逆变式空气等离子切割机低频引弧技术的研究
一种等离子切割机非高频引弧电路专利
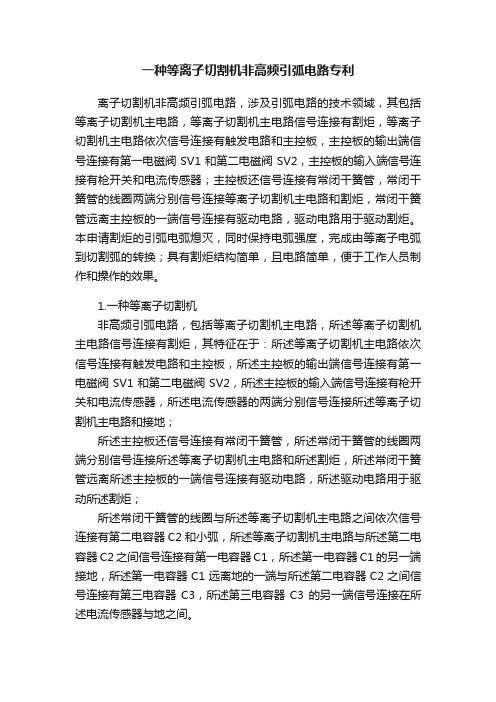
一种等离子切割机非高频引弧电路专利离子切割机非高频引弧电路,涉及引弧电路的技术领域,其包括等离子切割机主电路,等离子切割机主电路信号连接有割炬,等离子切割机主电路依次信号连接有触发电路和主控板,主控板的输出端信号连接有第一电磁阀SV1和第二电磁阀SV2,主控板的输入端信号连接有枪开关和电流传感器;主控板还信号连接有常闭干簧管,常闭干簧管的线圈两端分别信号连接等离子切割机主电路和割炬,常闭干簧管远离主控板的一端信号连接有驱动电路,驱动电路用于驱动割炬。
本申请割炬的引弧电弧熄灭,同时保持电弧强度,完成由等离子电弧到切割弧的转换;具有割炬结构简单,且电路简单,便于工作人员制作和操作的效果。
1.一种等离子切割机非高频引弧电路,包括等离子切割机主电路,所述等离子切割机主电路信号连接有割炬,其特征在于:所述等离子切割机主电路依次信号连接有触发电路和主控板,所述主控板的输出端信号连接有第一电磁阀SV1和第二电磁阀SV2,所述主控板的输入端信号连接有枪开关和电流传感器,所述电流传感器的两端分别信号连接所述等离子切割机主电路和接地;所述主控板还信号连接有常闭干簧管,所述常闭干簧管的线圈两端分别信号连接所述等离子切割机主电路和所述割炬,所述常闭干簧管远离所述主控板的一端信号连接有驱动电路,所述驱动电路用于驱动所述割炬;所述常闭干簧管的线圈与所述等离子切割机主电路之间依次信号连接有第二电容器C2和小弧,所述等离子切割机主电路与所述第二电容器C2之间信号连接有第一电容器C1,所述第一电容器C1的另一端接地,所述第一电容器C1远离地的一端与所述第二电容器C2之间信号连接有第三电容器C3,所述第三电容器C3的另一端信号连接在所述电流传感器与地之间。
2.根据权利要求1所述的一种等离子切割机非高频引弧电路,其特征在于:所述驱动电路包括驱动子电路和IGBT,所述驱动子电路的输入端信号连接所述常闭干簧管,所述驱动子电路信号连接所述割炬和所述IGBT的栅极。
等离子切割机引弧方式
等离子切割机引弧方式主要有高频引弧和高压引弧两种方式,一般国产等离子切割机采用的基本上都是高频引弧,等离子切割机在小功率手动切割时采用的基本上都是接触式切割(小功率指输出电流100A以下的等离子),即割炬割咀紧靠在工件上引弧切割,型号在100A以上(即输出电流100A以上,包括100A)的等离子切割机则采用非接触式切割,即割咀离开工件5~8mm切割,而接触式切割在引弧时对外界产生的高频干扰较非接触式切割小。
逆变式等离子由于受技术即配件材料的限制,基本上都是以100A以下(包括100A)的等离子为主,当然也有些厂家生产逆变的120A、160A等离子,但事实上在实际使用过程中来看,这些产品还是很不成熟的,存在很多问题,所以一般以100A以下的逆变式切割机为主,主要有40A、60A(63A)等,还有少量的20A、80A,这些小功率的等离子除特殊定制的少量机型外基本上都是接触式引弧切割,而100A及以上的逆变式等离子则采用的都是非接触式切割(内行不要找茬,这里说的都是高档切割,低档切割用的也是接触式切割,但输出电流都在100A以下的),对于外界的高频干扰较大,因此并不是有些逆变等离子没有高频引弧,只是对外干扰稍小而已。
当然国外进口的一些等离子(如德国凯尔贝)采用的大都是高压引弧,但进口逆变等离子也基本上都是小功率的(120A
