CLASS_A_SURFACE
A面

A面指的是A级曲面。
也就是汽车设计里面常说的CAS(Class-A-Surface)。
在汽车设计领域这是一个极为重要的概念也是汽车设计师和A面师的必备技能。
CAS指的是具备很高质量的曲面,所谓曲面的质量在视觉上的直观表达就是非常光顺、没有褶皱和无理由的不连续。
从数学上说,CAS指的是各个分面之间具备G2级连续性以及曲率半径跳跃小于一定值的曲面。
G2连续是必备的,但是曲率跳跃则是各个车厂的要求不一样。
其中GM的要求比较低,是0.05mm,丰田次之,是0.03mm,BMW和VW的要求最高,达到0.02mm。
一般汽车的曲面极为复杂,你到我的空间里面看看应该能找到我做的一辆车的Alias线框图,就可以看到有些大曲面绝对不是一下子成型的,而是分成了好多个小面拼凑起来,所以曲面之间的衔接极为重要,这就是连续性的要求。
然而连续性要求达到之后,还有一个半径跳跃,如果半径跳跃过大,从斑马纹检测和环境反射检测出来的结果就是S纹和褶皱,看起来很不爽。
所以做A面要求简单、直接、光顺,一般横纵CV不超过6个,也就是U和V都是最高D5级曲线。
做A面对技术的要求极高,没有对计算机图形学的一定理解和长期NURBS建模的经验是搞不定的,它的核心就是分面,曲面怎么分割才最容易达到效果,因为汽车里面很多都不是标准NURBS曲面的四边结构而是三边、五边甚至六边,这就要求很高的分面技巧,也是Alias L3设计师的考核重点。
很多大一大二信心满满想做汽车的童鞋,到了大四真正进入汽车行业的属于寥寥无几,大多数都是被这个A级曲面建构给吓跑的。
G0连续1.一条曲线的一个端点与另一条曲线的一端点相接触,我们可认为:两曲线在这一点的连接处于G0连续状态。
2.一个曲面的一边界与另一曲面的一边界重合,我们可认为:两曲面在这一边界的连接处于G0连续状态。
3.如果两者间的连续性达不到G0我们称之为误差,这个误差是个绝对误差,是以毫米或英寸为测量单位的一距离值。
CLASS_A_Training

A级曲面范例Original: Andrew Mattison 编译:李钊彦Senior Application Engineer 上海交通大学车身制造技术中心2002级硕士SDRC | Imageware 上海交通大学PACE中心CAD工程师本曲面范例主要介绍Surfacer软件生成高质量曲面时所用到的一些方法和技巧,虽然这些特别的方法和技巧对于A级曲面或者1级曲面的建模过程来说较为普遍,然而本演示的目的却并不仅仅局限于A级曲面的用户。
本范例的数据来源:车身后侧轮舱(来自一辆OEM概念车)请大家打开文件 class_a_start.imw 该文件由四块点云组成,它们是:side:车身侧围钣金件flange 1、 flange 2和flange 3:side上的轮舱凸缘了解一下测量方法,您就可以知道这样的点云是如何得到的:我们使用接触式测量机来测量零件;探头是V形的,可以调节,它能沿圆弧面跑动并以点云的形式传回光滑面片之间的交线理论位置。
让我们开始吧!首先,用Ctrl+A激活点云side;为了在后面的视图操作中选点更方便,用Ctrl+D将side点云的显示属性里面 Scatter Mode 设置为Filled Circle;将其它三块点云的Sample Point Frequency 设置为3(每3个点显示1个),Point Size 设置为2;用Ctrl+J只将点云side显示出来,隐藏其它点云当然,您也不必拘泥于这些设置数值,甚至可以不进行设置 ;以您自己的感觉为标准来进行类似的调整,以后所有的操作以此类推菜单命令路径:Surface|Construct|Surface w/4 Points在点云side 的基础上,用4个点生成一张面。
注意通过Surface w/4 Points对话框左下方的Interactions Palette 选中点云上的点,而不是空间任意位置点;以逆时针方式选取四个角点使得生成面的法向指向Y正方向。
catiaClass-A知识解读
开瑞汽车工程研究院 KAERI
A-class 包括多方面评测标准 , 比如 说反射是不是好看、顺眼等等。当 然,G2可以说是一个基本要求,因为 g2以上才有光顺的反射效果。但是, 即使 G3 了,也未必是 a-class, 也就 是说有时虽然连续,但是面之间出 现 褶 皱 , 此 时 就 不 是 a-class 通俗一点说,class-A就必须是G2以 上 连 接 。 G3 连 续 的 面 不 一 定 是 CLASS-A 曲 面 。 汽车业界对于 a class要求也有不同 的标准, GM 要求比 TOYOTA , BMW 等 等要低一些,也就是说 gap 和 angle 要 求 要 松 一 些 。 关 于 A-class surfaces , 涉 及 曲 面 的类型的二个基本观点是位置和质 量 。 位置——所有消费者可见的表面按 A-Surface 考 虑 。 汽 车 的 console (副仪表台)属于 A-surf ,内部结 构件则是B-surf。
开瑞汽车工程研究院 KAERI
曲线连续
开瑞汽车工程研究院 KAERI
曲面连续
开瑞汽车工程研究院 KAERI
高光表现
开瑞汽车工程研究院 KAERI
前风挡玻璃,曲率连续(对称面要求)
开瑞汽车工程研究院 KAERI
开瑞汽车工程研究院 KAERI
开瑞汽车工程研究院 KAERI
B、切向连续
开瑞汽车工程研究院 KAERI
1、根据造型特征拆分曲面,分块要合理,曲 面在UV方向都保证曲率的连续性及变化趋势 的合理。面的分块应该将主模型作为一个整 体来考虑,整体的思想可保证整个面的和谐 统一 2、建议采用尽可能少的面片,曲面使用单段 面和低阶面,一般少于6阶。 3、基本曲面应该建立到或超过理论的相交区 域,这提供了更大的自由度,用来对过渡面 变化调整和高光线控制。 曲面应该产生预期的延伸,延伸没有任何不 正常结果(例如猴尾巴和螺旋),这允许下 游的建模者产生延伸用来满足实体建模、工 艺补充面、钻模和夹具需要。 4、曲面应该修剪到内部边界并且能够缝合, 要提供生成修剪实体的理想 数据。
A面检查标准经典总结

事实上,切连续的点连续能满足大部分基础工业(航空和航天、造船业、BIW等)。基于这些应用,通常并无曲率连续的需要。
A-surf首先用于汽车,并在消费类产品中渐增(牙刷,Palm,手机,洗机机、卫生设备等)。
它也是美学的需要。
*点连续(也称为G0连续)在每个表面上生产一次反射,反射线成间断分布。
但是现在随着美学和舒适性的要求日益提高,对汽车内饰件也提到了A-Class的要求。因而分类随之简化,A面,可见(甚至是可触摸)表面;B面,不可见表面。
1范围
本标准规范了CLASS A SURFACE设计的基本要求,及检查标准。
2 CLASS A SURFACE定义
CLASS A SURFACE(文中后继简称“A面”)指有着严格表面质量要求的曲面或曲面组,此概念由DASSAULT最早在CATIA V4中提出,用以定性并定量约束单个曲面或曲面组整体的质量。
经典的A面总结
1.所有特征都必须具有可扩展性和可编辑性。
2.所有特征都必须分解成单凸或单凹特征。
3.所有特征面的光顺保证2阶导数以上连续。
4.所有特征线(面)函数必须小于6阶。
5.所有特征间的连接要2阶导数以上连续(曲率连续)
6.所有特征间的连接偏差小于0.0001。
7.一块大面上多特征拼接的,建模默认误差小于0.0001,角度误差小于0.01度。
3 CLASS A SURFACE常规要求
按覆盖面积和造型优先级,造型表面元素可分为基础面和特征细节两类。
基础面,如:
车门玻璃面、顶盖和挡风等。
特征细节,如:
棱线和倒角等。
基础面
对于基础面,严禁采用非四边域的形式构建。其U/V段数必须为1,如果是BEIZER曲面,其阶数不超过7;如果是B-SPLINE,其阶数不超过6。构建初始,必须先分析确定曲面是否有对称性,以及U/V是否正交。
信赖性测试
1.Exterior Cosmetics Reliability Requirements1.1.ObjectiveThis document defines the reliability requirements for the Surface Hub product and stands exterior surfaces, excluding the stylus and display.1.2.ResponsibilityComponent suppliers, external labs, and contract manufacturers are responsible for following the requirements stated in this document. Only operators trained in conducting the specified tests according to the test plan outlined by Microsoft shall be used.零部件供应商、外部实验室和合同制造商负责本文档中所述的需求。
只有操作员培训进行指定的测试按照测试计划概述了由微软应使用。
1.3.Referenced Documents1.4.Sample SizeSample size shall be determined by Microsoft prior to starting the tests. However, this sample size can be increased or decreased at Microsoft’s discretion at any point during testing.样本大小由微软开始测试之前。
然而,这个样本大小可以在微软的增加或减少自由裁量权在任何时候在测试期间。
1.5.Sample IdentificationAll units under test shall be adequately labeled.At a minimum, these markings shall include serial and/or part numbers, the name of their test group, their respective identification number within their test group, and any other pertinent data that makes the configuration easily identifiable for Microsoft, operators, and inventory purposes. The test facility shall use printed labels for legibility.所有被测试单位应当充分标记。
车身ClassA评价标准和方法.pdf
车身Class A评价标准和方法Prepared byCLASS A的概念一、一、CLASS1、连续性的几种方式曲面曲线的连续性有以下几种方式,并做相应的几何表达:POINT连续Tangent连续Curvature连续高质量连续C0C1C2G0G1G2G3上述四种连续性关系只是构造Class A的基础,在应用这些概念时必须综合进行考虑。
对于精度的要求可根据对象的不同要求来确定。
2、CLASS A的评估方法对于汽车外形来讲,最重要的是曲线、曲面的评估方法。
在传统的手工处理时。
曲线质量是由设计人员从各个方向观察画在图板上的大比例曲线来进行检查。
车型设计人员通过观察可以指出哪一段是好的,哪一段有鼓包等等。
为了解释相应的现象,在被检查曲线上画出相应曲率半径的的对数值,设计人员可指出有问题的区域相应于曲线上的不光顺区域,这种方法被称为轮廓检验或曲率半径分布。
一个CAD系统不仅必须提供各种曲面定义方法,还必须提供曲面质量评估技术。
一种检查曲面设计质量的方法是模拟曲面的高光。
对应于手工制作的油泥高光检查方法如下:把模型置于在墙上和天花板上安装了许多平行白炽灯的房中,观察这些平行光在曲面上的图象,并检查出不和谐的地方。
高光对曲面上点的法矢方向的变化十分敏感。
轮廓图的杂乱无章表明曲面上相应区域内曲率分布不均。
在C1连续的边界处,高光轮廓图有断点,对C0连接则不连续。
另一种评估形状的方法是观察曲面上曲线或截面线的曲率轮廓图。
不规则的轮廓图表明曲面上相应区域质量不好(不光顺)。
曲率半径检查比高光检查容易,因此在设计阶段常采用这种方法。
但是,仅用曲率轮廓图检查对于评估曲面质量是不够的。
因为有时曲率轮廓图看起来很好,但是高光分布图有波动,必须对曲面进行修改。
有时也用彩色光照图评价曲面质量。
但是通常彩色光照图显示并不十分有效,因为光照图显示的目的是得到高质量的图像,并不能完全显示出产品的曲面质量。
但是,随着近来计算机硬件和软件性能的提高,计算汽车在各种金属材质上的反光性质以便进行光线的跟踪计算。
A面检查标准经典总结
A级曲面全面介绍a-class包括多方面评测标准,比如说反射是不是好看、顺眼等等。
当然,G2可以说是一个基本要求,因为g2以上才有光顺的反射效果。
但是,即使G3了,也未必是a-class,也就是说有时虽然连续,但是面之间出现褶皱,此时就不是a-class通俗一点说,class-A就必须是G2以上连接。
G3连续的面不一定是CLASS-A曲面。
汽车业界对于a class要求也有不同的标准,GM要求比TOYOTA ,BMW等等要低一些,也就是说gap和angle 要求要松一些。
关于A-class surfaces,涉及曲面的类型的二个基本观点是位置和质量。
位置——所有消费者可见的表面按A-Surface考虑。
汽车的console(副仪表台)属于A-surf,内部结构件则是B-surf。
质量——涉及曲面拓扑关系、位置、切线、曲面边界处的曲率和曲面内部的patch结构。
有一些意见认为“点连续”是C类,切线连续是B类,曲率连续是A类。
而我想更加适当地定义为C0、C1和C2,对应于B样条曲线方程和它的1阶导数(相切=C1)和它2阶导数(曲率=C2)。
因此一个A-surf有可能是曲率不连续的,如果那是设计的意图,甚至有可能切线不连续,如果设计意图是一处折痕或锐边,(而通常注塑或冲压不能有锐边,因此A-suuf一定是切线连续(C1)的)。
第二种思想以汽车公司和白车身制造方面的经验为基础,做出对A-surf更深刻的理解。
他们按独立分类做出了同样的定义。
物理定义:A-surf是那些在各自的边界上保持曲率连续的曲面。
曲率连续意味着在任何曲面上的任一"点"中沿着边界有同样的曲率半径。
曲面是挺难做到这一点的切向连续仅是方向的连续而没有半径连续,比如说倒角。
点连续仅仅保证没有缝隙,完全接触。
事实上,切连续的点连续能满足大部分基础工业(航空和航天、造船业、BIW等)。
基于这些应用,通常并无曲率连续的需要。
A-surf首先用于汽车,并在消费类产品中渐增(牙刷,Palm,手机,洗机机、卫生设备等)。
(完整word版)汽车保险杠设计方法
汽车保险杠设计方法—轿车前保险杠一、保险杠简介保险杠是汽车外饰中结构最为复杂,零部件数量最多的总成部件。
保险杠的外观质量和风格决定了客户对整车外饰的评价,它包括了许多功能性的零件,如吸能装置、牌照安装、各种灯具安装、防撞报警器等零件,所以保险杠的设计有着较高的设计难度。
汽车保险杠是吸收缓和外界冲击力,防护车身前后部的安全装置。
二十年前,轿车前后保险杠是以金属材料为主,用厚度为3毫米以上的钢板冲压成U型槽钢,表面处理镀铬,与车架纵梁铆接或焊接在一起,与车身有一段较大的间隙,好象是一件附加上去的部件.随着汽车工业的发展,汽车保险杠做为一种重要的安全装置也走向了革新的道路上。
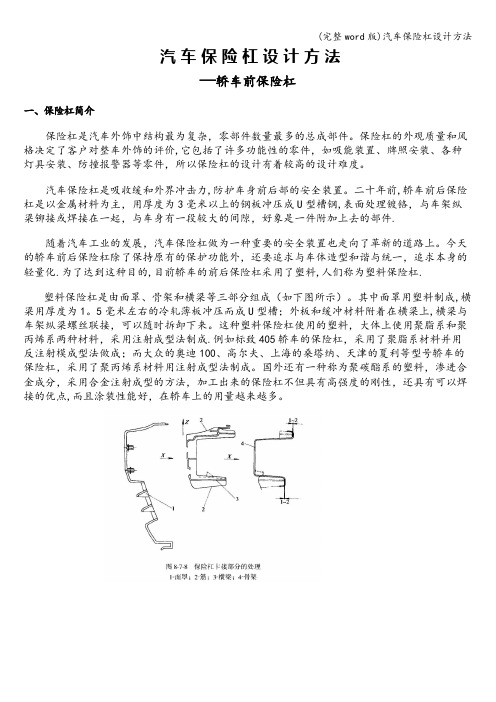
今天的轿车前后保险杠除了保持原有的保护功能外,还要追求与车体造型和谐与统一,追求本身的轻量化.为了达到这种目的,目前轿车的前后保险杠采用了塑料,人们称为塑料保险杠.塑料保险杠是由面罩、骨架和横梁等三部分组成(如下图所示)。
其中面罩用塑料制成,横梁用厚度为1。
5毫米左右的冷轧薄板冲压而成U型槽;外板和缓冲材料附着在横梁上,横梁与车架纵梁螺丝联接,可以随时拆卸下来。
这种塑料保险杠使用的塑料,大体上使用聚脂系和聚丙烯系两种材料,采用注射成型法制成.例如标致405轿车的保险杠,采用了聚脂系材料并用反注射模成型法做成;而大众的奥迪100、高尔夫、上海的桑塔纳、天津的夏利等型号轿车的保险杠,采用了聚丙烯系材料用注射成型法制成。
国外还有一种称为聚碳酯系的塑料,渗进合金成分,采用合金注射成型的方法,加工出来的保险杠不但具有高强度的刚性,还具有可以焊接的优点,而且涂装性能好,在轿车上的用量越来越多。
塑料保险杠具有强度、刚性和装饰性,从安全上看,汽车发生碰撞事故时能起到缓冲作用,保护前后车体,从外观上看,可以很自然地与车体结合在一块,浑然成一体,具有很好的装饰性,成为装饰轿车外型的重要部件.二、汽车保险杠功能1、一定车速下碰撞时对车辆的保护。
安全性是现代轿车设计中首先要考虑的问题。
Catia_A级曲面设计
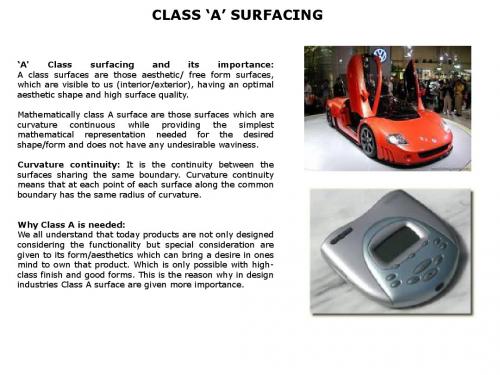
CLASS ‘A’ SURFACING‘A'Class surfacing and its importance:A class surfaces are those aesthetic/free form surfaces,which are visible to us(interior/exterior),having an optimalaesthetic shape and high surface quality.Mathematically class A surface are those surfaces which arecurvature continuous while providing the simplest mathematical representation needed for the desiredshape/form and does not have any undesirable waviness.Curvature continuity:It is the continuity between thesurfaces sharing the same boundary.Curvature continuitymeans that at each point of each surface along the commonboundary has the same radius of curvature.Why Class A is needed:We all understand that today products are not only designed considering the functionality but special consideration aregiven to its form/aesthetics which can bring a desire in onesmind to own that product.Which is only possible with high-class finish and good forms.This is the reason why in designindustries Class A surface are given more importance.UNDERSTANDINGUnderstanding for Class A surfaces:1. The fillets -Generally for Class A, the requirement is curvature continuous and Uniform flow of flow lines from fillet to parent surface value of 0.005 or better (Position 0.001mm and tangency to about 0.016 degrees).2. The flow of the highlight lines -The lines should form a uniform family of lines. Gradually widening