LC型跳线QC控制工程图
QC工程图
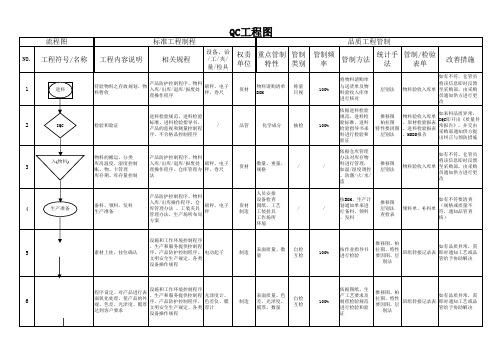
品名、规格/ 型号、数量
自检
100%
按产品出货通 知、物料入库/ 出库/退库/报 废处理操作程 序、仓库管理 办法及相关规 程进行发货作 业
推移图、柏 拉图、特性 要因图、层 别法
ቤተ መጻሕፍቲ ባይዱ装箱清单、发货 报表、库存日报 如有品质异常,需即 表、发货通知单 时通知品管给予协助 、成品出库单、 解决 携物(携货)出 门条
如有不符,制造返 工;如严重不合格或 已通知未改善者,则 开具《质量异常报告 》
23
发货
产品防护控制程序、物料 入库/出库/退库/报废处 理操作程序, FIFO(先进先出)、搬运 机动叉车 仓库管理办法、生产和服 、产品类别及数量管制 手拖车 务提供控制程序产品防护 控制程序,文明安全生产 规定
资材
品管
表面质量、色 差、光泽度、 膜厚、数量、 工艺流程
首末 件:1Pcs/ 次,巡 首检 检:5Pcs/2Hs 巡检 , 移转 移转检 检:10%以 上,附带6S 检查
依据图纸、生 产工艺要求及 制程检验规范 进行检验和验 证
推移图、柏 拉图、特性 要因图、层 别法
如有不符,通知技术 首件检验单、巡 人员调机或修模;如 回检验记录、返 严重不合格或已通知 工返修单、品质 未改善者,则开具《 异常联络单 质量异常报告》
制造
表面质量、色 差、光泽度、 膜厚、数量
自检 互检
100%
按作业指导书 进行检验
柏拉图
如有品质异常,需即 班组转接记录表 时通知工艺或品管给 予协助解决
7
IPQC
设备参数设定确认 色差检测 膜厚检测 光泽度检测 外观检验
产品的监视和测量控制程 序、不合格品控制程序、 光泽度计、 纠正和预防措施控制程序 色差仪、膜 、制程检验规范、标识和 厚计 可追溯性控制程序
简易版QC工程图范例
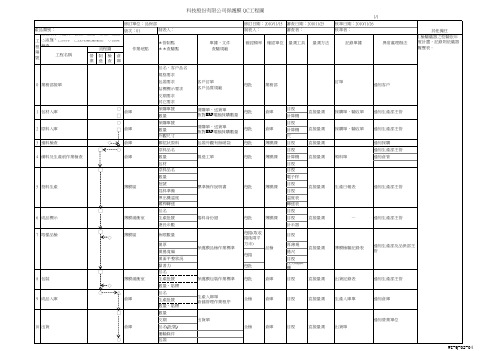
1/1 修訂單位:品保部 產品類别: 工 工程順序(進料、檢查、生產、分裝、檢查、出貨) 程 ○搬運‧△保存‧□品名數量確認‧◇品質檢查 编 流程圖 工程名稱 號 營業 制造 檢查 倉庫 作業地點 *管制點 **查驗點 品名、客戶品名 規格要求 0 業務部接單 包裝要求 貼標標示要求 交期要求 其它要求 1 包材入庫 ○ □ ○ 2 原料入庫 3 進料檢查 □ 4 備料及生產前作業檢查 □ ◇ ○ 倉庫 □ 倉庫 倉庫 倉庫 採購單號 數量 採購單號 數量 外觀尺寸 顆粒狀原料 原料品名 數量 包材 原料品名 數量 5 投料生產 薄膜區 批號 混料準備 押出機溫度 螺桿轉速 □ 6 成品標示 □ ◇ 薄膜緩衝室 品名 生產批號 總長米數 7 取樣品檢 薄膜區 魚眼數量 膜厚 膜捲寬幅 膜面平整狀況 黏著力 □ 8 包裝 ◇ ○ 9 成品入庫 □ 10 出貨 ○ 倉庫 △ 倉庫 薄膜緩衝室 品名 生產批號 數量、貼標 品名 生產批號 數量、貼標 數量 交期 品名(批號) 運輸條件 包裝 出貨單 全檢 倉庫 目視 直接量測 出貨單 通知營業單位 生產入庫單 倉儲管理作業程序 全檢 倉庫 目視 直接量測 生產入庫單 通知倉庫 保護膜包裝作業標準 每批 倉庫 目視 直接量測 出貨記錄表 通知生產部主管 保護膜品檢作業標準 每捲 每批 每捲(取收 捲後兩平 方米) 品檢 捲料身份證 每批 薄膜課 標準操作說明書 每批 薄膜課 製造工單 每批 薄膜課 包裝外觀有無破袋 每批 薄膜課 請購單、送貨單 核對ERP電腦採購數量 請購單、送貨單 核對ERP電腦採購數量 每批 倉庫 目視 計算機 目視 每批 倉庫 計算機 尺 目視 目視 計算機 目視 目視 電子秤 目視 目視 温度表 轉速表 目視 目視 計米器 目視 厚薄規 捲尺 目視 拉力測試機 直接量測 薄膜檢驗記錄表 通知生產部及品保部主 管 直接量測 — 通知生產部主管 直接量測 生產日報表 通知生產部主管 直接量測 領料單 直接量測 通知採購 通知生產部主管 通知倉管 直接量測 採購單、驗收單 通知生產部主管 直接量測 採購單、驗收單 通知生產部主管 客戶訂單 客戶品質規範 每批 業務部 訂單 通知客戶 單據、文件 查驗規範 確認頻率 確認單位 量測工具 量測方法 記錄單據 異常處理辦法 版次:01 制表人: 修訂日期:2010/11/15 審查日期:201011/25 制表人: 審查者: 核準日期:2010/11/26 核準者: 其他備註 1.檢驗儀器之校驗依年 度計畫,記錄則依儀器 履歷表。