以下)这些逆变等离子采用的引弧方式有高频也有高压,因各生产厂家而异。
以上仅为个人意见,仅供参考,如还有其它关于等离子切割的问题,欢迎与我继续探讨:013584368643,或Email: cwf_zwh@。
等离子切割机原理

等离子切割机原理首先,等离子切割机通过电弧电离将气体转化为等离子体。
气体就是切割机切割过程中使用的介质,常用的气体有氧、氮等。
在设备的电极间施加高电压,使气体分子发生电离,其中的自由电子与离子形成等离子体。
电弧电离提供了切割所需的高温等离子体。
接下来,等离子切割机利用等离子体进行切割。
由于电弧电离产生的等离子体温度很高,可以达到几千度甚至上万度。
通过喷吹的气体保护等离子体,使得等离子体与金属之间形成稳定的等离子通道。
等离子体放电过程中释放出大量的能量,将材料表面加热到熔点以上并融化,形成熔池。
在等离子体的冲击下,熔池内的金属迅速汽化、气化,形成雾状金属颗粒。
同时,等离子体还能清除熔池中的物质,为切割提供清洁的工作环境。
需要注意的是,等离子切割机需要采用附加气体进行保护。
附加气体一方面可以冷却熔池,另一方面可以将产生的熔渣吹离切割区域,保证切割质量。
常用的附加气体有氧气、氮气等。
氧气主要用于切割碳钢、不锈钢等金属,氮气主要用于切割铝、铜等高导电材料。
附加气体的选择对切割质量和效果有重要影响。
等离子切割机的优点是具有高效、高速、高精度的特点。
高温等离子体的作用下,切割速度快,切割面光滑,精确度高。
等离子切割机还可以对各种复杂形状的金属进行切割,具有很高的灵活性。
同时,等离子切割机还能适应各种厚度的金属板材,具有较广泛的应用范围。
然而,等离子切割机也存在一些问题。
首先,设备造价较高,需要专业操作人员进行操作。
此外,等离子切割过程中会产生大量的金属废料和熔渣,需要进行后处理。
另外,等离子切割机需要使用气体作为介质,对环境造成一定的污染。
总之,等离子切割机是一种利用电弧电离和等离子体技术进行金属切割的设备。
它利用高温等离子体对金属进行融化切割,并通过喷吹气体保护切割过程。
它具有高效、高速、高精度的特点,广泛应用于各种金属切割领域。
非接触等离子切割机引弧原理

非接触等离子切割机引弧原理
非接触等离子切割机的引弧原理主要涉及高速气流的产生和电弧的形成。
首先,切割头或枪头会向工件表面喷射高速的等离子气体,通常是氧气和一种辅助气体(如氮气或空气)。
这些气体经过喷嘴形成高速的气流。
接着,引弧板上的小孔或槽会使气流局部加热,并在引弧板和工件之间形成高温等离子体。
这个等离子体形成的高温区域就是电弧的形成区域。
通过引弧板上的小孔或槽,电弧能够从引弧板传导到工件表面,并在工件表面上产生高温、高能量的等离子切割区域。
此外,非接触式引弧逆变式等离子器切割机需要非接触式引弧,因此必须产生副弧。
在按下开关后、引弧之前,副弧在等离子割枪碰嘴处形成电弧,再被压缩空气喷出。
当喷出的副弧接触到被切割工件后,副弧应该被关断,主弧应该打开,开启大功率切割工作模式。
这种由副弧转主弧的控制逻辑被称为转移弧控制。
以上内容仅供参考,建议咨询专业人士获取准确信息。
逆变式空气等离子切割机低频引弧技术的研究
引 言
与传 统 的火 焰 切割 或 激 光 切 割相 比 , 离 子切 等
2 主 电 路 拓 扑 结 构
主 电路 选 用 了 B ot 桥 逆 变 的 拓 扑 结 构 。 os 半 一 其
主 电路 拓 扑 结构 如 图 1 示 。 所
