激光基础
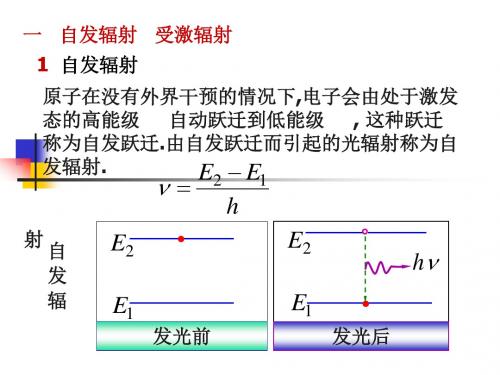
激光的基础知识
激光的基础知识相信激光这名词对大家来说一点也不陌生。
在日常生活中,我们常常接触到激光,例如在课堂上我们所用的激光指示器,与及在计算机或音响组合中用来读取光盘资料的光驱等等。
在工业上,激光常用于切割或微细加工。
在军事上,激光被用来拦截导弹。
科学家也利用激光非常准确地测量了地球和月球的距离,涉及的误差只有几厘米。
激光的用途那么广泛,究竟它有哪些特点,又是如何产生的呢?以下我们将会阐释激光的基本特点和基本原理。
激光的特性高亮度、高方向性、高单色性和高相干性是激光的四大特性。
(1)激光的高亮度:一般规律认为,光源在单位面积上向某一方向的单位立体角内发射的功率,就称为光源在该方向上的亮度。
激光在亮度上的提高主要是靠光线在发射方向上的高度集中。
激光的发射角极小(一般用毫弧度表示),它几乎是高度平等准直的光束,能实现定向集中发射。
因此,激光有高亮度性。
固体激光器的亮度更可高达1011W/cn2Sr 。
不仅如此,一束激光经过聚焦后,由于其高亮度性的特点,能产生强烈的热效应,其焦点范围内的温度可达数千度或数万度,能熔化甚至于气化对激光有吸收能力的生物组织或非生物材料。
如工业上精密器件的焊接、灯孔、切割;医学上切割组织(光刀)、气化表浅肿瘤以及显微光谱分析等这些新技术都是利用激光的高亮度性所产生的高温效应。
激光功率密度的单位为mw/cm2或W/cm2,能量密度为焦尔/厘米2。
(2)激光的高方向性:激光的高方向性使其能在有效地传递较长距离的同时,还能保证聚焦得到极高的功率密度,激光器发射的激光,天生就是朝一个方向射出,光束的发散度极小,大约只有0.001弧度,接近平行。
1962年人类第一次使用激光照射月球,地球离月球的距离约38万公里,这两点都是激光加工的重要条件。
(3)激光的高单色性:光的颜色由光的波长(或频率)决定。
一定的波长对应一定的颜色。
太阳光的波长分布范围约在0.76微米至0.4微米之间,对应的颜色从红色到紫色共7种颜色,所以太阳光谈不上单色性。
激光零基础快速入门——激光原理
原理:利用激光的辐射,塑料聚合物基体内产生局部高能量,这些能量被聚合物
基体或者添加剂吸收,转化为热能,当热能达到一定数值时,就会引起聚合物内部 的各种物理或者化学变化,例如发生炭化、发泡、变色反应等,最后得到与基体不 一样颜色的标记。
11
武汉华工激光工程有限责任公司
其移动速度均可调,因此可以实现多种加工的目的。 u 激光加工过程中,激光束能量密度高,加工速度快,并且是局部加工,对非激光
照射部位没有或影响极小,因此,其热影响区小,工件热变形小,后续加工量小。 u 激光束容易控制,易于与精密机械、精密测量技术和电子计算机相结合,实现加
工的高度自动化和达到很高的加工精度。
6
武汉华工激光工程有限责任公司
7 什么是激光加工
根据激光束与材料相互作用的机理,大体可将激光加工分为激光热加工和光化学反 应加工两类。
激光热加工:指利用激光束投射到材料表面产生的热效应来完成加工过程,包括
激光焊接、激光雕刻切割、表面改性、激光镭射打标、激光钻孔和微加工等。
光化学反应加工:指激光束照射到物体,借助高密度激光高能光子引发或控制光
3
武汉华工激光工程有限责任公司
单色性好:激光器输出的光,波长分布范围非常窄,因此颜色极纯。激光器的单
色性远远超过任何一种单色光源。
单色性好可以便于滤光提高信噪比。 如果是材料加工,单色性对于控制激 光的吸收深度和分布非常有用,因为 不同材料的吸收光谱不同,就可以有 选择有控制地处理材料。单色光在光 学设计上方便很多,没有色散相差, 而且单色性越好,对应的波长或者频 率越稳。
激光精密加工可分为四类应用,分别是精密切割、精密焊接、精密打孔和表面处理。
激光精密切割
激光基础知识
2
激光简介
• 激光是20世纪以来,继原子能、计算机、半导体之后,人 类的又一重发明,被称为“最快的刀”、“最准的尺”、 “最亮的光”和“奇异的激光”。它的亮度为太阳光的 100亿倍。它的原理早在 1916 年已被著名的物理学家爱 因斯坦发现,但要直到 1960 年激光才被首次成功制造。 激光是在有理论准备和生产实践迫切需要的背景下应运而 生的,它一问世,就获得了异乎寻常的飞快发展,激光的 发展不仅使古老的光学科学和光学技术获得了新生,而且 导致整个一门新兴产业的出现。激光可使人们有效地利用 前所未有的先进方法和手段,去获得空前的效益和成果, 从而促进了生产力的发展。该项目在华中科技大学武汉光 电国家实验室和武汉东湖中国光谷得到充分体现,也在军 事上起到重大作用。
