松下CM系列贴片机
松下CM602系列设备程式优化
5. 优化的思路和方法5-1 思路和方法PT200的软件优化结果是综合以上考虑,但结果时常会因为某些条件的的设定而结果与理想结果有较大的出入,这时人为的条件设定将会改善优化的结果,建议考虑以下几个方面:吸着1、增加同时吸着的次数2、减少总吸着的次数3、X方向移动距离识别1、快速的一次扫描,减少两次扫描的次数。
2、扫描前移动的距离(Y方向移动距离)3、减少MARK 识别时间贴装1、最近且合理的贴装位置2、注意最大已贴装元件的高度3、减少头部干涉,减少头部等待的时间传送1、上下板时间2、轨道传送速度吸着1、增加同时吸着的次数如前所述,同时吸着(GANG PICK)将减少总的吸着时间。
CM402的高速贴装头部是由8个独立的NOZZLE 组成,分为前后各四共两组。
每次最多需要经过8次的吸着才可以将所有的元件吸着完成,GANG PICK次数越多则每个TURN中的总吸着次数越少。
如图中,1和2,3和4,5和6,7和8分别同时吸着,则只需要4次。
而每个TURN中,由于结构的限制最少需要2次才可以完成吸着,即1、2、3、4和5、6、7、8分别两次吸着,这时机器吸着损失的时间为最少。
同样多功能贴装头部的吸着时间将视次数而减少或增加。
1 2 3 4 56 7 82、减少总吸着的次数TURN的次数将影响到CYCLE TIME,因为无论每个TURN中贴装元件的数量,每增加一个TURN时间将增加约2 .5~3.5秒,因此尽量减少TURN的次数将大大改善CYCLE TIME。
A、平衡生产线中所有元件的数量,即尽量考虑高速贴装头和多功能贴装头除最后一个TURN外其他全部为满载,理想状态为所有吸着都为满载。
B、NOZZLE的配置尽量满足A点要求,依据PART LIB中元件NOZZLE 的标准配置,设计NOZZLE使用数量。
C、减少或排除NOZZLE更换。
(多功能贴装头部)D、减少TRAY盘的拉出次数。
(多功能贴装头部)3、X方向移动距离A、减少每次吸着时头部在TABLE 上移动(横向移动)距离。
SMT松下贴片机CM402操作机台说明书介绍
4.2.电源投入
4.2.1 电源开关返回ON。(图10)
4.2.2 如图10,3 分钟左右主菜单的初期画面启动
各操作不用功能键,用触摸画面来完成。
OF
ON
电源开关(图 1 0 )
图11
功能
操作员 工程员 生产 生产设定
生产情報
表示操作员模式 从操作员模式切换到工程员模式 (需要输入密码) 开始自动运转 必要项目确认后、使用
对生产确认必要的设定和动作
显示自动运转中得到的情报 (对确认生产状况有效)
数据修正
生产数据的編集和 TEACH
5.4.6 SERVO ON。
5.4.7 点击操作面板的 SHUTTER 闭键。
UNLOCK开关+
5.4.8 点击下功能键的
返回键、返回主菜单。
5.5.异形 HEAD 吸嘴确认 5.5.1 点击主菜单「生产设定」、出现生产设定菜单
5.5.2 点击吸嘴设定。
E . 按 shuttle 开,取出吸嘴.
F、吸嘴拆卸动作结束后、点击下功能键的 键,返回主菜单
返回
5.1.2 异形吸嘴 A、点击主菜单的[工程」键、出现密码输入界面。
?
?