QC工程图(电子产品完整版)

1.核对BOM 和E合性3.标 准准确, 无误。4. 是否漏判
和误判
1.新产品成ECN变 更
2、产品新制作或 更改;3.生产全 过程;4.每两小
时
《IPQC巡检记录》 《车间温湿度记录表》
技术员
、工艺 工程师 、品质
工程师 主管
1.发生异常需立即检讨或停 线
工程师
报主管处理
14
维修
1.静电防护2.物料的 正确性3.外观质量
1.佩戴静电手环,烙铁 接点2.补料的物料要求
和BOM一致
静电手环
烙铁
1.焊锡线 2.不良标签
1.维修完的产品清洁干 净, 无残留物、起泡、 发黄2.做好静电防护和
通风
目视
维修管控 指导书
《维修日报表》
作业员
有异常要及时报告主管
15
OQC检验
、IPQC
显示器、卡尺
12
IPQC检查
检查制程过程是否符 合工艺标准要求
1.按检查指令和BOM要求
显示屏、主机
、无线天线、 4G卡、鼠标、
不良标签 合格标签
1.生产数量记录 2.生产品质状况
目视
《IPQC检 验规范》
1.2小时
音响
《IPQC巡检记录》
IPQC
主管
1.2H内不良发生3PCS以上报 告技术员调试。2.连续3PCS 不良应停线稽核,并及时汇
BOM表, 客户其它
要求
液晶屏、按键
板、主板、转
接板、屏线、
BOM表,
1
IQC检验
客户物料的领用,接 收、存放,自购物料
的接收、存放
符合BOM表、规格书、采 购单、要求
转接线、安装 框架、锁屏条 、挡板、防尘
QC 工程图(模版)
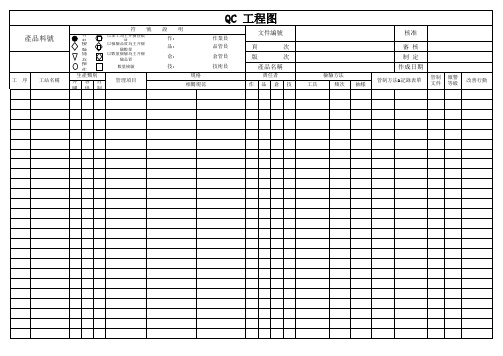
工 序 工站名稱
材 料檢 驗儲 存操 作 生產類別 外客自 購供制
符號
以加工為主并檢查數 量
以檢驗品質為主并檢 驗數量
以數量檢驗為主并檢 驗品質
數量檢驗
管理項目
QC 工程图
說明 作: 品:
作業員 品管員
文件編號
頁
次
倉:
倉管員
版
次
技:
技術員
規格
相關規范
產品名稱
責任者 作品倉技
核准ห้องสมุดไป่ตู้
審核
制定
作成日期
檢驗方法
工具
頻次
抽樣
管制方法&記錄表單
管制 報警 文件 等級
改善行動
工 序 工站名稱
生產類別 外客自
購供制
管理項目
規格 相關規范
責任者 作品倉技
檢驗方法
工具
頻次
抽樣
管制方法&記錄表單
管制 報警 文件 等級
改善行動
CTQ
備 注:報警等級 1-通知主管﹐ 2-通知IPQC﹐工程師﹐生
產經理﹐3-通知總經理或總監
文
件
修
訂
履
歷
版本 1.0
修訂內容 新版發行
修訂者
日期
QC工程图
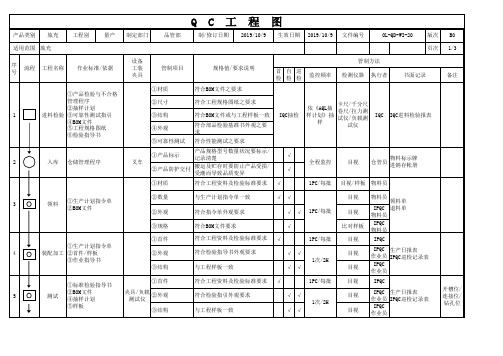
规格值/要求说明
符合工程资料及检验标准要求 符合检验指引外观之要求 与工程样板一致 符合检验标准之要求 符合检验指引外观之要求 符合BOM文件之要求 符合附着力测试指引之要求
首自巡 检检检 √
√√
√√
√ √√ √√ √
管制方法
监控频率 检测仪器 执行者
书面记录
1PC/每批 1次/2H 1PC/每批 1次/2H
手啤机 铝纸
冲压模
②外观 ③结构 ④颜色
符合检验指引外观之要求 与样板一致 符合BOM文件之要求
√√
√√ √√
1次/2H
目视 目视 目视
PQC 作业员
PQC 生产日报表 作业员 IPQC巡检记录表
PQC 作业员
⑤尺寸
与首件样板一致
√
卡尺
PQC
①喷涂作业指导书
①首件
②IPQC检验指引
②外观
10
外观检验 ③附着力测试指引
喷枪
④抽样计划 ⑤BOM文件
③颜色
符合检验标准之要求 符合检验指引外观之要求 符合BOM文件之要求
√ √√ √√
1PC/每批 1次/2H
目视/3M胶纸 PQC
目视 目视
PQC 作业员 生产日报表
PQC IPQC巡检记录表
作业员
喷胶水
④附着力测试 符合附着力测试指引之要求
√
3M胶纸 PQC
①首件
符合工程资料及检验标准要求 √
备注
3
领料
