QC-03管道安装质量控制程序-修改--1
生产线QC管控程序知识

05
生产线QC管控的未来发展与 挑战
QC管控技术的发展趋势
数据分析与智能化
随着大数据和人工智能技术的快速发展,生产线QC管控 将更加依赖于数据分析和智能化技术,实现更高效、精准 的质量控制。
信息传递
建立有效的信息传递机制,确保质量信息在各部门之间及时传递和 共享,提高协同工作的效率。
04
生产线QC管控的实践案例
某公司生产线QC管控的实践
01
02
03
某公司是一家生产高端电子 产品的企业,为了确保产品 质量,采用了严格的生产线
QC管控程序。
在实践中,该公司首先对生 产线员工进行了全面的培训, 确保他们了解并掌握QC管控
维护计划
制定设备维护计划,定期 对设备进行保养、检查和 维修,确保设备正常运行。
设备更新
及时更新老旧设备,引进 先进的生产设备,提高生 产效率和产品质量。
物料检验与控制
检验标准
制定物料检验标准,明确物料的规格、质量、性能等要求。
检验流程
建立物料的检验流程,确保物料在入库前进行全面检查。
数量与总数量之比,反映产品质 量的合格水平。
客户满意度
调查客户对产品的满意度,了解客户需求和期望, 以便改进产品质量和提升客户体验。
质量信息管理系统
信息收集
收集生产线上的质量数据、检验记录和客户反馈等信息,确保信 息的准确性和完整性。
信息存储
建立质量信息数据库,将收集到的质量信息进行分类存储和管理, 以便后续查询和分析。
明确生产线对环境的要求,如温度、 湿度、清洁度等。
QP-QC-03 检验规范总则

深圳市德润达光电有限公司三级文件文件名: 检验规范总则版本: A0文件编号: QP-QC-03 页数: 5编制部门: 品质部编制人:编制日期: 2011-04-20 生效日期: 2011-05-01修改履历版本修改日期修改内容编制人会审责任人签字日期备注品质部√采购部√仓储部√业务部√生产部√综合管理部财务部外贸部工程部√管理者代表审核总经理批准文件分发部门序号部门签收者序号部门签收者1 ■品质部 6 ■生产部2 ■采购部7 ■业务部3 ■仓储部8 ■工程部4 95 101.目的规范来料,制程,出货等检验方法及措施,保障产品质量,提前发现品质问题,针对问题点采取有效的纠正预防和改进措施,实现体系有效的持续改进。
2.适用范围适用于来料检验,制程检验及巡检,产品入库前检验,出货检验。
3.职责3.1品质部来料检验:按照来料检验规范及相关来料检验作业指导书检验,合格入库,不合格依据相关流程做出处理。
3.2品质部制程检验及巡检:按照制程各工序产品检验标准及相关生产作业指导书对各工序进行检验,发现异常及时按相应流程处理3.3品质部入库检验:按照产品检验标准检验产品,合格品入库。
3.4品质部出货检验:按照出货产品检验标准检验产品,合格出库。
4.程序内容4.1来料检验:4.1.1 IQC检验员严格按照物料大类检验作业指导书,样品,规格书或图纸,抽样标准对来料包装,外观、尺寸、功能、装配、混料及有害物质含量超标等进行检验,4.1.2 检验所生成的检验数据必须清楚的记录在相应的检验报告上,应按记录控制程序要求来填写,同时每天下班前输入电脑存好电子档,以便做数据分析时有基点。
4.1.3来料检验发现物料出现质量异常时(如外观、尺寸、功能、装配、混料及有害物质含量超标等),IQC应发出《来料异常单》给采购部,由采购传给供应商,要求供应商进行提出并实施改善对策及预防措施。
并在后续供料3批次验证其效果4.1.4制程中发现的来料批量或严重质量异常,经品质主管及工程确认确实为供应商责任时,填写《来料异常单》,反馈给采购部,要求供应商针对不良提出并实施改善对策。
管道工程质量控制

管道工程质量控制
管道工程质量控制是确保管道系统安全、可靠和高效运行的关键。
以下是一些常见的管道工程质量控制措施:
1. 设计审查:在管道工程设计阶段,对设计文件进行详细审查,确保设计符合相关标准和规范,并满足项目需求。
2. 材料检验:对使用的管道材料进行检验,确保其质量符合设计要求和相关标准。
3. 施工监督:在管道施工过程中,派遣专业人员进行现场监督,确保施工按照设计要求和施工方案进行。
4. 焊接质量控制:对管道焊接过程进行严格控制,包括焊接工艺评定、焊工资格认证、焊接检验等,确保焊接质量符合要求。
5. 压力试验:在管道安装完成后,进行压力试验,以验证管道的密封性能和耐压能力。
6. 防腐处理:对管道进行防腐处理,如涂漆、阴极保护等,以延长管道使用寿命。
7. 竣工验收:在管道工程竣工后,进行全面验收,包括文件审查、现场检查、性能测试等,确保工程质量符合要求。
8. 运维管理:对管道系统进行定期检查、维护和保养,及时发现和处理问题,确保管道系统的正常运行。
通过以上质量控制措施,可以有效提高管道工程的质量,降低事故风险,保障人民生命财产安全。
QW-QC-03成品检验作业指导书

4.4.3.1.成品尺寸的检验:用卷尺对成品的规格进行检查顾客有特别要求的照顾客要求进行检验。
4.4.4.外观检验
4.4.4.1公司所有产品必须全检;
4.4.4.2检验内容:甘水、飞水、色差、过底、拖刮花、滴油水、重影、墨皮、套印不准、脏点、粘花、掉粉、压胶布、高低不正、拉规不良、串墨斗、针位、拉墨、其它;
6.记录
6.1.《成品检验报告》
6.2.成品检验员于彩盒、说明书入库前执行抽检,检验标准依据彩盒检验标准,说明书检验标准,抽样计划采用MIL-STD-105E、单次抽样,正常检验,LEVELⅡ、AQL值如下:
严重缺点: AQL 0%
主要缺点: AQL 1.0%
次要缺点: AQL 2.5%
材质检验只检验5PCS,规格尺寸按AQL抽样检验,只记录5PCS于成品检验记录表。
1.目的
指导成品检验工作,防止不合格产品流入顾客处;确保产品满足顾客的质量要求。
2.适用范围
适用本公司生产的所有产品检验。
3.权责
检验员:根据成品检验规范及相关顾客的图纸、样板及《生产工单》要求进行检验,并作好记录。
4.作业程序
4.1.生产部在生产完一批产品后及时将产品放置在成品待检区,品质部及时实施检验。
4.2.品质部在接到检验通知后及时准备检验资料和工具。
4.3.检验资料:图纸、样品、检验标准。检验工具:游标卡尺4.产品检验项目:
4.4.1.包装方式和数量的确认:品检员首先对入库的产品进行品名、合同编号、包装方式、入库数量进行确认,确认无误进行以下检验动作。
4.4.2.材质检验:检查成品材质,对照顾客样板或图纸的要求检验产品材质是否符合要求,如果顾客对材质的颜色,厚度,硬度有要求的要按照顾客要求进行检测(具体见检验标准中的要求)。
QC-03不合格品控制程序

打星号(☆)的管理层需审批本文件。
总经理 ☆ 管理者代表生产运营中心人事行政部财务部市场营销文件修订履历版次 修订内容摘要 制定/修订部门 制定/修订人审核人 审批人生效日期 A1 新制定 品质部 2014-10-1制订部门/人:品质部审核人:生效日期:2014-10-01分发部门及数量:市场营销部/生产运营中心/财务部/人事行政部各1份。
共4份文件控制印记:1.目的为了对不合格品进行有效识别和并确定不合格品产生时的处理方法,防止不合格品的非预期转序或交付客户,特制定本程序。
2.范围本程序适用于对进料、过程到最终产品及交付顾客使用过程中,各阶段发现的不合格品进行控制。
3.工作职责:3.1生产作业员/QC:负责对不合格品的发现、确认、标识、隔离。
3.2生产部:负责不合格品产生原因分析和提出并实施改进措施。
3.3品质部:负责对生产全过程不合格进行评审判断和处置决定,记录相关数据及异常现象描述,分析过程提出建议措施和方案并验证和监督生产改进效果。
3.4人事行政部:负责组织处理环境管理中相关方投诉和环境不合格。
4.程序4.1质量不合格品的识别4.1.1材料不合格品:经IQC鉴定的来料不合格品或制程中发现的材料不合格品;4.1.2外加工不合格品:因外加工过程中由外协厂造成的不合格品;4.1.3制程检验不合格:制程检验发现的不合格品;4.1.4客户退货:客户退货经品质部确认的不合格品。
4.2质量不合格品的隔离与标识所有经鉴定后的不合格品均应由鉴别部门/人员组织进行标识,隔离。
本公司标识方法是贴附“不合格品”红色标识牌,标识“不合格品区域”。
4.3质量不合格品的处理方式材料不合格及外加工不合格处置方式分为:退货、让步接受、选用、返工其他不合格品的处置方式分为:返工、让步放行(折价处理)、报废4.4质量不合格品的处理4.4.1进料不合格品处理4.4.1.1 进料时产生的不合格,IQC填写《供货质量反馈单》上报审批。
Piping Installation QUALITY PROCEDURE管道安装质量程序

