铸件质量控制计划范本
铸造过程质量控制管理方案

铸造过程质量控制管理方案一、前言。
咱们搞铸造的都知道,这铸造就像一场魔法秀,把各种原材料变成各种酷炫的铸件。
但这魔法可不能乱施,得好好控制质量才行,不然就变成“灾难现场”啦。
所以呢,咱们得搞个超棒的质量控制管理方案,让咱们的铸造产品个个都是“尖子生”。
二、原材料管理。
1. 供应商选择。
咱们找供应商就像找对象,得精挑细选。
不能光看脸(价格),还得看看内在(质量)。
得找那些口碑好、有信誉的供应商。
就像找对象要打听人品一样,咱们得去调查供应商的生产工艺、质量管控措施。
定期去供应商那儿瞅瞅,就像去对象家做客一样,看看他们有没有啥“不良习惯”(质量问题)。
建立一个供应商评价体系,像给对象打分一样。
从原材料的质量稳定性、交货期、服务态度等方面来打分。
分数低的,哼哼,就像不称职的对象一样,得考虑换啦。
2. 原材料检验。
原材料进来的时候,那可得瞪大了眼睛检查。
就像海关检查违禁品一样严格。
每一批原材料都要抽样,按照标准进行各种检测,像化学成分分析、物理性能测试啥的。
要是发现不合格的,那就毫不留情地退货,就像拒绝不良商品一样。
对检验结果做好记录,这记录就像原材料的“档案”一样。
以后要是出了问题,咱们就能翻档案找到根源。
三、模具管理。
1. 模具设计与制造。
模具可是铸造的“灵魂”啊。
在设计模具的时候,就得让那些懂行的工程师像打造艺术品一样精心设计。
要考虑铸件的形状、尺寸精度、脱模方便性等各种因素。
就像设计一件超级合身的衣服一样,每个细节都得照顾到。
制造模具的时候,得找那些技术高超的工匠。
就像找大厨做菜一样,技术差的可不行。
要对模具制造过程进行监控,确保每一步都符合要求。
2. 模具维护与保养。
模具用了一段时间就得保养,就像汽车要定期保养一样。
每次使用完模具,要清理干净,看看有没有磨损或者损坏的地方。
要是发现小问题,就得及时修理,就像给人治病一样,小病不治就会变成大病。
定期对模具进行全面检查和维护,延长模具的使用寿命。
要是模具老是出问题,就像一个老生病的人一样,会影响整个铸造生产的质量和效率。
铸件质量控制计划
铸件质量控制计划一、背景介绍铸件是一种常见的创造工艺,广泛应用于各个行业。
铸件的质量直接影响到产品的可靠性和使用寿命。
因此,制定一套科学合理的铸件质量控制计划对于保证产品质量具有重要意义。
二、质量目标1. 提高铸件的成品率,降低次品率;2. 确保铸件的尺寸精度和表面质量符合要求;3. 提高铸件的力学性能和耐磨性。
三、质量控制流程1. 原材料控制1.1 确保原材料的供应商符合质量要求,建立合格供应商名单;1.2 对原材料进行严格的入库检验,包括外观检查、化学成份分析、金相组织检查等;1.3 对不合格原材料进行退货或者重新加工处理。
2. 铸造工艺控制2.1 制定详细的铸造工艺流程,包括熔炼、浇注、凝固等环节;2.2 对熔炼炉温度、浇注温度、冷却时间等参数进行严格控制;2.3 对铸件的壁厚、孔洞、缩孔等缺陷进行检测和控制。
3. 热处理控制3.1 制定合理的热处理工艺流程,包括加热温度、保温时间、冷却速率等;3.2 对热处理设备进行定期维护和校准,确保温度和时间的准确性;3.3 对热处理后的铸件进行硬度测试、金相组织观察等检验。
4. 机械加工控制4.1 制定详细的加工工艺流程,包括铣削、钻孔、车削等操作;4.2 对加工设备进行定期维护和保养,确保设备的精度和稳定性;4.3 对加工件进行尺寸测量和表面质量检查,确保符合要求。
5. 检验控制5.1 制定全面的检验计划,包括外观检查、尺寸测量、力学性能测试等;5.2 对检验设备进行定期校准和维护,确保准确可靠;5.3 对不合格品进行分类和处理,追溯问题原因并采取纠正措施。
四、质量控制指标1. 铸件成品率:目标为95%以上;2. 铸件次品率:目标为5%以下;3. 尺寸精度:符合产品图纸要求;4. 表面质量:无裂纹、气孔等缺陷;5. 力学性能:符合产品技术要求。
五、质量控制记录1. 原材料检验记录,包括供应商信息、检验结果等;2. 铸造工艺参数记录,包括熔炼温度、浇注温度、冷却时间等;3. 铸件缺陷记录,包括壁厚、孔洞、缩孔等情况;4. 热处理工艺参数记录,包括加热温度、保温时间、冷却速率等;5. 热处理后铸件的硬度测试记录;6. 机械加工工艺参数记录,包括铣削、钻孔、车削等操作;7. 加工件尺寸测量和表面质量检查记录;8. 检验结果记录,包括外观检查、尺寸测量、力学性能测试等;9. 不合格品处理记录,包括分类、原因分析和纠正措施。
铸件质量控制计划
铸件质量控制计划引言概述:铸件质量控制计划是指在铸造过程中制定的一系列措施和方法,旨在确保铸件的质量达到设计要求。
通过严格的质量控制计划,可以有效地预防和解决铸件生产过程中可能出现的质量问题,提高产品的合格率和市场竞争力。
一、原材料控制1.1 选择优质原材料:选择适合铸造工艺的原材料,保证其化学成分和物理性能符合设计要求。
1.2 严格把关供应商:建立合格供应商名录,对原材料供应商进行定期评估和审核,确保原材料质量可靠。
1.3 进行原材料检验:对每批原材料进行抽样检验,检测其外观、尺寸、化学成分等指标,确保原材料符合标准。
二、模具设计控制2.1 合理设计模具结构:根据铸件的形状和尺寸要求,合理设计模具结构,确保铸件成型的准确性和稳定性。
2.2 优化模具材料选择:选择耐磨、耐热、耐腐蚀的模具材料,提高模具的使用寿命和铸件表面质量。