9
激光产生条件:粒子数反转
• 当频率一定的光射入工作物质时,受激辐射和 受激吸收两过程同时存在,受激辐射使光子数增 加,受激吸收却使光子数减小。物质处于热平衡 态时,粒子在各能级上的分布,遵循平衡态下粒 子的统计分布律。按统计分布规律,处在较低能 级E1的粒子数必大于处在较高能级E2的粒子数。 这样光穿过工作物质时,光的能量只会减弱不会 加强。要想使受激辐射占优势,必须使处在高能 级E2的粒子数大于处在低能级E1的粒子数。这种 分布正好与平衡态时的粒子分布相反,称为粒子 数反转分布,简称粒子数反转。如何从技术上实 现粒子数反转是产生激光的必要条件。
10
• • • •
通常激光器包括三个基本部分: 激光工作物质 外界激励源 光学谐振腔
11
• 激光工作物质 • 是激光器中用于发射激光的物质。作为激光的工 作介质,必须是激活介质,即在外界能源激励下, 能在介质中形成粒子数反转(若介质在外界能源 激励下破坏了热平衡,使高能级上的粒子数大于 的能级上的粒子数,这种状态称为粒子数反转态。 在这种状态下光通过介质后得到放大,这种情况 称为有光增益,此时的介质为光增益介质。)红 宝石激光器的工作物质为含铬离子的红宝石,氦 氖激光器的工作物质是气体氖(氦为辅助工作物 质),常见的氩离子激光器的工作物质是气体氩。
激光基础知识

按照 运转方式 分类:连续激光器、单次脉冲激光器、重复脉冲激光器、锁模激
光器、单模和稳频激光器、可调谐激光器
按照 显示波段 分类:远红外激光器、中红外激光器、近红外激光器、可见光激
光器、近紫外激光器、真空紫外激光器、X射线激光器
半导体激光器 半导体激光器,即用半导体材料(砷化镓GaAs、砷化铟InAs、铝镓砷 AlxGaAs、铟磷砷InPxAs)为工作物质的激光器。
品 品种 种不 不齐 齐
光器的 国内生产的光纤激 留在1μm 激射波长至今仍停 已经成 的波段上,而国外 2μm波长 功开发出1.5μm和 光器, 的人眼安全光纤激 安全光 这使得中国在人眼 到限制。 纤激光应用方面受
一 单一 长单 波长 波
缺 缺乏 乏高 高端 端产 产品 品
在高重复率、脉宽为皮 秒 或飞秒量级的商用超短 光 脉冲的锁模激光器方面 存 在很大的空白
半导体激光器结构图
PN结——半导体激光器的心脏 将P型半导体和N形半导体"紧密接触",其接触面就形成PN结,在PN 结界面上存在多数载流子梯度,因而产生扩散运动,形成空间电荷区 及内部电场
零偏压时的PN结能带图
正向偏压时的PN结能带图
一些常见半导体激光器
单管 / C-mount封装
单管 / F-mount封装
常见的 工作物 质
液体
有机化合物液体 无机化合物液体
GaAs 、GaN……
半导体
自由电子
自由电子束
激光器“有多少种”?
Lorem ipsum dolor sit amet
激光器
按照 工作物质 分类:固体激光器、气体激光器、液体激光器、半导体激光器、
自由电子激光器
激光技术与应用发展的趋势
激光技术与应用发展的趋势激光技术是一种高精度、高效率、高质量、高速度的现代化技术,被广泛应用于医疗、通讯、材料加工、环境保护、军事等领域。
本文将从激光技术的基础、发展、应用以及未来趋势等多个方面进行探讨。
一、激光技术的基础激光技术是基于激光器产生的激光束进行的一种技术。
激光器的产生需要三个条件:增益介质、激发源和光反馈。
其中增益介质是激光光子数密度的一个增加器,而激发源可以是电子束、放电器、化学反应或其他方式。
光反馈是保持激光行为的重要条件。
激光器按照其产生激光的基本涵盖物质可以分为固体激光器、气体激光器、半导体激光器和液体激光器。
其中采用掺杂的固体激光器因其长寿命、高能量、高功率而备受推崇。
二、激光技术的发展随着科技的不断发展,激光技术也得到了广泛的应用和发展。
在材料加工方面,钻孔、切割和焊接等工艺都得以大幅提升。
在通讯领域,光纤激光器已逐渐取代了旧式氩离子激光器。
在医学上,激光技术可以用于眼科、牙科等方面。
在环境保护领域,激光器也正在发挥着越来越重要的作用。
