焊接过程记录
焊接过程记录表

焊缝表面质量检验单
产品名称
零件名称
焊缝类型
班组
产品图号
,
零件图号
焊接方法
焊工代号
产品编号
材质
^
焊缝位置
工件编号
规格
Ф
施焊日期
检
}
验
记
录
类别
外表面
内表面
表面缺陷
焊缝
最高
咬边深度
连续长度
…
余高
最低
熔渣飞溅物
总长
焊缝宽度
!
最宽
其它:
最窄
焊角高度
结 论
检 验 员
年 月 日
{
焊接过程记录表
产品图号
焊件图号
母材
产品编号
容器类别
¥
产品名称
焊件名称
规格
Ф
台份编号
施焊班组
;
施焊
项目
焊工
代号
焊缝
类型
焊接
方法
焊接
/
位置
数量
焊接材料
焊接规范参数
(
焊材
规格
焊剂
烘干温度
电源及极性
层数ቤተ መጻሕፍቲ ባይዱ
电流
电压
焊速(cm/min)
]
℃
(
\
℃
^
℃
》
/
℃
,
℃
》
*
℃
^
℃
>
\
℃
》
℃
.
说明
施焊者:
年 月 日
检验员:
年 月 日
核电焊工连续操作记录表格
核电焊工连续操作记录表格全文共四篇示例,供读者参考第一篇示例:核电焊工连续操作记录表格是核电厂在进行焊接作业时用于记录焊工连续操作情况的重要文档。
这一表格是非常重要的,因为焊接是核电厂中涉及的一个重要环节,焊接作业的质量直接关系到核电厂的安全运行。
通过记录焊工的操作情况,可以及时发现问题,保证焊接质量,确保核电厂的安全运行。
核电焊工连续操作记录表格通常包含以下内容:1. 日期和时间:记录焊接作业的日期和时间,以便对焊接过程进行追溯和监控。
2. 焊工信息:记录焊工的姓名、职务和联系方式,方便核电厂管理人员对焊工进行管理和协调。
3. 焊接位置:记录焊接作业的位置,包括工作区域、设备名称等信息,便于日后维护和检查。
4. 焊接材料:记录所使用的焊接材料的品牌、型号、规格等信息,以便核电厂管理部门对焊接材料的来源和质量进行追溯和监控。
5. 焊接设备:记录使用的焊接设备的品牌、型号、参数等信息,以保证焊接设备的正常运行。
6. 焊接工艺:记录所采用的焊接工艺,包括焊接方法、焊接电流、焊接电压、焊接速度等信息,确保焊接作业符合规范要求。
8. 焊接人员签名:焊工在完成焊接作业后需要在表格上签字确认,表示已经按照规范进行了焊接作业。
9. 管理人员确认:焊接作业完成后,管理人员需要对焊接作业进行确认,包括检查焊接质量、签字确认等。
第二篇示例:核电焊工连续操作记录表格为了确保核电站设备的安全运行,核电焊工在进行焊接作业时需要严格按照相关规定和操作流程进行操作。
为了记录焊接工作的实施情况,制定了核电焊工连续操作记录表格,以便对焊接过程进行监控和管理。
本文将介绍核电焊工连续操作记录表格的内容和填写要点。
一、表格内容1. 项目信息:记录焊接作业的项目名称、设备类型、工作地点等基本信息。
2. 工作人员信息:记录参与焊接作业的工作人员的姓名、工号、职务等信息。
3. 焊接材料信息:记录使用的焊接材料的型号、规格、批次等信息。
5. 焊接参数:记录焊接过程中的焊接参数,包括焊接电流、焊接电压、焊接速度等信息。
焊接特殊过程能力确认记录
焊接特殊过程能力确认记录
特殊过程确认表
工序名称:焊接
序号 1
人员鉴定内容:是否熟练作业指导书、是否有一年以上工作经验、是否持有焊工证
鉴定时间:2016.7.18
操作人员:XXX
鉴定结论:合格
鉴定人:XXX
序号 2
设备鉴定内容:设备是否完好状态、气压表是否检定合格、是否编制了操作规程
鉴定时间:2016.6.18
测试鉴定时间:-
鉴定结论:合格
鉴定人:XXX
序号 3
焊丝检查:焊丝夹头是否破损、焊丝规格是否φ1.6-2.0
