二次冷轧技术应研究
二次加工操作规程
二次加工操作规程1. 引言二次加工是指在原始产品基础上进行进一步的加工和改造的工艺过程。
本文档旨在制定二次加工操作规程,以确保二次加工过程的安全性、高效性和质量。
2. 二次加工准备工作在进行二次加工之前,需要进行以下准备工作:2.1 确定二次加工方式根据产品需求和工艺要求,确定二次加工的具体方式,包括切割、钻孔、焊接、镶嵌等。
2.2 准备所需设备和工具根据二次加工方式确定所需设备和工具,并确保其正常运行和完好状态。
如需使用特殊设备,需要经过安全培训并获得相关操作资质。
2.3 确保材料质量和数量检查材料的质量和数量是否符合要求,并将其准备齐全。
如有需要,可以进行标记和分类,以便后续操作。
2.4 制定操作流程和安全措施针对不同的二次加工方式制定相应的操作流程,并确定必要的安全措施,包括个人防护措施、设备安全操作规范等。
3. 二次加工操作流程以下是一般性的二次加工操作流程,具体操作流程根据不同的产品和工艺相应调整。
3.1 准备工作•步骤1:检查设备和工具的完好性,确保其正常运行。
•步骤2:佩戴个人防护装备,包括安全帽、防护眼镜、耳塞等。
•步骤3:准备所需的材料,并进行必要的分类和标记。
3.2 加工前准备•步骤1:根据产品需求,将原始产品进行清洁和涂层处理。
•步骤2:按照二次加工方式设置和调整设备参数,确保加工精度。
•步骤3:校准测量工具,如千分尺、角度量具等。
3.3 加工操作•步骤1:根据操作要求,进行切割、钻孔、焊接、镶嵌等二次加工操作。
•步骤2:及时清理加工产生的废料和碎屑,保持作业区域清洁。
•步骤3:定期检查加工质量,并进行必要的调整和修正。
3.4 完成和清理工作•步骤1:检查二次加工后的产品质量,确保其符合要求。
•步骤2:清理使用过的设备和工具,保持其干净和完好。
•步骤3:整理和存放好剩余的材料,确保其安全和易于查找。
4. 安全注意事项在进行二次加工操作时,需要注意以下安全事项:•在操作过程中,严禁饮食、吸烟或玩手机等分散注意力的行为。
冷轧扭及冷轧带肋钢筋在高层住宅工程中的应用研究
减少 了能耗 。
住 宅 类 工程 中使 用 冷 轧 扭 及冷 轧带 肋 钢 筋 替 换 普 通 I 级 钢筋 有 较为 明显 的优 点 。 2 1 强 度 高 冷 轧 扭 及 冷 轧 带 肋 钢 筋 均 是 由 圆 盘 钢 筋 母 材 冷 加 工 而 成 , 此 强度 均得 到 大幅度 提 高 。 因 同母 材 相 比较 , 轧扭 钢筋 的强 度提 高近 1 ; 样 , 冷 倍 同 冷 轧带 肋钢 筋设计 强 度可 提高 6 % 。 0
冷 轧 带 肋 钢 筋 则 是 采 用 普 通 低 碳 钢 或 低 合 金 钢 热 轧 圆 盘 条 为 母 材 . 冷 轧 或 冷 拔 减 径 后 在 其 表 面 冷 轧 成 具 有 三 面 经 或 二 面 月 牙 形 横 肋 的 钢 筋 。 冷 轧 带 肋 钢 筋 按 强 度 级 别 分 为 三 级 . L 5 0、 L 5 、L 8 0 L 5 0级 钢 筋 宜 用 作 钢 筋 混 即 L 5 L 6 0 L 0 。L 5 凝 土 结 构 中 的 受 力 主 筋 、 立 筋 、箍 筋 和 构 造 钢 筋 , 径 为 架 直 4~1 rm; L 5 L 8 0级 钢 筋 宜 用 作 预 应 力 混 凝 土 结 构 构 2 a L 6 0、 L 0 件 中的受力 主 筋 。 冷 轧 扭 钢 筋 一 般 用 于 建 筑 结 构 的 平 板 中 ; 轧 带 肋 钢 筋 冷 主 要 用 于 没 有 震 动 荷 载 和 重 复 荷 载 的 工 业 与 民 用 建 筑 及 一 般 构 筑 物 的 钢 筋 混 凝 土 楼 板 、 梯 、 、 箍 筋 、 应 力 空 心 楼 梁 柱 预 板 以 及 中 小 型 结 构 构 件 .也 可 用 作 多 层 砖 混 结 构 房 屋 圈 梁 、 构 造 柱 以 及 砌 体 配 筋
双机架六辊平整兼二次冷轧机组开发

双机架六辊平整兼二次冷轧机组开发一、介绍1、研究背景和意义2、国内外研究现状3、本文的主要研究目的和内容二、双机架六辊平整兼二次冷轧机组的设计与分析1、机组组成和工作原理2、机组结构设计与参数分析3、机组的运行稳定性和安全性分析三、双机架六辊平整兼二次冷轧机组的试验研究1、试验装置和试验方法2、试验数据的采集和处理3、试验结果的分析和评估四、双机架六辊平整兼二次冷轧机组的应用案例1、应用场景介绍2、机组运行情况介绍3、应用效果评价五、总结与展望1、研究成果总结2、研究存在的不足3、未来研究方向发展趋势注:提纲仅供参考,具体细节根据实际情况自行拓展。
一、介绍1、研究背景和意义随着经济的不断发展和工业技术的不断进步,轧钢工业在现代工业中占据越来越重要的地位。
轧钢工业产品的质量和效率对于整个工业界和国民经济的发展都有着重要的影响。
而六辊平整兼二次冷轧机组是轧钢工业中一个重要的组成部分,其作用主要是进行钢板、带材加工之后的辊平整调整和次轧的加工,以提高产品质量和效率。
2、国内外研究现状在国内外,对六辊平整兼二次冷轧机组的研究属于一个相对成熟的领域。
众多厂家和研究机构都对该领域展开了广泛的研究和应用。
已有许多研究成果,如针对机组结构和性能的优化设计、基于优化控制策略的机组自动化控制和智能化决策系统等。
这些成果为机组的高效运行和产品质量提升带来了积极的影响。
3、本文的主要研究目的和内容本文研究内容主要是针对双机架六辊平整兼二次冷轧机组的开发。
机组既包括辊平整调整,又包括次轧加工,可提高产品质量和效率,具有重要的应用价值。
本文将围绕机组的设计与分析、试验研究、应用案例等方面进行研究和探究。
通过对机组的结构设计和参数分析,试验数据采集和处理等方面的深入研究,将为机组的性能提升和效率提高提供重要的支持和参考。
二、双机架六辊平整兼二次冷轧机组的设计与分析1、机组组成和工作原理双机架六辊平整兼二次冷轧机组主要由辊架、辊位、调平系统、托辊架及冷却系统等组成,其工作原理是先通过辊架进行辊平整调整,然后进行次轧加工,最后再通过辊架进行最后的平整调整,以达到所需的板材平整度和厚度。
冷轧钢(卷)带检验规程及标准