①生产计划指令单 ②BOM文件
①生产计划指令单
4
装配加工 ②首件/样板
③作业指导书
②数量 ②外观 ③规格 ①首件 ②外观 ③结构
qc工程图范本
qc工程图范本
工程图是一种图示记录工程设计的技术文件,它是建筑、机电设备等工程项目施工的基础,具有指导施工、安装和维修的作用。
下面是一份QC工程图范本,以供参考。
工程图范本
一、总体布置图:
总体布置图是工程项目的骨架图,用于描述建筑、设备的整体布置。
它包括建筑平面布置图、设备平面布置图等。
总体布置图应明确标注建筑主体结构、设备安装位置、通道与管道的走向等信息。
二、平面布置图:
平面布置图是工程项目的平面展开图,用于描述建筑、设备的具体布置。
它包括建筑平面布置图、设备平面布置图等。
平面布置图应标注清晰明确的尺寸、设备位置、管道走向、房间用途等信息。
三、立面图:
立面图是工程项目的立体展示图,用于描述建筑、设备的正面或侧面。
它包括建筑立面图、设备立面图等。
立面图应标注建筑外观风格、设备外形尺寸、通风口、开窗位置等信息。
四、剖面图:
剖面图是工程项目的切面展示图,用于描述建筑、设备的内部构造。
它包括建筑剖面图、设备剖面图等。
剖面图应标注建筑
楼层高度、设备内部构造、管道走向等信息。
五、细部图:
细部图是工程项目的局部展示图,用于描述工程的细节部分。
它包括建筑细部图、设备细部图等。
细部图应标注特殊构造、连接方式、材料规格等信息。
综上所述,QC工程图范本涵盖了建筑平面布置图、设备平面
布置图、建筑立面图、设备立面图、建筑剖面图、设备剖面图、建筑细部图、设备细部图等内容。
工程图应准确、明确地展示工程的布置和构造,以指导施工和管理。
QC工程图(完整版)
操作员 IPQC
主管
。2.连续3PCS不良应 停机稽核,并及时汇 报主管处理
1.按检查指令和BOM要求
1.防静电手环
1.1个以上拒收,将不 良报告班长。2.无卤 超标及时通知客户
仓管员 、IQC
主管
1.按IOC来料检验规范 执行。2.无卤超标及 时通知客户
物料员 主管
1.发现不良联络物料 员
4
部品出库 材料出库,存储 符合领料单
平板车 防静电手套 见领料单 材料数量
核对 领料清单 全数
《领料单》
物料员 主管
1.发现不良联络物料 员
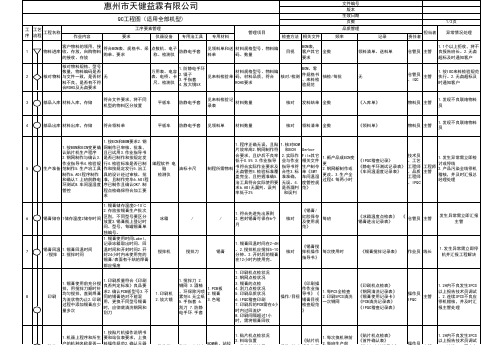
惠州市天健益霖有限公司
文件编号 版本
QC工程图(适用全部机型)
生效日期 页数
工 序
工艺 流程
工程名称
作业内容
工序要素管理
要求
仪器设备
专用治工具
专用材料
管理项目
检查方法 相关文件
品质管理 频率
记录
1
客户物料的领用,接 物料进库 收、存放,自购物料
的接收、存放
符合BOM表、规格书、采 购单、要求
点数机、电子 称、检测仪
时内过回流炉
》
8.印刷间隔超过1小
《印刷机点检表》 《钢网清洗记录表》 《锡膏使用记录卡》 《PCB清洗记录表》 《IPQC稽查记录表》
操作员 IPQC
主管
1.2H内不良发生3PCS 以上报告技术员调试 。2.连续3PCS不良应 停机稽核,并及时汇 报主管处理
时,需将锡膏回收
9
贴装
1.按贴片机操作说明书 1.机器上程序和所生 要和站位表要求,上换 产的机种名称是否一 料操作规范2.确认元器 致2.物料应符合客户 件规格、型号与站位表
QC工程图(说明书)1

9
挂接框总成部装
目测/卡尺
IPQC检验报告
10
机架总成部装
外观、几何尺寸、孔同心度
作业指导书
卷尺/Байду номын сангаас测
IPQC检验报告
11
变速箱总成部装
外观、几何尺寸、 是否漏油,有无挂齿、咬齿异常响声
IPQC 作业指导书 首检 自检 IPQC
逐个 1PCS 逐个 逐个 1PCS 逐个 检验抽样计划 1PCS 逐个 10PCS/1H 1PCS 逐个 外观(100%) 每包/每箱 成品检验规范 目测 目测 卷尺/样板/目测 包装规范 QA检验报告 IPQC检验报告 目测 IPQC检验报告 目测/测功机测试 IPQC检验报告 目测/卡尺/扭力计 IPQC检验报告 目测/磨功测试 IPQC检验报告
检验抽样计划
千分尺/卡尺/高度尺/ 目测/样板
IQC检验报告
4
标准件类
外观、尺寸规格、扭力测试、电镀颜色