过程参数内容:电压220-380V、焊接电流设置180-200A
鉴定时间:2016.7.18
鉴定结论:合格
鉴定人:XXX
产品检验:
产品质量符合要求,产品合格。
结论:
设备能够正常生产,产品质量合格,能够达到生产和质量要求。
人员能够了解工艺及产品质量要求,能够正确操作设备,使用的工艺参数适宜。
注:首先要对特殊过程进行识别,然后对一个特殊过程分别进行能力评定。
能力评定一般从人员能力、设备及其过程参数等三方面进行。
人员能力:首先是审查其上岗资格,从事本过程的丰富经验和业绩。
设备能力:审查是否满足工艺方案和质量保证措施的要求。
管道焊接工作记录

管道焊接工作记录
焊 口 编 号 焊 接 位 置 Z G Z
工程名称:蒲城70万吨/年煤制烯烃项目 单元名称:气化装置/灰水处理(704) 实际 预热 焊接日期 温度 ℃ 氩电联焊 ER316L/A022 氩电联焊 ER316L/A022 氩电联焊 ER316L/A022 / / / 月 12 11 12 日 11 15 15 PCEC-1704RT-413 PCEC-1704RT-413 PCEC-1704RT-413 / / / 无损检测 报告编号 热处理 报告编号
记录人:专业工程师
质量工程师:
SH/T 3543-G403 规 mm 格
管道焊接工作记录
焊 口 编 号 焊 接 位 置
工程名称:蒲城70万吨/年煤制烯烃项目 单元名称:气化装置/灰水处理(704) 实际 预热 焊接日期 温度 ℃ 月 日 年 月 日 无损检测 报告编号 热处理 报告编号
焊工 代号
管道编号
焊工 代号
管道编号
材 质
单线图号
焊接方法
焊材牌号
PC314 704AS-2005-6"-E2E-H 7R1 Φ 168.3*12 PC314 704AS-2005-6"-E2E-H 5K PC314 704AS-2005-6"-E2E-H 4K 以下空白 Φ 168.3*12 Φ 168.3*12
00Cr17Ni14MO2 70070400-0054 00Cr17Ni14MO2 70070400-0054 00Cr17Ni14MO2 70070400-0054
材 质
单线图号
焊接方法
焊材牌号
日期:
年
月
日Hale Waihona Puke 日期:
焊接过程特殊过程确认记录表

焊接过程特殊过程确认
记录表
文档编制序号:[KK8UY-LL9IO69-TTO6M3-MTOL89-FTT688]
特殊过程确认记录表
附件一
焊接工上岗考核试卷
姓名:得分:
问答题:第5和9题每题各15分,其他每题10分.
一、焊接机在开机之前要检查哪些事项?
二、如何对机器进行清理?
三、操作过程中要注意哪些安全事项?
四、如何对不同的产品进行标识别?
五、怎么判断产品是符合客户要求的?你在操作的过程中多如何去做了?
六、发生品质问题是如何处理的?
七、机器的日常保养都要做哪些工作?
八、关闭机器后要确认哪些事项?
九、解释什么是5S,以及作好5S的好处?。
焊接过程记录与检查表

. . .. . .
焊接过程记录与检查表(环焊缝)
.. .专业. .
说明:1―记录频率:每隔2小时/次。
2―检验人员检查操作者是否按操作者自检记录表容执行
.. .专业. .
. . .. . .
焊接过程记录与检查表(角焊缝)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .
. . .. . .
焊接过程记录与检查表(闪光对接焊)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .
. . .. . .