冷轧钢(卷)带检验规程及标准一.适用范围本规程及标准适用于公司内部冷轧工序检验和成品冷硬、退火、二次冷轧钢带的检验二. 参照镀锌板供货技术协议、用户协议、JIS G3141、GB708三.工序检验规程:1酸洗钢带表面质量状况:酸洗卷应平直整齐,无折叠、裂边、刮边:表面无欠酸洗氧化铁皮、锈斑,无过酸洗现象,无表面划伤、凹坑、压印深度应小于相应国家原料标准要求的厚度偏差之半。
2轧制:每道次通过测厚仪在线检测钢带厚度,更换道次时检查钢带表面质量状况和裂边情况,人工观察钢带板形,复合浪≤6mm、肋浪≤5mm、边浪≤8mm,浪长≥100mm不允许有严重的碎边浪、荷叶边。
人工观察表面清洁度不允许有整卷的黑带。
无表面划伤、凹坑、压印深度应小于相应国家原料标准要求的厚度偏差之半。
3重卷时要保持毛毡清洁,不得二次污染钢卷表面。
切边毛刺量控制在≤0.02mm范围内,不得出现缺刀现象。
薄板切边时S弯≤2mm。
重卷退火的张力要控制在最小范围内、但齐边度要好,错层不得超过5处,错层溢出高度小于等于3mm。
退火前要检查设备是否正常,装炉过程中要轻起慢放、不得边部压折及损伤钢卷。
4平整钢带时应在线对其表面、板形、边部、几何尺寸等质量状况进行检验。
5成品尺寸测定部位:钢带两边大于等于15mm内侧的任意一点为厚度测定部位;钢带两侧长度方向上的任意部位均为宽度的测定部位。
6成品钢带的硬度用小负荷维氏硬度计测定,按GB试验方法执行。
四.检验标准:1冷轧成品厚度允许偏差(见表一)1.1流程状态:视实际需要(可带原料尾部冷轧钢卷)钢带外圈头部15米内厚度允许偏差最大不得超过表一规定值的50%,钢卷尾部(即内径芯部)升、减速10圈内的厚度偏差不列入检测范围1.2交货状态:重卷、精整分切钢卷钢卷头部15米、尾部15米内厚度允许偏差最大不得超过表一规定值的50%。
1.冷轧成品厚度允许偏差单位mm(见表一)厚度公差要求以用户要求为第一标准,用户无特殊要求时以此为标准DR及0.3以下厚度产品以客户要求为准,无特殊要求时执行表一要求中厚板执行附3 标准表一2.冷轧成品宽度允许偏差(见表二)宽度公差要求以用户要求为第一标准,用户无特殊要求时以此为标准单位mm 宽度允许表表二3.冷轧成品表面质量要求B级光亮处理表面3.1表面用磨削处理过的轧辊,对表面进行平滑轧制(指平均粗糙度定向值Ra:0.6um以下)3.2表面无锈斑、残留氧化铁皮、针状黑条等污染物,头尾各15米内允许有少量、轻微的针状黑条。
硅钢基础知识
硅钢带的生产1903 年美国和德国首先生产了热轧硅钢。
美国阿姆柯钢公司于 1935 年开始生产冷轧取向硅钢,20 世纪 40 年代初生产无取向硅钢。
50 年代主要工业发达国家陆续引进阿姆柯技术专利。
70 年代前,世界约 80%取向硅钢都按此专利生产。
1968 年日本新日铁正式生产高磁感取向硅钢(Hi-B 钢)。
从 1971 年开始,美国等 6 个国家引进了日本 Hi—B 钢专利。
从 1968 年开始,日本在冷轧电工钢产品质量、制造技术和装备、开发新产品和新技术、科研和测试技术各方面都远超过美国,处于领先地位。
我国太原钢铁(集团)公司于 1954 年首先生产热轧硅钢。
1957 年钢铁研究总院研制成功冷轧取向硅钢,到 1973 年已掌握阿姆柯技术专利要点。
1974 年武汉钢铁(集团)公司从日本新日铁引进冷轧硅钢制造装备和专利,1979 年正式生产 11 个牌号的冷轧取向及无取向硅钢。
4.1电工钢的分类及性能4.1.1电工钢的分类电工钢按其成分分为低碳低硅(碳含量很低,硅的质量分数小于 0.5%)电工钢和硅钢两类;按最终加工成形的方法分为热轧硅钢和冷轧硅钢两大类;按其磁各向异性分为取向电工钢和无取向电工钢。
热轧硅钢板均系无取向硅钢,硅钢的磁各向异性是在冷轧后通过二次再结晶过程发展而成的,因此只有冷轧电工钢才有取向与无取向之分。
由于产品的用途不同对磁各向异性的要求不同。
在旋转状态下工作的电机要求电工钢磁各向同性,用无取向电工钢制造;变压器在静止状态下工作,要求沿一个方向磁化(轧制方向),用冷轧取向硅钢制造,因此取向硅钢又称变压器钢。
我国电工用热轧硅钢薄板的国家标准号为 GB5212—85;从 20 世纪 60 年代开始,主要工业发达国家陆续停止了热轧硅钢板的生产。
我国冷轧晶粒取向、无取向磁性钢带(片)的国家标准号为 GB2521—1996。
标准中的牌号表示方法为:以字母 W 表示无取向钢带(片);以字母 Q 表示取向钢带(片);以字母 G 表示取向钢中的高磁感材料。
毕业论文-文献综述范文
文献综述课题在开展过程中共参阅了50余篇参考文献,主要集中在以下几个方面:一、国内外轧钢机现状的研究赵宇峰的《浅议轧钢机和轧钢技术的发展》一文就轧钢工业发展的历史进行概述,然后针对我国轧钢机以及轧钢技术现状和发展趋势进行了概述,并对未来轧钢技术发展的重点和方向进行了分析和预测。
翁庆宇的《我国轧钢生产技术近年来的进步与发展(二)》中总结了近几年我国轧钢生产技术的进步,其主要体现在钢材品种结构调整基本满足了国民经济发展的需要,轧钢装备现代化和国产化工作的重大突破为提高产能、提升品种及质量创造了良好条件,轧钢生产技术经济指标进一步提高,轧钢技术自主创新取得一批重要成果,核心技术的自主创新出现了可喜进展.尹建良的《轧钢生产技术发展的探索》一文中指出:随着工业的迅猛发展,钢材的需求量也伴随急剧增加,从而使得轧钢生产技术也伴随着发展.文章介绍了我国钢铁工业生产情况,轧钢机械及分类,轧钢生产技术发展的特征,轧钢生产技术研究与开发的发展方向。
二、轧钢机及其零部件的三维建模、运动仿真分析研究1、硕士学位论文段雪厚的《冷轧薄板带钢平整关键参数计算模型的研究》一文中提到:在冷轧薄板带钢的平整轧制中,明确平整轧制力及力矩、负载辊缝等平整关键参数的数学模型有助于平整轧制过程的分析与研究,对提高冷轧薄板带钢的质量具有重要作用。
文章以冷轧薄板带钢平整机为研究对象,建立了适用于冷轧薄板带钢的平整轧制力及力矩、负载辊缝的数学模型,其对于新建或改建机组平整机成套设备的技术研究具有重要的指导意义。
李勇华的《冷轧薄带板形控制技术研究》先是分析了带钢宽度、轧制力、轧辊辊径、工作辊窜辊量和弯辊力对辊系弹性变形和辊缝变形凸度的影响,掌握了主要板形影响因素对辊缝二次变形凸度和辊缝四次变形凸度的影响规律.其次建立了物理意义清晰的板形控制数学模型。
