ECS-100控制系统在废气回收中的应用
ECS-100控制系统在废气回收中的应用

集散控制系统在合成氨生产废气回收中的应用葛飞河南心连心化肥有限公司,河南新乡Henan XLX Fertilizer Co., Ltd., Xinxiang, Henan刘新运浙江中控技术股份有限公司,浙江杭州Zhejiang SUPCON Co., Ltd., Hangzhou, Zhejiang【摘要】介绍三废炉控制的主要回路,该项目DCS系统由浙江中控技术股份有限公司承担设计和编程调试。
采用ECS-100系统实现三废炉的现场过程数据采集、监视、控制和操作等功能。
[Abstract ]This paper introduces the three wastes furnace control main circuit, the DCS systerm project by the ZHEJIANG SUPCON TECHNOLOGY CO.,LTD commitment to design and programming and debugging. Using the ECS-100system to realize waste furnace field data acquisition, monitoring, controlling and operating functions.【关键词】DCS 冗余ECS-100控制系统控制方案[Key word ] DCS ECS-100 redundancy control system control scheme概述目前国内中小型氮肥企业主要采用固定床间歇式造气炉制气,生产合成氨、尿素等产品。
在传统的生产合成氨工艺生产中,都是将造气炉热回收步续中的吹风气、PSA脱碳工段中的放空气、合成工段中的放空气等含有大量可燃气体(主要成分是H2、CH4等)直接排入大气,这些气体统称为制氮肥的三废气体,这些排放气不仅对环境造成污染,还使得很多有用气体成分巨大浪费;为了更好的处理三废气体,特增加三废气体回收处理装置,通过燃烧三废气产生中压蒸汽进行发电或为造气工段提供蒸汽。
浙大中控控制系统进入垃圾焚烧发电厂
浙大中控控制系统进入垃圾焚烧发电厂3月28日下午15:00,我国西部地区第一座现代化的大型城市生活垃圾处理厂――重庆同兴垃圾处理有限公司一期工程两条600t/d的焚烧线通过各项验收,正式投入生产运行。
该项目的控制系统采用了浙大中控生产的WebField ECS-100控制系统。
重庆市市副委书记、市长王鸿举出席了验收典礼,并和与会的各业主单位――重钢集团主要领导、技术提供方德国马丁公司执行董事以及中国节能投资公司领导一起饶有兴致地参观了现场中央控制室,对浙大中控的出色工作表示了肯定,并连声说:“我记住了,浙大中控!”应业主方邀请,中控技术公司副总裁钟国庆亲自带队,与市场、工程等相关人员一起参加了投产剪彩仪式,并和业主方主要领导就下一步合作进行了良好沟通。
垃圾焚烧发电既保护了环境,又节约了能源,是国内新兴的垃圾处理方式。
垃圾焚烧线采用DCS控制可为垃圾发电厂的安全稳定运行提供可靠的保证,目前国产DCS 用于垃圾焚烧控制的应用实例的还非常少,重庆同兴将浙大中控的国产DCS用于垃圾焚烧装置中更是一次大胆的尝试,为国产DCS在垃圾焚烧发电中的应用积累了宝贵的经验,同时其也是目前国内正式运行的日处理能力最大的垃圾发电厂。
此次,浙大中控的WebField ECS-100控制系统在垃圾焚烧发电项目上的成功应用,开创了国产控制系统在大型垃圾焚烧控制技术应用领域的新方向,这也是提升国产DCS产业地位的一个重要举措。
新闻背景:1、项目简介重庆同兴垃圾焚烧发电厂一期工程采用德国马丁(MARTIN)公司――原法国阿尔斯通公司(ALSTOM)的逆推式炉排焚烧技术,日处理垃圾量最大可达1260吨,配两台12MW纯凝汽轮发电机组,日发电量30余万千瓦时。
控制系统采用中控技术公司生产的WebField ECS-100控制系统,并实现了生产过程状态监视、运行操作、过程控制、事件报警、联锁保护等功能,以及与各个子系统的PLC通讯。
控制系统由五台操作站、一台工程师站、两台通讯站、五台过程控制站组成,设计I/O点数为2200点,系统实际容量为3000点。
WebField ECS-100控制系统及其在循环流化床锅炉控制中的应用
多种总线兼容和异构系统综合集成的” 网
络化控制系统 。它由Po 。0 r25 组态软件
包及 WeF l E S10 bi d C 一0 相关硬 件两部 分 e
组成 分 ,~部分为系统组态软 .包括 :用 户授权管理软件(C e ) S R g 、系统组态软
件 (C e ) 图 形 化 编 程 软 件 (C S Ky 、 S—
O N ti) 。 P e s等 H
硬件采用工业级芯片 , 精简指令集 。 执行
效率高、稳定可靠:系统采用机架式结 构 。支持热插拔 。更换方便、散热性能 好 :系统实现 了 lo通道级 别的冗余 。 /
模 拟量和开 关量 均可灵 活选 择冗余与否 ,
件具有以下特点:
() 1 采用多任务、多线程 ,3 位代 2
C n o) 语言编程软件 (C ag 、 ot 1 、 r S Ln ) 流程
Po 。 软件包 r25 0
Po 5 软件包是 r2 0
.
