MOD标准工时
标准工时及MOD法培训教材

15cm M3
30cm M4
45cm M5
M O D 法 基 本 图
终
G0
G1
结
动 作 L1 其 他 动 作 R2
2-6Kg
需要注 意力的 动作
P 2 (注意)
G 3 (注意)
P0
不需要 注意力 的动作
E2
(独)
P 5 (注意)
D3
(独)
Yes
A4
(独)
W5
No F3 C 4 (独) B 17 S 30
表示用手指的第3个关节前的部分进行的动作,时间值为1MOD,移动距离
为2.5cm。 把开关拨到on(off)的位置;回转小旋钮;抓住空气传动器的旋钮;用手指
拧螺母;用手指擦密封条。
手指动作M1表示手指的一次动作。对于用手指将开关拨到on(off)或用手 指旋转螺母时,要观察手指进行了几次动作。
第二部分:标准工时设定 ㈠标准工时的计算
标准工时的设定方法大致分为经验估算及科学的时间分析与时间预置 (PTS)等。那么现场观测的时间是如何成为标准工时的呢?总体需要两个 步骤: ⑴对观测时间进行评比求得正常作业时间; ⑵对正常作业时间进行宽放,求得标准时间。
公式如下:
标准工时=正常作业时间×(1+宽放率) =观测时间×(1+评比系数)×(1+宽放率)
第四部分:MOD法应用 ㈡MOD法的时间单位及动作分类
1 MOD = 0.129 sec. 1 MOD = 0.00215 min. 1 MOD = 0.000036 hr. 1 sec. = 7.75 MOD 1 min. = 465 MOD 1 hr. = 27933 MOD 1MOD=0.129s 1MOD=0.1s 1MOD=0.143s 1MOD=0.12s 正常值,能量消耗最小动作 高效值,熟练工人的高水平动作时间值 包括疲劳恢复时间的10.7%在内的动作时间 快速值,比正常值快7%左右
标准工时MOD法

PPT文档演模板
标准工时MOD法
•2.动作分析使用的其他符号
•(1)延时BD 表示另一只手进行动作时,这一只 手什么动作也没有做,即停止状态。BD不给予时间 值。
•(2)保持H 表示用手拿着或抓着物体一直不动的 状态。有时为了防止零件倒下,而用固定的工具也 为H。H也不给予时间值。
•(3)有效时间UT 指人的动作之外的机械或其他 固有的加工时间。其有效时间要用计时仪表分别确 定其时间值。例如用电板扳手拧摞母、焊锡、铆接 铆钉、涂粘接剂等。
•在M3的移动动作范围内,其可能的作业区域称为正常的作 业范围。
•设计作业区要尽可能地设计得狭窄些。在设计生产设备的 操作部分时,尽量使操作动作用M3的移动动作来完成,如 图11-2所示。
PPT文档演模板
标准工时MOD法
•(4)大臂的动作M4 伴随肘的移动,小臂和大臂 做为一个整体,在自然状态下伸出的动作。其时 间值为4 MOD,移动距离一般为30cm(参考值)。
•当把手臂充分伸展时,伴有身体前倾的辅助动作, 从时间值上来看,仍是M4。
•其动作举例有:把手伸向放在桌子前方的零件; 把左手伸向放在桌子左端的工具;把手伸向放在 略高于操作者头部的工具。
PPT文档演模板
标准工时MOD法
•(5)大臂尽量伸直的动作M5 在胳膊自然伸直的 基础上,再尽量伸直的动作。另外,将整个胳膊从 自己的身体正面向相反的侧面伸出的动作也用M5表 示。其时间值为5 MOD,移动距离一般为45 cm(参 考值)。
•其动作举例有:转动调谐旋钮;将电阻插在印刷 电路板上;转动门轴;翻笔记本。
PPT文档演模板
标准工时MOD法
•(3)小臂的动作M3 将肘关节做为支点,肘以前的小臂 (包括手、手指)的动作。每动作一次定为M3,时间值为3 MOD,移动距离为15cm(参考值)。
MOD标准工时

MOD-动作标准时间制定日期2012-12-05﹡B1例如:安装功能钮、支架、PCB、阻力轮、散热片、机芯等到目的地,安装PCB到机架;﹡B2例如:安装组件或部件到无障碍、无阻止力之积架或目的地;﹡B4例如:安装磁棒、AC线扣;﹡B5例如:定贴片IC:﹡B6例如:安装PCB、面壳、底壳、机芯、CD头等组件入袋;﹡B11电阻、电容、二极管等按一件计算,中周、排插座、三极管等按1.2件计算,IC按3件计算;﹡B12 L为螺丝长度,长度增加倍数时间相应增加倍数;★以上时间是根据现场观察、摄影进行微动作分析和结合模特法作设定; (含15%宽放率)★标准时间=正常时间×(1+宽放率) (本宽放率设定为15%) ★1模特(MOD)=0.129秒MOD-动作标准时间备注:﹡C3指排线脚、排插座脚之类;﹡C9包括贴双面胶纸、皱纹胶纸、纤维胶纸、透明胶纸等;制定日期2012-12-05备注:﹡D1 2mm2是指锡点面积,若面积增加一倍时间相应增加一倍;﹡D2如焊机芯叶片开关、磁头线、AC座线等;★以上时间是根据现场观察、摄影进行微动作分析和结合模特法作设定;(含15%宽放率)★标准时间=正常时间×(1+宽放率) ★1模特(MOD)=0.129秒(本宽放率设定为15% )MOD-动作标准时间备注:﹡ E4(1) “元件脚”是指直径小于或等于0.6mm 元件脚(2)“割胶纸”是指在胶纸座上将胶纸割断;(3)“一次”是指剪钳剪一次或割断胶纸一次; ﹡E8“排线”是指一体之排线;﹡E9“散线”是指有若干条导线组成的排线; ﹡E10例如:理直AM 天线、磁头线线头等;备注:﹡F4面积增加一倍时间相应增加一倍;★以上时间是根据现场观察、摄影进行微动作分析和结合模特法作设定;(含15%宽放率) ★标准时间=正常时间×(1+宽放率) ★1模特(MOD)=0,129秒(本宽放率设定为15% )制定:审核:确认:。
标准工时的定义计算MOD法课件

VS
详细描述
某食品加工企业采用MOD法对生产流程 进行工时估算,实现了安全、健康、环保 的生产管理。通过将食品加工流程细分为 多个操作步骤,并利用MOD法对每个操 作步骤进行工时估算,企业能够更好地控 制生产过程,确保食品安全和健康。同时 ,MOD法的应用也促进了企业的环保管 理,降低了能源消耗和排放。
分配生产资源
根据产品种类、工艺要求 等因素,分配相应的生产 资源,包括设备、材料、 人员等。
分析生产流程
详细分析生产流程
对每个生产环节进行详细分析, 了解各环节的生产工艺、操作流
程、关键控制点等。
确定瓶颈环节
针对分析结果,找出生产流程中的 瓶颈环节,制定相应的改善措施。
优化生产流程
根据分析结果,对生产流程进行优 化,提高生产效率及产品质量。
。
标准工时是评估工作效率的重要 标准,它可以帮助企业了解生产 过程中的瓶颈和问题,提高生产
效率和质量。
标准工时是制定人工成本的重要 参考,它可以帮助企业合理制定 人工成本预算,提高企业的经济
效益。
02 标准工时计算
计算公式及参数设定
01
02
03
计算公式
标准工时 = 正常时间 + 宽放时间
正常时间
进行某项作业一般所需时 间
宽放时间
为补偿各种额外因素所需 要的时间,如疲劳、停工 等