把承载辊缝凸度分为空载辊缝凸度和变形辊缝凸度两部分,简化了板形控制模型结构;建立了描述轧制力、弯辊力、带钢宽度、轧辊直径和辊系弹性变形之间关系的承载辊缝凸度模型,并回归出了板形预报模型的系数;并分析推导了冷轧薄带板形良好的条件。
二次冷轧的中间退火温度对2.3Si无取向硅钢组织和性能的影响
( 太原理工 大学材料 学院 , 太原 0 3 0 0 2 4 ; 2太 原钢铁( 集 团) 有 限公 司技术 中心 , 太原 0 3 0 0 0 3 )
摘 要 试验 2 . 3 S i 无取 向硅钢 ( / %: 0 . 0 0 3 C, 2 . 3 0 S i , 0 . 1 6 Mn , ≤0 . 0 2 0 P , ≤O . 0 0 5 S , 0 . 5 4 A 1 ) 冷轧 板 由常化 和
Ab s t r a c t T h e t e s t c o l d s h e e t o f 2 . 3 S i n o n . o ie r n t e d s i l i c o n s t e e l( / % :0 . 0 0 3 C。2 . 3 0 S i .0 . 1 6 Mn.≤0 . 0 2 0 P.≤ 0 . 0 0 5 S . 0 . 5 4 A 1 )i S i f r s t c o l d . r o l e d f r o m n o r m a l i z e d nd a u n . n o ma r l i z i n g 2 . 5 m m h o t . r o l l e d p l a t e t o 0 . 6 m m s h e e t ( r e d u e — t i o n 7 6 % ) ,t h e n i n t e me r d i a t e a n n e le a d a t 7 5 0—9 5 0 o C f o r 2 . 5 mi n a n d d o u b l e c o l d . r o l l e d t o 0 . 5 mm s h e e t( r e d u c t i o n
第3 5卷第 2期 2 0 1 4年 4月
冷轧工艺措施原则

六辊可逆冷轧机1. 头几道次尽量多轧,充分利用材料的塑性,并减少头尾几何废料长度,提高成品率;2. 最终道次压延率控制在40~50%范围内,以提高板形质量和厚度精度;3. 中间道次压延率尽可能接近,以提高轧制过程的稳定,并采用最大速度轧制,使板卷温度在90~120℃之间,满足轧制硬合金辊形的需要;4. 末二道次压延率控制在40%左右,以控制板形为主,为终道次提供平直的带材,从而提高终轧道次的速度,以减少断带和波浪;5. 通过理论计算,最大轧制力不超过额定轧制力,以满足轧辊强度的需要,但各道次尽量采用大压下量轧制,减少轧制道次,提高劳动生产率;6. 前几道次轧制时,由于板带较厚,采用前张力大于后张力轧制,后几道次轧制时,由于板带较薄,采用后张力大于前张力轧制,带材不易拉断,并防止跑偏。
冷轧板带生产(cold rolling of strip and sheet)将热轧板卷在常温下轧制成板带材的生产工艺过程。
冷轧板带产品的厚度为0.1~3.0mm、宽度为600~2000mm表面光洁、平直,尺寸公差和力学性能应符合有关标准规定的要求。
在工业发达国家,冷轧板带钢产量占钢材总产量的30%左右。
产品品种有各种有色金属合金板带及普通碳素钢板、合金和低合金钢板、不锈钢板、电工钢板、专用钢板及涂镀层钢板等(表1)。
冷轧板生产可以追溯到16世纪,用于轧制造币用的金板和银板。
19世纪中叶仅能生产宽度20~50mm的冷轧窄带钢。
1920年在美国第一次冷轧宽带钢成功,很快由单机架不可逆式轧机发展到单机架可逆式轧机。
第一套三机架四辊式冷轧机于1926年在美国建成,以后相继出现4~6机架连轧机。
中国冷轧窄带钢(宽度≤600mm)生产始于20世纪40年代连续冷轧窄带钢的五机架350冷连轧机已在上海建成。
冷轧宽带钢(宽度>600mm)生产是从50年代末期建成第一台单机架四辊可逆式轧机时开始的。
70年代以后又建成五机架四辊连轧机和全连续式冷轧机。
SPTE 标准-宝钢

宝山钢铁股份有限公司企业标准Q/BQB 451-2004二次冷轧电镀锡钢板及钢带1范围本标准规定了二次冷轧电镀锡钢板及钢带的分类和代号、尺寸、外形、重量、技术要求、检验和试验、包装、标志和质量证明书等。
本标准适用于宝山钢铁股份有限公司生产的厚度为0.120mm~0.360mm的二次冷轧电镀锡钢板及钢带(以下简称钢板及钢带)。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 228-2002 金属材料室温拉伸试验方法GB/T 728-1998 锡锭GB/T 1838-1995 镀锡钢板(带)镀锡量试验方法GB/T 8170-1987 数值修约规则Q/BQB 400-2003 冷轧产品的包装、标志及质量证明书Q/BQB 401-2003 冷连轧钢板及钢带的尺寸、外形、重量及允许偏差ISO 6508-1-1999 金属洛氏硬度试验第1部分:试验方法ASTM A 623M-2002 镀锡产品一般要求3 分类和代号3.1 钢板及钢带的分类及代号如表1的规定。
3.2 牌号钢板及钢带的牌号通常由原板钢类型、调质度和退火方式代号构成。
对于低铬钝化处理产品,还应在牌号后加代号LCr进行标识。
例如:MR DR-8BA ,L DR-9CA.,MR DR-9CA LCr,L DR-8BA LCr。
4 订货所需信息4.1 订货时用户应提供如下信息:a) 产品名称(钢板或钢带)b) 本产品标准号c) 牌号d) 规格e) 镀锡量代号f) 表面质量级别g) 表面处理方式h) 差厚镀锡标识方法i) 边部形状j) 包装方式k) 用途l) 张数或重量宝山钢铁股份有限公司2004-11-29 发布 2004-12-15 实施4.2 如订货合同中未注明表面质量、表面处理方式、差厚镀锡标识方式、边部形状和包装方式,则供方按表面质量Ⅰ级、电化学钝化、差厚镀锡不做标识、边部形状为直边并以供方提供的包装方式供货。
DCR机组复杂板形缺陷产生机理与控制研究
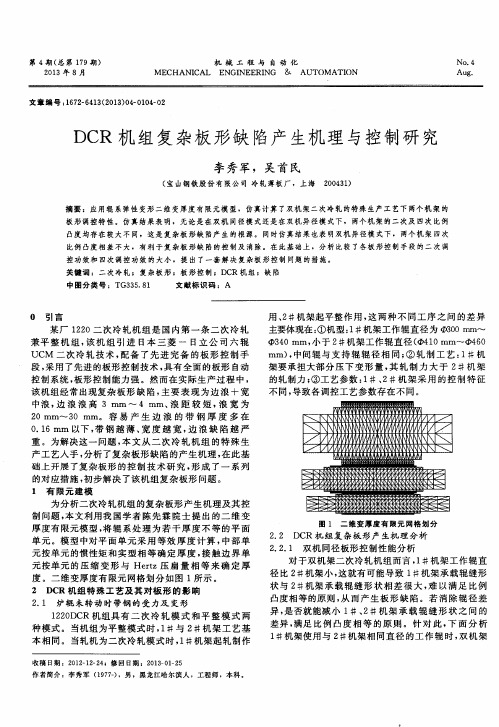
