EXPERIMEE COLUMNS FILLED WITH STEEL-REINFORCED HIGH-STRENGTH CONCRETE SUBJECTED TO AXIAL LOADING
实验室仪器or试剂耗材中英文对照
实验室仪器or试剂耗材中英文对照收藏起来,以后再也不用暗搓搓地搞个小本本记录了~ 容器与耗材 vessel & consumablematerial小瓶——vial量杯——measuring cup烧杯——beaker量筒——measuring flask/measuring cylinderer坩埚——crucible坩埚钳——crucible clamp试管——test tube漏斗——funnel比色皿——cuvette鱼缸——aquarium烧瓶——flask锥形瓶——conical flask塞子——stopper/plug洗瓶——plastic wash bottle玻璃活塞——stopcock试剂瓶——reagent bottles玻棒——glass rod搅拌棒——stirringrod容量瓶——volumetric flask/measuring flask移液管——(one-mark) pipette吸液管——pipette滤器——filter滤纸——filter paper培养皿——culture dish移液枪——pipette移液枪枪头——pipette tips剃刀刀片——razorblade手术刀——scalpel垃圾袋——disposablebag垃圾桶——garbagebin橡皮筋——rubber band托盘——Tray铝箔——aluminiumfoil洗耳球——rubber suction bulb保鲜膜——preservativefilm研磨钵——mortar研杵——pestle小滴管——dropper蒸馏装置——distillingapparatus 桶——bucket广口瓶——wide-mouth bottle离心机转子——rotor试管架——test tube holder/rack酒精灯——alcoholburner酒精喷灯——blastalcohol burner搅拌装置——stirring device石蜡封口膜——Parafilm微量离心管(EP管)——Eppendorf tube 载玻片——Slide盖玻片——Cover glass离心管——Centrifugetube电泳槽——Geltank电线——Electricalleads牙签——Toothpick螺丝钉——Screw锁紧螺母——Nut,Cap nut复印纸——Copypaper复写纸——Carbonpaper 钉——Nail试管刷——test-tube brush计时器——Timer闹钟——AlarmclockU形钉——Staple衣服挂钩——Coathanger电泳用的梳子——Comb扳手——Shiftingspanner订书机——Stapler订书钉——staple圆珠笔芯——Refill灯泡——Globe记号笔——marker pen注射器——syringe注射器活塞——plunger铁架台——ironsupport万能夹——extensionclamp止水夹——flatjawpinchcock圆形漏斗架——cast-ironring橡胶管——rubbertubing药匙——labspoon镊子——forceps/tweezers蜂鸣器——buzzer架子——shelf剪刀——scissor打孔器——stopperborer移液吸管——serological pipette 血球计数板hemocytometerpH试纸——universal ph indicatorpaper 称量纸——weighingpaper透明胶带——sellotape筛子——sieve网眼——mesh格子——grid擦镜纸——wiperfor lens水银温度计——mercury-filledthermometer 白大褂——white gown真空泵——vacuumpump水浴锅——waterbath kettle口罩——respirator电极——electrode阳极,正极——anode阴极,负极——cathode实验操作——(manipulation)丢弃——discard转移容器——decant吸出——aspirate吹吸——blowing and suction离心收集——pellet重悬——resuspend絮状沉淀——flocculent precipitate浑浊的——turbid烘——bake灭菌——sterilize均质化——homogenize分装——aliquot培养——foster通风——ventilate冷却——chill down稀释——dilute洗脱——elute孵育——incubate超声破碎——ultrasonication 淬灭——quench裂解物——Lysate沉淀物——Sediment上清——Supernatant小滴——droplet一批——batch色谱——chromatograph沉淀——precipitate接种——inoculate探针——probe蒸馏——distil/distill搅拌——Stir/agitate旋转——swirl/ spin中和——neutralize校准——calibrate平衡——equilibrate结块、块状沉淀——clump 粘稠的——viscous漂洗——rinse脱水——dehydrate发酵——fermentation溶解——dissolve燃烧——combustion水解——hydrolysis过滤——filtrate浓缩——condense催化剂——catalyst研磨——grind破碎——crush催化作用——catalysis分解——dissolution涡旋震荡——Vortex电泳——Electrophoresis抽滤——suctionfiltration电转化——electro-transformation收菌——harvest切碎——chop/mince灌注——perfusion浆液——slurry仪器——(apparatus)恒温循环仪——Thermostaticcirculator空调机——AirconditionerpH计——pHmeter照度计(测量荧光素酶酶活)——luminometer 磁力搅拌器——magneticstirrer烘箱——oven微波炉——microwaveoven电磁炉——electromagneticoven凝胶系统——Gelsystem电子天平——Electronicbalance转接器——Adapter离心机——centrifuge盖子——lid/ cap封口设备——Sealingequipment复印机——Duplicator,copying machine超净工作台——superclean bench通风橱——fume cupboard药柜——Cupboard高压蒸汽灭菌器——autoclave电泳电源——Electrophoresispower supply紫外灯——Ultravioletillumination真空泵——Vacuumpump天平——balance/scale分析天平——analytical balance台秤——platform balance涡旋振荡器——VortexingmachineCO2培养箱——CO2Incubators电子显微镜——ElectroMicroscopy电泳仪——ElectrophoresisSystem恒流泵——constantflow pump解剖镜——anatomicallensPCR仪——Thermocycler倒置显微镜——InvertedMicroscope核磁共振波谱仪——NuclearMagnetic Resonance Spectrometer光学显微镜——OpticalMicroscopy摇床——Shaker培养箱——incubator超滤器——UltrahighPurity Filter超低温冰箱——Ultra-lowTemperature Freezer超声破碎仪——UltrasonicCell Disruptor紫外观察灯——UltravioletLamp紫外-可见光分光光度计——UV-isibleSpectrophotometer计算器——calculator/numerator容器类量杯——measuringcup烧杯——beaker不锈钢杯——stainless-steelbeaker量筒——measuringflask/measuring cylinder 量筒——graduatedflask/measuring cylinder 坩埚——crucible坩埚钳——crucibleclamp坩埚——cruciblepot,meltingpot试管——testtube试管架——testtube holder漏斗——funnel分液漏斗——separatoryfunnel烧瓶——flask锥形瓶——conicalflask塞子——stopper洗瓶——plasticwash bottle滴定管——burette玻璃活塞——stopcock冷凝器——condenser试剂瓶——reagentbottles玻棒——glassrod搅拌棒——stirringrod蒸馏烧瓶——distillingflask碘量瓶——iodineflask表面皿——watchglass蒸发皿——evaporatingdish容量瓶——volumetricflask/measuring flask 移液管——(one-mark)pipette刻度移液管——graduatedpipettes称量瓶——weighingbottle吸液管——pipette滤管——filter天平——balance/scale分析天平——analyticalbalance台秤——platformbalance游码——crossbeamsand sliding weights酒精灯——alcoholburner酒精喷灯——blastalcohol burner搅拌装置——stirringdevice洗耳球——rubbersuction bulb研磨钵——mortar研磨棒——pestle玛瑙研钵——agatemortar瓷器——porcelain白细口瓶——flintglass solution bottle with stopper 滴瓶——droppingbottle小滴管——dropper蒸馏装置——distillingapparatus蒸发器——evaporator试验用器材升降台——labjack铁架台——ironsupport万能夹——extensionclamp蝴蝶夹——double-buretclamp双顶丝——clampregular holder止水夹——flatjawpinchcock圆形漏斗架——cast-ironring移液管架——pipetrack试管架——tuberack沸石——boilingstone橡胶管——rubbertubing药匙——labspoon镊子——forceps坩埚钳——crucibletong剪刀——scissor打孔器——stopperborer石棉网——asbestos-freewire gauze电炉丝——wirecoil for heater脱脂棉——absorbentcottonphph试纸——universal ph indicator paper滤纸——filter paper称量纸——weighingpaper擦镜纸——wiperfor lens秒表——stopwatch量杯——glassgraduates with scale白滴定管(酸)——flintglass burette with glass stopcock棕色滴定管(酸)——brownglass burette with glass stopcock 白滴定管(碱)——flintglass burette for alkali棕色滴定管(碱)——brownglass burette for alkali比重瓶——specificgravity bottle水银温度计——mercury-filledthermometerpH计——pHmeter折光仪——refractometer真空泵——vacuumpump冷、热浴——bath离心机——centrifuge口罩——respirator防毒面具——respirator、gasmask磁力搅拌器——magneticstirrer电动搅拌器——powerbasic stirrer烘箱——oven闪点仪——flashpoint tester马弗炉——furnace电炉——heater微波炉电热套——heatingmantle本生灯——Bunsen burner化学反应产物——product设备——apparatuspH值指示剂,氢离子(浓度的)负指数指示剂——pH indicator 卵形瓶——matrass石蕊——litmus石蕊试纸——litmus paper滴定管——burette曲颈甑——retort蒸馏釜——still烤钵——cupel化学反应analysis——分解fractionation ——分馏endothermicreaction ——吸热反应exothermicreaction——放热反应precipitation ——沉淀to precipitate ——沉淀to distil,todistill——蒸馏distillation ——蒸馏to calcine——煅烧to oxidize——氧化alkalinization——碱化to oxygenate,tooxidize ——脱氧,氧化to neutralize ——中和to hydrogenate ——氢化to hydrate——水合,水化to dehydrate——脱水fermentation——发酵solution——溶解combustion——燃烧fusion,melting——熔解alkalinity——碱性isomerism,isomery——同分异物现象hydrolysis——水解electrolysis——电解electrod——e电极anode——阳极,正极cathode——阴极,负极catalyst——催化剂catalysis——催化作用oxidization,oxidation——氧化reducer——还原剂dissolution——分解synthesis——合成reversible——可逆的仪器中英文对照Aging PropertyTester——老化性能测定仪;Amino AcidAnalyzer——氨基酸组成分析仪;Analyzer forClinic Medicine Concentration——临床药物浓度仪;AtomicAbsorption Spectroscopy——原子吸收光谱仪;Atomic EmissionSpectrometer——原子发射光谱仪;AtomicFluorescence Spectroscopy——原子荧光光谱仪;AutomaticTitrator——自动滴定仪;Basic Physics——基本物理量测定;BiochemicalAnalyzer——生化分析仪;Biochemicalanalysis——生物技术分析;Bio-reactor——生物反应器;Blood-gasAnalyzer——血气分析仪;Centrifuge——离心机;ChemiluminescenceApparatus——化学发光仪;CHN Analysis——环境成分分析仪;CO2Incubators ——CO2培养箱;CombustionPropertyTester——燃烧性能测定仪;ConductivityMeter——电导仪;ConstantT emperature Circulator——恒温循环泵;Direct CurrentPlasma Emission Spectrometer——直流等离子体发射光谱仪;DNA Sequencers——DNA测序仪;DNA synthesizer——DNA合成仪;ElectricalProperty Tester——电性能测定仪;ElectroMicroscopy——电子显微镜;ElectrolyticAnalyzer——电解质分析仪;Electron EnergyDisperse Spectroscopy——电子能谱仪;ElectronParamagnetic Resonance Spectrometer——电子顺磁共振波谱仪;Electrophoresis ——电泳ElectrophoresisSystem ——电泳仪ELIASA ——酶标仪Energy DisperseSpectroscopy ——能谱仪Fermenter ——发酵罐Flow Analyticaland Process AnalyticalChemistry——流动分析与过程分析FractionCollector ——部分收集器FreezeDryingEquipment ——冻干机FT-IRSpectrometer ——傅里叶变换红外光谱仪FT-RamanSpectrometer——傅里叶变换拉曼光谱仪Gas Analysis ——气体分析GasChromatograph ——气相色谱仪GC-MS ——气相色谱-质谱联用仪GelPermeationChromatograph——凝胶渗透色谱仪HighPressure/PerformanceLiquid Chromatography ——高压/效液相色谱仪HybridizationOven ——分子杂交仪ICP-MS ——ICP-质谱联用仪InductiveCoupled Plasma Emission Spectrometer ——电感偶合等离子体发射光谱仪Instrument forNondestructive Testing ——无损检测仪Instrument forPolymerase Chain Reaction—— PCR仪InvertedMicroscope ——倒置显微镜IonChromatograph ——离子色谱仪Isotope X-RayFluorescence Spectrometer ——同位素X荧光光谱仪LC-MS ——液相色谱-质谱联用仪MassSpectrometer ——质谱仪MechanicalProperty Tester ——机械性能测定仪Metal/materialelemental analysis ——金属/材料元素分析仪MetallurgicalMicroscopy ——金相显微镜MicrowaveInductive Plasma Emission Spectrometer ——微波等离子体光谱仪Nuclear MagneticResonance Spectrometer ——核磁共振波谱仪OpticalMicroscopy ——光学显微镜Optical PropertyT ester——光学性能测定仪Particle SizeAnalyzer ——粒度分析仪PCR Amplifier——PCR仪Peptidesynthesizer ——多肽合成仪Physical PropertyAnalysis ——物性分析Polaro-graph——极谱仪ProteinSequencer ——氨基酸测序仪Rheo-meter——流变仪Sample Handling ——样品处理Scanning ProbeMicroscopyFG|8oU——扫描探针显微镜Sensors ——传感器Sequencers andSynthesizers for DNA and Protein—— DNA 及蛋白质的测序和合成仪Shaker ——摇床Size ExclusionChromatograph ——体积排阻色谱Surface Science ——表面科学Surface Analyzer——表面分析仪Thermal Analyzer——热分析仪Thermal PhysicalProperty Tester ——热物理性能测定仪Ultrahigh PurityFilter ——超滤器Ultra-lowTemperature Freezer ——超低温冰箱Ultrasonic CellDisruptor ——超声破碎仪UltravioletDetector ——紫外检测仪Ultraviolet Lamp——紫外观察灯Urine Analyzer——尿液分析仪UV-VisibleSpectrophotometer ——紫外-可见光分光光度计Viscometer ——粘度计Voltam-merter——伏安仪Water Test Kits ——水质分析仪X-RayFluorescence Spectrometer ——X射线荧光光谱仪X-Ray Diffractomer——X射线衍射仪分子生物学实验室常用仪器物品英文词汇口罩——respirator试验管——tube耐酸橡胶手套——rubber gloves试管架——test tube rack药匙——lab spoon洗瓶——plastic wash bottle钳子——pliers玻璃搅棒——glass stirring stick扳子——spanne研钵——mortars螺丝刀——screw driver研棒——pestles多用电源插座——multi-purpose socket 冰盒——ice box复印纸——copy paper液氮罐——Dewar flask笔记本——note book记号笔——marker pen培养皿——culture dish夹子——clip皮氏培养皿——petri dish擦镜纸——wiper for lens培养三角瓶——culture flask标签纸——paper label接种环——inoculating loop打火机——lighter接种针——inoculating needle温度计——thermometer过滤灭菌器——syringe filters定时器——timer镊子——forceps棉线(细绳)——cotton rope剪刀——scissors橡皮圈——rubber band解剖刀片——scalpel blade清洁布——rag解剖刀柄——scalpel handle牛皮纸——kraftpaper酒精灯——alcohol burner塑料筐——plastic basker样品推车——lab cart塑料桶——plastic basin保温桶——thermos封口膜——parafilmwrap and dispenser 不锈钢盘——stainless steel tray塑料膜——plastic film搪瓷盘——enamel tray保鲜膜——cling film铝箔纸——aluminum foil烧杯——beaker脱脂棉——absorbent cotton三角瓶、烧瓶——flask容量瓶——volumetric flask铁架台——iron support量筒——graduated cylinder石棉网——asbestos board移液器——pipette玻璃干燥器——glass desiccator移液管——serological pipette三角漏斗——funnel吸耳球——bulb for pipet布氏漏斗——buchnerfunnel移液管架——pipet rack玻璃漏斗——glass funnel离心管架——centrifuge tube rack酸碱滴定管——Burette天平——balance安全帽——safety helmet分析天平——analytical balance工作服——lab coat称量瓶——weighting bottle工作鞋——footware称量纸——weighing paper隔热手套——heat insulation gloves比重计——hydrometer体重计——body weight scales酸度计——pH meterpH试纸——pH indicator paper升降台——lab jack电磁搅拌器——magnetic stirring电磁搅棒——magnetic stirring bar匀浆器——homo-genixe摇床——shaker水浴摇床——reciprocating shaker bath 涡旋振荡器——vortex mixer离心机——centrifuge烘箱——oven低温水浴——refrigerating circulator 冰箱——refrigerator超低温冰箱——ultra-low temperature freezer 培养箱——incubator分光光度计——spectrophotometer石英比色杯——quartz cuvette超声波清洗器——ultrasonic cleaner杂交炉——hybridization oven。
Operable Partitions Acousti-Seal 932 商品说明书
1.1 RELATED DOCUMENTSA.Drawings and general provisions of the Contract,including General and Supplementary Conditions and Division 1 Specification Sections, apply to this Section.1.2 SUMMARYA. This Section includes the following:1. Manually operated, paired panel operable partiti-ons.B. Related Sections include the following:1. Division 3 Sections for concrete tolerances required.2. Division 5 Sections for primary structural sup-port, including pre-punching of support members by structural steel supplier per operable partition supplier’s template.3. Division 6 Sections for wood framing and sup-ports, and all blocking at head and jambs as required.4. Division 9 Sections for wall and ceiling framing at head and jambs.1.3 QUALITY ASSURANCEA. Installer Qualifications: An experienced installer who is certified in writing by the operable partition manufacturer, as qualified to install the manufactu-rer’s partition systems for work similarin material, design, and extent to that indicated for this Project.B. Acoustical Performance: Test operable partitions in an independent acoustical laboratory in accordance with ASTM E90 test procedure to attain no less than the STC rating specified. Provide a complete and unedited written test report by the testing laboratory upon request.C. Preparation of the opening shall conform to the criteria set forth per ASTM E557 Standard Practice for Architectural Application and Installation of Operable Partitions .1.4 SUBMITTALSA. Product Data: Material descriptions, construction details, finishes, installation details, and operating instructions for each type of operable partition,component, and accessory specified.B. Shop Drawings: Show location and extent of opera-ble partitions. Include plans, elevations, sections,details, attachments to other construction, and accessories. Indicate dimensions, weights, conditi-ons at openings, and at storage areas, and required installation, storage, and operating clearances.Indicate location and installation requirements for hardware and track, including floor tolerances required and direction of travel. Indicate blocking to be provided by others.C. Setting Drawings: Show imbedded items and cut-outs required in other work, including support beam punching template.ACOUSTI-SEAL ®900 SERIES TECHNICAL DATAModernfold Model Acousti-Seal 932Flat Panels, Paired Panel OperationThis specification along with product information and model details can be downloaded from SPECIFICATION - SECTION 10 22 26 (10650)OPERABLE PARTITIONS • Used in straight-line openings that do not re-quire multiple locations or offset storage • No auxiliary storage track or support required • Panels are hinged together in groups of two and provide quick and easy setup • Ideally suited for applications that require exceptional durability, acoustic control, and frequent use• Floor-supported (932FS) paired panels are available for installations where the existing overhead structure cannot support the partition’s weight • Used in classrooms, conference or meeting rooms, and office spaceTHE ACOUSTI-SEAL PAIRED PANEL SYSTEMPART 1 - GENERALD. Samples: Color samples demonstrating full range offinishes available by architect. Verification samples will be available in same thickness and materialindicated for the work.1.5 DELIVERY, STORAGE, AND HANDLINGA. Clearly mark packages and panels with numberingsystems used on Shop Drawings. Do not use perma-nent markings on panels.B. Protect panels during delivery, storage, and hand-ling to comply with manufacturer’s direction and as required to prevent damage.1.6 WARRANTYA. Provide written warranty by manufacturer of opera-ble partitions agreeing to repair or replaceany components with manufacturing defects.B. Warranty period: Two (2) years.PART 2 – PRODUCTS2.1 MANUFACTURERS, PRODUCTS, AND OPERA-TIONA. Manufacturers: Subject to compliance with require-ments, provide products by the following:1. Modernfold, Inc.B. Products: Subject to compliance with the require-ments, provide the following product:1. Acousti-Seal #932 manually operatedpaired panel operable partition.2.2 OPERATIONA. Acousti-Seal #932: Series of paired flatpanels hinged together in pairs, manually operated, top supported with operable floor seals.B. Final Closure (select one):1. Horizontally expanding panel edge with remova-ble crank2. Hinged panel closure3. Angle Jamb4. Pass door closure5. Spinner panel2.3 PANEL CONSTRUCTIONA. Nominal 3-inch (76 mm) thick panels in manufac-turer’s standard 48-inch (1220 mm) widths. Allpanel horizontal and vertical framing membersfabricated from minimum 18-gage formed steelwith overlapped and welded corners for rigidity.Top channel is reinforced to support suspensionsystem components. Frame is designed so that fullvertical edges of panels are of formed steel andprovide concealed protection of the edges of thepanel skin.B. Panel Skin Options:1. 1/2-inch (13 mm) tackable 100% recycledgypsum board, class “A” rated single materialor composite layers continuously bonded topanel frame. Acoustical ratings of panels withthis construction (select one):a. 41 STCb. 47 STCc. 50 STC2. 1/2-inch (13 mm) tackable 100% recycledmoisture resistant gypsum board, class “A”rated single material or composite layerscontinuously bonded to panel frame. Acousticalratings of panels with this construction (select one):a. 41 STCb. 47 STCc. 50 STC3. 1/2-inch (13 mm) NAUF medium densityfiberboard, single material or composite layerscontinuously bonded to panel frame. Acousticalratings of panels with this construction (select one):a. 41 STCb. 47 STCc. 50 STC4. Roll-formed steel wrapping around panel edge.Panel skins shall be lock formed and weldeddirectly to the frame for unitized construction.Acoustical ratings of panels with this construc-tion (select one):a. 45 STCb. 50 STCc. 52 STCC. Hinges for Panels, Closure Panels, Pass Doors, andPocket Doors shall be (select one):1. Full leaf butt hinges, attached directly to panelframe with welded hinge anchor plates withinpanel to further support hinge mounting toframe. Lifetime warranty on hinges. Hingesmounted into panel edge or vertical astragalare not acceptable.ACOUSTI-SEAL®900 SERIES TECHNICAL DATAACOUSTI-SEAL®900 SERIES TECHNICAL DATA2. SOSS® Invisible laminated hinge with antifrictionsegments mounted between each heat treatedlink. Hinge to be attached directly to panelframe. Welded internal hinge bracket shall sup-port the hinge and allow for adjustment of hingeplates. Concealed hinges mounted into paneledge or vertical astragal are not acceptable (avai-lable on steel skin panel only).D. Panel Trim: No vertical trim required or allowedon edges of panels; minimal groove appearanceat panel joints.E. Panel Weights:Non-Steel Skin1. 41 STC – 6.5 lbs./square foot2. 47 STC – 7 lbs./square foot3. 50 STC – 8 lbs./square footSteel Skin1. 45 STC – 8 lbs./square foot2. 50 STC – 8 lbs./square foot3. 52 STC – 11 lbs./square foot2.4 PANEL FINISHESA. Panel Face finish shall be (select as required):1. Reinforced vinyl with woven backing weighingnot less than 15 ounces per lineal yard.2. Reinforced heavy-duty vinyl with woven backingweighing not less than 27 ounces per lineal yard.3. Acoustical, non-woven needle punch carpet, withfused fibers to prevent unraveling or fray ofmaterial.4. Wall covering and upholstery fabric with surfacetreatment to resist stains.5. Customer’s own material (subject to factoryapproval).6. Full height tackboard with vinyl or fabric covering.a. 1/4-inch natural corkb. 1/4-inch fiber board tackbase7. Full height steel work surfaces (chalkboard ordry marker board).8. High pressure plastic laminate on MDF board.9. Wood veneer on MDF board.10. Uncovered for field finishing.11. Primed for field finishing.B. Panel Trim: Exposed panel trim of one consistentcolor.2.5 SOUND SEALSA. Vertical Interlocking Sound Seals between panels:Roll-formed steel astragals, with reversible tongue and groove configuration in each panel edge foruniversal panel operation. Rigid plastic astragals or astragals in only one panel edge are not acceptable.B. Horizontal Top Seals: Continuous contact extrudedvinyl bulb shape with pairs of non-contacting vinyl fingers to prevent distortion without the need formechanically operated parts.C. Horizontal Bottom Seals (select one):1. Modernfold IA2 bottom seal: Automatic operableseals providing nominal 2-inch (51 mm) opera-ting clearance with an operating range of +1/2-inch (13 mm) to –1-1/2-inch (38 mm) whichautomatically drop as panels are positioned,without the need for tools or cranks.2. Modernfold IM2 bottom seal: Manually activatedbottom seals with self contained handle providing nominal 2-inch (51 mm) operating clearance with an operating range of +1/2-inch (13 mm) to–1-1/2-inch(38 mm). Seal shall be operable frompanel edge or face.3. Modernfold IC2 bottom seal: Manually activatedoperable bottom seals with removable handleproviding nominal 2-inch (51 mm) operatingclearance with an operating range of +1/2-inch(13 mm) to –1-1/2-inch (38 mm). Seal shall beoperable from panel edge or face.2.6 SUSPENSION SYSTEM (select one)A. #17 Suspension System1. Suspension Tracks: Minimum 11-gage,0.12-inch (3.04 mm) roll-formed steel track,suitable for either direct mounting to a woodheader or supported by adjustable steel hangerbrackets, supporting the load-bearing surface ofthe track, connected to structural support bypairs of 3/8-inch (9.5 mm) diameter threadedrods. Aluminum track is not acceptable.a. Exposed track soffit: Steel, integral to track,and pre-painted off-white.2. Carriers: One all-steel trolley with steel-tired ballbearing wheels per panel (except hinged panels).Non-steel tires are not acceptable.- OR -ACOUSTI-SEAL®900 SERIES TECHNICAL DATAB. #30 Suspension System1. Suspension Tracks: Track shall be structuralaluminum. Static loading of track with bracketsat 48-inch (1220 mm) centers shall show nofailure of track or brackets at 5,000 pounds(2250 kg) point loading at mid-span. Track shallbe supported by adjustable steel hanger bracketsconnected to structural support by pairs of3/8-inch (9.5 mm) diameter threaded rods.a. Exposed track soffit: Track soffit to be integralto track shape and shall be powder-coated off-white paint finish. Track must accommodatetermination of plenum sound barriers on bothsides of track for maximum sound control.2. Carriers: One trolley per panel with 3-inch(76.2 mm) diameter glass-reinforced nylonall steel precision-ground ball-bearing wheels.Steel-wheeled or reinforced polymer trolleyson aluminum track not permitted. Trolleys shallattach to panels with 1/2-inch (12.7 mm) diame-ter pendent bolt mounted to weldedsteel mounting plate.- OR -C. #14 Suspension System1. Suspension Tracks: Minimum 7-gage, 0.18-inch(4.57 mm) roll formed steel. Static loading oftrack with brackets at 48-inch (1220 mm) cen-ters shall show no failure of track or brackets at5,000 pounds (2550 kg) point loading atmid-span. Track shall be supported by adjustablesteel hanger brackets connected to structuralsupport pairs of 1/2-inch (13 mm) diameterthreaded rods. Brackets must support the loadbearing surface of the track.a. Exposed track soffit: Steel, removable forservice and maintenance, attached to trackbracket without exposed fasteners, andpre-painted off-white.2. Carriers: One all steel trolley with steel-tired ballbearing wheels per panel (except hinged panels).Non-steel tires are not acceptable.2.7 OPTIONSA. Single Pass Doors (select one):1. Standard hollow metal door hung in a steel frame.ADA-compliant pass door to be equipped withfriction latch and flush pulls for panic operation.No threshold will be permitted.a. Pass door to be prime painted for field finishing.b.Pass door to be of one consistent color frommanufacturer’s standard offering.2. Matching pass door same thickness and appea-rance as panels. ADA-compliant pass door to betrimless and equipped with friction latch andflush pulls for panic operation. No threshold willbe permitted.3. Hardwarea. Automatic door closures.b. Self-Illuminated exit signs.c. Panic hardware.B. Work Surfaces:1. Markerboard: White enamel on steel, bonded tothe face of the panel with horizontal trim withoutexposed fasteners. Trim is not acceptable onvertical edges to provide uninterrupted worksurface.2. Chalkboard: Porcelain enamel on steel, bondedto the face of the panel with horizontal trimwithout exposed fasteners. Trim is not acceptableon vertical edges to provide uninterrupted worksurface.3. Tackboard: Minimum 1/4-inch (6.35 mm) naturalcork, covered with vinyl or fabric, with horizontaltrim without exposed fasteners. Trim is notacceptable on vertical edges.C. Available Accessories/Options:1. Pocket Doors: Acousti-Seal Pocket Doors byModernfold, Inc., with same construction, finish,and appearance as the adjacent panels.2. Finished end caps.3. Intersecting partition interface.4. Inset window options - glazed or unglazed. PART 3 – EXECUTION3.1 INSTALLATIONA. General: Comply with ASTM E557, operable parti-tion manufacturer’s written installation instructions, Drawings and approved Shop Drawings.B. Install operable partitions and accessories afterother finishing operations, including painting have been completed.C. Match operable partitions by installing panels frommarked packages in numbered sequence indicated on Shop Drawings.D. Broken, cracked, chipped, deformed, or unmatchedpanels are not acceptable.3.2 CLEANING AND PROTECTIONA. Clean partition surfaces upon completing installa-tion of operable partitions to remove dust, dirt,adhesives, and other foreign materials according to manufacturer’s written instructions.B. Provide final protection and maintain conditions ina manner acceptable to the manufacturer andInstaller that insure operable partitions are without damage or deterioration at time of SubstantialCompletion.3.3 ADJUSTINGA. Adjust operable partitions to operate smoothly,easily, and quietly, free from binding, warp, exces-sive deflection, distortion, nonalignment, misplace-ment, disruption, or malfunction, throughout entire operational range. Lubricate hardware and othermoving parts.3.4 EXAMINATIONA. Examine flooring, structural support, and opening,with Installer present, for compliance with require-ments for installation tolerances and other conditi-ons affecting performance of operable partitions.Proceed with installation only after unsatisfactory conditions have been corrected.3.5 DEMONSTRATIONA. Demonstrate proper operation and maintenanceprocedures to Owner’s representative.B. Provide Operation and Maintenance Manual toOwner’s representative.ACOUSTI-SEAL®900 SERIES TECHNICAL DATASTC CONSTRUCTION AND TRACK SYSTEM HEIGHT LIMITATIONSAcousti-Seal 932Standard Panel JointACOUSTI-SEAL ®900 SERIES TECHNICAL DATA STEEL SKIN PANEL CONSTRUCTIONAcousti-Seal 932Panel Section Frame DetailsRoll-formed skin wraps completely around the edge of vertical 16 ga. steel channel and is locked in place,eliminating any sharp edges and creating a unitized panel. The outer covering is secured under the steel astragal to prevent peeling.PANEL DETAILS ARE NOT TO SCALEHeavy steel hinges are mounted directly to the center of the vertical frame channel, not simply on the outside edge of the panel. Steel plates on the back of the chan-nel prevent buckling or bending and provide the stron-gest hinged connection.ACOUSTI-SEAL ®900 SERIES TECHNICAL DATA NON-STEEL SKIN PANEL CONSTRUCTIONAcousti-Seal 932Panel Section Frame DetailsPANEL DETAILS ARE NOT TO SCALEAcousti-Seal 932Standard Panel JointRoll-formed vertical frame channel provides added strength while eliminating any sharp edges. The outer covering is secured under the steel astragal to pre-vent peeling. The complete vertical edge of the panel is steel for maximum durability.Heavy steel hinges are mounted directly to the cen-ter of the vertical frame channel, not simply on the outside edge of the panel. Steel plates on the back of the channel prevent buckling or bending and provide the strongest hinge connection.ACOUSTI-SEAL®900 SERIES TECHNICAL DATA SUSPENSION SYSTEM OPTIONS#17 Track System Direct Mount#17 Track System Bracket MountACOUSTI-SEAL®900 SERIES TECHNICAL DATA SUSPENSION SYSTEM OPTIONS#14 Track System Bracket MountACOUSTI-SEAL ®900 SERIES TECHNICAL DATA SUSPENSION SYSTEM OPTIONS#30 Track System Standard Spacing#30 Track System Optional Wider SpacingACOUSTI-SEAL ®900 SERIES TECHNICAL DATAPANEL, WORK SURFACE, AND PASS DOOR OPTIONS2-inch Automatic Seal2-inch Manual SealFLOOR SEAL OPTIONSACOUSTI-SEAL ®900 SERIES TECHNICAL DATA POCKET ENCLOSURE AND STACKING OPTIONSExpandable Jamb Closure -Even Panel QuantityExpandable Jamb Closure -Odd Panel QuantityRemote Expandable Jamb ClosureAngle Jamb Closure - Odd Panel QuantityACOUSTI-SEAL ®900 SERIES TECHNICAL DATA POCKET ENCLOSURE AND STACKING OPTIONSAngle Jamb Closure - Even Panel QuantitySingle Hinged Panel ClosureBi-fold Hinged Panel ClosurePass Door ClosureACOUSTI-SEAL ®900 SERIES TECHNICAL DATA PANEL CROSS SECTIONSHinged JambExpandable Panel w/ JambExpandable Panel w/ Bulb SealAngle JambACOUSTI-SEAL ®900 SERIES TECHNICAL DATA PANEL CROSS SECTIONSVariable Fixed JambBulb Seal and IntersectionNominal Fixed JambHinged Panel Meeting w/ Bulb SealHinged Panel Meeting w/ Pass Door AstragalForm No. 2502 8/08 - EREV 9/09Modernfold, Inc.215 West New Road Greenfield, IN 46140Toll Free: 800.869.9685 email:******************* A DORMA Group Company 。
美国钢铁产品的标准比较多