or narrowing but in general never pinching in and out.3. The control points should form a very ordered structure -again varying in Angle from one Row to the next in a gradual manner (this will yield the good Highlights required).4. For a Class A model the fillet boundary should be edited and moved to form a Gentle line -and then re-matched into the base surface.5. Matched iso-params in U & V direction are also a good representation of class A.6. The degree (order) of the Bezier fillets should generally be about 6 (also for arc Radius direction) sometimes you may have to go higher.7. Also you have to take care of Draft angle, symmetry, gaps and matching of surfaces Created with parent or reference surfaces.8. Curvature cross-section needles across the part -we make sure the rate of Change of curvature (or the flow of the capping line across the top of the part) is Very gentle and well behaved.The physical meaning:Class A refers to those surfaces, which are CURVATURE continuous to each other at their respective boundaries. Curvature continuity means that at each "point" of each surface along the common boundary has the same radius of curvature.This is different to surfaces having;Tangent continuity -which is directional continuity without radius continuity -like fillets.Point continuity -only touching without directional (tangent) or curvature equivalence.In fact, tangent and point continuity is the entire basis most industries (aerospace, shipbuilding, BIW etc ). For these applications, there is generally no need for curvature.By definition:Class A surface refers to those surfaces which are VISIBLE and abide to the physical meaning, in a product. This classification is primarily used in the automotive and increasingly in consumer goods (toothbrushes, PalmPC's, mobile phones, washing machines, toilet lids etc). It is a requirement where aesthetics has a significant contribution. For this reason the exterior of automobiles are deemed Class-A. BIW is NOT Class-A. The exterior of you sexy toothbrush is Class-A, the interior with ribs and inserts etc is NOT Class-A. QUESTION:What is Body_in_white?What is class A surface?Are the interior trim (A,B,C pillar, dash board, center console, handles) of a car using class A surface? Anybody using the basic design bundle of UG for class A surfacing? UG\Shape Studio?How does it compare with Catia?Ans:1A class A surface is anything that you the customer sees. i.e. exterior panels and interior surfaces.A ClassB surface is something that is not always visible i.e. the underside of a fascia that you would have to bend down to see.A Class C surface is the back side of a part of a surface that is permanently covered by another part.BIW is stuff like the body side etc..Ans:2Actually 'body in white' is the term used to describe the whole vehicle body after it has been welded/bolted together before it is painted or any parts are attached on the fit up line.Ans:3We also use it to mean after it has been painted -I always assumed that the white bit refers to primer. Next step is to fit the windscreen and backlight, when it becomes the glazed body in white, or BIW+G.ANS: 4BIW -Some surfaces are Class A, i.e. body side, roof, sill appliqué.I heard some time ago from a old designer that the term BIW comes from when cars were built from wood, they were painted white as it gives the frame a uniform color so imperfections were easily visible.Ans:5BIW meaning Body In White is so called due to its appearance after the application of the primer to the entirely Body panel assembled vehicle just before going into the painting process.Usually the primer is white or silver grey which gives the so called name.ANS: 6Catia is mostly used for BIW design (Ford switching to catia, and Toyota). Is this because itcould easily create quintic surfaces? With UG with Design bundle only, most of the surfaces created are cubic.-------------------------------------------------------------------ANS: 7A class surface means -it is not just seen surface and unseen surface In normal no technical words,A class surface meansIt is smooth looking reflective surface with no distortion of light highlights, which moves in a smooth uniform designer intended formations.when you create -car body panel, due to their complex shapes it not possible to create the surface with one single face /patch so you make multiple face/patch ( surface is a group of face/patch added together.)when these things are added, at the boundary of joining you need to have connectivity and continuation of minimum order two.for exampleIn case one, at the connecting boundary of two patches you have common boundary but it is sharp corner. this does not qualify as A class surface.In case two -at the connecting boundary of two patches have common boundary and no sharp corner -but you have tangent continuity, this also does not qualify as A class surface.In case two -at the connecting boundary of two patches have common boundary and no sharp corner -you have tangent continuity and curvature continuity this does qualify as A class surface. ( sine curve is good example for curvature continuity. but you can not call it a A class surface )reason is very simple the real requirement of aesthetic and good looking and designer intended shape is not there.ANS:8For obtaining Class-A surfaces,CATIA is more commonly used due to its inherent ability to model very high quality surfaces in general.But,any engineering software(CATIA,UG,IDEAS,Pro-E,etc)cannot develop a Class-A surface.This being due to engineering calculations involved in any surface generated by such softwares.For pure Class-A surfaces you would need styling softwares like Alias,Studio,etc.The use of any software would depend on the level of expectations placed on you.If your projects need only the modeling of the trim,generic engg softwares will do,but if you intend to go down right from styling,you would need Studio,etc.-------------------------------------------------------------------ANS:9IHO,Catia V4has added a tool called Blend surf that is able to obtain virtual curvature continuity.Previously, even styling was comfortable with models-and hence tools-defining fillets with conics,and many OEMs still accept this for Class-A surfaces.Catia V5has GUI interfaces to impose curvature continuity the same way that Alias-Wave front Studio Tools(Auto Studio)does.They are both based on piece-wise polynomial equations,for what its worth.While a conic fillet is not technically curvature continuous,there are many vehicles,including luxury models,that have utilized them for Class-A surfaces and downstream-parts.Considering the tolerances in creating molds and dies and then producing parts from them....a sheet metal panel is not a math model.-------------------------------------------------------------------ANS:10It is true that it is tough to make good curvature continuous surface in UG,but not impossible.Remember one thing A-class doesn't mean just curvature continuity.and smooth reflections on CAD surface.it is lot more than that.Imagine.what happens to your A class surface in case pressed sheet metal body panel. and molded plastic components.They have to retain there intended smoothness and other characteristics to remain A class.to achieve this lot of other things has to be taken care while designing A class surfaces.For example:1-Line features on body side external panel and feature on hood panel which is very common,are to be designed to avoid skidding while they are pressed.like wise2-Flange width and other things are to be taken care while designing fenders wheel arch area for avoiding bulging effect and skidding effect.3-Fuel lid opening area,plunged flange for bulge effect.4-Panel stretching needs to be taken care.Lot many other things go in designing A class sheet metal panels for door,roof etc.5-In case of plastic,sink marks and other things.ANS:11In Europe a'A'class surface is generally taken to be the visible side of any component/assembly-a'B' class surface generally relates to the opposite(or inside)face of an'A'surface-i.e.the surface which defines the thickness of the part,and is where the mounting and reinforcing detail tends to be located.'B' class surfaces can also be referred to as'engineering surfaces.I have not personally heard of any surface being referred to as a'C'type.Catia,while it is ok for surfacing tends to be more used for generating engineering surface detail and solid models-software packages like ICEMSURF tend to be more used for generating visual quality surfaces.