进料检验指导书
IQC
检验抽样计划
卡尺/目测/扭力计
IQC检验报告
5
塑胶件类
外观、尺寸规格、颜色、试装配
进料检验指导书
IQC
检验抽样计划
卡尺/目测
IQC检验报告
6
扶手架总成部装
外观、颜色、光泽度、几何尺寸、 材质、规格
IPQC 作业指导书 首检 自检 IPQC 作业指导书 首检 自检 IPQC 作业指导书 首检 自检 IPQC 作业指导书 首检 自检 IPQC 首检 自检
10PCS/1H 1PCS 10PCS/1H 10PCS/1H 1PCS 10PCS/1H 逐个 1PCS 逐个 逐个 1PCS 逐个 逐个 1PCS 逐个
QC工程图(质量控制计划)
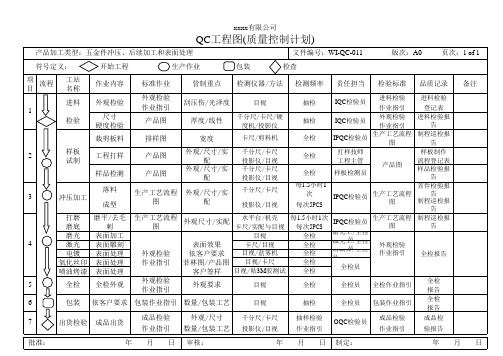
QC工程图(质量控制计划)
产品加工类型:五金件冲压、后续加工和表面处理
文件编号:WI-QC-011
版次:A0
页次:1 of 1
符号定义:
开始工程
生产作业
包装
检查
项 目
流程
工站 名称
作业内容
标准作业
管制重点 检测仪器/方法 检测频率 责任担当 检验标准 品质记录
1
进料 外观检验
外观检验 刮压伤/光泽度 作业指引
目视
抽检
IQC检验员
进料检验 作业指引
进料检验 登记表
检验
尺寸 硬度检验
产品图
厚度/线性
千分尺/卡尺/硬 度机/投影仪
抽检
IQC检验员
外观检验 作业指引
进料检验报 告
裁剪板料
排样图
宽度
卡尺/剪料机
全检
IPQC检验员
生产工艺流程 图
制程巡检报 告
2
样板 试制
工程打样 样品检测
产品图 产品图
外观/尺寸/实 配
成品检验
外观/尺寸
千分尺/卡尺
抽样检验
成品检验
OQC检验员
成品检
作业指引 数量/包装工艺 投影仪/目视
作业指引
作业指引
验报告
备注
批准:
年 月 日 审核:
年 月 日 制定:
年月日
IPQC检验员
生产工艺流程 图
磨光工/全检
激光工员/全检 测试员员/全检 员
外观检验 作业指引
全检员
制程巡检报 告
全检报告
5
全检 全检外观
外观检验 作业指引
外观要求
QC工程图

按生产工艺要求,
推移图、柏拉
图、特性要因
班组转接记录表、加 如有品质异常,需即时通知工艺或品管
图、层别法、 工中心零件转入/转出记录、
给予协助解决
甘特图
9
IPQC
外观/尺寸/实装检验 和验证
产品的监视和测量控制程序、 不合格品控制程序、纠正和预 防措施控制程序、制程检验规 范(机加工)、标识和可追溯性
正与预防措施
入(物
3
料)库
4
生产准备
领料
6
锡膏
印刷
物料的搬运、分类 库房温度、湿度控制
账、物、卡管理 库存期、库存量控制
产品防护控制程序、物料入库/ 出库/退库/报废处理操作程序
、仓库管理办法
磅秤、电子秤、 卷尺
仓储
数量、重量、 规格
抽检
依据仓库管理办法对库存物 一卷或一个包装 料进行管理,如FIFO、温/湿
目视
生产
外观质量自检
100%
推移图、柏拉 按作业指导书/生产工艺要求 图、特性要因
及制程检验规范自检 图、层别法、 甘特图
外观目检日报表
如有品质异常,需即时通知工艺或品管 给予协助解决
产品外观检查
产品的监视和测量控制程序、 不合格品控制程序、纠正和预 防措施控制程序、制程检验规 范(电装)、标识和可追溯性控
图、特性要因 返工返修单、品质异常联络单 或已通知未改善者,则开具品质异常联
图、层别法 、不合格品评审和处置单
络单
套件装配
设施和工作环境控制程序、生 产和服务提供控制程序、产品 防护控制程序、文明安全生产
规定、各类设备操作规程
电批 剪钳 等
电生产
装配质量、尺 寸、数量
线束QC工程图

回路检测台 目视
实施部门 IQC
供应科
线束产品QC工程图
关联标准
检查方式
物料检验方案
抽检(IQC)
异常判断 材料与标准不符
记录方式 材料收料报验单 原材料质量问题反馈单
自动裁剪序
切断作业工作票 (兼)半成品票 相关作业指导书
首尾件(助理) 全数(作业员)
电线破损 材料错用 切断长度错
自动裁剪工序作业日志 不良品明示牌
端子压着作业日志 端子检查作业日志 不良品明示牌
接线压着作业日志 接线压着检查日志 不良品明示牌
不符合相关作业指导书
裁管加工作业日志 辅助作业日志