工作研究与时间测量
工作研究
通过细致的观察和分析,确定各 项作业的必要时间和工作量
时间测量
用计时器和秒表等工具记录作业 时间,以此为基础计算标准工时
标准工时计算方法
方法一:秒表法 1. 准备秒表等计时工具
2. 记录每个阶段作业时间
标准工时的特点
标准工时的定义计算MOD法课件

标准工时的作用
01
帮助企业合理安排生产计划,预测生产能力,确保 生产进度。
02
用于评估和比较不同工作岗位的工作效率,优化人 力资源配置。
03
为制定生产标准、作业指导书和工艺流程提供依据 。
标准工时的制定流程
收集数据
收集有关作业时间、操作频率 、停滞时间等数据。
制定标准
根据分析结果,制定标准工时 ,并考虑作业的难易程度、工 作条件等因素。
案例三:某零售企业的标准工时计算
总结词
需考虑门店地理位置、客流量和员工技能水平
详细描述
在计算零售企业的标准工时时,需将门店地理位置、客 流量和员工技能水平等因素纳入考虑范畴。通过对这些 因素的综合分析,制定出符合实际运营情况的标准工时 。此外,还需定期对标准工时进行评估和调整,以确保 其合理性和有效性。
VS
这种方法通常由时间研究专家进行, 他们会实地观察员工执行任务,并使 用计时器记录完成任务所需的时间。 这种方法得出的工时数据比较准确, 但需要投入大量时间和人力。
预定动作时间研究法
定义:预定动作时间研究法是一种基于动作分析,对完成某项任务所需的时间进 行预测的方法。
这种方法首先对任务进行动作分解,然后根据每个动作的预估时间,计算出完成 整个任务所需的总时间。这种方法可以在没有实际观测的情况下得出工时数据, 但需要具备一定的动作分析基础。
确定作业内容
明确作业范围、工作内容和操 作步骤。
分析数据
对收集的数据进行分析,确定 正常作业速率和异常因素。
验证与调整
在实际生产中验证标准工时的 适用性,并根据实际情况进行 调整和完善。
02 标准工时的计算方法
直接时间研究法
定义:直接时间研究法是一种通过观 察和计时,对完成某项任务所需的时 间进行直接测量的方法法的优点包括
MOD法测定标准工时
預置時間標准法( 預置時間標准法(PTS) ----MOD法 ----MOD法 3 、模特法的動作分析: A : 基本動作---------上肢動作
1> 、移動動作 (1)手指的動作M1 (2)手的動作M2 (3)小臂的動作M3 (4)大臂的動作M4 (5)大臂盡量伸直的動作M5 (6)反射動作
10
模特 數 11 4 12 8 11 4 6
表達式
M4G1M4P2 BD M3G1M3
M3P5UT=1.25
M3G0M3P5 UT=1.25 BD M2G1M3P0
抓電批對准上 螺絲
等待 取成品于皮拉上
56*0.129+2.5=9.72s
總有效時間
1.25*2= 正常作業時間 2.5s
預置時間標准法( 預置時間標准法(PTS) ----MOD法 ----MOD法
預置時間標准法( 預置時間標准法(PTS) ----MOD法 ----MOD法 1 、表MODAPTS与其它方法比較 表MODAPTS与其它方法比較
項目
基本動作及附 加因素种類 不同的時間 值數字個數
5
MOD
MTM(MethodsMTM Time Measurement)
WF(Work WF Factor)
預置時間標准法( 預置時間標准法(PTS) ----MOD法 ----MOD法
2 >、終結動作: (1)触及動作G0 (2)抓的動作G1 (3)抓的動作G3(需要注意力) (4)放置、放下的動作P0 (5)放置動作P2(需要注意力) (6)放置動作P5(需要注意力) 3 > 、移動動作与終結動作的結合: 伸手拿螺絲釘的動作為:M3G1
MOD法 預置時間標准法(PTS) -MOD法 時間標准法(
MOD法分析规范标准时间
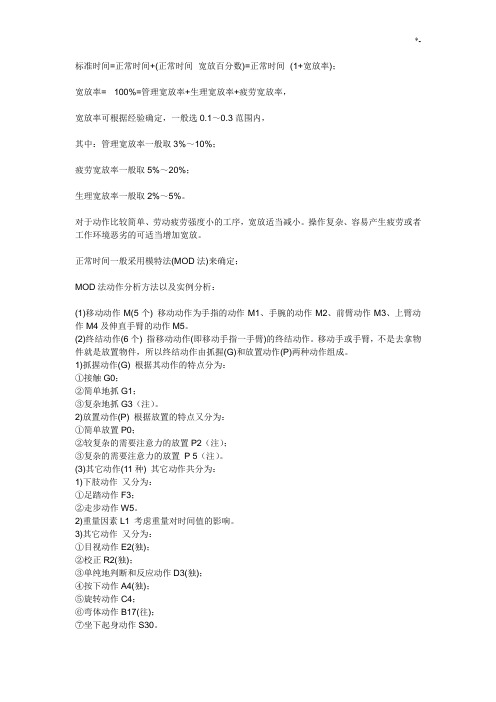
标准时间=正常时间+(正常时间×宽放百分数)=正常时间×(1+宽放率);宽放率= ×100%=管理宽放率+生理宽放率+疲劳宽放率,宽放率可根据经验确定,一般选0.1~0.3范围内,其中:管理宽放率一般取3%~10%;疲劳宽放率一般取5%~20%;生理宽放率一般取2%~5%。
对于动作比较简单、劳动疲劳强度小的工序,宽放适当减小。
操作复杂、容易产生疲劳或者工作环境恶劣的可适当增加宽放。
正常时间一般采用模特法(MOD法)来确定;MOD法动作分析方法以及实例分析:(1)移动动作M(5个) 移动动作为手指的动作M1、手腕的动作M2、前臂动作M3、上臂动作M4及伸直手臂的动作M5。
(2)终结动作(6个) 指移动动作(即移动手指一手臂)的终结动作。
移动手或手臂,不是去拿物件就是放置物件,所以终结动作由抓握(G)和放置动作(P)两种动作组成。
1)抓握动作(G) 根据其动作的特点分为:①接触G0;②简单地抓G1;③复杂地抓G3(注)。
2)放置动作(P) 根据放置的特点又分为:①简单放置P0;②较复杂的需要注意力的放置P2(注);③复杂的需要注意力的放置P 5(注)。
(3)其它动作(11种) 其它动作共分为:1)下肢动作又分为:①足踏动作F3;②走步动作W5。
2)重量因素L1 考虑重量对时间值的影响。
3)其它动作又分为:①目视动作E2(独);②校正R2(独);③单纯地判断和反应动作D3(独);④按下动作A4(独);⑤旋转动作C4;⑥弯体动作B17(往);⑦坐下起身动作S30。
4.模特法的动作分析(1)基本动作——上肢动作1)移动动作(M) 移动动作包括5种,分别以手指、手和手臂进行作业来区分。
①手指动作M1 表示用手指的第三个关节前的部分进行的动作,每动作一次时间值为1MOD,相当于手指移动了2.5cm的距离。
②手的动作M2 用腕关节以前的部分进行的动作,当然也包括了手指的动作,每进行一次为2MOD,相当于动作距离为5cm左右。
标准工时评定规则-MOD法详解
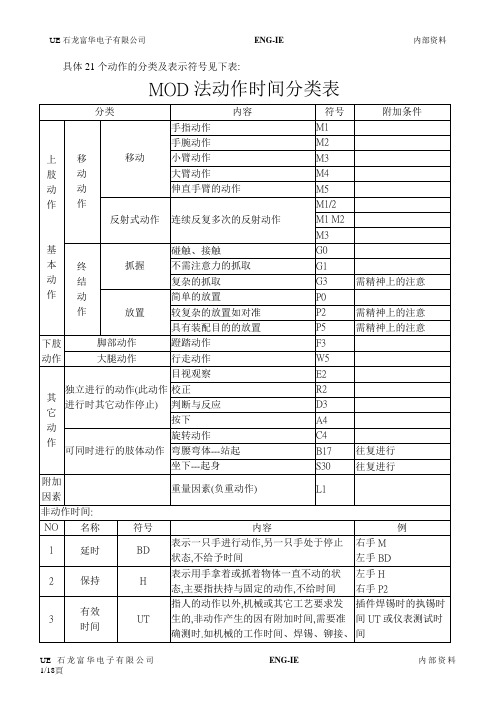
