关于电子皮带秤电控系统的设计
基于PLC的电子皮带秤自控系统的设计与实现
基于PLC的电子皮带秤自控系统的设计与实现
电子皮带秤称量物料重量,主要是测量通过电子皮带秤上物料的重力及
皮带的速度来实现计量目的。
电子皮带秤按其使用功能来分类,秤型分为计量秤、控制秤、配比秤。
称重原理
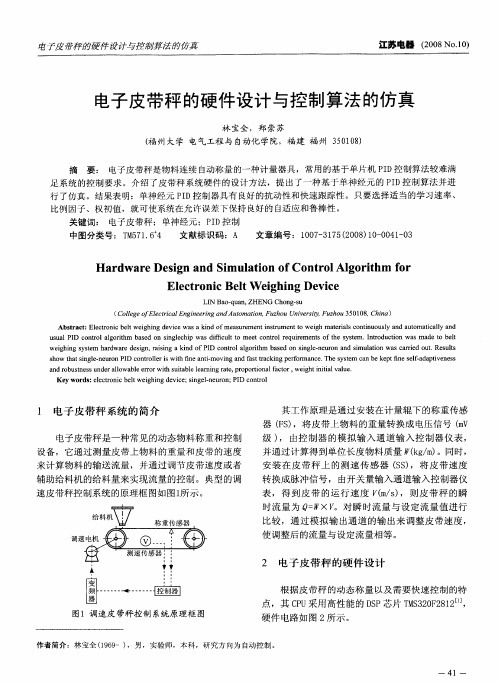
电子皮带秤由机械部分和电控系统两部分组成。
当物料通过皮带秤输送机计量段时CONTROL ENGINEERING China 原创安全所有,物料质量对称重托辊产生压力,称重托辊将这个力作用到负荷传感器上,使传感器上产生一个与这个区段上的物料质量成正比的电信号;同时测速机构产生与皮带速度成正比的脉冲信号。
电控系统完成对信号的处理,显示出重量,瞬时流量、速度等参数。
与传感器顶部相接的称重托辊有单托辊和双托辊,如图1、图2 所示。
PLC 电控系统的硬件组成
电子皮带秤的传动是由一台带有变频器调速的交流电动机传动的,其主要检测元件是一台称重传感器和安装在电动机轴上的编码器。
称重传感器采集输出0~24 mV 正比于物料质量的电压信号,该信号经放大器放大成0~10 V 电压后送入模拟量输入模块,经A/D 转换后再送进CPU 模块进行运算。
同时随着输送机的不断运转,安装于驱动电动机上的光电脉冲编码器发出脉冲,每一个脉冲代表皮带走过的距离,其采集的电动机转速脉冲数送入高速计数模块。
经CPU 模块集中处理运算后输出的模拟数由模拟量输出模块输出变频器的频率,来调节电动机的转速,以达到控制的要求。
还需增加所需的输入输出点位的开关量模块。
由于西门子PLC 以其极高的性能价格比,功能。
电子皮带秤设计及选择

电子皮带秤设计及选择0 引言电子皮带秤产品作为一个工业现场常用的计量产品,用户群体庞大,焦化、水泥、电厂、矿山、冶炼、化工等行业都有很大的用量。
市场前景广阔,它安装在输送机皮带下方,对输送机皮带上的散状物自动进行称量。
1 系统组成电子皮带秤称重系统主要包含:1)称重传感器的秤架;2)测速传感器;3)具有算法软件计算机;4)称重放大变送器组成。
如图1所示。
其中秤架一般由称重托辊、支撑臂、称重臂、横梁、称重传感器组成,支撑臂的一端铰接在输送机的机架上,成为支点,另一端与称重臂的一端垂直固定连接,称重臂的另一端与称重传感器一端垂直悬挂连接,称重传感器的另一端悬挂在横梁上,横梁固定在输送机的机架上,称重托辊垂直悬挂连接,称重传感器的另一端挂在横梁上,横梁固定在输送机的机架上,称重托辊垂直固定在称重臂的中部,直接接触运输皮带,物料的重量通过称重臂传递到传感器。
秤架的作用时是通过称重传感器采集重量信号。
目前各生产厂家的电子皮带秤的放大器大部分是将压力传感器的0-20mv信号经放大后再传送到计量仪表中,这其中有的是将放大器与仪表做成一体,有的是将放大器与仪表分为两个部分。
前一种方式决定了仪表只能放在现场,因为0-20mv信号太弱,无法进行远距离传输。
后一种方式仪表可以不放在现场,但距离不能太远,因为如果距离远,电压传输过程中一方面会衰减,另一方面在复杂的现场环境中电压信号易受干扰。
有的生产厂家采用西门子称重模块,此方式的缺点:一是,称重模块较贵;二是,称重模块是以通信方式将压力信号传送到仪表中,这也决定了称重模块与仪表之间的距离不能远,因为在工业现场中通信是最不可靠的。
在各个应用电子皮带秤的现场中,几乎见不到工控机直接采集多个电子皮带秤放大器信号,从而在工控机上直接进行计量控制的场景,基本上都是计算机与现场的仪表进行通信,从而使控制室的人员能够观察到现场的数据。
其原因一是因为电子皮带秤应用较早,当时没有工控机,生产厂家便形成了固有的只靠仪表来采样计算的模式。
基于plc的电子皮带秤设计
目录摘要 (Ⅰ)Abstract (Ⅱ)引言 (1)第一章总体设计方案 (2)1.1系统的设计原理及控制流程 (2)1.2系统的基本功能介绍 (3)1.3系统的结构和工作过程 (4)第二章系统的软硬件选择及基本控制 (10)2.1 PLC的结构和工作原理 (10)2.2 系统的硬件设计 (14)2.2.1 S7-300的CPU模块(简称为CPU) (14)2.2.2 S7-300的组成和功能 (15)2.2.3 变频器选型及其功能设定 (16)2.3 系统的软件功能及控制 (17)2.3.1 STEP 7的组成 (17)2.3.2 工程创建基本任务和步骤 (18)第三章系统各环节功能设计及检测 (24)3.1 PLC主循环程序OB1和初始化程序OB100 (24)3.2 中断程序OB35 (28)3.3 控制输出功能模块FC1和FC101 (31)3.4 PID运算FB1和FB101 (32)3.5报警功能FC3和FB3 (35)3.6累计功能FC4和FB4 (37)3.7数据检测FB2和FB102 (38)3.8测皮重FB5和FB1O5 (39)3.9标定秤FB6 (42)3.10 运行初始化FC10 (42)3.11仿真模块FB10和FB110 (45)第四章对系统的模拟仿真及调试 (48)4.1模拟仿真组态软件PLCSIM (48)4.1.1 S7-PLCSIM的功能及介绍 (48)4.1.2 S7-PLCSIM的主要组成部分 (48)4.1.3 配置过程 (48)4.2 模拟组态步骤 (50)结论 (51)谢辞 (52)参考文献 (53)河南城建学院毕业设计论文摘要摘要随着计算机、网络、数据库等相关技术的不断发展和完善,自动化系统得到极大的完善。
本说明书根据配料生产的特点和要求,介绍了皮带秤S7-300 PLC自动配料控制系统的设计方案及仿真、使用方法。
系统完成了配料系统的设计要求,并对控制系统的主要控制功能以及结构作了详细的介绍。
基于单片机的电子皮带秤的设计

摘要随着微电子技术的应用,市场上使用的传统称重工具已经满足不了人们的要求。
为了改变传统称重工具在使用上存在的问题,在本设计中将智能化、自动化、人性化用在了电子秤重的控制系统中。
本系统主要由单片机来控制,测量物体重量部分由称重传感器及A/D转换器组成,加上显示单元,此电子皮带秤具备了功能多、性能价格比高、功耗低、系统设计简单、使用方便直观、速度快、测量准确、自动化程度高等特点。
本系统以89C51单片机为主控芯片,外围附以称重电路、显示电路、键盘电路等构成智能称重系统电路板,从而实现自动称重系统的各种控制功能。
可以说,此设计所完成的电子皮带秤很大程度上满足了应用需求。
当被称物体放置在秤体的秤台上时,其重量便通过皮带秤体传递到称重传感器,传感器随之产生力-电效应,将物体的重量转换成与被称物体重量成一定函数关系(一般成正比关系)的电信号(电压或电流等)。
此信号由放大电路进行放大、经滤波后再由模/数(A/D)器进行转换,数字信号再送到微处器的CPU处理,CPU不断扫描键盘和各种功能开关,根据键盘输入内容和各种功能开关的状态进行必要的判断、分析、由仪表的软件来控制各种运算。
运算结果送到内存贮器,需要显示时,CPU发出指令,从内存贮器中读出送到显示器显示,或送打印机打印。
一般地信号的放大、滤波、A/D转换以及信号各种运算处理都在仪表中完成。