割机 具 有切 割 质 量好 、 度 快 、 本 低 等 优 势【 随 速 成 1 j 。 着 逆 变 技 术 的 发 展 .半 桥 式 或 者 全 桥 式 的主 电 路 拓 扑 结 构 已成 功 地 应 用 到 等 离 子 切 割 电源 领 域 。 在 国内. 多数等离子切割机采用高频 引弧方式 , 大 但 高 频 高 压 的 引 弧 过 程 带 来 了严 重 的 电 磁 干 扰 , 且 装 置 体 积 较 大 .这 不 仅 影 响 到 了 电源 自身 的 正
b s d o o e u n y c n a t p lt a c a d h s s c e su l o v d t e p e t f s o t c mi g n c n e t n lc n- a e n lw f q e c o tc i r n a u c s f l s l e h ln y o h r・ o n s i o v n i a o - r o y - o
Ke wo d c t n c i e o e u n y c n a t pl ta e;h l b d e i v r r y r s: u t g ma h n ;l w f q e c o tc i r i r o af r g n e e i t
F u d t nP oetS p o e y h d s a eerhadD vlp n Po cs fS aniPoic ( o 0 0 — o n ai rjc:u p s db eI ut l sac n eeomet rj t o h ax rv i N . 1K 9 o t n r R i e na l 2 1
等离子切割机技术研究报告

等离子切割机技术研究报告《等离子切割机技术研究报告》一、研究背景随着现代工业的发展,对材料加工精度和效率的要求越来越高。
等离子切割机作为一种新型的材料切削工艺,在金属、非金属等材料的加工中展现出了广阔的应用前景。
为了更好地理解等离子切割机技术的原理和特点,本报告对该技术进行了深入研究和分析。
二、等离子切割机技术的原理等离子切割机利用气体电离产生等离子,通过等离子束对材料进行切割。
其原理包括等离子产生、等离子束聚焦和等离子束切割三个环节。
等离子切割机通过合理的控制参数,使等离子束能够高效切割各种材料,大大提高了切割精度和效率。
三、等离子切割机技术的特点1. 切割精度高:等离子切割机能够实现高精度的切割,切割线条平滑,切割质量可靠。
2. 切割速度快:等离子切割机可以在短时间内完成大面积的切割任务,提高了生产效率。
3. 适应性强:等离子切割机适用于各种材料的切割,包括金属、非金属、有机材料等。
4. 操作简便:等离子切割机具有简单的操作界面,操作人员只需要掌握基本的操作技巧即可进行切割。
四、等离子切割机技术的应用领域等离子切割机技术在多个领域有着广泛的应用,包括金属零件的切割、汽车制造、船舶制造、航空航天等。
其切割精度和效率的优势使其成为现代工业中不可或缺的一部分。
五、等离子切割机技术的发展趋势随着科技的进步,等离子切割机技术也在不断发展和改进。
未来,人们可以期待等离子切割机技术在切割速度、切割精度和适应性方面的进一步提升。
同时,研究人员也可以在材料选择、刀具设计等方面进行更深入的探索,以满足不同行业对等离子切割机技术的需求。
总结:等离子切割机技术是一种具有广阔应用前景的材料加工技术,具备高精度、高效率和适应性强的特点。
通过深入研究与探索,可以不断提高等离子切割机技术在实际应用中的效果,推动现代工业的发展。
一种空气等离子切割电源引弧电路的研究_王寿福
行业信息