图制作软件(C r E ) 报表制作软件 S Da x 、 w
(C o x 、二次计 算组态 软件 (C S F ) r mE S— T s) obs ak 、M du 协议外部数据组态软件 ( dM Ln ) A v B i 等 另一部分为系统运行 k 监控软件 , 包括: 实时监控软件( d a— A vn To) r1、数据服务软件( d R D ) A v T C 、数据 通 信 软 件 ( d L k 、报 警 记 录软 件 A vi ) n
( dHs m v) 趋 势记 录软 件 ( d — A vi AIS r、 Av
化体系结构 。融合 了最新 的现场总线、 嵌入式软件、先进控制与网络技术,实
浙大中控WebField ECS-100在我厂的应用
提供 了及其丰富的图形控件 , 让用户能在很短 的时 间内创建出逼真的虚拟声景和逼真的动画效果。 5 强大的图形专家, ) 完善的模板库 , 使图形及动
画制作方 便 、 活 。 灵
6 具有强大 的报表功能 , ) 不仅具有 内嵌报表功
能 , 可 能 用 EclAcs 水 晶 报 表 等 多 种 工 具 还 xe ce / s和 实 现报表 。
维普资讯
20 0 7年第 4期
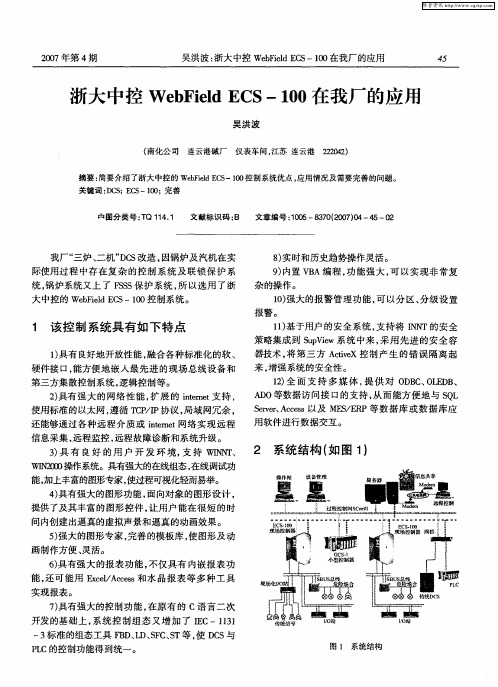
吴 洪 波 : 大 中控 WeFe C 浙 b idE S一10在 我厂 的应用 l 0
浙 大中控 WeFe C 一10 b idE S 0 在我厂的应 用 l
吴洪 波
( 南化公司 连云港碱厂 仪表车间 , 江苏 连云港 224 ) 202
纯
碱
工
业
事故 的事后分 析 , 找事故 第一 原 因。 查
3 使 用效 果
3 1 方便 操作 .
3 6 强大 的网络性 能 .
实 现 了与我 厂 管理 系统 的连 接 , 进行 远 程信 息 采集 , 远程 监控 。
3 7 故 障诊 断方便 .
操 作人 员可通 过简单 的操 作 画面控制所 有 的工
报警 。
际使用 过 程 中存 在 复 杂 的控 制 系 统 及 联 锁 保 护 系 统 , 炉系 统又 上 了 FS 护 系统 , 以选 用 了浙 锅 SS保 所
大 中控 的 WeFe C b i dE S一10控制 系统 。 l 0
1 该 控 制 系统具 有 如 下 特 点
1具 有 良好地 开放性 能 , ) 融合各 种 标准化 的软 、 硬件接 口, 能方便 地 嵌 入最 先 进 的现 场 总线 设 备 和 第 三方集 散控 制系 统 , 辑控 制等 。 逻 2具有 强 大 的 网络 性 能 , 展 的 ie t 持 , ) 扩 n me 支 t
WebField ECS-100在加氢精制装置中的应用
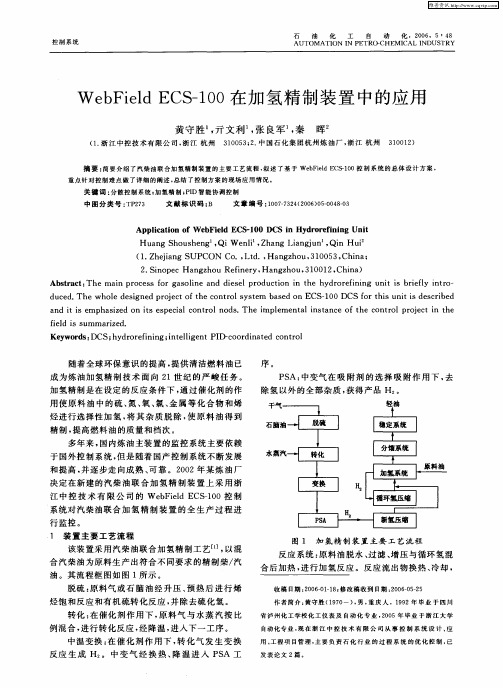
图 1 加 氢精 制 装 置 主 要 工 艺 流 程
反 应系统 : 原料 油 脱水 、 滤 、 过 增压 与循环 氢混
a d i i e h sz d o t s eilc n r l o s Th mp e n a n t n eo h o to r jc n t e n t s mp a i n ise p ca o to d . ei lme t l sa c ft ec n r lp oe ti h e n i
Ap ia i n o e Fi l plc to f W b ed ECS 1 0 DCS i y r r fn ng Uni -0 n H d o e i i t
Hu n h u h n Qi e l , h n in j n , i g S o s e g , ni Z a gLa gu Q n Hu a W i
序。 P A: S 中变气在 吸 附剂 的选 择 吸 附 作 用下 , 去
除氢 以外 的全部 杂质 , 获得 产 品 H 。
精制 , 高燃料 油 的质量 和档次 。 提