5.2.确认生产数据
4.1.4 切割 TAPE BOX的清扫(图8)。
4.1.5 非常停止开关的解除(图9)。
1)伺服? OFF 确认(图 5)
2)? ? ? 异物确认(图 6)
3)CHIP 品废弃BOX的清扫(图 7)
4)剩余 TAPE BOX 的清扫(图 8)
5)非常停止开关的解除(图 9)
5.3.3 按住操作面板的UNLOCK键、 点击「下受 PIN 交换开始」。 5.3.4 传送带会自动的变宽,变成下部 BLOCK 上升、下
CM602电器构成讲解
・ 编带 ・ 编带 ・ 散装 ・ 杆状
8 mm 编带 Max. 216 站(双式编带料架、小卷盘),Max. 108 站(双式编带料架、大卷盘),Max. 108 站(单式编带料架、小/大卷盘) 12/16 mm 编带Max. 108 站,24/32 mm 编带Max. 52 站,44/56 mm 编带Max. 36 站,72 mm 编带Max. 24 站(只限多功能贴装头) 等 散装 Max. 108 站 杆 Max. 24 站
使用AC 290 V以上(380 V以上的分接头)的供电时,供电侧需为星状(Y)接线, 与PE(防护接地)端子之间各相,需在AC290以下。 Min. 0.49 MPa ~ Max. 0.78 MPa(运转气压0.5 MPa ~ 0.55 Mpa) 170 L/min 170 L/min W2350 mm × D 2690 mm × H 1430 mm (不包括信号塔、接触面板) 3400㎏ 140㎏/1台 195kg/1台(选购件) 3960㎏/1台 (主体1台、整体交换台车4台) 10 ℃ ~ 35 ℃ 25 % RH ~ 75 %RH 海拔1000 m 以下 线性伺服电机的全闭环回路(X,Y轴) AC伺服电机的半闭环回路方式(Z,θ轴及导轨宽度调整轴) X, Y, Z,θ坐标指定 1程序点数 Max. 10 000 点/生产线 无限制(根据PT的硬盘容量)
2.3 s (L 330 mm × W 330 mm ~ L 510 mm × W 460 mm )
・ 基板尺寸 Min. 50 mm × 50 mm ~ Max. 510 mm × 460 mm ・ 贴装可能范围 Min.50mm×44 mm ~ Max.510 mm×454 mm ・基板厚度0.3mm~4.0mm ・ 基板重量 3 ㎏以下实装后的状态・ 流向 左→右、左←右・ 基准 前侧基准、内侧基准
松下CM602贴片机操作指导书
松下贴片机操作指导书修订记录1、目的规范操作,安全生产,提高生产效率。
2、范围前海成翔科技股份有限公司SMT车间的松上CM602、CM212机器。
3、作业内容1.基本操作在本章中对操作面板和彩色接触面板的操作、机器功能说明及本机的操作说明等基本的操作进行了说明。
关于正文中表示方法操作说明的阅读方法每页或许多少有些差异,但基本上均按下述构成进行说明。
1.1.1开始操作1321.按主菜单的。
2.按操作面板的。
4 5 开始自我诊断。
1伺服开关处于OFF (O) 时,请使其切换为ON ( I )。
说明标题操作步骤编号与画面上红框的箭头号码相对应。
实际操作记述由于进行操作而出现的现象。
记述操作的补足说明。
本书中使用的记号在本书中,使用下述记号进行说明。
: 表示按彩色接触面板的按钮。
: 表示操作的流程。
: 表示参照项目。
1表示按住操作面板的:内再按操作面板的键,2秒以。
: 表示工程师进行的操作。
表示按操作面板的键的同时再[ A ] : 按接触面板的[A]。
: 表示操作员进行的操作。
在左上以的方式显示进行此操作的按钮。
1.1 高速吸头(12吸嘴、通用吸头(8吸嘴、多功能吸头的切换) )1.1高速吸头(12吸嘴)、通用吸头(8吸嘴)、多功能吸头的切换在本机按下工作台选择按钮来切换工作台之后,根据该工作台上所设置的吸头类型通用吸头(8<吸嘴、高速吸头(12 吸嘴、多功能吸头,将会自动切换画面。
) ) >( “1.3.3 开关的种类与操作方法。
)”选择按钮的详情,请参照例1):左→右流动中工作台为通用吸头(8吸嘴,工作台为多功能吸头时A ) B(8选择AF (TBL1) 、AR (TBL2)时吸嘴)(3选择BF (TBL3) 、BR (TBL4)时吸嘴)4Z4C-JEn-McBh-001 4Z4C-JEn-McBh-0044Z4C-JEn-PcNa-0064Z4C-JEn-MaNe-001例2):左→右流动中工作台为高速吸头(12 吸嘴、工作台为通用吸头(8吸嘴时A )B )选择AF (TBL1) 、AR (TBL2) 时(12吸嘴) (8选择BF (TBL3) 、BR (TBL4) 时吸嘴)4Z4C-JEn-McBh-001 4Z4C-JEn-McBh-0041.2 操作面板1.2操作面板本节对本机操作面板以及其基本操作进行了说明。
CM402-L规格说明书
【6】程序数据构成 6-1 数据构成
【7】基本构成 7-1 标准本体构成 7-2 选择规格
【8】其他 8-1 8-2 8-3
安全装置 本体尺寸 电源、空气供给装置
CM402-L/2003.0520
【1】 概 要
■ 高生产率 通过开发高速多贴装头系统, 从而实现高速贴装。 通过缩短基板更换时间,稼动中的芯片供给, 以及 向各装载台进行最佳配置以谋求高稼动率。 ■ 通用性 使用8个吸嘴进行超高速贴装的高速贴装头, 能够组合多功能贴装头以适应各种异形元件。 在购买