美国钢铁产品的标准比较多,主要有以下几种:美国钢铁产品的标准比较多,主要有以下几种:ANSI 美国国家标准AISI??美国钢铁学会标准ASTM 美国材料与试验协会标准ASME 美国机械工程师协会标准AMS 航天材料规格(美国航空工业最常用的一种材料规格,由SAE制定)API 美国石油学会标准AWS 美国焊接协会标准SAE 美国机动车工程师协会标准MIL 美国军用标准QQ 美国联邦政府标准A216::WCB , WCCA217: WC6 , WC9 , C5 (ZGCr5Mo)A351: CF8 , CF3 , CF3 M , CF8C标准号? ? ? ? 标准中文名称? ? ? ? 标准英文名称ASTM A1-00 ? ? ? ? 碳素钢丁字轨? ? ? ? Standard Specification for Carbon Steel Tee Rails ASTM A2-02 ? ? ? ? 普通型,带槽和防护型碳素工字钢轨? ? ? ? Standard Specification for Carbon Steel Girder Rails of Plain, Grooved, and Guard TypesASTM A3-01 ? ? ? ? 低、中、高碳素钢鱼尾(连接)板? ? ? ? Standard Specification for Steel Joint Bars, Low, Medium, and High Carbon (Non-Heat-Treated)ASTM A6/A6M-04a ? ? ? ? 轧制结构钢板材、型材和薄板桩通用技术要求? ? ? ? Standard Specification for General Requirements for Rolled Structural Steel Bars, Plates, Shapes, and Sheet Piling ASTM A20/A20M-04a ? ? ? ? 压力容器用钢板材通用要求? ? ? ? Standard Specification for General Requirements for Steel Plates for Pressure VesselsASTM A27/A27M-03 ? ? ? ? 通用碳素钢铸件? ? ? ? Standard Specification for Steel Castings, Carbon, for General ApplicationASTM A29/A29M-04 ? ? ? ? 热锻及冷加工碳素钢和合金钢棒? ? ? ? Standard Specification for Steel Bars, Carbon and Alloy, Hot-Wrought, General Requirements forASTM A31-04 ? ? ? ? 钢铆钉及铆钉和压力容器用棒材? ? ? ? Standard Specification for Steel Rivets and Bars for Rivets, Pressure VesselsASTM A34/A34M-01 ? ? ? ? 磁性材料的抽样和采购试验的标准惯例? ? ? ? Standard Practice for Sampling and Procurement Testing of Magnetic MaterialsASTM A36/A36M-04 ? ? ? ? 碳素结构钢技术规范? ? ? ? Standard Specification for Carbon Structural SteelASTM A47/A47M-99 ? ? ? ? 铁素体可锻铁铸件? ? ? ? Standard Specification for Ferritic Malleable Iron CastingsASTM A48/A48M-03 ? ? ? ? 灰铁铸件? ? ? ? Standard Specification for Gray Iron CastingsASTM A49-01 ? ? ? ? 经热处理的碳素钢鱼尾(连接)板,微合金鱼尾板及锻制碳素钢异型鱼尾板? ? ? ? Standard Specification for Heat-Treated Carbon Steel Joint Bars, Microalloyed Joint Bars, and Forged Carbon Steel Compromise Joint BarsASTM A53/A53M-04 ? ? ? ? 无镀层热浸的、镀锌的、焊接的及无缝钢管的技术规范? ? ? ? Standard Specification for Pipe, Steel, Black and Hot-Dipped, Zinc-Coated, Welded and SeamlessASTM A65-01 ? ? ? ? 钢轨道钉? ? ? ? Standard Specification for Steel Track SpikesASTM A66-01 ? ? ? ? 钢质螺旋道钉? ? ? ? Standard Specification for Steel Screw SpikesASTM A67-00 ? ? ? ? 热加工低碳钢和高碳钢垫板技术规范? ? ? ? Standard Specification for Steel Tie Plates, Low-Carbon and High-Carbon Hot-WorkedASTM A74-04 ? ? ? ? 铸铁污水管及配件的技术规范? ? ? ? Standard Specification for Cast Iron Soil Pipe and FittingsASTM A82-02 ? ? ? ? 钢筋混凝土用无节钢丝? ? ? ? Standard Specification for Steel Wire, Plain, for Concrete ReinforcementASTM A90/A90M-01 ? ? ? ? 镀锌和镀锌合金钢铁制品镀层重量的试验方法? ? ? ? Standard Test Method for Weight [Mass] of Coating on Iron and Steel Articles with Zinc or Zinc-Alloy Coatings ASTM A99-03 ? ? ? ? 锰铁合金? ? ? ? Standard Specification for FerromanganeseASTM A100-04 ? ? ? ? 硅铁? ? ? ? Standard Specification for FerrosiliconASTM A101-04 ? ? ? ? 铬铁? ? ? ? Standard Specification for FerrochromiumASTM A102-04 ? ? ? ? 钒铁合金? ? ? ? Standard Specification for FerrovanadiumASTM A105/A105M-03 ? ? ? ? 管系部件用碳素钢锻件? ? ? ? Standard Specification for Carbon Steel Forgings for Piping ApplicationsASTM A106/A106M-04a ? ? ? ? 高温用无缝碳素钢管? ? ? ? Standard Specification for Seamless Carbon Steel Pipe for High-Temperature ServiceASTM A108-03 ? ? ? ? 优质冷加工碳素钢棒材技术规范? ? ? ? Standard Specification for Steel Bar, Carbon and Alloy, Cold-FinishedASTM A109/A109M-03 ? ? ? ? 冷轧碳素钢带技术规范? ? ? ? Standard Specification for Steel, Strip, Carbon (0.25 Maximum Percent), Cold-RolledASTM A111-99a(2004)e1 ? ? ? ? 电话和电报线路用镀锌"铁"丝规格? ? ? ? Standard Specification for Zinc-Coated (Galvanized) Iron Telephone and Telegraph Line WireASTM A116-00 ? ? ? ? 镀锌钢丝编织栏栅网? ? ? ? Standard Specification for Metallic-Coated, Steel Woven Wire Fence FabricASTM A121-99(2004) ? ? ? ? 镀锌刺钢丝? ? ? ? Standard Specification for Mettalic-Coated Carbon Steel Barbed WireASTM A123/A123M-02 ? ? ? ? 钢铁产品的锌镀层(热浸镀锌)技术规范? ? ? ? Standard Specification for Zinc (Hot-Dip Galvanized) Coatings on Iron and Steel ProductsASTM A125-96(2001) ? ? ? ? 热处理螺旋形钢弹簧? ? ? ? Standard Specification for Steel Springs, Helical, Heat-TreatedASTM A126-04 ? ? ? ? 阀门、法兰和管配件用灰铁铸件? ? ? ? Standard Specification for Gray Iron Castings for Valves, Flanges, and Pipe FittingsASTM A128/A128M-93(2003) ? ? ? ? 钢铸件,奥氏体锰? ? ? ? Standard Specification for Steel Castings, Austenitic ManganeseASTM A131/A131M-04 ? ? ? ? 海船用结构钢? ? ? ? Standard Specification for Structural Steel for ShipsASTM A132-04 ? ? ? ? 钼铁合金? ? ? ? Standard Specification for FerromolybdenumASTM A134-96(2001) ? ? ? ? 电熔(电弧)焊钢管(NPS为16英寸和16英寸以上)? ? ? ? Standard Specification for Pipe, Steel, Electric-Fusion (Arc)-Welded (Sizes NPS 16 and Over)ASTM A135-01 ? ? ? ? 电阻焊钢管? ? ? ? Standard Specification for Electric-Resistance-Welded Steel PipeASTM A139/A139M-04 ? ? ? ? 电熔(电弧)焊钢管(4英寸以上的)? ? ? ? Standard Specification for Electric-Fusion (Arc)-Welded Steel Pipe (NPS 4 and Over)ASTM A143/A143M-03 ? ? ? ? 热浸镀锌结构钢制品防脆裂措施和探测脆裂的程序? ? ? ? Standard Practice for Safeguarding Against Embrittlement of Hot-Dip Galvanized Structural Steel Products and Procedure for Detecting EmbrittlementASTM A144-02 ? ? ? ? 铁钨合金规范? ? ? ? Specification for FerrotungstenASTM A146-04 ? ? ? ? 氧化钼制品? ? ? ? Standard Specification for Molybdenum Oxide Products ASTM A148/A148M-03 ? ? ? ? 结构用高强度钢铸件? ? ? ? Standard Specification for Steel Castings, High Strength, for Structural PurposesASTM A153/A153M-04 ? ? ? ? 钢铁制金属构件上镀锌层(热浸)? ? ? ? Standard Specification for Zinc Coating (Hot-Dip) on Iron and Steel HardwareASTM A159-83(2001) ? ? ? ? 汽车用灰铁铸件? ? ? ? Standard Specification for Automotive Gray Iron CastingsASTM A167-99 ? ? ? ? 不锈钢和耐热铬镍钢板、薄板及带材? ? ? ? Standard Specification for Stainless and Heat-Resisting Chromium-Nickel Steel Plate, Sheet, and StripASTM A176-99 ? ? ? ? 不锈钢和耐热铬钢板、薄板及带材? ? ? ? Standard Specification for Stainless and Heat-Resisting Chromium Steel Plate, Sheet, and StripASTM A178/A178M-02 ? ? ? ? 电阻焊接碳素钢钢管及碳锰钢锅炉和过热器管的技术规范? ? ? ? Standard Specification for Electric-Resistance-Welded Carbon Steel and Carbon-Manganese Steel Boiler and Superheater TubesASTM A179/A179M-90a(2001) ? ? ? ? 热交换器和冷凝器用无缝冷拉低碳钢管? ? ? ? Standard Specification for Seamless Cold-Drawn Low-Carbon Steel Heat-Exchanger and Condenser Tubes ASTM A181/A181M-01 ? ? ? ? 普通锻制碳素钢管的规格? ? ? ? Standard Specification for Carbon Steel Forgings, for General-Purpose PipingASTM A182/A182M-02 ? ? ? ? 高温设备用锻制或轧制的合金钢管法兰、锻制管件、阀门及零件? ? ? ? Standard Specification for Forged or Rolled Alloy-Steel Pipe Flanges, Forged Fittings, and Valves and Parts for High-Temperature ServiceASTM A183-03 ? ? ? ? 钢轨用碳素钢螺栓和螺母? ? ? ? Standard Specification for Carbon Steel Track Bolts and NutsASTM A184/A184M-01 ? ? ? ? 混凝土加筋用变形钢筋编织网? ? ? ? Standard Specification for Fabricated Deformed Steel Bar Mats for Concrete ReinforcementASTM A185-02 ? ? ? ? 钢筋混凝土用焊接钢丝结构? ? ? ? Standard Specification for Steel Welded Wire Reinforcement, Plain, for ConcreteASTM A192/A192M-02 ? ? ? ? 高压用无缝碳素钢锅炉管? ? ? ? Standard Specification for Seamless Carbon Steel Boiler Tubes for High-Pressure ServiceASTM A193/A193M-04b ? ? ? ? 高温设备用合金钢和不锈钢螺栓材料? ? ? ? Standard Specification for Alloy-Steel and Stainless Steel Bolting Materials for High-Temperature ServiceASTM A194/A194M-04a ? ? ? ? 高温和高压设备用碳素钢与合金钢螺栓和螺母的规格? ? ? ? Standard Specification for Carbon and Alloy Steel Nuts for Bolts for High Pressure or High Temperature Service, or BothASTM A197/A197M-00 ? ? ? ? 化铁炉用可锻铸铁? ? ? ? Standard Specification for Cupola Malleable IronASTM A202/A202M-03 ? ? ? ? 压力容器用铬锰硅合金钢板? ? ? ? Standard Specification for Pressure Vessel Plates, Alloy Steel, Chromium-Manganese-SiliconASTM A203/A203M-97(2003) ? ? ? ? 压力容器用镍合金钢板? ? ? ? Standard Specification for Pressure Vessel Plates, Alloy Steel, NickelASTM A204/A204M-03 ? ? ? ? 压力容器用钼合金钢板? ? ? ? Standard Specification for Pressure Vessel Plates, Alloy Steel, MolybdenumASTM A209/A209M-03 ? ? ? ? 锅炉和过热器用无缝碳钼合金钢管? ? ? ? Standard Specification for Seamless Carbon-Molybdenum Alloy-Steel Boiler and Superheater TubesASTM A210/A210M-02 ? ? ? ? 锅炉和过热器用无缝中碳素管? ? ? ? Standard Specification for Seamless Medium-Carbon Steel Boiler and Superheater TubesASTM A213/A213M-04 ? ? ? ? 无缝铁素体和奥氏体合金钢锅炉、过热器和换热器管? ? ? ? Standard Specification for Seamless Ferritic and Austenitic Alloy-Steel Boiler, Superheater, andHeat-Exchanger TubesASTM A214/A214M-96(2001) ? ? ? ? 热交换器与冷凝器用电阻焊接碳素钢管? ? ? ? Standard Specification for Electric-Resistance-Welded Carbon Steel Heat-Exchanger and Condenser Tubes ASTM A216/A216M-93(2003) ? ? ? ? 高温下使用的适合于熔焊的碳素钢铸件规格? ? ? ? Standard Specification for Steel Castings, Carbon, Suitable for Fusion Welding, for High- Temperature ServiceASTM A217/A217M-02 ? ? ? ? 适合高温受压零件用合金钢和马氏体不锈钢铸件? ? ? ? Standard Specification for Steel Castings, Martensitic Stainless and Alloy, for Pressure-Containing Parts, Suitable for High-Temperature ServiceASTM A220/A220M-99 ? ? ? ? 珠光体可锻铁? ? ? ? Standard Specification for Pearlitic Malleable IronASTM A225/A225M-03 ? ? ? ? 压力容器用锰矾镍合金钢板? ? ? ? Standard Specification for Pressure Vessel Plates, Alloy Steel, Manganese-Vanadium-NickelASTM A227/A227M-99 ? ? ? ? 机械弹簧用冷拉钢丝? ? ? ? Standard Specification for Steel Wire, Cold-Drawn for Mechanical SpringsASTM A228/A228M-02 ? ? ? ? 乐器用优质弹簧钢丝? ? ? ? Standard Specification for Steel Wire, Music Spring QualityASTM A229/A229M-99 ? ? ? ? 机械弹簧用油回火的钢丝? ? ? ? Standard Specification for Steel Wire, Oil-Tempered for Mechanical SpringsASTM A230/A230M-99 ? ? ? ? 阀门用油回火优质碳素钢弹簧丝? ? ? ? Standard Specification for Steel Wire, Oil-Tempered Carbon Valve Spring QualityASTM A231/A231M-96(2002) ? ? ? ? 铬钒合金钢弹簧丝? ? ? ? Standard Specification for Chromium-Vanadium Alloy Steel Spring WireASTM A232/A232M-99 ? ? ? ? 阀门用优质铬钒合金钢弹簧丝? ? ? ? Standard Specification for Chromium-Vanadium Alloy Steel Valve Spring Quality WireASTM A234/A234M-04 ? ? ? ? 中温与高温下使用的锻制碳素钢及合金钢管配件? ? ? ? Standard Specification for Piping Fittings of Wrought Carbon Steel and Alloy Steel for Moderate and High Temperature ServiceASTM A239-95(2004) ? ? ? ? 用普力斯试验法(硫酸铜浸蚀)确定铁或钢制品上镀锌层最薄点的测试方法? ? ? ? Standard Practice for Locating the Thinnest Spot in a Zinc (Galvanized) Coating on Iron or Steel ArticlesASTM A240/A240M-04ae1 ? ? ? ? 压力容器用耐热铬及铬镍不锈钢板、薄板及带材? ? ? ? Standard Specification for Chromium and Chromium-Nickel Stainless Steel Plate, Sheet, and Strip for Pressure Vessels and for General ApplicationsASTM A242/A242M-04 ? ? ? ? 高强度低合金结构钢? ? ? ? Standard Specification for High-Strength Low-Alloy Structural SteelASTM A247-67(1998) ? ? ? ? 铁铸件中石墨显微结构评定试验方法? ? ? ? Standard Test Method for Evaluating the Microstructure of Graphite in Iron CastingsASTM A249/A249M-04 ? ? ? ? 锅炉、过热器、换热器和冷凝器用焊接奥氏体钢管? ? ? ? Standard Specification for Welded Austenitic Steel Boiler, Superheater, Heat-Exchanger, and Condenser TubesASTM A250/A250M-04 ? ? ? ? 锅炉和过热器用电阻焊铁素体合金钢管? ? ? ? Standard Specification for Electric-Resistance-Welded Ferritic Alloy-Steel Boiler and Superheater TubesASTM A252-98(2002) ? ? ? ? 焊接钢和无缝钢管桩? ? ? ? Standard Specification for Welded and Seamless Steel Pipe PilesASTM A254-97(2002) ? ? ? ? 铜焊钢管规格? ? ? ? Standard Specification for Copper-Brazed Steel TubingASTM A255-02 ? ? ? ? 测定钢淬透性用末端淬火试验的标准试验方法? ? ? ? Standard Test Method for Determining Hardenability of SteelASTM A262-03 ? ? ? ? 奥氏体不锈钢晶间浸蚀敏感性的检测? ? ? ? Standard Practices for Detecting Susceptibility to Intergranular Attack in Austenitic Stainless SteelsASTM A263-03 ? ? ? ? 耐腐蚀铬钢包覆板材,薄板材及带材技术规范? ? ? ? Standard Specification for Stainless Chromium Steel-Clad PlateASTM A264-03 ? ? ? ? 包覆的不锈铬镍钢板,薄板及带材规格? ? ? ? Specification for Stainless Chromium-Nickel Steel-Clad PlateASTM A265-03 ? ? ? ? 镍和镍基合金包覆钢板规格? ? ? ? Standard Specification for Nickel and Nickel-Base Alloy-Clad Steel PlateASTM A266/A266M-03a ? ? ? ? 压力容器部件用碳素钢锻件规格? ? ? ? Standard Specification for Carbon Steel Forgings for Pressure Vessel ComponentsASTM A268/A268M-04 ? ? ? ? 一般设备用无缝和焊接铁素体与马氏体不锈钢管? ? ? ? Standard Specification for Seamless and Welded Ferritic and Martensitic Stainless Steel Tubing for General ServiceASTM A269-04 ? ? ? ? 一般设备用无缝和焊接奥氏体不锈钢管? ? ? ? Standard Specification for Seamless and Welded Austenitic Stainless Steel Tubing for General ServiceASTM A270-03a ? ? ? ? 卫生设施用无缝钢和焊接奥氏体不锈钢管? ? ? ? Standard Specification for Seamless and Welded Austenitic Stainless Steel Sanitary TubingASTM A275/A275M-98(2003) ? ? ? ? 钢锻件的磁粉检查试验方法? ? ? ? Standard Test Method for Magnetic Particle Examination of Steel ForgingsASTM A276-04 ? ? ? ? 不锈钢棒材和型材? ? ? ? Standard Specification for Stainless Steel Bars and ShapesASTM A278/A278M-01 ? ? ? ? 适用于650F容压部件用灰铸铁件的技术规范? ? ? ? Standard Specification for Gray Iron Castings for Pressure-Containing Parts for Temperatures Up to 650°F (350°C) ASTM A283/A283M-03 ? ? ? ? 低和中等抗拉强度碳素钢板? ? ? ? Standard Specification for Low and Intermediate Tensile Strength Carbon Steel PlatesASTM A285/A285M-03 ? ? ? ? 压力容器用低和中等抗拉强度的碳素钢板? ? ? ? Standard Specification for Pressure Vessel Plates, Carbon Steel, Low- and Intermediate-Tensile StrengthASTM A288-91(2003) ? ? ? ? 涡轮发电机磁性定位环用碳素钢和合金钢锻件? ? ? ? Standard Specification for Carbon and Alloy Steel Forgings for Magnetic Retaining Rings for Turbine Generators标准号? ? ? ? 标准中文名称? ? ? ? 标准英文名称ASTM A289/A289M-97(2003) ? ? ? ? 发电机非磁性定位环用合金钢锻件的技术规范? ? ? ? Standard Specification for Alloy Steel Forgings for Nonmagnetic Retaining Rings for GeneratorsASTM A290-02 ? ? ? ? 减速器环用碳素钢和合金钢锻件? ? ? ? Standard Specification for Carbon and Alloy Steel Forgings for Rings for Reduction GearsASTM A291-03 ? ? ? ? 减速器小齿轮、齿轮和心轴用碳素钢和合金钢锻件? ? ? ? Standard Specification for Steel Forgings, Carbon and Alloy, for Pinions, Gears and Shafts for Reduction Gears ASTM A295-98 ? ? ? ? 高碳耐磨轴承钢技术规范? ? ? ? Standard Specification for High-Carbon Anti-Friction Bearing SteelASTM A297/A297M-97(2003) ? ? ? ? 一般用耐热铬铁与镍铬铁合金钢铸件规格? ? ? ? Standard Specification for Steel Castings, Iron-Chromium and Iron-Chromium-Nickel, Heat Resistant, for General ApplicationASTM A299/A299M-04 ? ? ? ? 压力容器用锰硅碳钢板? ? ? ? Standard Specification for Pressure Vessel Plates, Carbon Steel, Manganese-SiliconASTM A302/A302M-03 ? ? ? ? 压力容器用锰钼和锰钼镍合金钢板? ? ? ? Standard Specification for Pressure Vessel Plates, Alloy Steel, Manganese-Molybdenum and Manganese-Molybdenum-Nickel ASTM A304-04 ? ? ? ? 有末端淬火淬透性要求的合金钢棒材的技术规范? ? ? ? Standard Specification for Carbon and Alloy Steel Bars Subject to End-Quench Hardenability RequirementsASTM A307-04 ? ? ? ? 抗拉强度为60000psi的碳素钢螺栓和螺柱的技术规范? ? ? ? Standard Specification for Carbon Steel Bolts and Studs, 60 000 PSI Tensile StrengthASTM A308/A308M-03 ? ? ? ? 经热浸处理镀有铅锡合金的薄板材的技术规范? ? ? ? Standard Specification for Steel Sheet, Terne (Lead-Tin Alloy) Coated by the Hot-Dip ProcessASTM A309-01 ? ? ? ? 用三点试验法测定长镀锌薄钢板镀层的重量成分的试验方法? ? ? ? Standard Test Method for Weight and Composition of Coating on Terne Sheet by the Triple-Spot TestASTM A311/A311M-04 ? ? ? ? 有机械性能要求的消除应力的冷拉碳素钢棒? ? ? ? Standard Specification for Cold-Drawn, Stress-Relieved Carbon Steel Bars Subject to Mechanical Property Requirements ASTM A312/A312M-04a ? ? ? ? 无缝和焊接奥氏体不锈钢管? ? ? ? Standard Specification for Seamless, Welded, and Heavily Cold Worked Austenitic Stainless Steel PipesASTM A313/A313M-03 ? ? ? ? 不锈钢弹簧丝技术规范? ? ? ? Standard Specification for Stainless Steel Spring WireASTM A314-97(2002) ? ? ? ? 锻造用不锈及耐热钢坯及钢棒规格? ? ? ? Standard Specification for Stainless Steel Billets and Bars for ForgingASTM A319-71(2001) ? ? ? ? 高温无压部件用灰铁铸件? ? ? ? Standard Specification for Gray Iron Castings for Elevated Temperatures for Non-Pressure Containing PartsASTM A320/A320M-04 ? ? ? ? 低温用合金钢螺栓材料规格? ? ? ? Standard Specification for Alloy-Steel and Stainless Steel Bolting Materials for Low-Temperature ServiceASTM A321-90(2001) ? ? ? ? 经淬火和回火的碳素钢棒? ? ? ? Standard Specification for Steel Bars, Carbon, Quenched and TemperedASTM A322-91(2001)e1 ? ? ? ? 合金钢棒材.级别? ? ? ? Standard Specification for Steel Bars, Alloy, Standard GradesASTM A323-93(2000) ? ? ? ? 硼铁规格? ? ? ? Standard Specification for FerroboronASTM A324-73(2000) ? ? ? ? 钛铁合金? ? ? ? Standard Specification for FerrotitaniumASTM A325-04a ? ? ? ? 经热处理最小抗拉强度为120/105ksi的热处理钢结构螺栓? ? ? ? Standard Specification for Structural Bolts, Steel, Heat Treated, 120/105 ksi Minimum Tensile Strength ASTM A325M-04a ? ? ? ? 经热处理最小抗拉强度为830Mpa的热处理钢结构螺栓? ? ? ? Standard Specification for Structural Bolts, Steel, Heat Treated 830 Mpa Minimum Tensile Strength [Metric] ASTM A327-91(1997) ? ? ? ? 铸铁冲击试验方法? ? ? ? Standard Test Methods for Impact Testing of Cast IronsASTM A327M-91(1997) ? ? ? ? 铸铁冲击试验方法(米制)? ? ? ? Standard Test Methods for Impact Testing of Cast Irons (Metric)ASTM A328/A328M-03 ? ? ? ? 薄钢板桩? ? ? ? Standard Specification for Steel Sheet Piling ASTM A333/A333M-04a ? ? ? ? 低温用无缝与焊接钢管规格? ? ? ? Standard Specification for Seamless and Welded Steel Pipe for Low-Temperature ServiceASTM A334/A334M-04a ? ? ? ? 低温设备用无缝与焊接碳素和合金钢管? ? ? ? Standard Specification for Seamless and Welded Carbon and Alloy-Steel Tubes for Low-Temperature ServiceASTM A335/A335M-03 ? ? ? ? 高温用无缝铁素体合金钢管? ? ? ? Standard Specification for Seamless Ferritic Alloy-Steel Pipe for High-Temperature ServiceASTM A336/A336M-03a ? ? ? ? 压力与高温部件用合金钢锻件规格? ? ? ? Standard Specification for Alloy Steel Forgings for Pressure and High-Temperature PartsASTM A338-84(2004) ? ? ? ? 铁路,船舶和其他重型装备在温度达到650华氏度(345摄氏度)时使用的可锻铸铁法兰,管件和阀门零件? ? ? ? Standard Specification for Malleable Iron Flanges, Pipe Fittings, and Valve Parts for Railroad, Marine, and Other Heavy Duty Service at Temperatures Up to 650°F (345°C)ASTM A340-03a ? ? ? ? 有关磁性试验用符号和定义的术语? ? ? ? Standard Terminology of Symbols and Definitions Relating to Magnetic TestingASTM A341/A341M-00 ? ? ? ? 用直流磁导计和冲击试验法测定材料的直流磁性能的试验方法? ? ? ? Standard Test Method for Direct Current Magnetic Properties of Materials Using D-C Permeameters and the Ballistic Test MethodsASTM A342/A342M-99 ? ? ? ? 磁铁材料导磁率的试验方法? ? ? ? Standard Test Methods for Permeability of Feebly Magnetic MaterialsASTM A343/A343M-03 ? ? ? ? 在电力频率下用瓦特计-安培计-伏特计法(100-1000赫兹)和25 厘米艾普斯亭(EPSTEIN) 机架测定材料的交流电磁性能的试验方法? ? ? ? Standard Test Method forAlternating-Current Magnetic Properties of Materials at Power Frequencies UsingWattmeter-Ammeter-Voltmeter Method and 25-cm Epstein Test FrameASTM A345-98 ? ? ? ? 磁设备用平轧电炉钢? ? ? ? Standard Specification for Flat-Rolled Electrical Steels for Magnetic ApplicationsASTM A348/A348M-00 ? ? ? ? 用瓦特计--安培计--伏特计法(100-10000赫兹)和25厘米艾普斯亭框测定材料的交流磁性能的试验方法? ? ? ? Standard Test Method for Alternating Current Magnetic Properties of Materials Using the Wattmeter-Ammeter-Voltmeter Method, 100 to 10 000 Hz and 25-cm Epstein FrameASTM A350/A350M-04 ? ? ? ? 要求进行缺口韧性试验的管道部件用碳素钢与低合金钢锻件技术规范? ? ? ? Standard Specification for Carbon and Low-Alloy Steel Forgings, Requiring Notch Toughness Testing for Piping ComponentsASTM A351/A351M-03 ? ? ? ? 容压零件用奥氏体及奥氏体铁素体铸铁的技术规范? ? ? ? Standard Specification for Castings, Austenitic, Austenitic-Ferritic (Duplex), for Pressure-Containing PartsASTM A352/A352M-03 ? ? ? ? 低温受压零件用铁素体和马氏体钢铸件规格? ? ? ? Standard Specification for Steel Castings, Ferritic and Martensitic, for Pressure-Containing Parts, Suitable for Low-Temperature ServiceASTM A353/A353M-93(1999) ? ? ? ? 压力容器用经二次正火及回火处理的含9%镍的合金钢板? ? ? ? Standard Specification for Pressure Vessel Plates, Alloy Steel, 9 Percent Nickel,Double-Normalized and TemperedASTM A354-04 ? ? ? ? 淬火与回火合金钢螺栓,双头螺栓及其他外螺纹紧固件规格? ? ? ? Standard Specification for Quenched and Tempered Alloy Steel Bolts, Studs, and Other Externally Threaded FastenersASTM A355-89(2000) ? ? ? ? 渗氮用合金钢棒? ? ? ? Standard Specification for Steel Bars, Alloys, for NitridingASTM A356/A356M-98(2003) ? ? ? ? 蒸汽轮机用厚壁碳素钢、低合金钢和不锈钢铸件? ? ? ? Standard Specification for Steel Castings, Carbon, Low Alloy, and Stainless Steel, Heavy-Walled for Steam TurbinesASTM A358/A358M-04 ? ? ? ? 高温用电熔焊奥氏体铬镍合金钢管? ? ? ? Standard Specification for Electric-Fusion-Welded Austenitic Chromium-Nickel Stainless Steel Pipe for High-Temperature Service and General ApplicationsASTM A363-03 ? ? ? ? 地面架空线用镀锌钢丝绳? ? ? ? Standard Specification for Zinc-Coated (Galvanized) Steel Overhead Ground Wire StrandASTM A367-60(1999) ? ? ? ? 铸铁的激冷试验方法? ? ? ? Standard Test Methods of Chill Testing of Cast IronASTM A368-95a(2000) ? ? ? ? 不锈钢和耐热钢丝绳的标准? ? ? ? Standard Specification for Stainless Steel Wire StrandASTM A369/A369M-02 ? ? ? ? 高温用锻制和镗孔碳素钢管和铁素体合金钢管? ? ? ? Standard Specification for Carbon and Ferritic Alloy Steel Forged and Bored Pipe for High-Temperature ServiceASTM A370-03a ? ? ? ? 钢制品机械测试的标准试验方法和定义? ? ? ? Standard Test Methods and Definitions for Mechanical Testing of Steel Products标准号? ? ? ? 标准中文名称? ? ? ? 标准英文名称ASTM A372/A372M-03 ? ? ? ? 薄壁压力容器用碳素钢及合金钢锻件? ? ? ? Standard Specification for Carbon and Alloy Steel Forgings for Thin-Walled Pressure VesselsASTM A376/A376M-02a ? ? ? ? 高温中心站用无缝奥氏钢管? ? ? ? Standard Specification for Seamless Austenitic Steel Pipe for High-Temperature Central-Station ServiceASTM A377-03 ? ? ? ? 球墨铸铁压力管规范索引? ? ? ? Standard Index of Specifications for Ductile-Iron Pressure PipeASTM A380-99e1 ? ? ? ? 不锈钢零件、设备和系统的清洗和除垢? ? ? ? Standard Practice for Cleaning, Descaling, and Passivation of Stainless Steel Parts, Equipment, and SystemsASTM A381-96(2001) ? ? ? ? 高压输送用金属弧焊钢管? ? ? ? Standard Specification forMetal-Arc-Welded Steel Pipe for Use With High-Pressure Transmission SystemsASTM A384/A384M-02 ? ? ? ? 防止钢组件热浸镀锌时翘曲和扭曲用安全保护? ? ? ? Standard Practice for Safeguarding Against Warpage and Distortion During Hot-Dip Galvanizing of Steel Assemblies ASTM A385-03 ? ? ? ? 提供高质量镀锌覆层(热浸)? ? ? ? Standard Practice for Providing High-Quality Zinc Coatings (Hot-Dip)ASTM A387/A387M-03 ? ? ? ? 压力容器用铬钼合金钢板? ? ? ? Standard Specification for Pressure Vessel Plates, Alloy Steel, Chromium-MolybdenumASTM A388/A388M-03 ? ? ? ? 重型钢锻件超声波检测? ? ? ? Standard Practice for Ultrasonic Examination of Heavy Steel ForgingsASTM A389/A389M-03 ? ? ? ? 适合高温受压部件用经特殊热处理的合金钢铸件规格? ? ? ? Standard Specification for Steel Castings, Alloy, Specially Heat-Treated, for Pressure-Containing Parts, Suitable for High-Temperature ServiceASTM A390-95(2001) ? ? ? ? 饲养家禽用镀锌钢丝栏栅网(六角形和直线形)? ? ? ? Standard Specification for Zinc-Coated (Galvanized) Steel Poultry Fence Fabric (Hexagonal and Straight Line)ASTM A391/A391M-01 ? ? ? ? 80号合金钢链条? ? ? ? Standard Specification for Grade 80 Alloy Steel ChainASTM A392-03 ? ? ? ? 镀锌钢丝链环栏栅网? ? ? ? Standard Specification for Zinc-Coated Steel Chain-Link Fence FabricASTM A394-04 ? ? ? ? 传动塔架用镀锌和裸露钢螺栓? ? ? ? Standard Specification for Steel Transmission Tower Bolts, Zinc-Coated and BareASTM A395/A395M-99e1 ? ? ? ? 高温用铁素体球墨铸铁受压铸件? ? ? ? Standard Specification for Ferritic Ductile Iron Pressure-Retaining Castings for Use at Elevated TemperaturesASTM A400-69(2000) ? ? ? ? 钢棒的成分及机械性能选择指南? ? ? ? Standard Practice for Steel Bars, Selection Guide, Composition, and Mechanical PropertiesASTM A401/A401M-03 ? ? ? ? 铬硅合金钢丝? ? ? ? Standard Specification for Steel Wire, Chromium-Silicon AlloyASTM A403/A403M-04 ? ? ? ? 锻制奥氏体不锈钢管配件? ? ? ? Standard Specification for Wrought Austenitic Stainless Steel Piping FittingsASTM A407-93(2004) ? ? ? ? 盘簧用冷拉钢丝? ? ? ? Standard Specification for Steel Wire, Cold-Drawn, for Coiled-Type SpringsASTM A409/A409M-01 ? ? ? ? 腐蚀场所或高温下使用的焊接大口径奥氏体钢管? ? ? ? Standard Specification for Welded Large Diameter Austenitic Steel Pipe for Corrosive or High-Temperature ServiceASTM A411-03 ? ? ? ? 镀锌低碳钢铠装线? ? ? ? Standard Specification for Zinc-Coated (Galvanized) Low-Carbon Steel Armor WireASTM A413/A413M-01 ? ? ? ? 碳素钢链? ? ? ? Standard Specification for Carbon Steel Chain ASTM A414/A414M-04 ? ? ? ? 压力容器用碳素薄钢板? ? ? ? Standard Specification for Steel, Sheet, Carbon, for Pressure VesselsASTM A416/A416M-02 ? ? ? ? 预应力混凝土用无涂层七股钢铰线? ? ? ? Standard Specification for Steel Strand, Uncoated Seven-Wire for Prestressed ConcreteASTM A417-93(2004) ? ? ? ? 之字形、方形、正弦形家具用弹簧元件用冷拔钢丝? ? ? ? Standard Specification for Steel Wire, Cold-Drawn, for Zig-Zag, Square-Formed, and Sinuous-Type Upholstery Spring UnitsASTM A418-99(2003) ? ? ? ? 涡轮机及发电机钢转子锻件的超声波检查方法? ? ? ? Standard Test Method for Ultrasonic Examination of Turbine and Generator Steel Rotor ForgingsASTM A420/A420M-04 ? ? ? ? 低温下用锻制碳素钢和合金钢管配件? ? ? ? Standard Specification for Piping Fittings of Wrought Carbon Steel and Alloy Steel for Low-Temperature ServiceASTM A421/A421M-02 ? ? ? ? 预应力混凝土用无涂层消除应力钢丝的技术规范? ? ? ? Standard Specification for Uncoated Stress-Relieved Steel Wire for Prestressed ConcreteASTM A423/A423M-95(2000) ? ? ? ? 无缝和电焊低合金钢管? ? ? ? Standard Specification for Seamless and Electric-Welded Low-Alloy Steel TubesASTM A424-00 ? ? ? ? 搪瓷用钢薄板? ? ? ? Standard Specification for Steel, Sheet, for Porcelain EnamelingASTM A426/A426M-02 ? ? ? ? 高温用离心铸造的铁素体合金钢管? ? ? ? Standard Specification for Centrifugally Cast Ferritic Alloy Steel Pipe for High-Temperature ServiceASTM A427-02 ? ? ? ? 冷轧和热轧用锻制合金钢辊? ? ? ? Standard Specification for Wrought Alloy Steel Rolls for Cold and Hot ReductionASTM A428/A428M-01 ? ? ? ? 钢铁制品上铝覆层重量的测试方法? ? ? ? Standard Test Method for Weight [Mass] of Coating on Aluminum-Coated Iron or Steel ArticlesASTM A434-04 ? ? ? ? 热轧与冷精轧经回火及淬火的合金钢棒? ? ? ? Standard Specification for Steel Bars, Alloy, Hot-Wrought or Cold-Finished, Quenched and TemperedASTM A435/A435M-90(2001) ? ? ? ? 钢板的直射束纵向超声波检验? ? ? ? Standard Specification for Straight-Beam Ultrasonic Examination of Steel PlatesASTM A436-84(2001) ? ? ? ? 奥氏体灰口铁铸件? ? ? ? Standard Specification for Austenitic Gray Iron CastingsASTM A437/A437M-01a ? ? ? ? 高温用经特殊处理的涡轮型合金钢螺栓材料? ? ? ? Standard Specification for Alloy-Steel Turbine-Type Bolting Material Specially Heat Treated for High-Temperature ServiceASTM A439-83(1999) ? ? ? ? 奥氏体可锻铸铁铸件? ? ? ? Standard Specification for Austenitic Ductile Iron CastingsASTM A447/A447M-93(2003) ? ? ? ? 高温用镍铬铁合金钢铸件(25-12级)? ? ? ? Standard Specification for Steel Castings, Chromium-Nickel-Iron Alloy (25-12 Class), for High-Temperature Service ASTM A449-04a ? ? ? ? 经淬火和回火的钢螺栓和螺柱? ? ? ? Standard Specification for Quenched and Tempered Steel Bolts and StudsASTM A450/A450M-04 ? ? ? ? 碳素钢管、铁素体合金钢管及奥氏体合金钢管? ? ? ? Standard Specification for General Requirements for Carbon, Ferritic Alloy, and Austenitic Alloy Steel TubesASTM A451/A451M-02 ? ? ? ? 高温用离心铸造的奥氏体钢管? ? ? ? Standard Specification for Centrifugally Cast Austenitic Steel Pipe for High-Temperature ServiceASTM A453/A453M-03 ? ? ? ? 具有同奥氏体钢相类似的膨胀系数、屈服强度为50-120Ksi(345-827MPa)的耐高温螺栓材料? ? ? ? Standard Specification for High-Temperature Bolting Materials, with Expansion Coefficients Comparable to Austenitic Stainless SteelsASTM A455/A455M-03 ? ? ? ? 压力容器用高强度碳锰钢板? ? ? ? Standard Specification for Pressure Vessel Plates, Carbon Steel, High-Strength ManganeseASTM A456/A456M-99(2003) ? ? ? ? 大型曲轴锻件的磁粉检查? ? ? ? Standard Specification for Magnetic Particle Examination of Large Crankshaft ForgingsASTM A459-97(2003) ? ? ? ? 镀锌平轧扁钢铠装带? ? ? ? Standard Specification for Zinc-Coated Flat Steel Armoring TapeASTM A460-94(2004)e1 ? ? ? ? 包铜钢丝绳标准? ? ? ? Standard Specification for Copper-Clad Steel Wire StrandASTM A463/A463M-02a ? ? ? ? 热浸镀铝薄钢板? ? ? ? Standard Specification for Steel Sheet, Aluminum-Coated, by the Hot-Dip ProcessASTM A466/A466M-01 ? ? ? ? 非焊接碳素钢链? ? ? ? Standard Specification for Weldless Chain ASTM A467/A467M-01 ? ? ? ? 机器链和盘旋链? ? ? ? Standard Specification for Machine and Coil Chain标准号? ? ? ? 标准中文名称? ? ? ? 标准英文名称。
Characterization of microstructure, mechanical properties and corrosion resistance of dissimilar wel
Characterization of microstructure,mechanical properties and corrosion resistance of dissimilar welded joint between 2205duplex stainless steel and 16MnRShaogang Wang *,Qihui Ma,Yan LiCollege of Material Science and Technology,Nanjing University of Aeronautics and Astronautics,Nanjing 210016,Chinaa r t i c l e i n f o Article history:Received 23March 2010Accepted 10July 2010Available online 16July 2010Keywords:A.Ferrous metals and alloys D.WeldingF.Microstructurea b s t r a c tThe joint of dissimilar metals between 2205duplex stainless steel and 16MnR low alloy high strength steel are welded by tungsten inert gas arc welding (GTAW)and shielded metal arc welding (SMAW)respectively.The microstructures of welded joints are investigated using scanning electron microscope,optical microscope and transmission electron microscopy respectively.The relationship between mechanical properties,corrosion resistance and microstructure of welded joints is evaluated.Results indicate that there are a decarburized layer and an unmixed zone close to the fusion line.It is also indi-cated that,austenite and acicular ferrite structures distribute uniformly in the weld metal,which is advantageous for better toughness and ductility of joints.Mechanical properties of joints welded by the two kinds of welding technology are satisfied.However,the corrosion resistance of the weldment produced by GTAW is superior to that by SMAW in chloride solution.Based on the present work,it is con-cluded that GTAW is the suitable welding procedure for joining dissimilar metals between 2205duplex stainless steel and 16MnR.Ó2010Elsevier Ltd.All rights reserved.1.IntroductionDuplex stainless steel (DSS)consists of approximately equal amounts of austenite and ferrite,which results in the favorable mechanical properties and corrosion resistance.The higher strength properties allow weight savings,which reduce fabrication costs and enable lighter support structures to be used.The higher corrosion resistance,in particular against stress corrosion cracking,makes them preferably applied in certain environments such as chemical tankers,pressure vessels,pipes to heat exchangers,paper machines and ocean engineering [1–3].With the growing applica-tion of new materials and higher requirements for materials,a great need occurs for component or structure of dissimilar metals.However,the joining of dissimilar metals is generally more chal-lenging than that of similar metals,which is usually due to several factors such as the differences in chemical compositions and ther-mal expansion coefficients,resulting in different residual stresses situation across the different regions of weldments as well as the migration of carbon element from the steel with higher carbon content to the steel with relatively lower carbon content.If the welding process is not well controlled,some weld defects such as dilutions and cracks will generate in the weld metal and leadto great decrease of properties of the welded joint.There are some researches about failure analysis or mechanical performance for dissimilar metals joints.Ul-Hamid et al.[4]have addressed that carbon diffusion in the dissimilar joint between carbon steel pipe and type 304stainless steel elbows resulted in cracking after a rel-atively short period of usage.Lee et al.[5]have also reported creep–fatigue damage of dissimilar weldment of modified 9Cr–1Mo steel (ASME Grade 91)and 316L stainless steel in a liquid me-tal reactor.In order to overcome the technical problems and take full advantage of the properties of different metals,it is necessary to pay more attention to the joining of dissimilar metals,so as to produce high quality welded joints between them.At present,some investigations have been conducted on weld-ing of duplex stainless steel,almost all common fusion welding techniques can be used to weld duplex stainless steel through selecting appropriate filler metals and parameters such as heat in-put [6,7].Explosive welding can be thought as a feasible method to produce composite plates.Kaçar and Acarer [8]have addressed that explosive welding process can be used successfully for clad-ding duplex stainless steel on the vessel steels without losing prop-erties such as corrosion resistance and mechanical properties.However,compared to the welding of similar metals,there is lim-ited information about microstructure/property relationships in dissimilar material welds between duplex stainless steel and low alloy high strength steel.Increasing application of these steels will0261-3069/$-see front matter Ó2010Elsevier Ltd.All rights reserved.doi:10.1016/j.matdes.2010.07.012*Corresponding author.Tel.:+8602552112901;fax:+8602552112626.E-mail address:sgwang@ (S.G.Wang).require a better understanding of the mechanics associated with welding of dissimilar metals.Since GTAW and SMAW are widely employed in engineering application,in the current work,a few at-tempts have been made to produce dissimilar material welded joint between DSS and low alloy high strength steel.At the same time,some results are presented as reference for the practical welding of these types of dissimilar metals.2.Experimental material and procedureThe base metals employed in this presentation are duplex stain-less steel2205and low alloy high strength steel16MnR.The chem-ical compositions of base metals andfiller metals are given in3.Results and discussion3.1.Microstructure of welded jointsThe preparation of microstructure samples of dissimilar metals joint is much difficult.Therefore,special operation procedure should be used.Both of the weld metal(WM)and2205base metal are etched by aqua-regia.However,the bonding region at the side of16MnR is etched by5%nital solution alone,and16MnR base me-tal should be prevented from being etched by aqua-regia.The interfacial microstructure of16MnR–WM is shown in Fig.2.It is a region with about30l m width near the fusion line.The existing of this region can be attributed to the thermal conductivity of theTable1Chemical compositions of base metals andfiller metals(wt.%).Elements C Mn P S Si Cr Ni Mo NBase metal SAF22050.0160.820.0240.0010.3622.48 5.46 3.120.16 16MnR0.15 1.380.0160.0140.32––––Filler metal ER22090.013 1.540.0180.0070.4922.928.61 3.180.17 E22090.0260.900.0250.0020.9022.1010.00 2.840.18 832S.G.Wang et al./Materials and Design32(2011)831–837Moreover,some short rod-like carbides,granular carbides and is-land-like carbides are observed at higher amplification electron microscope,as shown in Fig.4c and d respectively.However,the result shows that no carbides such as M23C6or martensite are ob-served in the unmixed zone.Therefore,it can be concluded that the development of such a morphology is attributed to decomposition of pearlite at16MnR side and formation of Fe3C at the WM side. The decomposition model is shown in Fig.5.The optical micrograph of weld metal is shown in Fig.6.From Fig.6,the morphology of acicular ferrite in austenite matrix has been observed,which is characterized by large amount of austen-ite.However,in terms of ferrite content in the joint,there is not much variation between the two weld metals in welded joints A and B,and the ferrite volume fraction is only17.3%and14.5%(ob-improving joint crack resistance and reducing the inhomogeneous distribution of weld structure during multi-pass welding.Generally,the formation of martensite,M23C6(chromium car-bide),Cr2N and r phase depends on the base materials joined and welding conditions according to Refs.