QUALITY PROCEDYRE PIPING INSTALLATIONCONTENTS1.0 SCOPE2.0 PURPOSE3.0 DEFINITIONS4.0 RESPONSIBILITIES5.0 REFERENCES6.0 QUALITY PROCEDURE7.0 ATTACHMENT1. SCOPEThe procedure applies to the inspection of piping installation.2. PURPOSEThe Quality Procedure has been developed in order to highlight the main works of operation a nd performance in accordance with the Quality Control activities during doing piping installation.3. DEFINITIONQCT Quality Control TeamP&ID Process & Instrument Diagram4. RESPONSIBILITIESConstruction Manager shall be responsible for the overall implementation of the Work Procedure, coordination with the Planning and Scheduling Department, to ensure efficient execution of works in accordance with the project relative specification, requirement and procedure.Project Engineers or Site Engineers shall be responsible for the efficient use of resources to execute the works in accordance with the construction drawings and project specification.The QC Department shall be responsible for compiling various technique documents and quality procedure, conducting surveillance and inspection duties at the various stages of works, efficient recording and reporting of the results as required.The Quality Manager shall receive all requests for inspection form from various Project Engineers or Site Engineers and inform the TR Representative, as and when their presence is required to witness the inspections.The Piping Quality Control Inspector shall accompany the TR Representative to carry out routine inspections and release hold points by signing and obtaining TR Representative approval signatures on the various quality records as proof of an inspection conforming to specifications. The Piping Quality Control Inspector shall coordinate with other discipline Quality Control Inspectors for ensuring that all other discipline activities that require inspection within the piping construction works have been inspected and approved.The Field Technician shall be responsible for monitoring piping receiving and conducting the field spot test in accordance with this Work Procedure. The Field Technician shall also be responsible for issuing and reviewing all reports required.5. REFERENCESASME B31.3ASME B25.56. QUALITY PROCEDURE6.1 Valve InstallationA. Prior to installation, some valves shall be pressure-tested andstroking-tested. Every batch of valves should be checked bysampling. If unacceptable valves are found, the rate of sampling-checked will be increased. The valves shall conform to the followingrequirements:a. Correct material quality.b. Valve seat tightly jointed with its body.c. Valve steam well contacted with its body.d. Valve steam jointed well and reliably with valve core.e. Neither bending nor corrosion with valve steam, seal staff capcorrectly matched with the steam, threads free of defects.f. Valve cap well contacted with its body.g. Gaskets, staff, bolt, nuts complete and free from defects.B. The material produced or processed by foreign standards shall betested accordingly in line with ASMT31.3 when it is used in lowtemperature application.C. The valve that is required by the design for seal test at lowtemperature shall have the qualifying certificate issued by themanufacturer for seal test at low temperature.D. OCT shall inspect the factory certificates and the pressure-testedrecords of re-examination and the records of disassembly.E. Prior to installation, take protective measures to prevent sealingsurfaces from being damaged. The construction personnel shallperform the work as per drawing to ensure that the valve types, size,its installation position and direction are correct and accurate. OCTshall check the installation sites and the construction as perconstruction drawing.F. Flange thread valves shall be installed in the close state, butwelded valves shall be in the open state when they are connectedwith pipes because overheating and thus deformation may result inthe burning of sealed staff.G. Argon arc welding shall be conducted as a prime for butt-weldingvalves to prevent valves from contamination.H. The material produced or processed by foreign standards shall betested for its welding accordingly in line with ASMT31.3 when it isused in low temperature application.I. When a valve is to be installed on the pipe which requires heattreatment, welding shall be conducted after the entire pipe heattreatment. The welding seam requires local heat treatment.J. Ensure that the bolts can pass through freely when installing valves.Force in not allowed during installation. Valves in a row shall