径比2 #机 架小 , 这就 有 可能导 致 l #机架 承载 辊缝 形 状与 2 #机 架 承 载 辊 缝形 状 相 差很 大 , 难 以满 足 比例 凸度相 等 的原 则 , 从 而 产 生板 形 缺 陷 。若 消 除辊 径 差 异, 是 否就 能减小 1#、 2 #机 架 承 载 辊 缝 形 状 之 间 的
段, 采 用 了先进 的板 形控 制技 术 , 具有 全 面 的板形 自动
控制 系统 , 板形 控 制能力 强 。然 而在 实 际生产 过 程 中 , 该机 组经 常 出现复 杂 板形 缺 陷 , 主要 表 现 为边 浪 + 宽 中浪 , 边 浪 浪高 3 mm~ 4 mm、 浪距较短, 浪 宽 为 2 0 mm~ 3 0 mm。容 易 产 生 边 浪 的 带 钢 厚 度 多 在 0 . 1 6 mm 以下 , 带 钢越 薄、 宽度 越 宽 , 边 浪 缺 陷 越 严 重 。为解 决 这一 问题 , 本 文 从 二 次 冷 轧 机 组 的特 殊 生 产 工艺 人手 , 分 析了 复杂板 形缺 陷 的产 生机 理 , 在此 基 础 上 开展 了复杂 板形 的控 制 技 术 研 究 , 形 成 了一 系 列 的对应 措施 , 初 步解 决 了该 机 组复 杂板 形 问题 。
2 . 1 炉辊 未转动 时 带钢 的受 力及 变形 1 2 2 0 D C R机组 具 有 二 次 冷 轧模 式 和 平 整 模 式 两 种模 式 。 当机 组 为平 整模式 时 , 1 #与 2 #机架 工 艺 基 本相 同。 当轧机 为二 次冷 轧模 式 时 , 1 #机 架起 轧制 作
应用拉伸试验数据分析指导二次冷轧高强马口铁基板生产
DIO:DOI:10.16683/KI.ISSN1674-0971.2020.4065应用拉伸试验数据分析指导二次冷轧高强马口铁基板生产张玉文张春花(唐山不锈钢有限责任公司,河北唐山063100)摘要:本文介绍了二次冷轧高强马口铁基板冷轧总压下率对制耳率的影响,研究了退火温度对硬度的影响及二次冷轧压下率与成品屈服强度的关系,通过对退火后钢带拉伸试验曲线均匀延伸段数据进行分析,推测出加工硬化曲线及二次冷轧压下率与屈服强度的关系,经实践验证,屈服强度预测值与实际值偏差小于15MPa。
可用于指导二次冷轧生产高强马口铁基板总压下率设定。
关键词:拉伸试验;n 值;r 值;二次冷轧马口铁中图分类号:TG115.5+2;TG335.12文献标识码:A文章编号:1674-0971(2020)-004-04Using the Analysis of Tensile Test Data to Direct theProduction of DR High Strength TinplateZhang Yuwen ,Zhang Chunhua(Tangshan Stainless Steel Co.Ltd.,Tangshan ,Hebei 063100)Abstract:It introduced the effect of total reduction ratio on the earring ratio of the double cold-reduced high strength tin (chromium)base cold rolled plated,and studies the influence of annealing temperature on hardness and the relation of the secondary cold rolling reduction ratio and the yield strength of the finished product,by analyzing the uniform extension curve data of the annealing steel strips’tensile test to estimate the work hardening curve and the secondary cold rolling reduction rate on the yield strength,it has been verified by practice that the deviation of the yield strength prediction and the actual value is less than 15MPa.It can be used to guide the setting of total re-duction rate of high strength tin (chromium)plate produced by secondary cold rolling.Keywords:tensile test,n-value,r-value,tinplate特钢技术Special Steel Technology第26卷总第105期2020年第4期Vol.26(105)2020.No.4收件日期:2020-4-14作者简介:张玉文,男,高级工程师,2013年毕业于河北联合大学材料成型及控制工程专业,现供职于唐山不锈钢有限责任公司,从事产品开发。
二次冷轧镀锡薄钢板食品饮料罐的制造与应用研究

二次冷轧镀锡薄钢板食品饮料罐的制造与应用研究摘要:本文主要针对二次冷轧式镀锡的薄钢板(double reduced tin-plate;DR)食品饮料包装罐制造及应用进行综述分析,望能够为相关专家及学者对这一课题的深入研究提供有价值的参考或者依据。
关键词:二次冷轧;镀锡;薄钢板;食品;饮料罐;制造;应用;前言:冷轧镀锡的薄板,也叫作马口铁,传统一次冷轧式镀锡的薄板,属于国内食品饮料的三片罐实际生产期间所普遍使用的一种原材料,板材的厚度一般超过0.20mm。
二次冷轧式镀锡的薄钢板,板材的厚度一般在0.10-0.15mm范围,经二次冷轧制造,板材便等更加薄,应用于食品饮料的三片罐制造中,在经济效益方面有着突出作用。
故而,深入研究二次冷轧式镀锡的薄钢板在食品饮料包装罐制造实际应用尤为必要。