[15,16].Therefore,X-ray diffraction analysis is carried out on the weld metal and the re-sults are shown in Fig.7.There are only a and c phases in both of the weld metals,and no precipitation of M23C6(chromium car-bide),Cr2N or r phase is found in the weld metal,which is advan-tageous to mechanical properties and corrosion resistance of the joint.3.2.Mechanical properties834S.G.Wang et al./Materials and Design32(2011)831–837si-cleavage fracture,as shown in Fig.9d.Microhardness profile across the joint interface is shown inFig.10.The microhardness distributions of two kinds of welded joints are almost the same.Obviously,the hardness value of weld metal is higher than that of the16MnR base metal and the 16MnR HAZ.With the distance increasing away from interface, the microhardness values vary to a certain extent.The highest hardness values of the two joint interface are approximately 224HV and220HV respectively.It is because the carbon element migrates from the16MnR side to weld metal during welding due to the difference of chemical compositions between16MnR and weld metal.Similar result is reported by Kaçar and Acarer[8],studied the explosively welded joint between DSS andCorrosion behaviororder to evaluate the corrosion resistance of weldis sealed with A/B glue,leaving about10mmÂ10mm area,3.5%NaCl solution is used as corrosion solution,the sche-matic diagram is shown in Fig.11.Electrochemical corrosion test results of2205DSS base metal and weld metal are shown in Fig.12and Table4respectively. These samples display more or less similar behaviors in terms of In general,the higher the value is,the better corrosion resistance of the material is.Therefore,in3.5%NaCl solution,corrosion resis-tance order of the samples is:2205DSS BM>joint A>joint B.The pitting corrosion resistance of the DSS BM is much better compared to the two weld metals,as can be seen from the polari-zation plot.The DSS BM sample does not display any corrosion in 3.5%NaCl solution and there is no pit in the sample examined after the potentiodynamic cyclic scanning.And the good pitting resis-tance behaviors of weld metal are attributed to the addition of Cr,Ni,elements[19].The alloying element Cr could improve the stability of passivefilms,and the Ni would decrease the overall dis-solution rates of Fe and Cr[20].Moreover,the heat input of joint A is different from that of joint B,which affects the weld microstruc-ture and results in the difference of formation condition of metal surface passivefilm.Generally,thefiner the grain is,the more eas-ily the compact passivefilm forms.As a result,the corrosive ions cannot readily diffuse through the passivefilm and the metal pre-sents better corrosion resistance,so the joint A has better corrosion resistance compared to joint B.When welded joint is etched in chloride solution,defects gener-ated in the welding process(such as welding spatter or inclusion) possibly make it lose its ability to protect the surface passivefilm. As a result,a chromium-depleted zone appears around weld metal, which makes the surface activated,and the joint presents an ac-tive–passive behavior.The initiation sites for the pits are located at the ferrite–austenite grain boundaries and once formed they rapidly propagate from ferrite to austenite,as described in Ref.[21].It can be seen from Fig.13that ferrite grains are etched,leav-ing lots of grooves at the ferrite–austenite grain boundaries,and the remaining white strips are austenite.This selective localized corrosion is attributed to difference of the electrochemical poten-tial,caused by the ratio of biphase in weld metal.It is concluded that the austenite grains are by far more resistant to the chloride environment than that of the ferrite grains.4.ConclusionsThe investigation of welding between2205DSS and16MnR by GTAW and SMAW respectively reach the following conclusions:Fig.10.Hardness curves of16MnR–WM interface. Fig.12.Polarization curves of DSS BM and weld metals.Attribute to decomposition of pearlite at16MnR side and for-mation of Fe3C at the WM side,a decarburization layer and an un-mixed zone are observed at the interface of16MnR/WM.The microstructure of weld metal consists of austenite and acic-ular ferrite,and both of the two kinds of joints are characterized by a high content of austenite,which is beneficial to mechanical prop-erties and corrosion resistance.Sigma phase or M23C6intermetallic compounds are not observed in current case through analysis of XRD.The impact toughness of the weld metal is similar to that of 16MnR,but it is much higher than that of16MnR HAZ.The weld metal and16MnR HAZ welded by GTAW present a ductile mode of fracture,while the pattern of16MnR HAZ welded by SMAW be-longs to quasi-cleavage fracture.The fracture of the joint welded by GTAW occurs in the zone of 16MnR base metal,while the fracture position of the joint welded by SMAW is in16MnR HAZ.However,the average tensile strength of welded joints is582.4MPa,564.6MPa respectively.Both of them can meet the tensile strength requirements of engineering structure.The joint produced by SMAW has higher susceptibility to pitting corrosion in chloride solution than that of weldment produced by GTAW.Based on the present work,it is summarized that GTAW with filler metal ER2209is the suitable welding procedure for dissimilar metals joining between2205duplex stainless steel and16MnR in the practical application.References[1]Sieurin H,Sandström R.Austenite reformation in the heat-affected zone ofduplex stainless steel2205.Mater Sci Eng A2006;418:250–6.[2]Olsson J,Snis M.Duplex–A new generation of stainless steels for desalinationplants.Desalination2007;205:104–13.[3]Kurt B.The interface morphology of diffusion bonded dissimilar stainless steeland medium carbon steel couples.J Mater Process Technol2007;190:138–41.[4]Ul-Hamid A,Tawancy HM,Abbas NM.Failure of weld joints between carbonsteel pipe and304stainless steel elbows.Eng Fail Anal2005;12:181–91. [5]Lee HY,Lee SH,Kim JB,Lee JH.Creep–fatigue damage for a structure withdissimilar metal welds of modified9Cr–1Mo steel and316L stainless steel.Int J Fatigue2007;29:1868–79.[6]Ureña A,Otero E,Utrilla MV,Munez CJ.Weldability of a2205duplex stainlesssteel using plasma arc welding.J Mater Process Technol2007;182:624–31. [7]Muthupandi V,Bala Srinivasan P,Seshadri SK,Sundaresan S.Effect of weldmetal chemistry and heat input on the structure and properties of duplex stainless steel welds.Mater Sci Eng A2003;358:9–16.[8]Kaçar R,Acarer M.Microstructure–property relationship in explosively weldedduplex stainless steel–steel.Mater Sci Eng A2003;363:290–6.[9]Naffakh H,Shamanian M,Ashrafizadeh F.Dissimilar welding of AISI310austenitic stainless to nickel-based alloy Inconel657.J Mater Process Technol 2009;209:3628–39.[10]Sireesha M,Shankar V,Albert SK,Sundaresan S.Microstructural features ofdissimilar welds between316LN austenitic stainless steel and alloy800.Mater Sci Eng A2000;292:74–82.[11]Srinivasan PB,Muthupandi V,Dietzel W,Sivan V.Microstructure and corrosionbehavior of shielded metal arc-welded dissimilar joints comprising duplex stainless steel and low alloy steel.J Mater Eng Perform2006;15:758–64. [12]Srinivasan PB,Muthupandi V,Dietzel W,Sivan V.An assessment of impactstrength and corrosion behaviour of shielded metal arc welded dissimilar weldments between UNS31803and IS2062steels.Mater Des 2006;27:182–91.[13]You YY,Shiue RK,Shiue RH,Chen C.The study of carbon migration indissimilar welding of the modified9Cr–1Mo steel.J Mater Sci Lett 2001;20:1429–32.[14]Migiakis K,Papadimitriou GD.Effect of nitrogen and nickel on themicrostructure and mechanical properties of plasma welded UNS S32760 super-duplex stainless steels.J Mater Sci2009;44:6372–83.[15]McPherson NA,Chi K,Mclean MS,Baker TN.Structure and properties of carbonsteel to duplex stainless steel submerged arc welds.Mater Sci Technol 2003;19:219–26.[16]Rajeev R,Samajdar I,Raman R,Harendranath CS,Kale GB.Origin of hard andsoft zone formation during cladding of austenitic/duplex stainless steel on plain carbon steel.Mater Sci Technol2001;17:1005–11.[17]Badji R,Bouabdallah M,Bacroix B,Kahloun C,Belkessa B,Maza H.Phasetransformation and mechanical behavior in annealed2205duplex stainless steel welds.Mater Charact2008;59:447–53.[18]Palmer TA,Elmer JW,Babu SS.Observations of ferrite/austenitetransformations in the heat affected zone of2205duplex stainless steel spot welds using time resolved X-ray diffraction.Mater Sci Eng A 2004;374:307–21.[19]Tavares SSM,Pardal JM,Lima LD,Bastos IN,Nascimento AM,de Souza JA.Characterization of microstructure,chemical composition,corrosion resistance and toughness of a multipass weld joint of superduplex stainless steel UNS S32750.Mater Charact2007;58:610–6.[20]Olsson C-OA,Landolt D.Passivefilms on stainless steels-chemistry,structureand growth.Electrochim Acta2003;48:1093–104.[21]Kordatos JD,Fourlaris G,Papadimitriou G.The effect of cooling rate on themechanical and corrosion properties of SAF2205(UNS31803)duplex stainless steel welds.Scripta Mater2001;44:401–8.S.G.Wang et al./Materials and Design32(2011)831–837837。
土木工程外文翻译
土木工程外文翻译附件2:外文原文(电子或复印件)Cyclic behavior of steel moment frame connections under varying axial load and lateral displacements Abstract: This paper discusses the cyclic behavior of four steel moment connections tested under variable axial load and lateral displacements. The beam specim- ens consisted of a reducedbeam section, wing plates and longitudinal stiffeners. The test specimens were subjected to varying axial forces and lateral displace- ments to simulate the effects on beams in a Coupled-Girder Moment-Resisting Framing system under lateral loading. The test results showed that the specim- ens responded in a ductile manner since the plastic rotations exceeded 0.03 rad without significant drop in the lateral capacity. The presence of the longitudin- al stiffener assisted in transferring the axial forces and delayed the formation of web local buckling.1. IntroductionAimed at evaluating the structural performance of reduced-beam section (RBS) connections under alternated axial loading and lateral displacement, four full-scale specimens were tested. These tests were intended to assess the performance of the moment connection design for the Moscone Center Exp- ansion under the Design Basis Earthquake (DBE) and the Maximum Considered Earthquake (MCE). Previous research conducted on RBS moment connections [1,2] showed that connections with RBS profiles can achieve rotations in excess of 0.03 rad. However, doubts have been cast onthe quality of the seismic performance of these connections under combined axial and lateral loading.The Moscone Center Expansion is a three-story, 71,814 m2 (773,000 ft2) structure with steel moment frames as its primary lateral force-resisting system. A three dimensional perspective illustration is shown in Fig. 1. The overall height of the building, at the highest point of the exhibition roof, is approxima- tely 35.36 m (116ft) above ground level. The ceiling height at the exhibition hall is 8.23 m (27 ft) , and the typical floor-to-floor height in the building is 11.43 m (37.5 ft). The building was designed as type I according to the requi- rements of the 1997 Uniform Building Code.The framing system consists of four moment frames in the East–West direct- ion, one on either side of the stair towers, and four frames in the North–South direction, one on either side of the stair and elevator cores in the east end and two at the west end of the structure [4]. Because of the story height, the con- cept of the Coupled-Girder Moment-Resisting Framing System (CGMRFS) was utilized.By coupling the girders, the lateral load-resisting behavior of the moment framing system changes to one where structural overturning moments are resisted partially by an axial compression–tension couple across the girder system, rather than only by the individual flexural action of the girders. As a result, a stiffer lateral load resisting system is achieved. The vertical element that connects the girders is referred to as a coupling link.Coupling links are analogous to and serve the same structural role as link beams in eccentrically braced frames. Coupling links are generally quite short, having a large shear- to-moment ratio.Under earthquake-type loading, the CGMRFS subjects itsgirders to wariab- ble axial forces in addition to their end moments. The axial forces in theFig. 1. Moscone Center Expansion Project in San Francisco, CAgirders result from the accumulated shear in the link.Fig 2. Analytical model of CGMRFNonlinear static pushover analysis was conducted on a typical one-bay model of the CGMRF. Fig. 2 shows the dimensions and the various sections of the model. The link flange plates were 28.5 mm ? 254 mm (1 1/8 in ? 10 in) and the web plate was 9.5 mm ? 476 mm (3 /8 in ? 18 3/4 in). The SAP 2000 computer program was utilized in the pushover analysis [5]. The frame was characterized as fully restrained(FR). FR moment frames are those frames for 1170which no more than 5% of the lateral deflections arise from connection deformation [6]. The 5% value refers only to deflection due to beam–column deformation and not to frame deflections that result from column panel zone deformation [6, 9].The analysis was performed using an expected value of the yield stress and ultimate strength. These values were equal to 372 MPa (54 ksi) and 518 MPa (75 ksi), respectively. The plastic hinges’ load–deformation behavior was approximated by the generalized curve suggested by NEHRP Guidelinesfor the Seismic Rehabilitation of Buildings [6] as shown in.Fi g. 3. △y was calcu- lated based on Eqs. (5.1) and (5.2) from [6], as follows:P–M hinge load–deformation model points C, D and E are based on Table 5.4 from [6] for△y was taken as 0.01 rad per Note 3 in [6], Table 5.8. Shear hinge load- load–deformation model points C, D and E are basedon Table 5.8 [6], Link Beam, Item a. A strain hardening slope between points B and C of 3% of the elastic slope was assumed for both models.The following relationship was used to account for moment–axial load interaction [6]:where MCE is the expected moment strength, ZRBS is the RBS plastic section modulus (in3), is the expected yield strength of the material (ksi), P is the axial force in the girder (kips) and is the expected axial yield force of the RBS, equal to (kips). The ultimate flexural capacities of the beam and the link of the model are shown in Table 1.Fig. 4 shows qualitatively the distribution of the bending moment, shear force, and axial force in the CGMRF under lateral load. The shear and axial force in the beams are less significant to the response of the beams as compared with the bending moment, although they must be considered in design. The qualita- tive distribution of internal forces illustrated in Fig. 5 is fundamentally the same for both elastic and inelastic ranges of behavior. Thespecific values of the internal forces will change as elements of the frame yield and internal for- ces are redistributed. The basic patterns illustrated in Fig. 5, however, remain the same.Inelastic static pushover analysis was carried out by applying monotonically increasing lateral displacements, at the top of both columns, as shown in Fig.6. After the four RBS have yielded simultaneously, a uniform yielding in the web and at the ends of the flanges of the vertical link will form. This is the yield mechanism for the frame , with plastic hinges also forming at the base of the columns if they are fixed. The base shear versus drift angle of the model is shown inFig. 7 . The sequence of inelastic activity in the frame is shown on the figure. An elastic component, a long transition (consequence of the beam plastic hinges being formed simultaneously) and a narrow yield plateau characterize the pushover curve.The plastic rotation capacity, qp, is defined as the total plastic rotation beyond which the connection strength starts to degrade below 80% [7]. This definition is different from that outlined in Section 9 (Appendix S) of the AISC Seismic Provisions [8, 10]. Using Eq. (2) derived by Uang and Fan [7], an estimate of the RBS plastic rotation capacity was found to be 0.037 rad:Fyf was substituted for Ry?Fy [8], where Ry is used to account for the differ- ence between the nominal and the expected yield strengths (Grade 50 steel, Fy=345 MPa and Ry =1.1 are used).3. Experimental programThe experimental set-up for studying the behavior of a connection was based on Fig. 6(a). Using the plastic displacement dp, plastic rotation gp, and plastic story drift angle qp shown in the figure, from geometry, it follows that:And: in which d and g include the elastic components. Approximations as above are used for large inelastic beam deformations. The diagram in Fig. 6(a) suggest that a sub assemblage with displacements controlled in the manner shown in Fig. 6(b) can represent the inelastic behavior of a typical beam in a CGMRF.The test set-up shown in Fig. 8 was constructed to develop the mechanism shown in Fig. 6(a) and (b). The axial actuators we re attached to three 2438 mm ×1219 mm ×1219 mm (8 ft ×4 ft ×4 ft) RC blocks. These blocks were tensioned to the laboratory floor by means of twenty-four 32 mm diameter dywidag rods. This arrangement permitted replacement of the specimen after each test.Therefore, the force applied by the axial actuator, P, can be resolved into two or thogonal components, Paxial and Plateral. Since the inclination angle of the axial actuator does not exceed 3.0 , therefore Paxial is approximately equal to P [4]. However, the lateral component, Plateral, causes an additional moment at the beam-to column joint. If the axial actuators compress the specimen, then the lateral components will be adding to the lateral actuator forces, while if the axial actuators pull the specimen, the Plateral will be anopposing force to the lateral actuators. When the axial actuators undergo axial actuators undergo a lateral displacement _, they cause an additional moment at the beam-to-column joint (P-△ effect). Therefore, the moment at the beam-to column joint is equal to:where H is the lateral forces, L is the arm, P is the axial force and _ is the lateral displacement.Four full-scale experiments of beam column connections were conducted. The member sizes and the results of tensile coupon tests are listed in Table 2 All of the columns and beams were of A572 Grade 50 steel (Fy 344.5 MPa). The actual measured beam flange yield stress value was equal to 372 MPa (54 ksi), while the ultimate strength ranged from 502 MPa (72.8 ksi) to 543 MPa (78.7 ksi).Table 3 shows the values of the plastic moment for each specimen (based on measured tensile coupon data) at the full cross-section and at the reduced section at mid-length of the RBS cutout.The specimens were designated as specimen 1 through specimen 4. Test specimens details are shown in Fig. 9 through Fig. 12. The following features were utilized in the design of thebeam–column connection:The use of RBS in beam flanges. A circular cutout was provided, as illustr- ated in Figs. 11 and 12. For all specimens, 30% of the beam flange width was removed. The cuts were made carefully, and then ground smooth in a direct- tion parallel to the beam flange to minimize notches.Use of a fully welded web connection. The connection between the beam web and the column flange was made with a complete joint penetration groove weld (CJP). All CJP welds were performed according to AWS D1.1 Structural Welding Code Use of two side plates welded with CJP to exterior sides of top and bottom beam flan- ges, from the face of the column flange to the beginning of the RBS, as shown in Figs. 11 and 12. The end of the side plate was smoothed to meet the beginning of the RBS. The side plates were welded with CJP with the column flanges. The side plate was added to increase the flexural capacity at the joint location, while the smooth transition was to reduce the stress raisers, which may initiate fractureTwo longitudinal stiffeners, 95 mm ×35 mm (3 3/4 in ×1 3/8 in), were welded with 12.7 mm (1/2 in) fillet weld at the middle height of the web as shown in Figs. 9 and 10. The stiffeners were welded with CJP to column flanges.Removal of weld tabs at both the top and bottom beam flange groove welds. The weld tabs were removed to eliminate any potential notches introduced by the tabs or by weld discontinuities in the groove weld run out regions.Use of continuity plates with a thickness approximately equal to the beam flange thickness. One-inch thick continuity plates were used for all specimens.While the RBS is the most distinguishing feature of these testspecimens, thelongitudinal stiffener played an important role in delaying the formation of web local buckling and developing reliable connection performance4. Loading historySpecimens were tested by applying cycles of alternated load with tip displacement increments of _y as shown in Table 4. The tip displacement of the beam was imposed by servo-controlled actuators 3 and 4. When the axial force was to be applied, actuators 1 and 2 were activated such that its force simulates the shear force in the link to be transferred to the beam. The variable axial force was increased up to 2800 kN (630 kip) at 0.5_y. After that, this lo- ad was maintained constant through the maximum lateral displacement.maximum lateral displacement. As the specimen was pushed back the axial force remained constant until 0.5 y and then started to decrease to zero as the specimen passed through the neutral position [4]. According to the upper bound for beam axial force as discussed in Section 2 of this paper, it was concluded that P =2800 kN (630 kip) is appropriate to investigate this case in RBS loading. The tests were continued until failure of the specimen, or until limitations of the test set-up were reached.5. Test resultsThe hysteretic response of each specimen is shown in Fig. 13 and Fig. 16. These plots show beam moment versus plastic rotation. The beam moment is measured at the middle of the RBS, and was computed by taking an equiva-lent beam-tip force multiplied by the distance between the centerline of the lateral actuator to the middle of the RBS (1792 mm for specimens 1 and 2, 3972 mm for specimens 3 and 4). The equivalent lateral force accounts for the additional moment dueto P–△ effect. The rotation angle was defined as the lateral displacement of the actuator divided by the length between the centerline of the lateral actuator to the mid length of the RBS. The plastic rotation was computed as follows [4]:where V is the shear force, Ke is the ratio of V/q in the elastic range. Measurements and observations made during the tests indicated that all of the plastic rotation in specimen 1 to specimen 4 was developed within the beam. The connection panel zone and the column remained elastic as intended by design.5.1. Specimens 1 and 2The responses of specimens 1 and 2 are shown in Fig. 13. Initial yielding occurred during cycles 7 and 8 at 1_y with yielding observed in the bottom flange. For all test specimens, initial yielding was observed at this location and attributed to the moment at the base of the specimen [4]. Progressing through the loading history, yielding started to propagate along the RBS bottom flange. During cycle 3.5_y initiation of web buckling was noted adjacent to the yielded bottom flange. Yielding started to propagate along the top flange of the RBS and some minor yielding along the middle stiffener.。
ASME压力容器常用词汇中英文对照
ASME常用词汇Abrasion, allowance for 磨损,裕量Accessibility,pressure vessels 压力容器可达性Access openings 通道孔Allowance for corrosion, erosion, or abrasion 腐蚀裕量侵蚀或/磨损裕量Applied linings, tightness 应用衬里密封性Approval of new materials, 新材料的批准Articles in Section V 第V卷中的各章Article 1, T-150 第1章T150Article 2 第2章Attachments 附件lugs and fitting 支耳和配件lugs for platforms, ladders, etc. 平台,梯子等的支耳nonpressure parts 非受压件nozzles 接管pipe and nozzle necks to vessel walls 在器壁上的管子和接管颈stiffening rings to shell 壳体上的刚性环Backing strip 垫板Bending stress, welded joints 弯曲应力,焊接接头Bend test 弯曲试验Blind flanges 盲板法兰Bolted flange connections 螺栓法兰连接bolt lands 螺栓载荷bolt stress 螺栓应力design of 关于设计flange moments 法兰力矩flange stresses 法兰应力materials 材料studs 双头螺栓tightness of 紧密性types of attachment 附件类型Bolts 螺栓Braced and stayed surfaces 支持和支撑面Brazed connections for nozzles 接管的钎焊连接Brazed joints, efficiency of 钎焊接头,焊缝系数maximum service temperature 最高使用温度strength of 强度Brazing, cleaning of brazed surfaces 钎焊,钎焊的表面清理fabrication by 用……制造filler metal 填充金属fluxes 钎焊剂heads into shells 封头接入壳体operating temperature 操作温度Buttstraps, curvature 对接盖板,曲率forming ends of 成型端thickness and corrosion allowance 厚度和腐蚀裕量welding ends of 焊接端Carbon in material for welding 焊接用材料中的碳Cast ductile iron vessels, design 可锻铸铁容器,设计pressure-temperature limitations 压力-温度界限service restrictions 使用限制Castings 铸件carbon steel 碳钢defects 缺陷impact test 冲击试验inspection 检查quality factor 质量系数specifications 标准Cast iron circular dished heads 铸铁碟形封头Cast iron standard parts, small 铸铁标准部件,小件Cast iron pipe fittings 铸铁管件Cast iron vessels 铸铁容器corners and fillets 圆角和倒角head design 封头设计hydrostatic test 水压试验nozzles and fittings 接管和配件pressure-temperatures limitations 压力-温度界限Certificate of Authorization for Code Symbol Stamp 规范符号标志的认可证书Certification of material 材料证明书Certification of Nondestructive Personnel 无损检验人员证明书Magnetic Particle Examination 磁粉检验Liquid Penetrant Examination液体渗透检验Radiographic Examination 射线超声检验Ultrasonic Examination 超声检验Chip marks on integrally forged vessels 整体锻造容器上的缺口标志Circumferential joints alignment tolerance环向连接,组对公差assembling装配brazing钎焊vessels subjected to external pressure 承受外压的容器Clad material, inserted strips 覆层材料,嵌条examination 检查Clad plate 复合板Cleaning ,of brazed surfaces 钎焊表面清理of welded surfaces 焊接表面Clearance between surfaces to be brazed 钎焊表面间的间隙Combination, of different materials 不同材料组合of methods of fabrication制造方法Computed working pressure from hydrostatic tests 由水试验计算的工作压力Conical heads 锥形封头Conical sections 圆锥截面Connections ,bolted flange (see Bolted flange connections)连接,螺栓法兰(见螺栓法兰连接)brazed 钎焊clamp 卡箍expanded 胀接from vessels to safety valves 由容器至安全阀studded 双头螺栓threaded 螺纹welded 焊接Cooling, after postweld heat treating 冷却,焊后热处理Corrosion allowance 腐蚀裕度Corrosion resistant linings 防腐蚀衬里Corrugated shells 波纹形壳体Corrugating Paper Machinery 波纹板机械Cover plates 盖板on manholes and handholes 在人孔和手孔上的spherically dished 球形封头Cracking, stress corrosion 应力腐蚀裂缝Cutting plates 板材切割Cylindrical shells, supplementary loading 柱状壳体,附加载荷thickness 厚度transition in 过渡段Data report, guide for preparation 准备数据报告的指南Defects in welded vessels, repair 修理焊接容器中的缺陷Definitions 定义Design, brazed vessels 设计钎焊容器carbon and low alloy steel vessels 碳钢及低合金钢容器cast ductile iron vessels 可锻铸铁容器cast iron vessels 铸铁容器clad vessels 覆层容器ferritic steel vessels with properutsenhanced by heat treatment 经热处理后提高抗拉性能的铁素体钢容器forged vessels 锻造容器high-alloy steel vessels 高合金钢容器loadings 载荷multichamber vessels 多受压室容器nonferrous vessels 非铁金属容器welded vessels 焊接容器design pressure 设计压力Diameter exemption 直径的豁免Dimensions, checking of 尺寸,校核Discharge of safety valves 安全阀泄放Dished heads (see formed heads) 碟形封头(见成形封头)Disks, rupture 防爆膜Dissimilar weld metal 不同金属的焊接Distortion, of welded vessels 大变形、焊接容器supports to prevent 用支撑防止Drainage, discharge from safety and relief valves 排放,由安全阀和泄压阀泄放Drop weight tests 落锤试验Eccentricity of shells 壳体的偏心度Edges of plates, metal removal from 由加工板边去除金属tapered 锥度Efficiency, around openings for welded attachments 焊缝系数,环绕焊接附件孔口Elasticity, modulus of 弹性模量Electric resistance welding 电阻焊Ellipsoidal heads 椭圆封头Erosion, allowance for 侵蚀裕量Etching, of sectioned speciments 侵蚀,关于截面试样solutions for examination for materials 检验材料的溶液Evaporators 蒸发器Examination, of sectioned speciments 剖面试样的检验of welded joints 焊接接头的检验Exemptions diameter and volume 直径和容积的豁免Expanded connections 胀接连接External pressure, tube and pipe 外压管External pressure vessels 外压容器allowable working pressure for 许用工作压力charts 算图design of heads for 封头设计joints in shells of 壳体上的接头reinforcement for openings 开孔补强stiffening rings in shells 壳体上的刚性环supports for 支承thickness of shell 壳体厚度reducers 变径段Fabrication, brazed vessels 制造,钎焊容器Ferritic steels vessels with tensile properties enhanced by heat treatment, design经热处理后提高抗拉性能的铁素体钢容器,设计fabrication 制造head design 封头设计heat treatment热处理heat treatment verification tests 热处理验证试验marking 标志materials 材料stamping 标记welded joints 焊接接头Field assembly of vessels 容器的现场安装Filler plugs for trepanned holes 锥孔的管塞Fillet welds 角焊Fired process tubular heaters 直接火管式加热炉Fitting attachments 附件装配Flange connections 法兰连接Flange contact facings 法兰接触面Flanges 法兰bolted design 螺柱法兰设计of formed heads for welding 用于焊接成型封头type of attachment 附件的类型Flat heads and covers, unstayed 无支撑平封头和盖板reinforcement of openings 开孔补强Flat spots on formed heads 成型封头上的平坦部分Flued openings 翻边开孔Forged parts, small 锻造部件,小的Forged vessels 锻造容器heat treatment 热处理localized thin areas 局部薄壁区welding 焊接Forgings 锻件identification of 识别Ultrasonic Examination 超声检验Formmanufacturer’s data report 制造厂数据报告格式partial report 零部件数据报告Formed heads 成型封头flued openings in 封头上翻边开孔insertion of, welded vessels 插入,焊接容器joint efficiency 接头系数knuckle radius 转角半径length of skirt 直边长度on welded vessels 在焊接容器上reinforcement for openings 开孔补强Forming 成型ends of shell plates and buttstraps 壳体板和对接搭板端forged heads 锻造封头shell sections and heads 筒节和封头Furnaces 炉子temperatures for postweld head treatment 焊后热处理温度Furnaces for heat treating 热处理炉temperature control of 炉温控制Galvanized vessels 镀锌容器Gasket materials 垫片材料Girth joints (see circumferential joints) 环缝接头(见环向接头)Handhole and manhole openings 手孔和人孔开孔Head flange (skirt) length 封头翻边(直边)长度Head joints 封头接头brazing 钎焊welded 焊接Head openings 封头开孔entirely in spherical portion 全部在球体部分Head joints 封头接头concave and convex 凹面和凸面flat (see flat heads) 平板(见平封头)forged 锻造的formed (see Formed heads) 成型的(见成形封头)forming 面型thickness, after forming 厚度,成型之后Heads, design, conical 封头,设计,锥形ellipsoidal 椭圆形hemispherical 半球形spherically dished 球状碟形toriconical 带折边的锥形torispherical 带折边的球形torispherical, knuckle radius 带折边的球形,转角半径Heads and shells 封头和壳体external pressure, out-of-roundness 外压,不圆度openings through or near welded joints 通过或靠近焊缝处的开孔roundness tolerance 不圆度公差Heat exchangers 热交换器Heat treatment 热处理by fabricator 由制造厂进行carbon and low-alloy steel vessels 碳钢和低合金钢容器ferritic steel vessels with tensile properties enhanced by heat treatment 经过热处理后提高抗拉性能的铁素体的容器forged vessels 锻造容器furnaces 炉子high-alloy vessels 高合金容器of test specimens 试样的热处理verification tests of 热处理验证试验Hemispherical heads 半球形封头High pressure vessels 高压封头Holes 小孔for screw stays 用于螺丝固定for trepanning plug sections, refilling 用于穿孔螺塞部分,再填充telltale 指示孔unreinforced, in welded joints 不补强,在焊缝上Hubs, on flanges 高颈,在法兰上Hydrostatic proof tests 水压验证试验destructive 破坏性prior pressure application 在升压之前Hydrostatic test 水压试验cast iron vessels 铸铁容器combined with pneumatic 与气压试验混合的enameled vessels 搪玻璃容器external pressure vessels 外压容器galvanized vessels 镀锌容器standard 标准welded vessels 焊接容器Identification 识别of forging 锻件of plates 平板of welds 焊接Identification markers, radiographs 识别标志,射线照相Impact test 冲击试验certification 证明properties 性能specimens 试样temperature 温度Inspection 检查before assembling 组装之前carbon and low-alloy steel 碳钢和低合金钢cast