关键词:89C51单片机称重传感器 A/D转换器 LED显示器ABSTRACTWith the application of micro-electronics technology, tradition ponderation instrument used in market has been not satisfaction with hunman requirements already. In order to make up for the traditional apparatus shortcoming, we improve the apparatus's control system with intelligence and automation. This system is mainly controlled by microcontroller, the section of height measurement accomplish by supersonic sensor, the section of weight measurement accomplish by weight sensor and A/D transformer, this apparatus have many characteristic such as having more function, consume less energy, small and move easily, low price, measure precisely, the speed is quick, automatic work without people and so on.The system is mainly controlled by the microcontroller89C51, the periphery is consist of the circuit of clock and calendar, the circuit of measure height and weight, the circuit of display and print, all of these comprise the circuit board of the intelligent apparatus of height and weight. It can achieve all function of the apparatus.When he was called in the objects placed on the scale, the weight and belt scales body through to weighing transducer, sensor generates electricity effect - the weight of the object, will be converted to a certain weight called objects (general function relation is proportional to the relationship between signal (the) voltage or current, etc.). This signal by amplifying circuit, the amplification by filter / (A/D) device, digital signals into tiny place of CPU, CPU scanning switch, all sorts of functions and keyboard according to various functions and keyboard input switch to judge, analysis, by the software to control all kinds of instruments. Computational results showed that need to CunZhuQi inside when the CPU, from inside CunZhuQi instruction in reading to display, or send the printer. Generally, the signal filter, A/D conversion and signal processing various operations in instrumentation.Keywords: 89C51singlechip ponderation –sensor A / D converter LED display目录1 前言 (1)1.1 电子皮带秤与称重技术简介 (1)1.2 电子皮带秤的组成 (1)1.2.1 电子皮带秤的基本结构 (1)1.2.2 电子皮带秤的工作原理 (2)1.3 设计思路 (2)2 系统方案论证与选型 (4)2.1 控制器选择 (4)2.2 系统检测部分的硬件选择 (5)2.2.1 传感器的选择 (5)2.2.2 放大电路选择 (6)2.2.3 A/D转换器的选择 (7)2.2.4 键盘处理部分方案论证 (12)2.3 显示电路选择部分 (13)3 系统硬件设计 (14)3.1 微分处理器的发展 (14)3.2 X5045 EEPROM存储芯片介绍 (15)3.3 74LS374芯片和74LS145芯片介绍 (17)3.4 主控电路硬件设计 (18)4 系统软件设计 (19)4.1 程序的总体设计 (19)4.2 系统主程序实现 (19)4.3 子程序设计 (20)4.3.1 系统看门狗介绍 (20)4.3.2 动态显示和按键扫描处理程序实现 (23)4.3.3 A/D转换启动程序实现 (24)4.3.4 显示处理子程序实现 (24)4.3.5 键盘子程序实现 (25)4.4 软件仿真调试 (27)4.5 用户使用说明 (27)4.5.1 控制面板介绍 (27)4.5.2 控制面板功能说明 (28)结论 (29)谢辞 (30)参考文献 (31)附录 (32)1 前言1.1 电子皮带秤与称重技术简介电子皮带秤被广泛地应用于矿山、煤炭、化学工业和码头等行业.他是一种非常重要的动态测量系统。
基于plc控制皮带秤的毕业设计
唐山工业职业技术学院毕业设计题目:基于plc控制皮带秤的毕业设计姓名:高健专业:电气自动化班级:08电气11班学号:指导教师:任伟2011年4月14日前言皮带传输机又称带式输送机,是一种连续输送机械,也是一种通用机械。
皮带输送机被广泛的应用在港口、电厂、钢铁企业,水泥、食品以及轻工业的生产线。
它可以运送散状物料,也可以运送成件物品。
工作过程中噪声较小,结构简单,皮带输送机可用于水平或倾斜运输。
电子皮带秤是用于测量通过皮带传输机的物料的重量,其基本原理是,连续测量通过皮带单位距离的物料重量,同时测量皮带移动了多少个单位距离,在一段时间内将每个单位距离的重量累计起来就是这段时间皮带所运输的货物的总量。
目录前言 (1)1电子皮带秤 (2)1.1电子皮带秤简介 (2)1.2电子皮带秤工作原理 (3)2设计方案分析 (4)2.1设计思想 (4)2.2设计方案组成 (5)3 系统硬件 (6)3.1系统主控制器 (6)3.1.1适用范围 (6)3.1.2 cpu单元设计 (6)3.2称重传感器 (6)3.2.1称重传感器的原理 (7)3.2.2称重传感器的选择 (8)3.2.3称重传感器的安装 (9)3.2.4称重传感器选择注意问题 (10)3.3测速传感器 (11)3.4变频调速原理 (11)3.5电动机功率的选择 (13)3.6变频器 (13)4控制要求 (15)4.1系统的工艺流程 (16)4.2系统的控制流程 (16)4.3PLC控制系统硬件设置 (17)4.4plc外部接线图 (17)5主程序 (18)7总结 (21)参考文献 (21)1 电子皮带秤1.1 电子皮带秤简介皮带秤经历了纯机械式皮带秤、传感器电子仪表皮带秤发展到今天的传感器微机式皮带秤和微机智能化皮带秤,日新月异的电子计算机技术在皮带秤中的应用,极大地提高了皮带秤的计量精度,改善了它的稳定性,简化了操作程序,易于维护,使其广泛应用于各行各业。