1、DR三片罐制造难点运用超薄钢板进行超薄罐制造,从基础理论上来分具有一定可行性,但在具体生产化的批量应用方面还是存在着一定难度系数,具体如下:①由于板材相对较薄,硬度较高,制罐期间焊接特性极易发展变化情况,现有焊接机械,促使制罐质量稳定性难以得到保障;②超薄钢板类材料基本特性发生变化,促使制罐期间翻边局部不均匀变形、缩颈、胀型等情况出现,导致变形部位的材料出现起皱情况,焊接部位开裂等,特别是异型罐,极易导致产品出现不良密封性这一问题;③因材料相对较薄,自身性能发生变化,制罐期间二重卷封很难成型,出现严重褶皱问题,对灌装总体密封性产生极为不利的影响。
故应选用微型的卷封处理技术。
封口滚轮沟槽的尺寸、形状,其与现有的设备所使用滚轮之间差异性突出,封口装置卷封各项参数需做好相应调整。
故因制罐板材较薄,促使生产线上设备研发工作重要性被逐渐凸显出来。
使用减薄后薄才实施制罐操作,应积极改进现有的设备及制罐操作工艺,需科研人员多借鉴国内外先进的科学技术,再结合国内具体需求,进行自主的设计及研发。
2、DR三片罐制造及创新应用技术2.1 分析DR各项性能DR材料强度系数、延展性相关力学性能与罐身缩颈、焊接、翻边成型及封口处理各种问题密切相关。
第三节公司业务概要

第三节 公司业务概要一、 报告期内公司所从事的主要业务、经营模式及行业情况说明1. 报告期内公司所从事的主要业务、经营模式公司是全球领先的特大型钢铁联合企业,是《财富》世界500强中国宝武钢铁集团公司的核心企业。
公司以“创享改变生活”为使命,以“成为钢铁技术的领先者、成为环境友好的最佳实践者、成为员工与企业共同发展的公司典范”为愿景,致力于为客户提供超值的产品和服务、为股东和社会创造最大价值,实现相关利益主体的共同发展。
2016年11月,湛江项目全面投运。
2017年2月,公司吸收合并武钢股份。
至此,公司拥有上海宝山、南京梅山、湛江东山、武汉青山等主要生产基地,拥有享誉全球的品牌、世界一流的技术水平和服务能力,是全球碳钢品种最为齐全的钢铁企业之一。
公司持续实施以技术领先为特征的精品开发战略,紧密关注中国高端制造业的高速增长,主要产品被广泛应用于汽车、家电、石油化工、机械制造、能源交通等行业,在汽车用钢、硅钢、镀锡板、能源及管线用钢、高等级厚板、其它高等级薄板产品等六大战略产品领域处于国内市场领导地位。
公司整体技术装备建立在当代钢铁冶炼、冷热加工、液压传感、电子控制、计算机和信息通讯等先进技术的基础上,具有大型化、连续化、自动化的特点,处于世界钢铁行业领先者地位。
公司始终坚持走“创新、协调、绿色、开放、共享”的发展之路,注重创新能力的培育,全面掌握钢铁制造核心技术,积极开发应用先进节能环保技术,建立覆盖全国、遍及世界的营销网络和加工中心,并积极寻求整个产业链的绿色发展和低碳的解决方案。
公司自主研发的新一代汽车高强钢、取向硅钢、高等级家电用钢、油气管、桥梁用钢、热轧重轨等高端产品处于国际先进水平。
自2002年起,宝钢股份连续14年获得“国家科技进步奖”,是中国唯一获此殊荣的企业。
公司以智慧制造和欧冶云商钢铁生态圈平台化服务为两翼,构建公司发展新动力,强化“成本变革、技术领先、服务先行、智慧制造与城市钢厂”五大能力,努力实现成为“全球最具竞争力的钢铁企业”和“最具投资价值的上市公司”的战略目标。
二次冷轧技术应用研究
步 减薄 。 二 次冷 轧 产 品 ( R材 ) D 以其 规 格 薄 、
强度大 、 精度高为特点 , 充分体现了材料优势 , 因 此 , 次冷轧 技 术优 势逐 渐 体现 出来 。就镀 锡 板 二 而言, 目前 国外 用 户 的使 用 规 格 普遍 要 比 国 内用
n , nyB ot l a b i r ueti po ut s gtedu l cl d ci ( C tcnl y hrc r — a ol as e hsait t po c s r c ui o b o r ut n D R)ehoo .C aat i e ly o dh d n h e de o g es
用 方 法 和 产 品 用 途 进 行 了详 细 的论 述 。
关 键 词 : 次 冷 轧 ; 锡 板 ;带 钢 二 镀
中 图分 类 号 :G 3 . 5 文 献 标 识 码 : 文章 编 号 :0 8— 7 6 20 ) 一 0 1 0 T 355 B 10 0 1 (0 6 增 0 6 — 3
料 的机 械 性 能 ; 获 得用 户 所 需 的表 面粗 糙 度 ; ③
Kewod :obecl rd co ( C ) t le s p y rs du l o u tn D R ; i p t; t de i n a i r
0 前 言
成本 降低 , 在保 证使 用性 能 的前 提下 , 材料 厚度 进
一
二次 冷 轧技 术 ( o beC l e u t nT c . D u l od R d ci e h o nlg ) 指在一 次 冷 轧 和退 火 处 理 之后 , 过 二 o y是 o 通 次冷 轧过 程将带 钢进 一 步减薄 的一 种极 薄带 钢生 产工艺 , 这种生 产 工 艺 不 能简 单 地 认 为 就 是第 二
冷弯型钢——一种资源节约型的绿色环保产品
能 随 退火 加 热 温 度和 保 温 时 间的增 加 而改 善 。冷 轧 后 可通 过 三种 途径 实现 I 的再结 晶退 火 ;连续 热 F钢 镀 锌 、连续 退 火罩 式退 火 。 目前 国外 I 的退火 主 F钢 要 采 用 连续 退火 ,国 内则 主要 采 用 的是 罩 式退 火 炉
整 ,其 在 多对 成 辊 中弯 曲成 型 ,所 以 产 品表 面光
退火。采用连续退火或连续热镀锌 ,可使 I F钢各部
分 组 织 性 能 均匀 ,表 面质 量 更好 ,并 能很 方便 地 控
洁 、断面尺寸精度高 ;用于建筑 ,可 以减轻建筑物 的 自重 ,缩 小基 础 ,加 _ 便 ,在 金 属 消耗 较 少 的 T方 情 况 下获 得 较 大 的刚性 和 强 度 ,可 以节 约 大量 的水
率增加 ,有利于深 冲性能的提高。 目前采用的冷轧
工 艺 主要 有 :一 次冷 轧 和二 次 冷 轧 。二 次 冷轧 还处
于实 验研 究 阶段 。
一
次 冷轧 主要 控 制总 压下 率 ,研究 表 明 :随着
冷 轧总 压下 率 的增加 , 塑性 应 变 比 r 增加 , 当总 值 但
压下率达到 7 % 5 左右时, 值不增加反而下降,即是 r I 钢的 r F 值随冷变形量 的增加会达到一个峰值 , 随后 加大冷变形率 , 将使 r 值降低。所以, 一次冷轧的总