焊接过程记录与检查表(电阻对接焊)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .。
焊接过程与检验记录表

产品名称:
规格型号:
产品编号:
序号
流程
检验项目和记录
作业者
检查者
日期
ቤተ መጻሕፍቲ ባይዱ备注
签字
结果
签字
结果
1
焊前确认
焊丝焊条确认:OK/NO
焊接材质确认:OK/NO
焊接部位表面质量:OK/NO
2
衬套焊接
焊接方式:
焊缝外观质量:OK/NO
焊接无损检测:OK/NO
焊缝返修次数:返修质量:OK/NO
3
接管法兰焊接
焊接方式:
焊缝外观质量:OK/NO
垂直度:OK/NO
高度:OK/NO
法兰对正:OK/NO
焊缝返修次数:返修质量:OK/NO
4
地脚、堵块、滚轮支架等其他焊接
焊接方式:
焊缝质量:OK/NO
焊接尺寸符合图纸要求:OK/NO
焊缝返修次数:返修质量:OK/NO
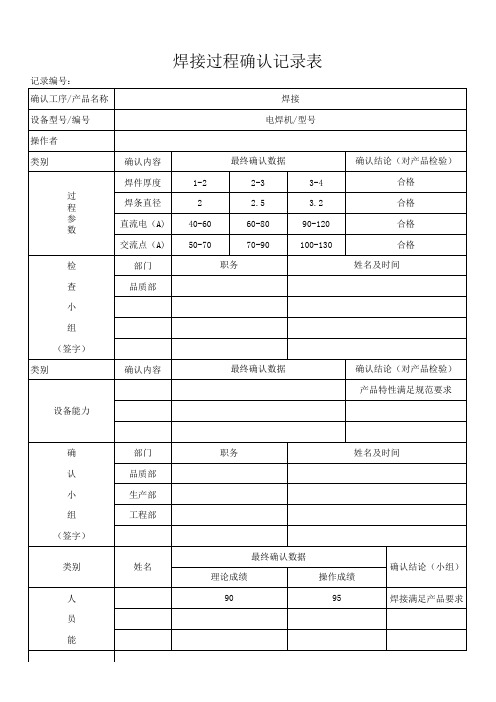
焊接过程确认记录表
最终确认数据
设备能力
确认结论(对产品检验) 合格 合格 合格 合格
姓名及时间
确认结论(对产品检验) 产品特性满足规范要求
确 认 小 组 (签字)
类别
人 员 能
部门 品质部 生产部 工程部
姓名
职务
姓名及时间最终确认数据 Nhomakorabea理论成绩
操作成绩
90
95
确认结论(小组) 焊接满足产品要求
记录编号: 确认工序/产品名称
焊接过程确认记录表
焊接
设备型号/编号
电焊机/型号
操作者
类别
确认内容
最终确认数据
焊件厚度
1-2
2-3
3-4
过
程
焊条直径
2
2.5
3.2
参 数
直流电(A) 40-60
60-80
90-120
交流点(A) 50-70
70-90
100-130
检
部门
职务
查
品质部
小
组
(签字)
类别
确认内容
焊接工序特殊过程确认记录
对于生产上的辅助设备包括配件等。在我国有些企业经常会因为机器缺少配件给停工。
确认人员/日期:
5监控及记录情况确认:(测)
建立有焊接过程的验收记录并配置合格的监测设备进行控制。验收记录涉及监控内容如:焊接电流、时间、焊材等参数要求;确保焊接过程的质量符合要求。
确认人员/日期:
确认结论:
□过程能力充分,达到实现所策划的结果的能力。
确认人员/日期:
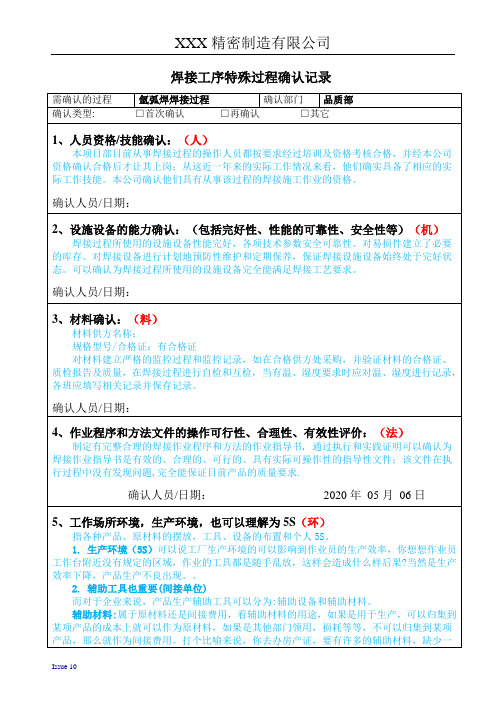
3、材料确认:(料)
材料供方名称:
规格型号/合格证:有合格证
对材料建立严格的监控过程和监控记录,如在合格供方处采购,Байду номын сангаас验证材料的合格证、质检报告及质量,在焊接过程进行自检和互检,当有温、湿度要求时应对温、湿度进行记录,各班应填写相关记录并保存记录。
确认人员/日期:
4、作业程序和方法文件的操作可行性、合理性、有效性评价:(法)
□过程能力不足,需要改进。
改进措施:
1.生产环境(5S)可以说工厂生产环境的可以影响到作业员的生产效率,你想想作业员工作台附近没有规定的区域,作业的工具都是随手乱放,这样会造成什么样后果?当然是生产效率下降,产品生产不良出现。。
2. 辅助工具也重要(间接单位)
而对于企业来说,产品生产辅助工具可以分为:辅助设备和辅助材料。