电子皮带秤设计
摘要随着传感器、电子技术和微机技术的崛起,称重技术得到了迅速发展,称重装置在数字化,智能化等方面有长足的进步,称重装置的研究与开发也进入了一个新的阶段。
皮带秤等衡器更是作为一种新兴的高技术产业而受到世界各国的普遍关注,进一步采用新技术,开发各种自动称重系统,提高动态称重的准确度,加强网络功能是当今各国发展的重点。
我国的衡器产业已初具规模,但高档次衡器产品技术水平落后,积极开发具有自主知识产权的高档次衡器产品对发展我国的衡器产业具有重要意义。
本课题就是针对电子皮带秤自动称重系统展开的。
皮带秤是安装在皮带输送机的适当位置上,对散状物料自动地进行连续、累计称量的计量器具。
它广泛应用于:散料贸易结算、生产工艺流程中的配料计量及检测控制。
采用双CPU结构,两个CPU之间通过串口进行通讯。
两个CPU之间的这种弱联系,不但能提高控制的实时性,而且能有效的提高系统的可靠性。
本文所述皮带秤微机配料系统以MCS-51系列单片机为下位机,以电子皮带秤为计量设备,单片机控制皮带秤,整个系统以AVR单片机作为上位机进行集中管理。
该系统对运行环境要求低,精度稳定,质量可靠,易于管理。
关键词: 电子皮带秤,串行通信,AVR单片机AbstractWith the sensor, electronic technology, computer technology and the rise of weighing technology have developed rapidly, weighing device in digital, intelligent connection is a great improvement, weighing device research and development has entered a new stage. Weighing scales and other belt is emerging as a high-tech industries and countries around the world, the widespread concern, further introduction of new technology, the development of automatic weighing system to enhance the dynamic weighing accuracy, strengthen the network function is the focus of the development of all countries. China's weighing industry has begun to take shape, but the high-end products weighing technical backwardness, proactively develop our own intellectual property rights in high-grade products weighing on the development of China's weighing industry is of great significance. The issue was aimed at the electronic belt weigher’s automatic weighing system proceed. Belt weigher is installed on the conveyor belt in the appropriate place, the bulk of the material for automatic continuous, weighing a total of measurement apparatus. It is widely used: Bulk trade settlement, the production process of batching control and detection measures.Dual CPU, the CPU between the two through the serial port communication. 2 CPU between the weak links will not only enhance control of the real-time, but can effectively improve the reliability of the system.This paper described belt weigher computer batching system to MCS-51 microcontroller series for the next crew. To Belt Scales for the measurement equipment, SCM control belt weigher, to the entire system as the AVR Microcontroller PC for centralized management. The system of running low environmental requirements, the accuracy of stable, reliable, and easy to manage.Key Words: electronic belt weighing conveyor,Serial Communication,AVR Microcontroller0 引言物料计量是工业生产和贸易流通中的重要环节。
关于电子皮带秤电控系统的设计

关于电子皮带秤电控系统的设计电子皮带秤是一种常用的重量测量设备,广泛应用于物流、矿山、化工等行业。
其实现原理是通过传感器将皮带上的物体的重力信号转化为电信号,然后通过电控系统进行处理和显示。
本文将探讨电子皮带秤电控系统的设计。
首先,电子皮带秤的电控系统需要能够实时的监测物体的重量,并且具备高精度的测量能力。
因此,系统中需要集成高精度的称重传感器,可以选择应变片或者压力传感器等。
这些传感器需要与控制器进行连接,传输实时的重量数据。
其次,电子皮带秤的电控系统需要具备稳定的工作性能。
在传感器信号采集后,需要通过一系列的算法进行处理和滤波,确保得到准确的重量数据。
同时,系统还需要考虑温度变化对称重结果的影响,可以进行温度补偿,提高测量精度。
另外,电子皮带秤电控系统还需要具备一定的自动化控制能力。
比如,可以采用PLC或者微控制器等硬件实现对皮带的自动控制,根据重量信号来调整皮带运行速度,实现物体的连续称重。
此外,系统还可以设置阈值,当物体达到一定重量时触发报警或者停机等操作。
除了重量测量和自动控制外,电子皮带秤电控系统还可以通过通信接口与外部设备进行数据交互。