■元件尺寸
0603芯片 ~ 24 mm × 24 mm
6. 本机也受美国政府再出口条例的限制。当出口时,因需要美国政府的出口许可, 请事先获得出口 许可。
7. EC机械指定以及EMC指定的适合模型以外的商品,不准许带入EC和贩卖。
8. 本规本规格说明书所记载的技术情报,是为了说明产品的主要动作和应用的资料,并不是在使用 时对本公司以及第三者的知识产权以及其他的权利的保证,或者实施权的承诺。并且,按客户的要 求以及情报本公司所开发出的产品专利等的工业所有权,著作权以及涉及到其他无形产权等,归本 公司保留。
●使用前请务必详细阅读本规格说 明书,再正确地使用。
! 安全须知
●在本规格说明书上记载的商品是供产业使用的机械设备。 请确认附录使用说明书上记载的使用条件。 关于设备的安装,操作,维修以及对使用材料的处理,必需遵守当地的法律规定。
●操作和维修本机之前,不管本机处于运转还是停止状态,需确认附录使用说明书和
---
删除CREATE标识
2002.1114 2003.0101
2003.0328
Ver. 2002.1120 P.10 14 追加ST40S-20规格
CM602-L中文资料
4. 在使用时,请详细了解本设备及软件的规格和限制后再进行。由于错误操作所导致的损害,本公司 概不承担任何责任。
5. 本资料所记载的产品(或技术)如果符合外汇或国际贸易法所规定的限制货物(或限制技术),从 日本出口(或提供技术)时,需按照本条例获得出口许可(或劳务交易许可)。
Ver. 2007.0725
P. 52, 68
膜厚计量规的追加
Ver. 2007.0820 Ver. 2008.0115
Ver. 2008.0215 Ver. 2008.0915 Ver. 2008.1215
P. 9, 15
P. 61, 68, 69, 71, 73, 74
P. 21, 61, 70, 74 P.9, 34, 39, 40
4. 机器构成 ................................................................................................................... 2
4.1 贴装头构成 .................................................................................................................... 2 4.2 贴装吸嘴种类和构成 ...................................................................................................... 2 4.3 识别单元构成................................................................................................................. 2 4.4 供给部的构成................................................................................................................. 2
贴片机CM402操作面解
上海松下
39
M/C PARAMETRE MANU
• 机器原始设定值 • 不可随意改动. • 数值来源于机器的自调 整. • 选按MACHINE MAINTE可 进行机器的保养功能使 用.和机器前期保养时间.
上海松下
40
此处进入CP/CPK 修改画面
此处进入CP/CPK 检测画面.
CP/CPK修改画面
• 修改值分后部和前部 • 根据CP/CPK显示画面值进行 选择调整. • Z正是向上,负是向下. • 注:在进行CP/CPK检测时应先 进行吸着位置确认,和吸着确 认.
吸着确认
吸着位置确认
CM402 C TYPE CP/PK调整
调整点
M/C PRMTR TEACH PICK POSITION
• 进行TEACH POS TABLE的选择.因 为治具是放在Z TABLE的第2站 和第27站.第2站为L,第27站为R • 三号头装上130吸嘴 • 机器自动通过治具检测吸着 位置,和吸着高度.
治具的 摆放位 置 治具的 识别位 置
• • • • • • CP/CPK的程序是固定的,应由日方提供. 机器在实装时先让机器热身,10---30分钟. 实装时机器要先照MARK应先把反射照明灯关闭,便于MARK识别. 程序固定元件安排在5号料站. 元件是1005R 或0603R和PANASERT机器头部补正的做法一样. 在做CP/CPK之前应把NOZZLE CHANGE STATION的功能选去USE不使用 此功能.因为机器会出现NOZZLE识别错误. • 在进行CP/CPK数值调整时1005和0603元件应选透射(SHA) • CM402 A TYPE ----CP在1.33以上.AVE值接近0.CM402 C TYPE-----CP值 1.292以上CPK值1.0以上.由于凡用机的CP /CPK值是不固定的应看随 机记录.
