3M的高效磨齿方案
减小磨齿齿形三截面扭曲的两个常见方法
减小磨齿齿形三截面扭曲的两个常见方法减小磨齿齿形三截面扭曲是制造高精度齿轮的重要环节,可以提高齿轮的运转效率和使用寿命。本文将介绍两种常见的方法来达到这一目标,供读者参考。
方法一:优化加工流程与技术
首先,我们可以通过优化加工流程与技术来减小磨齿齿形三截面扭曲。在齿轮的加工过程中,合理选择适当的加工参数,可以减小齿面金属的应力和变形。例如,合理选择磨削速度、磨削深度和磨削次数,可以避免过度切削或材料过热,从而减小齿面的变形。此外,在齿轮加工过程中,加工工具的选择也很关键。使用高质量的加工工具和合理的磨削方案,可以减小加工过程中的刀具摩擦和磨损,从而减小齿形三截面的扭曲。
方法二:改进材料和热处理工艺
其次,我们可以通过改进材料和热处理工艺来减小磨齿齿形三截面扭曲。选择适当的材料对于减小齿轮的变形非常重要。高强度、低变形的材料可以在运转过程中减小应力集中和变形,并提高齿轮的稳定性。此外,合理的热处理工艺也可以有效减小齿轮的变形。通过选择合适的热处理温度、保温时间和冷却介质,可以控制齿轮的晶粒结构和残余应力,从而减小齿形三截面的扭曲。
综上所述,减小磨齿齿形三截面扭曲有两个常见的方法:优化加工流程与技术以及改进材料和热处理工艺。在实际应用中,我们可以根据具体情况选择合适的方法或采取综合措施。通过合理优化加工流程与技术,选择适当的加工参数和工具,并改进材料和热处理工艺,我们可以有效减小齿轮的三截面扭曲,提高齿轮的质量和使用性能。希望本文对读者有所启发,引导更多人在齿轮制造中追求更高的精度与质量。
从IMTS2006展会 看磨齿机的发展
二 典 型磨齿机 的特点介绍
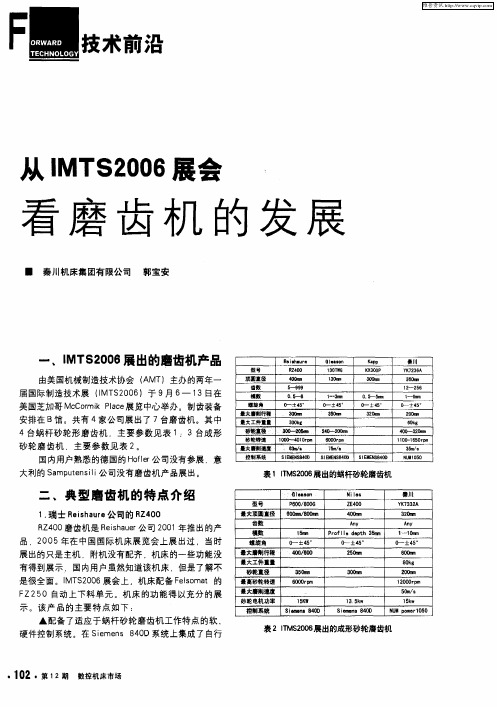
1瑞 士 R ihue . esar 公司 的 R 4 0 Z 0 R 4 0磨齿机是 R i ae公 司 20 年推 出的产 Z0 es ur h 01 品 2 0 0 5年在 中国国际机 床展览 会上展 出过 .当时 展 出的只是主机 附机没有配齐 ,机 床的一些功能没 有得到展示 ,国内用户虽然 知道该 机床 ,但是 了解 不 是很全面 。I S0 6展会上 .机床 配备 Fl ma 的 MT 20 es t o
Kp ap
K 3O XO P
綦川
Y 73 A K26
由美 国机械制造技术协会 ( MT A J主办 的两年一
届 国际制造技术展 ( S 0 6 1 MT 2 0 )于 9月 6 1 — 3日在 美 国芝加哥 M C r k Pae c omi l 展览 中心举办 。制齿装备 c
F 5 自动 上下料单 元 。机 床 的功能 得 以充分 的展 Z2 0 示 。该 产 品的 主要特 点如 下 :
最大顶圆直径
齿数 横数 螺旋角
@Om 8O m Oa / m O
1m 5 a r o _ 一士4。 5
40 m 0m
Ay n P o I e t 5 m rf I dp h 3m e ±4 。 5
3ms 5/
NM00 U 15
国内用户熟悉 的德 国的 H f r o e公司没有参展 意 l 大利 的 S mptn … 公 司没 有磨齿机产 品展 出。 a ues
(完整版)新型PCB磨刷研磨技术介绍
新型PCB 磨刷研磨技术介绍
3M 中国有限公司工程师 叶东泉 周健平
关键词:PCB ,磨刷,不织布,3M ,FH
摘要:不织布磨刷和尼龙针刷是目前PCB 生产过程中磨板流程主要使用的磨刷,但这两种产品都存在一些缺点,本文将介绍一款市场上用于去毛刺和干膜前处理的新产品,该产品能更好地满足客户的需求。
Key word: PCB, brush, nonwoven , 3M, FH
Abstract: Currently, nonwoven brush and Nylon brush are the two most popular abrasive brushes for PCB manufacture industry. However, two brushes have some defect more or less. In this article, we will introduction a new product which applies for deburr and cleaning before dry film. The product could better satisfy customer ’s demand.