ductile iron vessels 可锻铸铁容器cast iron vessels 铸铁容器clad vessels 覆层容器during fabrication 在制造期间ferritic steel vessels with tensile properties enhanced by heat treatment 经过热处理后提高抗拉性能的铁素体的容器fitting up 组对forged vessels 锻造容器heat treatment, forgings 热处理,锻件high-alloy steel vessels 高合金钢容器magnetic particle 磁粉material 材料nonferrous vessels 非铁金属容器plate 板材postweld heat treatment 焊后热处理pressure vessels, accessibility 压力容器,可达性quality control 质量管理sectioning of welded joints 焊接接头的剖面检验spot examination 抽样检查steel castings 铸钢件surfaces exposed and component parts 暴露的表面和元件部分test specimens 试样vessels 容器vessels exempted from 免检容器welded vessels 焊接容器Inspection openings 检查孔Inspectors 检查师access to plant 在厂内应有的便利control of stamping 打印管理duties 职责facilities 装备qualification 资格reports 报告Installation 安装pressure-relieving devices 泄压装置pressure vessel 压力容器Integral cast iron dished heads 整体铸铁碟形封头integrally finned tubes 整体翅片管Internal structures 内部构件Jacketed vessels 夹套容器Joints 接头brazed 钎焊circumferential (see Circumferential joints) efficiency, brazed 环缝(见环向接头)系数,钎焊welded 焊接electric resistance, butt welding 电阻,对接焊in cladding and applied linings 在覆层及衬里in vessels subjected to external pressure 在承受外压的容器lap (see Lap joints) 搭接(见搭接接头)longitudinal (see Longitudinal joints) 纵向(见纵向接头)tube-to-tubesheet 管子对管板Jurisdictional Review 权限审查Knuckles 过渡圆角radius 半径transition section 变径段Lap joints 搭接接头amount of overlap 搭接量brazed 钎焊longitudinal under external pressure 在外压作用下纵向的welded 焊接Laws Covering Pressure Vessels 涉及压力容器的法规Lethal gases or liquids 致命的气体或液体Ligaments, efficiency of 孔带,系数Limitation on welded vessels 焊接容器的限制Limit of out-of-roundness of shells 壳体不圆度的限制Linings 衬里corrosion resistant 抗腐蚀Liquid penetrant examination 液体渗透检验Loadings 载荷Local postweld heat treatment 局部焊后热处理Longitudinal joints 纵向接头alignment tolerance 对准公差brazing 钎焊vessels subjected to external pressure 承受外压的容器Low-temperature operation 低温操作Low-temperature vessels brazed 低温容器,钎焊for gases and liquids 用于气体和液体impact test requirements 冲击试验要求impact test, when not required 冲击试验,当不要求时marking 标志materials 材料testing of materials 材料试验Lugs for ladders, platforms, and other 梯子,平台及其它附件的支耳Magnetic particle inspection 磁粉检查Manholes, and handholes 人孔,手孔cover plate for 盖板minimum vessel diameter requiring 所需最小容器直径Manufacture, responsibility of 制造者,职责Manufacturer’s Data Report (see Data Report) 制造厂数据报告(见数据报告) Manufacturer’s stamps 制造厂的印记Marking castings 标志,铸件materials 材料plates 板材standard pressure parts 标志受压件valves and fittings 阀门和配件with Code symbol 带有规范符号Markings, transfer after cutting plates 标志,板材切割以后的转移Materials, approval of new 材料,新材料的批准approval of repairs 修补的批准brazed vessels 钎焊容器carbon and low-alloy steel vessels 碳钢和低合金钢容器cast ductile iron 可锻铸铁castings 铸铁cast iron vessels 铸铁容器certification 合格证clad vessels 覆层容器combination of 组合材料ferritic steel vessels with tensile properties enhanced by heat treatment 经热处理后提高抗拉性能的铁素体钢容器forged vessels 锻造容器for nonpressure parts 非受压元件heat treatment of 热处理high-alloy steel vessels 高合金钢容器inspection of 检查nonferrous vessels 非铁金属容器pipe and tube 管子plate 板rods and bars 杆和棒specification for 标准standard pressure, parts 标准受压元件unidentified 未鉴别的use of over thickness listed in SectionⅡ采用超过列于第Ⅱ卷表中的厚度welded vessels 焊接容器Measurement, 测量dimensional 尺寸of out-of-roundness of shells 壳体不圆度Metal temperature determination 金属温度,确定control of 控制Mill undertolerance 钢厂负公差控制Minimum thickness of plate 板材的最小厚度控制Miscellaneous pressure parts 其它受压件控制Multichamber vessels design 多承压室容器,设计Multiple duplicate vessels 多个相同的容器Multiple safety valves 多个安全阀Nameplates 铭牌New materials 新材料Noncircular vessels 非圆形容器ligament efficiency 孔带系数nomenclature 术语obround design 长圆形设计rectangular design 矩形设计reinforcement 补强examples 实例Nonpressure parts, attachment of 非受压元件的连接Notch ductility test 缺口韧性试验Nozzle openings, reinforced 接管开孔,补强的unreinforced 非补强的vessels subjected to external pressure 承受外压得容器Nozzles attachment of to shell 接管,与壳体的连接minimum thickness of neck 缩颈的最小厚度(see also Connections)(也可见连接件)Nuts and washers 螺母和垫圈Offset of edges of plates at joints 在接头处板边的偏差Openings adjacent to welds 开孔,邻近焊缝closure of 封闭for connections to brazed vessels 用于对钎焊容器的连接for drainage 用于排放head (see Openings head and shell) 封头(见开孔,封头和壳体)in flat heads 在平板封头上inspection 检查manhole (see Manholes) 人孔(见人孔)nozzle (see Nozzle opening) 接管(见接管开孔)shell (see Openings, head and shell) 壳体(见开孔,封头和壳体) through welded joints 通过焊接接头Openings, head and shell, computation of 开孔,封头和壳体,计算not requiring additional reinforcement 不需要附加补强reinforced, size 补强,尺寸reinforcement for adjacent openings 邻近开孔的补强reinforcement of 补强requiring additional reinforcement 需要附加补强shapes permissible 许用形式unreinforced, size 不补强的,尺寸Outlets, discharge, pressure relieving devices 排放口,出料,泄压装置Out-of-roundness 不圆度Overpressure limit for vessels 容器的超压极限Partial data report, manufacturer’s 零部件数据报告,制造厂的Parts, miscellaneous 部件,各种各样的Peening 捶击Pipe connections openings for 管子的连接,用于开孔Pipe fittings vessels built of 管子配件,制造的容器Pipe and tubes 各类管子Pipe used for shells 用作壳体的管子piping external to vessel 容器外的管子Plate, curvature 板,曲率measurement, dimensional check 测量,尺寸校核Plate edges cutting 板边,切割exposed left unwelded 留下不予焊接的显露部分inspection of 检查Plates 平板alignment 找准cover 盖板cutting 切割forming 成型heat treatment 热处理identification 标志impact test 冲击试验inspection 检查laying out 划线less than 6 mm thickness 厚度小6mmmarkings transfer after cutting 标志,在切割以后的转移minimum thickness 最小厚度repair of defects 缺陷修理specifications 标准structural carbon steel 结构碳钢Plug welds 塞焊Pneumatic test 气压试验pressure 压力yielding 屈服Porosity welded joints 气孔,焊接接头Porosity charts 气孔图Postheat treatment 后热处理connections for nozzles and attachments 用于接管和附件的连接cooling after 随后的冷却furnace temperature 炉温inspection 检查local 局部requirements 要求temperature range 温度范围welded vessels 焊接容器Preheating 预热Preparation of plates for welding 焊接板材的准备pressure, design 压力,设计limits 极限(see also Working pressure, allowable) (也可见工作压力,许用)Pressure parts miscellaneous 受压件,其它的Pressure relieving devices 泄压装置discharge 排放installation and operation 安装和运转rupture disks 防爆模setting 整定Pressure vessels 压力容器exempted from inspection 免检Produce form of Specification 产品技术条件Proof test hydrostatic (see Hydrostatic proof test) 验证试验,水压(见水压试验) Qualification 评定of brazers 钎焊工of welders 焊工of welding procedure 焊接工艺Quality Control System 质量保证体系Quenching and tempering 淬火及回火Quick-actuating closures 快开盖Radiograph factor 射线照相系数Radiographing 射线照相examination by 检查partial 部分quality factors 质量系数requirements 要求spot examination 抽样检查retests 重新试验thickness, mandatory minimum 规定最小厚度Radiographs, acceptance by inspector 射线照相,由检查员认为合格gamma rays, radium capsule γ射线,装镭的盒子interpretation by standard procedure 由标准程序的说明rounded indications 圆形显示Reaming holes for screw stays 为固定螺钉用的铰孔Reducer sections, rules for 变径段,规程Reinforcement 补强defined limits 规定的范围head and shell openings 封头及壳体开孔large openings 大开孔multiple openings 多个开孔nozzle openings 接管开孔of openings in shells, computation of 壳体上开孔,计算openings subject to rapid pressure fluctuation 经受压力突然波动的开孔Fluctuation 经受压力突然波动的开孔strength 强度Relief devices 泄放装置(see also Pressure relieving devices, Safety and relief Valves)(也可见泄压装置,安全阀和泄压阀)Relieving capacity of safety valves 安全阀排量Repairs, approval of defects in material 修理,材料中缺陷的认可defective Brazing 有缺陷的钎焊defects in forgings 锻件中的缺陷defects in welds 焊缝中的缺陷Responsibility of manufacturer 制造者的职责Retention of Records 记录的保存Radiographs 射线照相Manufacturer’s Data Reports 制造厂的数据报告Retests, frogings 复试,锻件impact specimens 冲击试样joints, welded 接头,焊接Rods, bars, and shapes 杆棒喝型材Rolled parts, small 轧制件,小件Rupture disks 爆破模Safety 安全性safety relief, and pressures relief valves, adjustable blow down, capacity certification 安全泄放和泄压阀,可调节的泄放,排放量证明capacity, conversion 排量,换算connection to vessels 连接至容器construction 结构discharge pipe 排放管indirect operation 间接操作installation 安装installation on vessels in service 容器在役时的安装liquid relief 液体泄放marking 标志minimum requirements 最低要求pressure setting 压力整定spring loaded 受载弹簧springs, adjustment 弹簧,调节stop valves adjacent to 邻近的截止阀test 试验protective devices 防护装置for unfired steam boiler 对非直接火蒸气锅炉Scope 适用范围sectioning, closing holes left by 解剖,解剖孔的封闭etching plugs taken 解剖样的侵蚀examination by 检查Service restriction 使用限制Shapes, special 形状,特殊Shell plates, forming ends of 壳体用材料,封头成型Shells 壳体allowable working pressure 许用工作压力computation of openings in 开孔计算forming 成型made from pipe 由管子制造的stiffening rings 刚性环thickness 厚度Transition section 过渡段Sigma-phase formation σ相的形成Skirts length on heads 直边、封头上的长度support of vessels 裙座,容器支撑Slag inclusion welds 焊缝中的夹渣Special constructions 特殊结构Specification for materials 材料标准Spherical sections of vessels 容器的球形部分Spot examination of welded joints 焊接接头的抽样检查Springs for safety valves 安全阀的弹簧Stamping location of 打印位置multipressure vessels 多重压力容器omission of 省略safety valves 安全阀with Code symbol 带有规范标记Stamps, certificate of authorization 钢印,授权low stress 低压力not to be covered 不应覆盖to be visible on plates 在板上可见Static head, in setting safety valves, effect of on limiting stresses 静压头,在整定安全阀时,影响,对极限应力Stayed surfaces 支撑表面Staying formed heads 成型封头的支撑Stays and staybolts, adjacent to edges of staybolted surface 支撑件及拉撑螺栓,邻近用螺栓拉撑得表面周边处allowable stress 许用应力area supported 支撑面dimensions 尺寸ends 端部location 位置pitch 节距screw, holes for 螺孔upset for threading 为车制螺纹的镦粗welded 焊接的Steam generating vessels, unfired 蒸汽锅炉,非直接火Steel, carbon content 钢,含碳量Stenciling plates for identification 在板材上打印标志Stiffening rings, attachment to shell 刚性环,和壳体的装配for vessels under external pressure 用于外压容器Stiffness, support of large vessels for 刚性,大容器支座Stop valves 截止阀adjacent to safety and relief valves 邻近于安全和泄压阀Strength of brazed joints 钎焊接头的强度Stress corrosion cracking 应力腐蚀裂缝Stress values, attachment weld 应力值,连接焊缝basis for establishing 确定的基础carbon and low-alloy steel 碳钢和低合金钢cast iron 铸铁ferritic steels with tensile properties enhanced by heat treatment 经热处理后提高抗拉性能的铁素体刚high-alloy steel高合金钢nonferrous metals 非铁金属Stud bolt threads 双头螺栓螺纹Studded connections 双头螺纹连接Supplementary design formulas 补充设计公式Supports, design 支座,设计pressure vessels 压力容器temperature free movement under 在温度下活动不受约束types of steel permissible for 容许的钢材类型vessels subjected to external pressure 承受外压的容器Surface Weld Metal Buildup 金属堆焊表面Tables, effective gasket width b 表,有效垫片宽度bgasket materials and contact facings 垫片材料和接触面maximum allowable efficiencies for arc and gas welded joints 电弧焊和气焊接头的最大许用系数minimum number of pipe threads for connections 管螺纹连接的最少螺纹牙数molecular weights of gases and vapors 气体和蒸汽的分子量of stress values, carbon and low-alloy steel 应力值,碳钢和低合金钢cast iron 铸铁cast ductile iron 可锻铸铁ferritic steels with tensile properties enhanced by heat treatment经热处理后提高抗拉性能的铁素体钢high-alloy steel 高合金钢nonferrous metals 非铁金属welded carbon low-alloy pipe and tubes 焊接低合金碳钢管of values factor K系数K值factor M 系数Mfactor 系数postweld heat treatment requirements 焊后热处理要求recommended temperature ranges for heat treatment 推荐的热处理温度范围spherical radius factor K1球半径系数K1Telltale holes 指示孔in opening reinforcement 开孔补强Temperature, definitions 温度,定义design 设计determination 确定free movement of vessel on supports 支座上的容器活动不受约束heat treatment 热处理limitations, of brazed vessels 限制,钎焊容器of cast ductile iron 可锻铸铁of postweld heat treating 焊后热处理metal, control of 金属,控制operating or working, definitions 操作或工作,定义zones of different 不同区域Termination point of a vessel 容器的界限点Test coupons 试样Test gages requirements 试验仪表,要求Test plates heat treatment 试板,热处理impact test 冲击试验production 生产Tests, hydrostatic proof 试验,水压验证pneumatic (see pneumatic test) 气压,见气压试验vessels whose strength cannot be calculated 不能由计算求得强度的容器calculated 不能由计算求得强度的容器Thermal buffers 热缓冲器Thermocouples attachment 热电偶,安装Thickness gages, details 厚度量规,细节Thick shells, cylindrical 厚壳体,圆柱形spherical 球形Thin plates marking 薄板,标志Threaded connection 螺纹连接Threaded inspection openings 螺纹检查孔Threads, stud bolts 螺纹,双头螺栓Tolerances, forged shells and heads 公差,锻造容器及封头Toriconical heads 带折边的锥形封头Torispherical heads 带折边的球形封头Transfering marking on plates 板上标志的移植Transition in cylindrical shells 柱状壳体的过渡Trays and baffles, acting as partial shell stiffeners 塔盘及挡板,作为部分壳体加强圈Tubes and pipe 管子Tube-to-tubesheet joints 管子与管板的连接Ultrasonic examination of welds 焊缝的超声检验UM vessels UM 容器Unfired steam boiler 非直接火蒸汽锅炉Unidentified materials 未识别的材料Valves, connections 阀,连接safety and relief (see safety and relief valves) 安全和泄压装置Valves and fittings, marking 阀及其配件,标志Verification tests, heat treatment 验证试验,热处理V olume exemption 容器的免检Weld deposits, cleaning 焊接熔敷金属,清理peening 捶击Welded joints, category 焊接接头,类别description of types 类型的描述efficiency 焊缝系数impact test, across 冲击试验,横向postweld heat treating 焊后热处理radiographic examination, complete 射线照相检查,整个的rounded indications 圆形显示sectioning, etch test 解剖,侵蚀试验spot examination 抽样检查staggered, longitudinal 错开,轴向taper, plates of unequal thicknesses 锥度,不等厚板types around openings 类型,环绕开孔ultrasonic examination of 超声检验Welded reinforcement of nozzle openings 接管开孔的焊缝补强Welded vessels 焊接容器holes in joints of 接头处的孔inspection 检查limitations on 限制tests of 试验Welders and welding operators 焊工和自动焊工identifying stamps 识别标记records of, by manufacturers 由制造厂所作的记录test of qualification 评定试验Welding 焊接cleaning of welded surfaces 焊件表面清理details, limitations 细节,限制forged vessels 锻造容器materials 材料materials having different coefficients of expansion 膨胀系数不同的材料of attachment around openings 开孔周围的连接plate, fitting up joints 平板,连接处的装配plate edges, matching 板边,匹配preparation of plates 钣材的制备procedure qualification 工艺评定processes 工艺test requirement 试验要求Weld metal, composition 焊缝金属,成分Welds acceptability, when radiographed 焊缝合格,用射线照相时when sectioned 解剖时fillet 填角identification of 识别plug 塞焊reinforcement, butt welds 补强,对接焊repairs of defects in 焊缝中缺陷的修补sharp angles, avoid at weld edges 尖角,避免在焊缝边上structural 结构tack 定位焊types, description 类型,描述ultrasonic examination of 超声检验Working pressure allowable, braced and stayed surfaces 许用工作压力,有拉撑和支撑表面by proof test 验证性试验definition of 定义。
AISC Steel Design Guide Series 1 Column Base Plates
David T. Bicker Vice President, Engineering The Berlin Steel Construction Company, Inc. Berlin, Connecticut
Printed in the United States of America Second Printing: September 1991 Third Printing: October 2003
© 2003 by American Institute of Steel Construction, Inc. All rights reserved. This publication or any part thereof must not be reproduced in any form without permission of the publisher.
© 2003 by American Institute of Steel Construction, Inc. All rights reserved. This publication or any part thereof must not be reproduced in any form without permission of the publisher.
written permission of the publisher. The information presented in this publication has been prepared in accordance with recognized engineering principles and is for general information only. While it is believed to be accurate, this information should not be used or relied upon for any specific application without competent professional examination and verification of its accuracy, suitablility, and applicability by a licensed professional engineer, designer, or architect. The publication of the material contained herein is not intended as a representation or warranty on the part of the American Institute of Steel Construction or of any other person named herein, that this information is suitable for any general or particular use or of freedom from infringement of any patent or patents. Anyone making use of this information assumes all liability arising from such use. Caution must be exercised when relying upon other specifications and codes developed by other bodies and incorporated by reference herein since such material may be modified or amended from time to time subsequent to the printing of this edition. The Institute bears no responsibility for such material other than to refer to it and incorporate it by reference at the time of the initial publication of this edition.
ansys中两种方法给材料添加材料属性
ansys中两种方法给材料添加材料属性1 第一种在划分网格之前指定1.1 main menu/preprocessor/meshing/mesh attributes/default attribs 出现meshing attributes 对话框,在【mat】material number下拉框中选择你需要的材料序号。
单击ok1.2 然后划分网格,则此次划分的网格的材料属性为选择的材料序号的属性。
2 第二种在划分网格之后指定2.1 先划分好网格2.2 点击select/entities/ 第一项选择areas ,第二项选择by num/pick,然后点击ok ,弹出面积选择框,选定面积,点击ok,完成面积选择2.3 点击select/entities,第一项选择elements,第二项选择attached to ,第三项选择areas,表示所要选择的单元为已选定面积中的单元,点击ok,选中面中的所有单元。
2.4 点击plot/replot,将只显示已选定的单元和面积。
2.5 点击main menu/preprocessor/material pros/change mat num,在new material number 文本框中输入你需要的材料序号,在elements No. to modefied 输入all 表示所选定的所有单元对应的材料属性转为此材料属性。
ansys多种材料怎样设置材料属性呀,用什么命令?GUI方式楼上正解,或者Proprecessor->Meshing->Mesh Attributes->Picked Volumes 命令为VATT本人喜欢在划分单元前先选好材料、实常数等再划分,命令流如下:type,1mat,1real,11vmesh,all对于其他不同材料,方式相同:ansys中的等效应力是什么物理含义?它与最大应力s1有什么区别,平常讨论应力分布,应该用等效应力还是最大应力s1呢?1)计算等效应力时是否需要输入等效泊松比呢?好像有效泊松比的默认值是0.5。
【英语】不锈钢专业英文术语词汇大全
【英语】不锈钢专业英文术语词汇大全整理:轧钢之家 | 来源:中国不锈钢市场1. indication 缺陷2. test specimen 试样3. bar 棒材4. stock 原料5. billet 方钢,钢方坯6. bloom 钢坯,钢锭7. section 型材 8. steel ingot 钢锭 9. blank 坯料,半成品10. cast steel 铸钢 11. nodular cast iron 球墨铸铁 12. ductile cast iron 球墨铸铁13. bronze 青铜 14. brass 黄铜 15. copper 合金16. stainless steel不锈钢 17. decarburization 脱碳 18. scale 氧化皮19. anneal 退火 20. process anneal 进行退火 21. quenching 淬火22. normalizing 正火 23. Charpy impact text 夏比冲击试验24. fatigue 疲劳 25. tensile testing 拉伸试验 26. solution 固溶处理 27. aging 时效处理28. Vickers hardness维氏硬度 29. Rockwell hardness 洛氏硬度30. Brinell hardness布氏硬度31. hardness tester硬度计32. descale 除污,除氧化皮等33. ferrite 铁素体34. austenite 奥氏体 35. martensite马氏体36. cementite 渗碳体 37. iron carbide 渗碳体 38. solid solution 固溶体39. sorbite 索氏体 40. bainite 贝氏体 41. pearlite 珠光体42. nodular fine pearlite/ troostite屈氏体43. black oxide coating 发黑44. grain 晶粒 45. chromium 铬 46. cadmium 镉 47. tungsten 钨48. molybdenum 钼 49. manganese 锰 50. vanadium 钒不锈钢专业常用英语术语:Professional words (stainless steel)Weld 焊接Stainless不锈的Steel钢Pipe管Tube管Outside diameter 外径Wallthickness内壁厚度Seamlesspipes无缝管Polish抛光Pickling酸洗Corrosion-resistant防腐蚀Stainless steelround tubes不锈钢圆管Stainless steel square tubes不锈钢方管Rectangletubes矩管Screwy tubes螺纹管Embossed tubes=empaistic tubes压花管FBizarretubes异形管Tolerance公差Flat head平口steel钢Lcrude steel粗钢mildsteel, soft steel 软钢,低碳钢hard steel 硬钢Hcast steel坩埚钢,铸钢stainlesssteel不锈钢Velectric steel电工钢,电炉钢high-speed steel高速钢mouldedsteel铸钢Orefractory steel热强钢,耐热钢alloy steel合金钢Frollingmill轧机,轧钢机heating加热Hpreheating预热dtempering回火temper回火hardening淬水Zannealing退火reduction还原cooling冷却Erolling轧制zdrawing拉拔Rextrusion挤压bwiredrawing拉丝coiledsheet带状薄板bloom初轧方坯Wmetal strip, metalband铁带,钢带billet坯锭,钢坯shavings剃边profiled bar异型钢材shape,section型钢angle iron角钢plate, sheet薄板ferrite铁素体waustenite奥氏体Nmartensite马氏体cementite 渗碳体iron carbide渗碳体solid solution 固溶体sorbite 索氏体bainite 贝氏体forging锻(件)Ycasting 铸(件)Jrolling 轧(件)ndrawing 拉(件)shot blasting喷丸(处理)grit blasting 喷钢砂(处理)sand blasting 喷砂(处理)Acarburizing渗碳Nnitriding 渗氮zcreep 蠕变deflection 挠度elongation 延伸率alloytool steel合金工具钢aluminium alloy铝合金钢bearing alloy轴承合金blistersteel浸碳钢bonderized steel sheet邦德防蚀钢板carbon tool steel碳素工具钢clad sheet被覆板clod work die steel冷锻模用钢emery金钢砂ferrostatic pressure钢铁水静压力forging die steel锻造模用钢galvanizedsteel sheet镀锌铁板hard alloy steel超硬合金钢high speed toolsteel高速度工具钢hot work die steel热锻模用钢low alloy toolsteel特殊工具钢low manganese casting steel低锰铸钢margingsteel马式体高强度热处理钢martrix alloy马特里斯合金meehanite castiron米汉纳铸钢meehanite metal米汉纳铁merchant iron市售钢材molybdenum high speed steel钼系高速钢molybdenum steel钼钢nickelchromium steel镍铬钢prehardened steel顶硬钢silicon steelsheet矽钢板stainless steel不锈钢tin plated steelsheet镀锡铁板tough pitch copper韧铜troostite吐粒散铁tungsten steel钢vinyl tapped steelsheet塑胶覆面钢板Shrunk收缩Stave穿孔金GP-gold plated亮镍BRN-brightnickel黑镍BN(US15A)-black nickel亮铜BB(US3)-bright brass铜拉丝BB(US4)-brassbrushed亮铬BC(US26)-bright chrome金拉丝GB-gold brushed镀镍NP-nickelplated镍拉丝NB(US15)-nickel brushed镀铬CP-chromeplated铬拉丝CB(US26D)-chrome brushed镀铜PB(US3-4)-platingbrass不锈钢拉丝SSB(US32D)-stainless steel brushed 镀锌ZP(US2G)-zincplated枪黑拉丝BNB-black nickel brushed铜抛光BP-brasspolished青古铜AB(US10B)-antique bronze不锈钢抛光SSP(US32)-stainless steel polished红古铜AC(US5)-antique copper不锈钢SS-stainless steel砂金SG-satingold喷漆SPA(USP)-spray painting砂镍SN-satin nickel黑漆BL-blacklacquer暗金(粉金)Dark GP-dark gold platedalloy toolsteel合金工具钢aluminium alloy铝合金钢bearing alloy轴承合金blister steel浸碳钢bonderized steel sheet邦德防蚀钢板carbon toolsteel碳素工具钢clad sheet被覆板clod work die steel冷锻模用钢emery金钢砂ferrostatic pressure钢铁水静压力forging diesteel锻造模用钢galvanized steel sheet镀锌铁板hard alloysteel超硬合金钢high speed tool steel高速度工具钢hot work diesteel热锻模用钢low alloy tool steel特殊工具钢low manganese castingsteel低锰铸钢marging steel马式体高强度热处理钢martrixalloy马特里斯合金meehanite cast iron米汉纳铸钢meehanitemetal米汉纳铁merchant iron市售钢材molybdenum high speedsteel钼系高速钢molybdenum steel钼钢nickel chromiumsteel镍铬钢prehardened steel顶硬钢silicon steelsheet矽钢板tin plated steel sheet镀锡铁板tough pitchcopper韧铜troostite吐粒散铁tungsten steel钢vinyltapped steel sheet塑胶覆面钢板光亮漆BRL-bright lacquerRail And Structural Steel Mill 钢轨及钢梁轧机Rail And-Structural Steel Mill 轨梁轧机Rail Of Self-Hardening Steel 自淬硬钢钢轨Rail Steel 钢轨钢; 轨钢Railing Of Stainless Steel Tubes 不锈钢管栏杆Rapid Steel 高速钢Rapid Steel Tool 高速钢工具Rapid Tool Steel 高速工具钢Raw Steel 原钢; 粗钢Quenched Steel 淬硬钢File Steel Brush 钢丝刷Rectangle Steel 矩形截面钢板; 矩形截面钢板Rectangular Bar Of Steel 长方形钢Red Hard Steel 红硬钢Red Painted Steel Pipe 红油涂面钢管Red-Hard Steel 热硬钢; 高速工具钢Red-Short Steel 热脆钢Flat Steel Heald 钢片综Refined Steel 精炼钢Flat Steel Lawn Rake 草地扁钢耙Regular Smooth Bottom Steel Bench Plane 普通平底钢刨Regular Soft-Center Steel 正心软心钢Reinforcing Steel 钢筋Reinforcing Steel Adjusting Cutter 钢筋调直切断机Reinforcing Steel Area 钢筋截面积; 钢筋截面面积Reinforcing Steel Crooking Machine 钢筋弯曲机Reinforcing Steel Cutter 钢筋切断机Reinforcing Steel Reinforcement 钢筋Relaxation Of Steel 钢筋松弛Rephosphorised Steel 回磷钢Rerolled Steel 半成品钢Rerolling Steel 半成品钢Retractable Steel Joist 伸缩式钢梁; 可缩钢梁Retractable Steel Rule 钢卷尺Reversible Steel 双尖松土锄铲Acid Electric Steel 酸性电炉钢Ribbon Steel 窄带钢Rich Chromium Ball Bearing Steel Wire 高铬轴承钢丝Acid Open Hearth Steel 酸性平炉钢Acid Open-Hearth Steel 酸性马丁炉钢Acid Steel 酸性炉钢Rimmed Steel Sheet 沸腾钢板Rimming Steel 沸腾钢Rising Steel 沸腾钢Rivet Steel 铆钉钢Riveted Steel 铆结钢Riveted Steel Pipe 铆接钢管Rock Drill Steel 凿岩钎钢Rock-Drill Steel 钎子钢Rolled Sheet Steel 辊压钢板Rolled Steel 轧制的钢材; 轧制钢; 钢材Rolled Steel Beam 辊压钢梁Rolled Steel Channel 轧制的槽钢Rolled Steel For General Structure 一般结构用轧制钢材Rolled Steel For Welded Structure 焊接结构用轧制钢材Rolled Steel Products 钢材Rolled Steel Wire 盘条Roller Bearing Steel 滚柱轴承钢Roller Blind Of Steel 钢制滑轮百叶窗Rotating Stainless Steel Cage (浸出用) 回转不锈钢笼Round Steel 圆钢Round Steel Bar 圆钢筋Round Steel Fork 圆钢叉子Round Steel Wire 圆钢丝Round-Edged Steel Flat 圆边扁钢Reacting Steel 再结晶钢Razor Steel 剃刀钢; 刀片钢Rubber Lined Steel Sheel 衬橡胶钢制壳体Run Of Steel 钻杆长度Rust-Proof Steel 不锈钢Rust-Resisting Steel 不锈钢Rustless Steel 不锈钢Sandwich Steel 夹心钢Saturated Steel 共析钢Schedule Of Structural Steel 钢材一览表Scorched Steel 粗晶钢; 柱状晶钢Scrap Steel 废钢Screw-Thread Steel 螺纹钢筋Screwed Steel Conduit 螺头钢导管; 带螺纹的钢导线管Seamless Steel Pipe 无缝钢管Seamless Steel Tube 无缝钢管; 无缝套筒Seamless Steel Tube For Drilling 钻探用无缝钢管Seamless Steel Tubing 无缝套筒Second Steel Sheet 精整薄钢板Section Steel Rolling Mill 分类轧钢机Sectionalized Steel Form 组合式金属模板Selenium Stainless Steel 硒不锈钢Selenium Steel 加硒钢Self Hardening Steel 气硬钢Self-Climbing Steel-Form 自升式钢模Self-Hardening Steel 自硬钢; 自淬硬钢; 气冷硬化钢; 空冷淬硬钢; 空气硬化钢Semi-Circular Sheet Steel Flume 半圆形钢板渡槽Semi-Deoxidized Steel 半脱氧钢Semi-Finished Steel 半制钢Semi-Hard Steel 半硬钢Semi-Stainless Steel 半不锈钢Semi-Steel 钢性铸铁; 高级铸铁Semi-Steel Casting 半钢性铸铁件Semikilled Steel 半镇静钢Semirimming Steel 半镇静钢Semisoft Steel 半软钢Shallow-Hardening Steel 低淬透性钢Sharpened Steel 锐钢钎Shear Steel 刀剪钢; 高速切削钢Shear-Steel 刃钢; 剪钢; 剪切钢Sheet Steel 薄钢板; 钢皮; 钢片; 钢片Sheet Steel Enamel 钢片搪瓷Sheet Steel Flume 钢板渡槽Sheet Steel Form 钢模板Sheet Steel Mill 薄钢板厂Sheet Steel Pipe 薄钢管Sheet Steel Rolling Mill 薄钢板压延机Sheet Steel Straightening Unit 薄钢板矫平机Ship S Steel Side Scuttle 钢质舷窗Ship S Steel Weather Tight Door 船用钢质风雨密门Shock Absorber Link Rod Pin Steel Bushing 减震器拉杆销钢套Si-Steel 硅钢Si-Steel Strip 硅钢带Sichromal Steel 铝铬硅合金钢; 铬铝硅合金钢Side-Blown Basic Bessemer Steel 侧吹碱性转炉钢Siemens Steel 西门子平炉钢Siemens-Martin Steel 平炉钢Silco-Manganese Steel 硅锰钢Silichrome Steel 硅铬钢Silicium Steel 硅钢Silico-Mangan Steel 硅锰钢Silicon Chrome-Steel 硅铬钢Silicon Steel 硅钢Silicon-Chromium Steel 硅铬钢Silicon-Steel Plate 硅钢片Silicon-Steel Sheet 硅钢片Silver Ply Steel 不锈覆盖钢Silver Steel 银亮钢; 银器钢Silver Steel Wire 银亮钢丝Simple Steel 碳钢; 普通钢Single Steel Intrauterine Device 金属单环Single Steel Roller Cotton Stripper 单钢辊式摘棉铃机Single-Skin Steel Dam 单层钢面板坝Single-Slag Steel 单渣钢Sintered Stainless-Steel 烧结不锈钢Sintered Steel 烧结钢Sintered-Carbon Steel 烧结碳钢Skelp Steel 焊接管坯钢Skhl Steel 镍铬铜低合金钢Ski With Steel Ski Pole 带钢撑棍的滑雪板Skillet Cast Steel 坩埚铸钢Sleeper Steel Mould 轨枕钢模Sliding Head Steel Bar Clamp 木工夹Sliding Shears For Steel Band 钢带滑动剪刀Small Self-Contained Iron And Steel Complex 配套的小型钢铁联合企业Small Steel Shape 小型钢材Smooth Steel Pipe 光面钢管Soft Center Steel 软心钢Soft Medium Carbon Steel 软中碳钢Soft Medium Structural Steel 软中碳结构钢Soft Steel 软钢; 低碳钢Soft Steel Water-Jacket 软钢水套Soft Surface Steel Hammer 软面钢锤Soft-Center Steel 夹心钢Soft-Center Steel Mo(U)Ldboard 软心钢犁壁Solid Steel 镇静钢; 脱氧钢Solid-Drawn Steel Pipe 无缝钢管Space Frame Of Tubular Steel Sections 钢管空间构架Special Alloy Steel 非凡合金钢; 特种合金钢Special Cross-Section Steel Wire 非凡断面的钢丝Special Rolled-Steel Bar 异形钢Special Soft Steel 特软钢Special Steel 非凡钢; 特种钢Special Steel For Making Instruments 非凡仪表用钢Special Steel Plate 特种钢板Special Structural Steel 特种结构钢Special Tool Steel 非凡工具钢; 特种工具钢Special Treatment Steel 非凡处理钢Spent Steel Pickle Liquor 钢酸洗废液Spheroidized Steel 球化处理钢Spiral Steel Pipe 螺旋钢管Spiral Welded Steel Pipe 螺旋焊接钢管Spiral Welding Steel Pipe 螺焊钢管Spotty Steel 白点钢Spring Steel 弹簧钢Spring Steel Band 弹簧钢带Spring Steel Wire 弹簧钢丝Spring-Steel Floor Member 弹性钢底梁Spring-Steel Holder 弹簧持钎器Spring-Steel Roof Member 弹性钢顶梁Spring-Steel Shutter 弹簧钢活门Square Spring Steel 方弹簧钢Square Steel 方钢Square Steel Bar 方钢筋; 方钢条Stabilized Steel (Sheet) 稳定化钢板Stabilized Steel (经过加铝稳氮处理的低碳沸腾钢) 稳定化钢Stabilized Steel Sheet 稳定处理钢板Stainless Acid Resistant Steel 不锈耐酸钢Stainless Acid-Resisting Steel Wire 不锈耐酸钢丝Stainless Clad Steel 不锈复合钢Stainless Compound Steel Plate 不锈复合钢板Stainless Sheet Steel 不锈钢薄板Stainless Steel 不锈钢Stainless Steel Alcohol Stove 不锈钢酒精炉Stainless Steel Alloy 不锈钢; 不锈钢合金Stainless Steel Angle Rule 不锈钢拐尺Stainless Steel Ball 不锈钢球Stainless Steel Ball Valve 不锈钢球阀Stainless Steel Band 不锈钢带Stainless Steel Basin And Plate 不锈钢盘碟Stainless Steel Blank 不锈钢种板Stainless Steel Buckle 不锈钢扣Stainless Steel Burden Drum 不锈钢配料桶Stainless Steel Case 不锈钢壳Stainless Steel Clasp 不锈钢丝卡环Stainless Steel Cleaner 不锈钢清洗剂Stainless Steel Cloth 不锈钢丝网Stainless Steel Condenser 不锈钢冷凝器Stainless Steel Condiment Pot 不锈钢调料罐Stainless Steel Corrosion-Resistant Needle Valve 不锈钢防腐针型阀Stainless Steel Crucible 不锈钢坩埚Stainless Steel Disc 不锈钢盘Stainless Steel Disc For Casting 铸造用不锈钢块Stainless Steel Electrode 不锈钢焊条Stainless Steel Enamel 不锈钢搪瓷Stainless Steel Fertillizer Belt 不锈钢撒肥带Stainless Steel Fibre 不锈钢纤维Stainless Steel Filter 不锈钢过滤器Stainless Steel Flag Hinge 不锈钢旗铰链Stainless Steel Flexible Hose 不锈钢软管Stainless Steel Grating 不锈钢滤栅Stainless Steel Heavy Duty Vernier Calipers 不锈钢重型游标卡尺Stainless Steel Helices 不锈钢填料Stainless Steel Honeycomb Core 不锈钢蜂窝芯子Stainless Steel Honeycomb Panel 不锈钢蜂窝板Stainless Steel Inside Calipers 不锈钢内卡钳Stainless Steel Kettle 不锈钢锅Stainless Steel Kitchenware 不锈钢厨具Stainless Steel Mineral Spring Pump 不锈钢矿泉水泵Stainless Steel Mother Blank 不锈钢母板Stainless Steel Net-Cover Of Axial Fan 不锈钢轴流风机网罩Stainless Steel Nylon Hinge 不锈钢尼龙铰链Stainless Steel Nylon Ring Square Hinge 不锈钢尼龙垫圈方铰链Stainless Steel Outside Calipers 不锈钢外卡钳Stainless Steel Palatal Bar Wire 不锈钢腭杆丝Stainless Steel Paper Holder 不锈钢纸托Stainless Steel Powder 不锈钢粉Stainless Steel Products 不锈钢制品Stainless Steel Pump 不锈钢泵Stainless Steel Retainer Ring 不锈钢卡环Stainless Steel Retort 不锈钢蒸馏罐Stainless Steel Rule 不锈钢直尺Stainless Steel Ruler 不锈钢板尺Stainless Steel Screen 不锈钢屏; 不锈钢丝网Stainless Steel Seamless Thin-Wall Tube 不锈钢薄壁无缝管Stainless Steel Square 不锈钢直角尺Stainless Steel Square Hinge 不锈钢方铰Stainless Steel Submersible Pump 不锈钢潜水泵Stainless Steel Tank Electric Water Heater 不锈钢储水内胆电热水器Stainless Steel Telescopic Joint 不锈钢伸缩节Stainless Steel Try Square 不锈钢矩尺Stainless Steel Tube 不锈钢管Stainless Steel Vacuum Pugmill 不锈钢真空炼泥机Stainless Steel Valve 不锈钢阀Stainless Steel Ware 不锈钢器皿Stainless Steel Watch 不锈钢表Stainless Steel Watch Band 不锈钢表带Stainless Steel Watch Case 不锈钢表壳Stainless Steel Watch Case Blank 不锈钢表壳粗坯Stainless Steel Welding Electrode 不锈钢电焊条Stainless Steel Wire 不锈钢丝Stainless Steel Wire Cloth 不锈钢丝布Stainless Steel Wire Contraceptive Ring 不锈钢丝节育环Stainless Steel Wire Ligation 不锈钢丝结扎Stainless Steel Wire Mesh 不锈钢金属网Stainless Steel Wire Sieve 不锈钢丝筛网Stainless Steel Wire Suture 不锈钢丝缝合线Stainless Steel Wire Wrapped Screen 不锈钢钢丝绕制筛管Stainless Steel Wrap Wire 不锈钢绕丝Stainless-Clad Steel 不锈包层钢; 不锈钢钢包层金属Stamping Steel Ribbon 密封条Standard Steel 标准钢Standard Steel Construction 标准钢结构Standard Steel Ingot Mould 标准钢锭模Standard Steel Section 标准型钢Standard Steel Window Section 标准钢窗断面Redshort Steel 热脆钢Stanniol Steel Bimetal Sheet 高锡钢双金属板Stationary Steel Bushing 固定钢套Steel Accommodation Ladder 钢质舷梯Steel Adhesive 钢铁粘合胶Steel Alloy 钢合金; 合金钢Steel Aluminium Trolley Wire 钢铝电车线Steel Analyzer 钢含量分析仪Steel Anchor 钢锚件Steel And Aluminium Trolley Wire 钢铝电车线Steel And Iron Slag Cement 钢渣水泥Steel Angle 角钢Steel Anvil 钢砧Steel Arch 钢拱支架Steel Arch-Gate 弧形钢闸门Steel Area 钢筋截面面积; 钢筋面积Steel Armoured 铠装; 铠装的; 包钢Steel Back Brake Shoe 钢背闸瓦Steel Backing 钢背Steel Backing Plate 钢背板Steel Baling Strap 打包铁皮Steel Ball 钢球; 钢种Steel Ball Coal Mill 钢球磨煤机Steel Ball Indent 钢球痕Steel Ball Lapping Machine 钢球研磨机Steel Ball Polishing Machine 钢球抛光机Steel Ball-Type Valve 钢珠活门Steel Band 钢带; 钢箍带Steel Band Butt Welder 钢带对焊机Steel Band Knitting Machine 钢带提花圆型针织机Steel Band Tape 钢卷尺Steel Bar 钢棒; 钢材; 钢筋; 条钢Steel Bar Bender 钢筋弯曲机Steel Bar Shearing Machine 钢筋切断机Steel Bar Straightening And Shearing Machine 钢筋拉直切断机Steel Baseplate 钢座板Steel Beaker 钢制烧杯Steel Beam 钢梁Steel Beam For Crane 吊车钢轨Steel Beam Trammel 钢杆规Steel Bed 钢床Steel Belt 钢带; 传动钢带Steel Belt Conveyor 钢丝绳芯胶带输送机Steel Belt Lacing 钢带接头Steel Belted Piston 钢带轻合金活塞Steel Bender 钢筋弯具Steel Bending Yard 钢筋工场Steel Bloom 大钢坯Steel Blue 钢青色Steel Body 钢质车身Steel Bomb 钢弹; 钢制反应釜Steel Bond 铁粉结合剂Steel Bond Hard Alloy 钢结硬质合金Steel Bonded Carbide 钢结硬质合金Steel Bonded Carbide Tool 钢结硬质合金工具Steel Bottom Plate 钢底盘Steel Bottom Rim 钢底箍Steel Bowl 钢杯; 钢辊筒Steel Box Pile 盒形钢桩Steel Bracket 钢支架Steel Bronze 钢青铜; 钢性青铜Steel Brush 钢刷; 钢丝刷Steel Bulkhead 钢板驳岸Steel Bulkhead (钢管的) 钢闷头Steel Bur 钢牙钻Steel Burnisher 钢磨光器Steel Bushing 钢套Steel Button 钢钮Steel Cable 钢缆; 钢丝绳; 钢丝索; 钢索Steel Cable Baffle Ring 钢丝挡圈Steel Cable Clamp 钢丝绳绳夹Steel Cable Conveyor Belt 钢缆输送带Steel Cable Hoist 钢丝绳式电动葫芦Steel Cable Terminal 钢丝绳接头Steel Cable Yarn 钢丝绳芯纱Steel Cage 钢罩Steel Caisson 钢沉箱Steel Caisson Breakwater 钢沉箱防波堤Steel Calender 钢丝压延机Steel Can 钢罐Steel Cap 钢顶梁Steel Cap And Plastic Barrel 钢套塑杆Steel Capacity 炼钢生产能力Steel Capsule 钢包套Steel Casement 钢窗; 钢窗框Steel Casement Door 钢门Steel Casement Window 钢窗Steel Casting 钢铸件; 铸钢件Steel Cell 钢壳电解槽Steel Cellular Bulkhead 钢板格型岸壁Steel Channel Beam 槽钢梁Steel Channel Column 槽钢柱Steel Chips 钢切屑Steel Chisel 钢扁凿; 钢钎Steel Clad 包钢的Steel Clip 钢夹Steel Coach Screw 钢制方头木螺钉Steel Cofferdam 钢围堰Steel Collar 钎肩Steel Collector Bar 钢导电棒Steel Column 钢柱Steel Complex 钢铁联合企业Steel Composing Stick 钢手托Steel Composite Construction 劲性钢筋混凝土结构Steel Concrete 钢筋混凝土Steel Concrete Composite Girder 钢筋混凝土合成梁Steel Concrete Sleeper 钢筋混凝土轨枕Steel Conditioning 钢表面修整; 钢的表面修整Steel Conduit 布线钢管Steel Cone Concrete Column 钢心混凝土柱Steel Construction 钢结构Steel Conveyor Belt 钢质运输带Steel Cooling Coil 钢制冷却蛇管Steel Cord Conveyor Belt 钢丝绳输送带Steel Cord For Tyre 轮胎细钢丝绳Steel Cord Tyre 钢丝织轮胎Steel Core 钢芯; 钢心Steel Cotter Pin 钢扁销Steel Crucible 钢坩埚Steel Cup 钢杯Steel Current Conducting Plate 导电钢板Steel Cuttings 钢屑Steel Cylinder 钢筒Steel Cylinder (装氧气等气体的瓶) 钢瓶Steel Cylindrical Column 钢管柱Steel Dam 钢坝Steel Deck 钢板层Steel Deck Girder Dam 钢面板梁式坝Steel Diaphragm 钢隔板; 钢膜片Steel Diaphragm (坝内的) 钢心墙Steel Die 钢模Steel Disc 钢片Steel Distributor 钢传墨辊Steel Dog 钢索钩Steel Door 钢门Steel Door Frame 钢门框Steel Double Bolt Pipe Clamp 钢制双螺栓管卡Steel Dowel 插筋Steel Drag 钢板路刮Steel Drift 钢冲Steel Drop 钢粒Steel Drum 钢桶; 铁桶Steel Dryer 钢制晾衣架Steel Electrode 钢焊条Steel Electrode For Low Temperature Service 低温钢焊条Steel Emery 钢砂Steel Engraver 钢版雕刻机Steel Engraving 钢凹板; 钢雕Steel Eraser 刮墨水字迹刮刀Steel Erector 钢架装置机; 钢结构安装工Steel Fabric Reinforcement 网状钢筋Steel Facing 钢板护面; 钢棉面板; 钢面板; 表面钢化Steel Feed 钢坯Steel Fiber Reinforced Concrete 钢纤维混凝土Steel Fibre 钢纤维Steel File 钢锉Steel File Cabinet 钢制卷宗柜Steel Film Selection 钢带式选针Steel Filter 钢板过滤器Steel Finger 钢梭子Steel Fitting For Windowdoor 钢门窗配件Steel Fixer 钢筋定位器Steel Flat 扁钢Steel Foil 钢箔Steel Folding Door 钢折页门Steel Folding Rule 钢皮折尺; 钢折尺Steel For Special Purposes 非凡用钢Steel Forging 锻钢Steel Forgings 钢锻品Steel Fork 钢叉Steel Fork Head 钢叉头Steel Fork With Handle 带把钢叉Steel Form 钢模板Steel Foundry (Shop) 铸钢车间Steel Frame 钢架; 钢框格Steel Frame Dam 钢架坝Steel Frame Mill Building 钢架厂房Steel Frame Mill Plant 钢架厂房Steel Frame Structure 钢框格Steel Framed Building 钢框架房屋Steel Framed Reinforced Concrete Column 钢骨钢筋混凝土柱Steel Framework 钢构架Steel Framing 钢框格Steel Framing Plan 钢框架平面图Steel Furniture 钢家具Steel Girder 钢梁Steel Grade 钢的等级; 钢的等级牌号; 钢号; 钢种Steel Grade And Type 钢号及钢种Steel Grade Character 钢级代号Steel Grader 钢材分选装置Steel Grating Floor 钢箅子地板Steel Gray 青灰色; 铁青毛Steel Grey 钢灰色Steel Grid 钢筋网格; 格砖炉篦Steel Grid Floor 钢格楼板Steel Grillage Foundation 钢格排基础Steel Grille 钢窗栅Steel Grit 钢丸Steel Guy Wire 钢拉线Steel Hammer 钢锤Steel Hanger 钢吊架Steel Hardening Oil 钢材淬火油Steel Heald 钢片综Steel Helmet 钢盔Steel Hoop 钢箍Steel Hose 钢制软管Steel I-Beam 工字钢梁Steel I-Column 工字钢柱Steel Impression Mark 钢印标记Steel Industry 钢铁工业Steel Ingot 钢锭Steel Ingot Scale 钢锭秤Steel Ink 钢材划线用墨Steel Insert For Valve Seat 钢阀座圈Steel Jack 矿用螺旋立柱; 闪锌矿Steel Jacket 钢套; 钢质导管架Steel Jacket Platform (近海建筑物用) 钢套管架平台Steel Joist 钢龙骨Steel Key 钢键Steel Knife-Edge 钢质刀口Steel L-Plate 铁三角Steel Ladder 钢梯Steel Ladle 钢水包Steel Lagging 钢挡板; 钢套Steel Lathing 钢丝网; 抹灰用钢丝网Steel Lattice Structure 钢格构结构Steel Lattice Truss 钢格构桁架Steel Latticework 钢格构Steel Letters 钢字Steel Line Drawer 钢线拉线机Steel Linear 钢覆面Steel Lined 衬钢的Steel Liner 钢衬Steel Lining 钢板衬砌; 钢衬; 钢内衬; 金属支护Steel Link Chain 钢链条Steel Link Conveyer 钢制链板式输送机Steel Link Harrow 链耙Steel Lintel 钢过梁Steel Loop 钢环Steel Magnet 磁钢Steel Manufacture 钢铁工业Steel Mark 钢标号; 钢的标号Steel Marking System 钢的标号制Steel Mast 钢桅杆Steel Measuring Tape 钢卷尺; 钢卷尺Steel Member 钢构件Steel Membrane 钢膜Steel Mesh 钢丝网; 钢网Steel Mesh Reinforcement 网状钢筋Steel Mesh Silo 钢丝网制青贮筒Steel Metallurgy 钢冶炼学Steel Mill 钢铁厂; 轧钢厂Steel Mirror 钢镜。