武汉光纤到户工程覆盖用户 20 万
日前 , 湖北省委副书记 、武汉市委书 记杨松 , 武汉市委常委 、常务副市长袁善腊等 , 在中国电信武 汉分公司 总经理龚勃 陪同下到 武汉分公司光纤到户 小区调研 , 了解光纤到户建设 , “三网合一 ”推进工作情况 。 杨松对武汉分公司大力实施光纤到户工程 , 积极推 进 “三网合一 ”给予了充分肯定 , 强调发展光纤到户 , 推进 “三网 合一 ”要充分 发挥产 业优势 , 整合 建设与 服务资源 , 以 政府引 导 , 市 场动作 , 共赢的价值链有效推进 。
· 1·
2008年 9月 25日第 25卷第 5期
TelecomPowerTechnology
Sep.25, 2008, Vol.25 No.5
击穿电压时 , 使得其空气间隙击穿 , 火花放电器放电 , 此时电容 C、火花放电器击穿之后的等效电阻 R、耦合 变压器 T2 的初级绕组的电感 L构成 RLC振荡电路 , 产生高频高压信号 。 该信号通过 T2 耦合变压器升压 输出 , 加到电极和割嘴之间 , 将电极和割嘴之间的空气 电离 , 形成等离子体通路 , 实现了引弧电路的目的 。 1.2 引弧电路控制
图 8 实验测得引弧电路的输出波形
4 结 语
本文针对传统的等离子切割电源中高频引弧电路 存在的缺陷进行了分析 , 提出了一种优化的引弧电路 , 并对其引弧控制采用了 DSP控制 , 使其控制过程受干 扰小 , 控制简单 , 最后通过仿真和实验结果验证了该电 路的可行性 。
参考文献 :
3 实验结果研究
· 2·
图 4 基于 DSP控制的引弧控 制电路
等离子切割机的工作原理

等离子切割机的工作原理
等离子切割机是一种利用等离子体进行切割加工的设备。
它的工作原理基于等离子体的性质和作用。
首先,等离子体是一种高度激活的气体状态,其中的电子和离子以高速运动并相互碰撞。
这种碰撞会引起电子从原子中脱离,形成带电的离子和自由电子。
在等离子切割机中,首先需要使用高频电源产生高压放电。
高压放电会激活气体并使其转化为等离子体。
这时,气体中的电子会脱离原子并形成激活态。
接下来,利用等离子体的导电性质,通过切割枪向工件中引入等离子束。
切割枪通过等离子体中的电波场以及磁场进行控制,使得等离子束聚焦在一个小区域内。
等离子束的温度极高,能量极大,可以快速加热和熔化工件。
同时,切割枪还会向工件中喷射辅助气体,例如氧气或氮气。
辅助气体在等离子束中发生热化学反应,进一步加热和喷蚀工件。
这种热化学反应能够在切割过程中迅速溶解和蒸发切割区域的材料。
最后,利用切割枪的运动控制系统,将等离子束沿预定的路径在工件上进行移动,实现切割操作。
切割枪的速度和移动轨迹精确控制,可以实现复杂形状的切割。
总的来说,等离子切割机通过产生和控制等离子体,利用等离
子束的高温和高速能量进行切割加工。
它在金属、合金等材料的切割中具有高效率、高精度和灵活性的优势。
空气等离子切割机引弧策略
空气等离子切割机引弧策略韩明;杨程;蔡涛;胡宏晟;王涛【摘要】空气等离子切割机的传统引弧控制策略为恒流控制,导致引弧电阻功率等级高且需要实时采样引导弧电流.提出了改进的引弧控制策略,无需检测引导弧电流即可增加引导弧电流线性,在保证引弧成功率的前提下,极大降低了引弧电阻的功率等级,并减少电流传感器的使用,降低成本,同时能灵活调节引导弧的强烈程度.实验结果验证了改进的引弧控制策略的理论分析以及实用性.