线时请注意防止碰到尖硬的物品,以免表面被刮伤。
2.4 低松弛钢绞线经过稳定化处理,残余应力消除充分,只要不受到过度外力是不会散头的,拆散后也很容易用手复位,除非钢丝已因外力作用发生塑变。
3. 使用3.1 锚具夹片的选择十分重要,我们主张选用经过试验验证的生产工艺成熟、技术装备先进的正规厂家产品,适合普通松弛钢绞线的锚具不一定适合低松弛钢绞线,因此选择锚具时必须特别慎重。
3.2 绞线在穿索孔道中不能交叉、缠结,在张拉过程中应做好施工记录。
张拉器具、计量仪表应处于完好状态。
3.3 张拉时如果出现断丝现象,应着手以下工作,以查找原因:(1)检查施工记录,向操作工人调查。
(2)检查孔道中的情况——是否有交叉、缠结、腐蚀、机械损伤或其它不适当状态。
预应力混凝土用钢绞线应力松弛试验作业指导书

预应力混凝土用钢绞线应力松弛试验作业指导书
1、目的和范围
测定钢绞线松弛率。
2、仪具与材料
2.1钢绞线应力松弛机。
2.2温度计。
3、试验准备
3.1准备好一根长度为2 .2m 左右的钢绞线,并事先应知道钢绞线的抗拉强度。
3.2将钢绞线放在环境温度为20±2℃试验室不少于2个小时。
4、试验步骤
4.1按要求选定试验初始荷载:公称最大力的60%,公称最大力的70%,公称最大力的80%。
4.2设置好加载速率,要保证初始荷载在3min~5min内均匀加载完毕,并设置持荷时间为1min ,松弛时间为100 h 。
4.3装持好试件。
4.4按先前设置好的参数给试件加载,持荷,松弛。
试验
室保证试验室温度为20±2℃。
4.5推算出1000h的松弛率。
5、报告
松弛试验只需要单独做一次,试验报告应包括1000h的松弛率。
低松弛预应力钢绞线拉丝生产线控制系统的研究
完成触摸屏画面的组态。 3、本文构造了自适应模糊 PID 控制算法,利用模糊控制在线实时调整 PID 的三个参 数,来保持拉丝过程中张力的恒定。利用 MATLAB 对自适应模糊 PID 控制算法进行建模、 仿真,仿真表明自适应模糊 PID 控制算法能在很短时间达到稳定状态,控制效果明显。利 用 STEP7、wincc flexible 对整个控制系统进行了仿真。 关键词:预应力钢绞线,拉丝机,PLC,现场总线,变频器,USS 协议,模糊 PID
by Zhang Fangzhong
Supervisor: Prof. Guo Lanshen
March 2012河北工业Fra bibliotek学硕士学位论文
低松弛预应力钢绞线拉丝生产线控制系统的研究 摘 要
拉丝作为预应力钢绞线生产线中的重要环节,拉丝质量直接关系到钢绞线的质量。而 拉丝质量的优劣,主要取决于拉丝生产线控制系统的好坏。随着计算机控制、通信、网络、 智能控制等先进控制技术的发展, 企业对生产线控制精度、 稳定性和智能化要求不断提高。 本文研究了基于西门子 PLC、触摸屏、模糊 PID 控制算法的拉丝生产线控制系统。整个控 制系统采用数字量控制,大大提高了控制系统的鲁棒性;触摸屏为生产线提供了友好的人 机交互界面,能实时的对生产线进行监控;针对拉丝的特点,采用自适应模糊 PID 控制算 法对张力进行控制,保证拉丝过程中张力的恒定。本文主要研究内容如下: 1、本文通过分析拉丝原理、拉丝工艺和拉丝生产线工作过程,得出了影响拉丝质量 的工艺参数。结合给定的参数和相应的公式对拉丝工艺参数和基本控制硬件参数进行计 算,为选择合适的控制系统硬件和工艺参数提供依据。 2、本文分析了拉丝控制原理,确定了主-从站的控制方案,并对控制系统的硬件组 成和软件实现进行了详细设计。本文选择和设计了主站系统硬件(触摸屏和 S7-300PLC 模 块)和从站系统硬件(S7-200PLC 模块);利用组态软件 STEP7 进行控制系统程序编写、 硬件组态、网络组态以及 S7-300 与 S7-200PLC 之间的 PROFIBUS-DP 通信;利用