例如,可以将实时的重量数据传输给上位机,实现数据监控和远程管理。
同时,系统还可以与其他设备进行联动,比如与输送机、提升机等设备进行协同控制,提高生产效率。
在安全性方面,电子皮带秤电控系统需要具备完善的保护机制。
比如,可以设置密码保护,确保只有授权人员才能对系统进行操作。
此外,系统还需要具备故障检测和报警功能,当传感器或者其他部件发生故障时能够及时发出警报,防止事故的发生。
最后,电子皮带秤电控系统的设计需要考虑可靠性和稳定性。
在选择硬件和软件平台时,要考虑其可靠性和兼容性,并进行充分的测试和验证。
此外,系统的架构应该设计合理,方便维护和升级。
总结起来,电子皮带秤电控系统的设计需要考虑到测量精度、自动化控制、数据交互、安全性等多个方面的需求。
通过合理的硬件和软件的选择,系统可以实现准确、稳定和可靠的重量测量和控制功能,满足不同行业的使用需求。
电子皮带秤的硬件设计与控制算法的仿真
足系统 的控制 要求。介绍 了皮带秤系统硬件 的设计方法 ,提 出了一种 基于单神经 元 的 P D控制算 法并进 I
行了仿真 。结果表 明:单神经元 P D控制器具有 良好 的抗动性和快速跟踪性 。只要 选择适当的学 习速率 、 I 比例 因子、权初值 ,就可使系统在允许误差 下保持 良好 的 白适应和鲁棒性 。
关键词: 电子皮带秤 ;单神 经元 ;P D I 控制 中图分类号:T 5 1 64 M 7.+ 文献标识码 :A
文章编号 :10 — 1 5 2 0 ) 0 0 4 — 3 0 7 3 7 (0 8 1— 0 1 0
H a dwa eDe i n a m ul to nt o l o ihm o r r sg nd Si a i n ofCo r l g rt A fr
weg n yse h rwa ed sg ,riiga kn fPI c n o lo i m a e n sn l— e r n a d smuain wa are u . s ls ihig s tm a d r e in asn id o D o t lag rt r h b s do i gen uo n i lto scrido t Reu t
级 ) 由控 制 器 的模 拟 输 入 通 道 输 入 控 制 器仪 表 , ,
并通 过计 算得 到单位 长 度物料 质 量 W k / ) (g m 。同时, 安装 在 皮 带秤 上 的 测 速 传 感 器 (S , 将 皮 带速 度 S)
来计算 物料 的输送 流 量 ,并通 过调 节 皮带速 度 或者 辅 助给 料机 的给料 量 来实 现流 量 的控制 。典型 的调 速 皮带秤 控制 系统 的原 理框 图如 图 l 示 。 所
设计举例:皮带配料秤单片机控制系统共76页文档
6、纪律是自由的第一条件。——黑格 尔 7、纪律是集体的面貌,集体的声音, 集体的 动作, 集体的 表情, 集体的 信念。 ——马 卡连柯
8、我们现在必须完全保持党的纪律, 否则一 切都会 陷入污 泥中。 ——马 克思 9、学校没有纪律便如磨坊没有水。— —夸美 纽斯
10、一个人应该:活泼而守纪律,天 真而不 幼稚, 勇敢而 鲁莽, 倔强而 有原则 ,热情 而不冲 动,乐 观而不 盲目。 ——马 克思
谢谢你的阅读
❖ 知识就是财富 ❖ 丰富你的人生
71、既然我已经踏上这条道路,那么,任何东西都不应妨碍我沿着这条路走下去。——康德 72、家庭成为快乐的种子在外也不致成为障碍物但在旅行之际却是夜间的伴侣。——西塞罗 73、坚持意志伟大的事业需要始终不渝的精神。——伏尔泰 74、路漫漫其修道远,吾将上下而求索。——屈原 75、内外相应,言行相称。——韩非
配料皮带秤PLC自动控制系统设计开题报告

配料皮带秤PLC自动控制系统设计开题报告电信学院毕业设计开题报告电气工程及其班级电气四班姓名白丽霞专业自动化王晓兰肖骏题目类型工程设计学号 10230419 指导教师配料皮带秤PLC自动控制系统设计题目一、选题背景及依据(简述题目的技术背景和设计依据,如实说明选题目的、意义,列出主要参考文献)1、选题背景及依据配料皮带秤在诸多行业的工业生产过程中占有及其重要的地位,配料皮带秤工序的合理性、稳定性、准确性以及快速性直接影响到以后各生产环节的顺利进行。
配料生产系统是一种将多种原料按一定比例混合在一起,进行加工生产出某种产品的过程。
其中配料是生产中必不可缺少的关键环节,落后的配料设备不仅效率低,而且配料不准,手工操作又将人的因素引入配料环节,使工艺配方难以在生产中实现,严重影响产品质量的稳定及进一步提高。
因此实现高精度的快速的配料皮带秤对工业企业生产有极为重要的意义。
目前国内皮带秤自动配料系统主要是采用单片机进行简单的称量计算和PID调节,功能简单,控制精度低,管理功能弱,可靠性不高。
而金川集团镍冶炼厂的皮带秤自动配料系统也采用了单片机控制,其配料车间就有20多台皮带配料秤,只能对分散在厂房每个地方的配料秤主机依次进行设置,对于连续配料的质量有很大的影响,一是会浪费原材料,二是影响生产的顺利进行,重则影响生产效率,在某些重要生产岗位上,配料失误甚至会酿成事故,可见配料精度与配料速度影响着整个生产的质量和产量。
PLC具有高可靠性,丰富的I/O接口模块,模块化结构适合各种工业控制的需要,编程简单易学,安装简单维修方便等特点。
而可靠性高,稳定性好是PLC相比于单片机的最大的优点。
本课题是基于镍冶炼厂皮带配料秤的应用现状,提出皮带配料秤与整个镍冶炼生产过程控制系统集中架构在一起,实现生产过程控制系统与配料系统的集中控制,通过上位机对现场配料情况进行实时监控,并可直接在上位机上进行相关参数的设定,使得整个系统自动化程度和生产效率得到了进一步的提高。
基于DSP的电子皮带秤设计与实现
基于DSP的电子皮带秤设计与实现基于DSP的电子皮带秤设计与实现一、绪论在现代工业领域,电子皮带秤是一种常用的重量测量设备。
它以便捷、高效的方式,将传感器和数字信号处理器(DSP)相结合,实现对物体质量的准确测量。
本文旨在介绍基于DSP的电子皮带秤的设计与实现过程。
二、原理与方法1. 电子皮带秤的原理电子皮带秤的基本原理是利用传感器感知皮带上物体的重量,然后将获得的模拟信号转换为数字信号,最终通过DSP进行信号处理和重量计算。
皮带秤通常由传感器、模拟转数模转换器(ADC)、模数转换器(DAC)、DSP等组成。
2. 硬件设计(1)选择传感器:传感器的精度和稳定性对电子皮带秤的测量结果至关重要。
在选择传感器时,需要考虑物体的质量范围、环境温度、工作条件等因素,并选择合适的称重传感器。
(2)模拟信号转换:将传感器输出的模拟信号转换为数字信号,一般使用ADC实现。
选取合适的ADC芯片,并根据传感器信号特性进行电路设计。
(3)数字信号处理:DSP是电子皮带秤的核心部件,用于将数字信号进行滤波、运算和重量计算等处理。
选择适当的DSP芯片,并进行系统的软硬件设计,以满足实际应用需求。
(4)通信接口:为了方便数据传输和监控,电子皮带秤通常会设计有标准的通信接口,如RS232、RS485等。
根据实际需求选择合适的通信接口,并进行接口电路设计。
3. 软件设计与算法实现(1)信号处理算法:DSP对传感器获得的数据进行处理和计算,得出物体的重量。
在算法设计中,采用合适的滤波算法和重量计算方法,提高测量精度和稳定性。
(2)界面设计:为了方便用户操作和监控,设计友好的用户界面是必要的。
可以通过DSP开发工具进行界面设计,实现数据显示、参数设置、故障报警等功能。