多年来 , 国内炼 油主装 置 的监 控 系统主 要依赖 于 国外控 制系统 , 是随着 国产控 制 系统不 断发展 但 和提 高 , 逐步 走 向成 熟 、 靠 。2 0 并 可 0 2年 某 炼 油厂 决定 在新 建 的汽 柴 油 联合 加 氢 精制 装 置 上 采 用浙
fed i u il S s mm a i e . rz d Ke wo d DCS; y o e i n i t li e tPl c o di a e on r l y r s: h dr r fni g;n e lg n D- o r n t d c t o
锅炉系统组态
✧系统简介:✧我厂锅炉用的是ECS-100系统,是中控WebField控制系统家族的最新成员。
是中控为适应网络技术的发展,特别是Internet、Web技术的发展而推出基于网络技术的控制系统。
该系统融合了最新的现场总线技术、嵌入式软件技术、先进控制技术与网络技术,实现多种总线兼容和异构系统综合集成。
各种国内外DCS、PLC及现场各种智能设备都可接入ECS-100系统,实现企业内各种设备信息的共享。
✧系统特点:✧开放性融合各种标准化得软、硬件接口,方便接入最先进的现场总线设备和第三方集散控制系统、逻辑控制器等,通过各种远传介质或Internet实现远程操作。
✧兼容性符合现场总线标准的数字信号和传统的模拟信号在系统中并存。
使企业现行的工业自动化方案和现场总线技术的实施变的简单易行。
✧管设备理增加先进的设备管理功能,能对现场总线的智能变送器进行参数设置等项目实现自动管理,达到设备管理和过程控制的完美结合。
✧故障诊断具有卡件、通道及变送器或传感器的故障诊断功能,智能化程度高,轻松排除热电偶断线等故障。
✧供电电源本系统采用集中供电方式。
交直流电源都采用双重化供电模式,部件支持热插拔,方便安装和维护。
✧实时仿真系统具有离线的实时调试和仿真功能,缩短系统在现场的调试周期并降低了方案实施的风险。
✧图形界面提供集成化的图形界面的组态工具,可方便的生成图形画面,提供多种预定义图库对象。
✧在线下载系统允许工程师在完成组态修改并编译后支持在线下装操作。
✧系统结构:✧ ECS-100系统由控制站、操作站节点(操作站节点是工程师站、操作员站、服务器站、数据管理站、时间同步服务器等的总称)及系统网络(过程控制网、操作网)等构成。
✧系统整体结构图如下所示:✧工程师站是为专业技术人员设计的,内装有相应的组态平台和系统维护工具。
通过系统组态平台生成适合于生产工艺要求的应用系统,具体功能包括:系统生成、数据库结构定义、操作组态、流程图画面组态、报表编制程序等,而使用系统的维护工具软件可过程控制网络调试、故障诊断、信号调校等。
精创ecs100温控器说明书
精创ecs100温控器说明书尊敬的用户,感谢您选择精创ECS100温控器。
本说明书将为您提供关于安装、使用和维护该温控器的详细信息。
一、产品简介精创ECS100温控器是一款用于控制温度的智能设备。
它具有易于使用、稳定可靠和精确控温的特点,可广泛应用于家庭、办公室、工厂等各种场所。
二、安装指南1.将温控器安装在墙壁上,确保安装位置离电源插座近。
使用螺丝固定温控器在墙上。
2.将温控器的电源线插入电源插座,并确保连接安全牢固。
3.连接温度传感器,将传感器线插入温控器上的温度传感器接口,并确保连接牢固。
三、操作使用1.开机与关机:长按电源键2秒,即可开机或关机。
2.调节温度:轻触加热键或降温键,即可调节温度。
按住键不放可连续调节。
3.模式选择:按模式键进行模式切换,可选择自动模式、制冷模式、制热模式等。
4.定时功能:按定时键进入定时设置模式,可设置定时开关机时间。
四、注意事项1.请勿将温控器暴露在高温、潮湿或有振动的环境中。
2.请勿在没有安全保护措施的情况下私自拆卸或修理温控器。
3.使用过程中请保持温控器面板干净,避免液体侵入。
4.如温控器出现故障或异常,请立即停止使用并联系客服人员进行处理。
五、维护保养1.定期清洁温控器面板,可使用干布轻擦。
切勿使用含有腐蚀性或磨损性物质的清洁剂。
2.定期检查温度传感器,确保传感器处于正常工作状态。
3.如发现温控器故障,请勿私自进行修理,应联系专业维修人员处理。