预应力钢材拉伸应力松弛实验作业指导书
预应力钢绞线应力松弛性能试验作业指导书一目的明确预应力钢绞线松弛试验程序、操作流程、工艺要点以及控制标准,检测预应力钢绞线应力松弛性能,指导检测员按规程正确操作,保证检测结果科学、准确。
二适用范围本作业指导书适用于钢绞线松弛性能任务。
三预应力钢绞线选用a、预应力钢绞线符合1×7-15.2-1860-GB/T5224-2003的要求。
供应商提供每批钢绞线的实际弹性模量值,质量保证单。
b、每批钢绞线附有出厂合格证,由同一批号、同一强度等级的钢绞线组成。
实验前,外观检查合格后,再按GB/T228-2002的要求做钢绞线应力松弛性能试验和最大应力试验,合格后方可使用。
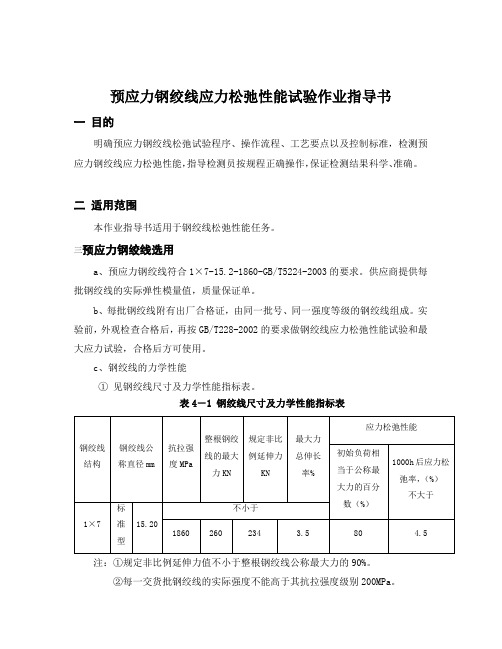
c、钢绞线的力学性能①见钢绞线尺寸及力学性能指标表。
表4-1 钢绞线尺寸及力学性能指标表钢绞线结构钢绞线公称直径mm抗拉强度MPa整根钢绞线的最大力KN规定非比例延伸力KN最大力总伸长率%应力松弛性能初始负荷相当于公称最大力的百分数(%)1000h后应力松弛率,(%)不大于1×7 标准型15.20不小于1860 260 234 3.5 80 4.5注:①规定非比例延伸力值不小于整根钢绞线公称最大力的90%。
②每一交货批钢绞线的实际强度不能高于其抗拉强度级别200MPa。
③钢绞线弹性模量为(195±10)GPa。
④采用推算法确定1000h松弛率。
d、表面质量:钢绞线表面不得有油、润滑脂等物质,允许有轻微的浮锈,但不得有目视可见的锈蚀麻坑,表面允许存在回火的颜色。
f、取样数量序号检验项目取样数量取样部位检验方法要求1 表面逐盘卷目视见表面质量要求2 应力松弛性能不小于1根/每合同批[注] 2.5m在每(任)盘卷中任意一端截取按TB10120执行注:合同批为一个订货合同的总量。
在特殊情况下,松弛试验可以由工厂连续检验提供同一原料、同一生产工艺的数据所代替。
四预应力试验设备及工具配置试验设备、工具配置及性能指标序号设备及工具名称型号单位数量性能指标要求1 微机控制拉伸应力松弛试验机WSC-300 台 12 卷尺把 13 砂轮切割机台 1五检测步骤1、将钢绞线套上夹具,放在试验机上(试验温度20±2℃,试样置于此环境中足够时间,确保达到温度平衡后施加初始力试验)2、打开软件,依照委托信息设定好钢绞线直径和强度等信息。
低松弛预应力钢绞线的工程应用
低松弛预应力钢绞线的工程应用【摘要】低松弛预应力钢绞线的后张法施工,广泛应用于桥梁工程和建筑工程中,可以有效提高混凝土的强度,控制构件裂缝的开展。
施工过程中,要在钢绞线的检验、下料、穿束、张拉、灌浆、放张等工序和环节精益求精,实施质量的监控,做好检测记录。
【关键词】低松弛;后张法;强度;钢绞线随着现代建筑技术的不断发展,技术指标和要求的不断提高,预应力混凝土构件以其自身的优点得到越来越多的应用。
在长治能化集团会展中心工程施工中,框架梁需要使用低松弛预应力钢绞线进行后张拉施加预应力。
后张法是指在已经制作好的有预留孔道的混凝土构件上,穿入预应力钢绞线并进行张拉并锚固的张拉方法。
后张预应力工艺技术具有一定的专业性,并且很多技术是专利技术,所以一般都是由技术持有者或专业公司实施张拉工序。
预应力张拉施工质量控制预应力材料质量控制钢绞线表面上需要保持干净,防止受污染,下料要在已经硬化好的操作台上进行。
钢绞线需要在理顺后再用扎丝以合适的间距进行绑扎。
为了防止在穿束过程中钢绞线打绞,张拉受力不均而导致欠张拉或过张拉,必须对钢绞线头进行编号。
用氧焊将做成圆锥状的钢束端头焊牢,勿使用电焊。