退 火 的 实 际情 况 ,研 究 并 开发 适 合罩 式 退火 炉 退火
工艺 ,并 取得 了较好 的效 果 。
以有效地减轻设备 自重 、降低生产成本 、节省动力 消耗、并能提高运输及机械效率和减少环境污染 ,
冷轧工艺
概述1.1. 冷轧薄钢板生产的发展历史钢的冷轧是19世纪中叶始于德国,当时只能生产宽度20--25mm的冷轧带钢。
美国1859年建立了25 mm冷轧机,1887年生产出宽度为150mm的低碳钢带。
1880年以后冷轧钢带生产在德国、美国发展很快,产品宽度不断扩大,并逐步建立了附属设备,如剪切、矫直、平整和热处理设备等,产品质量也有了提高。
宽的冷轧薄板(钢带)是在热轧成卷带钢的基础上发展起来的。
首先是美国早在1920年第一次成功地轧制出宽带钢,并很快由单机不可逆式轧制而跨入单机可逆式轧制。
1926年阿姆柯公司巴特勒工厂建成四机架冷连轧机。
原苏联开始冷轧生产是在30年代中期,第一个冷轧车间建在伊里奇冶金工厂,是四辊式,用单张的热轧板作原料。
1938年在查波罗什工厂开始安装从国外引进的三机架1680 mm 冷连轧及1680 mm可逆式冷轧机,生产厚度为0.5~2.5 mm,宽度为1500 mm的钢板。
以后为了满足汽车工业的需要,该厂又建立了一台2180 mm的可逆式冷轧机。
1951年原苏联建设了一套2030 mm全连续式五机架冷轧机,年产250万吨,安装在新利佩茨克。
日本1938年在东洋钢板松下工厂安装了第一台可逆式冷轧机,开始冷轧薄板的生产。
1940年在新日铁广厂建立了第一套四机架1420 mm冷连轧机。
我国冷轧宽带钢的生产开始于1960年,首先建立了1700 mm单机架可逆式轧机,以后陆续投产了1200 mm单机可逆式冷轧机,MKW1400 mm偏八辊轧机、1150 mm二十辊冷轧机和1250 mm HC单机可逆式冷轧机等,70年代投产了我国第一套1700mm连续式五机架冷轧机,1988年建立了2030五机架全连续冷轧机。
现在我国投入生产的宽带钢轧机有18套,窄带钢轧机有418套。
在这30多年中,我国冷轧薄板生产能力增加了20多倍,生产装备技术水平已由只能生产低碳薄板而发展到能生产高碳钢、合金钢、高合金钢、不锈耐热冷轧板镀锌板、涂层钢板、塑料复合薄板和硅钢片等。
异形坯连铸离线动态二冷控制模型的研究与开发
异形坯连铸离线动态二冷控制模型的研究与开发黄文;连天龙;张兴中;杨拉道;高琦【摘要】针对异型坯连铸二次冷却过程,基于凝固传热理论建立其二维凝固传热模型,采用非等间距网格离散空间区域,采用显式有限差分算法离散传热方程.以铸坯温度为控制目标建立了 PID反馈控制模型.应用Visual Basic 6.0程序设计语言,开发了连铸二冷区离线动态配水控制软件,在铸坯拉速、浇铸温度和钢种发生变化后,该配水控制软件能够对进入二冷区的铸坯信息实行全程跟踪、记录、显示并动态地分配二冷各区的水量,保持铸坯温度分布的稳定.该软件界面友好、通用性强,运行结果证明其控制效果良好,从而为异型坯二冷水量实时动态控制系统的开发奠定了基础.%A 2D solidification and heat transfer model for the secondary cooling process of beam blank continuous casting was established based on the solidification and heat transfer theory.The 2D space region of the beam blank section was discretized by using the non-equidistant grid,and the heat transfer equations was discretized based on the algorithm of explicit finite difference.The PID control model was established to control beam blank temperature.A dynamic distribution of water control software was developed for secondary cooling process in beam blank continuous casting with Visual Basic 6.0.When the casting speed,pouring temperature and casting steel grade changed,this software might track,record and display the informations of the beam blank in secondary cooling section and dynamically distribute water flow rate for different sections of secondary cooling to maintain the sta—bility of the temperature distribution of the casting blank.This software is of very user-friendly,ver—satile and the simulation results prove that the control effects are desirable.This software lays the foundations for the development of dynamic secondary cooling control system for beam blank.【期刊名称】《中国机械工程》【年(卷),期】2016(027)012【总页数】5页(P1643-1647)【关键词】异形坯;二次冷却;有限差分法;动态配水;PID控制技术【作者】黄文;连天龙;张兴中;杨拉道;高琦【作者单位】燕山大学国家冷轧板带装备及工艺工程技术研究中心,秦皇岛,066004;中国重型机械研究院股份公司,西安,710032;燕山大学国家冷轧板带装备及工艺工程技术研究中心,秦皇岛,066004;中国重型机械研究院股份公司,西安,710032;中国重型机械研究院股份公司,西安,710032【正文语种】中文【中图分类】TF31H型钢作为一种经济断面型材,广泛应用于交通、建筑及重型设备制造等领域,市场需求量很大。