2.3 进行模具试制和调试:在正式生产前进行模具试制和调试,确保模具的精度和稳定性,减少因模具问题导致的废品率。
三、铸造工艺控制3.1 严格控制浇注温度:根据铸件材料和结构要求,控制浇注温度,避免因温度过高或过低导致铸件缺陷。
3.2 控制浇注速度和压力:合理控制浇注速度和压力,确保铸件充型充实,避免气孔和夹杂等缺陷。
3.3 采取适当的冷却措施:在铸造结束后,采取合适的冷却措施,避免因快速冷却或过慢冷却导致铸件内部应力过大。
四、热处理控制4.1 选择合适的热处理工艺:根据铸件的材料和使用要求,选择适合的热处理工艺,提高铸件的强度和硬度。
4.2 严格控制热处理参数:在热处理过程中,严格控制温度、时间和冷却速度等参数,确保热处理效果稳定可靠。
4.3 进行热处理质量检验:对热处理后的铸件进行硬度测试、金相分析等检验,确保热处理效果符合设计要求。
五、表面处理控制5.1 选择适合的表面处理方法:根据铸件的用途和要求,选择合适的表面处理方法,提高铸件的耐腐蚀性和美观度。
5.2 严格控制表面处理工艺:在表面处理过程中,严格控制处理时间、温度和液体浓度等参数,确保表面处理效果均匀一致。
压铸控制计划范例
压铸控制计划范例一、引言在压铸过程中,为了保证产品的质量,确保生产的可持续性和稳定性,制定一个完善的压铸控制计划是非常必要的。
本文将以一家压铸企业为例,详细说明一个压铸控制计划的制定过程。
二、目标本计划的目标是确保产品的质量,减少不合格品率,提高生产效率,降低生产成本。
三、计划范围本计划适用于该压铸企业的所有压铸工艺和设备。
四、管理责任1.压铸部经理负责制定并执行压铸控制计划。
2.压铸工程师负责制定并执行工艺参数控制计划。
3.操作员负责遵守工艺参数控制计划,并及时报告异常情况。
五、过程流程1.设定工艺参数。
根据产品要求和设备性能,制定适当的工艺参数,包括铸造温度、注射压力、保压时间等。
2.选择合适的模具。
根据产品设计要求,选用合适的模具,确保产品的尺寸和形状符合要求。
3.准备材料。
选用合适的铸造材料,并按照配方准确称量,防止材料的异相反应和杂质的混入。
4.进行模具预热。
通过对模具进行适当的预热,确保铸造过程中温度的均匀分布。
5.铸造操作。
将准备好的铸造材料倒入模具中,控制注射温度、注射压力和注塑时间。
6.保压操作。
在注射结束后,进行保压操作,以保证铸件的密实性和尺寸精度。
7.铸件取出。
待冷却后,将铸件从模具中取出,并进行修边、打磨等工艺处理。
8.检测和检验。
对铸件进行尺寸、外观、材料成分等多个方面的检测和检验,确保产品符合设计和客户要求。
9.记录和分析。
对每一次生产过程进行记录和分析,及时发现问题并采取纠正措施。
六、控制方法1.控制工艺参数。
通过严格控制工艺参数,如温度、压力、时间等,确保产品的质量和尺寸稳定。
2.定期保养设备。
对压铸设备进行定期保养和维护,确保设备的可靠性和稳定性。
3.培训操作员。
对操作员进行培训,提高其操作技能和质量意识,降低人为错误。
4.定期检测和校准检测设备。
对检测设备进行定期检测和校准,确保测试数据的准确性和可靠性。
5.定期召开质量会议。
通过召开质量会议,总结经验,分享问题,促进团队间的沟通和合作。
铸件质量控制计划
铸件质量控制计划一、引言铸件是创造行业中常见的零部件,其质量直接影响到整个产品的性能和可靠性。
为了确保铸件的质量符合要求,需要制定一套科学、全面的质量控制计划。
本文将详细介绍铸件质量控制计划的制定过程和内容。
二、质量控制目标1. 提高铸件的外观质量:包括铸件表面的光洁度、无气孔、无夹杂物等。
2. 提高铸件的尺寸精度:确保铸件的尺寸符合设计要求。
3. 提高铸件的力学性能:包括铸件的强度、韧性等力学性能指标。
4. 提高铸件的化学成份:确保铸件的化学成份符合要求。
三、质量控制方法1. 原材料检验:对铸件的原材料进行严格的检验,确保原材料的质量符合要求。
2. 模具设计和创造:根据产品的要求,设计和创造适合的模具,确保模具的精度和质量。
3. 铸造工艺控制:控制铸造温度、浇注速度、冷却时间等工艺参数,确保铸件的质量。
4. 机械加工控制:对铸件进行机械加工时,控制加工参数,确保铸件的尺寸精度。
5. 热处理控制:根据产品要求,对铸件进行适当的热处理,提高铸件的力学性能。
6. 检测与测试:使用适当的检测和测试方法,对铸件进行质量检验,确保铸件的质量符合要求。
四、质量控制流程1. 原材料检验流程:a. 对原材料进行外观检查,检查是否有明显的缺陷。
b. 进行化学成份分析,确保原材料的化学成份符合要求。
c. 进行物理性能测试,包括硬度、抗拉强度等指标的测试。
2. 模具设计和创造流程:a. 根据产品要求,设计模具的结构和尺寸。
b. 创造模具,并进行精度检验,确保模具的精度符合要求。
3. 铸造工艺控制流程:a. 设定铸造温度、浇注速度、冷却时间等工艺参数。
b. 进行铸造过程监控,记录关键参数,确保铸件的质量。
4. 机械加工控制流程:a. 设定机械加工参数,包括切削速度、进给量等。
b. 进行机械加工过程监控,记录加工参数和尺寸精度。
5. 热处理控制流程:a. 根据产品要求,选择适当的热处理工艺。
b. 进行热处理过程监控,确保铸件的力学性能符合要求。
铸件质量控制计划
铸件质量控制计划引言概述铸件质量控制计划是在铸造过程中制定的一项重要计划,旨在保证铸件的质量达到客户要求的标准。