松下CM系列贴片机操作员培训资料
10、查看生产信息
11、操作机器安全事项 12、机器显示灯的含义 13、简单故障的排除方法
SMT培训材料
一、上料表内容的讲解
上料表
L-left 左边 R-right右边
间距“8*4”是指料 带宽度8mm,间距 为4mm
物料上Part No.一定 要与上料表完全一 致否则不能使用, 特殊情况须经管理 人员同意以后方可 使用
条件生产5.8
进入下图画面
序列:选定贴装的具体位置 部品:选定贴装的具体物料 区块:选定贴装的具体小板
吸头:选定贴装的具体贴装头
SMT培训材料
六、 Feeder上各键的说明及 上料方法(及管状feeder)
1、Feeder开关 LED功能
INTFCOM1
SMT培训材料
六、 Feeder上各键的说明及 上料方法(及管状feeder)
SMT培训材料
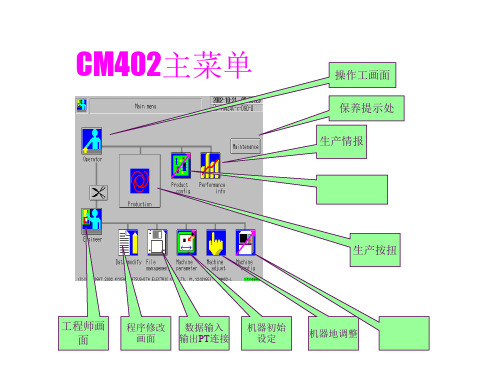
三、CM402主画面的简介
SMT培训材料
CM402机器操作面板
SMT培训材料
CM402机器操作面板
SMT培训材料
CM402机器接触面板
SMT培训材料
CM402机器接触面板
SMT培训材料
四、CM402的生产流程
1、生产流程
生产流程2
准备----机器启动----生产开始----部品的补给----生产结束 2、开机 如右图将电源开关打到ON的位置
4、Panasonic的贴片机CM402 CM602 CM401 CM101使用的是电动feeder,物料间距是 在程序中设好的,不用操作员再去调整,但是生产新产品时必须核对程序中的间距与物 料的实际间距是否一致,如有问题则要求技术人员立即更正
确认胶带、纸带
点击
CM402操作说明书
1) 伺服 ? OFF 确认 (图 5)
2) 装置内 异物确认 (图 6)
3)CHIP 品废弃 BOX 的清扫(图 7)
4) 剩余 TAPE BOX 的清扫 (图 8)
5)非常停止开关的解除 (图 9)
4.2 .电源投入
4.2.1 电源开关返回ON。 (图10)
4.2.2 如图10, 3 分钟左右主菜单的初期画面启动
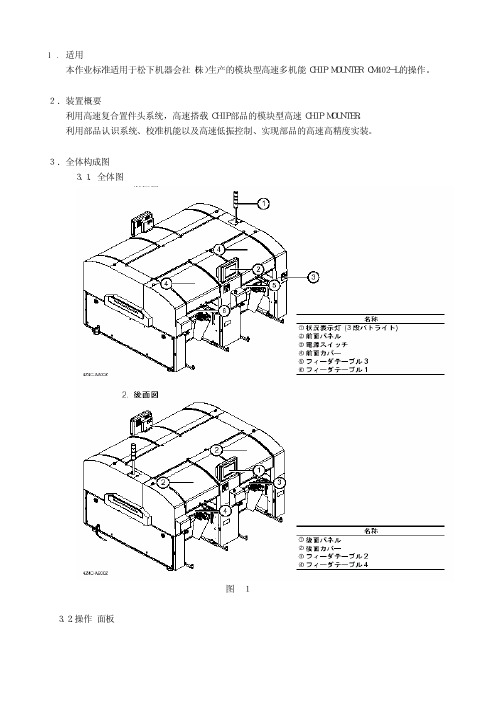
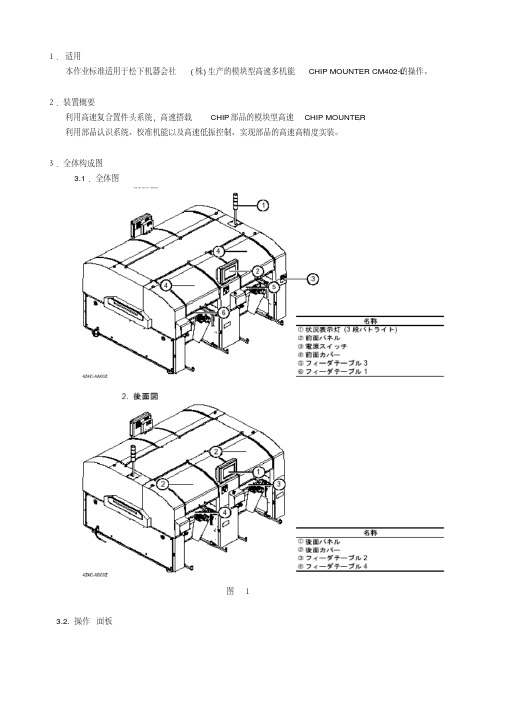
1. 适用 本作业标准适用于松下机器会社
( 株) 生产的模块型高速多机能
CHIP MOUNTER CM402-的L 操作。
2.装置概要 利用高速复合置件头系统,高速搭载 CHIP 部品的模块型高速 CHIP MOUNTE。R 利用部品认识系统、校准机能以及高速低振控制、实现部品的高速高精度实装。
3.全体构成图 3.1 .全体图
PT200 启动确认 (图 3)
( 程序状态 ) 的启动,以及空气的供给状态 空气 圧力 确认 (图 4)
4.1 .电源投入前确认 4.1.1 装置的伺服ON/OFF开关返回OFF(图5) 。 还有、确认是OFF状态。
4.1.2 装置内、工具 ? 支撑 PIN 等异物确认(图6) 。 4.1.3CHIP 品排出BOX的清扫(图7) 。 4.1.4 切割 TAPE BOX的清扫(图8) 。 4.1.5 非常停止开关的解除(图9) 。
3 年月日时间、数据名显示表示区域 状态表示、开关、信息区域
4
著作权、系统版本、画面名 5
表示区域 6 下功能键
操作员模式 生产中 、表示单个停止 现在的年月日、时间、数据名等表示 装置的状态或信息、进行操作的开关等显示
画面的著作权、系统的版本、显示画面名
经常使用的机能
3.4 .功能键说明
CM402操作说明书