beparallel. The workers shall line out for installation, and OCT shallcheck visually to assure that no deviation exits.K. The hand wheel orientation of valve may be changed in accordance with approval of TR, when difficult to manoeuvre, or when obstructing workingareas, or when not erected in accordance with the provisions of thetechnical specifications or at variance with TR’s request.L. The operative mechanism and the driving units of the valves shall be adjusted as needed for convenient operation and correctdirection.M. To avoid damage to the adjustable valves and electromagnetic valves during installation, use wood and such to protect theconnecting parts of the instruments before the installation.N. Do not use excessive force to install cast-iron valves so as to avoid possible damage to them.6.2 Installation of safety valvesA. Inspect the car seals (wire and lead) prior to installation, if it on car seals,car seals (wire and lead) shall be finished.B. Verify carefully the location number of safety valves as per P&IDdrawing prior to installation. After the restoration of piping system,QCT should thoroughly check valves installed.C. Valves shall be installed vertically and no deviation is allowed evenif examined by visual view.D. Testing of safety valvesa. Adjust the working pressure of safety valves as per P&IDdrawing, and this job need to owner’s witness.b. The safety valves shall be with tab when installed.6.3 Installation of pipe line inspectionA. Preparation of site before installationa. Construction electricityb. All installation toolsc. Temporary facilitiesB. Material inspection as per material control procedure.C. Inspection of spools before installationThe fabricated spools’ interior clearances should be inspected priorto installation, and spot-check dimension, material etc. as per toisomeric drawing. The construction group don’t use the spoolfabricated, fitting, pipe, valve etc. without mark or certificate.D. Pipe line alignmenta. Pipeline alignment shall be in accordance with plan key. Avoidto come forth wrong position of pipeline.b. Use rolling jig or crane for installation of random pipe.c. The damage of pipe and spool are avoided during alignment.E. Cuttinga. It is advised to cut pipes of grade A and of hardening capacitywith mechanical methods including sawing machine or lather.b. It is recommended to cut stainless steel pipe with mechanicalor plasma methods.c. Other steel pipes can be cut with oxygen and acetylene.d. Cutted pipe shall be marked such as material, heat NO.material code, size and colour sign.F. Groove machining and inspectiona. Only mechanical method is allowed to machine pipes of gradeA and of hardening capacity.b. Use mechanical method to machine intermediate alloy,stainless steel pipe. The surface must be polished beforeplasma is used to cut. Dedicated abrasive wheel shall be used to cut or grind stainless steel pipe. And it is prohibited to use with common carbon steel pipe. c.It is recommended to machine other steel pipes with mechanical method or oxygen & acetylene. The surface must be ground and polished.d. The processed edge angles shall be in accordance with following as:e.The surface shall be smooth and free from cracks or splashes. If the edge does not conform to the applicable requirements, the welding should not commence. The quality control inspector shall frequently check by samples the edge processing and constructing records on site.f.To avoid stainless steel be penetrated, dedicated abrasive wheel shall be used to cut or grind stainless steel pipe. And it is prohibited to use with common carbon steel pipe.G. Pipe linking a.The workers should inspect whether the interior of pipe has slag and oxide granule etc. before linking. Ensure that it is cleanly. The quality control inspector should frequently check clean and mark the records.b. Ensure that the type of edge accord with standards In terms of wall thickness and material of pipe.c. Internal misalignment of butt joints shall not exceed 1.5 mm.d. The parallelity and verticality of the flange face must be ensured to meet the design and code regulations.H.Welding