-------------------------------------------------------------------ANS:12True A-class surfacing-especially on vehicle exteriors goes further than G2or"curvature"continuity.G3is often sought on the more major block surfaces.G3deals with curvature"acceleration",i.e.the rate of change of curvature across a boundary.G2means as has been described before that the curvature value is the same across a boundary.G3means that the surface curvature leading to the boundary is changing shape at the same rate.Its like driving a car round a bend,you start off straight then gently add steering lock to the point where you need no more,then you gently wind off the steering until you're straight again.If you look at the curve your car made,this would be G3.A-Class and B-class would refer to surface quality required for the component which is different to A-side and B-side which refers to which is the visible/non visible part of a component.ICEM surf is considered the best tool for speedy A-class surfacing due to the sophistication of its real-time diagnostics.The consequence:The consequence of these surfaces apart from visually and physically aesthetic shapes is the way they reflect the real world. What would one expect to see across the boundary of pairs of point continuity, tangent continuity and curvature continuity surfaces when reflecting a straight and dry tree stump in the desert????Point Continuity (also known as G0 continuity) -will produce a reflection on one surface, then at the boundary disappear and re-appear at a location slightly different on the other surface. The same reflective phenomenon will show when there is a gap between the surfaces (the line markers on a road reflecting across the gap between the doors of a car).Tangent Continuity (also known as G1 continuity) -will produce a reflection on one surface, then at the boundary have a kink and continue. Unlike Point continuity the reflection (repeat REFLECTION) is continuous but has a tangent discontinuity in it. In analogy, it is "like" a greater than symbol.Curvature Continuity (also known as G2 continuity, Alias can do G3!) -this will produce the unbroken and smooth reflection across the boundary.To achieve the same Class 'A' surfaces that automotive manufacturers demand, consumer product manufacturers have availed themselves of the same advanced surface modeling tools. What is a Class 'A' surface? The simple answer is that it is a perfectly smooth surface with no anomalies, in which all adjoining surfaces have curvature continuity. This means that where two surfaces meet, the graduation of one into the other is achieved without discernible abrupt transitions. The techniques used to create Class 'A' surfaces typically reside in top level surface modeling software developed for the motor industry, rather than mid-range mechanical CAD packages that have evolved from 3D solid modeling for mechanical assemblies.Analyzing A Class SurfaceHighlight plot :Highlight is the behavior of the form orShape of a surface when a light ornature reflects on it. This reflection oflight or nature gives you anunderstanding about the quality ofsurface. This reflection required shouldbe natural, streamline and withuniformityDesigner Fillets:If you take two adjoining2D lines,or a couple of tangential surfaces,the intersection between them can be turned into an arc(2D)or a fillet(3D),each of which is inserted with a constant radius.However the transition from each line or surface can often be too abrupt for the design.According to Mike Lang,Technical Director of VX,fillets should look simple-you shouldn't see a fillet line in a model.They should also be simple to create."Achieving tangent and curvature continuity in complex shapes on other systems is hard work.A reduction in the weight of a curve will allow it to retain its tangency,but sharpen the change in curvature. This can be seen most effectively by reducing the weight almost to zero.Fairings-the shape of the curve-can be influenced by energy,variation,jerk,bend or tension-each of which will produce a subtle difference in the mathematical fit through the curve.Echo Attributes:Part of the process of obtaining Class'A'surfaces is being able to see what's happening to the curve or the surface as it is being developed.Increasing the scale of the iso lines allows designers to pick up smaller imperfections in surfaces.Where blue iso lines lose their curve they change to white.The shifting colors of Gaussian shading are also particularly adept at detecting subtle blemishes.Echo Attributes also has numerous other modifiable elements,including the ability to apply colors to lines and surfaces,and to alter the transparency of the surface.Curvature plots on non-designer fillets show regular arcs,unlike designer fillets that show the weighting of the curve at each point."good design work relies on good wire frame technology.If you don't have basic curve geometry,you won't be able to produce a good surface”.Designers must always go through the routine of checking curves,especially if the design has come in from an outside source-perhaps containing older style Bezier curves with lots of points.The following describes the mathematics for the so called Bezier curve.It is attributed and named after a French engineer ,Pierre Bezier ,who used them for the body design of the Renault car in the 1970's.They have since obtained dominance in the typesetting industry.Consider N+1control points pk (k=0to N)in 3space.The Bezier parametric curve function is of the form.B (u)is a continuous function in 3space defining the curve with N discrete control points P k .u=0at the first control point (k=0)and u=1at the last control point (k=N).Notes:•The curve in general does not pass through any of the control points except the first and last. From the formula B (0) = P 0and B (1) = P N .•The curve is always contained within the convex hull of the control points, it never oscillates wildly away from the control points.•If there is only one control point P 0, i.e.: N=0 then B (u) = P 0for all u.•If there are only two control points P 0and P 1, i.e.: N=1 then the formula reduces to a line segment between the two control points.•the term shown below is called a blending function since it blends the control points to form the Bezier curve.Bezier Curves•The blending function is always a polynomial one degree less than the number of control points. Thus 3 control points results in a parabola, 4 control points a cubic curve etc.•Closed curves can be generated by making the last control point the same as the first control point. First order continuity can be achieved by ensuring the tangent between the first two points and the last two points are the same.•Adding multiple control points at a single position in space will add more weight to that point "pulling" the Bezier curve towards it.•As the number of control points increases it is necessary to have higher order polynomials and possibly higher factorials. It is common therefore to piece together small sections of Bezier curves to form a longer curve. This also helps control local conditions, normally changing the position of one control point will affect the whole curve. Of course since the curve starts and ends at the first and last control point it is easy to physically match the sections. It is also possible to match the first derivative since the tangent at the ends is along the line between the two points at the end.Second order continuity is generally not possible.•Except for the redundant cases of 2 control points (straight line), it is generally not possible to derive a Bezier curve that is parallel to another Bezier curve.A circle cannot be exactly represented with a Bezier curve.It isn't possible to create a Bezier curve that is parallel to another,except in the trivial cases of coincident parallel curves or straight line Bezier curves.Bezier curves have wide applications because they are easy to compute and very stable. There are similar formulations which are alsocalled Bezier curves which behave differently, in particular it ispossible to create a similar curve except that it passes through the control points. See also Spline curves.Examples: The pink lines show the control point polygon, the grey lines the Bezier curve.1.The degree of the curve is one less than the number of controlpoints, so it is a quadratic for 3 control points. It will always besymmetric for a symmetric control point arrangement.2.The curve always passes through the end points and is tangent tothe line between the last two and first two control points. Thispermits ready piecing of multiple Bezier curves together with first order continuity.3.The curve always lies within the convex hull of the control points.Thus the curve is always "well behaved" and does not oscillatingerratically.4.Closed curves are generated by specifying the first point the sameas the last point. If the tangents at the first and last points match then the curve will be closed with first order continuity.. Inaddition, the curve may be pulled towards a control point byspecifying it multiple times. 