三、实验与结果分析基于上述设计和实现方法,我们搭建了一台电子皮带秤实验系统,并进行了实验验证。
实验结果表明,所设计的电子皮带秤能够准确测量物体的质量,且测量精度高、重复性好。
电子秤控制系统的设计
摘要该设计以51系列单片机AT89S52为控制核心,实现电子秤的基本控制功能。
在设计系统时,为了更好地采用模块化设计法,分步的设计各个单元功能模块,系统的硬件部分可以分为最小系统、数据采集、人机交互界面和系统电源四大部分。
最小系统部分主要包括AT89S52和扩展的外部数据存储器;数据采集部分由压力传感器、信号的前级处理和A/D转换部分组成,包括运算放大器AD620和A/D转换器ICL7135;人机交互界面为键盘输入和点阵式液晶显示,主要使用ZLG7289键盘控制芯片和OCM4x8C显示器,可以方便的输入数据和直观的显示中文。
系统电源以LM317和LM337为核心设计电路以提供系统正常工作电源。
软件部分应用单片机C语言进行编程,实现了该设计的全部控制功能。
该电子秤可以实现基本的称重功能(称重范围为0~9.999Kg,重量误差不大于±0.005Kg),并发挥部分的显示购物清单的功能,可以设置日期和设定十种商品的单价,还具有超量程和欠量程的报警功能。
整个系统结构简单,使用方便,功能齐全,精度高,具有一定的开发价值。
关键词:单片机;采样电路;A/D转换器;液晶显示ABSTRACTThe design is based on the microcontroller AT89S52 system as the core to carry out the basic control function of the electronics steelyard. While designing the system, I adopt the mold piece method to divide the hardware of the system into four parts: the minimum system, sampling circuit, I/O interface and the system power supply. The minimum system mainly includes the AT89S52 and the expanded exterior data memory. Sampling circuit is comprised of a pressure sensor, a differential measuring amplifier AD620 and a A/D converter ICL7135. With the usage of ZLG7289 keyboard control chip and OCM4*8C display, we complete the function of the key board input and the LCD manifestation. The power supply system selects the LM317 and LM337 to design the electric circuit to provide the needed power supply. The software part applies a machine C language to carry out all control function. The electronic steelyard can weigh the scope as 0~9.999Kgs, and the weigh error margin is no bigger than ±0.005Kgs. It also has many other functions, such as displaying the shopping detailed list, setting the date and ten kinds of unit prices of merchandise and overweighing alarm. The whole system is simple, well-found, convenient to use and has high accuracy and certain development value.Key words:microcontroller; sampling circuit; A/D converter;LCD Manifestation目录第一章绪论 (1)1.1 引言 (1)1.2选题背景与意义 (2)1.3 研究现状 (2)1.3.1 影响因素 (2)1.3.2产品质量 (3)1.3.3发展方向 (3)1.3.4电子秤的智能化 (3)1.4 本文的结构 (4)第二章系统方案的设计 (5)2.1 电子秤的设计要求 (5)2.1.1 基本要求 (5)2.1.2 发挥部分 (5)2.1.3 创新部分 (5)2.2 系统工作原理及设计基本思路 (5)2.2.1 系统工作原理 (5)2.2.2 系统设计基本思路 (6)2.3 系统总体设计方案比较与论证 (6)2.4 单片机的选型 (8)2.5 数据采集部分的方案确定 (9)2.5.1 传感器 (9)2.5.2 前级放大器部分 (12)2.5.3 A/D转换器 (15)2.6 人机交互部分 (17)2.6.1 键盘输入 (17)2.6.2 输出显示 (17)2.7 系统电源 (18)2.8 具体实施方案简介 (20)第三章系统硬件设计 (22)3.1 基于AT89S52的主控电路 (22)3.1.1 芯片介绍 (22)3.1.2 主控电路 (26)3.2 基于ICL7135的前端信号处理电路 (27)3.2.1 芯片介绍 (27)3.2.2 信号处理电路 (30)3.3 人机交互界面 (33)3.3.1 键盘控制电路 (33)3.3.2 液晶显示电路 (35)3.4 系统电源 (37)3.4.1 芯片介绍 (37)3.4.2 电源电路 (38)3.5 报警电路 (40)第四章软件流程 (41)4.1 主程序流程图 (41)4.2 主要中断程序流程图 (42)第五章结论 (44)致谢 (46)参考文献 (47)附录A:英文资料 (48)附录B:英文资料翻译 (55)附录C:原理图 (62)附录D:Pcb板图 (63)附录E:元器件清单 (64)第一章绪论1.1引言质量是测量领域中的一个重要参数,称重技术自古以来就被人们所重视。
电子皮带秤及监控软件技术方案

电子皮带秤及联网监控系统技术方案二〇一〇年十一月ICS-XF系列电子皮带秤技术方案1.概述皮带秤作为一种新型、便捷的称量工具在现代企业的生产计量工作中显示出了越来越大的优越性。
它作为一种便捷的工具,可以对散状物料进行实时快速的称量,同时通过通讯还可配合控制电器部分进行实时控制,是松散型物料计量的理想设备。
2.技术特性:●当量精度: 0.5 %●称量范围: 0~5000 吨/时●皮带宽度: 500 ~ 2200mm●皮带速度: 0~5米/秒(恒速或变速均可)●皮带机倾角:-18°~ 18°(无滑动)●仪表和秤架的最大距离:500 米●电源: 220伏±15%●环境温度:秤架-20~50 ℃,仪表0~40 ℃3.电子皮带秤主要功能1.称量:通过重量和速度信号,计算出一秒钟通过的物料量并与以前的称量值累加起来,将累计量和瞬时流量显示在仪表面板的显示器上。