as per welding control procedure.I. Welds mark after welds finished, as per pipe prefabricationprocedure.J. The construction group shall submit the welding daily report to quality inspector everyday. (Welding daily report see attachment)K. Heat treatment as per heat treatment quality control procedure.L. OCT should inspect randomly the pipe groove and mark the records.M. Hole on pipe shall be completed before installation of pipe. When open hole on installed pipe, shall remove the sundries caused by cutting. And workers should avoid the hole located Longitudinal seam lest it has stress.N. Gradient of piping shall be in accordance with drawing.O. All the bolts and nuts shall be greased for anti-corrosion when is installed. Bolts and nuts of different materials should be clearly marked. QCT shall check by random sampling.P. Ensure that graphite gaskets are smoothness and free of buckles and cracklings when mounting gaskets or pads. Handle them carefully during installation. The stainless steel belt of coiled gaskets must be fixedly spot-welded and free of welding omission evidence. The asbestos rubber belt of graphite on the two planes must tower above the steel belt and free of curling. The workers should check them one by one when mounting them. The quality control engineer shall randomly check the storing and installing methods, and the site mounting of the gaskets.Q. In order to prevent the pipe from causing stress on the rotating equipment, the last end of the pipe to be connected with the rotating equipment must be father away from it. After the above –said end has been welded, examine the parallel degree of flanges that are connected with the dynamic equipment. The deviation of the degree should be less than allowance stipulated by the manufacture. QCT shall check this work 100percent.R. For pipe connecting with compressor, start from compressor and first install pipe support. Weight and additional torque of pipe and valve shall not be on machine. Deviation of levelness and plumpness shall be less than 1mm/m. Slope for pipe on inlet of gas compressor caused by level deviation shall be on one side of tank. S. Flange faces are parallel within a tolerance of 1-2 tenths of mm and that tightening will not cause the disalignment of the machinery and relative motors. Flange faces shall be properly clean.T. Care shall be taken to prevent dust or iron rust or other foreign materials from entering the equipment, pump and compressor etc.during installation. So asbestos blinds must be added the flangespots connected with equipment.6.4 Installation of support and hangerA. Install support and hangers together with pipe and according torequirement of process.B. Install anchor support and limit support in accordance with design.Sliding face of guiding support or sliding support shall keep cleanno defect.C. When welding support, shall avoid crack, miss and other defect.D. Spring of adjustable support is given installation load when suppliedand position of operation load is marked in the range of load. Wheninstall spring support, QC inspector and Field Technician shallcheck it and mark records.6.5 Static grounding erectionA. Static grounding erection inspect include grounding location,connection mode, grounding resistance.B. All these items shall have inspection records.C. Especially, connection mode needs to be welded, and its materialmust be same as main pipe.7. ATTACHMENT (See next page)CONSTRUCTION DIVISION Page 11 of 11。
WI-QC-03物料验收标准-五金类-品质控制-作业文件-三级文件

文件编号
WI-QC-03
版本/修订次数
A/0
文件标题
五 金 类物料验收标准
分页数/总页数
1/1
编制日期«生效日期»物源自类型螺丝、螺母等抽样
依据
MIL-STD-105E S- II
AQL
MIN=4.0、MAJ=2.5、CR=0
检验项目
技术参数
检验方法
检验仪器
缺陷内容
判定
MIN
MAJ
CR
外
观
1.不可有生锈
对
样
板
及
图
纸
目测
样板
1.有生锈
※
2.倒角均匀
2.倒角不均匀
※
3.不能有缺损\缺角
3.有缺损\缺角
※
4.电渡均匀无脱落、露底等不良
4.电渡不均匀有脱落、露底等不良
※
5.不可有变形\麻点污渍
5.污渍
※
规
格
1.孔径及孔距、长度、角度等尺寸,符合客来数据
用尺测量
卡尺
1.尺寸不符合要求
※
材
质
1.材质,符合客户资料
手感目测
手感目测
1.材质不符合要求
※
2.硬度,符合客户资料
硬度计测量
硬度计
2.硬度不符合要求
※
安全
项目
1.尖角、利边
手感目测
手感目测
有刮手及刺手感
※
2.材料安全卫生要求
按来料检验规范4.5条执行
不符合来料检验规范4.5条例要求
※
编制
«品质部»
审核
«审核»
批准
«批准»
QC03.威纶通_通讯_案例共享
PLC通讯类:三菱:1、三菱232/485BD通信问题问题描述:用三菱485BD和触摸屏无法进行通信。
解决思路:1、检查通信参数设置正确。