通过制定合理的质量控制计划,可以有效地避免铸件出现缺陷和质量问题,提高产品的合格率和客户满意度。
一、原材料控制1.1 选择合适的原材料在铸件生产过程中,选择合适的原材料是保证铸件质量的关键。
应根据产品的要求和使用环境,选择合适的原材料,确保其化学成分和性能符合标准要求。
1.2 严格把控原材料质量在采购原材料时,应严格把控原材料的质量,检验其化学成分、机械性能等指标是否符合要求。
必要时可以委托第三方机构进行检测,确保原材料的质量稳定可靠。
1.3 建立原材料质量档案建立原材料的质量档案,记录原材料的来源、质量证明、检测报告等信息,以便追溯和核查原材料的质量。
二、生产工艺控制2.1 制定详细的工艺流程制定详细的铸造工艺流程,包括模具设计、熔炼工艺、浇铸工艺等环节,确保每个步骤都符合标准要求。
2.2 严格执行工艺规范在生产过程中,严格执行工艺规范,确保每道工序按照要求进行,避免出现疏漏和错误。
2.3 加强过程监控加强生产过程的监控,及时发现和处理问题,确保生产过程的稳定性和可控性。
三、设备保养和维护3.1 定期检查设备状态定期检查铸造设备的状态,确保设备运行正常,避免因设备故障导致的质量问题。
3.2 建立设备维护计划建立设备维护计划,定期进行设备维护和保养,保证设备的正常运行和使用寿命。
3.3 培训维护人员对设备维护人员进行培训,提高其维护技能和意识,确保设备维护工作的有效进行。
四、质量检验和控制4.1 制定质量检验标准制定铸件的质量检验标准,包括外观质量、尺寸精度、化学成分、机械性能等指标,确保检验的全面和准确。
4.2 建立质量检验流程建立质量检验流程,明确检验的步骤和责任人,确保每个环节都得到有效执行。
4.3 强化质量问题处理对于发现的质量问题,要及时进行处理和整改,分析问题原因,并采取有效措施避免问题再次发生。
铸件质量控制计划
铸件质量控制计划一、引言铸件质量控制计划是为了确保铸件生产过程中的质量稳定性和一致性,以满足客户的要求和产品标准。
本文档旨在详细描述铸件质量控制计划的内容和步骤,包括质量目标、质量控制活动、质量控制方法和质量控制人员的职责等。
二、质量目标1. 提高铸件的质量稳定性和一致性。
2. 减少铸件生产过程中的缺陷率。
3. 提高生产效率和降低成本。
4. 提升客户满意度,增强市场竞争力。
三、质量控制活动1. 原材料采购控制- 与供应商建立长期稳定的合作关系,确保原材料的质量可控。
- 对原材料进行严格的检验,包括化学成份、物理性能等。
- 建立原材料质量档案,记录每批次原材料的检验结果。
2. 铸造过程控制- 制定详细的铸造工艺流程,包括熔炼、浇注、冷却等环节。
- 对每一个环节进行严格的质量控制,包括温度、时间、压力等参数的监控。
- 定期对铸造设备进行维护和保养,确保其正常运行。
3. 检验和测试控制- 制定详细的检验和测试方案,包括外观检查、尺寸测量、力学性能测试等。
- 对每批次铸件进行全面的检验和测试,确保其符合产品标准和客户要求。
- 建立检验和测试记录,保留至少五年的时间。
4. 缺陷分析和改进控制- 对铸件生产过程中的缺陷进行分析,找出根本原因。
- 制定改进措施,防止类似缺陷再次发生。
- 定期评估改进效果,对改进措施进行调整和优化。
四、质量控制方法1. 统计过程控制(SPC)- 通过采集和分析数据,监控铸件生产过程中的关键参数,及时发现和纠正异常。
- 利用控制图和过程能力指数等工具,评估铸件生产过程的稳定性和能力。
2. 全面质量管理(TQM)- 引入全面质量管理理念,将质量控制融入到整个铸件生产过程中。
- 建立质量管理体系,包括质量政策、质量目标、质量手册等。
- 实施质量培训,提高员工的质量意识和技能。
3. 5S管理- 实施5S管理,即整理、整顿、清扫、清洁、素质。
- 维护铸件生产现场的整洁和有序,提高工作效率和质量稳定性。
铸件质量控制计划
铸件质量控制计划一、引言铸件质量控制计划是为了确保铸件生产过程中的质量可控,减少缺陷率,提高产品质量而制定的一项管理计划。
本文将详细介绍铸件质量控制计划的制定过程及其中的关键要素。
二、背景铸件作为一种常见的制造工艺,广泛应用于各个行业。
然而,由于铸件生产过程中的复杂性和多变性,质量控制成为一个重要的挑战。
为了确保铸件质量,减少废品率,提高生产效率,制定铸件质量控制计划势在必行。
三、目标1. 减少铸件生产过程中的缺陷率,提高产品质量。
2. 提高生产效率,降低成本,提高企业竞争力。
3. 建立完善的质量管理体系,确保质量可控。
四、制定铸件质量控制计划的步骤1. 确定质量控制计划的范围和目标:明确计划的具体范围,例如涵盖的铸件种类、生产工艺等,并确立质量控制的目标。
2. 制定质量控制计划的时间表:根据生产计划和需求,制定质量控制的时间表,包括每个阶段的具体时间节点和任务分配。
3. 确定质量控制的关键要素:包括铸件的材料选择、模具设计、熔炼工艺、浇注工艺、冷却工艺等,对每个要素进行详细的分析和规划。
4. 制定质量控制的具体措施:根据关键要素的分析结果,制定相应的质量控制措施,例如材料检测、模具检验、工艺参数控制等。
5. 确定质量控制的监测方法:选择合适的质量监测方法,例如非破坏性检测、金相分析等,确保质量控制的有效性。
6. 制定质量控制的纠正措施:针对出现的质量问题,制定相应的纠正措施,包括追溯、返工、改进等,确保质量问题得到及时解决。
7. 制定质量控制的培训计划:对相关人员进行培训,提高其对质量控制的认识和技能,确保质量控制计划的顺利实施。