小组立序 总组立序 总组立序
检验员
QA
小组立作业指导书 相关作业指导书 工艺图
相关作业指导书 工艺图
专用检测台回路明细 导通检查作业指导书 寸法检查作业指导书 外观检查作业指导书 成品外观检验基准 检查图 相关检查作业指导书 成品外观检验基准 检查图
成品抽检记录
不良品处置 剔除 退货
报废 返工 转用 特许使用 报废 返工 转用 特许使用 报废 返工 转用 特许使用 报废 返工 转用 特许使用 报废 返工 更换 报废 返工 转用 更换 报废 返工 报废 返工 特许使用
退回车间 报废
首尾件(助理) 全数(作业员)
用错护套 插植错误Leabharlann 走向错首尾件(助理)
插错、用错、位置不准
超出公差范围
装错或遗漏
错路、短路
全数
断路
外露尺寸超差
全数
包扎不良
号码管不清
缺配件
抽检(每批抽检2根) 错路、短路、断路
外露尺寸超差、缺配件
包扎不良、号码管不清
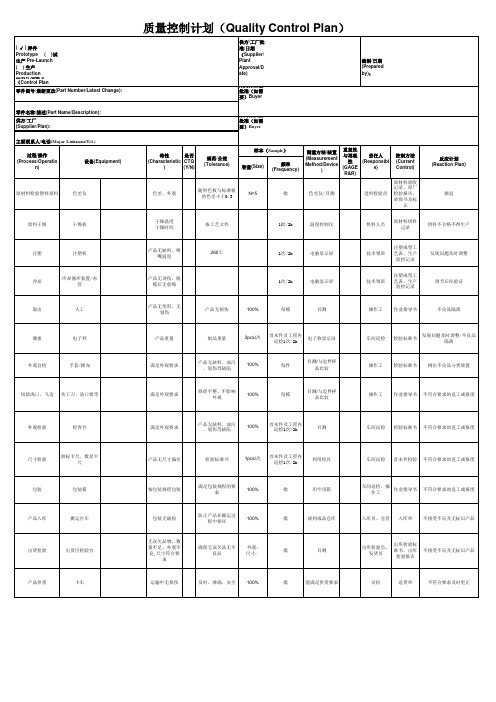
QC工程图-质量控制计划(Quality Control Plan)范本
目测
车间巡检
检验标准书
尺寸检验
游标卡尺、数显卡 尺
产品无尺寸偏差
检验标准书
1pcs/次
首末件及工程内 巡检1次/2h
利用检具
车间巡检
首末件检验
包装
包装箱
按包装规程包装Leabharlann 满足包装规程的要求100%
批
用专用箱
车间巡检、操 作工
作业指导书
产品入库
搬运台车
包装无破损
防止产品在搬运过程 中损坏
100%
批
放到成品仓库
烘料不合格不得生产
发现问题及时调整
调节后在验证
不良品隔离
发现问题及时调整/不良品隔 离
挑出不良品分类放置
不符合要求的返工或报废
不符合要求的返工或报废
不符合要求的返工或报废
不符合要求的返工或报废
不接受不良及无标识产品
不接受不良及无标识产品
不符合要求及时更正
技术领班
注塑成型工艺 表、生产监控 记录
冷却
冷却循环装置/水管
产品无顶伤,脱 模后无收缩
1次/2h
电脑显示屏
技术领班
注塑成型工艺 表、生产监控 记录
取出
人工
产品无变形、无 划伤
产品无损伤
100%
每模
目测
操作工
作业指导书
测重
电子秤
产品重量
制品重量
2pcs/次
首末件及工程内 巡检1次/2h
电子称显示屏
车间巡检
采购方质量批准如需要buyerqualityapprovaldateifreqd容量size频率frequency原材料检验塑料原料色差仪色差外观随料色板与标准板的色差小于03n5批色差仪目测进料检验员原材料验收记录原厂检验报告质保书及标识批退原料干燥干燥机干燥温度干燥时间按工艺文件1批2h温度控制仪烘料人员原材料烘料记录烘料不合格不得生产注塑注塑机产品无缺料喷嘴温度2601次2h电脑显示屏技术领班注塑成型工艺表生产监控记录发现问题及时调整冷却冷却循环装置水管产品无顶伤脱模后无收缩1次2h电脑显示屏技术领班注塑成型工艺表生产监控记录调节后在验证取出人工产品无变形无划伤产品无损伤100每模目测操作工作业指导书不良品隔离测重电子秤产品重量制品重量2pcs次首末件及工程内巡检1次2h电子称显示屏车间巡检检验标准书发现问题及时调整不良品隔离外观自检手套棉布满足外观要求产品无缺料油污划伤等缺陷100每件目测与边界样品比较操作工检验标准书挑出不良品分类放置切除浇口飞边美工刀浇口钳等满足外观要求修理平整不影响外观100每模目测与边界样品比较操作工作业指导书不符合要求的返工或报废外观检验检查台满足外观要求产品无缺料油污划伤等缺陷100首末件及工程内巡检1次2h目测车间巡检检验标准书不符合要求的返工或报废尺寸检验游标卡尺数显卡尺产品无尺寸偏差检验标准书1pcs次首末件及工程内巡检1次2h利用检具车间巡检首末件检验不符合要求的返工或报废包装包装箱按包装规程包装满足包装规程的要求100批用专用箱车间巡检操作工作业指导书不符合要求的返工或报废产品入库搬运台车包装无破损防止产品在搬运过程中损坏100批放到成品仓库入库员仓管入库单不接受不良及无标识产品出货检验出货区检验台无误欠品物数量不足外观不良尺寸符合要求确保无误欠品无不良品外观
QC控制工程图

IPQC
生产定单
发料表
IPQC
目视