钢绞线表面要用砂轮修平滑,以防钢绞线在波纹管接头处引起波纹管翻卷,堵塞孔道。
波纹管的类别、型号需要根据出厂合格证和质量保证书进行核对,并检验波纹管的外观、尺寸、强度、刚度,以免在穿束过程中管道破裂或变形。
张拉前需要检查现场的锚具、夹具和连接器的外观,不允许出现超标的尺寸偏差和裂纹,同时还需要对锚具的锚固性能和承载力性能进行测试,以保证张拉过程中不出现因锚具产生的质量问题。
一、预应力钢绞线的下料与穿束1.钢绞线的要求(1)钢铰线进场后,应妥善保管及采取相应措施存放,以防止钢绞线表面带有降低钢绞线与混凝土粘结力的润滑剂、油渍等物质,并防止钢绞线过度锈蚀。
比如存放应保持与地面或底模有一定空间并加以覆盖,允许有轻微的浮锈,但不得锈蚀或肉眼可见的麻坑。
低松弛预应力钢绞线使用知识简介
低松弛预应力钢绞线使用知识简介1. 运输与贮存1.1 产品出厂除用户指定外都有包装,严禁野蛮装卸,应轻吊轻放。
运输应加固和防雨,不得与腐蚀物品混装,采用集装箱运输是比较理想的。
如有条件可由工厂直运工地,避免过多转运造成绞线损伤。
1.2 应贮存在干燥通风的仓库中,禁止露天存放。
如工厂没有仓贮条件,应垫高并加盖防雨蓬布,而且应尽量缩短工地堆放时间。
1.3 钢绞线表面允许有浮锈,但要注意保护,以免发展成锈蚀,影响正常使用。
1.4 钢绞线的吊装应采用棉麻等非金属材料制作的吊具,尽量避免使用钢丝绳等易造成钢绞线损伤的吊具。
仓库的硬地有时会擦伤钢绞线,以致损害钢绞线的机械性能,应予避免。
1.5 过度的挤压对钢绞线也是有害的,因而仓库堆放时原则上不要超过3层,并应整齐有序堆放。
2.下料2.1 钢绞线应在立放状态从内圈抽头放线,放线的方向应与绞线捻向一致,以免发生缠绕现象,放线时应使用放线架,对绞线在拆除钢带后起约束作用。
2.2 切割时禁止使用电切割及气切割,绞线遇到溅出的火花,强度会大幅度下降,乙炔气切割会在切口附近形成一段热影响后,强度同样也会下降,我们主张用砂轮切割机作为下料工具。
2.3 放线时请注意防止碰到尖硬的物品,以免表面被刮伤。
2.4 低松弛钢绞线经过稳定化处理,残余应力消除充分,只要不受到过度外力是不会散头的,拆散后也很容易用手复位,除非钢丝已因外力作用发生塑变。
3. 使用3.1 锚具夹片的选择十分重要,我们主张选用经过试验验证的生产工艺成熟、技术装备先进的正规厂家产品,适合普通松弛钢绞线的锚具不一定适合低松弛钢绞线,因此选择锚具时必须特别慎重。
3.2 绞线在穿索孔道中不能交叉、缠结,在张拉过程中应做好施工记录。
张拉器具、计量仪表应处于完好状态。
3.3 张拉时如果出现断丝现象,应着手以下工作,以查找原因:(1)检查施工记录,向操作工人调查。
(2)检查孔道中的情况——是否有交叉、缠结、腐蚀、机械损伤或其它不适当状态。
低松弛预应力热镀锌钢绞线生产过程质量管控
!"#$%&#% '()$**+,-. /,0+1 230%-4#%- 53(%-6$ 5)((* 7%6+8),. 90:; <)6:; "#$%&#% =>?@?@; A3#%$B @A1&+60& "3( 1$1(, #%),06+C(8 )3( 1,06+C)#0% 1,0C(88 0D *0E ,(*$4$)#0% 30) F6#1 -$*G$%#H#%- 1,( F8),(88(6 8)((* 8),$%6; D,0I ,$E I$)(,#$*; ()C3#%- $%6 6,$E#%-; 30)F6#1 -$*G$%#H#%-; 81#%%#%-; 8)$J#*#H#%- ),($)I(%) $%6 0)3(, $81(C)8 (410+%68 #%D*+(%C#%- D$C)0,8 0% 1,06+C) K+$*#). #% 1,06+C)#0% 1,0C(88 $%6 1+)8 D0,E$,6 )3( K+$*#). C0%),0* I()306 D0, )3( 1,06+C)#0% 1,0C(88 0D *0E ,(*$4$)#0% 30) F6#1 -$*G$%#H#%- 1,( F8),(88(6 8)((* 8),$%6 )0 #I1,0G( )3( K+$*#). 