电镀锡(铬)产品知识题库_林永增
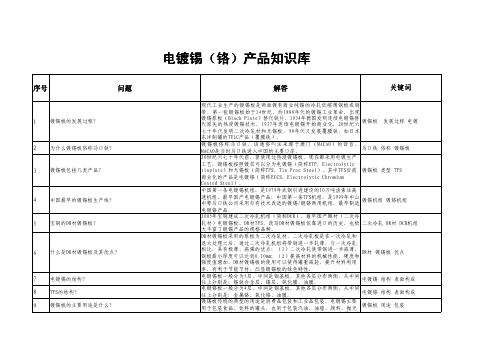
电镀锡电镀锡((铬)产品知识库序号问题解答关键词1镀锡板的发展过程?现代工业生产的镀锡板是两面镀有商业纯锡的冷轧低碳薄钢板或钢带。
第一张镀锡板始于14世纪,约1880年代的镀锡工业革命,出现镀锡原板(Black Plate)替代铁片,1934年德国发明连续电镀锡替代原先的热浸镀锡技术,1937年连续电镀锡开始商业化,20世纪六七十年代发明二次冷轧材和无锡板,90年代又发展覆膜铁,如日本东洋制罐的TULC产品(覆膜铁)。
镀锡板 发展过程 电镀2为什么镀锡板俗称马口铁?镀锡板俗称马口铁,该通俗叫法来源于澳门(MACAO)的译音,MACAO是当时马口铁进入中国的主要口岸。
马口铁 俗称 镀锡板3镀锡板包括几类产品?20世纪六七十年代前,曾使用过热浸镀锡板,现在都采用电镀生产工艺,镀锡板按照镀层可以分为电镀锡(简称ETP,Electrolytictinplate)和无锡板(简称TFS,Tin Free Steel),其中TFS目前商业化的产品是电镀铬(简称ECCS,Electrolytic ChromiumCoated Steel)。
镀锡板 类型 TFS4中国最早的镀锡板生产线?中国第一条电镀锡机组,是1979年武钢引进建设的10万吨卤素法高速机组,最早国产电镀锡产品;中国第一条TFS机组,是1999年中山中粤马口铁公司采用自有技术改造的镀锡/镀铬两用机组,最早制造电镀铬产品。
镀锡机组 镀铬机组5宝钢的DR材镀锡板?2005年宝钢建成二次冷轧机组(简称DCR),最早国产DR材(二次冷轧材)电镀锡板、DR材TFS,改写DR材镀锡板依靠进口的历史,也极大丰富了镀锡产品的规格品种。
二次冷轧 DR材 DCR机组6什么是DR材镀锡板及其优点?DR材镀锡板采用的原板为二次冷轧材,二次冷轧板是在一次冷轧和退火处理之后,通过二次冷轧机组将带钢进一步轧薄,与一次冷轧相比,具有极薄、高强的优点:(1)二次冷轧使带钢进一步减薄,钢板最小厚度可以达到0.10mm;(2)提高材料的机械性能,硬度和强度值增加。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
达涅利威恩联合公司镀锡板生产技术能够以具有竞争力的成本生产高质量镀锡钢板,支持该产业为确保镀锡板保持在食品包装业可选材料地位而进行 的努力.
6.学位论文 王远 二次冷轧板表面性能及镀锡层耐蚀性研究 2008
DR材,即二次冷轧镀锡(DoubleReducedTinplate)的带钢板材,特点是板厚比普通镀锡板材薄,但机械强度较高。通过二次冷轧工艺,减薄了带钢 ,同时还可以获得一定的表面粗糙度,改善平整度,满足客户的需要。DR材经过镀锡后具有良好的耐腐蚀性,富有光泽的外观,无毒以及在有机溶液中 稳定的特点决定其用途为制造食品、化工业等耐压容器的罐身和底、盖等。
1宝钢二次冷轧机组 目前国际上二次冷轧专用或兼用生产线约
40余套,主要分布在北美、东亚和欧洲等地区,在 这些专用或兼用机组中,大部分采用两机架轧机, 只有少数采用三机架连轧机(如日本川崎千叶的
万方数据
62
万方数据
李秀军 二次冷轧技术应用研究
63
域不断扩大。二次冷轧同时为极薄冷轧产品生产 提供了条件,二次冷轧产品厚度可达O.1 mm,甚 至更薄(0.05 mm以下),应用于通讯电子与食 品、家电高附加值行业的产品,如制作集成电路的 框架材料、荫罩带钢、内磁屏蔽用钢等。
普通镀锡原板所采用的带钢是经一次冷轧-退火-干平整等工序生产的,称之为MR材,DR材在工艺上是采用第二次冷轧代替普通镀锡板的干平整工序 ,但并不是单纯的轧制过程,所以DR材与MR材在表面状态与材质的性能上有很大差异。
本课题通过探讨DR材、MR材前处理对镀层质量的影响因素,考察电镀锡前后的表面状态、微观形貌与电化学性能,跟踪镀层质量缺陷,分析形成原 因与机理,为改进二次冷轧镀锡钢板的前处理工艺进行基础性研究;通过对比MR材、DR材之间的表面性能的异同,找出其对镀层质量的影响,提高镀锡 层表面质量。
另外,二次冷轧技术为生产超薄规格产品提 供了条件,通过“二次冷轧一罩式退火一二次冷 轧”的工艺,可以生产出0.04一一0.08 mm规格的 极薄带钢,适用于电池行业冲孔基带及冲压元件 的原料。
3结语 二次冷轧技术在二次冷轧镀锡板、荫罩带钢、
内磁屏蔽钢及超薄规格产品生产应用中,以其规 格薄、强度大、精度高为特点,充分体现了材料优 势。宝钢冷轧薄板厂二次冷轧的建成投产,并快 速开发出市场急需产品,打破了国内二次冷轧材 料依赖进口的不利局面,具有很好的市场前景。
Abstract:7rhe cold—rolled strip with thjckness ranging f而m O.08 mm to O.1 8 mm is widely used in electmn and can—making fields. The thinner strip with characteristics of being very thin and stmng is diⅡicult to produce. In Chi—
15%~40%。
追溯二次冷轧技术的由来,源自包装行业材 料需求的不断减薄。如在制罐行业中,镀锡板消 耗量占很大的比例,随着钢质罐与铝质罐以及其 他代用材料的竞争越来越激烈,制罐行业使用的 基本材料镀锡板呈现减薄趋势。这意味着制罐的
李秀军助工1977年生2001年毕业于鞍山钢铁学院现从 事金属压力加工专业电话56750777—404
关键词:二次冷轧;镀锡板;带钢 中图分类号:TG335.5+5文献标识码:B文章编号:1008一0716(2006)增一0061—03
Research on Application of Double Cold Reduction Technology