2、在下载PLC程序时,客户没有将“参数”选项勾选,勾选“参数”下载PLC程序后,通信正常。
注意:三菱PLC通讯参数修改后,在下载时一定要选中“参数”项,把设定好的参数设定到PLC,并重新上电,让新设定的参数生效。
2、某客户设备上配备的是三菱A3A型号的PLC要与MT6100i的触摸屏通讯,但是一直出现通讯不上的情况解决思路:1、检查触摸屏上的参数设置,发现参数设置没有问题;2、将原A3N/A1SH驱动修改为A2A驱动重新测试,确定通讯正常。
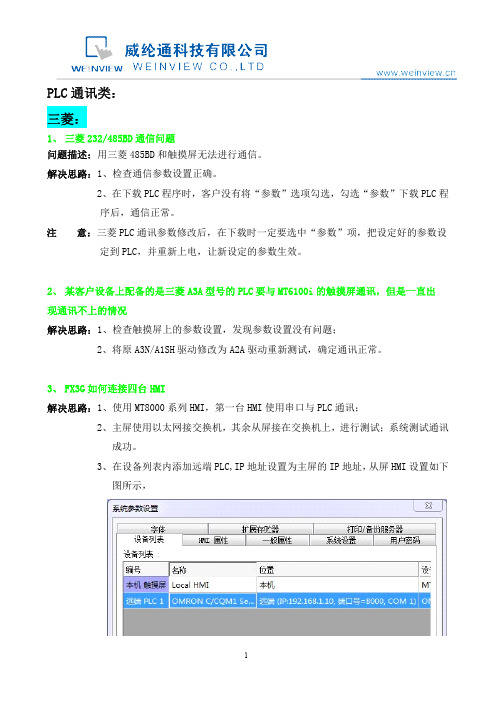
3、FX3G如何连接四台HMI解决思路:1、使用MT8000系列HMI,第一台HMI使用串口与PLC通讯;2、主屏使用以太网接交换机,其余从屏接在交换机上,进行测试;系统测试通讯成功。
3、在设备列表内添加远端PLC,IP地址设置为主屏的IP地址,从屏HMI设置如下图所示,系统连接图如下:4、TK6070iH与三菱PLC通讯问题问题描述:使用TK6070iH与三菱PLC无法建立通讯。
解决思路:1、检查参数设置和通讯线,没有问题;2、检查客户程序,发现勾选了系统参数内的工程档案保护,取消工程档案保护后,通讯正常。
注意:人机识别码地址为LW9046-LW9047;当勾选了工程档案保护时,该值必须与EB8000中设定工程档案识别码一致方可通讯;可以用LB9046显示状态,当LB9046为ON时表示识别码错误。
5、触摸屏与Q02无法通讯的问题解决思路:1、WEINVIEW HMI与三菱Q02PLC连接针脚图如下,使用错误的通讯线有可能会导致PLC通讯死机。
路由器HMI1PLCHMI2IP:192.168.1.20IP:192.168.1.10HMI3IP:192.168.1.21HMI4IP:192.168.1.222、与Q02串口通讯,必须让HMI10秒钟去初始化Q02驱动,这个过程中HMI不能向PLC发送数据,否则会导致PLC通讯“死机”。
质量管理体系文件表格-质量体系文件目录
版本: V2.0序号文件编号文件名称级别版本1 WAYOUT- QP-01 应用软件开辟程序二级V2.02 WAYOUT- QP-02 配置管理程序二级V2.03 WAYOUT- QP-03 更改控制程序二级V2.04 WAYOUT- QP-04 项目开辟质量控制程序二级V2.05 WAYOUT- QP-05 新产品开辟项目实施程序二级V2.16 WAYOUT- QP-06 系统集成项目实施程序二级V2.17 WAYOUT- QP-07 项目立项程序二级V2.18 WAYOUT- QP-08 项目结项程序二级V2.09 WAYOUT- QP-09 维护和服务程序二级V2.110 WAYOUT- QP-10 硬件开辟及设备研制程序二级V2.011 WAYOUT- QP-11 合同评审控制程序二级V2.112 WAYOUT- QP-12 采购控制程序二级V2.113 WAYOUT- QP-13 合格供应商控制程序二级V2.014 WAYOUT- QP-14 物流控制程序二级V2.015 WAYOUT- QP-15 项目文档控制程序二级V2.016 WAYOUT- QP-16 过程的监视和测量程序二级V2.017 WAYOUT- QP-17 人力资源控制程序二级V2.018 WAYOUT- QP-18 测量设备控制程序二级V2.019 WAYOUT- QP-19 客户满意度控制程序二级V2.120 WAYOUT- QP-20 资料分析和持续改善程序二级V2.021 WAYOUT- QP-21 纠正和预防控制程序二级V2.022 WAYOUT- QP-22 文件和资料控制程序二级V2.023 WAYOUT- QP-23 质量记录控制程序二级V2.024 WAYOUT- QP-24 内部质量审核程序二级V2.025 WAYOUT- QP-25 管理评审程序二级V2.0序号文件编号文件名称级别版本1 WAYOUT- QC-01 系统设计规范三级V2.02 WAYOUT- QC-02 需求分析规范三级V2.03 WAYOUT- QC-03 开辟设计规范三级V2.04 WAYOUT- QC-04 编码实现规范三级V2.05 WAYOUT- QC-05 软件开辟供方控制规范三级V2.06 WAYOUT- QC-06 项目文档控制规范三级V2.07 WAYOUT- QC-07 测试和确认规范三级V2.08 WAYOUT- QC-08 元器件检验细则三级V2.09 WAYOUT- QC-09 电路逻辑设计和 PCB 设计要求三级V2.010 WAYOUT- QC-10 电子电气产品装配要求三级V2.011 WAYOUT- QC-11 设备调试操作规程三级V2.012 WAYOUT- QC-12 设备通用检验要求三级V2.013 WAYOUT- QC-13 项目负责人职责三级V2.014 WAYOUT- QC-14 项目阶段评审工作细则三级V2.015 WAYOUT- QC-15 印制板检验细则三级V2.016 WAYOUT- QC-16 硬件开辟、设备研制方案设计要求三级V2.017 WAYOUT- QC-17 工程项目管理办法三级V2.0序号模板编号文件名称级别版本1 WAYOUT- QF-01 项目总体计划四级V2.12 WAYOUT- QF-02 测试计划四级V2.13 WAYOUT- QF-03 项目文档封面模板四级V2.04 WAYOUT- QF-04 配置管理计划四级V2.05 WAYOUT- QF-05 需求规格说明书四级V2.16 WAYOUT- QF-06 评审报告四级V2.07 WAYOUT- QF-07 设计计划四级V2.08 WAYOUT- QF-08 设计说明书四级V2.19 WAYOUT- QF-09 文件归档移交单四级V2.010 WAYOUT- QF-10 软件库管理计划四级V2.011 WAYOUT- QF-11 软件库记录表四级V2.012 WAYOUT- QF-12 软件库配置项清单四级V2.013 WAYOUT- QF-13 更改申请及验证表四级V2.014 WAYOUT- QF-14 测试方案四级V2.115 WAYOUT- QF-15 问题报告及维护记录四级V2.016 WAYOUT- QF-16 测试总结报告四级V2.017 WAYOUT- QF-17 质量计划四级V2.018 WAYOUT- QF-18 项目委任书四级V2.019 WAYOUT- QF-19 项目总结报告四级V2.020 WAYOUT- QF-20 项目维护计划四级V2.021 WAYOUT- QF-21 项目结项确认书四级V2.022 WAYOUT- QF-22 顾客问题记录与处理四级V2.023 WAYOUT- QF-23 客户满意度调查表四级V2.124 WAYOUT- QF-24 顾客问题处理统计表四级V2.025 WAYOUT- QF-25 供方评价表四级V2.026 WAYOUT- QF-26 合格供方名单四级V2.027 WAYOUT- QF-27 合同评审记录表四级V2.228 WAYOUT- QF-28 标书分解评审记录表四级V2.129 WAYOUT- QF-29 四级V2.030 WAYOUT- QF-30 合同更改记录表四级V2.031 WAYOUT- QF-31 返库单四级V2.032 WAYOUT- QF-32 受控文件一缆表四级V2.033 WAYOUT- QF-33 文件发放记录四级V2.034 WAYOUT- QF-34 文件回收记录四级V2.035 WAYOUT- QF-35 文件修改记录四级V2.036 WAYOUT- QF-36 过程要素评估报告四级V2.037 WAYOUT- QF-37 过程监视与测量检查表四级V2.0 序号文件编号文件名称级别版本38 WAYOUT- QF-38 各级岗位人员能力要求一览表四级V2.039 WAYOUT- QF-39 年度培训计划四级V2.040 WAYOUT- QF-40 培训记录表四级V2.041 WAYOUT- QF-41 新员工入职培训签到表四级V2.042 WAYOUT- QF-42 量规仪器一览表四级V2.04344 WAYOUT- QF-43WAYOUT- QF-44仪器校验记录表四级V2.045 WAYOUT- QF-45 不合格项纠正和预防措施四级V2.046 WAYOUT- QF-46 质量记录清单四级V2.047 WAYOUT- QF-47 内部质量审核总结报告四级V2.048 WAYOUT- QF-48 内部质量审核计划表四级V2.049 WAYOUT- QF-49 管理评审计划四级V2.050 WAYOUT- QF-50 管理评审报告四级V2.051 WAYOUT- QF-51 合格供应商名单四级V2.052 WAYOUT- QF-52 供应商资料卡四级V2.053 WAYOUT- QF-53 供应商考核表四级V2.054 WAYOUT- QF-54 采购合同评审表四级V2.255 WAYOUT- QF-55 采购申请单四级V2.256 WAYOUT- QF-56 到货检验报告四级V2.057 WAYOUT- QF-57 产品检验报告四级V2.058 WAYOUT- QF-58 产品检验表四级V2.059 WAYOUT- QF-59 产品装配过程记录四级V2.060 WAYOUT- QF-60 开辟项目工作计划表四级V2.061 WAYOUT- QF-61 设备调试记录表四级V2.062 WAYOUT- QF-62 项目阶段评审登记表四级V2.063 WAYOUT- QF-63 印制板检验表四级V2.064 WAYOUT- QF-64 元器件检验表四级V2.065 WAYOUT- QF-65 现场安装纪录四级V2.066 WAYOUT- QF-66 验收报告四级V2.067 WAYOUT- QF-67 现场交付安装及验收计划四级V2.068 WAYOUT- QF-68 软件安装记录四级V2.069 WAYOUT- QF-69 工程施工手册四级V2.070 WAYOUT- QF-70 验收测试方案四级V2.071 WAYOUT- QF-71 现场调测记录四级V2.072 WAYOUT- QF-72 可行性研究报告编写指南四级V2.07374 WAYOUT- QF-73WAYOUT- QF-74质量反馈单项目阶段质量问题清单四级四级V2.0V2.0。