三、激光技术的应用1.材料加工:激光技术可以用于高精度加工,如钻孔、切割和焊接等工艺。
此外,激光技术还可以用于制造零部件、切割纸张、制作多孔陶瓷等。
2.通讯:激光技术在通讯领域中的应用正在快速发展。
激光光纤通讯系统已经陆续取代了传统的氩离子激光器。
3.医疗:激光技术在医学上的应用越来越广泛。
在眼科方面,激光技术可以治疗白内障、近视等疾病。
在牙科上,激光器可以用于治疗牙周病、切除肿瘤等。
4.环境保护:激光技术在环保领域中也有很大的应用前景。
激光扫描器可以用于监测空气质量、精准测量环保设备的污染物排放等。
四、激光技术的未来趋势未来,激光技术的发展将会集中在以下方面:1.激光技术的高效化:未来的激光系统将更加高效、精确和可控,从而在工业生产和材料处理领域中得到更加广泛的应用。
2.超快激光技术的发展:未来超快激光技术的发展将会涉及到材料科学、计算机科学、医疗和环保等领域。
激光的理论基础

激光的理论基础
激光是一种特殊的光,按其特征可以分为多个类别。
它具有相同频率和向量方向的电
磁辐射,可以把复杂的电场双极转换为光场双极,其振荡频率在可视光到红外光之间,占
据辐射场中的特定频率范围,而光束具有较高的能量强度和一致性。
激光技术,是根据半
导体激光器的发展,此技术可以主要应用于可视光投射、仪器仪表、打印机以及生物医学
等领域。
激光的理论基础是光学和量子电动力学。
归纳起来概括可有四个基本要素:一是光调
制系统,将复杂的电场双极转换为光场双极,例如准直镜的一种折射或反射;二是能量放
大系统,由多个放大管或激光晶体组成,以把中微量的能量大量地放大输出;三是光学系统,由反射镜、透镜等元件组成,调整激光束的方向;四是量子电动力学,研究电态到光
态的转换,形成基本的激光源。
因此,各种光学和量子电动力学的理论与实验及各种光学
器件的应用,是激光的理论基础。
同时,激光有多个理论模型,基本上可以分为非平衡模型、直接激发模型、激光器模型、激光共振腔模型及衍射激光模型五种。
其中,非平衡模型和激光器模型是最常用的理
论模型。
它们分别涉及物理系统非平衡状态和物理激光器两个大的研究问题。
激光的理论基础,即模型理论基础和实验理论基础。
模型理论基础是指上述激光的理
论模型,实验理论基础是指实验研究、探讨激光的特性及其现象的理论基础。
结合上述理
论和实验,可以剖析激光的特性和表现,从而更有效地发挥激光的性能,应用到实践中去。
激光的原理及技术基础

激光技术的发展趋势
高效化
提高激光器的输出功率 和能量转换效率,以满
足各种应用需求。
微型化
减小激光器的体积和重 量,使其更加便携和易
于集成。
智能化
结合人工智能和机器学 习技术,实现激光器的
智能控制和优化。
多波段化
开发多波段激光器,以 满足不同应用领域的特
殊需求。
未来激光技术的应用前景
01
02
03
04
在激光中,受激辐射通过共振腔的作 用得到放大,使得某一特定波长的光 得到增强,最终形成激光。
激光器的基本组成
激光器由工作物质、共振腔和泵浦源三部分组成。工作物质 是产生激光的物质,共振腔是维持和放大激光的装置,泵浦 源则提供能量使工作物质发生受激辐射。
通过调整共振腔的反射镜间距和角度,可以控制激光的波长 、模式和输出功率等参数。同时,通过改变泵浦源的功率, 可以调节激光的输出功率和模式。
激光武器
激光雷达侦查
利用高能激光束对目标进行打击,具有快速、 灵活、低成本等优点,可应用于反导、反卫 星等领域。
利用激光雷达对敌方目标进行高精度侦查和 定位,获取情报信息,为军事行动提供决策 支持。
04 激光的特性与优势
激光的特性
单色性
方向性
激光的波长范围非常窄,因此具有极高的 单色性。这使得激光在光谱分析、干涉测 量等领域具有广泛的应用。
02 激光技术基础
激光调制技术
直接调制
通过改变注入电流的大小来改变 激光的输出功率,适用于低频信 号的调制。
外部调制
使用一个外部装置来改变激光的 参数,如偏振态或相位,适用于 高速信号的调制。
激光放大技术
半导体激光放大器
激光基础--详解
像束或点阵激光器
技术参数:波长2940/10600/1550/1440nm,微孔直径50200um
作用原理:局灶性光热作用原理,可在皮肤上作用数个微 孔,微孔之间是正常皮肤,激发皮肤修复机制使真皮产 生更多新的胶原并重组,起到除皱紧肤效果,磨削类波 长激光还有气化剥脱作用,故而可用于疤痕的治疗。 适应于: 细小皱纹、紧肤、全面部改善、痤疮疤痕、外 伤疤痕。