【期刊名称】《电焊机》【年(卷),期】2017(047)002【总页数】7页(P47-53)【关键词】空气等离子切割机;引弧控制策略;引导弧;切割弧【作者】韩明;杨程;蔡涛;胡宏晟;王涛【作者单位】华中科技大学电气与电子工程学院,湖北武汉430074;中国舰船研究设计中心,湖北武汉430064;华中科技大学电气与电子工程学院,湖北武汉430074;华中科技大学电气与电子工程学院,湖北武汉430074;华中科技大学电气与电子工程学院,湖北武汉430074【正文语种】中文【中图分类】TG483等离子切割机以其加工质量好、效率高、切割范围广以及成本低等优点广泛应用于工业热加工领域[1-3]。
用于金属材料热加工的等离子切割机的等离子弧为转移弧,即引弧过程中先在割炬与电极之间产生引导弧,再将引导弧转移至电极与工件之间形成切割弧,因此引导弧的质量决定了引弧成功率。
引弧成功率是衡量等离子切割机的性能的重要标准,且对切割质量有影响。
传统的引弧控制策略为恒电流控制,保证了引导弧的稳定,但是需要额外的引导弧电流传感器以及引弧电路上的引弧电阻的功率等级高。
本研究提出一种改进的引弧控制策略,不仅保证引弧成功率高,而且无需检测引导弧电流并降低了引弧电阻的功率等级,从而降低了设备的成本和体积。
该控制策略已在以DSP2407为核心的10 kW空气等离子切割机上得到应用,验证了其实用性。
等离子切割机有两种引弧方式:接触式引弧[4]和非接触式引弧[5]。
一种等离子切割机引导弧电流控制电路及方法与流程

一种等离子切割机引导弧电流控制电路及方法与流程本发明涉及一种等离子切割机,尤其涉及一种等离子切割机引导弧电流控制电路及方法。
背景技术:在逆变空气等离子切割机中使用中,大电流引弧会造成割炬枪头损坏,因此需要设置引导弧,在接通割枪开关时,先由小电流引弧,喷出引导弧后再引燃主弧切割,这样可防止割炬头烧坏。
而在现有等离子切割机中,引导弧电流通常由三极管等器件从面板电位器限制给定调节的方式来实现,由于半导体器件原因,三极管工作在放大状态时,当切割机给定电流从最小到最大调节时,限制给定的方式会使引导弧电流从25A-30A左右变化,在大电流切割时,引导弧电流达到30A,使得割炬喷嘴,电极损坏率较高。
技术实现要素:为了解决上述问题,有效保护割炬的喷嘴和电极,本发明提出一种等离子切割机引导弧电流控制电路及方法。
一种等离子切割机引导弧电流控制方法:将限制给定的位置从面板电位器移至电流给定跟随器后级,使用两个三极管切换,三极管工作在导通或截止状态,其压降接近于0,使引导弧电流保持在25A恒定不变。
一种等离子切割机引导弧电流控制电路,包括第一运算放大器、第二运算放大器、第三运算放大器、电位器、第一三极管、第二三极管、二极管、第一可变电阻器、第二可变电阻器、第三可变电阻器、第一电容、第二电容、第一电阻、第二电阻、第三电阻、第四电阻、第五电阻、第六电阻、第七电阻、第八电阻、第九电阻、第十电阻、第十一电阻、第十二电阻和电源,其中:所述第一运算放大器的同相输入端电连接第三电阻第二端,所述第一运算放大器的反相输入端和输出端电连接第四电阻第一端,所述第三电阻第一端电连接第一电阻第二端、第二电阻第一端和第二电容第一端,所述第一电阻第一端电连接电位器动片,所述电位器第二定片电连接第一电容第一端和第二可变电阻器第一定片,所述第一电容第二端接地,所述第二可变电阻器动片和第二定片电连接电源,所述电位器第一定片电连接第一可变电阻器动片和第二定片,所述第一可变电阻器第一定片接地。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