2.调零:测量皮带的平均重量,以便称量时自动去皮。
3.零点自动跟踪:在称量的过程中,仪表自动识别皮带上是否有物料,如果皮带上没有物料就自动进行零点跟踪。
4.实物标定:用已知重量的物料对皮带秤进行标定。
5.实物检验:用已知重量的物料检验皮带秤的精度。
6.挂码标定:用挂砝码的方法进行标定。
7.挂码检验:用挂砝码的方法检验皮带秤的精度。
8.换班自动打印:可设定一到四个打印时间,到时自动打印出时间和各累计量。
9.手动打印:用[打印]键可打印出时间和各计量。
10.键盘锁:设有键盘密码锁。
键盘加锁后可防止无关人员操作仪表。
12.累计查询:可查询一年内的班、日、月、总累计量。
4. 电子皮带秤秤体概述ICS-XF电子皮带秤是以美国拉姆齐14A系列技术为基础,结合我国工矿企业实际情况,研制开发的多功能电子皮带秤,无论是在原理结构、技术性能、称量精度等方面,均优于国内外同类产品,其质量及技术优势如下:先进合理的秤架结构----悬浮式秤架。
悬浮式称架,采用四个高精度传感器,并且四角灵敏度调整一致,悬浮框架吊挂在称重传感器上,因而在皮带秤的称量段内物料的称量更加准确。
关于电子皮带秤电控系统的设计
关于电子皮带秤电控系统的设计电子皮带秤电控系统设计引言:电子皮带秤电控系统是一种用于实时准确测量物料在运输过程中的重量的设备。
该系统由传感器、采集电路、信号处理电路和控制电路等几个部分组成。
本文将详细介绍电子皮带秤电控系统的设计。
一、传感器的选择:在电子皮带秤电控系统中,传感器是测量物料重量的关键组件。
常见的传感器有压力传感器和应变传感器。
压力传感器适用于对物料重量变化较小、精度要求较高的场合;应变传感器适用于对物料重量变化较大、精度要求一般的场合。
在电子皮带秤电控系统中,可以选择应变传感器作为测量物料重量的传感器。
二、采集电路的设计:采集电路用于接收传感器输出的信号,并将其转化为电压信号。
采集电路需要具备高灵敏度、低噪声的特点,以确保对物料重量的测量具有高精度和稳定性。
在设计采集电路时,需要注意以下几个方面:1.传感器信号放大:采集电路需要对传感器输出的微弱信号进行放大,以提高信号的可检测性。
2.噪声抑制:采集电路需要具备较强的抗干扰能力,以保证在复杂的工作环境下能够获得稳定可靠的信号。
3.电压稳定:采集电路需要保持较稳定的输入电压,以确保测量的准确性和重复性。
三、信号处理电路的设计:信号处理电路用于对采集到的信号进行滤波和调理,以得到可用于控制系统的电气信号。
信号处理电路的设计需要考虑以下几个方面:1.滤波:采集到的信号可能存在噪声,需要通过滤波器对其进行滤波,以去除不必要的噪声成分。
2.数字模拟转换:采集到的信号通常是模拟信号,需要使用模数转换器将其转换为数字信号,以便于后续的数字信号处理和控制。
3.信号调理:根据具体的应用需求,可能需要对采集到的信号做一些调整,例如增益调整、零点校正等。
四、控制电路的设计:控制电路用于根据信号的变化来控制物料运输系统的运行状态。
1.控制逻辑:根据物料重量的变化来控制运输系统的起、停和转速等,以确保物料的正常运输和准确称重。
2.电机驱动:控制电路需要驱动电机来控制皮带输送物料。
新型分布式电子皮带秤的设计
新型分布式电子皮带秤的设计1. 引言- 研究背景- 研究意义- 研究目的2. 相关技术与理论- 电子皮带秤的发展历程- 分布式控制理论- 网络通信技术3. 设计方案- 系统总体设计- 硬件设计- 传感器选择与布置- 控制器选择与设计- 软件设计- 软件架构设计- 编码实现4. 系统测试与分析- 构建实验平台- 测试数据分析- 系统性能评估5. 结论与展望- 结果总结- 问题与不足- 发展前景分析- 改进方案与展望注:以上提纲仅供参考,实际论文中章节的数量和内容可能会根据研究的具体情况而有所调整。
第1章节:引言随着工业、农业以及物流行业的不断发展,重量测量成为了许多工业和商业领域必不可少的过程。
电子皮带秤作为流程自动化和数字化的有力工具,已被广泛应用于工业生产、物流管理等领域,但传统电子皮带秤存在故障率高、精度不够、安装维护麻烦等问题。
近年来,分布式控制技术已经成为了工业自动化领域的研究热点,其通过将多个控制器互联,形成一个完整的控制系统,具有可扩展性高、安全性强、维护灵活等诸多优势,并能够有效解决传统电子皮带秤存在的问题。
因此,本论文旨在通过研究分布式控制技术,设计一种新型分布式电子皮带秤,以提高电子皮带秤的测量精度、降低故障率、提升控制系统的可靠性和安全性。
本章主要涵盖以下三个方面:1.1 研究背景电子皮带秤作为一种重要的工业自动化设备,其在矿山、煤矿、港口等重量测量领域占据着重要地位。
然而,传统电子皮带秤存在一些问题。
首先,由于数据处理单元通常安装在皮带秤控制箱上,长期工作,易发生故障。
其次,传统电子皮带秤的测量精度较低,无法满足高精度要求的实际应用需求。
最后,该系统的安装部署工作繁琐,维护起来十分麻烦。
针对以上问题,本论文提出了新型的分布式电子皮带秤方案,通过多控制器联合控制,以提高测量精度、降低故障率、提高系统的可靠性和安全性。
1.2 研究意义随着工业自动化和数字化进程的不断加速,电子皮带秤将在更多领域得到广泛应用。
电子皮带秤电控系统设计毕业设计.doc

电子皮带秤电控系统设计毕业设计1 电子皮带秤1.1 电子皮带秤简介皮带秤经历了纯机械式皮带秤、传感器电子仪表皮带秤发展到今天的传感器微机式皮带秤和微机智能化皮带秤,日新月异的电子计算机技术在皮带秤中的应用,极大地提高了皮带秤的计量精度,改善了它的稳定性,简化了操作程序,易于维护,使其广泛应用于各行各业。
皮带秤具有动态测量和自动在线测量等优点,被广泛应用于产品的定量包装和工业配料等工业现场,不仅起到减员增效、节支创收和减少误差的作用,而且加强了企业的管理,缩短作业时间,改善了操作条件,提高劳动生产率,降低劳动强度,从而大大提高了生产的自动化程度,被广泛应用于煤炭、石油、化工、电力、轻工、冶金、矿山、交通运输、港口、建筑、机械制造和国防等各个领域。
皮带秤正以其独特的优势,作为一种新兴的高技术产业受到全世界的普遍关注,具有十分广阔的发展前景[1]。
目前,电子衡器在全球衡器市场占据主导地位,世界衡器产值有50多亿美元,美国、德国、日本、英国、意大利等国家都掌握先进的称重技术。
美国衡器产值约10亿美元,其中,重型衡器和包装系统比例很大;在意大利,包装系统占衡器产值的80%以上;德国1998年衡器产值为13.24亿马克,其中工业、商业秤9.00亿马克,家用秤1.1亿马克,精密级衡器1亿马克,称重部件2.14亿马克。
日本衡器年产值约1000亿日元,在日本1台自动定量包装秤价格从200万到2000万日元;全球衡器出口贸易额约18亿美元。
在出口贸易中,德国占31%,日本占18%,美国占18%,法国占7%。
电子皮带秤在全球范围的应用也越发的广泛。
美国设置有专门技术服务公司,有偿地为工矿企业中的皮带秤进行各种咨询和技术服务,确保了这种秤在现场使用中的计量性宗旨。
荷兰菲利普(PHILIPS)公司的专家从1966年开始在该公司的试验装置上经过反复试验研究,开创了多托辊皮带秤的计量性能优于单托辊的理论,成了高精度皮带秤在机械秤架设计方面的一个新起点。
皮带配料秤单片机控制系统毕业设计[管理资料]
![皮带配料秤单片机控制系统毕业设计[管理资料]](https://img.taocdn.com/s3/m/48c497e8964bcf84b8d57b7c.png)