吸收
激光的能量进入皮肤组织并转化为其他形式的能量,如 热能、化学能等; 只有当激光被吸收时才能产生生物学效应; 激光主要被皮肤中的色素基团所吸收; 皮肤中主要的色基是黑素、血红蛋白和水;
激光对皮肤组织的生物学效应
热效应
是指激光被吸收后转化为热能,使皮肤组织温度升高, 这是激光对皮肤最重要的生物学效应,很多激光都是 透过热效应来达到临床疗效的。 热产生的方式:主要是通过碰撞生热和吸收生热两种 方式来实现的。这两种方式均可导致皮肤组织温度升 高,热效应产生。
常用激光术语
光斑大小:mm,激光在正常聚焦状态下的照射范围; 功率:w,激光在单位时间内输出的能量; 色基:组织中能吸收一定波长光的生物分子,皮肤中最重 要的色基为血红蛋白、黑素、水; 热弛豫时间 :指色基吸收激光能量后,温度下降50%所 需要的时间,一般而言,色基体积或直径越大,热弛豫时 间越长; 重复频率:脉冲激光单位时间内的脉冲数目。
激励能源
全反射镜
工作物质
激光输出 部分反射镜
光学谐振腔
L
《激光基础》课程标准

《激光基础》课程标准课程代码:学时:64一、课程的地位与任务《激光基础》是一门主干专业课和专业核心课程。
本课程的先修课应该有:《物理》(初中光学部分)、《电工与电子技术》(初中电磁学部分)等。
后续课程为《激光加工设备》、《激光加工工艺》、《激光加工实训指导》(上、下册)、《设备控制技术》等专业课程。
通过《激光基础》的教学,使学生了解和掌握激光器的基本原理和基本技术,培养学生分析解决一般问题的能力,为今后学习后续课程和从事光电子工作打下扎实的理论基础。
二、课程的主要内容和学时分配1. 课程的主要内容项目1几何光学基础任务1 几何光学的基本知识任务2 共轴光学系统任务3 平面系统项目2 激光的产生与光学谐振腔任务1 光的自发辐射、受激吸收和受激辐射任务2 激光的产生任务3 光学谐振腔项目3 激光的基本技术任务1 晶体的电光效应、声光效应与磁光效应任务2 调Q技术任务3 模式选择技术任务4 稳频技术项目4典型激光器任务1 固体激光器任务2 气体激光器任务3 液体激光器任务4 半导体激光器任务5 用于切割的几种大型激光器项目5 激光在工程技术中的应用任务1 激光干涉测长仪任务2 激光测距任务3 激光加工三、课程的基本要求本课程在注重学生基础理论知识理解的同时,更侧重对学生技术技能的培养;具有了解概念和一定的分析解决问题的能力。
四、课程的实践环节安排课程的实践环节为课内实验,如下:1、光的反射与折射2、光的干涉3、激光谐振腔装调4、激光打标机的调Q技术5、典型激光器(激光内雕机)的保养与维护6、激光焊接加工五、选修课程和推荐教材以及主要参考书(一)推荐教材:《激光基础》,华中科技大学出版社,主编王秀军 ISBN: 9787568013574(二)推荐参考书:1.关振中。
激光加工工艺手册[M]。
北京:中国计量出版社,2005;2.陈家璧。
激光原理及应用[M]。
北京:电子工业出版社,2004;3.张永康。
激光加工技术[M]。
激光的基础知识
N i Ce
Ei / kT
N1 E1
N2 E2
( E1 E2 ) / kT
E2
。 。 。 。 。 。 。 。 。 。 。 。 E1 。 N1
粒子数的正常分布
E2 E1
.. .. .
N2
E2
E1
...... ....... ..
E2 E1
N2
。 。 N 。 。 。 1
粒子数反转分布
四
激光器的特性和应用
1 方向性好(Direction)
利用激光准直仪可使长为2.5km的隧道掘进偏差 不超过16nm. 2 单色性好(Monochromaticity ) 3 亮度高(Brightness) 能量集中 4 相干性好(Coherence) 普通光源的发光过程是自发辐射,发出的不是 相干光 , 激光的发光过程是受激辐射,它发出 的光是相干光.
氦氖激光器
2
红宝石激光器
红宝石激光器的工作物质是棒状红宝石晶体, 它发出的激光是脉冲激光,波长为694.3nm.
激光器发展的主要方面 脉冲灯 全 反 射 镜
。 U。 0
红宝石棒
。 U。
半 透 射 镜
(1)扩展了激光的 波长范围. (2)激光的功率 大大提高. (3)激光器已能 实现小型化.