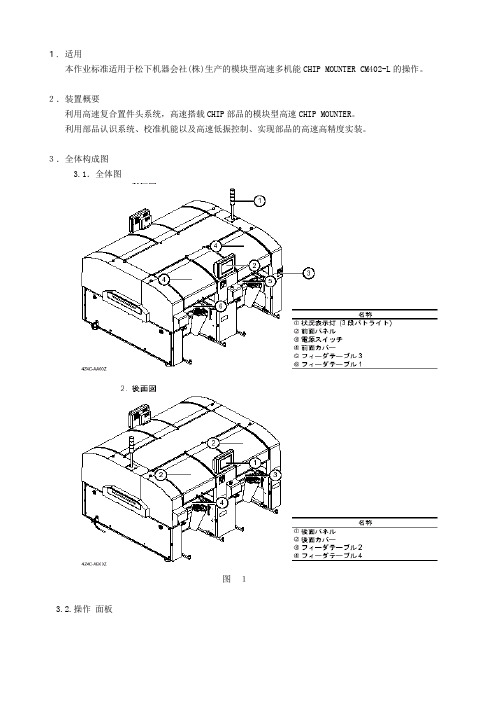
1.适用本作业标准适用于松下机器会社(株)生产的模块型高速多机能CHIP MOUNTER CM402-L的操作。
2.装置概要利用高速复合置件头系统,高速搭载CHIP部品的模块型高速CHIP MOUNTER。
利用部品认识系统、校准机能以及高速低振控制、实现部品的高速高精度实装。
3.全体构成图3.1.全体图图13.2.操作面板左上显示3.3.触摸面板①操作界面②非常停止按钮(2个位置)图2操作员模式生产中3.4.功能键说明3.5.功能键说明操作员工程员 生产生产设定生产情報数据修正FILE 操作机器参数机器調整 机器設定4.运转准备CM402-L连接电源之前、要确认PT200(程序状态)的启动,以及空气的供给状态4.1.电源投入前确认4.1.1装置的伺服ON/OFF开关返回OFF(图5)。
还有、确认是OFF状态。
4.1.2装置内、工具・支撑PIN 等异物确认(图6)。
4.1.3CHIP 品排出BOX的清扫(图7)。
4.1.4切割TAPE BOX的清扫(图8)。
4.1.5非常停止开关的解除(图9)。
4.2.电源投入4.2.1电源开关返回ON。
(图10)4.2.2如图10,3分钟左右主菜单的初期画面启动各操作不用功能键,用触摸画面来完成。
图11电源开关(图10)4.2.3操作面板的SERVO开关到ON。
4.2.4各装置的归零动作,是在进行各操作的时候,有必要进行复归原点的动作的场合下进行画面切换,复归原点5.生产准备5.1.拆卸吸嘴 5.1.1高速吸嘴A 、主菜单的[生产设定」键按住、出现生产设定菜单4.2.5画面成为原点复归画面4.2.6原点复归完了的轴、由OK显示、 画面就切换到下一操作画面 4.2.7下功能键的返回键按下去,又返回主菜单。
5.1.2异形吸嘴A 、点击主菜单的[工程」键、出现密码输入界面。
B 、按一下吸嘴設定。
C 、按住操作面板的UNLOCK开关、再点击吸嘴拆卸键。
D 、自动的对拆卸的吸嘴部分进行确认后再进行拆卸。
SMT松下贴片机CM402操作机台说明书介绍
4.2.电源投入
4.2.1 电源开关返回ON。(图10)
4.2.2 如图10,3 分钟左右主菜单的初期画面启动
各操作不用功能键,用触摸画面来完成。
OF
ON
电源开关(图 1 0 )
图11
4.1.4 切割 TAPE BOX的清扫(图8)。
4.1.5 非常停止开关的解除(图9)。
1)伺服? OFF 确认(图 5)
2)? ? ? 异物确认(图 6)
3)CHIP 品废弃BOX的清扫(图 7)
4)剩余 TAPE BOX 的清扫(图 8)
5)非常停止开关的解除(图 9)
左上显示 ,表示触摸锁定。
未使用
控制面板的背景灯点灯。
背景灯在一定时间内不操作的话会自动黑屏
Байду номын сангаас
又、黑屏的时间可以变更
操作面板以及触摸面板操作的场合、进行前面和后面的切换场合使用(按下去的话
会点灯、才可以使用)。
根据 SERVO OFF、操作面板的操作变成无效的场合、点灯。 触摸面板的背景灯熄灭的场合点灯。 SERVO(伺服开关)
图 1 3.2.操作 面板
①操作界面
②非常停止按钮 (2 个位置)
开关
作用
开始生产,以及从暂时停止状态到再启动时使用
暂时停止生产時(SINGLE STOP)使用
机器开动的按键、为防止危险、要与这个开关同时使用。按下此键 ,控制面板的
5.生产准备 5.1.拆卸吸嘴 5.1.1 高速吸嘴 A、主菜单的[生产设定」键按住、出现生产设定菜单
B、按一下吸嘴? ? ?