1 2 3 4The Bezier surface is formed as the Cartesian product of the blending functions of two orthogonal Bezier curves.Where P i,j is the i,jth control point. There are N i+1and N j+1control points in the i and j directions respectively. The corresponding properties of the Bezier curve apply to the Bezier surface. -The surface does not in general pass through the control points except for the corners of the control point grid. -The surface is contained within the convex hull of the control points. Along the edges of the grid patch the Bezier surface matches that of a Bezier curve through the control points along that edge.Closed surfaces can be formed by setting the last control point equal to the first. If the tangents also match between the first two and last two control points then the closed surface will have first order continuity. While a cylinder/cone can be formed from a Beziersurface, it is not possible to form a sphere.BEZIER SURFACEA little history of Surface Modeling A little historySurface modeling was developed in the automotive and aerospace industries in the late1970s to design and manufacture complex shapes.Nurbs--nonuniform rational B-splines--and cubic-surface formats appeared early and remain the primary spline and surface formatsused throughout the CAD industry.Nurbs and cubics are supported byIGES(Initial Graphics Exchange Specification),a neutral file format for exchanging data between CAD systems.Nurbs and cubic formats are represented in a computer by polynomial equations generated by a CAD system,and onscreen through thelocation and shape of curves and surfaces.For example,the equationof a line,a first-degree polynomial,has this formY=ax+bThe equation for a parabola,a second-degree polynomial,has the formY=ax2+bx+cAnd the equation of a cubic spline,a third-degree polynomial,looks likeY=ax3+bx2+cx+dThe more terms in the polynomial equation,the more"shape"thecurve or surface has.The data structure of a Nurbs curve or surface is comprised of points, weights,and parameter values that define a control net which istangent to the curve or surface.The control net on a Nurbs surface is a rectangular grid of connected straight-line elements which define thetangency of the surface at positions along the control net.The points inthe database which describe the control net are not actually on the surface,they are at the vertices of the control net.Weights in theNurbs data structure determine the amount of surface deflectiontoward or away from its control point.Cubic data structures use third-degree polynomials that describe pointsactually on the curve or surface.Therefore,the Nurbs control net is an abstraction of the underlying surface,whereas the cubic equation is the surface.Nurbs and cubic formats each have advantages and disadvantages.Nurbs equations model more complex shapes by increasing the degree of the exponents in the polynomial,thus increasing the memory required to store and evaluate the equation.Cubic equations,on the other hand,require less storage and can capture complex shapes by adding more cubic segments to the spline or surface.Nurbs and cubic equations are said to be"piecewise"and"parametric,"which means the curve or surface is a sequence of connected segments that use parametric u and v values ranging from0to1or0to n(number of segments)to calculate points along the curve or surface.Nurbs and cubic formats each have advantages and disadvantages.Nurbs equations model more complex shapes by increasing the degree of the exponents in the polynomial,thus increasing the memory required to store and evaluate the equation.Cubic equations,on the other hand,require less storage and can capture complex shapes by adding more cubic segments to the spline or surface.Nurbs and cubic equations are said to be"piecewise"and"parametric,"which means the curve or surface is a sequence of connected segments that use parametric u and v values ranging from0to1or0to n(number of segments)to calculate points along the curve or surface.Ultimately,a good CAD system shields users from having to know too much about the mathematics that represent the underlying surfaces.In addition,surface modelers should:Provide enough tools to completely define any feature on the part using surfaces.Have many functions for defining the different shapes of surfaces including ruled,revolved,lofted,extruded, swept,offset,filleted,blended,planar boundary,and drafted.Each of these functions have further variations. For example,offset surfaces should allow for constant or tapered offsets.Draft-surface functions should let users input curves to define the draft surface,or allow using curves on a surface whereby the draft angle is referenced off a surface-normal vector at points along the curve.The lofted surface should allow for the input of cross-section curves or for the input of curves both along and across the surface.Support functions such as surface trimming,extending,intersecting,projecting,polygon tessellation,IGES translation,coordinate-system transformations,and editing.Allow extracting surface data such as flow curves,vectors,and planes,among other functions.Have a set of tools for defining points,planes,vectors,and splines used with surface modeling.Most surface creation functions need user inputs to define surfaces.Two useful surface-modeling functions are the controlled sweep and the draft surface.A controlled sweep forces a profile curve to remain perpendicular to the sweep path by using a control surface.Without a control surface in the construction of a swept surface,the profile curve typically wants to lay down or spin around the sweep path.A properly defined control surface solves the problem.A draft surface is similar to a controlled sweep in that it uses curves lying on one surface to create another.The resultant draft surface passes through the input curve and is composed of straight-line elements radiating from the reference surface at an angle to the surface normal vectors taken at points along the input curve.A draft-surface function can build one surface perpendicular to another,along a curve.A Comparison Between Solid-Surface Modeling:While surface modelers excel at defining complex shapes,solid modeling is good at quickly building primitive geometry.Primitive geometry consists of basic surfaces such as planes,cylinders,cones, spheres,and tori.Surface modeling is not as fast at creating simple part geometry,but if your solid modeler can't easily model a feature,such as a fillet,surface modeling can almost always finish the part. And for every solid-modeling function there is a counterpart in surface modeling.Nurbs surfaces can be incorporated into an existing solid model by"stitching"the Nurbs surface to the solid model.Some parts can be completely defined by a solid modeler as a collection of primitive surfaces,while other parts require Nurbs surfaces to fully define the geometry.Most parts manufactured with tooling require some kind of Nurbs surface to support production.Reverse engineering is heavily dependent on Nurbs surfaces to capture digitized points into surfaces.In addition,Nurbs-surface files generated over the last20years are circulating in IGES format between vendors and subcontractors.These files support the design of parts in one system and manufacturing in another.Solid modeling will not replace Nurbs-surface modeling because the two work hand in hand to complete part geometry.TYPES OF CONTINUTYContinuity is a measure of how well two curves or surfaces "flow" into each other.•POSITION (G0)This type of continuity between curves implies that the endpoints of the curves have the same X,Y, and Z position in the world space. This is the minimum requirement for obtaining G0.•TANGENT (G1)This type of continuity between curves implies that the tangent CVs must be on one line.•CURVATURE (G2)This continuity type impacts the third CV of the curve. All three CVs have to be considered in order to maintain a smooth curvature comb.If a curvature comb does not have a smooth transitional line. In order to improve the curvature comb, manually modify the position of the three CVs that constitute the G2continuity.。
冲压零件常见缺陷分析

• 冲压工艺 Process:
A、提高压料力,调整拉延筋; Add the pressure of binder, adjust the draw bead, B、工艺补充增加吸皱造型; Add shape of the suction in addendum C、检查拉延毛坯、局部材料流动情况的合理性,调整压料面 Check material enter speed, adjust the binder. D、增加成形工序 Add restrike operation
李志辉
Press direction
A
[SECTION A-A]
措施:保证拔模角度3°以上。 optimization: Ensure the draft angle above 3°.