基金项目:陕西省工业攻关研究发展计划(2011K09-05);西安市科技局工业应用技术研发项目(CXY1017(1))定稿日期:2011-01-04作者简介:孙强(1955-),男,安徽丹凤人,教授,研究方向为开关电源理论与应用。
1引言与传统的火焰切割或激光切割相比,等离子切割机具有切割质量好、速度快、成本低等优势[1]。
随着逆变技术的发展,半桥式或者全桥式的主电路拓扑结构已成功地应用到等离子切割电源领域。
在国内,大多数等离子切割机采用高频引弧方式,但高频高压的引弧过程带来了严重的电磁干扰,且装置体积较大,这不仅影响到了电源自身的正常工作,而且对周边数控机的工作带来了严重的电磁干扰,更不能和数控机床有效地配合,从而影响等离子切割机走向全自动化的进展。
这里采用先进控制器DSP2812为核心,研制了一台功率为17kW ,切割电流30~100A 连续可调,并有切割、切网格、气刨3种工作模式的低频逆变式空气等离子切割电源。
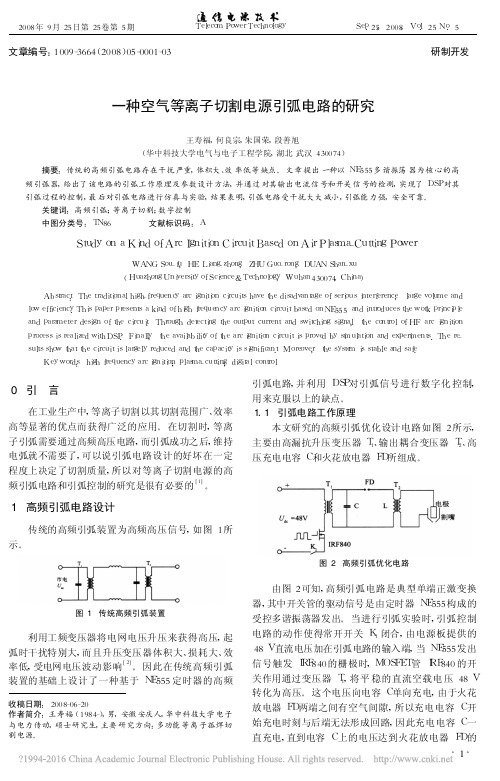
2主电路拓扑结构主电路选用了Boost -半桥逆变的拓扑结构,其主电路拓扑结构如图1所示。
图中VQ 1为Boost 电路IGBT 驱动;VQ 2,VQ 3为半桥PWM 驱动信号,由DSP 控制;VQ 4用于引弧IGBT 驱动。
H 1为升压电感电流传感器,检测到的电流值送往UC3854,用于控制VQ 1,完成APFC ;H 2为用于过流检测的电流传感器;H 3,H 4为分别用于切割电流和引弧电流采样的电流传感器。
前级Boost 电路由控制器UC3854完成控制,实现升压和功率因数校正功能;考虑到整个电源的功率及逆变式空气等离子切割机低频引弧技术的研究孙强,刘延明(西安理工大学,自动化与信息工程学院,陕西西安710048)摘要:研制了一种全数字化控制的新型逆变式空气等离子切割机。
该等离子机采用非高频的引弧技术,有效地解决了传统技术中存在的高电磁干扰、引弧电路复杂、引弧成功率低等问题。
设计以高性能数字信号处理器DSP2812作为主控制芯片,通过理论分析、计算与仿真、控制算法的改进等措施,解决了低频引弧技术中的问题。
实验结果表明,该机具有可靠性高、电磁干扰小、一次引弧成功率高等特点。
关键词:切割机;低频引弧;半桥逆变中图分类号:TP13文献标识码:A文章编号:1000-100X (2011)07-0121-03Research on the Inverter Air -plasma Cutting Machine of LF Contact Pilot ArcSUN Qiang ,LIU Yan -ming(Xi ’an University of Technology ,Xi ’an 710048,China )Abstract :The digital control system for air -plasma cutting inverter power supply has developed.This cutting machine based on low frequency contact pilot arc and has successfully solved the plenty of short -comings in conventional con -tact pilot arc technique ,such as high electronic magnetic interference (EMI ),complex circuit and