C、按住? ? 面板的
U N L O C K 开关? 再点击吸
松下CM602线体BADMARK设置步骤
松下CM602线体BADMARK设置步骤CM602是松下公司推出的一款高速贴片机。
在使用CM602线体时,可能需要进行BADMARK(不良标识)设置,以便在贴片过程中能够及时识别和处理出现的不良标识。
下面是CM602线体BADMARK设置的详细步骤:1.在CM602贴片机上打开操作界面,进入“工具栏”菜单。
点击菜单上的“设置”按钮。
2.进入设置界面后,通过菜单选择“位置设定”选项。
在位置设定页面中,选择“BADMARK”选项。
3.在BADMARK设置界面中,可以看到当前的BADMARK模式和BADMARK列表。
在模式设置中,有两种模式可供选择:自动模式和手动模式。
根据实际需要,选择合适的模式。
4.如果选择自动模式,点击“自动设置”按钮,系统将自动扫描并添加BADMARK。
如果选择手动模式,点击“手动设置”按钮,进入手动设置界面。
8.在BADMARK设置完成后,点击“保存”按钮保存设置。
系统将自动返回到位置设定页面。
9.在位置设定页面中,可以通过点击“BADMARKLIST”按钮来查看已设置的BADMARK列表。
在BADMARK列表中可以查看BADMARK的位置、尺寸、颜色等信息。
10.在设置完成后,可以通过点击主界面上方的“左”或“右”按钮来查看BADMARK的识别情况。
系统将自动识别BADMARK并显示在界面上。
11.如果需要修改BADMARK设置,可以通过重复以上步骤进行修改。
在修改完成后,记得保存设置。
总结:以上是CM602线体BADMARK设置的详细步骤。
通过以上步骤,可以实现对BADMARK的自动或手动设置,并能够在贴片过程中准确识别和处理BADMARK,提高生产线的贴片效率和质量。
松下SMT贴片机CM602电气电路图
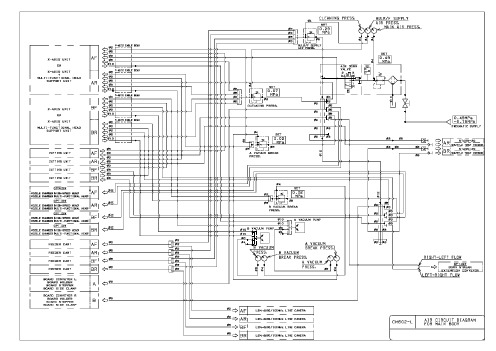
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
检查结果
合格---------------- OK
不合格-------------- NG
涂敷润滑脂------
24h (1D) 140h (1W)
560h (1M) 140h (1W)
参照
1.3.1
1.3.1
1.3.2 1.6.2 1.6.2 1.9.2 1.4.1 1.8.2 1.4.4 1.6.1 1.6.1 1.6.6 1.6.12 1.8.4 1.4.7 1.3.3 1.7.1 1.4.5 1.4.6 1.6.7 1.6.10 1.8.1 1.6.11 1.6.15 1.6.8 1.6.9 1.4.3 1.4.3 1.4.3
吸嘴 吸嘴交换器 6 连供料器搭载部 (选购件) 3D 传感器 (选购件)
定期检查表 (多功能吸头)
审核 盖章 负责
月度
高速模块化贴装机 CM602
检查·注油位置
检查·注油内容
规格·指定油
MR 装置 (压力表)
排水回收容器
NG 部品排出箱托盘部 X 轴线性轴承 Y 轴线性轴承 电缆支架 彩色接触面板面 背光灯 基板支撑块 宽度调整滚珠丝杠 宽度调整线性轴 基板搬送皮带 基板检测传感器 宽度调整同步皮带 供料器安装面 空编带箱内部 支撑装置上限止动器用减震器 玻璃罩 透镜玻璃罩 切割装置 真空泵过滤器 真空泵 安全开关 安全盖 Z 轴滚珠丝杠 反射板 过滤器 吸嘴座锥形面 爪 (夹具) 吸嘴反射板 吸嘴尖端部 1006 吸嘴 吸嘴反射板接触面 空编带箱内部 供料器安装面 切割装置 玻璃罩
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CM101Panasonic CM101新模块基板传送带基板下支撑基板StopperCutting Unit手置Tray新泛用8个NozzleY轴Twin马达铸件机箱CM共通模块:· 搭载Head(12/3)、Nozzle、Feeder、Nozzle Changer、Direct Tray(8月)· 3D Sensor、100MHz Line Camera、调整治具、维修保养治具、NG排出传送带生产能力25,000CPH:· 用Multi Head与高速?高精度识别系统、1个Head(1个Beam)的实现高速搭载。
最大140个品种/8mm的元件搭载:· 可以整体搭载品种适应的Feeder进行生产。
作为CM系列的互换性:· 确保Tape Feeder?Head等的与CM系列的互换性。
适应顾客规模扩大的连续性:· 可以确保与CM系列前机种的连续性;· 可以对应生产规模的扩大,最佳的初期投资。