六、技术参数1.工作电压:220V AC2.温度显示范围:-10℃至50℃3.温度控制范围:0℃至40℃4.精确度:±1℃5.最大负载电流:10A以上就是关于精创ECS100温控器的说明,如有任何问题,请联系我们的客服人员。
祝您使用愉快!。
ECS-100控制系统在医药安全生产控制中应用
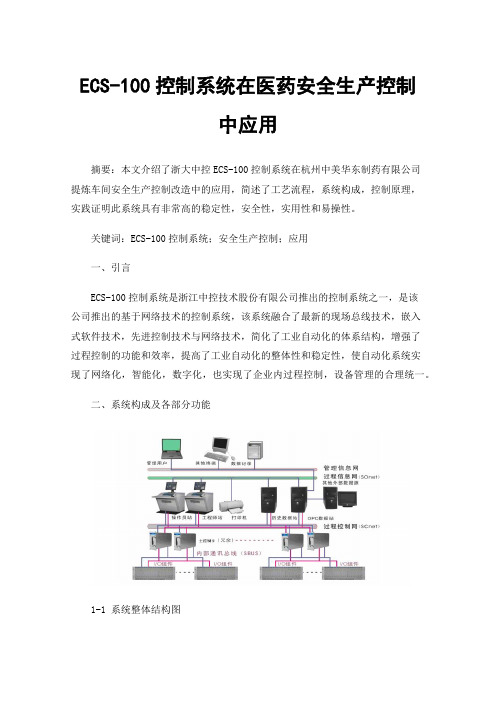
ECS-100控制系统在医药安全生产控制中应用摘要:本文介绍了浙大中控ECS-100控制系统在杭州中美华东制药有限公司提炼车间安全生产控制改造中的应用,简述了工艺流程,系统构成,控制原理,实践证明此系统具有非常高的稳定性,安全性,实用性和易操性。
关键词:ECS-100控制系统;安全生产控制;应用一、引言ECS-100控制系统是浙江中控技术股份有限公司推出的控制系统之一,是该公司推出的基于网络技术的控制系统,该系统融合了最新的现场总线技术,嵌入式软件技术,先进控制技术与网络技术,简化了工业自动化的体系结构,增强了过程控制的功能和效率,提高了工业自动化的整体性和稳定性,使自动化系统实现了网络化,智能化,数字化,也实现了企业内过程控制,设备管理的合理统一。
二、系统构成及各部分功能1-1 系统整体结构图ECS-100 控制系统整体结构如图1-1所示,由控制节点(控制节点是控制站、通信接口等的统称)、操作节点(操作节点是工程师站、操作员站、服务器站、数据管理站等的统称)及通信网络(管理信息网、过程信息网、过程控制网、I/O总线)等构成。
操作员站主要供现场一线操作管理人员使用,操作人员通过操作员站可以集中监视现场工况,同时根据现场工况和生产要求发出指令给控制站,调整工艺参数。
工程师站是主要供专业工程师使用,配置有相应的组态软件、监控软件和系统维护工具。
组态工程师可以使用组态软件去制作流程图,构建数据库,制作报表等。
通过监控软件可替代操作员站,监控整个生产过程的实时状况。
控制站由主控卡、数据转发卡、I/O卡、接线端子板、内部I/O总线网络等组成,用于接受现场仪表送过来的工况信号,经过主控卡运算处理后,送出信号去控制现场的阀门,电机等。
控制站内部各部件数量可以按照用户要求进行冗余配置。
服务器站用于连接过程控制网和管理信息网,当与管理信息网相连时,可与企业管理计算机网(ERP或 MIS)交换信息,实现企业网络环境下的实时数据和历史数据采集,从而实现整个企业生产过程的管理、控制全集成综合自动化。
浙大ECS-100在净化焚烧炉的应用

关键词:顺控结构 T型图 自动点火 酸气燃烧
中图分类号:TE963
文献标识码:A
文章编号:1674-098X(2019)10(a)-0014-02
硫 酸 焚 烧 炉点 火 控 制系 统 是 净 化 控 制系 统中 安 全 系 数 要求比 较 高的部 分,也是 一 个难 点。其 联 锁 点多、控制 程序复杂、技术含量高。技术人员对整个硫酸控制系统进 行了分 解和 讨 论,进 行自主编译 程 序,来实现 硫酸 点火 控 制系统的技术要求和工艺要求。硫酸点火控制系统自投运 以来,运行稳定,满足生产要求,达到了预期目的。
摘 要:硫酸焚烧炉点火控制系统是净化控制系统中安全系数要求比较高的部分,也是一个难点。其联锁点多、控制程序
复杂、技术含量高本文主要阐述了利用浙大ECS-100控制系统实现焦化厂净化工艺段中酸气燃烧及自动点火的一些方法
及部分内容。关键点在于利用顺控控制结构实现焚烧炉的自动点火,另利用T型图实现联锁条件的编制及开停车编制。
科技创新导报 2019 NO.28 Science and Technology I术
应用过程中极易出现谐波问题,所以谐振现象十分严峻。 第四,在 变电 站中的应 用。无 功 补 偿 技 术 在 变电 站中