lower successful ra -tio of pilot arc and so on.The high performance DSP2812is utilized as the mainly control chip.By theory analyse ,calculate and simulation ,the difficulty in low frequency contact pilot arc has been solved.The experimental results verify that the power supply system has higher stability ,lower EMI and higher successful ratio of pilot arc.Keywords :cutting machine ;low frequency contact pilot arc ;half bridge inverterFoundation Project :Supported by the Industrial Research and Development Projects of Shaanxi Provincial (No.2011K09-05);The Industrial Research and Development Projects of Xi ’an Science &Technology Bureau (No.CXY1017(1))图1等离子切割机主电路拓扑第45卷第7期2011年7月电力电子技术Vol.45,No.7July 2011Power Electronics成本,后级采用半桥逆变拓扑结构。
通过前级的三相不控整流和Boost 电路的闭环控制,将输入的三相交流电控制为稳定的750V 直流电,通过后级的半桥逆变电路将直流电转换为交流方波,送往中频变压器的输入端。
半桥逆变电路主控芯片采用DSP2812,PWM 为控制方式,通过改变半桥IGBT 驱动的占空比,来实现对输出电流30~100A 连续可调的闭环控制。
整个系统共用到4个电流霍尔传感器,分别对Boost 电感电流、半桥交流电流、引弧电流、切割电流进行采样,从而完成前级的APFC 、后级的电流闭环及电弧转移控制。
3低频引弧机理分析及算法实现3.1传统的引弧方式一种好的引弧方法,首先是可靠性高,其次是成本低、结构小巧、经久耐用。
引弧方式可分为接触引弧和非接触引弧,非接触引弧又可分为高压脉冲引弧和高频引弧,若采用前者来击穿气隙使电弧引燃,则要求变压器较大,且成本高,故很少用;后者应用较广泛,但其要求在引弧时,能使工件与电极之间产生2.5kV 以上的高压和150~250kHz 以上的高频振荡,然而这种高频振荡必然会产生不可避免的电磁干扰[2],严重影响了周边数控设备或切割电源自身的可靠性,同时对人体健康不利。
3.2低频引弧方式低频引弧属于接触式引弧方式,其原理为:未引弧时电极(电源输出负极)与喷嘴(电源输出正极)处于短路状态,当有引弧信号给定时,使能半桥IGBT 和引弧IGBT 驱动,气路电磁阀导通。
由于气路存在延时,前一阶段电源工作在近似短路状态,此时通过控制回路将短路电流控制在恒定值。
当气流到达喷嘴,利用高压的气体推力,将喷嘴与电极从短路状态瞬间吹开,此时会在割据内壁产生小弧,该电弧随着气流向外滑动,最终从喷嘴喷出,形成可维持的等离子弧。
根据上述分析,引弧过程的时序如图2所示。