0D 8)((* 8),$%6: B-' 4)+/1 *0E ,(*$4$)#0%L 1,(F8),(88(6L 30)F6#1 -$*G$%#H#%-L 8)((* 8),$%6L K+$*#). C0%),0*
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1960MPa级低松弛预应力钢绞线的生产实践Doi:10.3969/j.issn.l006-110X.2018.04.0111960M Pa级低松弛预应力钢绞线的生产实践赵学刚,梁云科(天津钢铁集团有限公司金属科技公司,天津300301)[摘要]介绍了1960MPa级1X7-15.20低松弛预应力钢绞线的生产工艺及生产过程。
原料选用直径$13.0mm、抗拉强度1200MPa以上的SWRH82B盘条;盐酸酸洗液浓度4%~18%(质量百分比),酸洗时间10~20分钟;磷化温度65^C~75^C,磷化液总酸度80~120点,游离酸度8~10点;中心丝和边丝的拉拔分别为压缩率为83.69%和8407%;捻制的捻距215mm,张力120kN,稳定化温度388~ 385^C。
生产结果表明,钢绞线实物抗拉强度达到1980~2000MPa,松弛率00%,各项性能指标完全满足标准要求。
[关键词]低松弛;预应力钢绞线;1960MP)级;稳定化处理Production Practice of I960 MPa Grade Low Relaxation Prestressed Steel StrandZHAO Xue-gang and LIANG Yun-ke(Metal Technology Company,Tianjin Iron and Steel Group Co.,Ltd〇Tianjin300301, China)Abstract The production process and process of1960MPa grade1X7-1500low relaxation prestressed steel strand are introduced.The raw materials were made of SWRH82B wire rod with diameter$13.0mm and tensile strength above1200MPa,the concentration of hydrochloric acid forpickling was4%(mass percentage),the pickling time was10〜20minutes,the phosphating temperaturewas65t〜75t,the total acidity of phosphating solution was80〜10points,the fe e acidity was8〜10points.The drawing ratio of center wire and edge wire are8309%and twisting distance is215mm,the tension is120kN,the stabilization temperature is results show that the tensile strength of real