8. 制定质量控制的评估方法:建立质量控制的评估体系,定期对质量控制计划进行评估和改进,确保其持续有效。
五、质量控制的关键要素1. 材料选择:选择合适的铸造材料,确保其化学成分和机械性能符合要求。
2. 模具设计:合理设计模具结构,确保铸件的尺寸和形状满足要求。
3. 熔炼工艺:控制熔炼温度和时间,确保熔炼过程中杂质的最小化。
铸件质量控制计划
铸件质量控制计划一、引言铸件是制造业中常见的零部件,其质量直接影响到产品的性能和可靠性。
为了保证铸件质量,提高产品质量和生产效率,制定一套科学合理的铸件质量控制计划是非常重要的。
二、目标和范围本质量控制计划的目标是确保铸件的质量,包括铸件的尺寸精度、表面质量、机械性能等方面。
本计划适用于所有铸件生产过程中的质量控制环节。
三、质量控制措施1. 原材料控制a. 确保原材料的质量符合要求,包括铸造材料、熔炼剂、脱模剂等。
b. 对原材料进行严格的进货检验,检验项目包括化学成分、力学性能等。
2. 设备控制a. 确保铸件生产设备的正常运行,定期进行设备维护和保养。
b. 对关键设备进行定期检验和校准,确保设备精度和稳定性。
3. 工艺控制a. 制定详细的工艺流程,包括铸型制备、浇注、冷却等环节。
b. 对每个工艺环节进行严格的操作控制,确保工艺参数的准确执行。
4. 检验控制a. 制定全面的检验计划,包括原材料检验、首件检验、中间检验和最终检验等。
b. 使用先进的检测设备和方法,对铸件进行尺寸、表面质量、力学性能等方面的检验。
5. 过程控制a. 实施全面的过程控制,包括温度控制、浇注速度控制、冷却时间控制等。
b. 对每个工序进行数据采集和分析,及时发现问题并采取纠正措施。
6. 记录和文档控制a. 对每个质量控制环节进行详细的记录,包括原材料批次、工艺参数、检验结果等。
b. 确保文档的完整性和准确性,建立合理的文档管理体系。
四、质量控制指标1. 尺寸精度:铸件尺寸应符合设计要求,允许偏差应在允许范围内。
2. 表面质量:铸件表面应无明显缺陷,如气孔、夹渣、裂纹等。
3. 机械性能:铸件的强度、硬度、韧性等机械性能应符合设计要求。
五、质量控制流程1. 原材料进货检验a. 检验原材料的化学成分和力学性能。
b. 对不合格原材料进行退货或重新检验。
2. 铸件生产过程控制a. 控制铸造工艺参数,确保铸件的质量。
b. 定期对铸造设备进行检验和维护。
铸造控制计划范例
铸造控制计划范例
一、铸造控制计划的编制方式
1、铸造设计控制计划采取总体设计方案控制方式,以总体设计文件
为基础,通过结构模型、设计方案、生产技术文件及技术条件等形成铸件
设计控制流程,包括规范性文件编写、钢件模具设计、铸造工艺设计、锻
造工艺设计、金属热处理设计等,形成合理的设计体系,以确保铸件质量。
2、铸造的控制计划就是对铸件生产的全过程、所有技术及质量控制
等实施详尽的文件编写。
二、铸造控制计划的编写范围
1、技术规范:包括材料的分类、图纸的编写标准、制作材料,图纸、工艺等技术规范要求;
2、模具设计:包括模具的物理结构和加工工艺,冷压模具的物理结构,模具机械强度、表面粗糙度、塑料流动度等参数计算和设计;
3、铸件设计:包括铸件结构设计要求、铸件冷压设计要求,铸件的
腐蚀性、材料可行性和冷压技术问题;
4、锻件设计:包括锻件的结构设计要求、工艺参数设计,以及锻件
选材等;
5、金属热处理设计:包括金属热处理的方法、工艺要求和品质控制
要求等;。
铸件质量控制计划
铸件质量控制计划一、引言铸件是一种常见的金属创造工艺,广泛应用于机械、汽车、航空航天等行业。
为了确保铸件的质量,提高产品的可靠性和性能,制定一个科学合理的铸件质量控制计划是非常重要的。
本文将详细介绍铸件质量控制计划的制定过程和相关内容。
二、质量目标1. 提高铸件的成品率:通过控制各个工序的操作规范和质量要求,降低废品率,提高铸件的成品率。
2. 降低铸件的缺陷率:通过合理的工艺参数和质量控制手段,减少铸件的缺陷发生率。
3. 提高铸件的机械性能:通过优化材料配比和熔炼工艺,提高铸件的硬度、强度和耐磨性等机械性能指标。
三、质量控制措施1. 原材料控制a. 严格选择合格的原材料供应商,确保原材料的质量可靠。
b. 对原材料进行化学成份分析和物理性能测试,确保其符合设计要求。
c. 建立原材料入库质量检验制度,对每批原材料进行检验和验收。
2. 工艺控制a. 制定详细的工艺流程和操作规范,确保每一个工序的操作符合标准要求。
b. 严格控制熔炼温度、保温时间和冷却速率等工艺参数,避免铸件浮现熔漏、气孔等缺陷。
c. 对熔炼炉和铸造设备进行定期维护和检修,确保设备的正常运行和工艺的稳定性。
d. 建立铸件尺寸检验制度,对每一个工序的铸件进行尺寸检验,确保产品尺寸的精度和一致性。
3. 检验控制a. 建立完善的铸件检验标准和方法,包括外观检验、尺寸检验、力学性能测试等。
b. 配备先进的检测设备和仪器,确保检验结果的准确性和可靠性。
c. 对不合格的铸件进行追溯和处理,找出问题原因并采取相应的纠正措施。
四、质量记录和分析1. 建立质量记录档案,包括原材料检验记录、工艺参数记录、铸件检验记录等,以便追溯和分析。
2. 定期对质量数据进行统计和分析,找出存在的问题和改进的方向。
3. 建立质量改进措施和纠正预防措施,确保质量问题得到及时解决和防止再次发生。
五、质量培训1. 对员工进行相关的质量培训,提高其对质量控制的认识和操作技能。