辅助材料:属于原材料还是间接费用,看辅助材料的用途,如果是用于生产,可以归集到某项产品的成本上就可以作为原材料,如果是其他部门领用,损耗等等,不可以归集到某项产品,那么就作为间接费用。打个比喻来说,你去办房产证,要有许多的辅助材料,缺少一个你的房产证就办不下来。其实道理很明白也就是说在产品生产过程中这些一个都不能少。
焊接
需确认的过程
氩弧焊焊接过程
焊接过程确认记录
焊接过程确认记录
过程确认记录
需确认的过程电路板手工焊接过程确认部门生产部作业程序和方法文件的操作可行性、合理性、有效性评价:
制定有完整合理的电路板手工焊接工艺规范,通过执行和实践证明可以确认为电路板手工焊接工艺规范是有效的、合理的、可行的、具有实际可操作性的指导性文件;该文件在执行过程中没有发现问题,能保证目前产品的质量要求.
确认人员:日期:
设施设备的能力确认:(包括完好性、性能的可靠性、安全性等)
焊接过程所使用的设备性能完好,各项技术参数安全可靠。
对焊接设备进行计划地预防性维护和定期保养,保证焊接设备始终处于完好状态。
可以确认为焊接过程所使用的设施设备完全能满足电路板手工焊接工艺规范要求。
确认人员:日期:
人员资格/技能确认:
本项目部目前从事焊接过程的操作人员都具有两年以上手工焊接工作经验,并经本公司资格确认合格后上岗;从这近一
年来的实际工作情况来看,他们确实具备了相应的实际工作能力。
本公司确认他们具有从事手工焊接过程的作业的能力。
确认人员:日期:
监控及记录情况确认:
建立有焊接过程的验收记录并配置合格的监测设备(如老化试验室振动试验台等)进行控制。
验收记录涉及监控内容如:焊接温度、时间等参数要求;确保焊接过程的质量符合要求。
确认人员:日期:
确认结论:
√过程本领充分。
□
□过程能力不足,需要改进。
特殊过程确认记录(焊接)

部门
职务
姓名
部门
职务
生产部
部长
质检部
部长
综合办
部长
确认结果
有无作业指导书
有作业指导书
设备、工装是否通过验收、检定
设备工作正常
是否规定并实施对设备、工装的保养和检查 有保养计划
特殊过程的员工是否符合上岗要求
符合
现场观察、小样试验是否合格
合格
是否对过程参数进行监视并保持记录
有相关记录
确认结论 过程控制满足要求,过程控制有效
确认人签名
姓名
SYFT/ZY-19-A/0
SYFT/ZY-22-A/0
特殊过程的主要操作工
资格
姓名
文件号 资格
特殊过程控制参数
焊 接 工 对接焊缝焊件母材 焊 接 电 流 电 弧 电 压 焊接速度(cm/min)
艺参数 厚度范围
(A)
(V)
要求
10-20mm
500-550 32-35V
43-48
实际
10mm
520
特殊过程确认记录
产品名称 确认类别
名称 焊机
封头
过程名称 焊接(埋弧焊)
首次确认 □再确认
确认时间/ 地点
特殊过程所使用的主要设备、工装
编号
名称
SB-01
JL-069 编号
文件名称 焊接作业指导书 电焊机操作规程 产品质量检验规程
姓名
特殊过程所使用的主要作业指导书
文件号
文件名称
SYFT/ZY-23-A/0
焊接过程与检验记录表

接管法兰焊接
焊接方式:
焊缝外观质量:OK/NO
垂直度:OK/NO
高度:OK/NO
法兰对正:OK/NO
焊缝返修次数:返修质量:OK/NO
4
地脚、堵块、滚轮支架等其他焊接