纳入后的进化性也与CM系列同步:· 用必要最低限度的投资,实现Head交换和在CM系列培育的最新技术的展开等在纳入后的进化。
搭载Head与元件对应:用搭载Head交换,追求设备的适应性CM212MPanasonic CM212M继承了松下设备的原有规格,功能。
更大程度提高了设备的综合性价比■高生产性实现了最高54,000 CPH (0.067s/pcs)实际效率38,000 CPH (0.098s/pcs)∙基板搬送时间…3.6 s(~基板 X=215㎜)∙编带拼接治具(选项)∙最多可以同时搭载160种不同的元件■对应高密度的贴装∙0603窄间距贴装∙高精度贴装高速贴装头………0.05mm(Cpk≧1.0)多功能贴装头……0.035mm(Cpk≧1.0)∙可对应APC系统■更好的机种切换性和高稼动率∙MJS(通用料架固定化)∙料架一并交换车(Op)∙PCB固定支撑装置统一交换∙吸嘴交换器(高速贴装头用)■更广泛的部品对应力,模块化交换功能∙0603~□24㎜ t6.5mm/高速贴装头∙0603~100x90㎜ t21mm/多功能贴装头∙贴装头交换=高速贴装头?多功能贴装头∙设置直接托盘供料器,提高部品对应能力∙智能化料架马达驱动方式、气缸驱动方式DT401-MFPanasonic DT401-MF实现广泛的元件对应能力和高精度贴装对应直接吸附托盘的模块化多功能贴装机特征:Specification型号名DT401-M DT401-F 型号KXF-E53C KXF-E64C基版尺寸L 50 mm x W 50 mm to L 330 mm x W 250mmL 50 mm x W 50 mm to L 510 mm x W 460mm贴装节拍0.7s/芯片(编带,散料) 0.8s/QFP(单托盘)1.2s/QFP贴装精度+-50um/ 芯片cpk>1, +-35um/QFP()Cpk>1元件尺寸1005芯片- L100mm x W90mm x T25mm基本更换时间 2.0s 0.9s (基板长度240mm x 以下) 电源三相AC200-400v, 1.7kVA空压源0.49MPa, 150L/m (A.N.R)设备尺寸W 1 260 mm x D 2 512 mm x H 1 430 mm W 1 260 mm x D 2 722mm x H 1 430 mm 重量1400KG 1560KG由于操作条件不同,贴装节拍和贴装精度等值会随之变化详情参照规格说明书直接吸附托盘供料器和料架一次交换台车,提高稼动率。
采用直吸吸附移载贴装头直接吸附托盘元件,能进行各种怪异形状的元件的高速贴装。
稼动中的托盘供给利用装置在供料器上部的补料部,无须停止生产,进行断料时的托盘供给。
料架一次交换台车机种转换时,能一次性更换编带式料架。
采用标准设备的压力控制贴装头,对应插入式连接器压力控制贴装头通过3连装置,能贴装大部分插入式连接器,实现了最大的压力50N。
用可对应1005芯片到BGA,CSP,连接器等大型元件具有广泛的元件对应能力,可贴装1005芯片到BGA,CSP,连接器等大型元件。
采用CM402公用只能化料架有5种能调整送料间距的编带式料架,对应所有的编带品种,也具有散装料架。
CM401-MPanasonic CM401-M小巧紧凑的本体结构,可实现生产率0.12s/芯片(30 000cph)。
最适合中量型、品种多的生产采用无铅焊膏(主要控制基板)特征:Specification型号CM401-M基本尺寸L 50 mm x W 50 mm to L 330 mm x W 250 mm高速贴装头贴装节拍0.12 s/chip,贴装精度+-50um/ 芯片cpk>1元件尺寸0603芯片- L24mm X W24mm多功能贴装头贴装节拍0.42s/QFP贴装精度+- 30 um/ QFP元件尺寸0603芯片- L100mm X W90mm基本更换时间20s电源三相AC200-400v, 1.7kVA空压源0.49MPa, 150L/m (A.N.R)设备尺寸W 1 260 mm x D 2 460 mm x H 1 430 mm 重量1500KG由于操作条件不同,贴装节拍和贴装精度等值会随之变化详情参照规格说明书不对应穿梭式托盘供料器结构紧凑,单位面积生产率高通过高速多功能贴装头和高速高速高精度识别系统的开发实现了超高速、高精度贴装。
同时,小巧经凑的本体结构,可发挥节省空间的优越性智能化料架以5种编带式料架对应以往所有编带式料架即本公司原来的(CM201)66种——〉集中于5种;可调整料间距。