1.0 前言:
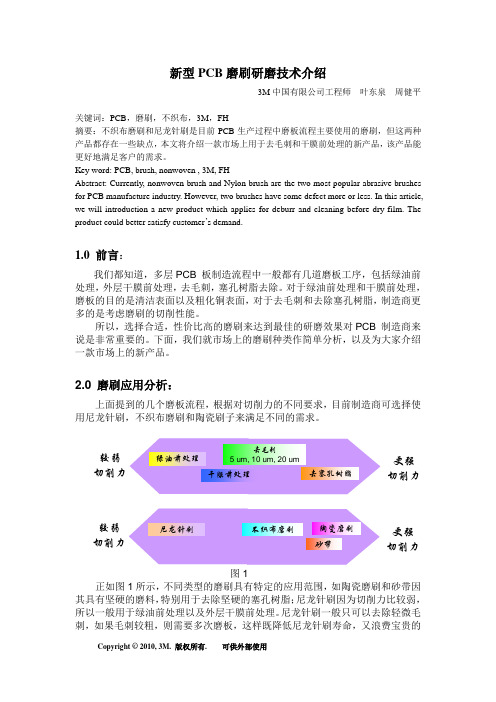
我们都知道,多层PCB 板制造流程中一般都有几道磨板工序,包括绿油前处理,外层干膜前处理,去毛刺,塞孔树脂去除。对于绿油前处理和干膜前处理,磨板的目的是清洁表面以及粗化铜表面,对于去毛刺和去除塞孔树脂,制造商更多的是考虑磨刷的切削性能。
所以,选择合适,性价比高的磨刷来达到最佳的研磨效果对PCB 制造商来说是非常重要的。下面,我们就市场上的磨刷种类作简单分析,以及为大家介绍一款市场上的新产品。
3MZ1410S外沟机床扩型改造方案
\ 、 \ , 7
,
,
~
/
22 —
1 1 改造 前 —
萼 ==_二 二 : ‘ : …
{
时, 通过 调 整 尺 寸 位 置
达 到 标准 后 将 其 固定
…
…
I
_
- 兰参 一 …… ./ i
好, 因为修整器 是和工
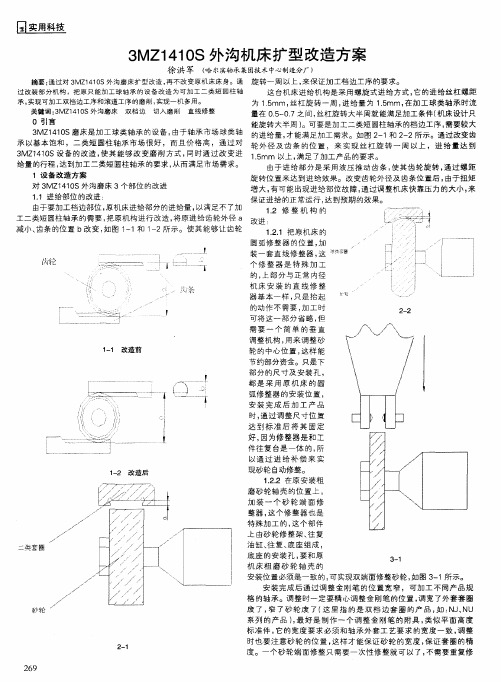
3 1 1 S外 沟机 床 扩 型 改造 方 案 MZ 40
徐 洪 军 ( 滨轴承集团 哈尔 技术中 造分厂) 心制
摘要: 通过对3 Z 4 0 M 1 1S外沟磨床扩型改造, 再不改变原机床床身。通
过 改 装部 分机 构 ,把原 只 能加 工 球 轴 承 的设 备 改造 为 可加 工 二类 短 园柱 轴
油缸、 复 、 座组成 , 往 底
1、 改 造 后 - 2
/ - / /
}
。
1
/
/ 。
/
.
ቤተ መጻሕፍቲ ባይዱ
/
,
/
,
0l
,
/
/
,
J
二粪套 圈
底 座 的 安 装 孔 , 和 原 要 机 床 粗 磨 砂 轮 轴 壳 的
/
/
,
3—1
/
齿轮-发展综述
齿轮技术的研究现状及发展趋势
***
(大连理工大学机械工程学院辽宁大连 116024)
摘要:齿轮是现代机械传动中的重要组成部分。大至宇宙飞船, 小至手表、精密仪器,从国防机械到民用机械,从重工业机械到轻工业、农业机械, 无不广泛地采用齿轮传动。本文根据当前国内外齿轮技术的发展状况,主要对齿轮的加工技术进行综述,并简单地对齿轮的发展趋势进行预测。
关键词:齿轮精密仪器传动加工技术
The Research Situation and Development Trend of Gear Technology
WANG Wei
(School of Mechanical Engineering, Dalian University of Technology, Dalian, 116024)
Abstract: Both the spacecraft, watch or precision instrument, gear is the important part of modern mechanical drives. Gear drive is widely adopted from defense machinery to civil machinery, and from industrial machinery to light industrial and agricultural machinery. In this paper, according to the current domestic and international gear technology development, the gear processing technology was mainly reviewed, and the gear trend was forecasted simply.