安装工程质量控制点及控制措施
安装工程质量控制点及控制措施标题:安装工程质量控制点及控制措施引言概述:在进行安装工程时,质量控制是非常重要的。
通过设立质量控制点和采取相应的控制措施,可以确保安装工程的质量符合标准要求,提高工程的可靠性和安全性。
本文将介绍安装工程质量控制的五个部分,分别是材料准备、施工过程、设备安装、检验验收和记录归档。
一、材料准备1.1 材料选择:根据工程设计要求和标准规范,选择符合质量要求的材料,确保其性能和质量可靠。
1.2 材料验收:对进场的材料进行验收,包括检查材料的标识、规格、数量和质量等,确保材料符合要求。
1.3 材料保管:合理储存和保管材料,防止受潮、变形、损坏等情况发生,确保材料在使用前的质量不受影响。
二、施工过程2.1 施工方案:根据设计要求和施工规范制定详细的施工方案,明确施工工艺和流程,保证施工质量。
2.2 施工人员:选派技术熟练、经验丰富的施工人员,确保施工操作规范、正确,避免施工质量问题。
2.3 施工现场管理:加强对施工现场的管理,包括施工人员的安全教育、施工设备的维护保养等,确保施工过程中的安全和质量。
三、设备安装3.1 安装方案:根据设备的特点和工艺要求,制定详细的设备安装方案,明确安装顺序和方法。
3.2 安装验收:对设备的安装进行验收,包括检查设备的安装位置、固定方式、连接管道等,确保设备安装质量符合要求。
3.3 设备调试:在安装完成后,进行设备的调试和试运行,确保设备正常运行,达到设计要求。
四、检验验收4.1 检验标准:根据相关标准和规范,制定详细的检验标准,包括检验项目、检验方法和判定标准等。
4.2 检验过程:按照检验标准进行检验,包括对安装质量、设备性能等方面进行检验,确保符合要求。
4.3 验收文件:编制验收报告和相关文件,记录检验结果和验收意见,作为工程质量的依据。
五、记录归档5.1 质量记录:对安装工程的各个阶段进行记录,包括材料准备、施工过程、设备安装、检验验收等,确保质量过程的可追溯性。
给水管道质量控制qc

给水管道质量控制qc
给水管道质量控制是非常重要的,它直接关系到人们的生活用水安全。
在建设给水管道的过程中,质量控制是一个必不可少的环节。
下面我将从设计、施工和验收三个方面来介绍给水管道质量控制的重要性。
设计是确保给水管道质量的基础。
在设计过程中,需要考虑到管道的材质、规格和布置等因素。
合理的设计能够保证给水管道在使用过程中不会出现漏水、渗漏等问题。
此外,设计还需要考虑到水流的流速和流量,以确保水质的稳定和供水的充足。
施工是保证给水管道质量的关键。
在施工过程中,要严格按照设计要求进行操作,确保管道的连接牢固,不得出现漏水现象。
同时,施工人员还要注意管道的防腐、防腐蚀等工作,以延长管道的使用寿命。
此外,施工过程中还需要进行必要的质量检查,确保施工质量符合要求。
验收是对给水管道质量进行终审的环节。
验收过程中,需要对管道进行全面检查,确保管道的质量符合规定标准。
同时,还需要进行水质检测,确保供水的安全和健康。
只有通过严格的验收,才能保证给水管道质量的可靠性。
总结起来,给水管道质量控制是一个非常重要的环节,它直接关系到人们的生活用水安全。
在设计、施工和验收过程中,都需要严格
按照要求进行操作,确保给水管道的质量符合规定标准。
只有这样,才能保证供水的安全和健康。
大口径管道安装对口质量控制

大口径管道安装对口质量控制一、QC小组简介小组注册登记表二、选题理由1、为贯彻执行项目部“强化精品意识、争创国优工程”的质量目标;2、循环水管道为地下敷设管道属于隐蔽工程,其管线长,若在安装中出现质量问题,在后续回填后循管水压试验中,难以查找原因,且难以处理,这将造成极大损失;3、循环水管管径Dn3200×16、坡口型式为不对称X型坡,其对口难度大,且对口质量的好坏直接关系到管道的焊接及安装质量、制约管道的安装进度及后续作业的施工质量。
针对以上原因,因此,我们选定“大口径管道安装对口质量控制”作QC课题4、循环水管安装时对口质量目标:1)、管道纵横焊缝满足规范要求2)、管道对口误差满足规范要求3)、对口后形位公差满足规范要求4)、安装口达“三无”(无尾工、无缺陷、无施工痕迹)移交;三、现状调查1、 课题选定后,小组成员立即开展了广泛的调研,多次开展QC小组活动,在活动中小组成员各抒己见,对以往工程中循环水管施工中循管对口质量差的情况进行了统计和分类归层:根据统计表,绘制排列图如下:累计频率(%)频次 (次)序号3序号4序号5序号6序号7序号8序号2序号1四、要因分析从排列图可以看出“大口径管道对口”的主要问题是“对口工艺差”和“对口工具落后”,我们QC 小组的成员从人、机、料、法、环、测几个方面进行了深入的讨论及分析,从而找出了造成这成这种状况的所有原因并进一步作出因果分析图如下:环法料机人对口质量差气候影响大施工场地狭窄施工方法落后施工工序不合理管道管件椭圆度大管道管件圆周超标吊具紧张专用工具少专用工具落后素质差责任心不强质量意识差结合以上原因的分析我们得出影响大口径管道对口工艺差的主要原因是:1、 对口工艺差2、 对口工具落后 五、制定对策与实施针对以上原因,我们制定了如下对策表:在对策实施过程中,我们主要强调以下几点:1、对口新工具发明使用;在以往工程对大口径管道对口,我们一般采用手拉葫芦对管道间隙进行调整,用疤耳、楔子调整管壁错口度,再进行点焊,采用该方法不仅施工人员劳动强度大,而且在施工中无法保证对口后管道圆度,在割除疤耳时易伤母材,有要花大量时间进行打磨,而且存在有不安全因素,通过QC小组活动我们发明了管道对口专用拉码,管口圆度调整专用工具,在使用中,缩短了对口时间,确保了对口质量,减轻了施工人员的劳动强度,而且消除了不安全因素;2、改进施工方法在以往工程对大口径管道施工对口,我们一般采用以加工制作好的管段,管件进行,在制作加工时我们不参,从而造成后续施工非常被动,对口时,只考虑管口位置,经常造成管道组合后,其管道的直线度,管道纵横焊缝不满足规范要求,管道对口误差大,对口后形位公差不满足规范要求,现在我们通过QC活动,认为要提高施工质量,必须从上道工序开始,所以我们在管段、管件制作时,我们为利于施工要求标准节三条横焊缝之间的夹角应为120度,使管段在组合安装时横焊缝之间错口量大于500mm以上,使焊缝位置符合规范要求,在上道工序移交安装时,我们会同各相关专业进行验收,杜绝不合格品进入下道工序,在安装对口过程中,首先调整管道轴线、标高等,然后实施对口,在对口时,用管口圆度调整专用工具调整内圆周长,然后用对口专用拉码调整两管口间的间隙在2-3mm之间,从底部中间向两侧进行点焊,直至完成,采用这种施工工艺大大的提高了对口质量与施工进度。
QC提高管道彩钢保护层安装一次合格率

检查 个数
40
2 1018-1030段
40
3 1030-1046段
40
4 1268-1289段
40
5 1291-1310段
40
合计
100
日期:2013年10月27日
合格 个数 38 40 39 37 39 193
确定主要原因
自攻螺钉位置不正确
自攻螺钉位置不正确
确定主要原因
确认二:下料尺寸偏差
确认 标准 确认 方法
日期:2013年11月05日
确定主要原因
目录
提高管道彩钢保护层安装一次合格率
阳光QC小组 2020年04月
目录
目录
1 工程概况 2 小组简介 3 选择课题 4 现状调查 5 设定目标 6 原因分析
7 确定主要原因 8 制定对策 9 实施对策
10 效果检查 11 制定巩固措施 12 总结和下一步打算
一、工程概况
• 本工程为江油市工业园区及工业集中区供热管网一期工程,从江油神华发 电厂已建管网接口处接出一根DN300管道,经沿途管线至终端各工厂,管线 全场6km,设计压力2.5MPa,设计温度320 ℃,属压力管道GB2类。
2013. 10.29
现场测量
自攻螺钉间距为200mm,合格率 达到90%
XX 2013. 郭俊良 11.01
调查分析
保温层纵向、横向切边长度 100mm,厚度为1/3。
XX 2013. 于付江 11.01
制表人:XX
日期:2013年10月19日
确定主要原因
序 号
末端因素
要因确认计划表
(续)
确认内容
确定主要原因
确认四:自攻螺钉间距过大
压力管道安装质量保证手册
经理
年
月日
章节号与标题
02 企业概况
文件号
版本号/修订码
A/0
页次
第1页 共1页
章节号与标题
03 任命书
文件号
版本号/修订码
A/0
页次
第1页 共1页
为落实执行《特种设备安全监察条例》《特种设备制造、安装、改造、维修质量确保体系基本要求》
和《压力管道安装许可规则》及有关压力管道安装旳法规、原则,加强压力管道安装质量确保体系旳领
经审定,本版质量手册符合国家有关法规、技术原则和规范旳要求,合用于我企业 GB2 级压力管道 安装旳质量管理和质量确保,现予以公布,自 2023 年 6 月 10 日起实施。在本版手册运营期间,我特授 权企业质保工程师负责领导和协调质量体系各系统旳工作,在质量体系运营中享有独立旳权力,当有关 部门出现压力管道安装质量问题分歧时,由质保工程师裁决。
21、 不合格 non conformity 未能满足质量要求