SMT锡膏使用作业指导书 钢网清洗记录 SMT IPQC稽核报表 IPQC稽核报表 BOM MARK图 GERBER 物料代用表 SOP SMT IPQC稽核报表 机器作业指导书 炉温 测试仪
贴装R,C, L, Chipset 等
SMT机台 操作员
IPQC
巡检 对料
QC
工
程
图
检验方法 依据文件 生产BOM 标准作业文件 生产定单 记录报表 来料检验报告
抽验方式 负责人员 检验方法 使用工具 IQC 目视 相关仪器 设备
2
入 库
领发料
入库
仓管
领料表
领发料
3 印 4 贴 5 炉前目检 片 贴片 贴片机 刷 印刷 印刷机
依据物料料号规 贴片物料领入 格核对确保100% 生产物料 生产车间 准确 印锡膏 锡膏搅拌 锡膏回温时间 印刷参数 印刷品质 换料三对照 物料正确性 程序正确性 贴片品质 手摆料操作 方法及极性 印刷人员 IPQC每两小时 /10PCS抽验检 查印刷品质 上料换料进行 再次确认 IPQC首件 IPQC每两小时 /10PCS抽验检 查贴片品质
换料记录 IPQC稽核报表
炉前检验
检验贴片品质 手摆料放置
SMT机台 操作员
IPQC
目视
6 回 流 焊 7 炉后目检 放大镜 套板 回流焊 回流焊炉 自动焊接
抛料记录 IPQC稽核报表 SMT首件报表 回流曲线图 IPQC稽核报表
炉温曲线符合标 SMT技术员 核对炉温曲线 准
IPQC
仪器测试
回流焊作业指导书
≤2000 SMT制程 IPQC ≤2000
≤1000
QC工程图

判定基准 MIL-STD-105E II AQL:CR:0 MA:0 MI:0.4 樣品
频率
记录方式
相关办法
异常处理方式
每次进料
1.物理检验报告 2.物料检查日总结 报表
进料检验规范
退貨 特采 进料改善通知單
记审 录核
检 查 员
直 属 主 管
2 进料检验 (IQC)
示例
3
仓储
4
领料
从“领料”到 “目视检查” 的工程名(必须 详细填写各关 键工序)
工程名称
NO 工程名
工程图 测键量工设序备)
:作业
:检查
檢查
控制/检查項目
:储存 方法 判定基准
:运送 频率
管 理方法
记录方式
相关办法
异常处理方式
记审 录核
目视检查
从“领料”到 “目视检查” 的工程名(必须 详细填写各关 键工序名)
包裝,打包
出货检验 (OQC)
仓储
出货ቤተ መጻሕፍቲ ባይዱ
版 本
制定人
1
制/修订日期
公司名称 QC工程图
修订内容
文件编号: 品管审查 工程审查 制造审查
2
工程名称
:作业
:检查
:储存 :运送
檢查方法
管 理方法
NO 工程名
1
进料验收 (IQC)
工程图 测量设备
控制/检查項目
1.电子数显卡尺 2.LCR表 3.万用表 5.其它
1.IQC抽检计划 2.外观、尺寸 3.电气、试验
连接线QC工程图

材料规格
量测`目检
材料规格需符合料单`BOM
目检
全检
每天
检验日报表
3
无线皮烫伤点镀到位无连锡
全检
每天
检验日报表
12
首件检查
1
料号
量测`目检
料号需符合料单`BOM
目检
首检5PCS
每机种
首检报告
2
材料规格
量测`目检
材料规格需符合料单`BOM
目检
首检5PCS
每机种
首检报告
3/3
过程编号
过程名称
操作描述
机器,装置
夹具,工装
特性
方法
备注
编号
产品
过程
产品/过程/规范/公差
检验
样本数量
频率
控制方法
3
无线皮烫伤点镀到位无连锡
目检
首检5PCS
每机种
首检报告
电脑测试机
4
功能
测试
依测试规范
测试
首检5PCS
每机种
首检报告
13
装箱
静电箱
1
外箱须干净
目检
全检
每日
检验日报表
2
包装须符合MOI要求不能有短装多装现象
目检
抽检
2小时
巡检记录表
2小时
端子巡检表
3
包蕊线高度
量测`目检
依MOI无蕊线外露压断蕊线
卡尺
10PCS
2小时
端子巡检表
4
端子拉力
量测`目检
依MOI
拉力计
10PCS
2小时
端子巡检表
5
端子外观
量测`目检
QC工程图 Word 文档 (3)
如何制作《QC工程图》一、何谓QC工程图(参照样本)针对某产品从原物料进料到成品出货的各工程,以图表明确其管制点(管制项目、点检项目)与管理方法,也叫《控制计划》。
二、QC工程图的作法1. 选定产品及其工程、符号(1) 所有工程或重点工程经高阶主管认可。