3MZ203D数控轴承内圆磨进给工作台结构和装配工艺的改进
电磁 无 心 夹 具 上 的轴 承 内 圈进 给 。
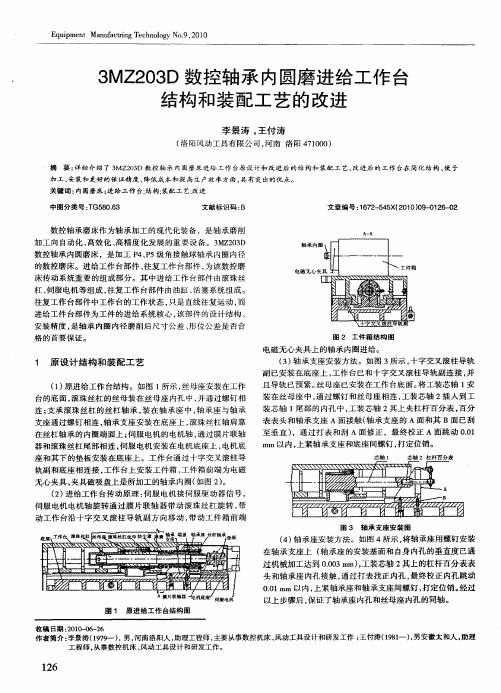
1 原设 计 结构 和装 配 工艺
() 1 原进给工作 台结构 。如图 1 所示 , 丝母座安装在工作 台的底面 , 滚珠丝杠 的丝母装在丝母 座 内孑 中 , L 并通过 螺钉相 连; 支承 滚珠丝杠 的丝杠轴 承 , 装在 轴 承座 中 , 承座与轴 承 轴 支座通过螺钉 相连 , 承支座安装 在底座上 , 轴 滚珠丝杠轴肩 靠
往复工作 台部件 中工作 台的工作状 态 , 只是直线往复运 动 , 而
进 给 工 件 台部 件 为 工 件 的 进 给 系 统 核 心 , 部 件 的设 计 结 构 、 该
安装精度 , 是轴承 内圈 内径 磨削后尺寸公差 、 位公差是否合 形
格的首要保证 。
图 2 工件 箱 结构 图
( ) 承支座安装方法 。如图 3 示 , 3 轴 所 十字 交 叉 滚柱 导 轨
副 已安装在底 座上 , 工作 台已和 十字交叉滚柱导轨 副连接 , 并 且 导轨已预 紧。 丝母座 已安装在 工作台底 面。 工装 芯轴 1 将 安
装 在 丝 母 座 中 , 过 螺 钉 和 丝 母 座 相 连 , 装 芯 轴 2插 人 到 工 通 工
芯轴 1 芯轴 2 杠杆 百分表
在丝杠轴 承的内圈端面上 ; 伺服 电机的 电机轴 , 通过膜 片联 轴
器和滚珠丝杠 尾部相连 , 伺服 电机 安装在 电机底 座上 , 电机 底 座 和其下的垫板安装在 底座上 。工作 台通过 十字 交叉滚柱导 轨副 和底 座相连接 , 工作 台上 安装 工件箱 , 工件箱前端 为电磁 无心夹具 , 夹具磁 吸盘上是所加 工的轴承 内圈( 如图 2 。 ) ( ) 给工作 台传动原 理 : 2进 伺服 电机接伺服 驱动器信 号 ,
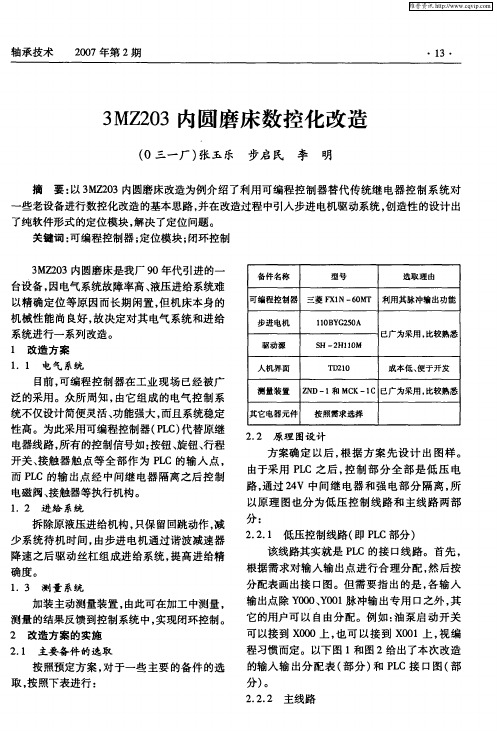
3MZ203内圆磨床数控化改造
分配 表画 出接 口图。但 需 要 指 出 的是 , 输 人 各
加装 主动 测量装 置 , 由此可 在加 工 中测 量 , 测量 的结果 反馈 到控 制 系统 中 , 实现 闭环控 制 。
2 改造方 案 的实施
2 1 主要 备件 的选 取 .
输出点除 Y 0 、0 1 00 Y 0 脉冲输出专用 口之外 , 其 它 的用户 可 以 自由分 配 。例 如 : 泵启 动 开关 油 可以接到 X 0 00上 , 也可 以接 到 X 0 上 , 0 1 视编 程 习惯而 定 。以下 图 1和图 2给 出了本 次改 造
备件名称
型号
选取理 由
台设备 , 因电气系统故障率高、 液压进给系统难 以精确定位等原因而长期闲置, 但机床本身 的
机械 性 能 尚 良好 , 决定 对 其 电气 系 统 和进 给 故 系统进 行 一系列 改造 。
1 改造方 案
1 电 气 系统 .1
可编程控 制器 三菱 F 1 6 M 利用其脉冲输出功能 X N一 0 T
的输 入 输 出分 配 表 ( 分 ) P C接 口图 ( 部 和 L 部 分 ) 。
2 2 2 主 线路 ..