一、冲压负角(2) Undercut(2)
缺陷:在冲压方向有负角,无法拉延成形。 Risk: Undercut in press direction.
李志辉
9
开裂解决办法 Solution of crack
• 材料方面:采用拉延性能较好的材料 Material: use better ductility material. • 减少应变方面:Decrease the strain.
A、选择合理的坯料尺寸和形状 Choose the best size & shape of blank B、调整拉延筋大小 Change the size of draw bead C、增加辅助工艺(切口等) Add arts and crafts (cut in draw, etc.) D、改善润滑条件 ( improve smoothly ) E、修改工艺补充面( modify the die face ) F、调整压料力( change the force of binder) G、………….
汽车设计-A级曲面(A-Class Surface)模型设计质量规范模板
XX公司企业规范编号xxxx-xxxx汽车设计-A级曲面(A-Class Surface)模型设计质量规范模板A级曲面模型设计质量规范1 范围本规范规定了使用计算机软件(Alias或CATIA V5)构建A-Class Surface曲面数字模型所遵循的质量技术要求。
2 术语和定义下列术语和定义适用于本规范。
曲面Surface数学点的集合,它是在平面(R2)的一个连通子集上定义的连续函数图像。
A级曲面A-Class Surface造型外表面数字模型的一种,满足特定的技术质量要求,用于表示最终冻结的造型外表面。
曲面连续性Surface Continuity在使用多个小块曲面构建大的曲面时,在两个和两个以上曲面进行拼接边界处存在的几何位置关系。
一般用到的有位置连续(G0)、相切连续(G1)、曲率连续(G2)、曲率变化率连续(G3)。
曲线阶数曲线数学表达多项式的最高次幂就是曲线的阶数(Degree),等于该曲线控制点数(Order)减一。
曲线控制点(CV)与控制边(Hull)曲线的直观表达一般用控制点来表示的,两个相邻控制点的连线就是控制边(Hull)。
如图1所示。
曲线Span用来描述曲线特定位置分段数字信息,可以简单的理解为曲线的段。
曲线可以是单段(1 Span)多次的,也可以是多段(N Spans)多次的。
如图1所示,图1中的曲线就是多段(N Spans)多次。
图1 曲线基本信息图曲面块Patch在使用曲线构建曲面过程中,形成曲面的U、V方向上曲线的Span数的乘积就是曲面的Patch数,也相应把曲面分成若干个曲面块(Patch)。
如图2所示。
图2 曲面基本信息图3 A-Class Surface曲面数字模型质量要求3.1公差要求3.1.1曲线间隙:=0mm。
3.1.2曲面间隙:≤0.003mm;3.1.3曲面相切角度偏差:≤0.1Grad(圆角处:≤0.5Grad)。
3.1.4没有边长小于1mm的微小曲面。
TWS耳机检验规范
TWS耳机检验标准1.Purpose目的本文件概述了OQC检验标准、方法和规范,以确认整个装置的颜色、材料和饰面、电气参数。
它旨在供某公司人员和合作伙伴用于鉴定和批准完整设备。
2.Scope of application应用范围应用于某公司所有的TWS耳机3.Powers and responsibilities权力和责任3.1Quality Control Department质量控制部门成品的抽样检验,并确定产品批次的质量是否合格。
3.2Quality Assurance Department质量保证部门本文件的编制和修订。
4.Sampling planning and acceptable quality level抽样计划和可接受质量水平5.Inspection environment and equipment检验环境和设备5.1Inspection environment检验环境◼The examiner's normal naked eye (or corrected visual acuity) has a monocular vision of not less than 1.0 and no color blindness.检验员的裸眼视力(或者矫正过的视力)不低于1.0,并且没有色盲。
◼Room temperature: 25(+/-2) °C, relative humidity of 30-60%.室温25(+/-2) °C, 湿度30-60%◼Bright environment: D65 fluorescent lamp or similar light source with a brightness of 1000± 200 lux.D65荧光灯或类似光源,亮度为1000±200勒克斯。
◼Dark environment: 50+/-10 Lux. Test items: light leakage in the peripheral part of the button light and the button, light leakage on the side keys, USB, earphones, etc.黑暗环境:50+/-10勒克斯。
A级曲面全面介绍

产品设计:A级曲面全面介绍2012-07-23 在整个汽车开发的流程中,有一工程段称为 Class A Engineering,重点是在确定曲面的品质可以符合A级曲面的要求。
所谓A级曲面的定义,是必须满足相邻曲面间之间隙在 0.005mm 以下(有些汽车厂甚至要求到 0.001mm),切率改变 ( tangency Change ) 在0.16度以下,曲率改变 (curvature change) 在0.005 度以下,符合这样的标准才能确保钣件的环境反射不会有问题。
a-class包括多方面评测标准,比如说反射是不是好看、顺眼等等。
当然,G2可以说是一个基本要求,因为g2以上才有光顺的反射效果。
但是,即使G3了,也未必是a-class,也就是说有时虽然连续,但是面之间出现褶皱,此时就不是a-class 通俗一点说,class-A就必须是G2以上连接。
G3连续的面不一定是CLASS-A曲面。
汽车业界对于a class要求也有不同的标准,GM要求比TOYOTA ,BMW等等要低一些,也就是说gap和angle要求要松一些。
关于A-class surfaces,涉及曲面的类型的二个基本观点是位置和质量。
位置--所有消费者可见的表面按A-Surface考虑。
汽车的console(副仪表台)属于A-surf,内部结构件则是B-surf。
质量--涉及曲面拓扑关系、位置、切线、曲面边界处的曲率和曲面内部的patch结构。
有一些意见认为“点连续”是C类,切线连续是B类,曲率连续是A类。
而我想更加适当地定义为C0、C1和C2,对应于B样条曲线方程和它的1阶导数(相切=C1)和它2阶导数(曲率=C2)。
因此一个A-surf有可能是曲率不连续的,如果那是设计的意图,甚至有可能切线不连续,如果设计意图是一处折痕或锐边,(而通常注塑或冲压不能有锐边,因此A-suuf一定是切线连续(C1)的)。
第二种思想以汽车公司和白车身制造方面的经验为基础,做出对A-surf更深刻的理解。
诺西

没有功能解析:传真 T61或者T62数据通信:BS21-BS26< ZMIO:IMSI=460023028050026;LOADING PROGRAM VERSION 9.24-1HLRi CDHR16 2008-07-31 14:37:19SUBSCRIBER INFORMATION:INTERNATIONAL MOBILE SUBSCRIBER IDENTITY (460023028050026)MOBILE STATION ISDN NUMBER (8615002801040)ATTACHED IMSI ..............................MOBILE STATION CATEGORY .................... OR //pr vip优先接入ROUTING CATEGORY ........................... NADDITIONAL ROUTING CATEGORY ................ NSERVICE AREA OF MSISDN ..................... NAT //国内漫游 *ALL 国际漫游 ACTIVATION STATUS .......................... DVLR-ADDRESS ................................ 交换机地址SIGNALLING POINT CODE (00000000)MSC-ADDRESS ................................ 交换机地址交换机地址PRIMARY BASIC SERVICE CODE ................. T11语音业务PRIMARY BASIC SERVICE CODE INDEX ........... 000 ---国际漫游不可少ROAMING PROFILE INDEX ...................... N N(National)表示国内漫游 21 ORIGINATING CCBS ........................... NTERMINATING CCBS ........................... NFRAUD PROFILE .............................. N 诺西HLR :CALLING LINE IDENTIFICATION ENHANCEMENT .... NCOMMON MSISDN NUMBER ....................... N MSO : IMSI=X OVERRIDE COMMON CLI PARAMETERS ............. NCMSISDN IS HUNTING GROUP NUMBER ............ N CLIP= Y DENY DIRECT CALLS .......................... N CLIP=NDENY USSD WITH MEMBER NUMBER ............... N CLIR=PERM 已 DENY DIRECT SMS ............................ N CLIR=PCBNCLIR=N ZONE CODES: CW=Y,HOLD=MPTY=N 三MSC AREA RESTRICTED ........................ NHLRU IDENTITY (3)EMLPP MAXIMUM ENTITLED PRIORITY ............ NEMLPP DEFAULT PRIORITY ..................... NHOME COUNTRY CODE .......................... NNETWORK DESTINATION CODE ................... NROAMING TO UTRAN RESTRICTED ................ N 接入方式ROAMING TO GERAN RESTRICTED ................ NCOMMAND EXECUTED~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~HOME SUBSCRIBER IDENTIFICATION HANDLING COMMAND <MI_>< ZMBO:IMSI=460023028050026;LOADING PROGRAM VERSION 7.1-0HLRi CDHR16 2008-07-31 14:37:19BASIC SERVICE DATA:INTERNATIONAL MOBILE SUBSCRIBER IDENTITY (460023028050026)MOBILE STATION ISDN NUMBER (8615002801040)BASIC SERVICE .............................. T11,000 语音通话服务。
汽车A面解释

G0连续1.一条曲线的一个端点与另一条曲线的一端点相接触,我们可认为:两曲线在这一点的连接处于G0连续状态。
2.一个曲面的一边界与另一曲面的一边界重合,我们可认为:两曲面在这一边界的连接处于G0连续状态。
3.如果两者间的连续性达不到G0我们称之为误差,这个误差是个绝对误差,是以毫米或英寸为测量单位的一距离值。
G1连续1.曲线与曲线在某一点处于G0连续状态,且两曲线在某一点的法线相同,在这一点的切线的夹角为零度时,我们就称两条曲线处于G1连续。
2.如果曲面与曲面在曲线的某一处于G0连续状态,曲面a在曲线b的任意点的法线方向和曲面b在曲线b的同一点的法线方向相同,我们就称两个曲面处于G1连续。
3.如果两者间的连续性达不到G1我们称之为G1误差,这个误差是个绝对误差,是以deg 或rad为测量单位的一角度值。
G2连续1.曲线与曲线在某一点处于G1连续状态,两条曲线在在这一点的曲率的向量,如果两条曲线向量(方向和绝对值) 相同,我们就说这两条曲线处于G2连续。
2.当曲面与曲面在曲线A处于G1连续状态,曲面A在曲线A的任意点的法方量和曲面B在曲线B的同一点的法方量相同,我们就说这两个曲面处于G2连续。
3.如果两者间的连续性达不到G2我们称之为G2误差,这个误差是个相对误差汽车A级曲面汽车A级曲面在整个汽车开发的流程中,有一工程段称为Class A Engineering,重点是在确定曲面的品质可以符合A级曲面的要求。
所谓A级曲面的定义,是必须满足相邻曲面间之间隙在0.005mm 以下(有些汽车厂甚至要求到0.001mm),切率改变( tangency Change ) 在0.16度以下,曲率改变(curvature change) 在0.005 度以下,符合这样的标准才能确保钣件的环境反射不会有问题。
a-class包括多方面评测标准,比如说反射是不是好看、顺眼等等。
当然,G2可以说是一个基本要求,因为g2以上才有光顺的反射效果。
汽车仪表板(IP)开发指南

汽车仪表板设计方法仪表板是汽车内饰中结构最为复杂 , 零部件数量最多的总成零件。
仪表板的外观质量和风格决定了客户对整车内饰的评价,它包括了许多功能性的零件,如组合仪表、音响娱乐系统、各种电器开关、空调控制器等等零件,同时在仪表板设计上还涉及到许多安全法规的要求,如驾驶员可视区域的要求、头部撞击的要求、膝部撞击的要求等。
所以仪表板的设计有着较高的设计难度。
一、仪表板零件简介仪表板总成是汽车座舱系统(COCKPIT) 的重要组成部分,它包含的零部件种类和数量要看座舱系统的具体结构和对它如何划分,一般而言,仪表板总成由以下几部分组成:1.仪表板本体:它是座舱系统的载体和框架。
从触感上可分为硬塑仪表板和软化仪表板。
硬塑仪表板一般用于低价的家庭用车。
为了提高仪表板的外观质量(大型注塑件上易产生注塑缺陷)和触感,常常在仪表板的表面喷涂软触漆。
另一类是软化的仪表板,可以通过发泡材料在表皮和骨架之间发泡,或是将带有泡沫背基的表皮复合到仪表板骨架上来达到软化的效果。
第一种方式可以制造形状复杂的仪表板,外观和触感较好,但模具、设备的投入较大;第二种方式只适应于较平坦的仪表板,泡沫的背基一般为3-4 毫米,但工艺简单,投入较少。
2.各种电器仪表:开关及音响娱乐系统。
这些都是一些功能性的零件,如组合仪表、车灯开关、收音机、保险盒、继电器盒等3.通风系统:主要由空调机、空调控制器、各种风道和出风口组成,提供汽车除霜除雾功能及车内环境温度控制。
4.副驾驶侧安全气囊:它是现代汽车必备的安全设备,通常气囊系统由气体发生器、气袋、安装金属框架、气囊导向框架和气囊盖板组成。
现流行没有气囊盖板的气囊,它是用激光切割仪表板的背面,POLO 和AUDI A6 的仪表板就是无缝气囊。
5.手套箱和各种储物盒6.各种各样的装饰面板7.金属加强粱:加强粱承受了座舱系统各个零件的载荷,包括气囊发射的动载荷及转向管柱、方向盘、收音机、组合仪表、手套箱等的静载荷。
常用工业英语专业名词
⏹Class 1 Surface: Visible on a constant, daily basis. This includes, but is not limited to, the top and front of a electronic product.1級面:可經常見到的面,包括電子產品的頂面和正面,但不限於此。
Class 2 Surface: Visible occasionally, as the sides of a unit.2級面:可偶爾看到的面,如零部件的兩個側面。
Class 3 Surface: Visible during normal customer maintenance, such as the back and bottom of unit. 3級面: 客戶在正常維修時才可見到的面,例如部件的背面和底部。
Class 4 Surface: Not normally visible. This encompasses all other surfaces which are not Class 1, Class 2 or Class 3.4級面:正常情況下不可見,即除1,2,3級面外的所有表面。
⏹Blush: Discoloration or change in gloss, usually at gate areas or where wall thickness changes.異色:顔色或光澤變異,通常位于澆口附近或壁厚差異之處。
Bubbles: Transparent parts or void pockets (may appear as a blister or bulge on colored parts).氣泡:透明部分或真空的泡囊(彩色零件上可能像凸包或凸起)。
Burns: Brown marks, spots or streaks (usually associated with poor venting of gasses during molding). 燒傷:褐色的斑塊,斑點或條塊(通常與排氣口排氣不良有關)。