具体21个动作的分类及表示符号见下表:MOD法动作时间分类表由上表知,MOD法把人的动作分成上肢、下肢、其它等动作,分别由符号M、G、P、F、W……代表,符号后仅赋予数字1、2、3……代表模特时间值,如M1代表1MOD=0.129SEC,M2即代表2MOD、以此类推.1.本公司MOD法制定标准工时基准如下:(1)以MOD分析之正常时间(即100%效率水准).(2)本细则规定之标准作业距离为20CM.(3)私事宽放:因本厂采取中休制度,故宽放率为0%.(4)疲劳宽放:因本厂作业强度属轻、中度作业,故取宽放标准为15%.(5)作业宽放:如,a.台及场地的简单清洁与准备,包括转换产品品种时的时间消耗.b.来料及零件不良造成的停顿.(SMT零件脚宽不准)c.现场监督者与检查员临时抽检及口头指示造成的偶发停顿.d.上下工位的传递中偶发问题等.以上各宽放平均取:3%.(6)特殊宽放:如管理宽放、小批量的宽放、奖励宽放、机械干扰的宽放、不同作业人群的宽放等,平均取:2%.和计以上可知本公司取平均宽放率为20%.以上为一般正常状况之基准,如产品设计或工作环境等有异常时,得酌情修正.2.标准工时如下各页所示.6.1.1 DIP H/I段插件工时如下:線圈(二)二极體高腳二极體晶體(一)跳線晶體(二)ICF USE(一)F USE(二)IC線材(一)線材(一)Component ComponentType of ComportmentMOD 数(Sec)备注线圈(二) coil 2左手: M4M2G3M4R2*4P5332.6右手: G3M4R2*4P5M4M2二极管 horizontal diode 左手: M4M2G3M4R2*3P5312.4右手: G3M4R2*3P5M4M2二极管 high lead dopde左手: M4M2G3M4R2*3P5R233 2.6右手: G3M4R2*3P5R2M4M2晶体(一) transistor 1左手: M4M2G3M4R2*3P530 2.3右手: G3M4R2*3P5M4M2 跳线 jumper wire左手:M4M2G3M4R2*3P5312.4右手: G3M4R2*3P5M4M2晶体(二) transistor 2左手: M4M2G3M4R2*3P5312.4右手: G3M4R2*2P5R2M4M2 IC ic<101eads左手: M4M2G3M4R2R2*2R2*2P533 2.6右手: G3M4R2R2*2R2*2P5M4M2 FUSE(一)左手: M4M2G3M4R2*2P5272.1右手: G3M4R2*2P5M4M2 FUSE(二)左手: M4M2G3M4R2*3P5312.4右手: G3M4R2*3P5M4M2IC ic>101eads左手: M4M2G3M4R2R2*3R2*3P5403.1右手: G3M4R2R2*3R2*3P5M4M2线材(一) 插单边左手: M4M2G3M4R2P5BD29 2.2右手: BDM4M2G3M4R2P5线材(一) 插双边 L<20CM左手: M4M2G3M4R2P5M4R2P5BD43 3.3右手: BDM4M2G3M4R2P5M4R2P5排線(一)線材(一)排線(一)排線(一)Soc ke t(1)Soc ke t(2)P in1P in2Slide s w itc h 線材(二)Component ComponentType of ComportmentMOD 数(Sec)备注线材(一) 插双边 L>20CM 左手:M4M2G3M4R2P5M4M4R2P5BD473.6右手:BDM4M2G3M4R2P5M4M4R2P5 排线(一)插单边Ribbon wire2 (insert 1 ends)左手: M4M2G3M4M2R2P5BD332.6右手: BDM4M2G3M4M2R2P5排线(一)插双边Ribbon wire2 (insert 2 ends)L<20CM 左手: M4M2G3M4M2R2P5M4M2R2P5BD554.3右手: BDM4M2G3M4M2R2P5M4M2R2P5排线(一)插双边 Ribbon wire2 (insert 2 ends) L>20CM 左手:M4M2G3M4M2R2P5M4M4M2R2P5BD554.3右手:BDM4M2G3M4M2R2P5M4M4M2R2P5 Socket(一) <=4way左手: M4M2G3M4R2*3P5302.3右手: G3M4R2*3P5M4M2 Socket(二) >=5way左手:M4M2G3M4R2*4P5332.6右手: G3M4R2*4P5R2M4M2pin one pin 左手: M4M2G3M4R2P5251.9右手: G3M4R2P5M4M2 端子 solder tag左手:M4M2G3M4R2*2P527 2.1右手:G3M4R2*2P5M4M2 slide switch/ detector assembly 左手: M4M2G3M4R2*3P5312.4右手: G3M4R2*2P5R2M4M2 线材(二) 插单边wire assembly 2 (insert ends)左手: M4M2R2G3M4(R2P5)*N*BD23+7*N1.8+0.9*N右手:G3M4(R2P5)*N*BDM4M2R2T unc rLEDT r 1T r 2ComponentShape of ComponentType of ComportmentMOD 数Insertion (Sec)备注Tuncr左手: M4M2G3M4R2R2*3R2*3P540 3.1右手: G3M4R2R2*3R2*3P5M4M2 LED左手: M4M2G3M4M2R2P529 2.2右手: G3M4M2R2P5M4M2 Line Drier transformer(一)左手: M4M2G3M4R2*3P531 2.4右手: G3M4R2*3P5M4M2 Transformer(二)左手: M4M2G3M4M2R2P529 2.2右手: G3M4M2R2P5M4M2CONN 4PCONN 9P -MCOP WRCO2*10PCONN 6PCONN 4P DP 2X13P DP 2X20PDP 2X2PDP 2X3PDP 2X4P ComponentComponentType of ComportmentMOD 数(Sec)备注CONN-4P WAFER(L) CD-IN 连接器-4P左手: M4M2G3M4M2R2P5292.2右手: G3M4M2R2P5M4M2 CONN-9P-MCOM1左手: M4M2G3M4R2*3R2*3P5 37 2.9右手: G3M4R2*3R2*3R5M4M2 CONN-ATX PWRPOWER CONN2X10P左手: M4M2G3M4R2R2*3R2*3P5403.1右手: G3M4R2R2*3R2*3P5M4M2CONN-CIN 6PDUALMOUSE/KEYBOARD左手: M4M2G3M4R2R2*3R2*3P5403.1右手: G3M4R2R2*3R2*3P5M4M2 CONNECTOR 4X1P左手:M4M2G3M4R2*4P5332.6右手: G3M4R2*4P5R2M4M2 DOUBLE PIN2X13-25 FEATURE左手: M4M2G3M4R2R2*3R2*3P5403.1右手: G3M4R2R2*3R2*3P5M4M2 DOUBLE PIN2X20P左手: M4M2G3M4R2R2*3R2*3P5403.1右手: G3M4R2R2*3R2*3P5M4M2 DOUBLE PIN2X2P WIE 左手: M4M2G3M4R2*3P5312.4右手: G3M4R2*3P5M4M2DOUBLE PIN 2X3P BUS RATIO 左手: M4M2G3M4R2R2*2R2*2P5332.6右手: G3M4R2R2*2R2*2P5M4M2 DOUBLE