2. 定期组织质量知识培训和技术交流会议,促进质量管理的持续改进和提升。
铸件质量控制计划
铸件质量控制计划引言概述:铸件质量控制计划是在铸造过程中制定的一项重要计划,旨在确保铸件的质量符合设计要求,避免缺陷和质量问题的发生。
一个完善的铸件质量控制计划可以提高生产效率,减少成本,提升产品质量,增强企业竞争力。
一、原材料控制1.1 选择合适的原材料:根据铸件的设计要求和工艺特点,选择适合的原材料,确保其化学成分、机械性能和物理性能符合要求。
1.2 原材料检验:对进货的原材料进行严格的检验,包括外观检查、化学成分分析、机械性能测试等,确保原材料质量良好。
1.3 原材料储存:合理储存原材料,防止受潮、受污染等情况发生,保证原材料的质量稳定。
二、铸造工艺控制2.1 设计合理的铸造工艺:根据铸件的结构和要求,设计合理的铸造工艺,包括浇注系统、冷却系统等,确保铸件的密实性和表面质量。
2.2 控制浇注温度和速度:严格控制浇注温度和速度,避免温度过高或过低导致铸件缺陷,保证铸件内部组织均匀。
2.3 检测铸件温度:通过红外测温仪等设备监测铸件的温度变化,及时调整工艺参数,确保铸件的质量稳定。
三、铸件检测控制3.1 X射线探伤:对铸件进行X射线探伤,检测铸件内部是否存在气孔、夹杂等缺陷,及时发现并进行修补。
3.2 超声波探伤:利用超声波技术对铸件进行探伤,检测铸件的内部结构是否均匀,确保铸件的质量可靠。
3.3 磁粉探伤:采用磁粉探伤技术对铸件进行检测,发现铸件表面是否存在裂纹、夹杂等缺陷,及时处理。
四、表面处理控制4.1 砂型表面处理:对砂型进行喷涂、涂覆等表面处理,保证砂型表面光滑、坚固,避免对铸件表面造成损伤。
4.2 清理铸件表面:清理铸件表面的氧化皮、砂粒等杂质,确保铸件表面光洁,提高铸件的外观质量。
4.3 表面涂层处理:根据需要对铸件进行表面涂层处理,如喷漆、镀层等,提高铸件的耐腐蚀性和美观度。
五、质量记录与追溯5.1 记录生产数据:对每一批次生产的铸件进行详细记录,包括原材料检验报告、生产工艺参数、检测结果等,便于追溯质量问题。
铸件质量控制计划
铸件质量控制计划一、引言铸件质量控制计划是为了确保铸件生产过程中的质量稳定性和一致性,以满足产品设计和客户要求。
本文将详细介绍铸件质量控制计划的制定和实施。
二、质量目标1. 提高铸件的一致性和稳定性,降低次品率。
2. 确保铸件的尺寸精度和表面质量满足设计要求。
3. 提高生产效率,降低成本。
三、质量控制步骤1. 前期准备在铸件生产前,需要进行充分的准备工作,包括:- 设计和制定铸件生产工艺流程。
- 确定铸件材料和化学成分。
- 选择合适的铸造设备和工具。
- 建立合理的生产计划。
2. 原材料控制- 对原材料进行严格的品质检查,确保其符合设计要求和标准。
- 采用合适的原材料储存方式,避免受潮、受污染等问题。
3. 铸造过程控制- 控制熔炼温度和时间,确保熔化的金属质量稳定。
- 严格控制铸造温度和速度,避免铸件出现热裂纹和气孔等缺陷。
- 定期检查和维护铸造设备,确保其正常工作。
4. 后处理控制- 对铸件进行去毛刺、修整等工艺处理,确保其表面光洁度满足要求。
- 对铸件进行热处理、表面处理等工艺,提高其力学性能和耐腐蚀性能。
5. 检验与测试- 对铸件进行尺寸测量,确保其符合设计要求。
- 进行金相组织分析、硬度测试等,评估铸件的物理性能。
- 进行无损检测,发现和排除铸件内部缺陷。
6. 统计与分析- 对生产过程中的关键参数进行统计和分析,及时发现问题并采取措施进行改进。
- 建立合理的数据记录和档案管理系统,便于追溯和分析。
四、质量控制指标1. 尺寸精度:铸件尺寸与设计要求的偏差。
2. 表面质量:铸件表面的粗糙度、气孔、夹渣等缺陷。
3. 机械性能:铸件的强度、硬度等力学性能指标。
4. 化学成分:铸件材料的化学成分是否符合要求。
五、质量控制手段1. 工艺控制:通过控制铸造工艺参数,如温度、速度等,来保证铸件质量。
2. 设备控制:定期检查和维护铸造设备,确保其正常工作。
3. 检验与测试:对铸件进行尺寸测量、金相组织分析、硬度测试等,评估铸件质量。
铸件质量控制计划
铸件质量控制计划铸件质量控制计划第一章引言本文档旨在规划和管理铸件产品的质量控制过程。
通过采取一系列的质量控制措施,确保铸件的生产过程符合质量标准和法律要求,以提供符合客户需求的高质量铸件产品。
第二章质量标准和目标2.1 质量标准根据客户要求和国家相关标准,制定以下质量标准作为铸件质量控制的参考:________●国家标准:________按照国家标准制定的相关规定进行质量控制。
●客户要求:________根据客户提供的要求,制定符合客户期望的质量标准。
2.2 质量目标确保铸件产品符合以下质量目标:________●尺寸精确度:________控制铸件的尺寸精确度在客户要求的允许范围内。
●材料质量:________确保铸件材料符合相关标准和要求。
●表面质量:________使铸件表面光洁、无缺陷、无裂纹等质量问题。
●机械性能:________确保铸件的机械性能满足客户要求和相关标准。
第三章质量控制措施3.1 原材料控制●选择优质原材料供应商,确保原材料符合标准要求。
●对进货的原材料进行质量检验和抽样测试,确保原材料的质量合格。
●建立原材料档案,追踪原材料的来源、质量证明等信息。
3.2 生产工艺控制●制定详细的铸造工艺流程,明确每个工艺步骤的要求和控制措施。