3.3低频引弧过程算法由于等离子切割电源的特殊要求,电流控制的速度和精度成为引弧成功与否的关键因素。
引弧过程中存在一短路过程,若控制精度不够,很小的控制偏差就会带来很大的电流波动,导致系统过流。
引弧过程属于负载突变过程,若在此阶段控制速度不够快,电流下降过多,也不能成功引弧。
这里将高性能的DSP2812作为控制芯片,采用改进型的增量式PID 算法。
增量式基本原理为:u (k )=k p e (k )+k i kj =0Σe (j )+k d e (k )-e (k -1ΣΣ)(1)由上式递推可得:u (k -1)=k p e (k -1)+k i k -1j =0Σe (j )+k d e (k -1)-e (k -2ΣΣ)(2)用式(1)减去式(2)可得到增量式PID 为:△u (k )=Ae (k )-(k p +2k d )e (k -1)+k d e (k -2)(3)式中:A =k p +k i +k d 。
故当前的控制量为:u (k )=u (k -1)+△u (k )(4)此次设计在增量式PID 算法基础上,通过对低频引弧过程中独特性的分析,采用了改进的增量型PID 算法。
由图2可知,引弧过程中存在两次负载突变,即由短路状态到等离子弧负载状态的突变。
由于负载类型为电离空气,突变时非常剧烈,采用最基本的PID 算法不能及时调节,以致电流下降过多而出现电流断续,无法引燃电弧。
若采用改进型PID 算法,按下引弧开关后,当电流上升至给定引弧值时,需设置恰当的误差阈值,来判断空气负载的到来。
当检测到负载突变到来时,通过突增控制量的方法实现负载突变过程的过渡。
此算法的关键是要对负载突变点进行准确检测。
图3a 示出采用普通PID 算法的引弧电流I 1和半桥IGBT 驱动u g 的实验波形,图3b 示出采用改进型PID 算法的引弧电压U 1、电流I 1的实验波形。
可知,通过采用改进的PID 算法有效解决了负载突变时电流断续问题,最终成功引燃了电弧。
4控制器结构设计及软件流程4.1DSP 软件功能设计设计基于DSP2812的主控制器,使用C 语言图2引弧逻辑时序122进行程序编写。
按照其工作原理,引弧过程如下:电源闸闭合,软启动结束后,检测引弧开关是否按下,当开关按下后判断气压是否正常。
若正常,使能引弧IGBT 和半桥IGBT 驱动,同时打开气阀使高压气流流向喷嘴,然后利用增量式PID 算法进行引弧。
当检测到引弧失败后则自动关闭半桥管及引弧管驱动。
通过上述分析可知,控制器电路由A/D 采样、PWM 电路、开入开出口及捕获口组成。
A/D 电路充当控制系统的反馈环节,其性能直接影响整个电源的可靠性和准确性[3]。
由于DSP2812的A/D 采样电路精度不高,且采样频率不宜设计过高,所以基于系统的要求,此次设计中ADS7864作为采样芯片,通过DSP2812外扩电路接口,将芯片内嵌到主控制板中[4]。
ADS7864为6通道的12位的A/D 转换器,其最高采样频率可达500kHz 。
在软件上,通过设置标志位方法,将主要参数的采样频率扩大到20倍的次要参数采样频率,使资源得到合理应用。
采样到的数据通过递推平均值的数字滤波技术,最终输入到反馈环节;PWM 电路是将DSP 发出的PWM 波进行隔离和放大,再经过驱动电路后加到IGBT 的GE 端;开入开出口实现割据安装检测、启动按钮检测、气阀控制、上电检测等;捕获口主要实现过压保护。
综上所述,DSP 软件流程如图4所示。
4.2双机通讯设计了带有摸屏的上位机系统,可方便地实现电源调试阶段的参数给定与监控。