PIN2X4PVCORE CPU CLOCK左手: M4M2G3M4R2R2*2R2*2P5332.6右手: G3M4R2R2*2R2*2P5M4M2DP 2X5PDP 2X8PEP R32PF USEHEAT SINK ACE P J5PP H2*20PP H2*5PP WRCONN12PREGSLP 2PComponentComponentType of ComportmentMOD 数(Sec)备注DOUBLE PIN2X5P左手: M4M2G3M4R2R2*2R2*2P5332.6右手: G3M4R2R2*2R2*2P5M4M2 DOUBLE PIN2X8P-14SLEEP PWRS/W左手: M4M2G3M4R2*3R2*3P5372.9右手: G3M4R2*3R2*3R5M4M2 F EPROM LCC32P左手: M4M2G3M4R2R2*3R2*3P5403.1右手: G3M4R2R2*3R2*3P5M4M2FUSE(POLY SW)1.6A 2脚左手: M4M2G3M4R2*3P5R2332.6右手: G3M4R2*3P5R2M4M2HEAT SINK ACE (有锁螺丝)左手: M4M2G3M4R2*3R2*3P537 2.9右手: G3M4R2*3R2*3R5M4M2 PHONE JACK5P左手: M4M2G3M4R2R2*2R2*2P5332.6右手: G3M4R2R2*2R2*2P5M4M2PIN HEADER2X20P IDE 左手: M4M2G3M4R2R2*3R2*3P5403.1右手: G3M4R2R2*3R2*3P5M4M2PIN HEADER2X5P WIE 左手: M4M2G3M4R2*3R2*3P5372.9右手: G3M4R2*3R2*3R5M4M2 POWER CONN12P左手:M4M2G3M4R2*4P5332.6右手: G3M4R2*4P5R2M4M2REGULATOR左手: M4M2G3M4R2R2*2R2*2P5332.6右手: G3M4R2R2*2R2*2P5M4M2SINGLE PIN 2P左手: M4M2G3M4M2R2P529 2.2右手: G3M4M2R2P5M4M211/18頁UE石龙富华电子有限公司ENG-IE内部资料´¡¥ó®É¶¡¬ã¨s¤@ÄýªíUE石龙富华电子有限公司ENG-IE内部资料12/18頁UE石龙富华电子有限公司ENG-IE内部资料´¡¥ó®É¶¡¬ã¨s¤@ÄýªíUE石龙富华电子有限公司ENG-IE内部资料13/18頁UE石龙富华电子有限公司ENG-IE内部资料UE石龙富华电子有限公司ENG-IE内部资料14/18頁UE石龙富华电子有限公司ENG-IE内部资料UE石龙富华电子有限公司ENG-IE内部资料15/18頁UE石龙富华电子有限公司ENG-IE内部资料UE石龙富华电子有限公司ENG-IE内部资料16/18頁UE石龙富华电子有限公司ENG-IE内部资料UE石龙富华电子有限公司ENG-IE内部资料17/18頁UE石龙富华电子有限公司ENG-IE内部资料UE石龙富华电子有限公司ENG-IE内部资料18/18頁。
mod法标准工时计算

mod法标准工时计算MOD(Minimal Observable Difference)法标准工时计算是一种研究人员用来估算人类作业时间所采取行动的常见研究方法。
一、MOD法标准工时计算简介MOD(Minimal Observable Difference)法标准工时计算是一种以可观察的行动和反应时间来估算任务的标准工时的研究法,是心理学技术的一个范畴。
研究人员在MOD法标准工时计算中,设定了基本的研究方案,力图穷尽每种条件下完成任务时需要花费的最低时间,并记录各种可测量的反应数据。
比如反应时间、所使用机构的复杂程度、任务实施所耗费的时间,以及任务完成所花费的工作量等。
二、MOD法标准工时计算实施流程1、确定研究目标,根据研究目标确定任务命题,分析并划分“认知的任务要求;运动的物理要求”和“行动的操作要求”,为确定实验任务建立理论基础。
2、收集实验材料,整理,准备实验任务素材和实验设备,制定详细的实验流程,以保证实验标准性。
3、测试前准备,安排实验场地,使实验场景尽可能真实化,根据测试研究的内容,设计详细的实验方案,确定实验问题,尽可能保证压力变量的均衡性。
4、实验阶段,实验中采集完成任务的最大阶段所耗费的时间,实验完成的方式,实验主观感受,反应时间等等;5、数据处理,收集数据,产出及分析,统计处理实验数据,以计算出任务完成所需时间,比较各种条件下任务实现时间的不同;6、建立参考模型,拟合测试任务的时间及工作量的关系,根据拟合的结果可以估算任务完成所需时间;7、结果解释及建议,基于这一系列的数据,进一步分析出作业量,性能,时间,质量等等之间的关系,进行有效的组织设计和任务安排。
三、MOD法标准工时计算的优缺点1、优点:MOD法标准工时计算属于人本主义研究方法,量化程度高,是研究人类作业时间的有效方法,能够清楚表达实验结果,可以很容易理解和估算作业时间;2、缺点:MOD法标准工时计算的实施成本高,因为必须通过大量重复的实验来测试任务完成时间;另外,由于实验受参与者的主观性大量影响,导致实验结果的可靠性有限。
标准工时的定义计算_MOD法详解
七.总结
标准工时是工厂管理中最公正客观的计量化基准.如能善用,对管理工作将 有相当精确有效的帮助.相反地,如果标准工时不准确,将使得计划管制与 分析工作陷入困扰争执.但既使标准工时不准确.我们也不能持逃避的心态 故意不去用它,而是要深刻认识它,并加以修订使它达到准确至少是可用的 水平.生产现场有时由于时,空,人,物的变化,难免与原标准有出入.为了及时 修订标准,我们必须建立一套回馈与差异分析的机制,以统计手段找出实际 与标准差异的状况.分析影响生产效率的原因,并加以改善. 只有制订出完 整的标准工时,才可以反映出当天产线的实际生产状况.因为IE所订的标准 工时只有客观正确的反映出正常的作业时间.它不包括任何生产异常.如果 达不到就说明产线管理不当或出现生产异常.如果不按标准产线此类问题 就会一直存在.也没人去注意与改善.
2. 基础IE标准人均产能计算的方法:
标准人均产能=工作时间/全部工位加总时间
按新的方法算能的好处:
可以迫使IE到生产现场参与改善.
可以迫使生产线想方设法达到标准产能.
从源头上避免生产线虚报加班费 但是,标准产能高于实际产能应该有个合理的范围.不超过10%,是合理 的.
标准工时的计算与分析
一.标准工时的定义 二.标准工时的计算公式 三.标准工时观测的要求 四.标准人均产能的计算方法 五.标准工时之应用 六.MOD法简介 七.总结
Prepared by:WANG 2007-08-01
2018/11/22
一. 标准工时的定义.
由合格且受过良好训练的作业员,在一定标准条件下,以一定的 作业方法,以正常的速度,完成某项作业所需的时间. 标准工时五要素.