文件号
版本号/修订码
A/0
章节号与标题 06 术语、简称和缩写
页次
第3页 共3页
22、 23、 24、 25、 26、 27、 28、 29、 30、 31、 32、 33、 34、 35、 36、 37、 38、 39、 40、 41、 42、 43、 44、 45、 46、 47、
A1~A2
B1~B11
C1~C8
D1
E1
页码
1 2 3 4 5 6 7 10 17 18 20 21 22 25 28 30 31 33 35 40 42 45 48 49
51
53
64
72
73
章节号与标题
01 质量确保手册公布令
某工程不锈钢管道安装QC成果

03
QC小组的成立得到了公司领导 的大力支持和认可,为小组开 展工作提供了有力保障。
成员组成
1
QC小组由5名成员组成,包括1名组长、1名副组 长和3名组员。
2
组长负责全面协调和组织工作,副组长协助组长 工作,组员负责具体实施质量控制措施。
3
成员具备相关专业学历和工作经验,能够胜任质 量控制工作。
职责与目标
该成果可广泛应用于各类不锈钢管道安装工程,为相关行业提供了一种高效、可靠 的不锈钢管道安装方法。
通过推广该成果,有助于提高相关行业的工程质量和技术水平,推动行业的发展。
该成果的成功应用,为类似工程的施工提供了有益的参考和借鉴,有助于提高类似 工程的施工效率和工程质量。
05
总结与展望
总结经验教训
质量控制
工程规模
该工程涉及的不锈钢管道总长度 达到5000米,覆盖了整个工业区 的供水和污水处理系统。
工程特点
不锈钢管道需满足高压力、高耐 腐蚀的要求,同时要确保长期稳 定运行。
施工难点与挑战
施工难点
由于管道安装环境复杂,涉及大量交叉作业,需确保施工安 全与质量。
挑战
管道焊接过程中,需严格控制热影响区的范围,防止出现焊 接缺陷。
成果亮点与优势
01
采用了高精度测量和校准 技术,确保了管道安装位 置和角度的准确性。
02
使用了高品质的不锈钢 材料,增强了管道的耐 腐蚀性和使用寿命。
03
在焊接过程中,采用了 自动焊接技术,提高了 焊接质量和效率。
04
建立了完善的质量控制体 系,对每个安装环节进行 严格的质量检查和控制。
成果应用与推广
QC小组的主要职责是制定不锈钢管道安装的质量控制计划,监督实施情 况,确保安装质量符合标准。
充装工作质量控制程序
充装工作质量控制程序一、背景介绍充装工作是指将液态或者气态物质装入容器或者设备中的过程。
为了确保充装工作的质量和安全性,制定一套充装工作质量控制程序是必要的。
本文将详细介绍充装工作质量控制程序的标准格式和内容。
二、程序目的充装工作质量控制程序的目的是确保充装工作的质量符合相关标准和要求,保障产品质量和用户安全。
三、程序范围本程序适合于所有充装工作,包括液态温和态物质的充装。
四、程序内容1. 充装前准备1.1 确定充装物质的性质和要求,包括物质的成份、温度、压力等。
1.2 检查充装设备的完整性和可靠性,确保设备符合相关标准和要求。
1.3 检查充装容器的完整性和清洁度,确保容器符合相关标准和要求。
1.4 准备充装所需的工具和设备,包括计量器、密封件、阀门等。
1.5 确保充装区域的清洁和安全,防止污染和事故发生。
2. 充装操作2.1 根据充装物质的性质和要求,调整充装设备的参数,如温度、压力等。
2.2 按照充装工艺要求,将充装物质装入容器或者设备中。
2.3 使用计量器准确测量充装物质的数量,确保充装量符合要求。
2.4 检查充装过程中的泄漏情况,确保充装密封性良好。
2.5 记录充装操作的相关数据,包括充装物质的数量、充装时间、充装设备的参数等。
3. 充装后处理3.1 检查充装容器的密封性和完整性,确保容器未受损。
3.2 清理充装区域,确保无残留物和污染。
3.3 将充装容器标识清晰,包括充装物质的名称、充装日期等信息。
3.4 将充装记录归档,便于追溯和管理。
五、程序执行1. 充装工作由经过培训和授权的操作人员执行。
2. 操作人员应按照程序要求进行充装操作,并记录相关数据。
3. 充装前、充装中和充装后应进行自检、互检和专项检查,确保操作的准确性和质量。
4. 如发现充装过程中的异常情况,应及时住手充装并报告相关人员。
六、程序评审和更新1. 充装工作质量控制程序应定期进行评审,确保其适合性和有效性。
2. 如有需要,应及时对程序进行更新和修订,并通知相关人员。
运用QC方法确保给排水管路安装工程质量

运用QC方法确保给排水管路安装工程质量重庆市佳宇集团第五项目QC小组一、工程简介:佳庆园C栋为重庆市九龙坡区技监局集资房,建筑面积为11000m2,全高18层,地下负一层,为高层电梯住宅楼。
安装工程由建筑电气、建筑给排水、通风及电梯四个分部工程组成,为普通民用建筑。
设备安装,施工难度中等。
二、小组简历:小组成立于2002年3月,现场管理型小组成员8人组长:范先荣付组长:曹素珍组员:曾德富向成国彭利钱治康张传治张建课题活动时间:2003年3月至2003年3月三、选题理由:1、建筑业历来重土建,轻安装,本项目部也受此影响,对安装重视不够,管理不力,投入不够,造成部分建成项目竣工验收评定优质土建,合格安装的尴尬局面。
2、住宅建筑中,业主很重视给水的流量压力及水质,排水的流畅,排污的异味排放,以及厨厕的防渗防漏,把好给排水安装质量关,才能满足业主对建筑物的基本功能需要.3、随着新的设计思路和适应现代物业管理的需要,越来越多民用住宅采用管井布置给水立管,外墙(主安在采光井处)布置排水立管,这样势必造成返工检修的困难,所以需要加强给水(暗埋管)和外排污水管的安装质量管理,提高管路的安装质量,保证管路在保修期内正常使用。
四、活动目标法:创高层建筑给排水管路工程质量新水平,以建筑给排水施工质量验收规范为依据,塑料给排水安装工艺和施工方案为辅导,使给排水安装工程合格。
五、现状调查与分析:QC小组成立以后,对附近已完工的工程项目进行实地改察,对友邻单位给排水管道工程组织管理,工艺水平及安装方法,质量控制手段充分进行调研和借鉴,同时对本工程18-16层已安装的给排水管道进行实测,其实测数据列表如下:通过01法我们确定4项主要因素,并制定相应对策,见下表:六、实施:1、为了确保给排水分部在验收说不定中合格,并为今后行业评定中打下基础,我们根据《建筑给水排水及采暖工程施工质量验收规范》(GB50242—2002)明确管道安装允许偏差:2、组织施工班组学习《建筑给水排水及采暖工程施工质量验收规范》,对重点章节进行专题讲座,学习完毕后进行考试,考试合格者方能上岗.3、认真贯彻执行三检制度,未经三检或虽三检不合格的工序作业,不得转入下道工序施工。
QC研 究 排 水 管 道 安 装

QC研究:排水管道安装排水管道的安装在建筑工程中是非常重要的。
正确的安装可以确保排水系统在使用中高效、可靠,并且没有漏水现象。
因此,质量控制(QC)研究排水管道安装是非常必要的,以下是一些控制方法和注意事项。
QC研究前的准备在开始研究前,我们需要进行一些准备工作。
首先,应该清楚地了解规范和标准,例如国家和地方当局的法规、建筑规范等。
其次,我们应该与供应商合作,了解管道材料的性能和质量,以及在运输和存储过程中是否有任何损坏。
最后,应确定适当的安装固定点、管道支架和连接件。
管道安装的注意事项1. 管道布置管道的布置应遵循以下原则:•排水管必须有坡度,以保证顺畅排水。
•管道必须按照规定的距离和高度与墙体嵌接。
•管道应遵循纵向和横向交错的原则。
•管道必须放在易于访问和清洁的位置。
2. 安装工具正确的安装工具应保证质量控制(QC)的成功,如下:•电动工具和手动工具必须符合国家标准及厂家要求。
•使用的工具必须良好维护且具有准确的测量和校准工具。
•每个工人在使用工具前都必须接受安全培训。
3. 制定安装程序制定管道安装程序是非常重要的。
程序应包括以下方面:•安装之前的准备工作和检查。
•管道的安装及固定。
•吸附、连接和密封管道接头的步骤。
•安装过程中的检查点。
•安装完毕后的清理和检验。
4. 管道连接连接材料必须选用物理、化学性能稳定、质量可靠的连接材料。
以下是一些注意事项:•确保连接材料的规格、型号、批次号、生产日期等信息齐全。
•确保材料之间的连续性,以免存在管壁较厚处连接时出现断开或开裂。
•确保材料的连接牢固,没有漏水。
QC检验QC检验被认为是确保设计和安装质量的关键。
以下是一些管道安装QC检验的主要项目:1. 管道布置应检查管道的布置是否满足以下标准:•管道必须有坡度并排列整齐。
•管道必须设置在安全和根据设计要求的位置。
•管道支撑点应固定牢固。
•管道必须连接垂直于安装面板的管道。
2. 管道连接应检查管道的连接是否满足以下标准:•管道接头应牢固连接。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
管道安装质量控制程序QC-03目录1.范围 (1)2.编制依据 (1)3.目的 (1)4.职责 (1)5.活动内容 (2)6.检验程序 (8)1.范围本文件规定了在宣汉净化厂&罗家寨,滚子坪集输系统的拆迁,重新部署和施工管道安装工程的质量计划。
2.编制依据2.1.业主确定的中华人民共和国国家、行业质量验收规范和标准2.2.合同中业主的质量要求。
施工组织设计、技术方案和技术措施等2.3.项目部《质量计划》2.4.其他相关质量文件3.目的本计划的目的是为了保证本工程管道安装工程施工的质量而进行的检验计划,从而获得优质的管道安装工程施工质量,使业主满意。
4.职责4.1.技术部部长4.1.1.本项目技术质量保证、技术方案管理部门,对工程技术质量控制负责;4.1.2.负责编制本工程技术方案,提出施工技术计划、技术措施、技术质量目标,对技术计划、技术措施实施监督检查;4.1.3.负责编写和审核施工组织设计和技术方案;4.1.4.负责本项目施工过程的监视和测量、控制,并做好记录。