FM 对自动喷淋系统要求
Байду номын сангаасClass Number 1630
November 2013
©2013 FM Approvals LLC. All rights reserved
Foreword
The FM Approvals certification mark is intended to verify that the products and services described will meet FM Approvals’ stated conditions of performance, safety and quality useful to the ends of property conservation. The purpose of Approval Standards is to present the criteria for FM Approval of various types of products and services, as guidance for FM Approvals personnel, manufacturers, users and authorities having jurisdiction. Products submitted for certification by FM Approvals shall demonstrate that they meet the intent of the Approval Standard, and that quality control in manufacturing shall ensure a consistently uniform and reliable product. Approval Standards strive to be performance-oriented. They are intended to facilitate technological development. For examining equipment, materials and services, Approval Standards: • • must be useful to the ends of property conservation by preventing, limiting or not causing damage under the conditions stated by the Approval listing; and must be readily identifiable.
ASME_SB-359-2007_带内鳍的铜和铜合金无缝冷凝器和热交换器管子

2007SECTION II,PART B SB-359 SPECIFICATION FOR COPPER AND COPPER-ALLOY SEAMLESS CONDENSER AND HEAT EXCHANGERTUBES WITH INTEGRAL FINSSB-359(Identical with ASTM Specification B359-95for the alloys covered except for editorial differences.Certification has been made mandatory.)1.Scope1.1This specification describes seamless copper and copper alloy tubing on which the external or internal sur-face,or both,has been modified by a cold-forming processto produce an integral enhanced surface for improved heat transfer.The tubes are used in surface condensers,evapora-tors,and heat exchangers and are normally made from the following copper or copper alloys:Copper orCopperAlloyUNS No.Type of MetalC12200DHP phosphorized,high residual phosphorusC44300Admiralty Metal Types B,C44400C,andC44500DC7060090-10Copper-NickelC7100080-20Copper-Nickel Type AC7150070-30Copper-NickelNOTE1—Refer to Practice E527for explanation of Unified Numbering System(UNS).1.2The following safety hazard caveat pertains onlyto the test methods described in this specification.1.2.1This standard does not purport to address allof the safety concerns,if any,associated with its use.It is the responsibility of the user of this standard to establish appropriate safety and health practices and determine the applicability of regulatory limitations prior to use.NOTE2—A complete metric companion,B359M,has been developed; therefore,no metric equivalents are presented.2.Referenced Documents2.1ASTM Standards:B153Test Method for Expansion(Pin Test)of Copper and Copper-Alloy Pipe and Tubing481B154Test Method for Mercurous Nitrate Test for Copper and Copper AlloysB170Specification for Oxygen-Free Electrolytic Cop-per—Refinery ShapesB359M Specification for Copper and Copper-Alloy Seam-less Condenser and Heat Exchanger Tubes with Integral Fins[Metric]E3Methods of Preparation of Metallographic Specimens E8Test Methods for Tension Testing of Metallic Materials E29Practice for Using Significant Digits in Test Data to Determine Conformance With SpecificationsE53Methods for Chemical Analysis of CopperE62Test Methods for Chemical Analysis of Copper and Copper Alloys(Photometric Methods)E112Test Methods for Determining Average Grain Size E118Test Methods for Chemical Analysis of Copper-Chromium AlloysE243Practice for Electromagnetic(Eddy-Current)Exami-nation of Copper and Copper-Alloy TubesE255Practice for Sampling Copper and Copper Alloys for Determination of Chemical CompositionE478Test Methods for Chemical Analysis of Copper AlloysE527Practice for Numbering Metals and Alloys(UNS)3.Terminology3.1Definitions:3.1.1flattening—this term shall be interpreted as that condition which allows a micrometer caliper,set at three times the wall thickness,to pass over the tube freely throughout theflattened part,except at the points where the change in element offlattening takes place.3.1.2lengths—straight pieces of the product.--````,,`````,`,`,,,```,,,`,,`-`-`,,`,,`,`,,`---SB-3592007SECTION II,PART B3.1.2.1lengths,specific—straight lengths that are uniform in length,as specified,and subject to established length tolerances.3.1.3tube,seamless—a tube produced with a contin-uous periphery in all stages of operation.3.1.3.1tube,condenser—See tube,heat exchanger.3.1.3.2tube,heat exchanger—a tube manufac-tured to special requirements as to dimensional tolerances,finish,and temper for use in condensers and other heat exchangers.3.1.3.3tube,heat exchangers with integral enhanced surface—a tube having an external or internal surface,or both,modified by a cold forming operation,to produce an enhanced surface for improved heat transfer. The enhancement may take the form of longitudinal or helicalfins or ridges,or both,as well as modifications thereto.3.1.4unaided eye—corrective spectacles necessaryto obtain normal vision may be used.4.Ordering Information4.1Purchase for tubes described in this specification should include the following,as required,to describe the tubes adequately.4.1.1ASME designation and year of issue,4.1.2Alloy,4.1.3Temper,4.1.4Dimensions:diameter,wall thickness,length and location of unenhanced surfaces,and total tube length. Configuration of enhanced surfaces shall be as agreed upon between the manufacturer and the purchaser(Refer to Figs. 1,2,and3),4.1.5Whether the product is to be subsequently welded,4.1.6Quantity,4.1.7Certification,which is mandatory,4.1.8Mill test report,when required,4.1.9When heat identification or traceability is required.5.General Requirements5.1Tubes covered by this specification shall normallybe furnished with unenhanced ends,but may be furnished with enhanced ends or stripped ends from which the outside diameter enhancement has been removed by machining.482FIG.1OUTSIDE DIAMETER ENHANCED TUBENOMENCLATURENote—The outside diameter over the enhanced section will not normally exceed the outside diameter of theunenhanced section.dd od rd ix px ft t=======outside diameter ofunenhanced sectionoutside diameter of theenhanced sectionroot diameter of the enhancedsectioninside diameter of the enhancedsectionwall thickness of theunenhanced sectionwall thickness of theenhanced sectiontransition taper5.1.1The enhanced sections of the tube in the as-fabricated temper are in the cold-worked condition pro-duced by the enhancing operation.The unenhanced sec-tions of the tube shall be in the annealed or light drawn temper,and shall be suitable for rolling-in operations.6.Materials and Manufacture6.1The material shall be of such quality and purity that thefinished products shall conform to the requirements prescribed in this specification and shall be cold-worked to the specified size.To comply with this specification,the enhanced and unenhanced material must be homogeneous.6.2Due to the discontinuous nature of the processing of castings into wrought products,it is not practical to identify specific casting analysis with a specific quantity offinished material.6.3When heat identification is required,the purchaser shall specify the details desired in the purchase order or contract.7.Chemical Composition7.1The tubes shall conform to the chemical require-ments specified in Table1.2007SECTION II,PART B SB-359 FIG.2OUTSIDE DIAMETER AND INSIDE DIAMETER ENHANCED TUBE NOMENCLATUREd d o d r d i x p x f t t =======outside diameter ofunenhanced sectionoutside diameter over theenhanced sectionroot diameter of the enhancedsectioninside diameter of the enhanced sectionwall thickness of theunenhanced sectionwall thickness of theenhanced sectiontransition taperFIG.3INSIDE DIAMETER ENHANCED TUBE NOMENCLATURETABLE1CHEMICAL REQUIREMENTSCopper Composition,%orCopper Nickel,Other Alloy incl Lead,Man-Named UNS No.Copper A Tin Aluminum Cobalt Max.Iron Zinc ganese Arsenic Antimony Phosphorus Chromium Elements C1220099.9min............................0.015–0.040......C4430070.0–73.00.9–1.2......0.070.06max.Remainder...0.02–0.06............C4440070.0–73.00.9–1.2......0.070.06max.Remainder......0.02–0.10.........C4450070.0–73.00.9–1.2......0.070.06max.Remainder.........0.02–0.10......C70600Remainder......9.0–11.00.05 1.0–1.8 1.0max.B 1.0max.......B...B C71000Remainder......19.0–23.00.050.50–1.0 1.0max.B 1.0max.......B...B C71500Remainder......29.0–33.00.050.40–1.0 1.0max.B 1.0max.......B...BA Copper(including silver).B When the product is for subsequent welding applications,and so specified in the contract or purchase order,zinc shall be0.50%max.,lead0.02%,phosphorus0.02%max.,sulfur and carbon0.05%max.483--````,,`````,`,`,,,```,,,`,,`-`-`,,`,,`,`,,`---SB-3592007SECTION II,PART BTABLE2TENSILE REQUIREMENTSTensile YieldTemper Designation Strength,Strength,BMin.Min.Copper or Copper Alloy UNS No.Standard Former ksi A ksi AC12200O61Annealed309CC12200H55Light-drawn3630C44300,C44400,C44500O61Annealed4515C70600O61Annealed4015C71000O61Annealed4516C71500O61Annealed5218A ksi p1000psi.B At0.5%extension under load.C Light straightening operation is permitted.7.2These specification limits do not preclude the pres-ence of other elements.Limits for unnamed elements maybe established by agreement between manufacturer or sup-plier and purchaser.7.2.1For alloys in which copper is specified as the remainder,copper may be taken as the difference between the sum of the results for all specified elements and100%for the particular alloy.7.2.1.1When analyzed,copper plus the sum of results for specified elements shall be as shown in the following table.Copper Plus Named Copper Alloy UNS No.Elements,%minC7060099.5C7100099.5C7150099.57.2.2For alloys in which zinc is specified as the remainder,either copper or zinc may be taken as the differ-ence between the sum of the results of specified elements analyzed and100%.7.2.2.1When all specified elements are deter-mined the sum of results plus copper shall be as follows:Copper Plus Named Copper Alloy UNS No.Elements,%Min.C4430099.6C4440099.6C4450099.68.Temper8.1The tube after enhancing shall be supplied,as speci-fied,in the annealed or as-fabricated temper.8.1.1The enhanced sections of tubes in the as-fabri-cated temper are in the cold-worked condition producedby the fabricating operation.4848.1.2The unenhanced sections of tubes in the as-fabricated temper are in the temper of the tube prior to enhancing,annealed or light drawn,and suitable for roll-ing-in operations.8.1.3Copper alloys C44300,C44400,and C44500, furnished in the as-fabricated temper,must be stress relief annealed after enhancing and be capable of meeting the requirements of the mercurous nitrate test in section12. Stress relief annealing of the copper and other copper alloys described by this specification is not required.8.1.3.1Some annealed tubes,when subjected to aggressive environments,may be subject to stress-corro-sion cracking failure because of the residual tensile stresses developed in straightening.For such applications,it is rec-ommended that tubes of copper alloys C44300,C44400, and C44500,be subjected to a stress relieving thermal treatment subsequent to straightening.When required,this must be specified on the purchase order or contract.Toler-ance for roundness and length,and the condition for straightness,for tube so ordered,shall be to the require-ments agreed upon between the manufacturer and pur-chaser.8.1.4The enhanced sections of tubes in the annealed temper shall show complete recrystallization when exam-ined in the cross-section of the tube at a magnification of 75diameters.Average grain size shall be within the limits agreed upon between the manufacturer and purchaser, when measured in the wall of the tube outside of the enhanced area.9.Tensile Properties9.1Prior to the enhancing operations,the tube shall conform to the requirements for tensile properties pre-scribed in Table2.2007SECTION II,PART B SB-359TABLE3EXPANSION REQUIREMENTSExpansion of Tube Temper Designation Outside Diameter inCopper or Copper Alloy Percent of OriginalStandard Former UNS No.Outside DiameterO61Annealed C1220030H55Light-drawn C1220020061Annealed C44300,C44400,C4450020061Annealed C7060030061Annealed C7100030061Annealed C715003010.Expansion Test10.1The unenhanced sections of all tubes selected for test shall conform to the requirements prescribed in Table3when tested in accordance with B153.The expanded tube shall show no cracking or rupture visible to the unaided eye.11.Flattening Test11.1The unenhanced lengths of tube selected for tests shall beflattened on different elements and aflattened element shall show no cracking or rupture visible to the unaided eye.(Corrective spectacles necessary to obtain normal vision may be used.)12.Mercurous Nitrate Test12.1Each specimen shall withstand an immersion in the mercurous nitrate solution as prescribed in Test MethodB154without cracking.The enhanced specimens shall include thefinished tube ends.12.2This test is required only for copper alloysC44300,C44400,and C44500.13.Nondestructive Testing13.1Each tube shall be subjected to a nondestructive test.Tubes shall normally be tested in the as-fabricated temper,but,at the option of the manufacturer,may be tested in the annealed temper.Unless otherwise specified, the manufacturer shall have the option of testing the tubesby one of the following test methods.13.1.1Eddy-Current Test—The tubes shall be passed through an eddy-current testing unit adjusted per the requirements of19.3.3to provide information on the suitability of the tube for the intended application.13.1.1.1Tubes causing irrelevant signals becauseof moisture,soil,and like effects may be reconditioned and retested.Such tubes shall be considered to conform, should they not cause output signals beyond the acceptable limits.48513.1.1.2Tubes causing irrelevant signals because of visible and identifiable handling marks may be retested by the hydrostatic test prescribed in13.1.2or the pneumatic test prescribed in13.1.3.13.1.1.3Unless otherwise agreed,tubes meeting the requirements of either test shall be considered to con-form if the tube dimensions are within the prescribed limits.13.1.2Hydrostatic Test—Each tube,without show-ing evidence of leakage,shall withstand an internal hydro-static pressure sufficient to subject the material in the unenhanced region of the tube to afiber stress of7000psi, as determined by the following equation for thin hollow cylinders under tension.P p2St/(D−0.8t)where:P p hydrostatic pressure,psigt p thickness of tube wall,in.D p outside diameter of tube,in.S p allowablefiber stress of the material,psiThe tube need not be tested at a hydrostatic pressure of over1000psi,unless so specified.13.1.3Pneumatic Test—Each tube,after enhancing, shall withstand a minimum internal air pressure of250 psig for5s and any evidence of leakage shall be cause for rejection.The test method used shall permit easy visual detection of any leakage,such as having the tube under water,or by the pressure differential method.14.Dimensions and Permissible Variations14.1Diameter—The outside diameter of the unen-hanced sections shall not vary by more than the amount shown in Table4,as measured by“go”and“no go”ring gages.The diameter over the enhanced sections shall not exceed the diameter of the plain sections involved,as deter-mined by a“go”ring gage unless otherwise specified. 14.2Wall Thickness—No tube shall be less than the minimum thickness specified in the plain sections or in the enhanced sections.--````,,`````,`,`,,,```,,,`,,`-`-`,,`,,`,`,,`---SB-3592007SECTION II,PART BTABLE4DIAMETER TOLERANCESSpecified Diameter,in.Tolerance,in.0.500and under±0.002Over0.500–0.740,incl±0.0025Over0.740–1.000,incl±0.003TABLE5LENGTH TOLERANCESSpecified Length,ft Tolerance,All Plus,in.Up to20,incl1⁄8Over20–30,incl5⁄32Over30–60,incl1⁄4TABLE6SQUARENESS OF CUTSpecified OutsideDiameter,in.ToleranceUp to5⁄8,incl0.010in.Over5⁄80.016in./in.of diameter 14.3Length—The length of the tubes shall not be less than that specified when measured at a temperature of 68°F,but may exceed the specified value by the amounts given in Table5.14.3.1The length of the unenhanced end(s)as mea-sured from the tube end to thefirstfin disk impression, shall not be less than that specified,but may exceed the specified value by1⁄2in.14.4Squareness of Cut—The departure from square-ness of the end of any tube shall not exceed the values given in Table6.15.Workmanship,Finish,and Appearance15.1Roundness,straightness,uniformity of wall thick-ness,and condition of inner and outer surfaces of the tube shall be such as to make it suitable for the intended application.Unless otherwise specified on the purchase order,the cut ends of the tubes shall be deburred by useof a rotating wire wheel or other suitable tool.15.2Annealed-temper or stress-relieved tubes shall be clean and smooth but may have a superficial,dull iridescent486film on both the inside and the outside surface.Tubes in the as-fabricated temper may have a superficialfilm of finning lubricant on the surfaces.16.Sampling16.1The lot size,portion size,and selection of sample pieces shall be as follows:16.1.1Lot Size—600tubes or10000lbs or fraction of either,whichever constitutes the greater weight.16.1.2Portion Size—Sections from two individual lengths offinished product.16.1.2.1Samples taken for purposes of test shall be selected in a manner that will correctly represent the material furnished and avoid needless destruction offin-ished material when samples representative of the material are available from other sources.16.2Chemical Composition—Samples for determining composition shall be taken in accordance with Practice E 255.The minimum weight of the composite sample shall be150g.16.2.1Instead of sampling in accordance with Prac-tice E255,the manufacturer shall have the option of sam-pling at the time castings are poured or sampling the semi-finished product.When samples are taken during the course of manufacture,sampling of thefinished product is not required and the minimum number of samples to be taken shall be as follows:16.2.1.1When samples are taken at the time cast-ings are poured,one sample shall be taken for each group of castings poured simultaneously from the same source of molten metal.16.2.1.2When samples are taken from the semi-finished product,one sample shall be taken to represent each10000lbs or fraction thereof,except that not more than one sample shall be required per piece.17.Number of Tests and Retest17.1Tests:17.1.1Chemical composition shall be determined as the arithmetic mean of at least two replicate determinations of each specified element.17.1.2All other tests specified in sections8through 12shall be conducted on specimens taken from each of the samples selected in accordance with16.1.17.2Retest:17.2.1One retest shall be permitted for each require-ment under the same conditions stated for the original test.17.2.2Should the result of a retest fail to conform with the requirements of the product specification,the material shall be rejected.2007SECTION II,PART B SB-35918.Specimen Preparation18.1Preparation of the analytical test specimen shallbe the responsibility of the reporting laboratory.18.2Specimens for the microscopic examination shallbe prepared in accordance with Methods E3.18.2.1The surface of the specimen shall approximatea radial longitudinal section of the tube.18.3Specimens for the expansion test shall be of suit-able length so that they can be expanded the required amount.Both ends shall either be faced square in a lathe,or suitably prepared so as to have a smooth surface free from scratches or burrs,and with both edges slightly cham-fered.18.4Specimens for theflattening test require no special preparation,but shall be of the length necessary to accom-modate the test.18.5Specimens for the mercurous nitrate test shall be6inches in length and shall be taken from the enhanced and unenhanced portion of each sample.18.6Tension test specimens shall be of the full sectionof the tube and shall conform to the requirements of the‘Test Specimen’section of Test Methods E8,unless the limitations of the testing machine precludes the use of such specimen in which case test specimens conformingto specimen No.1of Fig.13in Test Methods E8shallbe used.18.6.1Whenever test results are obtained from full-sized and machined specimens and they differ,the results from the full-sized specimen shall prevail for determining conformance to the specification.18.6.2Although a considerable range of testing speed is permissible,the range of stressing to the yield strength should not exceed100ksi/min.Above the yield strength the movement per minute of the testing machine head under load shall not exceed0.5in./in.of the gage length,or distance between grips for a full section specimen.19.Test Methods19.1Chemical Composition:19.1.1The methods used for routine determinationof specification compliance shall be at the discretion of the reporting laboratory.19.2Chemical composition for all other alloys,in caseof disagreement,shall be determined as follows:487Element Range Test Method Copper99.75to99.99E53,Electrolytic Copper70.0to99.75E478,ElectrolyticTin0.9to1.2E478,Photometric Aluminum 1.8to6.5E478Nickel incl.Cobalt 4.8to33.0E478,GravimetricLead0.05to0.10E478,Atomic Absorption Iron0.04to1.8E478Zinc14.0to30.0E478,TitrimetricZinc to1.0E478,Atomic Absorption Manganese to1.0E62Arsenic0.02to0.5E62Antimony0.02to0.1E62Phosphorus0.001to0.04E62Chromium0.30to0.70E11819.2.1Test methods for the determination of ele-ments resulting from contractual or purchase order agreements shall be as agreed upon between the manufac-turer or supplier and purchaser.(Refer to Table1,Foot-note D.)19.3The material shall conform to the physical require-ments and mechanical properties enumerated in this speci-fication when tested in accordance with the following methods:Test ASTM DesignationGrain Size E112Expansion(Pin Test)B153Mercurous Nitrate B154Tension E8Eddy-Current Test E24319.3.1Grain Size—The intercept method shall be used to determine grain size in case of dispute.19.3.2Test Method B154—Warning:This test method involves the use of a mercury compound that is classified as a health hazard in use and disposal.19.3.3Eddy-Current—Testing shall follow the pro-cedures of Practice E243,except that the sensitivity set-tings of the test equipment shall be adjusted using the hole sizes specified in Table7of this specification.The holes for sensitivity adjustment shall be drilled radially through an unenhanced portion of the standard tube or through a length of prime surface tube of the same size,temper,and composition.By mutual agreement between the manufac-turer or supplier and purchaser,discontinuities of other contours may be used on the calibration standard.19.3.3.1Tubes that do not actuate the signaling device on the eddy current tester shall be considered as conforming to the requirements of this test.20.Significance of Numerical Limits20.1For purposes of determining compliance with the specified limits of the properties listed in the following table,an observed or calculated value shall be roundedSB-3592007SECTION II,PART Bas indicated in accordance with the rounding method of Practice E29.Rounded Unit for ObservedProperty or Calculated Value Chemical composition Nearest unit in the last right-hand place offiguresTensile strength,yield strength Nearest ksiGrain size:Nearest multiple of0.005mmUp to0.055mm,incl,Over to the nearest0.010mm0.055mm21.Inspection21.1The manufacturer shall inspect and make neces-sary tests to verify that the tubes furnished conform to the requirements of this specification.21.2Should the purchaser additionally elect to perform his own inspection,the manufacturer shall,without charge, afford the inspector all reasonable facilities to determine that the tubes being furnished conform to the requirementsof this specification.21.2.1Except for chemical analysis all tests and inspection shall be made at the place of manufacture priorto shipment,unless otherwise specified,and shall be so conducted as not to interfere with the operation of the facility.21.3When automatedfinishing and inspection equip-ment is available at a facility,purchaser and manufacturer may,by mutual agreement,accomplish thefinal inspection simultaneously.22.Rejection and Rehearing22.1Material that fails to conform to the requirementsof this specification when inspected or tested by the pur-chaser,or purchaser’s agent,may be rejected.22.2Rejection shall be reported to the manufacturer,or supplier,promptly and in writing.22.3The manufacturer or supplier may make claim fora rehearing when dissatisfied with the test results.488TABLE7DIAMETER OF DRILLED HOLESNominal Diameter Over Diameter of Enhanced or Unenhanced Section,in.Drilled Holes,in. 1⁄4–5⁄8,incl0.042–No.58drill Over5⁄8–1,incl0.046–No.56drill23.Certification23.1A manufacturer’s certificate of compliance shall be furnished to the purchaser stating that samples represent-ing each lot have been tested and inspected in accordance with this specification and the requirements have been met.l Test Report24.1When specified on the purchaser order or contract, the manufacturer or supplier shall furnish to the purchaser a manufacturer’s test report showing results of the required tests.25.Packaging and Package Marking25.1The material shall be separated by alloy,size,and temper.It shall be packaged in such a manner as to ensure acceptance by common carrier for transportation and to afford protection from the normal hazards of transportation.25.2Each shipping unit shall be legibly marked with the name of supplier,purchase order number,metal or alloy designation,temper,size,total length or piece count, or both.25.3The specification number shall be shown when specified.26.Keywords26.1copper;copper alloys;seamless;condenser;heat exchanger;tube;integralfins,```,,,`,,`-`-`,,`,,`,`,,`---。
ASME压力容器常用词汇中英文对照