第1章绪论基于皮带配料秤单片机控制系统是在总结比较现有多种配料系统的总体结构,控制方法的基础上,并结合微机配料生产过程自动化要求不断提高的情况以及配料秤系统本身所处环境和所控对象特殊性、多样性的情况下设计研制而成的。
该系统是一种用于测量和控制皮带输送机的速度和物料流量的实时控制器。
实现了自动化管理,具有技术先进、功能比较完备、操作简单、应用灵活、运行可靠等优点。
皮带输送机广泛地应用于矿山、冶金、码头和化工等行业,对于散装的固态原料(如矿石、水泥、煤粉)进行自动输送,特别适合于高温、高空和有害环境下作业。
对于食品等工农业生产也有很大的作用,例如:饲料的生产需根据各种牲畜的生长规律,在不同的生长期需要成份含量不同的饲料;各种化工产品、建筑材料、农药的生产也是一样。
配料质量控制的优劣直接关系着下游生产能否顺利进行。
一方面为了提高产品的质量和产量,提高生产效率,另一方面对特殊性、多样性的环境,可以减轻岗位工人的劳动强度,保护了工人的安全。
鉴于这种情况,我们就需要高精度高速度的皮带配料秤单片机控制器来进行自动控制。
同时,优化设计研制技术先进、设备成熟、经济实用的单片机配料控制系统至关重要。
目前利用单片机和微机组成的皮带配料秤单片机控制器已广泛地应用在冶金、化工、建材、饲料加工等诸多行业,皮带配料秤控制系统不仅具有自动化程度高,配料连续性好,操作人员劳动强度低,而且配料精度高,产品质量容易控制,还能实现动态物料的配比,自动和手动相结合,实现自动跟踪误差调整、自动称重、自动混合、自动显示。
因此使用皮带配料秤单片机控制器能明显地提高工作效率,增加经济效益,提高管理的现代化水平。
随着单片机技术和微电子技术的发展,配料控制系统的发展经历了人工手动控制、机械电气控制、单片机控制、工业控制计算机集中控制等几个阶段。
第一阶段中,微机配料设备庞大,各设备之间互不联系,或联系甚少,由现场的操作人员决定是否要调整控制器。
一个操作人员只能监视和操作一个至两个计量秤,并且手工记录配料的相关数据,在很大程度上产品的质量取决于操作员的熟练程度。
电子皮带秤的检测控制系统_邮政及物流设备设计_[共7页]
![电子皮带秤的检测控制系统_邮政及物流设备设计_[共7页]](https://img.taocdn.com/s3/m/46c67071f524ccbff02184b0.png)
邮政及物流设备设计– 156 –图4-31 称重传感器与放大器四线联接图4-32 称重传感器与放大器六线联接图图4-32中A 1为仪表用放大电路,完成对传感器的输出信号的放大功能,然后送A /D 转换器的信号输入端,图中A 2放大器则对传感器内部桥路上电源电压进行检测、处理后送往A /D 转换器的参考电源端。
由于读数=10 000V in /V REF ,如果供桥电源发生变化,V REF 和V in 都发生变化,A /D 转换器的输出可以做到不变。
另外,由于传感器的6根线都在同一个屏蔽层内,每根线都同时受到外层的电磁干扰,采取这种电路后,也可以减少这类干扰。
5.称重传感器的各种补偿电阻应变称重传感器在将各应变引线连接成桥路之后,虽然在输入端加上供桥电压,输出端就可得到反应称量大小的输出信号,但是由于传感器受到种种因素的影响,而会产生一系列误差,因此在实际使用之前,必须对传感器进行一系列补偿和调整工作,其中包括零点补偿、温度补偿、灵敏系数调整、非线性误差以及输入输出电阻标准化调整等。
经补偿和调整后的传感器性能指标都会大大提高,并能使有关参数满足标准化要求,便于使用和更换。
五、电子皮带秤的检测控制系统1.系统组成图4-33所示为实际使用并可用于试验研究的电子皮带秤的检测、控制系统的框图。
该系统由一次变换元件(称重传感器及其供电电源)、光电开关、二次仪表及上位计算机组成。
称重传感器采用s 型电阻应变片式传感器,将物件荷重转变为−10V ~10V 的模拟信号,量程为40kg ,精度0.02%FS ;光电开关采用带反射板的光电传感器,用来检测物件的到来,将称重信号传输至二次仪表,以启动测试程序;二次仪表完成数据采集、数据处理、显示、条形码扫描功能,通过以太网将物件的质量信息和条形码传输至上位PC ,并能接收PC 发来的指令,调整数据采集方式;上位PC 用于接收从现场测试单元传来的数据,以直观的图形方式进行显示,供观察分析,可将数据存盘或重新读入显示,以进行比较,并可向二次仪表发送指令。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
关于电子皮带秤电控系统的设计1 电子皮带秤1.1 电子皮带秤简介皮带秤经历了纯机械式皮带秤、传感器电子仪表皮带秤发展到今天的传感器微机式皮带秤和微机智能化皮带秤,日新月异的电子计算机技术在皮带秤中的应用,极大地提高了皮带秤的计量精度,改善了它的稳定性,简化了操作程序,易于维护,使其广泛应用于各行各业。
皮带秤具有动态测量和自动在线测量等优点,被广泛应用于产品的定量包装和工业配料等工业现场,不仅起到减员增效、节支创收和减少误差的作用,而且加强了企业的管理,缩短作业时间,改善了操作条件,提高劳动生产率,降低劳动强度,从而大大提高了生产的自动化程度,被广泛应用于煤炭、石油、化工、电力、轻工、冶金、矿山、交通运输、港口、建筑、机械制造和国防等各个领域。
皮带秤正以其独特的优势,作为一种新兴的高技术产业受到全世界的普遍关注,具有十分广阔的发展前景[1]。
目前,电子衡器在全球衡器市场占据主导地位,世界衡器产值有50多亿美元,美国、德国、日本、英国、意大利等国家都掌握先进的称重技术。
美国衡器产值约10亿美元,其中,重型衡器和包装系统比例很大;在意大利,包装系统占衡器产值的80%以上;德国1998年衡器产值为13.24亿马克,其中工业、商业秤9.00亿马克,家用秤1.1亿马克,精密级衡器1亿马克,称重部件2.14亿马克。
日本衡器年产值约1000亿日元,在日本1台自动定量包装秤价格从200万到2000万日元;全球衡器出口贸易额约18亿美元。
在出口贸易中,德国占31%,日本占18%,美国占18%,法国占7%。
电子皮带秤在全球范围的应用也越发的广泛。
美国设置有专门技术服务公司,有偿地为工矿企业中的皮带秤进行各种咨询和技术服务,确保了这种秤在现场使用中的计量性宗旨。
荷兰菲利普(PHILIPS)公司的专家从1966年开始在该公司的试验装置上经过反复试验研究,开创了多托辊皮带秤的计量性能优于单托辊的理论,成了高精度皮带秤在机械秤架设计方面的一个新起点。
北欧的瑞典、挪威在皮带秤的现场维护技术上有出色的成就,这些国家早就把皮带秤做为散料进出口贸易结算的公证秤,使用中的计量准确度为0.2%。
就国内而言,也有相当数量规模较大的外资企业和新兴企业,拥有先进开发手段和现代制造、检查装备。
随着皮带秤国家标准和检定规程的发布,使皮带秤产品规范化有了依据,皮带秤的检测技术受到广泛的重视。
我们需要通过国际技术转让、国际技术交流、国际间的资本流动、人才流动来装备我国衡器企业,以此将产品推向现代化、推向国际市场。
我国的衡器行业是一个具有漫长发展历史的传统产业和重要的基础行业。
近十多年来,我国称重传感器技术与制造工艺也取得较大进步。
据海关统计,我国共向世界六大洲160多个国家和地区出口衡器和天平,可以说是称重传感器生产大国[2],但总体质量水平与国际同类产品相比还有较大差距。
现如今,各种新技术不断涌现,处于全国各种企业大力进行技术革新的形式下,市场对电子皮带秤的需求增大,我国也一直在加大对电子皮带秤的研究。