不良品处理,特殊的工作环境等 2%
可避免 的宽放
管理宽放
标准工时评定规则mod)

標準工時評定規則1.目的:為公平設定本公司之動作單元之時間標準,以資評估產品之標準工時及生產線人力之依據,故制定此細則.2.範圍:凡本公司之所有產品之操作員正常操作時間均適之.3.本標準工時系統採用模特排時間法(Modolar Arrangement of Predetermined Time Standard,簡稱:MOD法)4.MOD法說明:模特法的基本原理來源於大量人體工程學的試總結,歸納有以下幾個方面:(1)所有由人進行的作業,均是共通的基本動作組成的,模特法將實際生產作業中的人體動作歸納為21種.(2)不同的人做同一動作(在作業條件相同的情況下)所需時間基本相等.(3)人體不同部位的動作,所用時間值是相互成比例的,如手的動作時間是手指動作時間的2倍,小臂的動作時間是手指動作時間的3倍,由此就可以定義手指一次動作時間為人體動作的基本單位時間,同時其他動作與之成倍數關係計算求得.模特法根據人的動作級次,選擇以一個正常人的級次最低、速度最快、能量消耗最小的一次,即手指動作的時間消耗值,作為它的時間單位,即1MOD=0.129S模特法的21種動作都以手指動作一次(移動距離2.5cm)的時間消耗值為基準進行試驗、比較,來確定各動作的時間值.具體21個動作的分類及表示符號見下表:MOD法動作時間分類表由上表知,MOD法把人的動作分成上肢、下肢、其他等動作,分別由符號M、G、P、F、W……代表,符號後僅賦予數字1、2、3……代表模特時間值,如M1代表1MOD=0.129SEC,M2即代表2MOD、以此類推.5.本公司MOD法制定標準工時基準如下:(1)以MOD分析之正常時間(即100%效率水準).(2)本細則規定之標準作業距離為20CM.(3)私事寬放:因本廠採取中休制度,故寬放率為0%.(4)疲勞寬放:因本廠作業強度屬輕、中度作業,故取寬放標準為15%.(5)作業寬放:如,a.臺及場地的簡單清潔與準備,包括轉換產品品種時的時間消耗.b.來料及零件不良造成的停頓.(SMT零件腳寬不準)c.現場監督者與檢查員臨時抽檢及口頭指示造成的偶發停頓.d.上下工位的傳遞中偶發問題等.以上各寬放平均取:3%.(6)特殊寬放:如管理寬放、小批量的寬放、獎勵寬放、機械幹擾的寬放、不同作業人群的寬放等,平均取:2%.和計以上可知本公司取平均寬放率為20%.以上為一般正常狀況之基準,如產品設計或工作環境等有異常時,得酌情修正.6.標準工時如下各頁所示.6.1.1 DIP H/I段插件工時如下:線圈(二)二极體高腳二极體晶體(一)跳線晶體(二)ICF USE(一)F USE(二)IC線材(一)線材(一)Component ComponentType of ComportmentMOD 數(Sec) 備注線圈(二) coil 2左手: M4M2G3M4R2*4P5332.6右手: G3M4R2*4P5M4M2二極體 horizontal diode 左手: M4M2G3M4R2*3P5312.4右手: G3M4R2*3P5M4M2二極體 high lead dopde左手: M4M2G3M4R2*3P5R233 2.6右手: G3M4R2*3P5R2M4M2晶體(一) transistor 1左手: M4M2G3M4R2*3P530 2.3右手: G3M4R2*3P5M4M2 跳線 jumper wire左手:M4M2G3M4R2*3P5312.4右手: G3M4R2*3P5M4M2晶體(二) transistor 2左手: M4M2G3M4R2*3P5312.4右手: G3M4R2*2P5R2M4M2 IC ic<101eads左手: M4M2G3M4R2R2*2R2*2P533 2.6右手: G3M4R2R2*2R2*2P5M4M2 FUSE(一)左手: M4M2G3M4R2*2P5272.1右手: G3M4R2*2P5M4M2 FUSE(二)左手: M4M2G3M4R2*3P5312.4右手: G3M4R2*3P5M4M2 IC ic>101eads左手: M4M2G3M4R2R2*3R2*3P5403.1右手: G3M4R2R2*3R2*3P5M4M2線材(一) 插單邊左手: M4M2G3M4R2P5BD29 2.2右手: BDM4M2G3M4R2P5線材(一) 插雙邊 L<20CM左手: M4M2G3M4R2P5M4R2P5BD433.3右手: BDM4M2G3M4R2P5M4R2P5排線(一)線材(一)排線(一)排線(一)Soc ke t(1)Soc ke t(2)P in1P in2Slide s w itc h 線材(二)Component ComponentType of ComportmentMOD 數(Sec)備注線材(一) 插雙邊 L>20CM 左手:M4M2G3M4R2P5M4M4R2P5BD473.6右手:BDM4M2G3M4R2P5M4M4R2P5 排線(一)插單邊Ribbon wire2 (insert 1 ends)左手: M4M2G3M4M2R2P5BD332.6右手: BDM4M2G3M4M2R2P5排線(一)插雙邊Ribbon wire2 (insert 2 ends)L<20CM 左手: M4M2G3M4M2R2P5M4M2R2P5BD554.3右手: BDM4M2G3M4M2R2P5M4M2R2P5排線(一)插雙邊 Ribbon wire2 (insert 2 ends) L>20CM 左手: M4M2G3M4M2R2P5M4M4M2R2P5BD554.3右手: BDM4M2G3M4M2R2P5M4M4M2R2P5Socket(一) <=4way左手: M4M2G3M4R2*3P5302.3右手: G3M4R2*3P5M4M2 Socket(二) >=5way左手:M4M2G3M4R2*4P5332.6右手: G3M4R2*4P5R2M4M2pin one pin 左手: M4M2G3M4R2P5251.9右手: G3M4R2P5M4M2 端子 solder tag左手:M4M2G3M4R2*2P527 2.1右手:G3M4R2*2P5M4M2 slide switch/ detector assembly 左手: M4M2G3M4R2*3P5312.4右手: G3M4R2*2P5R2M4M2 線材(二) 插單邊wire assembly 2 (insert ends)左手: M4M2R2G3M4(R2P5)*N*BD23+7*N1.8+0.9*N右手:G3M4(R2P5)*N*BDM4M2R2T unc rLEDT r 1T r 2ComponentShape of ComponentType of ComportmentMOD 數Insertion (Sec)備注Tuncr左手: M4M2G3M4R2R2*3R2*3P540 3.1右手: G3M4R2R2*3R2*3P5M4M2 LED左手: M4M2G3M4M2R2P529 2.2右手: G3M4M2R2P5M4M2 Line Driertransformer(一)左手: M4M2G3M4R2*3P5312.4右手: G3M4R2*3P5M4M2 Transformer(二)左手: M4M2G3M4M2R2P529 2.2右手: G3M4M2R2P5M4M2CONN 4PCONN 9P -MCOP WRCO2*10PCONN 6PCONN 4P DP 2X13PDP 