焊接方式:
焊缝质量:OK/NO
焊接尺寸符合图纸要求:OK/NO
焊缝返修次数:返修质量:OK/NO
焊接过程与检验记录表
板式换热器焊接过程与检验记录表
产品名称:
规格型号:
产品编号:
序号
流程
检验项目和记录
作业者
检查者
日期
备注
签字
结果
签字
结果
1
焊前确认
焊丝焊条确认:OK/NO
焊接材质确认:OK/NO
焊接部位表面质量:OK/NO
2衬套焊接Fra bibliotek焊接方式:焊缝外观质量:OK/NO
焊接无损检测:OK/NO
焊缝返修次数:返修质量:OK/NO
焊接过程记录与检查表
焊接过程记录与检查表焊接过程记录与检查表(纵焊缝)订单号:JSHD/QYWJ-A16.2-1时间/班次。
焊接前:数量操作者焊丝型号焊丝批号焊接过程:焊机、焊接转台运行情况是否良好、正常异常情况描述:A:正常/不正常处理者发现者处理者相对湿度1.是否对焊缝坡口及附近油、锈、污垢、杂质进行清理。
清理/没有清理异常情况描述:首件巡检:序号检查项目工艺要求检查结果异常情况描述1 外焊 0.5~2.5mm,内焊0.5~1.5mm2 余高任意300mm内余高相差不超过0.5mm3 未焊满及凹坑不允许4 气孔夹渣不允许5 裂纹任意300mm内宽度相差不大于1.56 宽度不均匀任意300mm内长度不大于50mm,深度不大于0.3mm7 咬边不允许8 烧穿<10㎜9 接头搭接长度不允许10 漏焊或间断任意300mm内误差不超过2mm11 焊瘤不允许12 直线度异常情况描述发现者处理措施:停止工作/隔离/反馈/调整/检查焊接中电流电压速度角度产品编号/时间节点(操作工填写)产品编号/时间节点(检验员填写)发现者对焊缝焊接后外观检查:序号检查结果123456789101112焊接过程记录与检查表(环焊缝)订单号:JSHD/QYWJ-A16.2-2时间/班次。
焊接前:数量操作者焊丝型号焊丝批号焊接过程:焊机、焊接转台运行情况是否良好、正常异常情况描述:A:正常/不正常处理者发现者处理者相对湿度1.是否对焊缝坡口及附近油、锈、污垢、杂质进行清理。
清理/没有清理异常情况描述:首件巡检:序号检查项目工艺要求检查结果异常情况描述1 外焊 0.5~2.5mm,内焊0.5~1.5mm2 余高任意300mm内余高相差不超过0.5mm3 未焊满及凹坑不允许4 气孔夹渣不允许5 裂纹任意300mm内宽度相差不大于1.56 宽度不均匀任意300mm内长度不大于50mm,深度不大于0.3mm7 咬边不允许8 烧穿<10㎜9 接头搭接长度不允许10 漏焊或间断任意300mm内误差不超过2mm11 焊瘤不允许12 直线度异常情况描述发现者处理措施:停止工作/隔离/反馈/调整/检查焊接中电流电压速度角度产品编号/时间节点(操作工填写)产品编号/时间节点(检验员填写)发现者对焊缝焊接后外观检查:序号检查结果123456789101112在焊接过程中,要求任意300mm内宽度相差不大于 1.5,长度不大于50mm,深度不大于0.3mm。
焊接过程检验记录表

序 号
工位名称
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
工位名称
异 常 记 录
过程检验记录表
生产日期:
焊前准 焊丝规
焊接参数
试板
备
格
预压 时间
加压 时间