ASME常用词汇Abrasion, allowance for 磨损,裕量Accessibility,pressure vessels 压力容器可达性Access openings 通道孔Allowance for corrosion, erosion, or abrasion 腐蚀裕量侵蚀或/磨损裕量Applied linings, tightness 应用衬里密封性Approval of new materials, 新材料的批准Articles in Section V 第V卷中的各章Article 1, T-150 第1章T150Article 2 第2章Attachments 附件lugs and fitting 支耳和配件lugs for platforms, ladders, etc. 平台,梯子等的支耳nonpressure parts 非受压件nozzles 接管pipe and nozzle necks to vessel walls 在器壁上的管子和接管颈stiffening rings to shell 壳体上的刚性环Backing strip 垫板Bending stress, welded joints 弯曲应力,焊接接头Bend test 弯曲试验Blind flanges 盲板法兰Bolted flange connections 螺栓法兰连接bolt laods 螺栓载荷bolt stress 螺栓应力design of 关于设计flange moments 法兰力矩flange stresses 法兰应力materials 材料studs 双头螺栓tightness of 紧密性types of attachment 附件类型Bolts 螺栓Braced and stayed surfaces 支持和支撑面Brazed connections for nozzles 接管的钎焊连接Brazed joints, efficiency of 钎焊接头,焊缝系数maximum service temperature 最高使用温度strength of 强度Brazing, cleaning of brazed surfaces 钎焊,钎焊的表面清理fabrication by 用……制造filler metal 填充金属fluxes 钎焊剂heads into shells 封头接入壳体operating temperature 操作温度Buttstraps, curvature 对接盖板,曲率forming ends of 成型端thickness and corrosion allowance 厚度和腐蚀裕量welding ends of 焊接端Carbon in material for welding 焊接用材料中的碳Cast ductile iron vessels, design 可锻铸铁容器,设计pressure-temperature limitations 压力-温度界限service restrictions 使用限制Castings 铸件carbon steel 碳钢defects 缺陷impact test 冲击试验inspection 检查quality factor 质量系数specifications 标准Cast iron circular dished heads 铸铁碟形封头Cast iron standard parts, small 铸铁标准部件,小件Cast iron pipe fittings 铸铁管件Cast iron vessels 铸铁容器corners and fillets 圆角和倒角head design 封头设计hydrostatic test 水压试验nozzles and fittings 接管和配件pressure-temperatures limitations 压力-温度界限Certificate of Authorization for Code Symbol Stamp 规范符号标志的认可证书Certification of material 材料证明书Certification of Nondestructive Personnel 无损检验人员证明书Magnetic Particle Examination 磁粉检验Liquid Penetrant Examination液体渗透检验Radiographic Examination 射线超声检验Ultrasonic Examination 超声检验Chip marks on integrally forged vessels 整体锻造容器上的缺口标志Circumferential joints alignment tolerance环向连接,组对公差assembling装配brazing钎焊vessels subjected to external pressure 承受外压的容器Clad material, inserted strips 覆层材料,嵌条examination 检查Clad plate 复合板Cleaning ,of brazed surfaces 钎焊表面清理of welded surfaces 焊接表面Clearance between surfaces to be brazed 钎焊表面间的间隙2第 3 页共19 页Combination, of different materials 不同材料组合of methods of fabrication制造方法Computed working pressure from hydrostatic tests 由水试验计算的工作压力Conical heads 锥形封头Conical sections 圆锥截面Connections ,bolted flange (see Bolted flange connections)连接,螺栓法兰(见螺栓法兰连接)brazed 钎焊clamp 卡箍expanded 胀接from vessels to safety valves 由容器至安全阀studded 双头螺栓threaded 螺纹welded 焊接Cooling, after postweld heat treating 冷却,焊后热处理Corrosion allowance 腐蚀裕度Corrosion resistant linings 防腐蚀衬里Corrugated shells 波纹形壳体Corrugating Paper Machinery 波纹板机械Cover plates 盖板on manholes and handholes 在人孔和手孔上的spherically dished 球形封头Cracking, stress corrosion 应力腐蚀裂缝Cutting plates 板材切割Cylindrical shells, supplementary loading 柱状壳体,附加载荷thickness 厚度transition in 过渡段Data report, guide for preparation 准备数据报告的指南Defects in welded vessels, repair 修理焊接容器中的缺陷Definitions 定义Design, brazed vessels 设计钎焊容器carbon and low alloy steel vessels 碳钢及低合金钢容器cast ductile iron vessels 可锻铸铁容器cast iron vessels 铸铁容器clad vessels 覆层容器ferritic steel vessels with properutsenhanced by heat treatment 经热处理后提高抗拉性能的铁素体钢容器forged vessels 锻造容器high-alloy steel vessels 高合金钢容器loadings 载荷multichamber vessels 多受压室容器nonferrous vessels 非铁金属容器welded vessels 焊接容器design pressure 设计压力Diameter exemption 直径的豁免3Dimensions, checking of 尺寸,校核Discharge of safety valves 安全阀泄放Dished heads (see formed heads) 碟形封头(见成形封头)Disks, rupture 防爆膜Dissimilar weld metal 不同金属的焊接Distortion, of welded vessels 大变形、焊接容器supports to prevent 用支撑防止Drainage, discharge from safety and relief valves 排放,由安全阀和泄压阀泄放Drop weight tests 落锤试验Eccentricity of shells 壳体的偏心度Edges of plates, metal removal from 由加工板边去除金属tapered 锥度Efficiency, around openings for welded attachments 焊缝系数,环绕焊接附件孔口Elasticity, modulus of 弹性模量Electric resistance welding 电阻焊Ellipsoidal heads 椭圆封头Erosion, allowance for 侵蚀裕量Etching, of sectioned speciments 侵蚀,关于截面试样solutions for examination for materials 检验材料的溶液Evaporators 蒸发器Examination, of sectioned speciments 剖面试样的检验of welded joints 焊接接头的检验Exemptions diameter and volume 直径和容积的豁免Expanded connections 胀接连接External pressure, tube and pipe 外压管External pressure vessels 外压容器allowable working pressure for 许用工作压力charts 算图design of heads for 封头设计joints in shells of 壳体上的接头reinforcement for openings 开孔补强stiffening rings in shells 壳体上的刚性环supports for 支承thickness of shell 壳体厚度reducers 变径段Fabrication, brazed vessels 制造,钎焊容器Ferritic steels vessels with tensile properties enhanced by heat treatment, design经热处理后提高抗拉性能的铁素体钢容器,设计fabrication 制造head design 封头设计heat treatment热处理heat treatment verification tests 热处理验证试验marking 标志4第 5 页共19 页materials 材料stamping 标记welded joints 焊接接头Field assembly of vessels 容器的现场安装Filler plugs for trepanned holes 锥孔的管塞Fillet welds 角焊Fired process tubular heaters 直接火管式加热炉Fitting attachments 附件装配Flange connections 法兰连接Flange contact facings 法兰接触面Flanges 法兰bolted design 螺柱法兰设计of formed heads for welding 用于焊接成型封头type of attachment 附件的类型Flat heads and covers, unstayed 无支撑平封头和盖板reinforcement of openings 开孔补强Flat spots on formed heads 成型封头上的平坦部分Flued openings 翻边开孔Forged parts, small 锻造部件,小的Forged vessels 锻造容器heat treatment 热处理localized thin areas 局部薄壁区welding 焊接Forgings 锻件identification of 识别Ultrasonic Examination 超声检验Formmanufacturer’s data report 制造厂数据报告格式partial report 零部件数据报告Formed heads 成型封头flued openings in 封头上翻边开孔insertion of, welded vessels 插入,焊接容器joint efficiency 接头系数knuckle radius 转角半径length of skirt 直边长度on welded vessels 在焊接容器上reinforcement for openings 开孔补强Forming 成型ends of shell plates and buttstraps 壳体板和对接搭板端forged heads 锻造封头shell sections and heads 筒节和封头Furnaces 炉子temperatures for postweld head treatment 焊后热处理温度Furnaces for heat treating 热处理炉5temperature control of 炉温控制Galvanized vessels 镀锌容器Gasket materials 垫片材料Girth joints (see circumferential joints) 环缝接头(见环向接头)Handhole and manhole openings 手孔和人孔开孔Head flange (skirt) length 封头翻边(直边)长度Head joints 封头接头brazing 钎焊welded 焊接Head openings 封头开孔entirely in spherical portion 全部在球体部分Head joints 封头接头concave and convex 凹面和凸面flat (see flat heads) 平板(见平封头)forged 锻造的formed (see Formed heads) 成型的(见成形封头)forming 面型thickness, after forming 厚度,成型之后Heads, design, conical 封头,设计,锥形ellipsoidal 椭圆形hemispherical 半球形spherically dished 球状碟形toriconical 带折边的锥形torispherical 带折边的球形torispherical, knuckle radius 带折边的球形,转角半径Heads and shells 封头和壳体external pressure, out-of-roundness 外压,不圆度openings through or near welded joints 通过或靠近焊缝处的开孔roundness tolerance 不圆度公差Heat exchangers 热交换器Heat treatment 热处理by fabricator 由制造厂进行carbon and low-alloy steel vessels 碳钢和低合金钢容器ferritic steel vessels with tensile properties enhanced by heat treatment 经过热处理后提高抗拉性能的铁素体的容器forged vessels 锻造容器furnaces 炉子high-alloy vessels 高合金容器of test specimens 试样的热处理verification tests of 热处理验证试验Hemispherical heads 半球形封头High pressure vessels 高压封头Holes 小孔for screw stays 用于螺丝固定6第7 页共19 页for trepanning plug sections, refilling 用于穿孔螺塞部分,再填充telltale 指示孔unreinforced, in welded joints 不补强,在焊缝上Hubs, on flanges 高颈,在法兰上Hydrostatic proof tests 水压验证试验destructive 破坏性prior pressure application 在升压之前Hydrostatic test 水压试验cast iron vessels 铸铁容器combined with pneumatic 与气压试验混合的enameled vessels 搪玻璃容器external pressure vessels 外压容器galvanized vessels 镀锌容器standard 标准welded vessels 焊接容器Identification 识别of forging 锻件of plates 平板of welds 焊接Identification markers, radiographs 识别标志,射线照相Impact test 冲击试验certification 证明properties 性能specimens 试样temperature 温度Inspection 检查before assembling 组装之前carbon and low-alloy steel 碳钢和低合金钢cast ductile iron vessels 可锻铸铁容器cast iron vessels 铸铁容器clad vessels 覆层容器during fabrication 在制造期间ferritic steel vessels with tensile properties enhanced by heat treatment 经过热处理后提高抗拉性能的铁素体的容器fitting up 组对forged vessels 锻造容器heat treatment, forgings 热处理,锻件high-alloy steel vessels 高合金钢容器magnetic particle 磁粉material 材料nonferrous vessels 非铁金属容器plate 板材postweld heat treatment 焊后热处理pressure vessels, accessibility 压力容器,可达性7quality control 质量管理sectioning of welded joints 焊接接头的剖面检验spot examination 抽样检查steel castings 铸钢件surfaces exposed and component parts 暴露的表面和元件部分test specimens 试样vessels 容器vessels exempted from 免检容器welded vessels 焊接容器Inspection openings 检查孔Inspectors 检查师access to plant 在厂内应有的便利control of stamping 打印管理duties 职责facilities 装备qualification 资格reports 报告Installation 安装pressure-relieving devices 泄压装置pressure vessel 压力容器Integral cast iron dished heads 整体铸铁碟形封头integrally finned tubes 整体翅片管Internal structures 内部构件Jacketed vessels 夹套容器Joints 接头brazed 钎焊circumferential (see Circumferential joints) efficiency, brazed 环缝(见环向接头)系数,钎焊welded 焊接electric resistance, butt welding 电阻,对接焊in cladding and applied linings 在覆层及衬里in vessels subjected to external pressure 在承受外压的容器lap (see Lap joints) 搭接(见搭接接头)longitudinal (see Longitudinal joints) 纵向(见纵向接头)tube-to-tubesheet 管子对管板Jurisdictional Review 权限审查Knuckles 过渡圆角radius 半径transition section 变径段Lap joints 搭接接头amount of overlap 搭接量brazed 钎焊longitudinal under external pressure 在外压作用下纵向的welded 焊接Laws Covering Pressure Vessels 涉及压力容器的法规8第9 页共19 页Lethal gases or liquids 致命的气体或液体Ligaments, efficiency of 孔带,系数Limitation on welded vessels 焊接容器的限制Limit of out-of-roundness of shells 壳体不圆度的限制Linings 衬里corrosion resistant 抗腐蚀Liquid penetrant examination 液体渗透检验Loadings 载荷Local postweld heat treatment 局部焊后热处理Longitudinal joints 纵向接头alignment tolerance 对准公差brazing 钎焊vessels subjected to external pressure 承受外压的容器Low-temperature operation 低温操作Low-temperature vessels brazed 低温容器,钎焊for gases and liquids 用于气体和液体impact test requirements 冲击试验要求impact test, when not required 冲击试验,当不要求时marking 标志materials 材料testing of materials 材料试验Lugs for ladders, platforms, and other 梯子,平台及其它附件的支耳Magnetic particle inspection 磁粉检查Manholes, and handholes 人孔,手孔cover plate for 盖板minimum vessel diameter requiring 所需最小容器直径Manufacture, responsibility of 制造者,职责Manufacturer’s Data Report (see Data Report) 制造厂数据报告(见数据报告) Manufacturer’s stamps 制造厂的印记Marking castings 标志,铸件materials 材料plates 板材standard pressure parts 标志受压件valves and fittings 阀门和配件with Code symbol 带有规范符号Markings, transfer after cutting plates 标志,板材切割以后的转移Materials, approval of new 材料,新材料的批准approval of repairs 修补的批准brazed vessels 钎焊容器carbon and low-alloy steel vessels 碳钢和低合金钢容器cast ductile iron 可锻铸铁castings 铸铁cast iron vessels 铸铁容器certification 合格证9clad vessels 覆层容器combination of 组合材料ferritic steel vessels with tensile properties enhanced by heat treatment 经热处理后提高抗拉性能的铁素体钢容器forged vessels 锻造容器for nonpressure parts 非受压元件heat treatment of 热处理high-alloy steel vessels 高合金钢容器inspection of 检查nonferrous vessels 非铁金属容器pipe and tube 管子plate 板rods and bars 杆和棒specification for 标准standard pressure, parts 标准受压元件unidentified 未鉴别的use of over thickness listed in SectionⅡ采用超过列于第Ⅱ卷表中的厚度welded vessels 焊接容器Measurement, 测量dimensional 尺寸of out-of-roundness of shells 壳体不圆度Metal temperature determination 金属温度,确定control of 控制Mill undertolerance 钢厂负公差控制Minimum thickness of plate 板材的最小厚度控制Miscellaneous pressure parts 其它受压件控制Multichamber vessels design 多承压室容器,设计Multiple duplicate vessels 多个相同的容器Multiple safety valves 多个安全阀Nameplates 铭牌New materials 新材料Noncircular vessels 非圆形容器ligament efficiency 孔带系数nomenclature 术语obround design 长圆形设计rectangular design 矩形设计reinforcement 补强examples 实例Nonpressure parts, attachment of 非受压元件的连接Notch ductility test 缺口韧性试验Nozzle openings, reinforced 接管开孔,补强的unreinforced 非补强的vessels subjected to external pressure 承受外压得容器10第11 页共19 页Nozzles attachment of to shell 接管,与壳体的连接minimum thickness of neck 缩颈的最小厚度(see also Connections)(也可见连接件)Nuts and washers 螺母和垫圈Offset of edges of plates at joints 在接头处板边的偏差Openings adjacent to welds 开孔,邻近焊缝closure of 封闭for connections to brazed vessels 用于对钎焊容器的连接for drainage 用于排放head (see Openings head and shell) 封头(见开孔,封头和壳体)in flat heads 在平板封头上inspection 检查manhole (see Manholes) 人孔(见人孔)nozzle (see Nozzle opening) 接管(见接管开孔)shell (see Openings, head and shell) 壳体(见开孔,封头和壳体) through welded joints 通过焊接接头Openings, head and shell, computation of 开孔,封头和壳体,计算not requiring additional reinforcement 不需要附加补强reinforced, size 补强,尺寸reinforcement for adjacent openings 邻近开孔的补强reinforcement of 补强requiring additional reinforcement 需要附加补强shapes permissible 许用形式unreinforced, size 不补强的,尺寸Outlets, discharge, pressure relieving devices 排放口,出料,泄压装置Out-of-roundness 不圆度Overpressure limit for vessels 容器的超压极限Partial data report, manufacturer’s 零部件数据报告,制造厂的Parts, miscellaneous 部件,各种各样的Peening 捶击Pipe connections openings for 管子的连接,用于开孔Pipe fittings vessels built of 管子配件,制造的容器Pipe and tubes 各类管子Pipe used for shells 用作壳体的管子piping external to vessel 容器外的管子Plate, curvature 板,曲率measurement, dimensional check 测量,尺寸校核Plate edges cutting 板边,切割exposed left unwelded 留下不予焊接的显露部分inspection of 检查Plates 平板alignment 找准cover 盖板cutting 切割forming 成型heat treatment 热处理identification 标志impact test 冲击试验inspection 检查laying out 划线less than 6 mm thickness 厚度小6mmmarkings transfer after cutting 标志,在切割以后的转移minimum thickness 最小厚度repair of defects 缺陷修理specifications 标准structural carbon steel 结构碳钢Plug welds 塞焊Pneumatic test 气压试验pressure 压力yielding 屈服Porosity welded joints 气孔,焊接接头Porosity charts 气孔图Postheat treatment 后热处理connections for nozzles and attachments 用于接管和附件的连接cooling after 随后的冷却furnace temperature 炉温inspection 检查local 局部requirements 要求temperature range 温度范围welded vessels 焊接容器Preheating 预热Preparation of plates for welding 焊接板材的准备pressure, design 压力,设计limits 极限(see also Working pressure, allowable) (也可见工作压力,许用)Pressure parts miscellaneous 受压件,其它的Pressure relieving devices 泄压装置discharge 排放installation and operation 安装和运转rupture disks 防爆模setting 整定Pressure vessels 压力容器exempted from inspection 免检Produce form of Specification 产品技术条件Proof test hydrostatic (see Hydrostatic proof test) 验证试验,水压(见水压试验) Qualification 评定of brazers 钎焊工第13 页共19 页of welders 焊工of welding procedure 焊接工艺Quality Control System 质量保证体系Quenching and tempering 淬火及回火Quick-actuating closures 快开盖Radiograph factor 射线照相系数Radiographing 射线照相examination by 检查partial 部分quality factors 质量系数requirements 要求spot examination 抽样检查retests 重新试验thickness, mandatory minimum 规定最小厚度Radiographs, acceptance by inspector 射线照相,由检查员认为合格gamma rays, radium capsule γ射线,装镭的盒子interpretation by standard procedure 由标准程序的说明rounded indications 圆形显示Reaming holes for screw stays 为固定螺钉用的铰孔Reducer sections, rules for 变径段,规程Reinforcement 补强defined limits 规定的范围head and shell openings 封头及壳体开孔large openings 大开孔multiple openings 多个开孔nozzle openings 接管开孔of openings in shells, computation of 壳体上开孔,计算openings subject to rapid pressure fluctuation 经受压力突然波动的开孔Fluctuation 经受压力突然波动的开孔strength 强度Relief devices 泄放装置(see also Pressure relieving devices, Safety and relief Valves)(也可见泄压装置,安全阀和泄压阀)Relieving capacity of safety valves 安全阀排量Repairs, approval of defects in material 修理,材料中缺陷的认可defective Brazing 有缺陷的钎焊defects in forgings 锻件中的缺陷defects in welds 焊缝中的缺陷Responsibility of manufacturer 制造者的职责Retention of Records 记录的保存Radiographs 射线照相Manufacturer’s Data Reports 制造厂的数据报告Retests, frogings 复试,锻件impact specimens 冲击试样joints, welded 接头,焊接Rods, bars, and shapes 杆棒喝型材Rolled parts, small 轧制件,小件Rupture disks 爆破模Safety 安全性safety relief, and pressures relief valves, adjustable blow down, capacity certification 安全泄放和泄压阀,可调节的泄放,排放量证明capacity, conversion 排量,换算connection to vessels 连接至容器construction 结构discharge pipe 排放管indirect operation 间接操作installation 安装installation on vessels in service 容器在役时的安装liquid relief 液体泄放marking 标志minimum requirements 最低要求pressure setting 压力整定spring loaded 受载弹簧springs, adjustment 弹簧,调节stop valves adjacent to 邻近的截止阀test 试验protective devices 防护装置for unfired steam boiler 对非直接火蒸气锅炉Scope 适用范围sectioning, closing holes left by 解剖,解剖孔的封闭etching plugs taken 解剖样的侵蚀examination by 检查Service restriction 使用限制Shapes, special 形状,特殊Shell plates, forming ends of 壳体用材料,封头成型Shells 壳体allowable working pressure 许用工作压力computation of openings in 开孔计算forming 成型made from pipe 由管子制造的stiffening rings 刚性环thickness 厚度Transition section 过渡段Sigma-phase formation σ相的形成Skirts length on heads 直边、封头上的长度support of vessels 裙座,容器支撑Slag inclusion welds 焊缝中的夹渣Special constructions 特殊结构第15 页共19 页Specification for materials 材料标准Spherical sections of vessels 容器的球形部分Spot examination of welded joints 焊接接头的抽样检查Springs for safety valves 安全阀的弹簧Stamping location of 打印位置multipressure vessels 多重压力容器omission of 省略safety valves 安全阀with Code symbol 带有规范标记Stamps, certificate of authorization 钢印,授权low stress 低压力not to be covered 不应覆盖to be visible on plates 在板上可见Static head, in setting safety valves, effect of on limiting stresses 静压头,在整定安全阀时,影响,对极限应力Stayed surfaces 支撑表面Staying formed heads 成型封头的支撑Stays and staybolts, adjacent to edges of staybolted surface 支撑件及拉撑螺栓,邻近用螺栓拉撑得表面周边处allowable stress 许用应力area supported 支撑面dimensions 尺寸ends 端部location 位置pitch 节距screw, holes for 螺孔upset for threading 为车制螺纹的镦粗welded 焊接的Steam generating vessels, unfired 蒸汽锅炉,非直接火Steel, carbon content 钢,含碳量Stenciling plates for identification 在板材上打印标志Stiffening rings, attachment to shell 刚性环,和壳体的装配for vessels under external pressure 用于外压容器Stiffness, support of large vessels for 刚性,大容器支座Stop valves 截止阀adjacent to safety and relief valves 邻近于安全和泄压阀Strength of brazed joints 钎焊接头的强度Stress corrosion cracking 应力腐蚀裂缝Stress values, attachment weld 应力值,连接焊缝basis for establishing 确定的基础carbon and low-alloy steel 碳钢和低合金钢cast iron 铸铁ferritic steels with tensile properties enhanced by heat treatment 经热处理后提高抗拉性能的铁素体刚high-alloy steel高合金钢nonferrous metals 非铁金属Stud bolt threads 双头螺栓螺纹Studded connections 双头螺纹连接Supplementary design formulas 补充设计公式Supports, design 支座,设计pressure vessels 压力容器temperature free movement under 在温度下活动不受约束types of steel permissible for 容许的钢材类型vessels subjected to external pressure 承受外压的容器Surface Weld Metal Buildup 金属堆焊表面Tables, effective gasket width b 表,有效垫片宽度bgasket materials and contact facings 垫片材料和接触面maximum allowable efficiencies for arc and gas welded joints 电弧焊和气焊接头的最大许用系数minimum number of pipe threads for connections 管螺纹连接的最少螺纹牙数molecular weights of gases and vapors 气体和蒸汽的分子量of stress values, carbon and low-alloy steel 应力值,碳钢和低合金钢cast iron 铸铁cast ductile iron 可锻铸铁ferritic steels with tensile properties enhanced by heat treatment经热处理后提高抗拉性能的铁素体钢high-alloy steel 高合金钢nonferrous metals 非铁金属welded carbon low-alloy pipe and tubes 焊接低合金碳钢管of values factor K系数K值factor M 系数Mfactor 系数postweld heat treatment requirements 焊后热处理要求recommended temperature ranges for heat treatment 推荐的热处理温度范围spherical radius factor K1球半径系数K1Telltale holes 指示孔in opening reinforcement 开孔补强Temperature, definitions 温度,定义design 设计determination 确定free movement of vessel on supports 支座上的容器活动不受约束heat treatment 热处理limitations, of brazed vessels 限制,钎焊容器of cast ductile iron 可锻铸铁of postweld heat treating 焊后热处理metal, control of 金属,控制operating or working, definitions 操作或工作,定义zones of different 不同区域第17 页共19 页Termination point of a vessel 容器的界限点Test coupons 试样Test gages requirements 试验仪表,要求Test plates heat treatment 试板,热处理impact test 冲击试验production 生产Tests, hydrostatic proof 试验,水压验证pneumatic (see pneumatic test) 气压,见气压试验vessels whose strength cannot be calculated 不能由计算求得强度的容器calculated 不能由计算求得强度的容器Thermal buffers 热缓冲器Thermocouples attachment 热电偶,安装Thickness gages, details 厚度量规,细节Thick shells, cylindrical 厚壳体,圆柱形spherical 球形Thin plates marking 薄板,标志Threaded connection 螺纹连接Threaded inspection openings 螺纹检查孔Threads, stud bolts 螺纹,双头螺栓Tolerances, forged shells and heads 公差,锻造容器及封头Toriconical heads 带折边的锥形封头Torispherical heads 带折边的球形封头Transfering marking on plates 板上标志的移植Transition in cylindrical shells 柱状壳体的过渡Trays and baffles, acting as partial shell stiffeners 塔盘及挡板,作为部分壳体加强圈Tubes and pipe 管子Tube-to-tubesheet joints 管子与管板的连接Ultrasonic examination of welds 焊缝的超声检验UM vessels UM 容器Unfired steam boiler 非直接火蒸汽锅炉Unidentified materials 未识别的材料Valves, connections 阀,连接safety and relief (see safety and relief valves) 安全和泄压装置Valves and fittings, marking 阀及其配件,标志Verification tests, heat treatment 验证试验,热处理V olume exemption 容器的免检Weld deposits, cleaning 焊接熔敷金属,清理peening 捶击Welded joints, category 焊接接头,类别description of types 类型的描述efficiency 焊缝系数impact test, across 冲击试验,横向postweld heat treating 焊后热处理radiographic examination, complete 射线照相检查,整个的rounded indications 圆形显示sectioning, etch test 解剖,侵蚀试验spot examination 抽样检查staggered, longitudinal 错开,轴向taper, plates of unequal thicknesses 锥度,不等厚板types around openings 类型,环绕开孔ultrasonic examination of 超声检验Welded reinforcement of nozzle openings 接管开孔的焊缝补强Welded vessels 焊接容器holes in joints of 接头处的孔inspection 检查limitations on 限制tests of 试验Welders and welding operators 焊工和自动焊工identifying stamps 识别标记records of, by manufacturers 由制造厂所作的记录test of qualification 评定试验Welding 焊接cleaning of welded surfaces 焊件表面清理details, limitations 细节,限制forged vessels 锻造容器materials 材料materials having different coefficients of expansion 膨胀系数不同的材料of attachment around openings 开孔周围的连接plate, fitting up joints 平板,连接处的装配plate edges, matching 板边,匹配preparation of plates 钣材的制备procedure qualification 工艺评定processes 工艺test requirement 试验要求Weld metal, composition 焊缝金属,成分Welds acceptability, when radiographed 焊缝合格,用射线照相时when sectioned 解剖时fillet 填角identification of 识别plug 塞焊reinforcement, butt welds 补强,对接焊repairs of defects in 焊缝中缺陷的修补sharp angles, avoid at weld edges 尖角,避免在焊缝边上structural 结构tack 定位焊types, description 类型,描述ultrasonic examination of 超声检验Working pressure allowable, braced and stayed surfaces 许用工作压力,有拉撑和支撑表面第19 页共19 页by proof test 验证性试验definition of 定义。
海尔生锂无金质紧密管系列用户指南说明书
—Features & Benefits:• Meets UL 514B and CSA C22.2, No. 18.3 for liquid-tight fittings• Full compliance to IEC 61386-1, -23 requirements, CE Certified• Trade sizes from 3/8” to 4” (12mm to 103mm)• Straight and 90° conduit bodies• NPT Threads• Coordinated performance with T&B Liquidtight Systems Flexible Metallic Conduits• Ingress protection ratings aligned with industrial enclosures• Safe Edge®, zinc plated steel ground cones provides superior bonding• Double Bevel Sealing Ring eases assembly and insures liquid-tight performance• Revolver® grounding version with GR part number suffix—Applications:• Typical applications include raceway for industrial and commercial applications such as suspended electrical systems, corrosive environments and portable equipment, where light weight requirements must be met• Ideal for use with LTAE and LTLE aluminum LT Flexible Metallic Conduits• Used where liquid-tight flexible metallic raceway is installed in outdoor or indoor locations, and exposed to continuous or intermittent moisture• Used to positively bond flexible liquid-tight flexible metallic conduit to boxes or enclosures • Liquid-tight applications against water, oils, cutting fluids, mild acids• For use in electrical circuits up to 1,000 V• Suitable for use in Class 1 Division 2, Class 2 Division 1 & 2 Hazardous Locations perNEC® Section 500—Construction / Material / Finish:• Trade sizes 3/8” to 4” Copper-Free Aluminum• Zinc plated steel ground cones• Thermoplastic Nylon sealing rings• Halogen Free seal rings• Aluminum Cast Locknuts with teeth for vibration resistance—Environment ratings:Working Temperature:• UL: Gen: -20 to +105°C (-4 to +221°F)• CSA: Gen: -20 to +105°C (-4 to +221°F)• IEC/CE: Gen: -25 to +105°C (-13 to +221°F)—Chemical Resistance Guide:• See Publication TDS000081 (Fittings: Aluminum & PA66 Polyamide)• See Publication TDS000117 (Liquid-tight Flexible Metal Conduits)—Conforms to:• UL 514B, Fittings for Cable and Conduit–File: E23018• CSA C22.2, No. 18.3, Outlet and Conduit Boxes, Fittings and Accessories–File: LR-4484• IEC/EN 61386-1, -23, Conduit Systems for Cable Management–EU DoC: EC-012-7187• RoHS (Restriction of Hazardous Substance directive)• NEMA FB-1 (Fittings and Conduit Bodies)• JIC EGP1 (Electrical standard for GP machine tools)• JIC EMP1 (Electrical Standard for Mass Production Engineering)• Federal Specification A-A 50552 (Fittings for flexible conduit)• Federal Specification H-28 (Threads)—Ingress Protection:• Provides “Ingress Integrity” between enclosures, fittings, conduits & seals when using Series 5200AL liquid-tight fittings and T&B Liquidtight Systems LFMC• Covers all trade sizes from 3/8” to 4” (12mm to 103mm)• Ingress ratings require use of Series 5260 Seal GasketsUL, CSA & NEMA system ingress ratings:• 5200AL UL Listed type ratings tested to UL 50E requirements with UL Listed LFMC• UL File No.: E23018–Indoor: Type 4, 12, 13–Outdoor: Type 3, 3R, 4• CSA C22.2, No. 94.2: Type 3, 3R, 4, 12, 13• NEMA 250: Type 3, 3R, 4, 12, 13IEC system ingress ratings:• IP Ingress Protection per IEC/EN EC 60529 requirements• IEC Ingress Ratings: IP66, IP67—Standards requirements:Designed to UL 514B and CSA C22.2, No. 18.3 test requirements including:• Assembly, Pull, Resistance, Oil spray, Polymer durability, Flammability coating thickness, Current withstandMeets all IEC/EN 61386-1, -23 standard requirements including:• Impact resistance - Code 3 Medium; 6 Joules• Tensile strength - Code 3 Medium; 500 N/2 min.• Lower and upper temperatures• IP protection against solid and liquidsAluminum Liquid-tight fittings areideal for use in corrosive environ-ments and where light weightconduit systems are required.Certifications / Standards:1—TECHNICAL DATA SHEETLiquid-tight fittings - Series 5200AL Aluminum For liquid-tight flexible metallic conduit• Dimensions for reference only.• Product must be installed in accordance with applicable national and local electrical codes.—We reserve the right to make technical changes or modify the contents of this document without prior notice. With re-gard to purchase orders, the agreed par-ticulars shall prevail. ABB Inc. does not ac-cept any responsibility whatsoever for potential errors or possible lack of infor-mation in this document.We reserve all rights in this document and in the subject matter and illustrations con-tained therein. Any reproduction, disclo-sure to third parties or utilization of its contents – in whole or in parts – is forbidden without prior written consent of ABB Inc. Copyright© 2018 ABB Inc.All rights reservedLet’s write the future.Together. S e r i e s 5200A L | T e c h n i c a l d a t a s h e e t | T D S 000118 A—ABB Inc.Electrification products Memphis, Tennessee USA2。
不锈钢的疲劳裂纹扩展有限元模拟-英文版(另有中文翻译)

Modeling of fatigue crack growth of stainless steel 304LFeifei Fan,Sergiy Kalnaus,Yanyao Jiang *Department of Mechanical Engineering (312),University of Nevada,Reno,NV 89557,USAa r t i c l e i n f o Article history:Received 7November 2007Received in revised form 9June 2008Keywords:Damage accumulation Fatigue crack growth Fatigue criteriona b s t r a c tAn effort is made to predict the crack growth of the stainless steel 304L based on a newly developed fatigue approach.The approach consists of two steps:(1)elastic–plastic finite element (FE)analysis of the component;and,(2)the application of a multiaxial fatigue cri-terion for the crack initiation and growth predictions based on the outputted stress–strain response from the FE analysis.The FE analysis is characterized by the implementation of an advanced cyclic plasticity theory that captures the important cyclic plasticity behavior of the material under the general loading conditions.The fatigue approach is based upon the notion that a material point fails when the accumulated fatigue damage reaches a cer-tain value and the rule is applicable for both crack initiation and growth.As a result,one set of material constants is used for both crack initiation and growth predictions.All the mate-rial constants are generated by testing smooth specimens.The approach is applied to Mode I crack growth of compact specimens subjected to constant amplitude loading with differ-ent R -ratios and two-step high–low sequence loading.The results show that the approach can properly model the experimentally observed crack growth behavior including the notch effect,the R -ratio effect,and the sequence loading effect.In addition,the early crack growth from a notch and the total fatigue life can be simulated with the approach and the predictions agree well with the experimental observations.Ó2008Elsevier Ltd.All rights reserved.1.IntroductionLoad-bearing engineering components are often sub-jected to cyclic loading and failure due to fatigue is of a great concern.Generally,fatigue process consists of three stages:initiation and early crack growth,stable crack growth,and final fracture.Traditionally,the crack growth rate (d a /d N )is expressed as a function of the stress inten-sity factor range (D K )on a log–log scale.The stable crack growth results under constant amplitude loading with dif-ferent R -ratios (the minimum load over the maximum load over a loading cycle)are often represented by the Paris law (Paris and Erdogan,1963)and its modifications (Walker,1970;Kujawski,2001).Different materials behave differ-ently under constant amplitude fatigue loading.Some materials display a R -ratio effect:crack growth rate curves are coincided for the same R -ratio,but a higher R -ratio re-sults in a higher crack growth rate (Kumar and Garg,1988;Pippan et al.,2005;Wu et al.,1998;Zhao et al.,2008).Other metallic materials do not reveal any R -ratio effect,and the curves for constant amplitude loading overlap in a log–log scale (Crooker and Krause,1972;Kumar and Pan-dey,1990;Wang et al.,to appear ).The fatigue crack growth behavior under variable amplitude loading is another subject that has been studied for a number of years.The application of an overload (ten-sile load of high magnitude applied over one cycle pre-ceded and followed by constant amplitude loading)or change in the loading amplitude (so-called high–low se-quence loading experiments)can introduce profound effects on the fatigue crack growth.For most metallic materials,the application of the abovementioned loading schemes results in a crack growth rate retardation.Based on the linear elastic fracture mechanics (LEFM)concept,such a transient behavior is often modeled by using the stress intensity factor concept and by introducing correc-tion factors to the Paris law on the stable crack growth0167-6636/$-see front matter Ó2008Elsevier Ltd.All rights reserved.doi:10.1016/j.mechmat.2008.06.001*Corresponding author.Tel.:+17757844510;fax:+17757841701.E-mail address:yjiang@ (Y.Jiang).Mechanics of Materials 40(2008)961–973Contents lists available at ScienceDirectMechanics of Materialsj o u r n a l h o m e p a g e :/loc ate/mechmatregime.A model of such a type was introduced by Wheeler (1972)and can be viewed as a practical way of treating the effects of variable amplitude loading.Several modifications on Wheeler’s model have been proposed(Kim et al.,2004; Yuen and Taheri,2006;Zhao et al.,2008)targeting the par-ticular shapes of the crack growth curves for different materials subjected to variable amplitude loading.These models have little or no physical basis and the results of the crack growth experiments are needed in order to ob-tain a set offitting constants to calibrate the models.Since its introduction by Elber(1970),the crack closure concept is often used to explain crack growth behavior.The retardation in crack growth rate generated by a single ten-sile overload was explained by using the crack closure con-cept in Elber’s later study(Elber,1971).The concept of K op was introduced as a stress intensity factor corresponding to the crack opening load,and the effective stress intensity factor range from K op to K max was considered as a crack driving parameter.As a result,the contribution to crack propagation comes from a part of the total stress intensity factor range corresponding to the part of the cycle when the crack is open.Such an approach is used to explain the R-ratio and variable loading effects.However,the crack closure method has been under criticism based upon experimental observations(Lang and Marci,1999;Sada-nanda et al.,1999;Silva,2004;Feng et al.,2005)and numerical simulations(Jiang et al.,2005;Mercer and Nich-olas,1991;Zhao et al.,2004).Crack-tip blunting has been used to explain the crack advance(Gu and Ritchie,1999;Tvergaard,2004).The retardation caused by an overload is attributed mainly to the compressive residual stresses ahead of the crack tip, plasticity induced crack closure behind the crack tip,or the combination of these two.The initial acceleration in the crack growth immediately after the application of an overload was explained as a result of the tensile residual stress due to crack-tip blunting(Makabe et al.,2004).The finite element analysis was used to analyze the stress dis-tribution and the crack opening displacement which was related to the variable amplitude loading effects(Zhang et al.,1992;Ellyin and Wu,1999;Tvergaard,2006).Generally,a fatigue crack is nucleated at a notch due to the stress concentration.The so-called notch effect on short crack behavior exists and the crack growth rate may be higher or lower than that expected based on the stable growth.Extensive research has been carried out to study the crack initiation and early crack growth behavior from a notch.Around a notch,a transition zone exists and the fatigue crack growth rate may decelerate,accelerate,or non-propagate after the crack initiation under constant amplitude loading.In order to model the short crack growth behavior from a notch,efforts were concentrated on the‘‘effective stress intensity factor”near the notches (Sadanandam and Vasudevan,1997;Dong et al.,2003; Teh and Brennan,2005;Vena et al.,2006),notch tip plas-ticity(Li,2003;Hammouda et al.,2004),and the combina-tion of crack tip cyclic plasticity and the contact of the crack surfaces(Ding et al.,2007a).A recent effort by Jiang and co-workers(Ding et al., 2007a,b;Feng et al.,2005;Jiang and Feng,2004a)at-tempted to use a multiaxial fatigue criterion to unify the predictions of both crack initiation and crack growth.The notion is that both crack initiation and the subsequent crack growth are governed by the same fatigue criterion.A material point fails to form a crack once the accumula-tion of the fatigue damage reaches a certain critical value. The approach has been applied to1070steel with success. The predictions of the early crack growth from notches (Ding et al.,2007a;Jiang,Ding and Feng,2007),the stable crack growth(Feng et al.,2005;Jiang and Feng,2004a; Jiang,Ding,and Feng,2007),the overload effect(Jiang and Feng,2004a;Jiang,Ding,and Feng,2007),the R-ratio effect(Jiang and Feng,2004a;Jiang,Ding,and Feng, 2007),and the crack growth under direction-changing loading(Ding et al.,2007b)agreed well with the experi-mental observations.All the predictions of the crack growth were based on the material constants generated from testing the smooth specimens.In the present investigation,the aforementioned ap-proach is used to simulate the crack growth from the notched specimens made of the AISI304L austenitic stain-less steel.The notch effect on the early crack growth,the R-ratio effect,and the influence of the loading sequence are modeled.The stress analysis is conducted by using thefi-nite element method implementing a robust cyclic plastic-ity model.The predicted results are compared with the results of the crack growth experiments.2.Crack growth modelingIn the present investigation,the fatigue approach devel-oped by Jiang and co-workers(Jiang and Feng,2004a;Jiang et al.,2007)is used to model the crack growth of the stain-less steel304L.The approach is based on the assumption that any material point fails if the accumulation of the fa-tigue damage reaches a critical value on a material plane.A fresh crack surface will form on the material plane at the material point.Essentially,the approach consists of two major computational steps:a)Elastic–plasticfinite element(FE)stress analysis forthe determination of the stress and strain history atany material point of a component,and,b)Application of a multiaxial fatigue criterion utilizingthe stress and strain obtained from the previous stepfor the determination of crack initiation and crackgrowth.The following sub-sections describe the methods em-ployed in the current study.2.1.Cyclic plasticity model and multiaxial fatigue criterionEarlier studies indicate that an accurate stress analysis is the most critical part for the fatigue analysis of the mate-rial(Jiang and Kurath,1997a,b;Jiang and Zhang,2008; Kalnaus and Jiang,2008;Jiang et al.,2007).If the stresses and strains can be obtained with accuracy,fatigue life can be reasonably predicted by using a multiaxial fatigue criterion.The elastic–plastic stress analysis of a notched or cracked component requires the implementation of a962 F.Fan et al./Mechanics of Materials40(2008)961–973cyclic plasticity model into FE software package.The selec-tion of an appropriate cyclic plasticity model is crucial for an accurate stress analysis of a component subjected to cyclic loading.Cyclic plasticity deals with the non-linear stress–strain response of a material under repeated external loading.A cyclic plasticity model developed by Ohno and Wang (1993,1994)and Jiang and Sehitoglu (1996a,b)is used in the present FE simulations of the stress and strain response in a notched or cracked component.The model is based on the kinematic hardening rule of the Armstrong–Frederick type.Basic mathematical equations constituting the model are listed in Table 1.A detailed description of the plasticity model together with the procedures for the determination of material constants can be found in corresponding refer-ences (Jiang and Sehitoglu,1996a,b ).The choice of the cyc-lic plasticity model was based on its capability to describe the general cyclic material behavior including cyclic strain ratcheting and stress relaxation that occur in the material near the notch or crack tip.The plasticity model listed in Table 1was implemented into the general purpose FE package ABAQUS (2007)through the user defined subroutine UMAT.A backward Euler algorithm is used in an explicit stress update algo-rithm.The algorithm reduces the plasticity model into a non-linear equation that can be solved by Newton’s meth-od.The corresponding consistent tangent operator is de-rived for the global equilibrium iteration,which ensures the quadratic convergence of the global Newton–Raphson equilibrium iteration procedure (Jiang et al.,2002).A critical plane multiaxial fatigue criterion developed by Jiang (2000)is used for the assessment of fatigue dam-age.The criterion can be mathematically expressed as follows,d D ¼r mrr 0À1m 1þr r fb r d e p þ1Àb s d cpð1ÞIn Eq.