(2) 选定之工程依作业员别或工法别细分到单位工程。
(3) 配合管理者责任范围,作明确的工程区分。
(4) 符号意义(如需符号表示时)○:操作◇:质的检查□:量的检查:搬运:停滞 ▽:储存2. 检讨管制点(管制项目、点检项目)(1) 依制程重要项目选定管制项目。
(2) 依制程点检项目选定点检项目(易失误者尽可能防呆法)。
3. 检讨管理方法(含抽样)(1) 管理图表─检出异常的管理图表,为分析下对策所参改的数据,并决定管理担当。
(2) 抽样方法─查核周期、时间、取样方式及样本数。
(3) 测定方法─使用测定仪器量具或官感检查。
(4) 处置措施─异常判定基准、异常处理及其担当。
4. 增修订相关标准检讨5. 记入QC工程图(1) 按每一工程逐项记入。
(2) 记入同时由相关人员再作一次确认。
6. QC工程图完成时,由相关主管及高阶主管作最后核可,必要可调整或修正。
三、制程管制中管制点的设定方式1. 在制程的何处,设定何者为管制点,是制程管制能否有效、顺利进行的关键。
2. 一般管制点,可划分为(1) 管制项目的设定方法1) 对单位工程做什么予以简要说明(what)。
2) 以「为什么需要此工程」的质问,来明确工程的目的、任务(why)。
3) 以「此工程的目的又是为什么需要」(why-why)的上位机能探求方式,使能与最终产品品质特性关连明确,并能正确的反映制程之良否。
4) 针对2)、3)设定目的达成程度可衡量的评价特性为管制项目。
5) 若选定的管制项目无法计量化或不易测定者,可从与此项目有相关关系,且可计量化的代用特性中选定,如光滑程度其代用特性有摩擦系数、单位凹凸点数…6) 尽量选定可以很快知道结果的中间代用特性,使能及时的检出异常,如金属的强度,其中间代用特性可为厚度、密度等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2010-10-17
检验内容
控制重点
注意事项
1.注意光缆外皮有无明显突起、 变形、压伤;
裁缆 1
1.确认光缆规格与订单要求相符合, 1.确认光缆品名、型号、供应商和 光缆长度与生产订单所需符合
首件确认 2.SM/MM光缆外皮颜色,每条跳线预 3PCS2.根据订单确认光缆外观,裁缆 长度,并确认物料状态标识清楚 留10cm,尾纤预留8cm;3.裁缆机不可 5PCS/小时
首件确认 3PCS5PCS/小时
目测
重要
3.吹热缩管时将缆皮 3.吹热缩管时温度不能太高; 吹破、光缆吹变形;
1.清零后没保存;
1.换端口时小心镜片; 2.测试时注意测试环境清洁,把 被测线端面清洁干净;
8
2.测试前须插损清零并保存,SM须3.测试1小时后须检测测试线端面;
3.SM的IL≤0.30dB,RL≤-50dB; 5.测试时及时对不合格端进行标识; 1.光缆表面及连接头清洁; 1.光缆表面洁净,无明显不良;
压接住; 3.注意员工操作压钳手法; 4.热缩管是否吹好,光缆有无弯 4.吹热缩管风枪温度,吹好后有无不良现象; 曲 、烤伤等现象; 不良现象; 1.SM用单模JDS,1310nm波长, JDS测试 MM用多模JDS,1300nm波长; 保存回损值; MM的IL≤0.30dB,回损不测; 1.每小时抽检插回损合格; 2.更换端口清零时注意镜片; 4.测试后跳线状态标识清楚;
目测
重要
2.漏戴防尘帽; 3.标签打错; 4.光缆表面不洁净; 1.漏贴标签; 2.端面不合格;
1.检查数量与送检单、生产订单要1.产品结构无不良,无脱缆、外皮损 按《抽样 最终检验 求相同; 伤等现象;
10
2.产品结构、包装方式正确; 3.端面、光学指标符合要求; 4.产品外观洁净美观; 1.核对标签于实物一致;
1.确入的散件
首件确认 3PCS5PCS/小时
1.用错散件;
目测
重要 、少穿、穿错;
2.穿错、穿反、多穿 3.剥缆,剥纤长短; 1.光缆弯曲 2.温度不合格; 3.不试纤造成断纤; 4.烘烤时间不合格; 1.研磨时光纤被折断 2.研磨效果不稳定
1.根据订单要求核对物料, 2.穿入散件是否正确; 3.剥缆长度,物料标识;
固化 3
首件确认 目测 数 3PCS字温度 5PCS/小时 表 首件确认 3PCS5PCS/小时