的应 用,其 根 本目的就 是为了确保电网无功功率的平衡。 而无 功补 偿 技 术 在为变电站 提 供 集中补 偿 无 功功率 时, 选用的是同步调相机、并联电容器、禁止补偿器等无功补 偿装置。同时,为了有效提高变电站配电网的运行功率,提 升电网经济效益,达到优化电网运行,还可以在6kV~10kV 变电 站 的Ⅰ段、Ⅱ段 的 母 线 之 间 安 装 并 联电 容 器,电 容 器 可以根据电压质量自动投切,以便于合理控制母线电压范 围,避免出现变电配电网过压问题,降低配电网母线的无 功损耗。目前无功补偿技术因为维护方便,可以实现集中 化管理,被广泛应用在变电站的10kV母线之上,以此提升 电网的电能质量。
ECS-100系统培训考核试卷
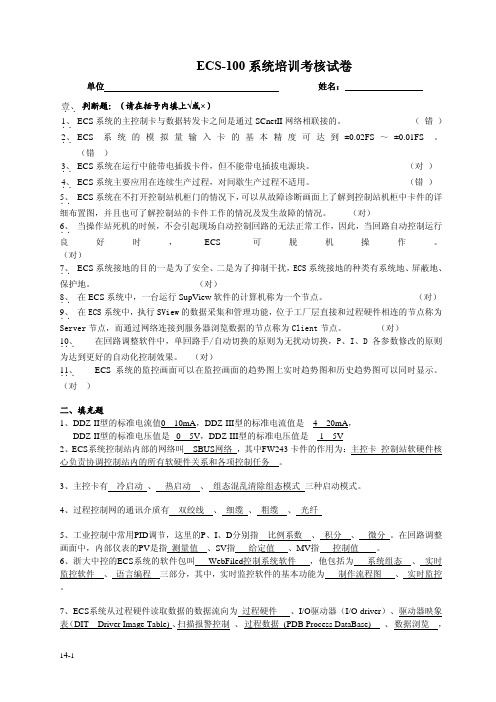
ECS-100系统培训考核试卷 单位 姓名:壹、.. 判断题:(请在括号内填上√或×) 1、 ECS 系统的主控制卡与数据转发卡之间是通过SCnetII 网络相联接的。
( 错 ) ..2、 ECS 系统的模拟量输入卡的基本精度可达到±0.02FS ~±0.01FS 。
..机柜中卡件的详 E 数据的节点称为Client 节点。
(对)系统的监控画面可以在监控画面的趋势图上实时趋势图和历史趋势图可以同时显示。
(错 )3.、.ECS 系统在运行中能带电插拔卡件,但不能带电插拔电源块。
(对 ) 4.、.ECS 系统主要应用在连续生产过程,对间歇生产过程不适用。
(错 ) 5.、.ECS 系统在不打开控制站机柜门的情况下,可以从故障诊断画面上了解到控制站细布置图,并且也可了解控制站的卡件工作的情况及发生故障的情况。
(对)6.、.当操作站死机的时候,不会引起现场自动控制回路的无法正常工作,因此,当回路自动控制运行良好时,ECS 可脱机操作。
(对)7.、.ECS 系统接地的目的一是为了安全、二是为了抑制干扰,ECS 系统接地的种类有系统地、屏蔽地、保护地。
(对)8.、.在ECS 系统中,一台运行SupView 软件的计算机称为一个节点。
(对) 9.、.在CS 系统中,执行SView 的数据采集和管理功能,位于工厂层直接和过程硬件相连的节点称为Server 节点,而通过网络连接到服务器浏览10..、.在回路调整软件中,单回路手/自动切换的原则为无扰动切换,P、I、D 各参数修改的原则为达到更好的自动化控制效果。
(对)11..、.ECS (对 )二、填充题1、DDZ-II 型的标准电流值0---10mA ,DDZ-III 型的标准电流值是 4---20mA ,DDZ-II 型的标准电压值是 0---5V ,DDZ-III 型的标准电压值是 1---5V2、ECS 系统控制站内部的网络叫 SBUS 网络 ,其中FW243卡件的作用为:主控卡 控制站软硬件核心负责协调控制站内的所有软硬件关系和各项控制任务 。
中控ECS-100系统在PET酯化废水中乙醛回收装置上的应用
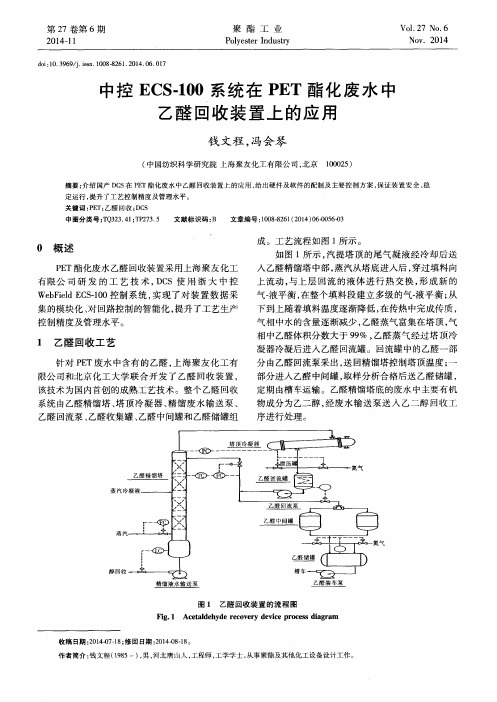
热导致产品纯度下降 、 装置压力失衡。因此 乙醛收 集 和存储 系统 需要 使用 冷 冻水对 采 出 的乙醛进 行 保
控 制
过
图2 D C S系 统 配 置 图
F i g . 2 DCS s y s t e m c o n i f g u r a t i o n d i a g r a m
2 . 2 系统特 点
乙 醛 中 间 收 集 设 定 值 时 自控 切 换 为 另 一
5 7
根 据实 验研 究及 现场 开 车经 验 总结 , 乙醛 具 有 沸点 低 、 易挥 发 的特点 , 并且 乙醛在 常温 下长 时 问停 留还 易发 生 自聚反 应 生 成 三 聚 乙醛 , 该 副 反 应 会 放
冷, 同时该系统需要使用氮气加压保护和气封。
2 DC S系统 配 置
中控 E C S 一 1 0 0系统 在 P E T酯化 废 水 中 乙醛 回收 装 置 上 的应 用
钱 文程 , 冯会 琴
( 中国纺织科学研究 院 上海 聚友化工有 限公 司, 北京 1 0 0 0 2 5 )
摘要 : 介绍 国产 D C S在 P E T酯化废水 中乙醛 回收装置上的应用 , 给出硬件及软件 的配制及主要控制方案 , 保证装 置安全 、 稳 定运行 , 提升 了工艺控制精度及管理水平 。