steel strands is up to1980〜2000MPa,the rela 0.7%, and all the performance indexes fully meet the requirements of the standard.Key words low relaxation,prestressed steel strand,1960MPa grade,stabilization treatment〇引言低松弛预应力钢绞线是预应力混凝土结构中 重要的钢铁结构材料,也是我国金属制品行业生产的关键产品。
该产品具有高强度、高韧性、良好的抗 疲劳性能、松弛性能等特点,广泛应用于公路、铁 路、桥梁,边坡锚固、煤矿巷道支护、水电工程等重 要工程领域。
随着我国建筑工程的发展,预应力技 术不断进步,施工技术不断提高,对低松弛预应力 钢绞线的要求越来越高,使产品朝着高强度等级、大规格的方向发展。
天津钢铁集团有限公司金属科 技公司以市场导向,积极开发生产附加值高、畅销收稿日期92018-06-03作者简介:赵学刚(182—),男,天津人,本科,主要从事金属制品生 产管理和技术管理工作。
〈压力对路的产品,从而满足国内各大重点建筑工程的需 要。
利用世界先进的全封闭隧道型往复式酸洗磷化 自动生产线、意大利Mario Frigerio S.p.A.公司1X50/ 1250低松弛预应力钢绞线技术装备,“盘条表面预处理+连续拉丝+捻制及稳定化处理”的生产工艺,研制生产出1960MPa级1x7-15.20低松弛预应力 钢绞线。
试制结果表明,产品实物质量良好,各项性 能指标完全能够达到国家标准的要求。
1产品技术要求目前,大部分钢绞线生产企业主要根据国标EB/T5224、英标BS5896、美标A416/A416M等标准 生产1860M Pa普通级低松弛预应力钢绞线。
1960MPa级是国标EB/T5224标准的最高等级,该强度级别产品能够有效减少钢绞线的使用数量和 加工〉你-35-使用重量,从而减少工程造价,可靠性和安全性能 更有保障。
其与1860MPa级产品相比,抗拉强度高 出lOOMPa,其它性能指标不降低,增加了生产难度。
应力松弛率是考评预应力混凝土结构中钢绞线的关键指标,不问强度级别产品,在初始负何为实 际最大力70%时,lOOOh应力松弛率不大于2.5%,因此选择合理的盘条强度及制定钢绞线的生产工 艺是本文的研究的重点,该产品技术条件见表1。
表11960M Pa级预应力钢绞线技术要求公称直径直径偏差强度级别/MPa .,/mm /mm I960 15.20 -0.15/0.40最大力/kN274/3020.2%屈服力/s k N屈强比210.88/0.95最大力总伸应力松弛率长率/為%/^%3.5 2.52研制过程2.1产品工艺流程生产196OMPa级1X7-15.2O低松弛预应力钢绞线的工艺流程为:盘条检验!盘条表面处理!焊 接!拉丝!半成品检验!捻制!稳定化处理!层缠!检验!包装!人库。
2.2技术工艺装备特点天钢主体设备引进意大利Mario Frigerio S.p.A.公司“IX25/125O低松弛预应力钢绞线”生产线5条,“IX5O/125O-PM80A2低松弛预应力钢绞线”生产线1条,可生产1x3、1x7和1x19直径6.8~28.6mm低松弛预应力钢绞线。
拉丝机拉拔道次为9道,最大拉拔直径可达!14.5mm,最高拉 速可达15c/e;绞线捻股机形式为跳绳式,最大捻 速 135m/min。
天钢采用全封闭隧道型往复式酸洗磷化自动 生产线,该生产线布局成U形,能够自动进行阶梯 式酸洗,该生产线在各工艺槽上方设置封闭罩,在 封闭罩的两端设置挡风门帘和自动开闭密封门,封 闭罩缝隙用毛刷和耐酸橡皮作双层密封,整个生产过程就在工艺槽与封闭罩形成的空间内完成。