按 照预定 方案 , 于一些 主要 的备 件 的选 对 取 , 照 下表进 行 : 按
维普资讯 http://www.cqvip.com
磨齿工作原理
磨齿工作原理
磨齿是一种常见的机械加工方法,它通过磨削工具对工件表面
进行切削,从而达到加工的目的。磨齿工作原理是指在磨齿过程中,磨削工具和工件之间的相互作用和能量转换过程。下面将从磨削原理、磨削参数、磨削工艺等方面对磨齿工作原理进行详细介绍。
磨齿的原理是利用磨削工具对工件表面进行微小切削,使工件
表面形成所需的形状和尺寸。在磨齿过程中,磨削工具以一定的速
度和压力对工件表面进行切削,同时通过磨粒的切削作用,将工件
表面的金属材料逐渐去除,从而形成所需的齿形。
磨齿的过程中,磨削参数对磨齿效果起着至关重要的作用。磨
削参数包括磨削速度、磨削压力、磨削深度等。其中,磨削速度是
指磨削工具在单位时间内对工件表面进行切削的速度,磨削压力是
指磨削工具对工件表面施加的压力,磨削深度是指磨削工具在一次
磨削中对工件表面的切削深度。这些参数的选择将直接影响磨齿的
加工质量和效率。
在磨齿工艺中,磨削工具的选择也是至关重要的。常见的磨削
工具包括砂轮、砂带、磨料棒等。不同的磨削工具具有不同的磨削
特性,可以适用于不同的工件材料和形状。正确选择和使用磨削工具,可以有效提高磨齿加工的效率和质量。
除了上述因素外,磨齿工作原理还受到工件材料、磨削工具磨损、磨削液等因素的影响。工件材料的硬度和韧性将直接影响磨齿的难易程度,磨削工具的磨损将影响磨齿的精度和表面质量,磨削液的选择和使用将影响磨齿的散热和润滑效果。
总的来说,磨齿工作原理是一个复杂的过程,需要综合考虑磨削原理、磨削参数、磨削工艺等多个方面的因素。只有正确掌握磨齿工作原理,合理选择磨削工具和参数,才能够实现高效、高质量的磨齿加工。
3MZ1420A外沟磨床砂轮圆弧修整器改进
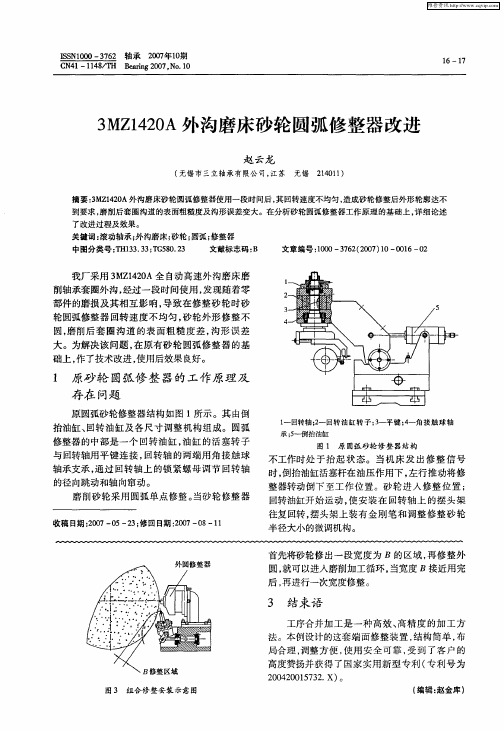
改进后 的圆弧砂轮修整器结构如 图 2所示 。 在修 整器 上 方加 装 一块 底 板 ,在 底 板 上 加 装 一 个 双活 塞杆 液压 缸和 一个 链 条松 紧微 调装 置 。活 塞 杆一 端通 过 链 条 和 加装 在 回转 轴 上 的 链 轮 相 连 , 另一 端 和链 条 松 紧 微 调 装 置 上 的 链 轮 相 连 ,把 液 压缸 的直 线 往 复 运 动转 换 为 回转 轴 回转 运 动 ,从 而修 整砂 轮 。
图 3 组 合 修 整 安 装 示 意 图
首先 将砂轮 修 出 一段 宽 度 为 B 的 区域 ,再 修 整外 圆,就可以进人磨削加工循环 ,当宽度 B接近用完 后 ,再进行一次宽度修整。
3 结束 语
工序合并加工是一 种高效、高精度的加工方 法 。本 例设 计的这套 端 面 修整 装 置 ,结 构简 单 ,布 局合 理 ,调整 方 便 ,使用 安 全 可 靠 ,受 到 了 客 户 的 高 度 赞扬并 获得 了 国家 实 用 新 型 专 利 (专 利 号 为 200420015732.X)。
大模数内斜齿轮精切盘形可转位铣刀的发展概况
2 国 内外 大模 数齿轮 精铣 刀 的现状 伴 随着 齿 轮 加 工 业 的 高 速 发 展 、 工 机 床 的发 加
展 , 应 的与 机床配 套 刀具 —— 可转 位 齿轮 铣 刀 用 量 相 急剧 增加 , 国外 知 名 刀 具 公 司 , 山高 刀 具 、 帜 ( 如 蓝 菲 特) 刀具 、 斯 卡 刀 具 、 伊 山特 维 克 刀具 、 纳 刀 具 等 纷 肯 纷进 入 国内市场 , 但进 口刀具 价 格 昂贵 、 货 周期 长 、 交 设计 前期 交 流 困难 。国 内 以 哈一 工 为 首 的 刀具 制造 企业 不 断研发 和改 进 , 目前 所 生 产 的齿 轮 粗 铣 刀 、 半 精铣 刀可 以与 进 口刀 具 媲 美 , 逐 步替 代 进 口刀具 , 并 但齿 轮精铣 刀 的研制 在 国 内还 是一 项空 白。
造行业的发展 。本 文论 述 了目前 大模数斜 齿 内齿轮加 工行业 的需求现状 , 以及 国内、 外齿轮铣 刀现状 , 分析 了齿轮
精 铣 刀研 制 的 必要 性 。
关 键 词 可 转 位 铣 刀 大 模 数 内斜 齿轮
现 状
0 引言
风能是 太 阳能 的转化 形式 之 一 , 是一 种 零 污染 物 排放 的可再 生 的 自然 能 源 。 目前 , 于 风力 发 电多采 对 用 升力型 水 平 轴 风 力机 。风 力发 电机 组 中 的齿 轮 箱 是一 个十分 重要 的机 械部 件 , 功能 主 要 是将 风 轮在 其 风力 作用 下 所 产生 的动 力 传 递 给 发 电 机并 使 其 获 得 相应 的转速 。风轮 的转速 很低 , 根本 达 不 到发 电机发