红宝石激光示意图
加强光须满足驻波条件
lk 2
全反射镜
加强光须满足驻波条件 l k . 2 激光光束 l
光学谐振腔示意图
部分透光反射镜
三 激光器
1 氦氖气体激光器 输出的激光单色性好、结构简单、使用方便、32.8nm
3
部分反射镜
全反射镜
基态 氦和氖的原子能级示意图
第1章-激光的物理基础

k 2z q 2
k q z
x
结论
z
(jiélù
y
n)
➢ 不同(bù tónɡ)的光波模式以不同(bù tónɡ)的波矢k来区分
➢同一波矢k对应着两个(liǎnɡ ɡè)具有不同偏振方向的模
2022/1/22
15
第十五页,共76页。
2.空腔内的光波(guāngbō)模式数
设空腔为V xyz的立方体,则波矢k的三个分量 应满足条件:
在六维相空间, 子一 态个 所光 占的体积元为:
xyzP xPyP zh3
一个光子态对应间 的体 相积 空元称为相格
一个光子态所占的坐标空间体积为:
xyz
h3
PxPyPz
2022/1/22
24
第二十四页,共76页。
3.光子(guāngzǐ)状态数
计算 V 内 空, 间 P 动 ~ 体 P d 量 P 积 区处 间于 的
2 h
2 kn 0
n0为光子运动方向(平面光波传播方向)上的单位矢量。
2022/1/22
21
第二十一页,共76页。
(4)光子具有两种可能的独立偏振状态,对应于光波场的两个 独立偏振方向。
(5)光子具有自旋,并且自旋量子数为整数。因此大量光子的 集合,服从玻色—爱因斯坦统计规律。处于同一状态的光 子数目是没有(méi yǒu)限制的,这是光子与其它服从费米 统计分布的粒子(电子、质子、中子等)的重要区别。
其中(qízhōng), 为 光程差
频率在 0
/2~ 0
某一考察点处干涉的强度为
/2的非单色光在空间(kōngjiān)
I2I01sinccos2c0
c
2022/1/22
激光基础知识

激光基础知识听到激光这个词,大家可能有些害怕,因为它让人想起了星球大战中太空战士的利器,或者是手术台上医生的手术刀。
但是,激光并不总是伤人的武器,它也存在于我们的日常生活中。
比如说“镭射”(Laser),全息照片等都是激光技术在在现实中的应用,给我们的生活带来了极大的便利。
激光原来和我们如此的接近!激光的最初中文名叫做“镭射”、“莱塞”,是它的英文名称LASER的音译,是取自英文Light Amplification by Stimulated Emission of Radiation的各单词的头一个字母组成的缩写词。
意思是“受激辐射的光放大”。
什么叫做“受激辐射”?它基于伟大的科学家爱因斯坦在1916年提出了的一套全新的理论。
这一理论是说在组成物质的原子中,有不同数量的粒子(电子)分布在不同的能级上,在高能级上的粒子受到某种光子的激发,会从高能级跳到(跃迁)到低能级上,这时将会辐射出与激发它的光相同性质的光,而且在某种状态下,能出现一个弱光激发出一个强光的现象。
这就叫做“受激辐射的光放大”,简称激光。
一个科学的理论从提出到实现,往往要经过一段艰难的道路。
爱因斯坦提出的这个理论也是如此。
它很长一段时间被搁置在抽屉里无人问津。
1950年,波尔多一所中学的教师阿尔弗雷德·卡斯特勒同让·布罗塞尔发明了“光泵激”技术。
这一发明后来被用来发射激光,并使他在1966年获得了诺贝尔物理学奖。
激光器的发明实际上提出了更多的问题。
它必须使反射谐振器适应极短的波长。
1951年,美国哥伦比亚大学的一位教授查尔斯·汤斯(Townes)对微波的放大进行了研究,经过三年的努力,他成功地制造出了世界上第一个“微波激射器”,即“受激辐射的微波放大”的理论。
汤斯在这项研究中花费了大量的资金,因此他的这项成果被人们起了个绰号叫做“钱泵”,说他的这项研究花了很多的钱。
后来汤斯教授和他的学生阿瑟·肖洛(Schawlow,诺贝尔物理奖的获得者)想,既然我们已经成功地研究了微波的放大,就有可能把微波放大的技术应用于光波。
激光基本概述
产生高压引起核聚变
人工控制聚变反应
1.受激吸收
E2
h
E1
吸收前
吸收后
2.自发辐射
E2
h
E1
发光前
光子的频率为
发光后
2 − 1
=
ℎ
3.受激辐射
E2
h
h
h
E1
发光前
发光后
当外来光子的频率满足
h E2 E1
时,使原子中处于高能级的电子在外来光子的
激发下向低能级跃迁而发光。
特点:
受激辐射产生的光子与外来光子具有相同的特征:
1.单色性好
光波的单色性可表示为
谱线宽度
or
中心波长
I0
I0
2
2
2
单色性最好的氪灯
Kr86
Δ=4.7×10-3 nm
稳频He—Ne激光器
109 nm
2.亮度极高
普通光源所发出的光射向四面八方,能量非常分散,
亮度不高。
激光器发出的激光方向性好,能量在空间高度集中。
缩写为Laser“镭射”
激光的发展史
➢ 1958年,贝尔实验室的汤斯和肖洛发表了关于激光器
的经典论文,奠定了激光发展的基础。
➢ 1960年,美国加利福尼亚州休斯航空公司实验室的研
究员梅曼发明了世界上第一台红宝石激光器。
一. 光与物质的相互作用
光与物质的相互作用,实质上是组成物质的微观粒子
吸收或辐射光子,同时改变自身运动状态的表现。
空间相干性好,有的激光波面上各个点都是相干的。
4.方向性好
产生激光的三个基本条件

产生激光的三个基本条件激光技术是一项重要的现代科技,广泛应用于医疗、通信、制造、军事等领域。
激光的产生需要满足一定的条件,本文将介绍产生激光的三个基本条件。
一、激光介质激光介质是产生激光的基础。
激光介质可以是固体、液体或气体,不同的介质产生的激光波长和功率也不同。
固体激光介质包括晶体和玻璃等,液体激光介质包括染料和液晶等,气体激光介质包括氦氖、二氧化碳和氩等。
在激光介质中,存在能级结构,当外界能量作用于介质时,能级结构发生变化,电子从低能级跃迁到高能级,释放出激发能量,产生光子,即激光。
因此,激光介质的能级结构是产生激光的前提条件。
二、能量反馈能量反馈是产生激光的关键条件。
激光介质中的光子在跃迁时会受到能量吸收和辐射发射的影响,如果能量吸收和辐射发射的速率相等,那么激光就不会产生。
为了保证能量反馈,需要使用反射镜或衍射光栅等反射器件将激光反射回激光介质中,使得激光在介质中来回反复传播,增加光子的数目,从而达到产生激光的目的。
反射镜和衍射光栅的选择和设计对激光的品质和功率有很大的影响。
三、激发源激发源是产生激光的外部能量源,常用的激发源包括闪光灯、激光二极管、化学反应等。
激发源提供的能量被激光介质吸收后,产生激发能量,从而使激光介质中的电子跃迁,释放出激光。
不同的激发源对激光的波长和功率有较大的影响,因此需要根据实际应用需要选择合适的激发源。
总之,产生激光需要满足三个基本条件:激光介质、能量反馈和激发源。
这三个条件相互依存、相互作用,共同构成了激光系统。
在实际应用中,需要综合考虑这三个因素,选择合适的激光介质、反射器件和激发源,从而得到满足实际需求的激光。
激光基础知识
激光基础知识问红光与绿光的区别?答:A, 波长不同:红光波长635-980nm,绿光波长532nm;B, 出光⽅式不同:红激光:在组成物质的原⼦中,有不同数量的粒⼦(电⼦)分布在不同的能级上,在⾼能级上的粒⼦受到某种光⼦的激发,会从⾼能级跳到(跃迁)低能级上,这时将会辐射出与激发它的光相同性质的光,⽽且当处于⾼能级上的粒⼦数⼤于低能级上的粒⼦数时,就能出现⼀个弱光激发出⼀个强光的现象。
这就叫做“受激辐射的光放⼤”,简称激光。
也就是红光不⽤外加任何装置,本⾝就会产⽣激光;绿激光: 是由808nmLD泵浦晶体产⽣激光问蓝紫光的光点为什么很弱?没有绿光那么亮?答:根据激光的原理,同功率的情况下,波长越短的激光就越亮,但由于⼈的视⾓对532nm波长的光容易吸收和敏感,错误的感觉就认为是绿光亮!问同功率的红光和绿光为什么红光不可以看到光束,⽽绿光可以?但红光反⽽⽐绿光传播得远?答:由于光波越短在⼤⽓中损耗越⼤,所以容易看到绿光的光柱⽽不容易看到红光的光柱;⼜因绿光光波容易被空⽓中的灰尘吸收,吸收的越多,反射就越多,我们看到的光柱也就越明显,同时,吸收的越多损耗也越⼤,所以同样功率红光⽐绿光传播的远。
也是为什么交通⽤的红绿灯,⽤红灯表⽰停⽌通⾏,⽽⽤绿灯表⽰放⾏。
问绿光最长可以持续多久点亮,持续点亮的稳定时间是多久?答: 绿激光根据不同功率点亮的时间会有所差别,便携式激光器室温(25°)下正常⼯作时间为⼩于10秒(指在该时间内功率不会低于要求值,⽽功率将随时间的增加⽽衰减,直⾄不亮;⼯作时间越长对LD和晶体的损坏就越严重,甚⾄烧坏LD);⼯业⽤激光模组在室温和正确散热情况下可以长时间点亮(正确散热:⼯作时,必须把激光头部分固定在和激光头同体积或更⼤体积的⾦属体上)。
问便携激光器的LD和晶体⼀般在什么情况下会烧掉导致不出激光。
答:长时间⼯作。