关键 词 : P E T; 乙醛 回 收 ; D C S
中图分类号 : T Q 3 2 3 . 4 1 ; T P 2 7 3 . 5
文献标识码 : B
文章编号 : 1 0 0 8 - 8 2 6 1 ( 2 0 1 4 ) 0 6 - 0 0 5 6 - 0 3
PLC在废气燃烧控制系统中的应用研究
PLC在废气燃烧控制系统中的应用研究摘要:利用工业生产过程中产生的废气作为燃料,可以减少环境污染、节约能源。
已成为工厂节能减排的发展方向,而将工业废气作为主燃料利用已逐渐成为新一代可持续发展的节能减排的一项重要措施。
随着环保和节能意识的不断提高,燃烧工业废气利用已成为发展方向。
针对工业废气热值低、波动大和不易着火燃烧的特点,设计燃烧控制系统来实现稳定、可靠、安全的自动燃烧控制要求。
以项目实施为例,介绍如何应用PLC实现以废气为主燃料的燃烧自动控制。
关键词:废气;燃烧器;PLC采用程控器和专用仪表组成的燃烧器控制系统,功能简单、输入输出点数少、运算功能弱,难以实现复杂的燃烧自动控制和调节。
基于SIEMENSS7—300PI,C设计的燃烧控制系统,利用PLC易扩展、可编程、运算功能强的优势,实现以工业废气作为主燃料的燃烧自动控制。
所介绍的燃烧控制系统已应用在1850型焙烧炉项目上。
焙烧炉提供氧化铝生产线上最后一道加热工序,其燃烧控制的温度关系到最终氧化铝产品的产量和质量。
该项目已于2013年在山西投产,燃烧控制的稳定性、系统的安全性都得到了验证,获得了用户和市场的肯定。
燃烧控制系统研究该燃烧控制系统,主要控制以工业废气为主燃料的四台低热值燃料燃烧器的运行,四台燃烧器用来对1台焙烧炉的4个区域进行加热,实现自动点火、自动负荷调节、自动配风以及锅炉和燃烧器的自动安全联锁保护等功能。
由于废气的热值低、波动大,因此以废气为主燃料的燃烧控制不同于一般燃料的燃烧控制。
其三级点火控制、负荷调节与配风、安全联锁控制是以废气作为主燃料的燃烧控制系统的重点。
1.1三级点火控制燃气的热值是指燃烧一定体积或质量的燃气时完全燃烧所能放出的热量。
1m3天然气热值为33456~37638J,1m3的煤气热值为29734~30737J,而用户工业生产所产生的废气含有大量的水蒸汽、氮、氢和CO2等杂质气体,热值比较低,1m3约为8364~9200J。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
集散控制系统在合成氨生产废气回收中的应用葛飞河南心连心化肥有限公司,河南新乡Henan XLX Fertilizer Co., Ltd., Xinxiang, Henan刘新运浙江中控技术股份有限公司,浙江杭州Zhejiang SUPCON Co., Ltd., Hangzhou, Zhejiang【摘要】介绍三废炉控制的主要回路,该项目DCS系统由浙江中控技术股份有限公司承担设计和编程调试。
采用ECS-100系统实现三废炉的现场过程数据采集、监视、控制和操作等功能。
[Abstract ]This paper introduces the three wastes furnace control main circuit, the DCS systerm project by the ZHEJIANG SUPCON TECHNOLOGY CO.,LTD commitment to design and programming and debugging. Using the ECS-100system to realize waste furnace field data acquisition, monitoring, controlling and operating functions.【关键词】DCS 冗余ECS-100控制系统控制方案[Key word ] DCS ECS-100 redundancy control system control scheme概述目前国内中小型氮肥企业主要采用固定床间歇式造气炉制气,生产合成氨、尿素等产品。