影响锯片磨齿精度的因素及提高磨齿精度的方法探讨
1 磨 头 的 动 态 跳 动 是 影 响 锯 片精 度 的 最 直 接 的
主 要 因素
图 1 磨齿 误 差 分析 图
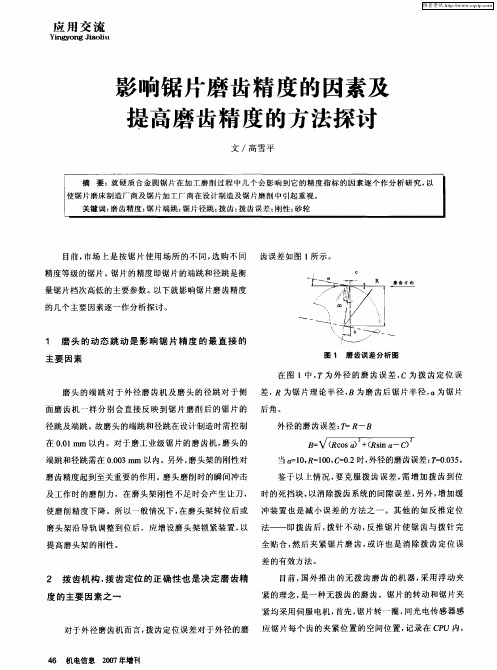
在 图 l中 , 为 外 径 的 磨 齿 误 差 , C为 拨 齿 定 位 误 磨 头 的 端 跳 对 于 外 径 磨 齿 机 及 磨 头 的 径 跳 对 于侧 差, 尺为锯片理论半径 , B为磨齿后锯片半径, o为锯片 面 磨 齿 机 一 样 分 别 会 直 接 反 映 到锯 片 磨 削 后 的锯 片 的 后 角 。 径 跳 及端 跳 。 故磨 头 的端 跳 和径 跳 在 设 计制 造 时需 控 制 在 00 i 内 。对 于 磨 工 业 级锯 片 的磨 齿 机 , 头 的 . mn以 1 磨
维普资讯 http://www.cqvip.com
应 用 交 流
 ̄i ngy ong aolu Ji i
影 响锯 片磨齿精 度 的因素及 提高磨齿精度 的方法探讨
文 /高雪 平
摘 要 :就硬 质合金 圆锯 片在加 工磨削过 程 中几 个会 影响到它 的精度 指标 的因素 逐个作 分析研 究 , 以
正夹紧点位置, 使锯片的磨削状态和锯片的测量状态及 锯片的使用状态完全一致 。 故此种磨齿机可 以加工出精 7 锯 片齿 尖 断 裂 问题
度在 0O m 以 内的高 档 锯片 。 .1 m
锯片齿 尖断裂 直接关系 到锯片的品 质价位, 坶高 要
先进磨削技术
第5章先进磨削技术
5.1 高速与超高速磨削加工概述
一、高速磨削加工概述
1. 界定
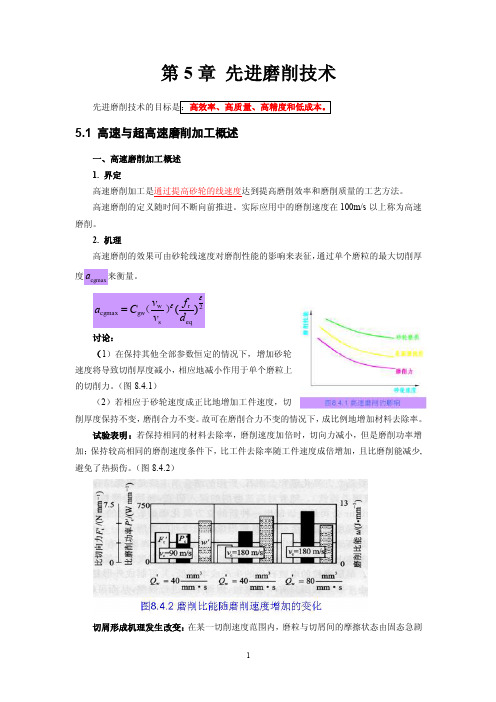
高速磨削加工是通过提高砂轮的线速度达到提高磨削效率和磨削质量的工艺方法。
高速磨削的定义随时间不断向前推进。实际应用中的磨削速度在100m/s以上称为高速磨削。
2. 机理
高速磨削的效果可由砂轮线速度对磨削性能的影响来表征,通过单个磨粒的最大切削厚a来衡量。
度
cgmax
讨论:
(1)在保持其他全部参数恒定的情况下,增加砂轮
速度将导致切削厚度减小,相应地减小作用于单个磨粒上
的切削力。(图8.4.1)
(2)若相应于砂轮速度成正比地增加工件速度,切
削厚度保持不变,磨削合力不变。故可在磨削合力不变的情况下,成比例地增加材料去除率。
试验表明:若保持相同的材料去除率,磨削速度加倍时,切向力减小,但是磨削功率增加;保持较高相同的磨削速度条件下,比工件去除率随工件速度成倍增加,且比磨削能减少, 避免了热损伤。(图8.4.2)
切屑形成机理发生改变:在某一切削速度范围内,磨粒与切屑间的摩擦状态由固态急剧
转变为流体状态,磨削力快速减小。
通过上述分析可知:高速磨削可以大幅度提高磨削生产率、延长砂轮使用寿命、减小磨削表面粗糙度。
二、高速磨削加工的关键技术(图8.4.3)
1.对机床的要求
1)高速主轴及其轴承(图8.4.4)
a.滚珠轴承高速主轴:由转子、轴承、外壳、电机组件和测角系统组成,配备冷却系统、润滑系统和变频驱动电气装置。角接触滚珠轴承,混合轴承(内外圈为轴承钢,滚珠为氮化硅陶瓷),油气润滑。
b.液体静压轴承高速主轴:运动精度,回转误差0.02um以下,轴向刚度大,径向刚度比滚轴轴承低。
临床操作指引树脂篇-3M

订货信息 7018A1D 7018A2D 7018A3D 7018A4D 7018B3D 7018C4D 7018WD
牙体色 A1B A2B A3B A3.5B A4B A6B B1B B2B B3B B5B C1B C2B C3B D2B D3B 白色
质层由高度透明的复合树脂(Clear,FiltekTM Z350 XT,3M ESPE)恢 复成形。每层分别用于相应的牙尖,并进行光聚合20秒(图7)。半 透明复合树脂(牙本质充填,A3D)与高度透明复合树脂结合使用 (Clear,CT)能够淡化之前修复的痕迹。术后效果图显示修复效果 与周围天然牙体极为接近,而且外观非常自然。
临床研究
FiltekTM Z350 XT 和Z100TM 在后牙的临床磨损表现 ...................................25