(1),D represents the fatigue damage on a material plane and b and m are material constants.r and s are the normal and shear stresses on a material plane,and e p and c p are the plastic strains corresponding to stresses r and s ,respectively.r 0and r f are the endurance limit and the true fracture stress of the material,respectively.r mr is a memory stress reflecting the loading magnitude.For constant amplitude loading,r mr is equal to the maximum equivalent von Mises stress in a loading cycle.The use ofMacCauley bracket hi ensures that when r mr 6r 0the fati-gue damage is zero.The critical plane is defined as the material plane where the fatigue damage accumulation first reaches a critical value,D 0.The Jiang multiaxial fatigue criterion has been success-fully applied to the fatigue predictions of a variety of mate-rials (Ding et al.,2007a,b;Feng et al.,2005;Gao et al.,to appear;Jiang,Ding,and Feng,2007;Jiang et al.,2007;Zhao and Jiang,2008).The incremental form of the criterion (Eq.(1))does not require a separate cycle counting method for general loading conditions.Any fatigue criterion making use of the stress/strain amplitude or range requires the definition of a loading cycle or reversal.Therefore,a cycle counting method is needed to deal with the variable ampli-tude loading.Although the rain-flow cycle counting meth-od is widely accepted for counting the loading reversals/cycles,it is not well defined for general multiaxial loading.The second feature of the criterion expressed by Eq.(1)is its capability to predict the cracking behavior.The Jiang fa-tigue criterion is a critical plane approach which is capable of predicting different cracking behavior through the intro-duction of constant b in Eq.(1).The value of constant b is selected to predict a particular mode of cracking based on the smooth specimen experiments.It has been shown (Jiang et al.,2007;Zhao and Jiang,2008)that the predic-tions of the cracking behavior based on the Jiang criterion are generally more accurate than the predictions based on the other multiaxial criteria such as the Fatemi–Socie mod-el (Fatemi and Socie,1988),the Smith–Waltson–Topper model (Smith et al.,1970)and the short-crack based crite-rion (Döring et al.,2006).Table 2lists the material constants used in the cyclic plasticity model and the fatigue model for stainless steelTable 1Cyclic plasticity model used in the finite element simulations Yield functionf ¼ðe S À~a Þ:ðe S À~aÞÀ2k 2¼0e S ¼deviatoric stress~a¼backstress k =yield stress in shear Flow lawd ~e p ¼1hh d ~S :~n i ~n ~n¼normal of yield surface h =plastic modulus function ~e p ¼plastic strain Hardening Rule~a¼P Mi ¼1~aði Þ~aði Þ¼i th backstress part d ~a ði Þ¼c ði Þr ði Þ~n À~a ði Þk k r ði Þ v ði Þþ1~a ði Þ~aði Þk k !dp M =number of backstress parts (i =1,2,3,...M )dp =equivalent plastic strain increment c (i ),r (i ),v (i )=material constantsTable 2Material constants for SS304L Cyclic plasticity constantsElasticity modulus E =200GPa Poisson’s ratio l =0.3k =115.5MPac (1)=1381.0,c (2)=507.0,c (3)=172.0,c (4)=65.0,c (5)=4.08r (1)=93.0MPa,r (2)=130.0MPa,r (3)=110.0MPa,r (4)=75.0MPa,r (5)=200.0MPa v (1)=v (2)=v (3)=v (4)=v (5)=8.0Fatigue constants r 0=270MPa;m =1.5;b =0.5;r f =800MPa;D 0=15000MJ/m 3F.Fan et al./Mechanics of Materials 40(2008)961–973963304L.The cyclic plasticity material constants were ob-tained from the cyclic stress–strain curve which was ob-tained from the experiments on the smooth specimens under fully reversed tension-compression loading.A com-plete description of procedure for determination of mate-rial constants can be found in corresponding references (Jiang and Sehitoglu,1996a,b ).The fatigue material con-stants were determined by comparing the fatigue data un-der fully reversed tension-compression and that under pure torsion (Jiang,2000).2.2.Finite element modelRound compact specimens with a thickness of 3.8mm were used in the crack growth experiments.The geometry and the dimensions of the specimen are shown in Fig.1.The crack growth experiments were conducted in ambient air.The specimens were subjected to constant amplitude loading with different R -ratios (the minimum load over the maximum load in a loading cycle)and high–low se-quence loading.All of the experiments started without a pre-crack,except two specimens tested under the follow-ing loading conditions:R =0.85,D P /2=0.54kN and R =À1,D P /2=5.0kN.More detailed information of the experiments and the experimental results were reported in a separate presentation.Due to the small thickness,plane-stress condition was assumed for the round compact specimen.Four-node plane-stress elements were used in FE mesh model.The FE mesh model shown in Fig.2was created by using the FE package HyperMesh (Altair HyperMesh,2004).Due to the symmetry in geometry and loading,only half of the specimen was modeled.To properly consider the high stress and strain gradients in the vicinity of the notch or crack tip,very fine mesh size was used in these regions.The size of the smallest elements in the mesh model was 0.05mm.There were approximately 3058to 5067ele-ments used in the mesh model depending on the cracksize.The knife edges for the attachment of the open dis-placement gage in the specimen (Fig.1)were not modeled because the free end of the specimen does not affect the stress and strain of the material near the crack tip or notch.Referring to the coordinates system employed in Fig.2,the tensile external load,P ,is applied in the y direction uni-formly over nine nodes on the upper surface of the loading hole.To mimic the actual loading condition,the compres-sive load is applied in the negative y direction uniformly over nine nodes on the lower surface of the loading hole.The displacements in the x direction of the middle nodes on the upper edge of the loading hole are set to be zero.The displacements in the y direction for all the nodes on the plane in front of the crack tip or the root of the notch are set to be zero.In order to consider the possible contact between the upper and lower surfaces of a crack,the FE model incorpo-rates the contact pairs defined in ABAQUS (2007).The crack surface of the lower symmetric half of the specimen is considered as a rigid surface which acts as the master surface.The corresponding crack surface of the upper half of the specimen serves as the slave surface.2.3.Determination of crack growth rateFor continuous crack growth under constant amplitude loading with small yielding,a simple formula was derived for the determination of the crack growth rate (Jiang and Feng,2004a ),d a d N ¼AD 0;ð2Þwhere,A ¼Zr 0D D ðr Þd r ;ð3Þr is the distance from the crack tip and r 0is the damaging zone size ahead of the crack tip where the fatigue damage is non-zero.D D (r )is the maximum fatigue damage per loading cycle with respect to all possible material planes at a given material point.D D (r )is determined by integrat-ing Eq.(1)over one loading cycle,D D ¼Icycler mrr 0À1m 1þr r fb r d e p þ1Àb s d cpð4ÞFig.1.Geometry and dimensions of the round compact specimen (all dimensions inmm).Fig.2.Finite element mesh model.964 F.Fan et al./Mechanics of Materials 40(2008)961–973for a given material point once the stress–strain response at the point is known.In Eq.(3),A denotes the damaging area enclosed by the D D(r)–r curve.Fig.3shows the distribution of D D(r)along the x-direc-tion for Specimen C01which was subjected to constant amplitude loading with R=0.1and D P/2=2.475kN. According to the fatigue criterion,Eq.(1),a material plane will accumulate fatigue damage when the memory stress is higher than the endurance limit and the material point experiences plastic deformation.For a cracked component, only the material near the crack tip accumulates fatigue damage.The values of D D(r)are determined along all ra-dial directions in a polar coordinate system with its origin being at the crack tip.The direction at which the crackgrowth rate is a maximum or the value of A is a maximum is the predicted cracking direction.The corresponding crack growth rate is the predicted crack growth rate.2.4.Crack initiation and early crack growth from notchThe approach described in the previous sub-sections as-sumes that a material point fails to form a fresh crack on the critical plane when the accumulation of the fatigue damage on the critical material plane reaches a critical va-lue,D0.The rule applies to the initiation of a crack and the crack extension after a crack has been formed.Therefore, the approach unifies both the initiation and the subse-quent crack propagation stage.The distribution of the stress-plastic strainfield in the vicinity of a notch root, however,influences the early crack growth,which should be properly considered.The definition of crack initiation used in the current study is different from that of the traditional way.The crack initiation of a fatigue crack is judged by using the fa-tigue criterion,Eq.(1).Once the fatigue damage on a mate-rial plane for the material point at the notch root reaches the critical fatigue damage,D0,the notched member is called to have initiated a fatigue crack.The FE stress analysis is conducted with the notched member for the designated loading condition.For a notched component,the maximum fatigue damage occurs at the notch root.The fatigue damage per loading cycle can be determined and it can be plotted as a distribution along the radial direction from the notch root.Fig.4shows an example for Specimen C20(R=0.2,D P/2=2.0kN,notched depth a n=7.38mm,notch radius=2.0mm).The distance,r,from the notch root is along the x-axis(refer to Fig.1).D D i denotes the fatigue damage per loading cycle on the critical plane during crack initiation.D D i is a function of the location of the material point.The maximum fatigue damage occurs at the notch root during crack initiation.The crack initiation life is predicted to be,N i¼D0D D in;ð5Þwhere N i is the predicted crack initiation life,D0is a mate-rial constant,and D D in is the fatigue damage per loading cycle on the critical plane at the root of the notch.D D in is D D i shown in Fig.4when r=0.During crack initiation,the fatigue damage is also accu-mulated in the vicinity of the notch root and should be considered in the determination of the crack growth near the notch.The area where the fatigue damage accumula-tion is non-zero during crack initiation(Fig.4)is referred to as the notch influencing zone(NIZ).For a specimen un-der a given loading condition,the NIZ can be determined by applying the fatigue criterion,Eq.(1),with the stress and strain histories outputted from the FE analysis.For Specimen C20shown in Fig.4,the NIZ size is approxi-mately0.85mm ahead of the notch root.For each material plane at any material point,the total fatigue damage at the end of the fatigue crack initiation is N i D D i.It should be reiterated that the discussion is based on the assumption that the material is stable in stress–strain response and the applied loading is constant ampli-tude.The crack growth rate within the NIZ can be deter-mined by using the following equation with the consideration of pre-existing fatigue damage accumulation (Ding et al.,2007a):d ad N¼AD0ÀN i D iðrÞ:ð6Þwhere A is the damage area enclosed by the D D(r)–r curve, as explained in Section2.3.In Eq.(6),N i and D D i(r)are re-lated to the fatigue damage accumulation during crack ini-tiation in the NIZ.For a given crack size within the NIZ the FE analysis is conducted.The distribution of the fatigue damage per loading cycle,D D(r),can be determined as a function of the distance from the crack tip,as shown in Fig.3.The enclosed area made by the D D(r)–r curve is A in Eq.(6).For any direction radiated from the crack tip, the direction which has the highest crack growth rate isF.Fan et al./Mechanics of Materials40(2008)961–973965the predicted cracking direction and the corresponding crack growth rate is the predicted crack growth rate.It can be seen that the difference between the crack growth rate determination near the notch(Eq.(6))and that away from the notch root(Eq.(2))lies in the consideration of the fatigue damage caused during the crack initiation stage.Generally,the stress–strain response becomes stabi-lized after a limited number of loading cycles.It was shown (Jiang and Feng,2004a)that the predicted crack growth re-sults obtained based on the stress–strain response from the10th loading cycle were very close to those based on the stabilized stress and strain response.Therefore,the FE analysis for a given notch or crack length under a desig-nated loading amplitude is conducted for10loading cycles. The stress and strain results at the10th loading cycle are used for the fatigue analysis.The stress and strain results obtained from analyzing the notched component during crack initiation will deter-mine the fatigue damage per loading cycle for each mate-rial plane at each material point.Eq.(5)is used to determine the crack initiation life.FE stress analyses are conducted with different crack lengths for a given loading condition.When the crack tip is within the notch influenc-ing zone,Eq.(6)is used for the crack rate determination.D D i(r)in Eq.(6)is the fatigue damage per loading cycle for a given material point during crack initiation.Once the crack grows out of the NIZ,Eq.(2)is used for the crack growth rate determination.In fact,D D i(r)is determined during crack initiation.As a result,Eq.(6)can be used for both situations since D D i(r)is zero for the material points out of the notch influencing zone.It should be noticed that the FE simulation is conducted cycle by cycle mimicking the real crack growth procedure. The crack initiation life is determinedfirst.The crack growth rates at several crack lengths are predicted by using the approach.Therefore,the prediction is the relationship between the crack growth rate,da/dN,and the crack length for a given notched component.With the crack initiation life obtained from using Eq.(5),the relationship between the crack length and the number of loading cycles can be established through a numerical integration.Simulations are also conducted for the high–low step loading conditions.In a high–low step loading experiment, an external load with higher loading amplitude is applied until a crack length reaches a certain value.The amplitude of the external load is switched to a lower value in the sec-ond loading step.In the simulations for the high–low load-ing sequence,one special consideration is made.The memory stress,r mr,in Eq.(1)is kept the same before and immediately after the change of the external load from a higher amplitude to a lower amplitude.After an extension of the crack in the second loading step,the memory stress returns to that under the lower constant amplitude loading.3.Results and discussion3.1.Crack growth experimentsThe material under consideration in the present study is AISI304L austenitic stainless steel which belongs to the class of metastable steels of300-series.Austenitic steels display a R-ratio effect when subjected to constant ampli-tude loading,as has been shown for AISI304(Mei and Morris,1990)and AL6-XN(Kalnaus et al.,2008).The experimental data used in the present investigation was the results of a series of experiments conducted by the authors.Fatigue crack growth experiments were performed using round compact specimens made of stainless steel 304L.The compact specimens were machined from an as-received cold rolled round bar.The bar had a diameter of41.28mm.The dimensions of the specimens are shown in Fig.1.The U-shaped notches were made through EDM (Electric Discharge Machining).The width of the slot in the specimen is0.2mm.One side of the specimen was pol-ished to facilitate the observation of the crack growth using an optical microscope with a magnification of40. The loading conditions included constant amplitude load-ing with R-ratios ranging fromÀ1to0.85and two-step high–low sequence loading.Detailed description of the experiments and the results were reported in a separated presentation.Fig.5shows the experimental results under constant amplitude loading with different R-ratios.Ten specimens were subjected to constant amplitude loading with different loading amplitudes and six R-ratios.Clearly, the R-ratio has an effect on the crack growth of the mate-rial.The notch effect is reflected in the crack growth results presented in Fig.5.It can be found that,except in the case of the specimen with a relatively large notch radius under R=À1loading,the notch effect on the crack growth is not significant.For the R=À1case(Specimen C24,notch966 F.Fan et al./Mechanics of Materials40(2008)961–973。
不同截面形式钢管混凝土柱的约束效应研究

不同截面形式钢管混凝土柱的约束效应研究发布时间:2022-12-21T03:36:35.786Z 来源:《城镇建设》2022年16期作者:赵富裕武波周建家[导读] 为探究不同截面形式钢管混凝土柱的约束效应,本文采用合理的材料本构模型赵富裕武波周建家中国建筑第八工程局有限公司西南分公司四川成都 610041摘要:为探究不同截面形式钢管混凝土柱的约束效应,本文采用合理的材料本构模型并基于ABAQUS有限元软件建立了9个不同截面形式钢管混凝土柱的有限元模型,进行轴压分析,获得其荷载-位移曲线,分析不同截面形式、不同约束效应的影响,针对模拟试件进行了受力机理分析,结果表明:圆形、正方形和长方形三种截面形式的钢管混凝土柱的轴压承载力均随着约束效应系数的增大而显著增强;三种截面形式的钢管混凝土柱在相同约束效应系数的情况下,约束效果由好到差分别为圆形截面、正方形截面、长方形截面;在设计正方形截面和长方形截面的钢管混凝土柱时,可以通过设置加劲肋提升约束效果。
关键词:约束效应;钢管混凝土柱;ABAQUS软件;荷载-位移曲线;承载力Research on Confinement Effect of CFST Columns with Different SectionsAbstract:In order to explore the restraint effect of concrete-filled steel tubular columns with different cross sections, this paper adopts reasonable material constitutive model and establishes nine finite element models of concrete-filled steel tubular columns with different cross sections based on ABAQUS finite element software, carries out axial compression analysis, obtains their load displacement curves, analyzes the effects of different cross sections and different restraint effects, and analyzes the stress mechanism of simulated specimens. The results show that: circular?The axial compressive capacity of concrete-filled steel tubular columns with square and rectangular sections increases significantly with the increase of restraint effect coefficient;?Under the condition of the same restraint effect coefficient, the restraint effect of three types of concrete-filled steel tubular columns from good to bad is respectively circular section, square section and rectangular section;?When designing concrete-filled steel tubular columns with square and rectangular sections, you can improve the constraint effect by setting stiffeners.Key words: constraint effect; Concrete filled steel tube column; ABAQUS software; Load-displacement curve; The bearing capacity0引言随着结构不断走向大跨、重载,现代建筑对柱子的承载能力提出了更高的要求,应运而生的钢管混凝土柱已被广泛运用[1]。
精密金属两毫米填缝工艺流程
精密金属两毫米填缝工艺流程英文回答:Precision metal gap filling is an important process in various industries, including manufacturing, construction, and automotive. It involves filling gaps or seams between metal parts to ensure a tight and secure fit. In this response, I will outline the process of precision metal gap filling, along with some examples and idioms to make the article more engaging.Firstly, before starting the gap filling process, it is crucial to prepare the metal surfaces properly. This involves cleaning the surfaces to remove any dirt, grease, or rust that may hinder the bonding process. For instance, in automotive manufacturing, before filling the gaps between metal panels, technicians use a degreaser to remove any oil or grease that may be present.Once the surfaces are clean, the next step is to choosethe appropriate filler material. There are various options available, such as epoxy, silicone, or metal-based fillers. The choice depends on factors like the size of the gap, the type of metal, and the desired strength of the bond. For example, in construction, when filling gaps between steel beams, a metal-based filler like welding may be used for maximum strength.After selecting the filler material, it is time to apply it to the gap. This can be done using a variety of methods, including manual application with a putty knife or using specialized equipment like caulking guns or dispensing machines. It is important to ensure that the filler material is evenly distributed and properly adheres to the metal surfaces. In the construction industry, workers often say "smooth as butter" when referring to a perfectly applied filler material.Once the filler material is applied, it needs to cure or dry. The curing time depends on the type of filler used and can range from a few minutes to several hours. During this time, it is essential to avoid any movements ordisruptions that may affect the bonding process. In manufacturing, workers may use the phrase "give it sometime to set" when referring to the curing process.After the filler has cured, the excess material can be removed. This can be done by sanding, grinding, or scraping, depending on the type of filler and the desired finish. Itis important to achieve a smooth and seamless transition between the filled gap and the surrounding metal surfaces.In the automotive industry, technicians often refer to this step as "finishing touches" to give the final touch to the repaired area.In conclusion, the process of precision metal gapfilling involves preparing the metal surfaces, choosing the appropriate filler material, applying it to the gap,allowing it to cure, and then removing any excess material. By following these steps, a tight and secure bond can be achieved between metal parts. Remember, practice makes perfect, and with time and experience, one can become a skilled gap filler.中文回答:精密金属填缝是各个行业中的重要工艺流程,包括制造业、建筑业和汽车行业等。
A480A 480M-04

Designation:A480/A480M–04Standard Specification forGeneral Requirements for Flat-Rolled Stainless and Heat-Resisting Steel Plate,Sheet,and Strip1This standard is issued under thefixed designation A480/A480M;the number immediately following the designation indicates the year of original adoption or,in the case of revision,the year of last revision.A number in parentheses indicates the year of last reapproval.A superscript epsilon(e)indicates an editorial change since the last revision or reapproval.This standard has been approved for use by agencies of the Department of Defense.1.Scope*1.1This specification2covers a group of general require-ments that,unless otherwise specified in the purchase order or in an individual specification,shall apply to rolled steel plate, sheet,and strip,under each of the following specifications issued by ASTM:Specifications A167,A176,A240/A240M, A263,A264,A265,A666,A693,A793,and A895.1.2In the case of conflict between a requirement of a product specification and a requirement of this specification, the product specification shall prevail.In the case of conflict between a requirement of the product specification or a requirement of this specification and a more stringent require-ment of the purchase order,the purchase order shall prevail. The purchase order requirements shall not take precedence if they,in any way,violate the requirements of the product specification or this specification;for example,by waiving a test requirement or by making a test requirement less stringent.1.3The values stated in either inch-pound units or SI units are to be regarded separately as standard.Within the text,the SI units are shown in brackets,except that when A480M is specified,Annex A3shall apply for the dimensional tolerances and not the bracketed SI values in Annex A2.The values stated in each system are not exact equivalents;therefore,each system must be used independently of the bining values from the two systems may result in nonconformance with the specification.1.4This specification and the applicable material specifica-tions are expressed in both inch-pound and SI units.However, unless the order specifies the applicable“M”specification designation[SI units],the material shall be furnished in inch-pound units.2.Referenced Documents2.1ASTM Standards:3A167Specification for Stainless and Heat-Resisting Chromium-Nickel Steel Plate,Sheet,and StripA176Specification for Stainless and Heat-Resisting Chro-mium Steel Plate,Sheet,and StripA240/A240M Specification for Chromium and Chromium-Nickel Stainless Steel Plate,Sheet,and Strip for Pressure Vessels and for General ApplicationsA262Practices for Detecting Susceptibility to Intergranu-lar Attack in Austenitic Stainless SteelsA263Specification for Stainless Chromium Steel-Clad PlateA264Specification for Stainless Chromium-Nickel Steel-Clad PlateA265Specification for Nickel and Nickel-Base Alloy-Clad Steel PlateA342/A342M Test Methods for Permeability of Feebly Magnetic MaterialsA370Test Methods and Definitions for Mechanical Testing of Steel ProductsA666Specification for Annealed or Cold-Worked Austen-itic Stainless Steel Sheet,Strip,Plate,and Flat BarA693Specification for Precipitation-Hardening Stainless and Heat-Resisting Steel Plate,Sheet,and StripA700Practices for Packaging,Marking,and Loading Methods for Steel Products for Domestic ShipmentA751Test Methods,Practices,and Terminology for Chemical Analysis of Steel ProductsA763Practices for Detecting Susceptibility to Intergranu-lar Attack in Ferritic Stainless Steels3A793Specification for Rolled Floor Plate,Stainless Steel A895Specification for Free-Machining Stainless Steel Plate,Sheet,and Strip1This specification is under the jurisdiction of ASTM Committee A01on Steel, Stainless Steel and Related Alloys and is the direct responsibility of Subcommittee A01.17on Flat-Rolled and Wrought Stainless Steel.Current edition approved March1,2004.Published March2004.Originally approved st previous edition approved in2003as A480/A480M–03c.2For ASME Boiler and Pressure Vessel Code applications see related Specifi-cation SA–480in Section II of that Code.3For referenced ASTM standards,visit the ASTM website,,or contact ASTM Customer Service at service@.For Annual Book of ASTM Standards volume information,refer to the standard’s Document Summary page on the ASTM website.1*A Summary of Changes section appears at the end of this standard. Copyright©ASTM International,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA19428-2959,United States.A 923Test Methods for Detecting Detrimental Intermetallic Phase in Wrought Duplex Austenitic/Ferritic Stainless SteelsE 112Test Methods for Determining the Average Grain SizeE 140Hardness Conversion Tables for Metals Relationship Among Brinell Hardness,Vickers Hardness,Rockwell Hardness,Superficial Hardness,Knoop Hardness,and Scleroscope Hardness 2.2Federal Standard:Fed.Std.No.123Marking for Shipment (Civil Agencies)42.3Military Standards:MIL-STD-129Marking for Shipment and Storage 4MIL-STD-163Steel Mill Products,Preparation for Ship-ment and Storage 42.4AIAG Standard:B-5Primary Metals Identification Tag Application Stan-dard 52.5ANSI Standard:Accredited Standards Committee X 12,(ANSI ASC X12)63.Terminology 3.1Definitions:3.1.1Plate,sheet,strip,and cold work as used in this specification apply to the following:3.1.2plate —material 3⁄16in.[5.00mm]and over in thick-ness and over 10in.[250mm]in width.Finishes for plate are actually shown in Section 13.3.1.3sheet —material under 3⁄16in.