●配备合适的生产设备,确保设备的正常运行和维护。
●进行工艺过程监控,及时发现并纠正任何过程中的质量问题。
3.3 检验和测试控制●制定检验计划,明确检验项目、检验方法和抽样标准。
●对每一批次的铸件进行全面的检验和测试,包括尺寸、外观、化学成分、机械性能等方面。
●对不合格的铸件进行分类和处理,确保不合格品不会进入下一道工序。
3.4 环境控制●确保生产环境符合相关要求,包括温度、湿度和洁净度等。
●对生产过程中的环境参数进行监测和管理,及时采取措施纠正。
第四章质量记录和报告4.1 质量记录●对每一批次的铸件生产过程进行记录,包括原材料采购、生产工艺参数、检验和测试结果等。
铸件质量控制计划
铸件质量控制计划一、背景介绍铸件是制造业中常见的一种零部件,其质量直接影响到产品的性能和可靠性。
为了确保铸件的质量,提高产品的竞争力,制定一套科学合理的铸件质量控制计划至关重要。
二、质量控制目标1. 提高铸件的成品率:通过合理的工艺控制和质量检测手段,减少次品率,提高铸件的成品率。
2. 保证铸件的尺寸精度:严格控制铸件的尺寸偏差,确保铸件能够满足设计要求。
3. 提高铸件的材质性能:通过对原材料的选择和熔炼工艺的控制,提高铸件的材质性能,确保产品的使用寿命和可靠性。
4. 降低生产成本:通过优化工艺流程和提高工艺稳定性,降低生产成本,提高企业的经济效益。
三、质量控制措施1. 原材料控制:a. 严格选择合格的原材料供应商,确保原材料的质量稳定。
b. 对每批原材料进行抽样检测,检测项目包括化学成分、机械性能等。
c. 建立原材料质量档案,对原材料的检测结果进行记录和追溯。
2. 工艺控制:a. 制定详细的工艺流程,包括砂型制备、熔炼、浇注、冷却等各个环节。
b. 对每个工艺环节进行严格的控制,确保每个环节的操作符合标准要求。
c. 建立工艺参数记录表,对每次生产过程中的工艺参数进行记录和分析。
3. 设备控制:a. 对铸造设备进行定期维护和保养,确保设备的正常运行。
b. 对设备进行校准,保证设备的测量精度。
c. 建立设备使用记录,对设备的使用情况进行监控和分析。
4. 检测控制:a. 制定全面的检测方案,包括外观检测、尺寸检测、材质性能检测等。
b. 对每批铸件进行全面检测,确保产品的质量稳定。
c. 建立检测记录,对每次检测结果进行记录和分析。
5. 不良品处理:a. 对发现的不良铸件进行分类和记录,分析不良原因。
b. 制定不良品处理方案,包括返修、报废等措施。
c. 定期对不良品处理情况进行评估和改进。
四、质量控制计划执行1. 制定详细的质量控制计划,包括质量控制目标、控制措施、执行责任人等。
2. 将质量控制计划下发到各个相关部门,并进行培训和宣贯。
铸件质量控制计划2023简版
铸件质量控制计划铸件质量控制计划1. 简介铸件质量控制计划是为了确保铸件制造过程中质量的稳定性和可靠性而进行的一系列措施和方法的规划和安排。
本文档将介绍铸件质量控制计划的目标、计划内容以及执行步骤。
2. 目标铸件质量控制计划的目标是确保铸件的质量符合规定的标准和要求,同时降低制造过程中的质量风险。
通过有效的质量控制措施,实现以下目标:- 提高铸件的内在质量,减少缺陷率;- 降低生产成本,提高生产效率;- 确保产品符合客户需求和规格要求;- 建立可持续的质量管理体系。
3. 计划内容3.1 质量控制活动在铸件制造的各个环节,需要进行一系列质量控制活动,以确保整个生产过程中的质量稳定性。
3.1.1 材料选择和检验- 确保原材料符合设计要求和标准;- 进行材料的化学成分分析和力学性能测试;- 检验材料的无损检测结果。
3.1.2 铸件模具制造- 模具设计和校核,确保模具的准确性和可靠性;- 模具材料选择和检验,确保模具的耐用性和稳定性。
3.1.3 铸造工艺控制- 设计和优化铸造工艺参数,以保证铸件的质量;- 进行铸造温度、浇注速度、冷却时间等参数的控制和调整。
3.1.4 铸件表面处理- 进行铸件的除锈、抛光和喷涂等表面处理工艺;- 对表面处理后的铸件进行外观质量检查。
3.1.5 尺寸和功能检验- 进行铸件尺寸、形状和功能的检验;- 使用测量设备和工具对铸件进行精确测量。
3.2 质量控制文件为了规范和记录质量控制活动,以下文件需要编制和维护:3.2.1 质量计划书- 包括质量目标、质量控制活动和责任分工等内容;- 用于指导和记录整个质量控制过程。
3.2.2 检验记录表- 包括质量控制活动中的各项检验指标和结果;- 用于记录和追溯质量控制活动的执行情况和结果。
3.2.3 不合格品处理记录- 用于记录不合格品的处理过程和结果;- 包括不合格品的分类、处理方法和返工情况。
4. 执行步骤4.1 制定质量计划在铸件制造过程开始之前,制定详细的质量计划,明确质量目标和活动,并制定相应的检验方法和标准。
铸件质量控制计划范本
Control Method 控制方法
No. 序号 进货检验 Receiving inspection 01
Check Points 检测点 钢料 Raw material
材质证明 光谱分析仪 Material certification; Spectrometer Calibrate the spectrometre machine 1 time each year.and calibrate the standard samples 1 time each shift.