2X20PDP 2X2PDP 2X3PDP 2X4P ComponentComponentType of ComportmentMOD 數(Sec)備注CONN-4P WAFER(L) CD-IN 連接器-4P左手: M4M2G3M4M2R2P5292.2右手: G3M4M2R2P5M4M2 CONN-9P-MCOM1左手: M4M2G3M4R2*3R2*3P5 37 2.9右手: G3M4R2*3R2*3R5M4M2 CONN-ATX PWRPOWER CONN2X10P左手: M4M2G3M4R2R2*3R2*3P5403.1右手: G3M4R2R2*3R2*3P5M4M2CONN-CIN 6PDUALMOUSE/KEYBOARD左手: M4M2G3M4R2R2*3R2*3P5403.1右手: G3M4R2R2*3R2*3P5M4M2 CONNECTOR 4X1P左手:M4M2G3M4R2*4P5332.6右手: G3M4R2*4P5R2M4M2 DOUBLE PIN 2X13-25 FEATURE左手: M4M2G3M4R2R2*3R2*3P5403.1右手: G3M4R2R2*3R2*3P5M4M2 DOUBLE PIN2X20P左手: M4M2G3M4R2R2*3R2*3P5403.1右手: G3M4R2R2*3R2*3P5M4M2 DOUBLE PIN2X2P WIE 左手: M4M2G3M4R2*3P5312.4右手: G3M4R2*3P5M4M2DOUBLE PIN 2X3P BUS RATIO 左手: M4M2G3M4R2R2*2R2*2P5332.6右手: G3M4R2R2*2R2*2P5M4M2 DOUBLE PIN2X4PVCORE CPU CLOCK左手: M4M2G3M4R2R2*2R2*2P5332.6右手: G3M4R2R2*2R2*2P5M4M2DP 2X5PDP 2X8PEP R32PF USEHEAT SINK ACE P J5PP H2*20PP H2*5PP WRCONN12PREGSLP 2PComponentComponentType of ComportmentMOD 數(Sec) 備注DOUBLE PIN2X5P左手: M4M2G3M4R2R2*2R2*2P5332.6右手: G3M4R2R2*2R2*2P5M4M2 DOUBLE PIN2X8P-14SLEEP PWRS/W左手: M4M2G3M4R2*3R2*3P5372.9右手: G3M4R2*3R2*3R5M4M2 F EPROM LCC32P左手: M4M2G3M4R2R2*3R2*3P5403.1右手: G3M4R2R2*3R2*3P5M4M2FUSE(POLY SW)1.6A 2腳左手: M4M2G3M4R2*3P5R2332.6右手: G3M4R2*3P5R2M4M2HEAT SINK ACE (有鎖螺絲)左手: M4M2G3M4R2*3R2*3P537 2.9右手: G3M4R2*3R2*3R5M4M2 PHONE JACK5P左手: M4M2G3M4R2R2*2R2*2P5332.6右手: G3M4R2R2*2R2*2P5M4M2PIN HEADER2X20P IDE 左手: M4M2G3M4R2R2*3R2*3P5403.1右手: G3M4R2R2*3R2*3P5M4M2PIN HEADER2X5P WIE 左手: M4M2G3M4R2*3R2*3P5372.9右手: G3M4R2*3R2*3R5M4M2 POWER CONN12P左手:M4M2G3M4R2*4P5332.6右手: G3M4R2*4P5R2M4M2REGULATOR左手: M4M2G3M4R2R2*2R2*2P5332.6右手: G3M4R2R2*2R2*2P5M4M2SINGLE PIN 2P左手: M4M2G3M4M2R2P529 2.2右手: G3M4M2R2P5M4M2´¡¥ó®É¶¡¬ã¨s¤@Äýªí´¡¥ó®É¶¡¬ã¨s¤@Äýªí6.1.2 DIP H/I段切板、上插銷及目檢工時:6.2 DIP T/U段一般動作標準:。
MOD法分析标准时间

标准时间= 正常时间+( 正常时间×宽放百分数)= 正常时间×(1+ 宽放率);宽放率= ×100%= 管理宽放率+生理宽放率+ 疲劳宽放率,宽放率可根据经验确定,一般选0.1~0.3 范围内,其中:管理宽放率一般取3%~10%;疲劳宽放率一般取5%~20%;生理宽放率一般取2%~5%。
对于动作比较简单、劳动疲劳强度小的工序,宽放适当减小。
操作复杂、容易产生疲劳或者工作环境恶劣的可适当增加宽放。
正常时间一般采用模特法(MOD 法)来确定;MOD 法动作分析方法以及实例分析:(1) 移动动作M(5 个) 移动动作为手指的动作M1、手腕的动作M2、前臂动作M3、上臂动作M4 及伸直手臂的动作M5。
(2) 终结动作(6 个) 指移动动作(即移动手指一手臂)的终结动作。
移动手或手臂,不是去拿物件就是放置物件,所以终结动作由抓握(G)和放置动作(P)两种动作组成。
1) 抓握动作(G) 根据其动作的特点分为:①接触G0;②简单地抓G1 ;③复杂地抓G3 (注)。
2) 放置动作(P) 根据放置的特点又分为:①简单放置P0;②较复杂的需要注意力的放置P2(注);③复杂的需要注意力的放置P 5(注)。
(3)其它动作(11 种) 其它动作共分为:1) 下肢动作又分为:①足踏动作F3 ;②走步动作W5 。
2) 重量因素L1 考虑重量对时间值的影响。
3) 其它动作又分为:①目视动作E2( 独);②校正R2(独);③单纯地判断和反应动作D3( 独);④按下动作A4( 独);⑤旋转动作C4;⑥弯体动作B17(往);⑦坐下起身动作S30。
4.模特法的动作分析(1) 基本动作——上肢动作1) 移动动作(M) 移动动作包括 5 种,分别以手指、手和手臂进行作业来区分。
①手指动作M1 表示用手指的第三个关节前的部分进行的动作,每动作一次时间值为1MOD ,相当于手指移动了 2.5cm 的距离。
②手的动作M2 用腕关节以前的部分进行的动作,当然也包括了手指的动作,每进行一次为2MOD ,相当于动作距离为5cm 左右。
《标准工时MOD法》课件

参考献
• 文献1 • 文献2 • 文献3
《标准工时MOD法》PPT课件
简介
标准工时MOD法是一种用于评估和优化工作流程的方法。它可以应用于各个领域,帮助提高生产效率和降低 成本。
标准工时模型
标准工时概念
标准工时是完成一项工作所需的标准时间,考虑到各种因素。
标准工时方程
标准工时 = 任务时间 + 等待时间 + 未使用时间 + 学习时间 + 完成百分比调整时间。
2
减少成本的实例
一家物流公司使用标准工时MOD法,成功降低了物流成本,提高了效益。
3
优化工作流程的实例
某医院应用标准工时MOD法,改进了门诊流程,提高了病人就诊效率。
结论
1 标准工时MOD法的优势和应用价值
标准工时MOD法能够帮助组织评估和优化工 作流程,提高生产效率,降低成本。
2 未来发展趋势
随着技术的进步和数据的丰富性,标准工时 MOD法将在各个行业得到更广泛的应用。
标准工时计算方法
标准工时可以通过观察和记录工作过程来计算,然后进行适当的调整。
MOD方法
MOD概念
MOD是标准工时模型的核心概念,代表着工作过程中的不同模块或活动。
MOD方法的特点
MOD方法能够精确地刻画工作流程的每一个环节,从而实现更准确的工时评估和优化。
如何应用MOD方法?