4.2.工艺质量工程师4.2.1.负责工艺部分物资进场的检查验收以及复验工作;4.2.2.负责编写和审核施工组织设计和技术方案;4.2.3.认真熟悉设计施工图纸、相关技术标准和质量验收标准,参与图纸会审;4.2.4.负责指导和监督本工程的工艺安装施工,做好记录,并报监理确认;4.2.5.负责本工程施工技术质量记录,资料的收集、整理、归档工作。
4.3.工艺安装质检员4.3.1.是工艺安装施工质量的专职检查者,对施工质量承担主要责任;4.3.2.熟悉设计施工图纸、相关技术标准和质量验收标准;4.3.3.负责核查施工准备情况,并填写好核查记录;4.3.4.监督施工的全过程,对不符合项提出停工或整改要求,填写质量检查记录;4.3.5.监督检查材料使用的正确性,对未经验收和报验、验收不合格的材料坚决不允许使用于工程中;4.3.6.负责工序报验,并组织有关人员对工序进行验收,正确填写好工序质量验收记录。
5.活动内容5.1.管道预制5.1.1.范围:本程序适用于对管道预制和安装的检查。
5.1.2.质量控制和检查1) 材料控制A) 施工队所用的材料,必须是经QA/QC部和物资供应部检查和认可的材料,不合格的材料必须标识清楚。
施工队须对材料的外观、椭园度、管道壁厚及涂层外表进行彻底的(100%)检查,同时对驱动部件及其操作、法兰密封面、所有阀门的类型和尺寸等等进行检查,此外,还应对弯头、型铁、T型接头、紧固件及其它管道接头进行检查。
管道、管道接头和阀门的外观质量应与下述规定一致:无裂缝,无皱缩,无凹痕,无残渣,无砂孔、针孔。
同时也不允许过厚。
不合格的材料应分开储存,或返回库房,如果必要,应予更换。
对材料供应的记录和清单应予保存.施工队应对管材的记录定期进行检查。
B) 为确保所有材料的合格性,QA/QC部应经常性地对施工队的材料记录和现场的材料进行检查,这包括但不限于材料供应清单、材料在现场的储存和维护以及施工队所采取的检查程序。
C) QA/QC部应复查管材证书及材料质量证书。
2) 焊接耗材控制A) 采购的每一批焊接材料都应有厂商提供的标明化学性能和机械性能的质量证明书。
每一批焊接材料都应按相关标准验收合格,并将结果报业主,由业主根据相关验收标准中的焊接材料检验程序进行认可,未批准的焊接材料不得用于本项目。
在仓库进行验收时, 质检员应审查有关文件资料并检查焊接材料的包装,包装不得有损坏等情况发生。
焊接材料的型号、规格、尺寸等要符合相应规范要求。
B) 焊材应按种类、牌号、批次、规格、入库时间等分类堆放,每垛应有明确标识,避免混乱。
所有入库焊条的保存期不应超过6个月,焊接材料的使用应遵先入库的先使用的原则。
一般焊条一次出库量不能超过二天的用量,已经出库的焊条在焊接作业中必须妥善保管好。
C) 焊接材料的烘干温度和恒温时间参照材料的产品说明书进行烘烤。
如果低氢型焊条(焊丝)在150oC 的保温筒内超过4小时,则重新进行烘烤,重复烘烤次数不超过二次。
焊条(焊丝)烘烤时,应做好焊接材料烘烤记录。
焊接质检员应对焊接材料的烘烤操作过程进行检查和确认,对每批焊条应至少进行一次并在烘烤操作记录上签名。
烘烤焊接材料时,焊条不应成垛或成捆的堆放,应铺放成层状。
每层焊条堆放不能太厚(不超过3层),以确保焊接材料均匀受热。
焊接材料在何时候不得混放,应按类型和级别分别摆放。
每个保温筒只能装入一种焊接材料,不允许混装不同型号的焊接材料。
每一班次工作完毕,未用完的焊条(焊丝)应送回焊材库,只要恒温箱内存焊条,其电源必须接通。
在施工过程中,工地现场使用的焊条加热保温筒(或恒温箱)必须保持通电。
3)管道切割A) 切割方法:用于含硫化氢原料气的管道采用机械切割方法,其他的材料采用火焰切割。
B) 切割后,应对所有管件进行标识。
标识不清或不正确的管件不能使用,直至会同质检员、材料员、施工技术人员以及施工队重新标识为止,此外,任何不合格的材料也都不能使用。
C) 切割材料的堆放应与材料储存要求和传送程序相符。
4)坡口处理处理的坡口角度应在60 5˚C之间,坡口表面应光滑无裂缝,无杂质。
在现场,质检员应经常抽样检查坡口的处理工艺及施工队的施工记录,保证坡口与适用要求一致。
5)管道布置和焊接A) 首先绝对地检查施工图纸是否已由业主会签和认可。
如果图纸上没有业主的签字或没有业主的批准图章,施工队应到施工技术员处请求确认,此时工作不能继续进行。
B) 管道焊接前,施工队应用压缩空气或用棉纱将管道内的外物从管道内清除出去。
管道的排列应整齐并被确认合格。
QA/QC部应经常检查预制管的清洁度,它们的保护措施,并作记录。
C) 接头坡口和接头间隙应与规范和焊接程序一致。
D) 管道布置过程中,管道的位置应予以检查,检查的测量点是从接头间隙的管道两端算起200mm处,之后,用夹具支撑和固定管道以防止过热造成偏差和错位。
E) 在布管、安装过程中,不允许采用强力和加热的方法来排除缺陷,诸如:偏差、不匹配、接头不同心等等。
F) 在相应的位置安装法兰和/或螺纹阀门,但不能在开口处焊接阀门,因为这样会因过热导致密封垫损坏或变形。
G) 焊接质检员应随机抽样检查焊接工作,包括但不限于焊线外观的几何尺寸、射线检查胶片、焊线记录以及合格率,他应该努力对焊工进行培训,尤其是那些技术较差的焊工。
H) 焊接质检员应检查施工队排线记录并与现场实际相比较。
6)无损检测A) 参考《无损检测控制程序》。
B) 焊接质量工程师应对射线检查胶片和报告进行随机检查。
7)预制配件质量控制A) 检查弯管的方法,保证保证管的弯曲、椭园度、壁厚等满足规定的要求。
预制组应对他们每天的工作进行100%的目测检查,对不合格的产品或工作要给以标识。
QA/QC部要随机抽查预制组的工作,视不合格产品的比例,抽查的百分率要相应变化,直至100%。
B) 所有螺纹管的处理都须在预制车间里进行,质量工程师须随机抽检螺纹表面,保证母栓螺纹表面没有残渣、阻块,施工队在工作实施前,也应对此进行检查,对不合格的产品予以拒收。
C) 施工队须目视检查歧管及其分支之间的水平位移和法兰面及管中心线之间的垂直位移,对于不符合规范的位移应取消并重新预制。
QA/QC部应采用随机抽检的方法目测或兼用目测检查预制接头,对不合格的产品予以标识,对于须采取措施进一步改进的,应就此信息通报施工队。
对于缺陷较多的工作,QA/QC 部应向施工队发出指令,限期整改,直至符合规范为止。
D) 要采取措施保护预制件,包括但不限于管道接头的密封件、法兰、阀门密封面、管道螺纹等等。
5.2.管道安装5.2.1.范围:本程序适用于对管道安装的检查。
5.2.2.质量控制和检查1) 阀门安装A) 阀门安装前,应对标准规范要求进行压力试验的阀门应进行水压试验,合格后方可安装和使用。
阀门应符合下列要求:a) 正确的材料质量。
b) 阀座与阀身密封紧密。
c) 阀杆与阀座接触良好,无缺陷。
d) 阀杆与阀心接触良好。
e) 阀杆无弯曲,无腐蚀,密封圈合适,螺纹无缺陷。
f) 阀帽与阀身接触良好。
g) 垫圈、密封圈、螺栓、螺母齐全无缺陷。
B) QA/QC部应检查阀门出厂证书,复检的压力测试记录以及分解记录。
C) 阀门安装前,应采取保护措施防止密封面被损。
施工队应根据图纸进行安装,保证阀门类型、尺寸、安装位置及方向正确和精细,QA/QC部应根据施工图纸检查安装现场和施工记录。
D) 法兰阀门和螺纹阀门应以紧密的状态安装,焊接阀门应以开放的状态安装,这是因为在焊接到管道过程中的高热可能导致密封圈的变形或烧毁。
E) 安装阀门时,应保证螺栓能自由插入阀体,不准强力安装。
成排的阀门,排与排之间必须平行。
施工队须拉线安装,QA/QC部目测检查,保证没有偏差。
F) 根据需要,需调试阀门的操作机制和驱动部件,确保自由操作和方向正确。
G) 为避免在安装期间对可调阀和电磁阀造成损坏,在安装前应用木箱或其它诸如此类的物品对仪表连接件进行保护。
H) 对于铸铁阀门的安装,不要使用外力,防止损坏。
2) 安全阀的安装A) 安全阀安装前,应根据设计图仔细检查其位号。
管道系统复位后,QA/QC 部应对安全阀进行彻底的检查。
B) 安全阀应垂直安装,不准出现偏差。
C) 对安全阀的测试:a) 根据设计图分配工作压力,启动压力应1.05~1.15倍于工作压力,回座压力应0.9倍于工作压力,调试过程中压力应保持稳定,开关压力调试应至少进行3次,调试后阀门须铅封并作测试记录。
b) 测试介质:如果工作介质是气体,那么就使用空气或注入气,但如果工作介质是液体,那么就应使用水进行测试,QA/QC部人员和业主代表应在现场对测试进行监督。
D) 安全阀复位后,质量工程师应对阀门是否已进行了测试进行检查,如果确已进行了测试,就需要复检压力并作记录。
3) 站内埋置管道的安装A) 对要埋置的管道,首先用空气或棉纱清除管内外物,而后立即密封管道两端。
在管沟内排线时,应注意清除管头周围的外物。
B) 下管前,质检员应检查沟深和沟的中心线,如果与图纸不符,沟须重挖;管道下沟前,沟底须压实,而且压实度须经质检员验收。
C) 管道下沟前,要将沟内所有硬物移走,对于有硬物存在的沟底,应用适当的材料作出标示。
D) 管道下沟时,要注意保护涂层,并防止外物进入管道。
E) 压力测试后,焊缝及其周围环带须用角磨机除锈,至于除锈和防腐的质量控制,请参考防腐和保温的质量控制程序。
F) 管沟回填前,管道需进行100%的漏涂检查,一旦发现不合格处,须进行补修,验收合格后方可进行回填。
G) 回填需用人力分层进行,一定要拣出回填土方中可能对管道涂层造成损坏的坚硬外物,如石头等。
4) 集输管道的安装A) 对运到施工现场的所有管道的涂层进行检查,保证没有损伤。