重要
穿纤须试纤;烤炉温度T℃±5 ℃,烘烤时间按作业指导书操 作,烘烤时光纤表面洁净,且不 可弯曲; 1.研磨时压力锤不可压住光缆; 2.研磨机转向一致;
4
研磨
5.要求员工烘烤时间正确; 1.研磨垫使用; 2.研磨机转速转向; 3.研磨片、研磨时间、研磨压力、
目测
重要
5
4.研磨片使用,研磨效果, 1.端检仪更换相应端口; 端面检测 2.按我司400倍B级标准; 3.注意员工操作手法; 1.换上相应夹具并校准; DORC检测 2.选择相应标准检验; 3.端面洁净; 4.不可野蛮操作;
按作业指导书操作,禁止野蛮操作 1.检测端面时须把插芯上的水吹干 首件确认 并保持洁净;严格按400倍B级检测。 3PCS2.操作时不可拿连接头尾部光纤; 防止断纤; 1.检测时全部显示PASS为合格; 2.检测时须把插芯端面清洁干净; 3.检测不合格时及时反馈生产; 4.检测数据及时保存;
11
入仓
2.产品数量与订单数量一致; 3.装好的产品不可晃动;
全检
目测
重要
2.出货单与实物不符 3.产品数量错误;
4.出货单上数量与产品与实物一致
一般
LC型跳线生产QC工程控制流程
机种 制定部门 序号 流程图 组装 7 LC 品质工程部 规格/型号 制定日期 SM/MM/多芯 2010-10-16 文件编号 制定 QW-PZ-010 周伟 版本 审核 不良严 检验频率 检验工具 重程度 1.0 易出不良描述
2.压接压坏散件;
生效日期 批准
2010-10-17
首件确认 3PCS5PCS/小时
JDS
重要
2.测试线端面测花后 还继续测试; 3.跳线状态标识混乱
包装 9
首件确认 2.跳线扎线扎好, 2.扎线扎法正确且切口平整; 3PCS3.核对标签格式、数据、编号清楚3.扎线不可太紧,包装袋上标签数据 5PCS/小时
正确; 正确;
1.漏贴标签;
1.注意核对标签; 2.扎线不可太紧; 3.整条跳线外观良好; 1.注意产品结构; 2.注意端面不良; 3.注意产品外观不良;
检验内容
1.确认物料;
控制重点
1.确认物料与订单要求物料相同;
注意事项
2.剪绒毛时不能剪太短;
1.绒毛剪太短压接不住 1.压接时不能未放置好便压接;
2.剪绒毛时留5mm,将绒毛覆盖止 2.绒毛不可剪太短,需要可覆盖与 动环尾座后,并用铝件卡住; 止动环尾座后,且压过后铝件能固 3.压接时一定要对准钳口并将绒毛定住绒毛,不会被拉出;
压伤光缆,注意长度误差不可大于 5cm
卷尺
重要
2
前处理 2.根据订单要求检验穿入散件; 有无漏穿、少穿、多穿、穿反;
3.确认剥缆、剥纤长度; 2.剥缆、剥纤长度对应规格; 4.所有物料标识清楚; 3.所用物料标识状态; 1.测量烤炉温度是否正常; 1.固化前测量烤炉温度; 2.调胶比例为10:1 2.要求员工穿纤时须要试纤; 3.插芯注胶量与作业指导书相符;3.烘烤时光纤不要弯曲; 4.陶瓷插芯表面洁净; 4.要求员工插芯表面洁净; 5.插芯尾柄处光纤不可弯曲; 1.检查研磨制程符合要求; 2.不可野蛮操作; 3.设备运转正常;
LC型跳线生产QC工程控制流程
机种 制定部门 序号 流程图 LC 品质工程部 规格/型号 制定日期 SM/MM/多芯 2010-10-16 文件编号 制定 QW-PZ-010 周伟 版本 审核 不良严 检验频率 检验工具 重程度 1.0 易出不良描述
1.用错光缆; 2.项数混淆; 3.光缆长度裁错
生效日期 批准
2.包装方式正确; 3.光学指标符合要求; 4.端面符合400倍B级标准; 1.装箱时注意标签和实物一致; 2.注意实物与出货单的一致; 3.注意产品数量和入库单数量一致;
检查作业 标准》抽 样检查
目测
重要 3.产品外观不良;
4.包装方式错误; 1.标签打错;
1.标签与实物一致; 2.出货单与实物一致;
5PCS/小时
端面检 测仪
重要
1.端面划痕; 2.插芯开裂; 3.操作断纤; 4.端面脏污水汽; 1.光纤高度不合格; 2.顶点偏心不合格; 3.曲率半径不合格;
1.检测端面时,须清洁干净插芯 端面,看清楚后才可戴防尘帽, 不可野蛮操作。 1.检测时端面不清洁干净; 2.去下插芯时不放松卡位;
6
首件确认 条纹干 3PCS涉仪 5PCS/小时