可以通过观察和记录每个MOD的具体操作时间,然后计算每个模块的标准工时。
应用实例
运输领域中的应用
标准工时MOD法可以帮助优化 运输流程,减少装卸时间和运 输成本。
制造业中的应用
在制造业中应用标准工时MOD 法可以提高生产效率,降低废 品率。
MOD法分析标准时间
标准时间=正常时间+(正常时间×宽放百分数)=正常时间×(1+宽放率);宽放率= ×100%=管理宽放率+生理宽放率+疲劳宽放率,宽放率可根据经验确定,一般选0.1~0.3范围内,其中:管理宽放率一般取3%~10%;疲劳宽放率一般取5%~20%;生理宽放率一般取2%~5%。
对于动作比较简单、劳动疲劳强度小的工序,宽放适当减小。
操作复杂、容易产生疲劳或者工作环境恶劣的可适当增加宽放。
正常时间一般采用模特法(MOD法)来确定;MOD法动作分析方法以及实例分析:(1)移动动作M(5个) 移动动作为手指的动作M1、手腕的动作M2、前臂动作M3、上臂动作M4及伸直手臂的动作M5。
(2)终结动作(6个) 指移动动作(即移动手指一手臂)的终结动作。
移动手或手臂,不是去拿物件就是放置物件,所以终结动作由抓握(G)和放置动作(P)两种动作组成。
1)抓握动作(G) 根据其动作的特点分为:①接触G0;②简单地抓G1;③复杂地抓G3(注)。
2)放置动作(P) 根据放置的特点又分为:①简单放置P0;②较复杂的需要注意力的放置P2(注);③复杂的需要注意力的放置P 5(注)。
(3)其它动作(11种) 其它动作共分为:1)下肢动作又分为:①足踏动作F3;②走步动作W5。
2)重量因素L1 考虑重量对时间值的影响。
3)其它动作又分为:①目视动作E2(独);②校正R2(独);③单纯地判断和反应动作D3(独);④按下动作A4(独);⑤旋转动作C4;⑥弯体动作B17(往);⑦坐下起身动作S30。
4.模特法的动作分析(1)基本动作——上肢动作1)移动动作(M) 移动动作包括5种,分别以手指、手和手臂进行作业来区分。
①手指动作M1 表示用手指的第三个关节前的部分进行的动作,每动作一次时间值为1MOD,相当于手指移动了2.5cm的距离。
②手的动作M2 用腕关节以前的部分进行的动作,当然也包括了手指的动作,每进行一次为2MOD,相当于动作距离为5cm左右。
标准工时MOD法

•手臂的往复动作M3,每一个单程动作时间为2 MOD;
•上臂的往复动作M4,每一个单程动作时间为3 MOD;
•M5的动作一般不发生反射动作,即使有也必须 进行改进。所以,反射动作的时间值最大为 3MOD。
•其动作举例有:用棒敲盒子;用布给盒子涂油 ;用锤子敲东西;用橡皮擦字;盖邮戳。用指甲 梳东西或用手指贴封条的动作,当其反复进行时 ,可以看作是反射动作,指甲或手起到工具的作 用。
中手就要在目的物附近稍为等待到第一只手动作完
后,再稍微移动M2,才能完成其终结动作。例如,
在桌子上放置有零件箱A和B(前方),两手分虽抓
两个零件A和B。如果,左手先动作情况如表11-12所 示。如果右手先动作,情况如表11-13所示。
•
表11-12左手先动作
No 左手动作 右手动作 标记符号 次数
伸手抓零件 伸手抓零 M3G3M2G
•其动作举便有:碰推键;用手指接触垫圈;碰放在桌子上 的橡皮;推放在夹具上的印刷电路板;用两手推卡片的左 、右侧面。
•(2)抓的动作G1 用手指、手简单地抓的动作。用手或手 指抓一次物体的动作,非常自然,而没有一点踌躇现象, 在被抓物体的附近也没有障碍物。时间值为1 MOD。
•其动作举例有:抓单独放置的一个零件;抓螺丝刀;抓排
•1 MOD = 0.1 s 作时间值
高效值,熟练工人的高水平动
•1 MOD = 0.143 s 在内的动和时间
包括恢复疲劳时间的10.75%
•1 MOD= 0.12 s
快速值,比正常值快7%左右
•
•五、模特法分析记录表
•作 •在模特法中,根据使用的身体部位的不同,时间值分为 五等:
•当把手臂充分伸展时,伴有身体前倾的辅助动作 ,从时间值上来看,仍是M4。
标准工时_MOD法
转动调谐旋钮;将电阻插在电路板上;转动 门轴;翻笔记本。
5cm M2
小臂的动作 M3
18
将肘关节做为支点,肘以前的小臂(包括手、 手指)的动作。每动作一次定为M3,时间值 是3MOD,移动距离为15cm。
只是简单的手指闭合是不能抓住的。
– 抓放在桌上的平垫圈(先用指甲抠起来再抓); – 抓放在零件箱中的一个小螺钉(抓时要同时扒开
周围的其他零件); – 要求按零件的规定位置抓(如从头抓); – 抓重叠的资料(先用手指拿起一张再抓); – 抓起放在桌面上的绣花针;
P0
简单放置 P0
26
把抓着的物品运送到目的地后,直接放下地动作。 不需要用眼注视周围的情况; 放置处无特殊要求;
1
MODAPTS(模特法) 培训教材
预定时间标准法(PTS) 2
➢ 是国际公认的制定时间标准的先进技术。 ➢ 利用预先为各种操作所制定的时间标准来确定
进行各种操作所需要的时间,而不是通过直接 观察和测定来确定。
预定时间标准法(PTS) 3
➢ 如何设计(Design)作业? ➢ 在作业开始之前,预先详细研究几种方法,确定
反射动作因其是反复操作,所以其时间值比通常 移动动作小:
手指的往复动作M1,每一个单程动作的时间为 1/2MOD;
手腕的往复动作M2,每一个单程动作的时间为1MOD; 手臂的往复动作M3,每一个单程动作的时间为2MOD; 上臂的往复动作M4,每一个单程动作的时间为3MOD;
★M5的动作一般不发生反射动作。
是因为最后一步动作中,手离目的物也近了。
MOD法标准工时
课程名称MOD法标准工时培训时间1天(6课时)讲师洪剑坪课程描述预定时间标准法,是国际公认的制定时间标准的先进技术。
它利用预先各种动作制定的时间标准来确定各种操作所需要的时间,而不是通过直接观察和测定。
主要方法有MTM法、WF法、MOD法等。
培训对象企业领导者、生产厂长、主管、工程QA\QC部门等主管﹑IE﹑PE﹑QE 等工程师﹑现场管理及技术人员等。
课程大纲第一章动作时间分析方法:MOD法原理1、动作经济的基本原则2、关于人体的使用原则3、关于工作场所的布置原则4、关于工具和设备的设计原则5、操作动作在MOD法中归纳为21种6、同一个动作(在条件相同的情况下)所需的时间基本上相等;7、身体不同部位动作时,其动作所用的时间值互成比例;第二章MOD法的特点1、易懂、易学、易记(1) 模特法将动作归纳为21种。
比其他方法要少很多。
(2) 把动作符号和时间值融为一体,在动作符号上直接能计算出时间值。
(3)MOD法中不同的时间值只有8个很容易计算。
2、方便实用(1) 采用模特法不需要测时,就能根据动作决定出正常时间。
(2) 模特法计算时间值的精度比较高。
第三章MOD法动作介绍1、基本动作---------上肢动作(1)移动动作(M)M1, 手指动作分析与举例M2,手的动作分析与举例M3,小臂的动作分析与举例M4,大臂的动作分析与举例M5,大臂尽量伸直的动作分析与举例(2)终结动作,分为抓取动作和放置动作G0,触摸动作分析与举例G1,简单的抓取动作分析与举例G3,复杂的抓取动作分析与举例P0,简单的放置动作分析与举例P2,需要注意的放置动作分析与举例P5,需要有注意力复杂的放置动作分析与举例(3)反射动作(也称作特殊移动动作)(4)同时动作2、身体及其他动作F3脚踏动作分析与举例W5步行动作分析与举例B17身体弯曲动作分析与举例S30站起来再坐下去的动作分析与举例L1搬运动作的重量因素分析与举例E2目视动作分析与举例R2矫正动作分析与举例D3判断动作分析与举例A4施加压力分析与举例C4旋转动作分析与举例3、其他符号BD延时H保持UT有效时间除了人的动作之外的机器或其他所有的加工时间。