主要作者: Sillas Duarte牙科学博士 OA Gabriel Krastl博士 Reich博士 Cathia Bergeron博士 Grant Chyz博士(美国西雅图) Michael Mandikos博士(澳大利亚布里斯班) Hein de Kloet博士(荷兰Arnhem) Eric Tan博士(澳大利亚墨尔本) William Liebenberg博士(加拿大温哥华) Gustavo Di Bella博士(阿根廷) Putignano博士(意大利Ancona) Alvaro Delgado博士和Carlos Fernandez博士(西班牙马德里) Paul Lambrechts教授及其同事(比利时Leuven大学)
3m减速机低速轴颈的修复
图1 研 磨胎 具示 意 图
浮 动 的 ‘ 刃 ”基 体 。 当研 具 与 轴 颈 作 相 对 运 动 ‘ 多 时, 在一 定 压力 下 , 轴 颈 表 面起 着滚 挤 、 摩 擦 和 对
研削的综合作用。同时油酸在轴颈上迅速形成氧化
膜 , 速 研 磨效 果 , 过 多 次 地 反 复 研 磨 可 获 得 所 加 经
具表面, 放在干净的轴颈上。两人分别站在轴颈两 侧 均匀 用 力上 下 转 动研 磨 胎具 , 胎具 沿 轴 颈 圆周 使
方 向3 。 回运 动 ,并 有轴 向移 动 。两 端 轴 颈 由两 0来
1
6 5
7i r o
:
组人员同时研磨。
在 研 磨 过 程 中应 按 上 述 轴 颈 转 位 方 法 进 行 研 磨, 在进 行 中要 经 常更 换 研 磨 剂 。并 要 经 常 测 量 , 以控 制 研磨 尺寸 , 其 各部 位 研 磨 量均 匀 。研磨 一 使 周后 实 际测量 轴 颈尺 寸偏 差见 表2 。 表2 按 10转 动轴 一周 测量 偏差 结 果 2。
上 了钨金 粉末 , 把 钨金 瓦 表 而刮 伤 。 [此 这一 低 又 大 J 速大 齿轮 轴 已无法 正常 安装使 用 。
一
、
问题 分析
上述 三种方 案中, 前两种方案很难实现, 只有
采 用第 三 种方 案 。
圆柱齿轮齿形加工方法的选用
圆柱齿轮齿形加工方法的选用
1、滚齿
滚齿是最常用的切齿方法,能加工直齿、斜齿和修 正齿形。由于滚齿整个切削过程是连续的,所以生产 率较高。
(1)滚齿加工原理
滚齿加工相当于一对螺旋圆柱齿轮传动。
滚齿原理
剃齿原理
圆柱齿轮齿形加工方法的选用
剃齿机
圆柱齿轮齿形加工方法的选用
(2)剃齿运动
1)剃齿刀带动工件高速正、反转运动为基本运动。 2)工件沿轴向往复运动,从而使齿轮全齿宽均剃出。 3)工件径向进给运动用来切除全部余量。
圆柱齿轮齿形加工方法的选用
4、珩齿
珩齿是齿轮淬硬后的一种光整加工方法,可提高齿面 光洁度,修正部分淬火变形,改善齿轮副啮合噪声。
圆柱齿轮齿形加工方法的选用
滚齿机
1—床身;2—立柱;3—刀架溜板;4—刀杆;5—刀架体; 6—支架;7—心轴;8—后立柱;9—工作台;10—床鞍
圆柱齿轮齿形加工方法的选用
(2)滚齿运动
1)切削运动: 就是滚刀的旋转。
2)分齿运动:保证齿刀转速和被切齿轮转速之间的 啮合关系(也就是滚刀转一转,相当于齿条轴向移动 一个齿矩)。
圆柱齿轮齿形加工方法的选用
插齿机
圆柱齿轮齿形加工方法的选用
(2)插齿运动
剃齿珩齿磨齿之差异
剃齿是一种利用剃齿刀与被剃齿轮做自由啮合进行展成加工的方法,。剃齿刀与齿轮间没有强制性的啮合运动,所以对齿轮的传递运动准确性精度提高不大,但传动的平稳性和接触精度有较大的提高,齿轮表面粗糙度值明显减少。
剃齿是在滚齿之后,对未淬硬齿轮的齿形进行精加工的一种常用方法。由于剃齿的质量较好、生产率高、所用机床简单、调整方便、剃齿刀耐用度高,所以汽车、拖拉机和机床中的齿轮,多用这种加工方法来进行精加工。
目前我国剃齿加工中最常用的方法是平行剃齿法,它最主要的缺点是刀具利用率不好,局部磨损使刀具利用率寿命低;另一缺点是剃前时间长,生产率低。为此,大力发展了对角剃齿、横向剃齿、径向剃齿等方法。
近年来,由于含钴、钼成分较高的高性能高速钢刀具的应用,使剃齿也能进行硬齿面的齿轮精加工。加工精度可达7级,齿面的表面粗糙度值Ra为0.8~1.6微米。但淬硬前的精度应提高一级,留硬剃余量为0.01~0.03毫米。
剃齿工艺中的几个问题
(1)剃前齿轮的材料剃前齿轮硬度在22~32HRC范围时,剃齿刀校正误差能力最好,如果齿轮材质不均匀,含杂质过多或韧性过大会引起剃齿刀滑刀或啃刀,最终影响剃齿的齿形及表面粗糙度。
(2)剃前齿轮的精度剃齿是齿形的精加工方法,因此剃齿前的齿轮应有较高的精度,通常剃齿后的精度只能比剃齿前提高一级。