由于长时间⼯作,激光器温度会随⼯作时间的增加⽽升⾼,从⽽导致损坏LD和晶体。
激光物理学的基础知识
激光物理学的基础知识引言激光物理学是研究激光的发生、传输和相互作用过程的学科,是现代光学中的重要分支之一。
激光在现代科技和工业中有广泛的应用,如通信、医疗、制造等领域。
本文将介绍激光物理学的基础知识,包括激光的基本概念、激光的产生原理和特性等内容。
一、激光的基本概念1.1 激光的定义激光是指具有较高的单色性、方向性和相干性的电磁波。
它具有狭窄的频率谱宽度和小的发散角,能够进行远距离传输和聚焦。
1.2 激光的特点激光具有以下特点:•高亮度:激光的光强度高,激光束能够被聚焦成极小的点。
•单色性:激光的频率非常纯净,只有一个狭窄的频带。
•相干性:激光的波前相位具有高度的一致性,可以形成干涉和衍射效应。
•高直线度:激光束的传输路径非常直线,几乎没有散射和吸收损耗。
1.3 激光的分类根据激光的工作介质和工作原理,激光可以分为以下几类:•气体激光:利用气体分子的跃迁能级产生激光,如氦氖激光器、二氧化碳激光器等。
•固体激光:利用固体晶体或玻璃中的杂质离子或激活离子进行激光辐射,如氙灯激光、钕玻璃激光等。
•半导体激光:利用半导体材料的PN结或PN结与金属结合面,通过注入电流激发电子和空穴复合辐射光子,如激光二极管。
二、激光的产生原理2.1 需要的条件产生激光需要满足以下几个条件:•能级结构:激光工作介质中存在能级结构,可以通过能级跃迁来产生激光。
•反转粒子分布:工作介质中的粒子分布需要处于反转态,即高能级粒子数目大于低能级粒子数目。
•反馈机制:在工作介质中形成正反馈,使得光子在介质中多次来回传播,增强激光的放大效应。
2.2 激光的产生过程激光的产生过程包括以下几个步骤:1.激发产生:利用外部能量激发工作介质中的粒子,使其跃迁到高能级。
2.自发辐射:跃迁到高能级的粒子会自发辐射出光子。
3.反射反馈:反射光子返回工作介质中,使得自发辐射的光子受到激发而再次发射。
4.反复放大:光子在工作介质中来回传播,通过受激辐射逐渐增强,形成激光。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
About Lasers 7KH 3KRWRQLF 6SHFWUXP DQG /DVHU /LQHV4SHFWUXP³:DYHOHQJWKV7KH 9LVLEOH 6What Is A Laser?LASER is an acronym standing for Light Amplification by Stimulated Emission ofRadiation. All lasers are comprised of a few basic components that work together toproduce light that is1.Monochromatic (consisting of only one color/wavelength)2.Directional (does not spread out as much as ordinary light. If the laser beam issent through a special telescope called a collimator, it will spread out even less)3.Coherent (all light waves in phase, they start at the same moment and are thesame size)4.BrightThe light from a laser is intensified in such a way as to provide a beam that can beused to cut, drill, engrave, mark and weld. Rofin-Baasel provides systems for materialprocessing applications such as marking, welding and cutting.The basic components of a laser are:The atoms in the Active Medium (solid-state crystal, liquid or gas) absorb theenergy emitted by the Excitation Mechanism (typically a Krypton Arc-Lamp, DiodeArray, or Electrode Set) and are excited, or pumped , to a higher-than-normalenergy level. Once the majority of the atoms of the Active Medium have beenexcited to a higher energy level, a condition know as Population Inversion occurswithin the laser. The atoms are unstable in this condition and shortly return to theiroriginal energy levels, releasing their stored energy in the form of a light wave(Photon).A portion of the light released as the atoms return to stable orbits is released in adirection perpendicular to the mirrors at the end of the resonator. These Photons ofenergy reflect back and forth from the mirrors through the Active Medium, and arefurther amplified by the laser to form a coherent beam of light. Once the energy withinthe laser system achieves a certain level, then a portion of that light is transmittedthrough the partially transmissive reflector resulting in a beam. Measuring the LightThere are many different types of lasers for a wide variety of purposes, each havingan output beam different from other types. This is what determines the applicationof each particular laser type.Some lasers produce a CW beam ( Continuous Wave ), or a beam which is oncontinuously. Others give only a short pulse of light.The Pulsed laser produces energy measured in a unit called joules. One joule is theamount of light energy produced by a one-watt light bulb when it is on for onesecond. The industry has seen pulsed lasers producing energy bursts from a fewthousandths of a joule to over 100 joules. In addition to energy, the speed withwhich a laser delivers its energy is very important. If a pulsed laser produced onejoule of energy in a burst that lasted 100 seconds, only 1 joule/100 sec or 1/100 of awatt of power would reach the target. But if the same laser delivered one