标准工时之MOD法
标准工时之MOD法标准时间=正常时间+(正常时间×宽放百分数)=正常时间×(1+宽放率);宽放率= ×100%=管理宽放率+生理宽放率+疲劳宽放率,宽放率可根据经验确定,一般选0.1~0.3范围内,其中:管理宽放率一般取3%~10%;疲劳宽放率一般取5%~20%;生理宽放率一般取2%~5%。
对于动作比较简单、劳动疲劳强度小的工序,宽放适当减小。
操作复杂、容易产生疲劳或者工作环境恶劣的可适当增加宽放。
正常时间一般采用模特法(MOD法)来确定;MOD法动作分析方法以及实例分析:(1)移动动作M(5个) 移动动作为手指的动作M1、手腕的动作M2、前臂动作M3、上臂动作M4及伸直手臂的动作M5。
(2)终结动作(6个) 指移动动作(即移动手指一手臂)的终结动作。
移动手或手臂,不是去拿物件就是放置物件,所以终结动作由抓握(G)和放置动作(P)两种动作组成。
1)抓握动作(G) 根据其动作的特点分为:①接触G0;②简单地抓G1;③复杂地抓G3(注)。
2)放置动作(P) 根据放置的特点又分为:①简单放置P0;②较复杂的需要注意力的放置P2(注);③复杂的需要注意力的放置P 5(注)。
(3)其它动作(11种) 其它动作共分为:1)下肢动作又分为:①足踏动作F3;②走步动作W5。
2)重量因素L1 考虑重量对时间值的影响。
3)其它动作又分为:①目视动作E2(独);②校正R2(独);③单纯地判断和反应动作D3(独);④按下动作A4(独);⑤旋转动作C4;⑥弯体动作B17(往);⑦坐下起身动作S30。
4.模特法的动作分析(1)基本动作——上肢动作1)移动动作(M) 移动动作包括5种,分别以手指、手和手臂进行作业来区分。
①手指动作M1 表示用手指的第三个关节前的部分进行的动作,每动作一次时间值为1MO D,相当于手指移动了2.5cm的距离。
②手的动作M2 用腕关节以前的部分进行的动作,当然也包括了手指的动作,每进行一次为2MOD,相当于动作距离为5cm左右。
标准工时_MOD法
–抓起单独放置的旋具; –抓起放在桌上的笔; –两手同时伸出捧住电视机; –抓取排成一行的小型变压器
G 3 (注意)
复杂抓取 G3
25
需要注意力,用G1所不能完成的,时间值为 3MOD;
在抓取目的物时有迟疑现象,或是目的物周 围有障碍物;或是目的物比较小,不容易一 抓就得;或是目的物易变形、易碎;
时间值构成。
移动动作
移动动作
胳膊的基本动作
终结动作
现
场
的
动
腿的动作
作
反射性动作
边看边抓 的动作
放的动作
结合动作
M1 手指
M2 手
M3 下臂
M4 上臂
M5 肩膀
(M1/2,M1,M2,M3) G0 接触后抓 G1 抓在手里 G3 难抓的动作 P0 容易放的动作 P2 边看放1次 P5 边看放2次 F3 踩Pedal W5 步行
➢ 要用时限动作的时间值来表示两手同时动作 时间值。
被时限动作标记时加()表示,它不影响分析结果。
两手均需注意力时的分析方法 35
➢ 两手同时向目的场所移动,终了的瞬间,若某 只手开始了终结动作,另一只手就要在目的物
附近稍微等待到第一只手动作完后,再稍微移 动M2,才能完成其终结动作。
左手 移动动作M3 右手 移动动作M3
最经济的作业方法;作业开始之后就尽可能不再 改变。
➢ Therblig:任何作业都是由几个基本要素动作进行 组合之后,才形成一个集中的作业。
作业时间的确定
4
如果能够给出要素动作相对应的基准时间值, 那么,要确定一种作业的时间,则可按下列程 序进行:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
MOD-动作标准时间
B:安装
编码操作内容模特法时间(秒)1安装部件到目的地(有障碍):指安装有定位柱或定位扣部件﹡P5R2A4 1.6
2安装部件到目的地(无障碍):指安装无定位柱或障碍部件﹡(自然顺畅的安装)P2R2A4 1.1 3安装部件到目的地(细.软部件):如插AM天线.G3R2R2P5 1.8
4安装部件到目的地(须用力压或推):指安装紧固性部件﹡R2P5A4A4 2.2
5安装部件到目的地(精密准确性):指安装微小吻合非常准确的部件﹡D3R2*8P5A4 4.2
6安装部品入袋(有障碍);指有一定障碍物阻止前进﹡G3G3R2R2R2P5P5P5 4.1
7安装部品入袋(小体形);如:安装电源线、遥控器、说明书;G3G3R2R2P5P2 2.6
8安装部品入袋(大体形);如:安装成品主机;13.5 9成品包胶带; 如:成品主机包胶带、珍珠棉等;(不含取放胶纸及胶带时间)P5×2G3×2L1M3P5×67.5 10套PVC胶通(50mm);如套胶通于火牛线;(不含取放物料时间)R2×3P5×3A4M3 4.2 11插元件(含取时间)只适用于插机拉﹡M3G3M3R2R2P5 2.7 12锁螺丝(L=1mm)﹡0.21备注:
﹡B1 例如:安装功能钮、支架、PCB、阻力轮、散热片、机芯等到目的地,安装PCB到机架;
﹡B2 例如:安装组件或部件到无障碍、无阻止力之积架或目的地;
﹡B4 例如:安装磁棒、AC线扣;
﹡B5 例如:定贴片IC:
﹡B6 例如:安装PCB、面壳、底壳、机芯、CD头等组件入袋;
﹡B11 电阻、电容、二极管等按一件计算,中周、排插座、三极管等按1.2件计算,IC按3件计算;
﹡B12 L为螺丝长度,长度增加倍数时间相应增加倍数;
★以上时间是根据现场观察、摄影进行微动作分析和结合模特法作设定; (含15%宽放率)
★标准时间=正常时间×(1+宽放率) (本宽放率设定为15%) ★ 1模特(MOD)=0.129秒
MOD-动作标准时间
﹡C3 指排线脚、排插座脚之类;
﹡C9 包括贴双面胶纸、皱纹胶纸、纤维胶纸、透明胶纸等;
D :焊接 (以下不含取放工具及物料时间)
编码操作内容模特法时间(秒)1焊锡(焊点2mm2、无障碍)指无任命物体阻止烙铁咀焊接﹡R2P51
2焊锡(焊点2mm2、有障碍)指有物体阻止烙铁咀顺利焊接或焊一部品到另一目标﹡R2×3P5×2 2.5 3焊接单点(加锡1次,标准焊接应控制在3S左右)3
4拖焊(4 - 8脚) 指排列式;P5×3 2.2 5拖焊(9 - 30脚) 指排列式;P5×5 3.7 6拖焊(31脚以上) 指排列式;P5×9 6.7 7热铆胶柱(直径2 -5mm ) 指手工用烙铁焊接完成R2×2P5×2D3 2.5 8清洗烙铁咀P5 1.2 9
10
11
12
备注:
﹡D1 2mm2 是指锡点面积,若面积增加一倍时间相应增加一倍;
﹡D2 如焊机芯叶片开关、磁头线、AC座线等;
★以上时间是根据现场观察、摄影进行微动作分析和结合模特法作设定;(含15%宽放率)
★标准时间=正常时间×(1+宽放率) (本宽放率设定为15% )
★1模特(MOD)=0.129秒
MOD-动作标准时间。