在传统的生产合成氨工艺生产中,都是将造气炉热回收步续中的吹风气、PSA脱碳工段中的放空气、合成工段中的放空气等含有大量可燃气体(主要成分是H2、CH4等)直接排入大气,这些气体统称为制氮肥的三废气体,这些排放气不仅对环境造成污染,还使得很多有用气体成分巨大浪费;为了更好的处理三废气体,特增加三废气体回收处理装置,通过燃烧三废气产生中压蒸汽进行发电或为造气工段提供蒸汽。
由于三废气中可燃气成份较高,相比传统燃煤锅炉具有更加易燃易爆的特点,需要特别设立吹风气回收岗位。
1 ECS-100系统特点为了回收生产合成氨产生的废气,该吹风气岗位采用了浙江中控的WebFieldECS-100系统来实现现场过程数据采集、监视、控制和操作等功能;该系统具有以下特点:1.1高性能冗余主控制器针对化工装置“安、稳、长、满、优”运行的需求,ECS-100控制系统在控制器中预置了通用的系统硬件规则表,软硬件的修改不需要停止控制器运行升级,自动识别不同的模块并采用相应的处理程序,实现软硬件的在线组态和升级。
1.2分散失效风险的多CPU协同工作高可靠性控制器具备三个嵌入式微处理器,包括SCnet II通讯微处理器、主微处理器以及I/O通讯微处理器,分散硬件失效分析,提高抗网络冲击能力。
1.3基于单周期故障切换的系统冗余冗余技术是提高系统可靠性的一项重要技术,当处于工作状态的控制器发生故障的情况下,需要将处于正常状态下的备用控制器切换为工作状态。
在冗余切换时会进行主备控制器的故障等级判断,只有在工作控制器比备用控制器故障等级高的情况下,才允许切换。
1.4种类齐全的I/O模块ECS-100系统具备完整的I/O模块类型,包括AI、AO、DI、DO、RTD、TC等常规的IO模块及非常规的PI、SOE 、PAT等模块。
1.5分布式组态监控软件平台以AdvanTrol-Pro 为核心的分布式基础自动化软件平台的网络结构是按照数据对等的C/S 模式设计,整体由三层网构成:监控层网络、操作层网络、管理层网。
在上述物理网路的基础上,分布式组态监控软件平台构建了对等的客户机/服务器(C/S )网络数据服务。
2控制系统结构整个三废炉控制系统由1个控制站、1个工程师站、2个操作站组成, 控制室之间采用光缆连接;系统重要的公用部件如:控制站电源、主控制卡、数据转发卡、通讯网络均按1:1热冗余配置,配置图如图1所示:SC6(FW206)AC6(FW208)1(08-00)2(08-02)3(08-04)H U B 2BH U B 2A HUB2A/B (放置SC4前面)SUP-2118MHUB2C (放置SC4背面)SUP-2118M20m*220m*220m*220m20mOS140(OP072-S20)OS139(OP072-S20)ES138(OP072-S20)TB367-GPR(B) 4块;空开30只;继电器865A 直流电源4只TB253 3只F-02F-02去东造气20m图13 控制系统方案三废炉控制的主要回路包括汽包液位给水系统调节、进气量炉温调节、送风系统控制、引风机变频控制等。
3.1 汽包液位给水系统调节汽包水位三冲量调节系统是指汽包水位、蒸汽流量和给水流量三个信号作用于调节器上,即三个被控变量对应一个调节器而进行的控制方式,其中汽包水位作为主信号,水位变化,调节器输出发生变化,继而改变给水流量,使水位恢复到给定值;蒸汽流量作为前馈信号,防止“虚假水位”使调节器产生错误的动作;给水流量作为反馈信号,使调节器在水位还未变化时就可根据前馈信号消除内扰,使调节过程稳定,起到稳定给水流量的作用,其原理如图2所示:F(x)ZT主给水调节门D/A △H/LA/D 2××××××××××××K ∫△∑T TR ≮≯A/M LT给水流量A/D ××××××LT主汽流量A/D ××××××K4A5LC××××FC××××K ∫△∑T TR ≮≯A/M 4K ∫△∑T TR ≮≯A/M △H/L F(x)ZT旁给水调节门D/A△H/L A/D 3××××××××××××△H/L16LC××××LT汽包水位AA/D ××××××SELLT汽包水位BA/D××××××A/M ≯≮B D/A F(x)启动给水调节门AOFFLED图2 3.2三废炉过热段集中控制吹风气回收三废燃烧炉为可燃气体在炉膛内直接燃烧产生的热量将水冷壁内的水加热从而产生蒸汽,也得到废气回收利用的效果,故保持炉膛内温度处在合适的数值非常关键,这主要在于对炉膛进口可燃气体进行量的调节来实现,其控制图如图3所示:FI减温水流量A/D×××××K∫△∑T TR ≮≯A/M 4F(x)ZT减温调节阀D/A △H/L A/D3××××××××××××TE过热器器出口温度A/D×××××△H/L42△H/L 1A×××××××××K ∫△∑T TR ≮≯A/M 5图33.3 送风系统控制从生产系统来的可燃气体放空气中含氧量很少,对燃烧不利,为了使放空气中的可燃气体燃烧充分,故设置送风系统,由一台185KW 电机带动风机对燃烧炉进行送风,为便于对风量的控制,在风机出口处设置一个调节档板,由智能电动执行器进行调节,送风电机的调节由低压变频器进行控制调节,变频器及智能电动执行器的调节信号均有DCS 系统送出进行调节,并带反馈,其控制如图4所示。
送风机运行DI保护按钮SW &送风机入口挡板置零VO3S*******3000**************SQ****ST****SA****DS****启动指令DO停止指令DO电机状态值CRT电机跳闸VOTA****OFFOFFOFF OFF OFF SF****SA*************************ONOFF 就地/远控DL MotorBlockB手动启SR1自动启SR2联锁启SR3启允许SRP运行状态RF 手动停SP1自动停SP2联锁停SP3停允许SPP 停状态PF 电气故障DF 启指令SRDO 状态字DS 确认指令复位RSA 故障确认SA 禁操SF 强制停SP4手自动AM 操作选择SFS 脉冲时间TPT启指令复位RSR 停指令SPDO 停指令复位RSP 跳闸TAST****SQ****≥1××××××&≥1SPT****≥1&××××××××××××启动按钮SW保护按钮SW 送机入口调门<5%VI 锅炉联锁SW 引风机运行VI 停止按钮SW ××××××轴承温度高VI&*******SPT****××××××炉膛压力低三值VI &**************图4 3.4 引风机变频控制作为吹风气岗位中最重要的动设备,其作用主要是将燃烧炉内燃烧后的气体吸出来送到烟囱,采用一台450KW 风机来实现,和送风系统一样,也是通过调节设置的风门挡板(通过智能电动执行器完成)来实现风量的调节,在正常生产过程中,由于生产负荷的变化,需要通过对引风机配套的高压变频器对电机进行调节控制,其控制如图5所示。
ST****SQ****≥1SPT****≥1&BOILLOCK保护按钮SW 引风机入口调门<5%AI 停止按钮SW 炉膛压力低三值VI 燃烧炉联锁SW *******引风机运行DI*******SPT****保护按钮SW &引风机入口挡板置零VO 轴承温度高VI &*******3000**************SQ****ST****SA****DS****启动指令DO停止指令DO电机状态值CRT启动按钮SW电机跳闸VOTA****OFFOFFOFF OFF OFF SF****SA*************************ONOFF就地/远控DL MotorBlockB手动启SR1自动启SR2联锁启SR3启允许SRP运行状态RF 手动停SP1自动停SP2联锁停SP3停允许SPP 停状态PF 电气故障DF 启指令SRDO 状态字DS 确认指令复位RSA 故障确认SA 禁操SF 强制停SP4手自动AM 操作选择SFS 脉冲时间TPT启指令复位RSR 停指令SPDO 停指令复位RSP 跳闸TA××××××**************图5 4 控制系统监控设计实时监控软件(AdvanTrol)是ECS-100控制系统的上位机监控软件,通过鼠标和操作员键盘的配合使用,可以方便地完成各种监控操作。