joule ofenergy in 1/1000 second, then1 joule1/1000 secor 1000 watts of power are delivered. A one-joule ruby laser producing a light pulselasting for 1/1000 second will drill a clean hole in a razor blade.If the pulse were even shorter, for example 1/1,000,000 second, but the energy wasstill one joule, the power produced would be1 joule1/1,000,000 secsor 1,000,000 watts.Another important measurement of a laser bean is its power density , a measure-ment of the concentration of the laser energy (something is concentrated when it isheld together tightly).Think of one watt of power spread over a large area versus one watt concentratedinto a spot the size of the head of a pin. Power density is measured in watts persquare centimeter, written: watts/cm².Lasers for Cutting and WeldingCarbon dioxide lasers are high-powered, and the fact that they can be either pulsed orcontinuous wave makes them very useful in industry. The beam is invisible, but can bevery intense.The laser melts and cuts metal in the same way a torch does; by applying heat. Thedifference is that the laser applies the heat much faster and is concentrated. Themetal melts and then vaporizes and is blown out of the area before the heat can becarried away. Laser cutting produces clean cuts and does not weaken the metal liketorch cutting.The Triagon Series of high-power industrial CO2 lasers are available in a widerange of powers from 1kW 12kW. The 9kW 12kW higher power range Triagonlasers can cut mild steel to 30mm thickness and weld thinner materials (<15mm) atthe highest speeds.For tasks such as thin sheet cutting or cutting complex geometries even from a steeltube (dia 1.5 1.8 mm, and wall thickness of <100µm), Rofin-Sinar Inc. of Plymouth,MI, offers the StarCut line of Pulsed Nd:Y AG lasers featuring optimized resonatordesign for cutting widths as fine as 25µm unmatched accuracy.The laser is very good for welding small parts that must be done very accurately.Most laser metal cutters and welders are controlled with a computer and can makesmall welds in tiny parts that cannot be done with other welders. The StarWeld line ofspot- and seam-welders can even weld different metals and metal combinations in closeproximity to other delicate materials highly useful in the jewelry or dental industries. Lasers for Marking and EngravingIn general, laser marking and engraving systems fall into three basic categories: dotmatrix marking systems, focused-spot stroke marking systems and stencil (mask)marking systems. Rofin-Baasel can provide focused-spot stroke marking systems anddot matrix marking systems (the RS-Marker® PowerLine and the StarMark® line oflamp- or diode-pumped Nd:Y AG and CO2 laser systems).How does the laser mark a part?A laser creates an image on an object by either vaporizing or melting the material(leaving a engraved mark), locally annealing the surface to produce a dark mark (asin the case of many steels, titanium and the like), or through a thermal-chemicalreaction between the beam and the part surface as in the case of a number of ser marks are permanent in most cases and withstand many post-processing applica-tions very well.What is a Focused-Spot Stroke Marker?Two laser types (active medium) are typically used in stroke marking systems, depend-ing on the marking application. The first of these is a Neodymium Doped, YttriumAluminum Garnet (Nd:Y AG) laser which produces near infrared light at a wavelength of 1.06 microns, or a Waveguide CO 2 gas laser that emits light at a wavelength of 10.6microns.The pumping of the Nd:Y AG laser can be accomplished in one of two ways, either through the incorporation of a Krypton Arc-lamp or through utilization of light-emitting diodes. Applications requiring more than a few watts of power