通过对剩余元件的记忆功能,提醒及时补料。
使用8MM的料带时最多可转载108种CM402Panasonic CM402单一平台解决方案:One Platform业界最高产能,0.06S/CHIP(60,000cph)灵活的品种切换能力和广泛的元件对应能力高生产能力:· 实现产能为60000 CPH的高速(系统升级后能够达到66000CPH)· 基板运送时间最快达到 0.9秒。
基板运送灵活,减少运送损失时间高效率:· CP/CPK自检功能,客户能够在设备的使用过程中自己检测设备精度· 0603窄间距贴装元件吸着率和产品一次合格直通率创业界最高记录,如目前大量量产的Ipod MP3· 以程控精密压插来实现手插元件100%的自动化插装。
例如: I/O Port,异型Connector,铜柱等灵活的配线方式:基于一个平台的设计,CM402A/B/C三种型号只需更换头部和添加挂盘式送料器(TRAY)就能够完成高速机/泛用机/综合机的更改· 采用大量成熟的可靠性设计,大幅减少故障停机时间来实现高效率生产。
· 全球最少的生产线料架种类。
总共5种料架就能对应所有的编带元件· 实现编带料架智能化,能根据元件自动选择传送方式,并具有多种其他智能功能· 单机最多能够贴装 216种元件· 一括式小车交换连接/编带/料架等充实周边装置实现不停机换料,实际生产稼动率达到85%-90%高贴装精度:· 高精度贴装 50μm(Cpk≧1.0)高精度base-machine,并与高精度校准功能并· 多种方式灵活组合,满足各种不同需求的生产完善的软件系统:· 简易的制程软件,一次性完成单机优化和生产线平衡优化· 采用LINE COMPUTER管理方式,时时监测生产管理情报和物料使用状况· IPC智能元件追踪系统,不仅能够追踪PCB ID和防止换料出错,而且能够时时对整条生产线进行品质监控和反馈(包括对印刷机和回流炉进行监控)。
特征:· 支持大范围的chip元件贴装,高速机模式的贴装范围为从0201chip 到24mm X 24mm的元件,多功能机模式的贴装范围为0201 chip 到 90mm X 100mm 的元件。
如果您希望在一台贴片机上实现高速机与多功能机的自由切换,那么拥有快速切换平台的CM402正是您的明智之选。
它的高速模式的产能· 产能高达60,000 CPH ,业界最高· 可放置多达216 种料 (用8mm 双料架)· 标准配置小推车式一括换料换料, 料带接驳,连续补料· 电路板传送时间实现 0.9秒灵活的电路板传送降低了传送时间损耗。
· 根据生产对象的变化,用户可以在现场自由切换A,B,C三种生产模式Type A 高速 Head+高速HeadType B 多功能Head+多功能Head (可加挂托盘送料器)Type C 高速 Head+多功能Head (可加挂托盘送料器) 高达60,000CPH,并拥有±50μm 的精度,能够对应最大达18" x 20"的基板。
它的多功能模式产能亦达到17,140 CPH 和±35μm的精度。
CM402除了高速和可切换性,还有一些其他的优点。
它的友好的界面令您的操作和编程更为简单轻松。
它能够做到基板的快速传送和方便的产品切换,能够使生产稼动率损失降到最低。
CM602Panasonic CM602CM402创造了SMT销售的神话,在短短2年多的时间内全球销售超过了3000台。
以其灵活,的组合稳定的生产和卓越的性价比深受广大客户喜爱,广泛运用于笔记本,MP4,手机,数码产品,汽车电子等高端行业。
随着产品加工工艺不断提升,对贴片机也提出了更高的要求。
为了适应行业发展的要求,更好的为客户服务,松下产业株式会社在原有CM402的基础上不断改进开发,造就了新一代贴片机之王--CM602。
CM602不仅沿用了CM402原先的模块,并且根据需要新增加了12吸嘴的高速头和直接吸取式托盘,扩大了原先8个吸嘴高速贴片头的功能,再加上带压力控制功能的3吸嘴多功能头,使其各种不同模块组合方式多达10种,真正意义上实现了模块化,让客户能够现地随意组合搭配。
高速版本的CM602最高速度达到了CPH100,000(Chips/Hour片/小时),单贴片头速度达到CPH25,000,是目前行业中其他设备所无法比拟的。
●XY轴均采用了最新型的线形马达,为CM602提供最强劲的动力。
●运动臂梁和头部采用新的设计和材料,不仅减轻了重量,并大大加强了刚性,使之在运动的过程中更加稳定● X Y轴的运动采用了高速低震动设计。
●线形马达采用了新的冷却设计方案,在高速运动的情况下能够比其他使用线形马达的设备更快速有效的进行冷却,确保马达的运作效率,提高其寿命。