常用工业英语专业名词
⏹Class 1 Surface: Visible on a constant, daily basis. This includes, but is not limited to, the top and front of a electronic product.1級面:可經常見到的面,包括電子產品的頂面和正面,但不限於此。
Class 2 Surface: Visible occasionally, as the sides of a unit.2級面:可偶爾看到的面,如零部件的兩個側面。
Class 3 Surface: Visible during normal customer maintenance, such as the back and bottom of unit. 3級面: 客戶在正常維修時才可見到的面,例如部件的背面和底部。
Class 4 Surface: Not normally visible. This encompasses all other surfaces which are not Class 1, Class 2 or Class 3.4級面:正常情況下不可見,即除1,2,3級面外的所有表面。
⏹Blush: Discoloration or change in gloss, usually at gate areas or where wall thickness changes.異色:顔色或光澤變異,通常位于澆口附近或壁厚差異之處。
Bubbles: Transparent parts or void pockets (may appear as a blister or bulge on colored parts).氣泡:透明部分或真空的泡囊(彩色零件上可能像凸包或凸起)。
Burns: Brown marks, spots or streaks (usually associated with poor venting of gasses during molding). 燒傷:褐色的斑塊,斑點或條塊(通常與排氣口排氣不良有關)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3Class A-surface3.1IntroductionThe ger m an term …Strak“ (in Eng l ish: Class A-sur f ace) has its or i g ins in the ship build i ng where com p li c ated free form sur f aces were de s cribed with ver t i c al, lon g i t u -di n al and cross sec t ions (frames). In the au t o m o t ive sec t or this method was adapted for the gen e r a t ion of all non-pla n ar free form sur f aces in the ex t e r ior and in t e r ior work. Be f ore CA-tools came into play de s ign sur f aces were based on so-called …sec -tions“ which re f lect the main curves (char a c t er lines).For the last 20 years we have been gen e r a t i ng sur f aces with the help of CA-tools. In this con t ext, the soft w are …ICEM-Surf“ es t ab l ished it s elf to be the stan d ard tool for sur f ac i ng,where dif f er e nt anal y s is meth o ds like high l ights,iso m et r ic lines as well as cur v a t ure guar a n t ee the surface quality in real time.GClass A-sur f aces are the con v er s ion of styl i ng data into tech n i c ally re a l i z a blesur f aces.In this chap t er we ex c lu s ively talk about sub j ects con c ern i ng the outer skin (ex t e r ior work), but the de s cribed pro c esses as well as the meth o ds can be ap p lied to the in t e -rior work or other de s ign top i cs as well.Fig u re 3.1 "Sections" on a bonnet outer shape3.1.1The design process of Class A-surfacesThe first step in a de v el o p m ent pro c ess con s ists in find i ng the de s ign of the new prod u ct. Start i ng from ini t ial out l ines a phys i c al model is formed. In or d er to pro c ess this model in CAD we need CAS data or a metrological cap t ure of the shape. The Class A-sur f ace de s ign e rs have to con v ert the digit i sed points or the CAS data into manufacturable sur f aces in or d er to de l iver data for the fol l ow i ng de s ign steps, the strength cal c u l a t ion and the man u f ac t ur i ng.The de v el o p m ent of a ve h i c le is di v ided into dif f er e nt pe r i o ds.The il l us t ra t ion be l ow shows an over v iew of the different levels.At con c ept level dif f er e nt con c epts are to be ex a m i ned con c ern i ng their fea s i b il i ty. In ad d i t ion to this, first eco n omic eval u a t ions and pro d uc t ion sched u les are done. At this point the Class A-sur f aces are not of very high qual i ty, we rather need quickly de s igned sur f aces in or d er to de s cribe the dif f er e nt con c ept mod e ls. Once this level is ter m i n ated, we ob t ain one fa v our a ble con c ept. The sur f aces nec e s s ary for the test ve -hi c les are de s igned based on their scan n ing.In this case, the qual i ty of the Class A-sur f ace con c ern i ng man u f ac t ur i ng and m ounting has to be in c reased. In the con f ir m a t ion pe r iod the ex p e r i e nces re s ult i ng from the tests are pro c essed. More o ver, man u f ac t ur i ng lines and tools for the se r ial pro d uc t ion are planned. At that level, the de s crip t ion of Class A-sur f aces gets more and more de t ailed, the de s ign of the joints starts. Based on the de s igned sur f aces a hard w are model is milled, well known as cub i ng model.At the end of the car body de v el o p m ent pro c ess se r ial Class A-sur f aces are gen e r a ted. The qual i ty of these data has to be on high e st level, and at this point we talk of …Class A-surfaces“. Finally, a serial cubing model is presented.303 Class A-surfaceFig u re 3.2 Sche m atic di a g ram of the de s ign pro c ess in "CLASS A-sur f ac i ng"3.1.2The styling data related component design processWhen we talk of CATIA V4, the styl i ng data re l ated com p o n ent de s ign pro c ess is a nearly se r ial one. In given cy c les the sur f ac e rs are pro v ided with styl i ng data. Here the sur f aces are de s igned and passed on to the com p o n ent de s ign e rs. In any case, I don´t want you to get the im p res s ion that these jobs were not done si m ul t a n eously. But in a non-as s o c ia t ive pro c ess like in CATIA V4, the sur f aces sub j ect to changes have to be re d e s igned in the fol l ow i ng pro c ess. In an as s o c ia t ive pro c ess CATIA V5can as s ume many op e r a t ions of the work flow in case of mod i f i c a t ions or en a bles the com p o n ent de s igner to work on as s ump t ions at a cer t ain time. Fur t her m ore, he can work with sub s ti t ute ge o m e t ry if a cer t ain maturity of data does not yet exist.3.1.3Reorganization of the design processIn an as s o c ia t ive pro c ess we re o r g an i se the workflow, be c ause only by this we are able to re d uce the time nec e s s ary for de v el o p m ent. This has an im p act on the fol l ow -ing topics:l The contents of Class A-surfaces l Class A-surface conventionslThe styling data related component design processCo-operation between 2 assemblies Co-operation within an assembly l Usage of the adapter model as a design buffer lDividing the components intodirectly Class A-surface depending components indirectly Class A-surface depending components lAdapting the design method applied at component level to sheet-metal components volume based componentsIntroductionFig u re 3.3 De s ign pro c ess "Class A-sur f ac i ng" and com p o n ent design3.2The Class A-surface related component design processDue to an as s o c ia t ive de s ign pro c ess we are able to re s truc t ure the de v el o p m ent pro -cess be t ween Class A-sur f ace and com p o n ent de s ign. In the fol l ow i ng chap t ers the in n o v a t ions will be de s cribed.The il l us t ra t ion above shows the data flow be t ween the 3 de s ign pro c esses. The red ar r ows rep r e s ent the in p ut, i.e. the pro c ess gets data from his pro c ess part n er in or d er to eval u a te and to work on them. The blue ar r ows show the pass i ng on of data to the design steps to follow.323 Class A-surfaceFig u re 3.4 Co-operation be t ween con c ept work, sur f ac i ng and com p o n ent design3.2.1The design process between 2 component assembliesThe fol l ow i ng il l us t ra t ion shows the tem p o r al de v el o p m ent pro c ess be t ween 2com -po n ent as s em b lies. For our new align m ent let´s have a look at the pro c ess be t ween a vir t ual as s em b ly and the first hard w are as s em b ly.The 4 bars de s cribe the workflow of the in v olved de s ign steps (Class A-sur f aces, con -cept work, com p o n ent de s ign, outer skin and com p o n ent de s ign and in d i r ectly de -pend e nt com p o n ents). The up p er bar rep r e s ents the time sched u le (syn c hro points)de s crib i ng in dif f er e nt colours the start and the end of a pe r iod. The yel l ow tri a n g le re f ers to the Class A-sur f aces, the blue one on the con c ept work and green one on the com p o n ent de s ign.The sin g le steps which are marked with , will be explained on the following pages.In or d er to