电子皮带秤是一种动态控制型衡器,它利用皮带运转,将皮带上运载的物料进行称重、累计,并能根据设定流量的要求调整皮带速度,以使物料流量达到设定流量,显示或打印计量。
1.2 电子皮带秤的结构及工作原理皮带秤组成大致可分为秤架、称重传感器、速度传感器和显示控制器等几个部分。
1.秤架2.称重传感器3.测速传感器4.现场放大器5.主控计算机6.显示器图1-1电子皮带秤结构图Fig.1-1 Structure of electronic skin belt weight meter皮带秤是对散状物料自动连续、累计称量的计量器具。
连续、自动称重是皮带秤的主要特点[3]。
设对皮带秤速度的测试时间间隔为1秒,即每隔1秒计算一次速度值,单位为/m s;对重量的测试为50次/秒,单位为/kg m ;重量乘以速度,乘以3600,再乘以50,就得到0.02秒时间间隔内的瞬时流量,单位为/kg h 。
因为皮带称量段上的物料量分布不均匀和皮带速度的变化,所以本系统先计算出每0.02秒的时间间隔内的瞬时流量()Q t ,单位为/kg h :00()fs fs fsad ad p Q n Q ad ad p -=⨯⨯- (1-1) 式中:ad ——加载时A/D 转换器的数据量;0ad ——空载时,定时为皮带秤运行整数圈时间,A/D 转换器输出的平均值(定时不足3分钟检测后应该归算到3分钟);fs ad ——满度加载时A/D 转换器的数据量;fs Q ——满度瞬时流量值,单位为/kg h ;P ——加载时1秒内的速度脉冲数;fs P ——1秒内的满度速度脉冲数。
接着把瞬时流量对时间进行积分,得到累积流量G ,其数值算法公式为:()503600Q n G =⨯∑(1-2) 式中:G ——累计流量,单位为kg ;()Q n ——瞬时输送量,单位为/kg h ;2 设计方案分析实际生产工艺中的物料配送是由多台皮带秤配合完成的,使原材料成比例的添加到反应器内,只要我们对运送最主要的原料的电子皮带秤进行严格的控制,并根据它的参数变化以及物料的流量变化进行对其他配料皮带秤调节,完成物料配送过程。
电子皮带秤的皮带下面有一个压力传感器,把信号经过放大器,A/D转换器传给单片机,通过单片机处理后以数字形式显示出来,有瞬时流量和累积流量,皮带机的电机是个变频电机,可通过变频来调节送料速度,以使物料流量达到设定流量[4]。
此次对电子皮带秤的电控系统进行设计包括:检测电路,键盘电路,LCD显示电路以及输出控制电路等部分的设计。
2.1 设计思想输送带的实时称重系统是对散状物料自动的连续、累计称量。
为了测得运动的输送带上单位长度的瞬时流量,某一段距离的物料重量,或一段时间和一段距离的累积重量。
这些量在理论上的计算,可用积分法的数学模式来演算。
图2-1皮带秤系统构图Fig.2-1 Illustration of lectronic skin belt weight meter system输送带输送物料时,主控机连续测量输送带上每单位长度的载荷值(/)q kg m并与皮带在同一时刻的速度(/)v m s相乘,测得结果为物料的瞬时流量(/)q v kg s∙。
因物料输送的不均匀性和输送带速度随时间变化,所以在T时间间隔的累计流量可以用以下积分式表示。
0()()Tw q t v t dt=⎰(1-1)式中:w一T时间间隔的物料累计量kg或t;T一物料通过秤的时间s或h;kg m;q一皮带单位长度上的物料重量/v一物料在皮带上的运行速度/m s。
首先,物料下落到输送带A轮和B轮之间的位置上,经过B轮位置时已达到稳定的速度开始进入称重区域。
这样的机构设计减小了物料对输送带的冲击,从而使秤架尽可能的将输送带负荷按一定比例传递到传感器上,获得较好的称重效果。
当被称物料通过输送带输送部分到达固定轮B位置以后,物料开始在重力作用下通过输送带秤架对传感器的受力部位作用,使称重传感器内部的弹性体产生形变,贴附于弹性体应变梁上的应变计将变形转变为电阻变化,惠斯顿桥路失去平衡,输出与所受力的数值成比例的电信号,经线性放大器将信号放大,得到可以直接通过数据采集卡采集的电压信号,经采集卡中的A/D转换器转换为数字信号以后输入到计算机中,进行数据处理和分析。
2.2 设计方案组成图2-2 设计系统结构框图Fig.2-2 Structure of Designing system电子皮带秤的电控系统设计主要包括如下几部分:A/D转换、数据处理、数据显示、数据存储、数据传输、自动控制。
A/D选用的是高精度的A/D转换器AD7710。
A/D转换之后的数据需要单片机进行处理,单片机采用的是AT89C51,其所具有的高集成度既简化了设计又降低了成本。
输出通道采用D/A转换器TLV5614芯片完成,模拟量输出送变频器,通过它调节皮带电机。
数据显示采用液晶显示模块,人机界面友好。
通过对皮带秤一些简单的抗干扰实验,提出了一些简单的硬件可靠性设计。
3 系统的硬件设计3.1 系统的主控制器AT89C51是美国ATMEL公司生产的低电压,高性能CMOS8位微处理器,俗称单片机。
片内含4K字节可反复擦写的只读存储器(PEROM)和128字节的随机存取数据存储器(RAM),器件采用ATMEL公司的高密度、非易失性存储技术生产,与工业标准的MCS-51指令集和输出管脚相兼容。
片内置多功能8位中央处理器(CPU)和Flash闪烁存储器,功能强大的ATMEL的AT89C51是一种高效微控制器,为很多控制系统提供了一种高灵活性、且高性价比的方案。
3.1.1 主要特性及其结构AT89C51单片机是具有强大功能,高性能的8位单片机,它的主要特点能与MCS-51 兼容;并特有的4K字节可重擦写编程闪烁存储器,有1000次写/擦循环的读写寿命;又长达10年的数据保留时间;0Hz-24Hz全静态工作;还有三级程序存储器锁定;内部RAM为128×8位的;32可编程I/O口线,内部具有两个16位定时器/计数器;单片机有5个中断源;还有必不可缺的可编程串行通道;还有低功耗的空闲和掉电模式;片内振荡器和时钟电路等,AT89C51作为本系统的核心部件,它的功能齐全,能够完成电子皮带秤的控制任务。
VCC:电源电压。
GND:接地。
P0口:8位漏级开路双向I/O口,每脚可吸收8TTL门电流。
当P1口的管脚第一次写1时,被定义为高阻输入。
P0能够用于外部程序数据存储器,它可以被定义为数据/地址的第八位。
在FIASH编程时,P0 口作为原码输入口,当FIASH进行校验时,P0输出原码,此时P0外部必须被拉高。
P1口:内部提供上拉电阻的8位双向I/O口,P1口缓冲器能接收输出4TTL门电流。
P1口管脚写入1后,被内部上拉为高,可用作输入,P1口被外部下拉为低电平时,将输出电流,这是由于内部上拉的缘故。
在FLASH编程和校验时,P1口作为第八位地址接收。
P2口:内部上拉电阻的8位双向I/O口,P2口缓冲器可接收,输出4个TTL门电流,当P2口被写―1‖时,其管脚被内部上拉电阻拉高,且作为输入。
并因此作为输入时,P2口的管脚被外部拉低,将输出电流。
这是由于内部上拉的缘故。
P2口当用于外部程序存储器或16位地址外部数据存储器进行存取时,P2口输出地址的高八位。
在给出地址―1‖时,它利用内部上拉优势,当对外部八位地址数据存储器进行读写时,P2口输出其特殊功能寄存器的内容。
P2口在FLASH编程和校验时接收高八位地址信号和控制信号。
图3-1 AT89C51引脚图Fig.3-1 C hip’pin of AT89C51P3口:8个带内部上拉电阻的双向I/O口,可接收输出4个TTL门电流。