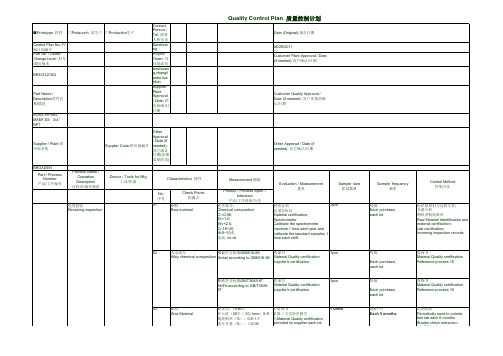
Quality Control Plan 质量控制计划
■Prototype 样件 □Prelaunch 试生产 □Production生产 Control Plan No.:控制计划编号 Part No. / Latest Change Level 料号/最近版本 BR3014216Q Part Name / Description零件名称/描述 BOSS,PIPING MANF,SS 3/4″NPT Supplier / Plant:供应商名称 Supplier Code:供应商编号 BROADEN Process Name / Part / Process Operation Device / Tools for Mfg Number Description 工具/机器 产品/工序编号 过程名/操作描述 Contact Person / Tel. 联系人和电话 Xieshixiang Project Team: 项目组成员 xieshixiang,changlianbo,liuzhibin Supplier Plant Approval / Date: 供应商确认/日期 Other Approval / Date (if needed):其它确认日期(如果需要的话) Date (Original):报告日期 06/29/2011 Customer Plant Approval / Date (if needed):客户确认/日期 Customer Quality Approval / Date (if needed): 客户质量部确认/日期 Other Approval / Date (if needed): 其它确认/日期
铸件质量控制计划

铸件质量控制计划引言概述:铸件是工业生产中常见的零部件之一,其质量直接影响到产品的性能和可靠性。
为了保证铸件的质量,制定一套科学合理的铸件质量控制计划是非常重要的。
本文将详细介绍铸件质量控制计划的内容和步骤。
一、材料选择1.1 材料性能要求:根据铸件的使用环境和要求,选择合适的材料。
包括强度、耐热性、耐腐蚀性等指标。
1.2 材料检验标准:制定材料的检验标准,包括化学成分、机械性能、金相组织等方面的检验要求。
1.3 材料供应商评估:对材料供应商进行评估,选择有资质、信誉好的供应商,确保材料的质量可靠。
二、模具设计与制造2.1 模具设计:根据铸件的形状和尺寸要求,进行模具的设计。
确保模具结构合理、易于制造和使用。
2.2 模具制造:制定模具制造的工艺流程,包括材料选择、加工工艺、热处理等环节。
确保模具的质量和寿命。
2.3 模具检验:对制造完成的模具进行检验,包括尺寸精度、表面质量、装配性能等方面的检验。
三、铸造工艺控制3.1 熔炼工艺控制:制定熔炼工艺参数,包括炉温、炉型、熔炼时间等。
确保熔炼过程中合金成分均匀、气体含量低。
3.2 浇注工艺控制:制定浇注工艺参数,包括浇注温度、浇注速度、浇注方式等。
确保铸件充型完整、无缺陷。
3.3 凝固过程控制:控制铸件的凝固过程,包括冷却速度、冷却方式等。
确保铸件的显微组织和性能符合要求。
四、铸件检验与评估4.1 尺寸检验:对铸件的尺寸进行检验,包括长度、宽度、高度等方面的测量。
确保铸件的尺寸精度符合要求。
4.2 表面质量检验:对铸件的表面质量进行检验,包括气孔、夹杂、裂纹等缺陷的检查。
确保铸件表面光洁、无明显缺陷。
4.3 性能评估:对铸件的力学性能、热处理效果等进行评估,确保铸件的性能符合要求。
五、质量记录与改进5.1 质量记录:建立完善的质量记录体系,包括材料检验记录、模具制造记录、铸造工艺参数记录等。
确保质量数据可追溯。
5.2 质量改进:根据铸件的质量问题和不良情况,及时采取措施进行改进,包括调整工艺参数、优化模具设计等。
铸件质量控制计划
铸件质量控制计划一、背景介绍铸件是制造业中常见的一种零部件,广泛应用于汽车、航空航天、机械设备等领域。
为了确保铸件的质量,提高产品的可靠性和安全性,制定一份科学合理的铸件质量控制计划是非常必要的。
二、目标和目的铸件质量控制计划的目标是确保铸件的质量符合设计要求和客户需求,并通过控制生产过程中的关键环节,减少缺陷率,提高生产效率和产品质量。
三、质量控制计划内容1. 质量标准和规范明确铸件的质量标准和规范,包括尺寸、外观、材质、力学性能等要求,确保铸件能够满足设计和客户的要求。
2. 原材料控制严格控制原材料的质量,确保原材料符合标准要求。
制定原材料采购的标准和流程,对供应商进行评估和审核,并建立供应商的质量管理体系。
3. 工艺控制制定详细的工艺流程和操作规范,确保每个生产环节都符合标准要求。
包括铸造温度、熔炼时间、冷却速度等参数的控制,以及铸件表面处理、热处理等工艺的规范。
4. 设备管理对生产所使用的设备进行管理和维护,确保设备的正常运行和准确性。
定期进行设备的检查、校准和维修,确保设备的稳定性和可靠性。
5. 检验和测试制定完善的检验和测试方案,包括铸件的外观检查、尺寸测量、材质分析、力学性能测试等。
建立质量检验记录和数据分析,对不合格品进行追溯和处理。
6. 过程控制通过过程控制,监控生产过程中的关键参数,及时发现和纠正异常情况,确保产品质量的稳定性和一致性。
建立过程控制指标和监控方法,对生产数据进行统计和分析。
7. 培训和意识提升加强员工的培训和意识提升,提高员工对质量控制的重要性和责任感。
定期组织质量培训和知识分享,建立良好的质量文化和团队合作精神。
8. 持续改进不断改进铸件质量控制计划,通过分析数据和问题,寻找改进的机会和措施。
建立质量改进的机制和流程,推动全员参与质量管理和持续改进。
四、组织实施和责任分工1. 设立质量控制小组,由质量经理或质量主管负责组织和协调质量控制工作。
2. 指定质量控制人员,负责执行和监督质量控制计划的实施。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
04
硅溶胶 Solica gel
外观:无悬浮物 No visible floating particles No silicone indiscerptible
目测 Visual inspection
1pcs
每批 Each purchase, each lot.