酸洗 池采用吸风装置,在封闭罩内形成负压环境,有效 抑制酸雾的外溢,由风机通过风管将酸雾抽送至酸 雾处理塔,经处理达标后排放。
整条生产线结构紧凑,占地面积小,适应性强,能够达到清洁生产、节能环保的目的。
2.3盘条强度设计及选用预应力钢绞线的原料一般选用SWRH82B或 $YL82B盘条,该钢种属于高碳钢,天钢依托引进美 |国摩根五、六技术装备及技术具有多年生产SWRH82B盘条的历史,可生产SWRH82B!5.5~15.0mm强度级别1150~1280MPa多规格、多系列盘条。
提高SWRH82B盘条的强度,可以通过提高强化 型元素含量的方法来实现。
理论和实践表明:提高C 含量可以增加C对固溶体的强化作用,从而提高强-36-你〈压力度,但C含量不能增加过多,过多会增加C偏析的 程度,在钢材心部容易产生网状碳化物异常金相组织;提高M n含量可以增加钢中珠光体的含量,Mn 能固溶于铁素体中起到固溶强化作用,另外,M n还可以溶人渗碳体,形成合金渗碳体,从而增加钢材 的强度;提高C r含量可以提高钢的淬透性,降低相 变点温度,减小珠光体片层间距,提高索氏体化率,从而提高钢材的强度,但C r含量不易加人过多,过多易造成C r元素成分偏析,在钢材心部容易产生 马氏体异常金相组织;加人V元素,V对钢的强化 作用主要是析出强化作用,钒与碳、氮元素强烈结合形成碳化物、氮化物及碳氮化合物,这些化合物 轧后冷却过程中发生相间析出和一般析出,从而起 到沉淀强化的作用[1]。
钢绞线的强度达到1960MPa,需要初步计算盘条的初始强度,根据生产经验,钢丝的捻制会造成 强度损失,但在稳定化处理过程中,钢丝强度会有 所回升,两者情况基本抵消,因此可通过计算半成 品丝强度代替成品绞线强度计算盘条的初始强度。
本文盘条选用规格为!13.0mm,半成品钢丝边 丝直径为!5.04mm,根据金属制品行业常用经验公 式(屠林科夫公式)进行计算:〇V"#/d⑴式中为拉拔后钢丝强度,MPa;"为硬化系 数,与不同厂家盘条及拉拔条件有关,一般为1.03~ 1.15;!d为盘条原始强度,MPa;#为盘条直径,mm; !为钢丝直径,mm。
公式(l)中,强度以标准l960MPa为基础,打出 20MPa余量,按照l980MPa进行计算,K值同样打 出余量,按照下限1.03计算,通过上述公式,计算得 出盘条的初始强度为1200MPa。
因此,按照此前生 产SWRH82B系列钢种经验,盘条化学成分在普通 SWRH82B的基础上,少量增加C、Mn、C r含量,添 加合适的V含量,即可达到1200MPa盘条的初始 强度。
钢绞线盘所需盘条的力学性能要求见表2。
加工〉〇001960MPa级低松弛预应力钢绞线的生产实践表2盘条力学性能规格/mm 盘条直径/mm 盘条抗拉强度/MPa 盘条伸长率/%盘条面缩率/%索氏体化率/% 15.20 13.0 為1200 為10 為30 為852.4盘条表面处理盘条表面处理工序是使盘条得到理想的磷化 膜涂层,磷化膜微观结构呈多孔性,可以在拉拔过程中使拉丝粉吸附在孔隙中,从而使钢丝基体与拉 丝模之间形成润滑膜,起到良好的润滑效果。
为保 证拉拔性能,尤其是在盘条强度高,拉拔硬化率高 的情况下,要求磷化膜质量是结晶细小、均勻、致 密、与基体结合牢固。
表面处理工艺为:盘条一酸洗一浸洗一高压水 冲洗一移动浸洗一温洗一磷化一温洗一皂化一余 热烘干。
酸洗采用质量百分比4%~18%盐酸,酸洗 温度常温,酸洗时间为10~20min;磷化前的浸洗、高 压水冲洗、移动浸洗、温洗四道水洗基本消除残酸,磷化采用中温锌盐磷化工艺,磷化温度65!75",磷 化液总酸度80~120点,游离酸度8~10点;磷化时间2~4min。