ordinarily utilize the flash-lamp method of excitation. CO 2 lasers utilize DC power or RF energy to excite the gas medium.Stroke Markers utilize a pair of microprocessor-controlled mirrors to steer the beam emitted by the laser to form alphanumeric characters, logos or patterns. The laser writes with light just as you would write with a pencil, forming characters one stroke at a time. One mirror controls the X-axis while the second mirrorcontrols the Y -axis.The size of the mark field is deter-mined by the focusing lens that is incorporated into the system. There are basically two types of focusing lenses: pre-scan and post-scan. A pre-scan based system places a simple thin lens prior to the scanning mirrors. This is the least expensive method of focusing the laser beam but will typically produce more distortion in the mark than a post-scan system.Remember, a stroke marking system draws characters just as you would with a pencil and paper. To mark the letter L , the beam would firstThe most common laser marking systems use a flat-field lens and distortion correction software in this arrangementposition itself at the upper left corner of the character, then once in place the beam would be steered downward, stop and then finish the character to the right. The piece being marked in most cases needs to be stationary, just as the piece of paper is station-ary when you write a letter.How fast does a stroke-marking system mark?Stroke marking systems use high-speed scanners, electronics and marking algo-rithms to draw characters as fast as 300 or more per second. Practically speaking, though, most materials being marked cannot absorb the beams energy at that rate. Marking of metals, then, is usually accomplished at 10-50 characters per second, and nonmetallic or treated surfaces may mark as high as 150 characters per second. How large a mark area can be generated?Without using an X-Y table to move the part or the lens, the largest mark area that can be achieved using a flat-field lens is nearly 15 in diameter. Some companies offer areas larger than this, but the beam quality from these systems is not always high quality.Rofin-Baasel standard marking areas for the StarMark lines are:Lens Name Mark Field Working Distance Typical Spot Size 100 mm90mm (3.54 )101mm (4 ).076mm (0.003 ) 160 mm150mm (5.91 )185mm (7.3 ).10mm (0.004 ) 254 mm230mm (9.06 )295mm (11.6 ).12mm (0.005 ) 330 mm300mm (11.81 )356mm (14 ).15mm (0.006 ) 420 mm380mm (14.96 )508mm (20 ).20mm (0.008 )The precision flat-field lenses used by the RS-Marker PowerLine laser markers produce a square mark field. Available lens sizes are:Lens Name Mark Field Working Distance Typical Spot Size f10060x60 mm (2.4x2.4 )109mm (4.3 )076mm (0.003 )f160120x120mm (4.7x4.7 )198mm (7.8 ).10mm (0.004 )f240160x160mm (6.3x6.3 )329mm (12.9 ).12mm (0.005 )f254180x180mm (7.1x7.1 )345mm (13.6 ).12mm (0.005 )f300240x240mm (9.5x9.5 )408mm (16.0 ).15mm (0.006 )f420300x300mm (11.8x11.8 ).20mm (0.008 )How is information entered into the Laser System?Our CAN BUS based StarMark® systems offer a MicroSoft Windows operating system featuring CAN technology. The StarMark systems use a proprietary Laser-CAD graphical interface design tool for mark layout designs, and feature direct links to databases via Windows ODBC engine, and interfacing to PLC and com-puter-controlled systems. The RS-Marker PowerLine systems use a unique single PC -type proprietary software package, VisualLaserMarker (VLM). Text, logos or graphics can be created with the drag and drop functions or imported from already existing files to the work sheet which represents the mark field. An open interface architecture based on ActiveX® technology is provided for integration into customized production equipment.。