物料采购验收单 Broaden's incoming inspection report .
1pcs
每批 Each purchase, each lot.
实验室检验证明 INCOMING INSPECTION REPORT
Quality Control Plan 质量控制计划
■Prototype 样件 □Prelaunch 试生产 □Production生产 Control Plan No.:控制计划编号 Part No. / Latest Change Level 料号/最近版本 BR3014216Q Part Name / Description零件名称/描述 BOSS,PIPING MANF,SS 3/4″NPT Supplier / Plant:供应商名称 Supplier Code:供应商编号 BROADEN Process Name / Part / Process Operation Device / Tools for Mfg Number Description 工具/机器 产品/工序编号 过程名/操作描述 Contact Person / Tel. 联系人和电话 Xieshixiang Project Team: 项目组成员 xieshixiang,changlianbo,liuzhibin Supplier Plant Approval / Date: 供应商确认/日期 Other Approval / Date (if needed):其它确认日期(如果需要的话) Date (Original):报告日期 06/29/2011 Customer Plant Approval / Date (if needed):客户确认/日期 Customer Quality Approval / Date (if needed): 客户质量部确认/日期 Other Approval / Date (if needed): 其它确认/日期
质保书 Material Quality certification Reference process 16
钼铁符合标准GB/T3649-87 MoFe according to GB/T364987
质保书 Material Quality certification supplier's certification
1pcs
每批 Each purchase, each lot.
标识原材料与证明文件; 光谱分析 物料采购验收单 Raw Material Identification and material certification; Lab certification; Incoming inspection records
1 质保书 2 第三方实验室报告 1.Material Quality certification provided by supplier each lot; 2. Outside lab test report
1 times
每6个月 Each 6 months
定期送检 Periodically send to outside test lab each 6 months Broden check ontraction rate(%) and Ash(%), 1 times each month.
02
合金成分 Alloy chemical composition
镍板符合标准GB6516-86 质保书 Nickel according to GB6516-86 Material Quality certification supplier's certification
1pcs
每批 Each purchase, each lot.
Control Method 控制方法
No. 序号 05
Check Points 检测点 锆粉 zircon powder
1pcs
每批 Each purchase, each lot.
实验室检验证明 INCOMING INSPECTION REPORT
01
06
锆砂 zircon sand
粒度:150um(100目) Granular Size:150um (100mesh)
Control Method 控制方法
No. 序号 进货检验 Receiving inspection 01
Check Points 检测点 钢料 Raw material
材质证明 光谱分析仪 Material certification; Spectrometer Calibrate the spectrometre machine 1 time each year.and calibrate the standard samples 1 time each shift.
实验室 Lab test
1pcs
每批 Each purchase, each lot.
实验室检验证明 INCOMING INSPECTION REPORT
07
莫来粉 Mullite powder
粒度:75um(200目) 实验室 Granular Size:75um (200mesh) Lab test Is there an ASTM standard being followed? There is no ASTM standard ,and no GB standard also. because there are different conditions in different plant..each factory have intermal standard.Broden's internal standard see the picture. 粒度:250-550um(30-60目) Granular Size:250-550um (3060mesh) 实验室 Lab test
Characteri特性
Measurement 测量 Product / Process Spec. / tolerance 产品/工序说明/公差 化学成分: Chemical composition C:<0.08, Si;<1.0, Mn:<2.0, Cr:18~20, Ni:6~10.5, 无油, no oli Evaluation / Measurement 量具 Sample size 样品数量 Sample frequency 频率
SiO2:29-31%
实验室 Lab test
1pcs
每批 Each purchase, each lot.
实验室检验证明 Lab certification INCOMING INSPECTION REPORT
Quality Control Plan 质量控制计划
■Prototype 样件 □Prelaunch 试生产 □Production生产 Control Plan No.:控制计划编号 Part No. / Latest Change Level 料号/最近版本 BR3014216Q Part Name / Description零件名称/描述 BOSS,PIPING MANF,SS 3/4″NPT Supplier / Plant:供应商名称 Supplier Code:供应商编号 BROADEN Process Name / Part / Process Operation Device / Tools for Mfg Number Description 工具/机器 产品/工序编号 过程名/操作描述 Contact Person / Tel. 联系人和电话 Xieshixiang Project Team: 项目组成员 xieshixiang,changlianbo,liuzhibin Supplier Plant Approval / Date: 供应商确认/日期 Other Approval / Date (if needed):其它确认日期(如果需要的话) Date (Original):报告日期 06/29/2011 Customer Plant Approval / Date (if needed):客户确认/日期 Customer Quality Approval / Date (if needed): 客户质量部确认/日期 Other Approval / Date (if needed): 其它确认/日期
1pcs
每批 Each purchase, each lot.
质保书 Material Quality certification Reference process 16
03
蜡料 Wax Material
软化点:70-80℃ 针入度(25℃)/10-1mm:5-9 线收缩率(%):0.9-1.1 灰分含量(%):≤0.05 Softening point:70-80℃ Penetration(25℃)/10-1mm:5-9 Contraction rate(%):0.9-1.1 Ash(%):≤0.05
1pcs
每批 Each lot What defines a lot? Each purchase, each lot.
实验室检验证明 Lab certification Internal or external? Broaden's lab certification.
08
莫来细砂 Mullite sand
Quality Control Plan 质量控制计划