[5.00mm]in thickness and 24in.[600mm]and over in width.Finishes for sheet are actually shown in Section 11.3.1.4strip —cold-rolled material under 3⁄16in.[5.00mm]in thickness and under 24in.[600mm]in width.Finishes are detailed in Section 12for strip ,and strip edges in Section 14for Cold-Rolled Strip.3.1.5cold work —the changing of mechanical properties by work hardening.4.Ordering Information4.1It is the responsibility of the purchaser to specify all requirements that are necessary for material ordered under this specification.Such requirements may include,but are not limited to,the following:4.1.1Quantity (weight and number of pieces),4.1.2Name of material (stainless steel),4.1.3Condition (hot-rolled,cold-rolled,annealed,heat-treated),4.1.4Finish (see Section 11for Sheet,Section 12for Strip,and Section 13for Plates).In the case of polished finishes,specify whether one or both sides are to be polished,4.1.5Temper (if the applicable material specification re-quires this detail),4.1.6Form (plate,sheet,or strip),4.1.7Dimensions (thickness,width,length),4.1.7.1Thickness shall be ordered to decimal or fractional thickness.The use of the gage number is discouraged as being an archaic term of limited usefulness not having general agreement on meaning.The gage number shall not be a basis for rejection.4.1.7.2Thickness,width,and length,when applicable,should be ordered in the same units,for example,0.060in.by 48in.by 120in.[1.52mm by 1219mm by 3048mm].4.1.8Edge,strip only (see Section 14for Cold-Rolled Strip),4.1.9Type or UNS designation,refer to the applicable material specification,4.1.10Specification designation and date of issue,4.1.11Additions to specification or special requirements,4.1.12Restrictions (if desired)on methods for determining yield strength (see appropriate footnote to mechanical proper-ties table of the basic material specification),4.1.13Marking requirements (see Section 25),4.1.14Preparation for delivery (see Section 25),and4.1.15Magnetic permeability test (when required).Refer to Section 19.N OTE 1—A typical ordering description is as follows:200pieces,stainless steel sheets,0.060in.by 48in.by 120in.,Type 410No.2B finish,ASTM A 176-XX.5.Process5.1The steel shall be manufactured/produced by the follow-ing or as specified in the applicable material specification.5.1.1The steel shall be made by one of the following processes:electric-arc,electric-induction,or other suitable processes.5.1.2If a specific type of melting is required by the purchaser,it shall be so specified on the purchase order.6.Heat Analysis6.1An analysis of each heat shall be made by the steel producer to determine the percentages of the elements specified in the applicable material specification.This analysis shall be made from a test sample taken during the pouring of the melt,or from the in-process product later in the manufacturing flow.The chemical composition thus determined shall conform to the applicable material specification.6.2Methods and practices relating to chemical analysis shall be in accordance with Test Methods,Practices,and Terminology A 751.6.3The steel shall not contain an unspecified element for the ordered grade to the extent that the steel conforms to the requirements of another grade for which that element is a specified element having a required minimum content.For this requirement,a grade is defined as an alloy described individu-ally and identified by its own UNS designation in a table of chemical requirements within this specification or any specifi-cation listed within the scope as being covered by the specifi-cation.6.4The producer is not permitted to certify that material is in compliance with an ASTM product specification when the purchase order has required that the material contain as a4Available from Standardization Documents Order Desk,Bldg.4Section D,700Robbins Ave.,Philadelphia,PA 19111-5094,Attn:NPODS.5Available from the Automotive Industry Action Group,26200Lahser,Suite 200,Southfield,MI 48034.6Available from American National Standards Institute (ANSI),25W.43rd St.,4th Floor,New York,NY10036.minimum or range an element that is neither a specified element nor an intentionally added unspecified element for the ordered grade in accordance with the definitions of Test Methods,Practices,and Terminology A751.7.Product Analysis7.1The purchaser is permitted to perform a product analysis (formerly check analysis)to verify the identity of thefinished material representing each heat or lot.Such analysis shall be made by any of the commonly accepted methods that will positively identify the material.7.2The chemical composition determined in accordance with7.1shall conform to the limits of the material specification within the tolerances of Table A1.1,unless otherwise specified in the applicable material specification or the purchase order. The allowable variation of a particular element in a single sample for product analysis is permitted to be either above or below the specified range.However,percentages must exhibit the same tendencies in all samples;that is,the several determinations of any individual element in a heat shall not vary both above and below the specified range.8.Material Test Report and Certification8.1A report of the results of all tests required by the product specification shall be supplied to the purchaser.This material test report shall reference the product specification designation and year date indicating that the material was manufactured, sampled,tested,and inspected in accordance with requirements of the product specification and has been found to meet those requirements.The material test report shall report the melting process when the purchase order requires either a specific type of melting or requires that the melting process used is to be reported.8.1.1The report shall indicate the type of steel.If certifying that the material conforms to the requirements for more than one type of steel,the manufacturer may indicate each type of steel on the report,or may issue a separate report for each type of steel.8.2A signature is not required on the report.However,the document shall clearly identify the organization submitting the report.Not withstanding the absence of a signature,the organization submitting the document is responsible for its content.8.3A material test report,certificate of inspection,or similar document printed from or used in electronic form from an electronic data interchange(EDI)transmission shall be re-garded as having the same validity as a counterpart printed in the certifiers’facility.The content of the EDI transmitted document must meet the requirements of the invoked ASTM standard(s)and conform to any existing EDI agreement be-tween the purchaser and the supplier.Notwithstanding the absence of a signature,the organization submitting the EDI transmission is responsible for the content of the report.8.4Whenfinished material is supplied to a purchase order specifying the product specification,the organization supply-ing that material shall provide the purchaser with a copy of the original manufacturer’s test report.N OTE2—Notwithstanding the absence of a signature,the organization submitting the report is responsible for the content of the report.N OTE3—The industry definition as invoked here is:EDI is the computer-to-computer exchange of business information in a standard format such as ANSI ASC X12.8.4.1When the original manufacturer’s test report was provided by EDI to the organization supplying thefinished material to the purchaser,the organization supplying the finished material shall provide to the purchaser a printed form of the original test report or shall retransmit the test report by EDI to the purchaser.In either case,the test report shall be complete with the full identification of the original manufac-turer and with all data provided on the test report of the original manufacturer.9.Permitted Variations in Dimensions and Weight9.1Sheet,strip,and plate shall conform to the permitted variations in thickness,width,length andflatness,and other properties when specified,as listed in Annex A2and Annex A3 for A480and A480M respectively,for the ordered product form,or as agreed upon by seller and user and specified in the purchase order.10.Workmanship10.1The material shall be of uniform quality consistent with good manufacturing and inspection practices.The steel shall have no imperfections of a nature or degree,for the type and quality ordered,that will adversely affect the stamping, forming,machining,or fabrication offinished parts.10.2Sheet,Strip,and Plate—For sheet,and strip with No. 1finish and plate with hot-roll anneal or hot-roll anneal and picklefinish it is permitted to grind to remove surface imperfections,provided such grinding does not reduce the thickness or width at any point beyond the permissible varia-tions in dimensions.An iron free abrasive wheel shall be used for such grinding and shall be operated at a speed ample to ensure that defective areas are cleanly cut out.11.Finish for Sheet11.1The types offinish available on sheet products are: 11.1.1No.1Finish—Hot-rolled,annealed,and descaled.11.1.2No.2D Finish—Cold-rolled,dullfinish.11.1.3No.2B Finish—Cold-rolled,brightfinish.11.1.3.1Bright Annealed Finish—A bright cold-rolledfin-ish retained byfinal annealing in a controlled atmosphere furnace.11.1.4No.3Finish—Intermediate polishedfinish,one or both sides.11.1.5No.4Finish—General purpose polishedfinish,one or both sides.11.1.6No.6Finish—Dull satinfinish,Tampico brushed, one or both sides.11.1.7No.7Finish—High lusterfinish.11.1.8No.8Finish—Mirrorfinish.11.1.9TR Finish—Cold-worked to obtain specified proper-ties.N OTE4—Explanation of Sheet Finishes:No.1—Commonly referred to as hot-rolled annealed and pickled or descaled.This is a dull,nonreflectivefinish.No.2D—A smooth,nonreflective cold-rolled annealed and pickled or descaledfinish.This nondirectionalfinish is favorable for retention of lubricants in deep drawing applications.No.2B—A smooth,moderately reflective cold-rolled annealed and pickled or descaledfinish typically produced by imparting afinal light cold-rolled pass using polished rolls.This general-purposefinish is more readily polished than No.1or2Dfinishes.Product with2Bfinish is normally supplied in the annealed plus lightly cold-rolled condition unless a tensile-rolled product is specified.Bright Annealed Finish—A smooth,bright,reflectivefinish typically produced by cold rolling followed by annealing in a protective atmosphere so as to prevent oxidation and scaling during annealing.No.3—A linearly texturedfinish that may be produced by eithermechanical polishing or rolling.Average surface roughness(Ra )maygenerally be up to40micro-inches.A skilled operator can generally blend thisfinish.Surface roughness measurements differ with different instru-ments,laboratories,and operators.There may also be overlap in measure-ments of surface roughness for both No.3and No.4finishes.No.4—A linearly texturedfinish that may be produced by eithermechanical polishing or rolling.Average surface roughness(Ra )maygenerally be up to25micro-inches.A skilled operator can generally blend thisfinish.Surface roughness measurements differ with different instru-ments,laboratories,and operators.There may also be overlap in measure-ments of surface roughness for both No.3and No.4finishes.No.6—Thisfinish has a soft,satin appearance typically produced by tampico brushing a No.4finish.No.7—Has a high degree of reflectivity.It is produced by buffing a finely ground surface,but the grit lines are not removed.It is chiefly used for architectural or ornamental purposes.No.8—This is a highly reflective,smoothfinish typically produced by polishing with successivelyfiner grit abrasives,then buffing.Typically, very faint buff of polish lines may still be visible on thefinal product. Blending after part assembly may be done with buffing.TR Finish—Thefinish resulting from the cold-rolling of an annealed and descaled or bright annealed product to obtain mechanical properties higher than that of the annealed condition.Appearance will vary depend-ing upon the startingfinish,amount of cold work,and the alloy. Architectural Finishes—Sometimes described as a No.5finish,these are a separate category and may be negotiated between buyer and seller, as there are many techniques andfinish variations available throughout the world.11.1.10Architecturalfinish,No.5,or other proprietary names are specialfinishes.11.1.11Note4is not meant to be restrictive or to be used asa basis for rejection but is intended to give general guidelines. Various production methods may be used to obtain these finishes.11.1.12Sheets can be produced with one or two sides polished.When polished on one side only,it is permitted to rough grind the other side in order to obtain the necessary flatness.12.Finish for Strip12.1The various types offinish procurable on cold-rolled strip products are:12.1.1No.1Finish—Cold-rolled to specified thickness, annealed,and descaled.12.1.2No.2Finish—Same as No.1Finish,followed by a final light cold-roll pass,generally on highly polished rolls.12.1.3Bright Annealed Finish—A bright cold-rolledfinish retained byfinal annealing in a controlled atmosphere furnace.12.1.4TR Finish—Cold-worked to obtain specified proper-ties.12.1.5Polished Finish—Stainless steel strip is also avail-able in polishedfinishes such as No.3and No.4,which are explained in Note4.N OTE5—Explanation of Strip Finishes:No.1—Appearance of thisfinish varies from dull gray mattefinish to a fairly reflective surface,depending largely upon composition.Thisfinish is used for severely drawn or formed parts,as well as for applications where the brighter No.2Finish is not required,such as parts for heat resistance.No.2—Thisfinish has a smoother and more reflective surface,the appearance of which varies with composition.This is a general purpose finish,widely used for household and automotive trim,tableware,utensils, trays,etc.Bright Annealed Finish—See Note4.TR Finish—See Note4.13.Finish for Plates13.1The types offinish available on plates are:13.1.1Hot-Rolled or Cold-Rolled,and Annealed or Heat Treated—Scale not removed,an intermediatefie of plates in this condition is generally confined to heat-resisting applications.Scale impairs corrosion resistance.13.1.2Hot-Rolled or Cold-Rolled,and Annealed or Heat Treated,and Blast Cleaned or Pickled—Condition andfinish commonly preferred for corrosion-resisting and most heat-resisting applications,essentially a No.1Finish.13.1.3Hot-Rolled or Cold-Rolled,and Annealed or Heat Treated,and Surface Cleaned and Polished—Polishfinish is generally No.4Finish.13.1.4Hot-Rolled or Cold-Rolled,and Annealed or Heat Treated,and Descaled,and Temper Passed—Smootherfinish for specialized applications.13.1.5Hot-Rolled or Cold-Rolled,and Annealed or Heat Treated,and Descaled;and Cold-Rolled,and Annealed or Heat Treated,and Descaled,and Optionally Temper Passed—Smoothfinish with greater freedom from surface imperfections than in13.1.4.14.Edges for Cold-Rolled Strip14.1The types of edges available on strip products are: 14.1.1No.1Edge—A rolled edge,either round or square as specified.14.1.2No.3Edge—An edge produced by slitting.14.1.3No.5Edge—An approximately square edge pro-duced by rolling orfiling after slitting.15.Heat Treatment15.1The heat treatments shown in this section are to be followed unless otherwise specified in the applicable material specification.Heat treatment thermal cycles shall be separate from other thermal processing cycles;for example,in-process thermal cycles are not permitted as a substitute for the separate annealing cycle.15.2Austenitic Types:15.2.1The material shall be solution annealed to meet the mechanical property requirements of the applicable material specification unless otherwise stated in the material specifica-tion.15.2.2Except as indicated in Table A1.2,Series300, XM-15,N08800,S30415,S30815,S31725,S31726,andS32615austenitic chromium-nickel steels,when specified on the purchase order,shall be capable of meeting the test for resistance to intergranular corrosion specified in18.2.15.2.3For grades stabilized with titanium or columbium, refer to Note6.N OTE6—Solution-annealing temperatures above1950°F[1066°C]can impair the resistance to intergranular corrosion after subsequent exposure to sensitizing conditions in the stabilized grades,Types309Cb,309HCb, 310Cb,310HCb,316Ti,316Cb,321,321H,347,347H,348,348H,and S35135.When intergranular corrosion is of concern,the purchaser should specify the corrosion test of18.2(to be conducted on sensitized speci-mens).The manufacturer is permitted,if necessary,use a lower tempera-ture resolution anneal or a stabilization anneal after a high temperature solution anneal in order to meet corrosion test requirements.Consider-ation should be given to the corrosive media before using a stabilization anneal at less than1800°F[982°C],as such treatment is not equally effective for all media.15.2.4For the stabilized H types,it is noted that the heat treatment requirements shown in Table A1.2differ as a function of whether the material was cold worked or hot finished.15.2.5The chromium-manganese-nickel types(201,202, S20103,S20400,S20153,S21800,XM-17,XM-18,XM-19, XM-29,and XM-31)shall be solution annealed to meet the mechanical property requirements of the applicable material specification and,to exhibit adequate resistance to intergranu-lar corrosion(see18.2).For S20161,the heat treatment is specified in Table A1.2.15.2.5.1Note that some of these types contain high carbon content that can adversely affect resistance to intergranular corrosion.15.3Duplex Types—The duplex types shall be solution annealed in accordance with Table A1.2.15.4Martensitic and Ferritic Types:15.4.1The chromium steels(S32803,400Series,S40945, S41045,S41050,S41500,S43932,S44400,S44635,S44660, S44700,S44735,S44800,XM-27,and XM-33)shall be heat treated in such a manner as to satisfy all the requirements for mechanical and bending properties specified in the applicable material specification and(except for400Series,S41050,and S41500)to provide for adequate resistance to intergranular attack.15.4.2For S41500,heat to1750°F[955°C]minimum,air cool to200°F[93°C]or lower prior to any optional interme-diate temper and prior tofinal temper.Thefinal temper shall be between1050°F[566°C]and1150°F[621°C].16.Number of Tests16.1Unless otherwise specified by the applicable material specification or by agreement between the seller and the purchaser to perform a greater number of tests,the following number of tests are to be performed.16.1.1In the case of plate,sheet,and strip produced in coil form,two or more hardness tests(one from each end of the coil);one bend test,when required;one permeability test,when required;and one or more tension tests shall be made on specimens taken from each coil.If the hardness difference between the two ends of the coil exceeds5HRB,or equivalent,or if the material is temper rolled,tensile properties must be determined on both coil ends.16.1.2In the case of plate,sheet,or strip produced in cut lengths,one tension test;two tension tests if the material is temper rolled(one tension test for single piece lots);one bend test when required,and one or more hardness tests shall be made on each100or less pieces of the same heat and nominal thickness rolled separately or continuously and heat treated within the same operating period,either as a lot or continu-ously.N OTE7—The term continuously,as applied to heat treatment,is meant to describe a heat-treating operation in which one cut length follows another through the furnace.Interspersement of different melts is permis-sible if they are of approximately the same nominal thickness and are heat treated in the same operating period and under the same conditions(time and temperature).16.1.3One intergranular corrosion test,when required,shall be selected from each heat and thickness subjected to the same heat treatment practice.It is permitted to obtain such speci-mens from specimens selected for mechanical testing.17.Test Specimens17.1Tension Test:17.1.1Tension test specimens shall be taken fromfinished material and shall be selected in either or both longitudinal and transverse direction.The tension test specimen shall conform to the appropriate sections of Test Methods and Definitions A370,unless otherwise specified in the applicable material specification or agreed upon by the seller and the purchaser.17.1.2The testing speed between the yield strength and the fracture of the specimen,shall be conducted at a constant strain rate between1⁄8in.[3.18mm]and1⁄2in.[12.70mm] inclusive,per inch[25.40mm]of gage length per minute,or at a crosshead speed that will give a strain rate within this range. For the purposes of this specification,the rate of strain shall be determined by a strain-rate pacer,indicator,or controller,or by dividing the unit elongation by the elapsed time from yield strength to fracture.17.2Hardness Test—It is permitted to perform hardness tests on the grip ends of the tension specimens before they are subjected to the tension test.17.3Bend Test:17.3.1Bend test specimens(when required)shall be taken fromfinished material and shall be selected in the transverse direction or as indicated in the applicable material specification or as agreed upon by the seller and the purchaser.In the case of transverse bend test specimens,the axis of bend shall be parallel to the direction of rolling.17.3.2Bend test specimens from sheet and strip product shall be the full thickness of the material and approximately1 in.[25.4mm]in width.It is permitted to round the edges of the test specimen to a radius equal to one half the specimen thickness.17.3.3The width of strip for which bend tests can be made is subject to practical limitations on the length of the bend test specimen.For narrow strip,the following widths can betested:。
钢材(Steel)词汇E
Electric Furnace Steel 电炉钢Electric Steel 电炉钢Electric Steel Furnace 电炉钢炉; 电⽓炼钢炉Electric Steel Heat 电炉钢熔炼Electric Steel Making Process 电炉炼钢操作法Electric Welded Steel Pipe 电焊钢管Electric(Al) Steel 电⼯钢Electric-Resistance-Welded Steel Pipe 电阻焊钢管Electrical Steel 电炉钢Electrical Steel Sheet 电⼯硅钢⽚Electro-Galvanised Steel-Clad Fire Door 电镀钢包防⽕门Electro-Galvanized Steel Wire 电镀锌钢丝Electroless Nickel Plated Steel 化学镀镍钢; ⽆电镀镍钢Electrosmelting Of Steel 电炉炼钢Embedded Steel 埋置钢筋En Steel (英国标准) ⼯程⽤低碳钢Enamelled Pressed Steel 搪瓷钢板Enamelling Sheet Steel 钢板搪瓷End-Bearing Steel H-Pile 端部承载的⼯字钢桩Equal Angle Steel 等边⾓钢Dull Steel Sheet 不光亮的钢板Effervescing Steel 沸腾钢Eutectic Steel 共晶钢Eutectoid Steel 共析钢Expanded Steel Diamond Mesh 菱形钢板Expanded Steel Packing Element 钢板蜂窝填料Extension Steel 接杆钎⼦Extra Deep-Drawing Steel 极深冲钢; 优质深冲钢Extra Fine Steel 超细钢Extra Hard Steel 特硬钢; 超硬钢Extra Soft Steel 特软钢Extra Special Improved Plough Steel Wire 超级制绳钢丝Extra Strong Steel Pipe 特强钢管Extra Thick Steel Wire 特粗钢丝Extra Thin Steel Wire 特细钢丝Extra-Deep Drawing Steel 超深冲钢Extra-High Tensile Steel 特⾼强度钢Extra-High-Tensile Steel 超⾼强度钢Extra-Low Carbon Steel 极低碳素钢Extra-Low-Carbon Stain Less Steel 超低碳不锈钢Effervescenced Steel 沸腾钢。
Series 5200AL 铝合金液密润金属导管说明说明书
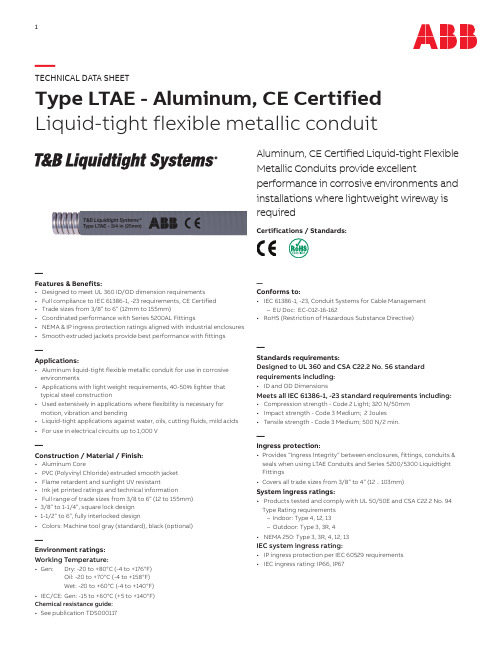
—Features & Benefits:• Designed to meet UL 360 ID/OD dimension requirements• Full compliance to IEC 61386-1, -23 requirements, CE Certified• Trade sizes from 3/8” to 6” (12mm to 155mm)• Coordinated performance with Series 5200AL Fittings• NEMA & IP ingress protection ratings aligned with industrial enclosures • Smooth extruded jackets provide best performance with fittings—Applications:• Aluminum liquid-tight flexible metallic conduit for use in corrosive environments• Applications with light weight requirements, 40-50% lighter that typical steel construction• Used extensively in applications where flexibility is necessary for motion, vibration and bending• Liquid-tight applications against water, oils, cutting fluids, mild acids • For use in electrical circuits up to 1,000 V—Construction / Material / Finish:• Aluminum Core• PVC (Polyvinyl Chloride) extruded smooth jacket• Flame retardent and sunlight UV resistant• Ink jet printed ratings and technical information• Full range of trade sizes from 3/8 to 6” (12 to 155mm)• 3/8” to 1-1/4”, square lock design• 1-1/2” to 6”, fully interlocked design• Colors: Machine tool gray (standard), black (optional)—Environment ratings:Working Temperature:• Gen: Dry: -20 to +80°C (-4 to +176°F)Oil: -20 to +70°C (-4 to +158°F)Wet: -20 to +60°C (-4 to +140°F)• IEC/CE: G en: -15 to +60°C (+5 to +140°F)Chemical resistance guide:• See publication TDS000117—Conforms to:• IEC 61386-1, -23, Conduit Systems for Cable Management –EU Doc: EC-012-16-162• RoHS (Restriction of Hazardous Substance Directive)—Standards requirements:Designed to UL 360 and CSA C22.2 No. 56 standard requirements including:• ID and OD DimensionsMeets all IEC 61386-1, -23 standard requirements including:• Compression strength - Code 2 Light; 320 N/50mm• Impact strength - Code 3 Medium; 2 Joules• Tensile strength - Code 3 Medium; 500 N/2 min.—Ingress protection:• Provides “Ingress Integrity” between enclosures, fittings, conduits & seals when using LTAE Conduits and Series 5200/5300 Liquidtight Fittings• Covers all trade sizes from 3/8” to 4” (12 .. 103mm)System ingress ratings:• Products tested and comply with UL 50/50E and CSA C22.2 No. 94 Type Rating requirements–Indoor: Type 4, 12, 13–Outdoor: Type 3, 3R, 4• NEMA 250: Type 3, 3R, 4, 12, 13IEC system ingress rating:• IP ingress protection per IEC 60529 requirements• IEC ingress rating: IP66, IP67Aluminum, CE Certified Liquid-tight Flexible Metallic Conduits provide excellent performance in corrosive environments and installations where lightweight wireway is requiredCertifications / Standards:1—TECHNICAL DATA SHEETType LTAE - Aluminum, CE Certified Liquid-tight flexible metallic conduitProduct selectionDimensions—Type LTAE - Aluminum, CE CertifiedProduct selection and dimensionsTypeLTAE|Technicaldatasheet|TDS8C—ABB Installation Products Inc.Memphis, TennesseeUSALet’s write the future.Together. —We reserve the right to make technicalchanges or modify the contents of thisdocument without prior notice. Withregard to purchase orders, the agreedparticulars shall prevail. ABB InstallationProducts Inc. (Formerly Thomas & BettsCorp.) does not accept any responsibilitywhatsoever for potential errors or possiblelack of information in this document.We reserve all rights in this document andin the subject matter and illustrationscontained therein. Any reproduction– in whole or in part – is forbidden withoutprior written consent of ABB InstallationProducts Inc. Copyright© 2019 ABBInstallation Products Inc. All rightsreserved.2。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
端部效应的影响,在试验中为了防止端部破坏,在 试件端部用特制钢箍夹紧,为使钢箍能密实地箍紧 GFRP 管,在钢箍与 GFRP 管之间垫薄布,所有试 件加载均采用此约束,试件的截面详图,见图 1。
(a) 制作前
(b) 成品件 图 1 试件截面图 Fig.1 Cross section of specimens
பைடு நூலகம்,而对 GFRP 管钢骨高强混
凝土组合柱的受力性能研究尚未见到有关报道。在 前人研究的基础上,笔者通过试验,研究 GFRP 管 钢骨高强混凝土组合柱轴心受压的工作机理和破 坏模式,探讨 GFRP 管的纤维缠绕角度、管壁厚度 及内部钢骨对 GFRP 管钢骨高强混凝土组合柱的轴
Table 1
试件编号 GSC1 GSC2 GSC3 GSC4 GSC5 GC6 缠绕角/(o) 60 80 80 80 80 80 壁厚/mm 3 3 3 5 3 3 钢骨 有 有 有 有 有 无
第 26 卷第 9 期 2009 年 9 月
Vol.26 No.9 Sep. 2009
工
程
力
学 170
ENGINEERING MECHANICS
文章编号:1000-4750(2009)09-0170-06
GFRP 管钢骨高强混凝土组合柱轴心受压试验研究
*
王连广,秦国鹏,周
乐
(东北大学资源与土木工程学院,辽宁,沈阳 110004)
到周围混凝土约束,避免了钢骨局部屈曲现象的发 生,钢骨增加了组合柱的抗剪能力和抗震延性;另 一方面,由于混凝土的存在,阻止了 GFRP 管这种 薄壁构件的局部屈曲的发生。特别是,由于 GFRP
工
程
力
学
171
管的约束作用,在外荷载作用时,核心混凝土的横 向变形受到限制,处于三向受力状态,提高了混凝 土的抗压强度,改善了高强混凝土的抗震延性。 GFRP 材料具有轻质、高强、抗腐蚀性能优越及介 电性能优越等特性,为此,GFRP 管钢骨高强混凝 土组合柱可应用于暴露、易于腐蚀及特殊不利环境 的结构。目前,国内外已有专家研究了 GFRP 管混 凝土柱的受力性能[1
(c) GSC3 (b) GSC2 (a) GSC1
工
程
力
学
o
173
和 80 。可以看出,在荷载作用初期,两试件 GFRP 管的荷载-应变曲线基本重合, 说明此时 GFRP 管对 混凝土的约束作用不明显;当荷载达到其极限荷载 的 70%左右以后,在相同大小荷载作用下,纤维缠 绕角度小的 GFRP 管应变值小,这是因为纤维缠绕 角度小的 GFRP 管对混凝土的紧箍力强,试件承载 力随之提高,由此可见,试件的承载力随缠绕角度 的减小而增大;钢骨的屈服应变比较接近,说明 GFRP 管对钢骨的约束作用不明显。
表 1 试验参数与计算结果 Parameters of testing and calculating results
出现白纹/ kN 1945 1620 1545 1445 1820 1945 出现响声/kN 2810 2150 2300 2295 2160 2110 试验值 N e / kN 3220 3050 2600 2670 2875 2490 计算值 N c / kN 2971 2782 2872 2489 2782 2442
(School of Resources & Civil Engineering, Northeastern University, Shenyang, Liaoning 110004, China)
Abstract: This paper presents the experimental research of 6 GFRP tube columns filled with steel-reinforced high-strength concrete subjected to axial loading. The effects of the GFRP tube fiber winding angle, GFRP tube thickness, and the steel of GFRP tube columns filled with steel-reinforced high-strength concrete were included in the scope of this investigation. The test results show that the bearing compressive capacity of composite columns obviously increase with the fiber tangle angle reducing, and increase with the increase of GFRP tube thickness. However, both the fiber winding angle and GFRP tube thickness have less influence on mechanical performance of the steel. The steel is not local yield because of the concrete. Meanwhile, the steel restrain concrete which increase the deformation capacity and bearing compressive capacity of composite columns. The theoretical calculating formula for GFRP tube columns filled with steel-reinforced high-strength concrete subjected to axial load is proposed by the base of the test study and theoretical analysis, and the results agree well with test results. Key words: GFRP tube; steel-reinforced concrete; composite column; axial loaded; experimental research GFRP(Glass fiber reinforced polymer)管钢骨高 强混凝土组合柱是在 GFRP 管内设置型钢,然后浇 筑高强混凝土而形成的一种新型组合柱。在 GFRP 管钢骨高强混凝土组合柱中:一方面,内部钢骨受
(c) 试验件
2) 测试方法。 试验主要测试试件的轴向压力、GFRP 管的纵 向与环向应变、钢骨的翼缘与腹板应变及试件的纵 向变形。 在试件的中部和距试件端部 1/4 处的 GFRP
管表面粘贴纵向和环向应变片,以测量该截面处 GFRP 管的纵向应变和环向应变;在钢骨中部截面 的翼缘和腹板处粘贴应变片,以测试钢骨的应变变 化,应变片的布置,见图 2(a)。
―10]
压承载力、变形等影响,通过试验和理论分析,建 立 GFRP 管钢骨高强混凝土组合柱的轴压承载力计 算公式。
1 试验概况
1) 试件制作。 本次研究共进行 5 根 GFRP 管钢骨高强混凝土 组合柱和 1 根 GFRP 管高强混凝土组合柱试验,试 件外径均为 200mm,长度为 600mm,混凝土采用 C70,其轴心抗压强度标准值为 48.6MPa,钢骨采 用 I10 号工字钢,其抗压强度为 355MPa,其它试 验参数,见表 1。
———————————————
收稿日期:2008-08-04;修改日期:2009-03-11 基金项目:国家教育部博士点基金项目(20050145012);辽宁省教育厅科技攻关项目(20060708) 作者简介:*王连广(1964―),男,辽宁鞍山人,教授,博士,博导,从事结构工程研究(E-mail: lgwneu@); 秦国鹏(1981―),男,辽宁锦州人,博士生,从事结构工程研究(E-mail: qinguopengneu@); 周 乐(1978―),女,辽宁营口人,博士生,从事结构工程研究(E-mail: zhoule0306@).
EXPERIMENTAL RESEARCH OF GFRP TUBE COLUMNS FILLED WITH STEEL-REINFORCED HIGH-STRENGTH CONCRETE SUBJECTED TO AXIAL LOADING
*
WANG Lian-guang , QIN Guo-peng , ZHOU Le
172
工
程
力
学
GFRP管
钢骨
150 150
位移计
压力机 钢箍 静力应变系统 试 件 应变片 压力机底座 电脑
GFRP管侧面展开图
平面图
翼缘侧面图 腹板侧面图
(a) 应变片位置 Fig.2 图 2 应变片布置及加载图 The position of strain gauge and loading device
(b) 加载简图
试验均在 500t 压力机上进行, 试验采用分级加 载制,在弹性范围内,每级加荷载值为计算极限荷 载的 1/15,当荷载达到极限荷载的 60%左右时,每 级加荷载值为极限荷载 1/30,接近破坏时缓慢连续 加载,直至试件破坏,加载简图,见图 2(b)。
2 试验结果分析
2.1 破坏现象 在荷载作用初期,GFRP 管钢骨高强混凝土组 合柱外表没有明显现象,当荷载达到其极限荷载的 60%左右时,试件中部压区的 GFRP 管表面有肉眼 可观察到的皱褶和白纹,纤维层颜色由均匀的淡绿 色变为不规则的局部白色。随着荷载继续增加,试 件中部逐渐向外膨胀,当荷载达到其极限荷载的 80%左右时,可听到纤维陆续断裂、树脂开裂的声 音,随后,响声频率增大,直到破坏。在整个试验 过程中,未出现试件坍塌现象,试验过程出现白纹 与响声的荷载,见表 1。 从测试应变看,在荷载作用初期,GFRP 管的 纵向、环向应变都随着荷载增加呈线性增加,并且 环向应变明显小于纵向应变发展。当荷载达到其极 限荷载 80%左右时,GFRP 管的环向应变增长速度 明显大于纵向应变增长速度,说明,此时内部混凝 土膨胀明显,GFRP 管对混凝土约束作用加强。内 部钢骨,在荷载作用初期,翼缘和腹板应变随荷载 增加而呈线性增加, 荷载继续增加, 应变继续增大, 当荷载达到其极限荷载 80%左右时,钢骨纵向应变 增长速度明显大于荷载增长速度,说明混凝土即将 破裂, 对钢骨失去约束作用。 试件的最终破坏现象, 见图 3。 2.2 影响参数分析 分析试验结果发现,影响 GFRP 管钢骨高强混 凝土组合柱的工作机理、破坏模式的因素较多,而