(3)剃齿余量剃齿余量的大小,对剃齿质量和生产率均有较大影响。余量不足时,剃前误差及表面缺陷不能全部除去;余量过大,则剃齿效率低,刀具磨损快,剃齿质量反而下降。
(4)剃前齿形加工时的刀具剃齿时,为了减轻剃齿刀齿顶负荷,避免刀尖折断,剃前在齿跟处挖掉一块。齿顶处希望能有一修缘,这不仅对工作平稳系性有利,而且可使剃齿后的工件沿外圆不产生毛刺。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
21
降本增效案例分享
3M的解决方案 4. 现场测试与优化 5.砂轮全寿命验证,保证加工工艺的 稳定
无磨削烧伤,齿面表现压应力
节拍优化,寿命提升
©273JMuly 2018 . All Rights Reserved. 3M Confidential.
22
降本增效案例分享
解决方案 4. 单件加工成本的分析
对齿轮的要求:
更高的承载要求 更精细的修形设计 更高的齿面精度要求 更低的表面粗糙度
8
当代磨齿技术发展
磨齿技术的发展:
齿面扭曲控制(抗扭曲和控制扭曲) 齿面磨削+抛光(Ra0.1以下) 超高速蜗杆砂轮磨齿工艺(100m/s线速) 声发射(AE)技术和在线测量技术 …
15
如何做到降本增效?
如何思考在磨齿工艺中的降本增效?
降低单件磨削的设备折旧成本
降低单件磨削的电力成本
单
降低单件磨削的油,水,压缩空气的成本
降低单件磨削的工具成本(砂轮,滚轮)
产
件
降低单件生产的人工成本
加
能
降低单件磨削的废品率
工
。。。
提
成
升
,
本
提高单位时间的加工效率
单件加工成本比较图
单件成本/元
9 8 7 6 5 4 3 2 1 0
• 3M高性能砂轮大幅降低了单件的砂轮成本,同 时减少了滚轮的损耗,降低了单件的滚轮产品;
• 磨削效率的提高降低了单件的人工成本,动力 成本,设备折旧等。
©273JMuly 2018 . All Rights Reserved. 3M Confidential.
聚合物熔体 加工
Rp
辐射处理
Su
表面处理
An
分析科学与 技术
Fc
灵活分切与 包装
Pr
流程设计控
制
As
பைடு நூலகம்
In
应用软件 检测及测试
Se
传感器
Bi
Fs Op
生物技术 过滤分离及净 光纤通信
化
Dd
药物控释
Im
Tt
图像
定位及追踪
Em
电子材料
Sm
特殊材料
材料
Pd
微粒及分散 工艺
Pp
精密加工
工艺
Vp
真空镀膜
Es
电子软件
研磨过程 • 去除材料 • 磨损
多样性 Various
工件 - 几何尺寸 - 对材料的影响 (应力,烧伤…)
• 砂轮 - 磨损 - 堵塞
• 冷却 - 污染 - 温度
• Process economy
经济性
©273JMuly 2018 . All Rights Reserved. 3M Confidential.
4
创意融通
Ab
研磨
Ad
粘接
Am
先进材料
Fi
薄膜
Fl
氟材料
46 个核心技术平台
Md
医学数据管理
Ec
能源部件
Mf
机械紧固
Ce
Nt
陶瓷
纳米技术
Ac
声学控制
Fe Mi
柔性电路 微生物检测控
制
Co Nw
先进复合材料 无纺材料
Mo
模塑技术
Do Po
齿科及畸齿纠 多孔材料及膜
正
Mr
微复制
Pe
预测工程及 模拟
Pm
6
3M精密研磨与抛光事业部
©273JMuly 2018 . All Rights Reserved. 3M Confidential.
7
变速器与齿轮的技术发展
变速器的发展趋势:
轻量化 低噪音 更高的功率密度 更高的传递效率 …
©273JMuly 2018 . All Rights Reserved. 3M Confidential.
Is
综合系统设 计
研发能力
We
加速老化
Di
显示材料
Lm
光控制
Wo
伤口处理
应用开发
©273JMuly 2018 . All Rights Reserved. 3M Confidential.
5
汽车解决方案
©273JMuly 2018 . All Rights Reserved. 3M Confidential.
©273JMuly 2018 . All Rights Reserved. 3M Confidential.
金相检查
18
降本增效案例分享
客户需求采集 3. 齿形需优化 4. 砂轮寿命提升,加工节拍降低
5. 核算单件成本
©273JMuly 2018 . All Rights Reserved. 3M Confidential.