put this pro c ess into prac t ice, we have to de f ine new pre m ises.1. The com p o n ent de s igner de t er m ines the flanges, hem ra d ii, etc. and the surfacer in -te g rates these re q uire m ents into his Class A-sur f aces!2. The com p o n ents de p end i ng on the outer skin (CATParts) are al w ays pro v ided with the same in p ut in the form of sur f aces. This means: Miss i ng spec i f i c a t ions have to be worked in!The Class A-surface related component design processFig u re 3.5 Design pro c ess be t ween sur f ac i ng and com p o n ent design3 Class A-surfaceStepWith the be g in n ing of an as s em b ly, the surfacer gets new CAS data as de s ign in p ut.Based on these data the main sur f aces are de s igned at first. Af t er their com p le t ion thesurfacer passes on a rough sur f ace to the de s ign. Now the de s igner be g ins with hiscon c ept work in or d er to work out the needed flanges and con c epts. The sur f acesn ecessary for this are gen e r a ted in the adapter model as buffer de s ign (chap t er 5.9,5.10).Af t er hav i ng reached an agree m ent with the pack a ge area col l eagues, the data arepassed on, as pa r am e t er or sur f ace to the sur f ace de s ign on the one hand, and withthe help of the adapter model to the com p o n ent de s ign on the other hand. Thesurfacer can still in t e g rate the feed b ack from the de s ign or, if this step is not nec e s -sary, the data serve as ba s is for the next com p o n ent as s em b ly.Now the com p o n ent de s ign is ready to start. Outer skin de p end i ng com p o n ents aredi r ectly de s igned based on the styl i ng data, in d i r ectly de p end i ng com p o n ents are de -signed with modified styling data (offset, cutting).G For the du r a t ion of the sur f ace de s ign this pro c ess is a per m a n ent it e r a t ionb etween Class A-sur f ace and com p o n ent design.StepNow we be g in to de s ign the next com p o n ent as s em b ly (com p o n ent as s em b ly 2). Ba s i -cally, the pro c ess is iden t i c al, the con c ept work is the only dif f er e nce. The buffer de -sign job in the adapter model men t ioned above de c reases, be c ause the surfacer has allthe nec e s s ary in f or m a t ion about the flanges, etc. from the pre v i o us com p o n ent as -sem b ly are thus is able to in t e g rate these in f or m a t ion im m e d i a tely in the form of g eo -metry. Fur t her m ore, the in p ut of the de s ign con t ains substantially more preciseinformation.G So we see that from now on the buffer de s ign with se r ial sur f aces getssuperfluent and con s e q uently, the ad d i t ional ef f ort in the con c ept work is notnec e s s ary any more.343.2.2Design process within a component assemblyHere we take a closer look on the de v el o p m ent pro c ess within a com p o n ent as s em b ly. If we pre c isely study the il l us t ra t ion, we see the con t ents of the de v el o p m ent pro c ess be t ween two com p o n ent as s em b lies. In the up p er bar the time sched u le (syn c hro points) is il l us t rated again. The yel l ow tri a n g le re f ers to the Class A-sur f aces, the blue one to the con c ept work and the green one to the com p o n ent de s ign.Now I would like you to fo c us on the de v el o p m ent pro c ess be t ween the Class A-sur -faces and the con c ept work.In or d er to guar a n t ee a better un d er s tand i ng for the il l us t ra t ion, we as s ume a du r a -tion of 12 weeks for the sur f ac i ng job. The faster we are able to de l iver a rough sur -face (we need about 4 weeks), the more time re m ains to do the con c ept work to g ether with the de s ign. To en a ble the sur f ace de s igner to in t e g rate the re s ults from the con -cept work, a cer t ain time has to be fixed, when the out p ut from the de s ign has to be de l iv e red (ca. 4 weeks be f ore re l eas i ng the Class A-sur f aces).Now 1/3 of the time still re m ains for the it e r a t ive de s ign pro c ess be t ween Class A-sur f aces and de s ign. If we con s ciously un d er p in the fol l ow i ng meth o ds and pro -cesses with capacities, a substantial acceleration of the development process can be reached!The Class A-surface related component design processFig u re 3.6 Iterative pro c ess be t ween surfacing and component design3.3Contents of Class A-surfacesIn the as s o c ia t ive pro c ess we deal with im m a t ure, in c om p lete and as s umed data, too,so the con t ents of the Class A-sur f aces have to be named and un d er p inned with con -ven t ions. We have 3 types of Class A-sur f aces: the con c ept sur f ace, rough sur f ace and the se r ial Class A-sur f ace. Ba s i c ally, the con v en t ions listed in the fol l ow i ng ap -ply to the se r ial Class A-sur f ace, be c ause only they to t ally sat i sfy the re q uire m ent …Class A“. Con c ern i ng the rough sur f ace and con c ept sur f ace, the in v olved par t ies have to find an agree m ent with re s pect to the de v el o p m ent pe r iod. Fun d a m en t ally,the fol l ow i ng rule is ap p lied to these sur f aces: as rough as necessary and as precise as possible.3.3.1The concept surfaceOnce the prod u ct fea t ures and the rough ve h i c le di m en s ions are de f ined the con c ept pe r iod be g ins. So the styl i ng makes up his mind about the ap p ear a nce of the ve h i c le and the de s ign be g ins to de v elop tech n i c al con c epts.Due to the fact that the sur f ace de s ign (Class A-sur f aces) re f lects the in t er f ace b et -ween de s ign and technics, we face with the con c ept sur f ace at con c ept level.GThe aim of the con c ept sur f ace and the re s pec t ive con c ept sec t ions is to har -mo n ize de s ign ideas with tech n i c al re q uire m ents!363 Class A-surfacegrobe StrakflächenCAS DatastylingClass A-surfacingwork on CAS Datadesign concept …Class A-surfaces“Fig u re 3.7 Work flow at con c ept levelThe pro c ess of co-op e r a t ion looks as fol l ows:To a cer t ain de v el o p m ent des t i n a t ion,the de s ign pro v ides the sur f ace de s ign with …CAS data“ (STL, scannings, Alias sur f aces). Here the data are ex a m i ned with re s pect to pre c e d ent data and pre p ared for their fur t her us a ge.Af t er w ards, these are passed on to the de s ign. Now, based on these sur f ace data, the con c ept sec t ions are gen e r a ted. If di v er g ences come up which do not al l ow to main -tain the con c ept, the de s igner il l us t rates his pro p osal, e.g. in an o ther con c ept sec t ion us i ng an o ther col o ur.In the fol l ow i ng the con c ept sec t ions with the di v er g ences are de l iv e red to the sur f ace de s ign. Here, the orig i n al CAS data are lit e r a lly …dragged“ un t il they fit to the con c ept sec t ions. When this step is done, the con c ept sec t ions and the con c ept surface are passed on to the design and are subject to discussion.The real pro c ess is not as sim p le as de s cribed above be c ause im p or t ant top i cs like over a ll pack a ge and a con s is t ent body in white de s ign were not con s id e red. When you put this pro c ess into prac t ice, your in t er n al pro c ess chain has to be included.GThe con c ept sur f ace is based on con c ept sec t ions and not vice versa!Contents of Class A-surfacesdesigned Class A- surfaceconcept sectionsrequired gap curveFig u re 3.8 Con c ept sur f ace "bon n et" with con c ept sections3.3.2The rough surfaceThe rough sur f ace con t ains no …Class A-sur f aces", but is an ap p rox i m ate de s crip t ion of the de s ired de s ign con t ents. In fact, they are de r ived from the …real“ Class A-sur -faces. This de d uc t ion starts with the de s ign of the first com p o n ent as s em b ly and ends with the re l ease of the Class A-sur f aces. This is not to say that be t ween the com p o -nent as s em b lies the com p o n ent de s ign re c eives only rough sur f aces