空气 压力
焊接 电流
焊接 时间
其他
试验
关键尺寸
首件 检验
自检
QC确认
表单编号:G15001-0526/A0
过程巡检(OK/NG) 8:00 9:00 10:00 11:00 13:30 14:30 15:30 16:30
0526/A0 备注
QC复检
请在异常记录中 、如工艺卡上没有 检,针对首件、自
备注
时间
问题描述
原因分析
处理方法/结果
QC复检
表单填写标准: 1.各项目必须完整填写,检查到哪个项目即在那一栏划“√”,无问题填Ok,有问题填NG,填写内容需清晰明了;2.产品如有关键尺寸需控制,则必须在尺寸栏写出关键尺寸,在检验过程中加以检验;3.首件、巡检确认时如检验结果NG,请在异常记录中 填写临时处理方法,并且需再次做首件确认4.员工自主做完首件确认OK后需通知PQC再次确认OK后方可批量量产,如没有QC在首件栏签名确认就量产一经发现提报小过处份。5.检验频率:A、统一依工艺卡上的标准自主检验并做好记录;B、如工艺卡上没有 明确自检频率统一依加工半小时法包括:目测、检具、量具、样件对比等;7.缺陷程度A为严重缺陷,B为一般缺陷,C为轻微缺陷;8.每班均有PQC做制程巡检,针对首件、自 检、工艺标准执行状况做稽查,如有违反作业标准的记录备案,将作为绩效评价依据。
焊接过程记录

焊接过程记录嘿,朋友们!今天咱就来讲讲焊接过程记录这档子事儿。
你说焊接像啥?就好比是给金属搭鹊桥,让它们紧紧相连,永不分离。
这可不是随随便便就能干好的活儿呀!当你准备开始焊接的时候,那可得像准备一场大战一样认真。
先得把要焊接的地方清理得干干净净,不能有一点儿杂质,不然就像在脏桌子上摆美食,那能好吃吗?然后选好合适的焊条,这就跟挑武器一样重要。
接着,点火啦!那一瞬间的火花,就像夜空中绽放的烟花,可美啦!但你可别光顾着欣赏,得赶紧专注起来。
焊接的时候,手要稳,眼要准,心要静。
你想想,要是手一抖,那焊缝不就歪歪扭扭的啦,那不就成丑八怪啦!就好像你走路走得歪七扭八的,多难看呀。
焊接的过程中,那热度可高啦,就跟夏天站在大太阳底下似的。
但你不能怕热就跑开呀,得坚持住。
而且要注意焊接的速度,太快了不行,太慢了也不行,这得掌握好节奏,就跟跳舞似的,要有韵律。
每焊一段,你都得好好瞅瞅,看看有没有啥问题。
要是有小气孔啥的,就跟脸上长了痘痘似的,得赶紧处理掉。
你说要是你脸上有痘痘,你能不管不顾吗?肯定得想办法弄掉呀。
等焊接完了,可别以为就大功告成啦。
还得检查检查焊缝,看看结实不结实,美观不美观。
这就好比你盖了一座房子,最后得看看房子牢不牢固,漂不漂亮呀。
咱再说说焊接时候的那些个小细节。
焊条的角度得把握好,不然怎么能焊得漂亮呢?还有电流的大小,就跟调水温似的,得合适才行。
电流大了,就跟水太烫了,会烫伤;电流小了,就跟水太凉了,洗不干净。
焊接这活儿,可不是一天两天就能练成高手的。
那得经过一次次的实践,一次次的失败,然后才能越来越厉害。
就跟学骑自行车似的,一开始谁不摔几个跟头呀,但摔着摔着不就会骑了嘛。
总之,焊接过程记录可重要啦,把每一个步骤,每一个细节都记下来,以后再遇到类似的情况,就知道该咋干啦。
这就跟写日记似的,把自己的经历都记下来,以后还能拿出来回味回味呢。
所以呀,大家可别小瞧了这焊接过程记录哦,它可是咱焊接的好帮手呢!。