三节面磨齿;齿轮粗磨+抛光工艺;…
修整工艺与参数介绍
砂轮头数选择;修整参数的设定;齿轮修形 工艺等。
齿轮精度与检测 磨削烧伤 常见问题的分析与诊断 …
项目初期技术的沟通 砂轮型号的优选 磨削参数的推荐 工艺节拍的评估 单件成本的评估 … 客户端的沟通与合作 磨削工艺优化 磨削问题的解决 … 案例的分享 …
• 磨削抗冷焊特性;
• 良好的自锐性;
• 优异的齿面质量;
• 良好形状保持能力;
• 更长的寿命。
• 更长的寿命。
提效
CubitronTM II系列(三角形磨料)
• 第II代微晶刚玉磨料;
• 突出的的材料去除能力;
• 良好的自锐性; • 良好形状保持能力;
提寿命
• 大幅提高砂轮寿命。
©273JMuly 2018 . All Rights Reserved. 3M Confidential.
降本增效,转型升级
3M ASD PG&F 李相阳 2018年06月25日
—高效磨齿方案
s
公司介绍 3M
3M公司简介
成立于1902年,总部: 明尼苏达圣保罗市 2017年全球销售额: 317亿美元
(~60%来自国际市场业务) 业务遍及全球200多个国家
五大以市场为导向的事业部 全球约90,000名员工 历史总计113,000 个专利 道琼斯工业股票平均指数 30家成分股之一 连续101年持续分红
修整策略的规划: 1. 修整量和修整刀数的设定;砂轮修整转速设定;滚轮转速设定等; 2. 计算和评估修整总量和修整速比(qd); 3. 计算和评估修整节拍; 4. 评估修整间隔和砂轮滚轮寿命;
核算单件加工成本
©273JMuly 2018 . All Rights Reserved. 3M Confidential.
11
2. 我们可以进行完整的磨削工艺规划
磨削工艺规划和单件成本的核算
磨削策略的规划: 1. 余量的分配;砂轮线速度选择(Vc);Z轴进给速度的设定(fz);Y轴连续位移(fy)和非连续位移的设定; 2. 计算和评估单位材料去除率(Qw’),磨削速比(q),当量切削层厚度(hmom),评估砂轮磨削状态; 3. 计算和评估加工节拍。
©273JMuly 2018 . All Rights Reserved. 3M Confidential.
9
s
针对磨齿的新需求 我们能做什么?
1. 我们需要更高效的砂轮
高性能的磨齿砂轮
Nanowin系列
SG/Cerpass系列
• 优异的形状保持能力; • 第I代微晶刚玉磨料;
• 良好的材料去除能力; • 优异的材料去除能力;
19
降本增效案例分享
解决方案 1. 根据客户需求,推荐3M高性能磨齿砂轮 2. 推荐磨齿方案,和客户共同评估方案的可行性
Standard ceramic abrasives
CubitronTM II with PSG grain
Standard Ceramic
©273JMuly 2018 . All Rights Reserved. 3M Confidential.
质
降
提高产品的加工质量
量
低
提高加工工艺的稳定性
提
升
。。。
©273JMuly 2018 . All Rights Reserved. 3M Confidential.
16
s
降本增效的案例分享
降本增效案例分享
客户需求采集 1. 存在磨削烧伤(酸洗检测 Nital Etching) 2. 应力测试值超差,磨齿晚表面呈现拉应力
交流与培训 I:
交流与培训 II:
交流与培训III:
齿轮磨削培训 I 砂轮基础 滚轮基础 齿轮基础 齿轮磨床基础 磨削工艺与参数介绍 修整工艺与参数介绍 常见问题与分析诊断 …
齿轮磨削培训 II 砂轮与滚轮 齿轮和齿轮磨床 磨削工艺与参数
刀路规划,切削速度,冲程,连续位移与非 连续位移等;
©273JMuly 2018 . All Rights Reserved. 3M Confidential.
3
3M公司简介-五大业务部
凭借五大市场导向型的业务部门,将创意转化成为成千上万种创新产品和解决方案,为客户创造价值, 提升人们日常生活质量。
工业产品
安全与标识
医疗产品
电子与能源
消费品
©273JMuly 2018 . All Rights Reserved. 3M Confidential.
原磨齿方案 3M磨齿方案 23
s
问题&讨论
题的解决等方面深入交流与合作;
深入的技术交流与合作 支持国内主机厂的工艺研发,砂轮滚轮测试,解决方案的预演,人员的培训等。
©273JMuly 2018 . All Rights Reserved. 3M Confidential.
13
4.提高客户的磨削知识与技能
我们可以给客户提供逐级培训,由浅入深:
12
3. 和机床厂家共同进行工艺研发
和机床厂家共同为客户提出解决方案
砂轮的原配 和Liebherr, Kapp, Holfler, Klingelnberg 都有很好的配套关系,在一些项目上合作,共同进行工艺研发。 和国内机床厂家良好的配套和项目合作关系。
项目前期良好的交流,共同为客户提出解决方案 和国内机床厂家合作,从砂轮型号的优选,磨削参数的推荐,工艺节拍的评估,到磨削工艺的优化,问
©273JMuly 2018 . All Rights Reserved. 3M Confidential.
14
如何做到降本增效?
研磨系统Grinding System
组成部分
结果
• 机床 • 工件 • 砂轮 • 修整工具 • 冷却液
参数
• 进给量 • 进给速度 • 工件转速 • 砂轮速度 • 修整参数 • 冷却液
molten steel on Aluminium Oxide white
molten steel on Fuised Alominum Oxide
20
降本增效案例分享
解决方案 3. 磨削工艺的规划,磨削参数的详细计算和综合评估
©273JMuly 2018 . All Rights Reserved. 3M Confidential.