as in p ut, but: If a sub j ect is worked into in the Class A-sur f aces, they are re l eased.For a better un d er s tand i ng let´s have a look on the fol l ow i ng ex a m p le, the front bon -net. When the …Class A-sur f ace“ of the bon n et is geo m et r i c ally de s cribed to g ether with the gaps and the flanges, the …Class A-sur f ace“ can be re l eased, though the data of the front light or the side panel are still im m a t ure (high l ights, gaps).This was all mere the o ry, the prac t ise looks as fol l ows: Due to the fact that in the dif -fer e nt com p o n ent as s em b lies we re c eive a rough sur f ace as in p ut for the com p o n ent de s ign, we are able to ad j ust the tech n i c al top i cs again and again on its changes or to have in f lu e nce on it. Ex a ctly this it e r a t ion is called …design technics convergence“. The in t e g ra t ion of Class A-sur f aces into the com p o n ent de s ign will be treated in the chap t ers 5.9, 5.10 and 6.5, 6.6.383 Class A-surfacegap curvedesigned"rough surface"Fig u re 3.9 Rough sur f ace of the bon n et in the first virtual assembly3.4Conventions for the contents of Class A-surfacesClass A-sur f aces serve as in p ut for the outer skin de p end i ng com p o n ents, that´s why we need a global con v en t ion cov e r i ng the whole im p acted de s ign pro c ess. In this con t ext, I won´t con s ider ev e ry com p o n ent or ev e ry de s ign step, but I will of f er an idea which en a bles us to in s tall a sta b le as s o c ia t ive para m et r ic pro c ess.These con v en t ions are listed in the fol l ow i ng and un d er p inned with an il l us t ra t ion. Es p e c ially the sub j ect…par t i t ion i ng of Class A-sur f aces“ re q uires a lot of ef f ort, b e -cause all Class A-sur f ace depending components have to be evaluated.3.4.1Surface qualityThe sur f ace qual i ty of Class A-sur f aces is al r eady stand a rd i sed and fixed in the …VDA guide l ines“. At this point the tol e r a nce val u es re g ard i ng point and tan g ent con t i n u i ty are only men t ioned as re m inder. As far as the cur v a t ure con t i n u i ty is con c erned,we have to de f ine new qual i ty re q uire m ents,es p e c ially for vari a ble fil l ets con t in u o us in cur v a t ure, their value of t en lies un d er a cer t ain min i m um value. The limit for this min i m um value is the thick n ess of the com p o n ent plus 20% of tol e r a nce. In any case, all form-giv i ng ra d ii are ex c luded from this rule, for ex a m p le the ra d ius of the var -nish di v id i ng joint which is part of the bumper.the values of the curvature radii must not be smaller than the offset toFig u re3.10 Surface qual i ty standards3.4.2Partitioning of Class A-surfacesThe par t i t ion i ng of Class A-sur f aces played no role in CATIA V4, be c ause all sur f aces ex i sted and af t er the cre a tion of a SKIN were top o l og i c ally splitable into the dif f er e nt com p o n ents. And if they did not ex i st, we could gen e r a te them by fac i ng the al r eady ex i st i ng sur f aces and copy i ng them into the com p o n ent.With the ap p li c a t ion of CATIA V5, we can ben e f it from two new meth o ds :First, the Class A-sur f aces are linked with the com p o n ent, or, if they ex i st in the form of V4 ge o m e t ry, we know which *SKI was used for which com p o n ent. The ad v an t age lies on the hand: In the fol l ow i ng de v el o p m ent pro c ess it is ev i d ent which sur f aces were used.The sec o nd method re f ers to an as s o c ia t ive link be t ween Class A-sur f aces and com -po n ents. In this case, the Class A-sur f aces have to be pre p ared in a way that en a bles us to use them di r ectly in the com p o n ent de s ign.This is il l us t rated in the fol l ow i ng ex a m p le.We see that the bumper has sev e ral cut-outs re s erved for the tow i ng eyes, the ex h aust sys t em and sev e ral park dis t ance con t rol units. If we ex c lude these cut-outs from the com p lete Class A-sur f ace, we get a closed sur f ace which in gen e ral is even sym m et r i -cal to the XZ-plane. The re s ult i ng sur f aces can now be de l iv e red to the com p o n ent de s ign, ei t her as *SKI or as sur f ace (see the il l us t ra t ion above). In con s e q uence, the offset as well as the split operations in the component can be carried out more easily.This method has an o ther ad v an t age: If the Class A-sur f aces are partly sub j ect to changes, only the im p acted do m ains lose their va l id i ty, but not the com p lete com p o -nent !40Fig u re 3.11 Par t i t ion i ng of Class A-sur f aces into several sin g le areas3.4.3Flanges with oversizeThe com p o n ent de s igner de t er m ines the length (nom i n al length) of the flanges in his con c ept, of course in agreem ent with the surfacer. In or d er to en s ure that the flanges can be split in the fol l ow i ng de s ign pro c ess,an ad d i t ional ex t rap o la t ion value isd etermined in agreem ent with the surfacer, who has to ex t rap o l ate the cor r e s pond i ngsur f aces. That is to say that the flanges be c omes lon g er than pre v i o usly de t er m ined inthe con c ept.Ac c ord i ng to our for m ula the ex t rap o l a t ion value is 10% of the nominal length.3.4.4The design history is stored in the Class A-surface modelIn many cases the com p o n ent des igner needs the de s ign his t ory, there f ore the surfacer should store these in p ut el e m ents in his model. Gen e r a lly, these are spines,ref e r e nce sur faces for the flanges and the the o r et i c al cor n ers (curves) on joints. In fact, these the o r et i c al curves are the most im p or t ant in p ut el e m ents, be c ause they are of t en used as base curves for split t ing the neigh b our com p o n ents (e.g. outer skin and in n er panel).As shown in the il l us t ra t ion, nu m er i c al val u es like the an g le of a flange sur f ace to the base sur f ace or ge o m e t ry in d i c at i ng the die face as well as the cam direction should be considered, too.flange surface nominaldimensionoversizespine-curveflange surfacesin the …Class A-surface" modelFig u re 3.12 Convention for flanges with over s ize and their de s ign history3.4.5The representation of hemsIn this con t ext we have to be aware of two con v en t ions, the hem ra d ius or the hem pro c ess on the one hand and the geo m et r i c al rep r e s en t a t ion of the pipe on the other.If we in t e g rate the hem pro c ess into the gen e r a t ion of the con c erned Class A-sur f ace (hem pipe) as shown in the il l us t ra t ion, a con v en t ion for the rep r e s en t a t ion is enough. In case of a nor m al hem, the value of the hem ra d ius is equal to the off s et of the hem.In con s e q uence, we need ex a ctly the half rep r e s en t a t ion (=180°) of the hem pipe in or d er to de s ign the off s et sur f ace.In case of a rope or a stepped hem we have to make sure that the hem pipe is de s igned with = 270°, be c ause the off s et sur f ace has to be filleted with. If we now find an agree m ent with the surfacer con c ern i ng the ap p lied hem pro c ess, we al w ays get the proper hem pipe.But still take care when de s ign i ng tai l ored blanks!3.4.6…Class A-surfaces“ have to be extrapolated on gapsIn our de s ign pro c ess we of t en need the non-filleted base sur f aces. We use them for off s et op e r a t ions in the com p o n ent de s ign or in the tool de s ign for the die holder. In both cases the de s igner has to ex t rap o l ate them, be c ause they are mostly too short.The surfacer him s elf has to make sure that when ex t rap o l at i ng the base sur f ace it is still con t in u o us, in cur v a t ure as well as in tan g ency. The ex t rap o l a t ion value cor r e -sponds to the length of the gap, but can even be higher!42Fig u re 3.13 Con v en t ion for the hem pro c ess and gaps。