“艇耐删 (Steel Sheet Cold Ro¨ing PIant,Baosteel Branch,Shanghai 20043 1,China)
二次冷轧工序是接近成品的一道重要工序,关 系到最终产品的厚度、板形、表面及性能等指标。 为保证超低碳钢具有足够的强度,二次冷轧机组采 用大压下量进行生产,又为产品质量的保证增加了 难度。机组中的1”机架采用大压下量轧制,28机 架采用小延伸率平整等生产工艺模式。
由于l”机架带有轧制油和辊冷液,必须在带 钢进入2”机架之前,保证带钢表Байду номын сангаас切水效果。
为了消除带钢残余应力,产品还要在拉矫机
上进行拉矫。 在彩色显象管中,与荫罩带钢同时大量使用
的另一种重要的带钢是内磁屏蔽用钢带(Inner shield),内磁屏蔽罩置于彩色显像管荫罩网板之 后,按锥形显像管内表面形状成形,用来保护管内 扫描电子束不受外界磁场干扰。与荫罩带钢相 比,内磁屏蔽钢带对尺寸精度的要求稍差,但需要 有极好的抗磁性能。采用二次冷轧方式生产的内 磁屏蔽钢市场最薄需求达到0.13 mm。
编辑李仁江
(收稿日期:2006一02一05) (改稿日期:2006一08—02)
(上接第4页) 3结语
(1)土体位移线弹性范围内,可以用通用有 限元程序ANsYs进行良好的数值模拟计算。
(2)井点降水质量、基坑围护设计和基坑开 挖工况参数的选择对土体位移影响较大,需要综 合进行有效控制。
(3)基坑围护结构设计可以依据土体主应力 分布、土体变形计算结果进行针对性的设计优化, 以减少围护结构变形和土体滑移风险。
2.会议论文 李秀军 宝钢1220二次冷轧机组极薄镀锡板核心生产工艺的开发 2007
厚度小于0.18 mm极薄二次冷轧型镀锡板,广泛应用于电子、制罐等领域,其特点为规格薄、强度高,生产难度大,目前国内只有宝钢采用二次冷轧方式 来进行生产.本文在对镀锡板的分类及生产工艺流程进行简单介绍的基础上,经过大量的现场试验与理论研究,立足自主开发,结合宝钢1220二次冷轧机组 的设备与工艺特点,针对BA向二次冷轧材生产、DR材产品品质等方面特征,提出了预平整工序的投入、轧制工艺参数优化、切水方法改进等核心生产工艺 ,形成具有宝钢特色的二次冷轧型镀锡板生产技术,提高了宝钢的市场竞争力,具有进一步推广应用的价值。
荫罩(shadow Mask)是彩色阴极射线管 (CRT)包含彩色电视显象管(C胛)和电脑彩色显 示管(cDT)中的关键部件。荫罩、玻壳和电子枪 是组成彩色显像管的三大主要部件,荫罩装于玻 壳和电子枪之问,是一张开有十几万至几十万个 精确定位的点阵孑L的金属薄板,这些小孔的剖面 呈喇叭状,对彩管的电子束定位、亮度均匀性、色 纯及各项电气性能都起着至关重要的作用。荫罩 材料采用超低碳冷轧铝镇静钢带(AK)或铁镍合 金钢带(INVAR)。目前国内用户对二次冷轧荫 罩带钢的需求包括o.13,o.15,o.17 mm等厚 度,从日本、韩国等地进口。
成本降低,在保证使用性能的前提下,材料厚度进 一步减薄。二次冷轧产品(DR材)以其规格薄、 强度大、精度高为特点,充分体现了材料优势,因 此,二次冷轧技术优势逐渐体现出来。就镀锡板 而言,目前国外用户的使用规格普遍要比国内用 户薄得多,二次冷轧镀锡板的市场占有率也已达 20%以上,并在不断增长。从国内市场看,为了降 低成本,镀锡板用户要求不断减薄板厚,如桔子罐 头罐身用铁,从几年前的o.24~O.25 mm减薄到 目前的o.18~O.19 mm,增加一次冷轧镀锡板的 生产难度。而采用二次冷轧技术生产的0.14— 0.17 mm二次冷轧镀锡板,主要从新日铁、浦项、 巴西、欧盟等地或厂家进口。
2009,47(6)
采用电化学方法研究武钢研制的二次冷轧镀锡板合金-锡电偶合ATC值和合金锡量,并利用扫描电镜观察合金层的形貌.研究结果表明,武钢二次冷轧镀 锡板ATC平均值≤0.12 μA/cm2,合金锡量在0.9 g/m2以上,合金层形貌致密连续,ATC值达到国标GB/T 2520-2008和美国标准ASTM A 623M-06a合金-锡电偶 合指标要求.
2006年增刊
宝钢技术
61
二次冷轧技术应用研究
孥秀军 (宝钢分公司 冷轧薄板厂,上海200431)
摘要:厚度仅为0.08~0.18 mm极薄冷轧带钢广泛应用于电子、制罐等领域,其特点为规格薄、强度高, 生产难度大。目前国内只有宝钢采用二次冷轧(DcR)技术进行生产。简要介绍了二次冷轧技术的特点和发 展,概述了二次冷轧机组的基本功能和组成。针对宝钢冷轧薄板厂新建二次冷轧机组,对二次冷轧技术的应 用方法和产品用途进行了详细的论述。,
Keywords:double col(1 reduction(DCR);tin plate;strip
0前言 二次冷轧技术(Double cold Reduction Tech-
nology)是指在一次冷轧和退火处理之后,通过二 次冷轧过程将带钢进一步减薄的一种极薄带钢生 产工艺,这种生产工艺不能简单地认为就是第二 次冷轧(Secondary Cold Rolling)。二次冷轧工艺 包括轧制压下和平整过程,主要特点是:①通过 退火后二次轧制使带钢进一步减薄;②提高了材 料的机械性能;③获得用户所需的表面粗糙度; ④改善了带钢的平直度;⑤典型的延伸率为
na,only Baosteel has ability to pmduce this product using the double coId reduction(DCR)technoIogy. characteris-
“cs and development trends of the DCR technology are brieny introduced. Basic fhnction自and components of the DCR 1ine are also described.The newly built DCR line at Baosteel Cold Rolling Thin Strip Mill is taken into account,and the use of this teehnologv and the products by this production line are discussed in detailI