HSK刀柄的6种形式
加工中心刀柄规格

加工中心刀柄规格加工中心的主轴锥孔通常分为两大类,即锥度为7:24 的通用系统和1:10 的HSK 真空系统。
7:24 锥度的通用刀柄锥度为7:24 的通用刀柄通常有五种标准和规格,即NT(传统型)、DIN 69871(德国标准)、IS07388/1 (国际标准)、MAS BT(日本标准)以及ANSI/ASME(美国标准)。
NT 型刀柄德国标准为DIN 2080,是在传统型机床上通过拉杆将刀柄拉紧,国内也称为ST;其它四种刀柄均是在加工中心上通过刀柄尾部的拉钉将刀柄拉紧。
目前国内使用最多的是DIN 69871 型(即JT)和MAS BT 型两种刀柄。
DIN 69871 型的刀柄可以安装在DIN 69871 型和ANSI/ASME 主轴锥孔的机床上,IS0 7388/1 型的刀柄可以安装在DIN69871 型、IS0 7388/1 和ANSI/ASME 主轴锥孔的机床上,所以就通用性而言,IS0 7388/1 型的刀柄是最好的。
(1)DIN 2080 型(简称NT 或ST)DIN 2080 是德国标准,即国际标准ISO 2583 ,是我们通常所说NT 型刀柄,不能用机床的机械手装刀而用手动装刀。
(2)DIN 69871 型(简称JT、DIN、DAT 或DV)DIN 69871 型分两种,即DIN 69871 A/AD 型和DIN 69871 B 型,前者是中心内冷,后者是法兰盘内冷,其它尺寸相同。
(3)ISO 7388/1 型(简称IV 或IT)其刀柄安装尺寸与DIN 69871 型没有区别,但由于ISO 7388/1 型刀柄的D4 值小于DIN 69871型刀柄的D4 值,所以将ISO 7388/1 型刀柄安装在DIN 69871 型锥孔的机床上是没有问题的,但将DIN 69871 型刀柄安装在ISO 7388/1 型机床上则有可能会发生干涉。
(4)MAS BT 型(简称BT)BT 型是日本标准,安装尺寸与DIN 69871、IS0 7388/1 及ANSI 完全不同,不能换用。
加工中心刀柄规格
加工中心刀柄规格加工中心的主轴锥孔通常分为两大类,即锥度为7:24的通用系统和1:10的HSK真空系统。
7:24锥度的通用刀柄锥度为7:24的通用刀柄通常有五种标准和规格,即NT(传统型)、DIN 69871(德国标准)、IS07388/1(国际标准)、MAS BT(日本标准)以及ANSI/ASME(美国标准)。
NT型刀柄德国标准为DIN 2080,是在传统型机床上通过拉杆将刀柄拉紧,国内也称为ST;其它四种刀柄均是在加工中心上通过刀柄尾部的拉钉将刀柄拉紧。
目前国内使用最多的是DIN 69871型(即JT)和MAS BT型两种刀柄。
DIN 69871型的刀柄可以安装在DIN 69871型和ANSI/ASME主轴锥孔的机床上,IS0 7388/1型的刀柄可以安装在DIN69871型、IS0 7388/1和ANSI/ASME主轴锥孔的机床上,所以就通用性而言,IS0 7388/1型的刀柄是最好的。
(1)DIN 2080型(简称NT或ST)DIN2080是德国标准,即国际标准ISO2583,是我们通常所说NT型刀柄,不能用机床的机械手装刀而用手动装刀。
(2)DIN 69871型(简称JT、DIN、DAT或DV)DIN 69871型分两种,即DIN 69871 A/AD型和DIN 69871 B型,前者是中心内冷,后者是法兰盘内冷,其它尺寸相同。
(3)ISO 7388/1型(简称IV或IT)其刀柄安装尺寸与DIN69871型没有区别,但由于ISO7388/1型刀柄的D4值小于DIN69871型刀柄的D4值,所以将ISO 7388/1型刀柄安装在DIN 69871型锥孔的机床上是没有问题的,但将DIN 69871型刀柄安装在ISO 7388/1型机床上则有可能会发生干涉。
(4)MAS BT型(简称BT)BT型是日本标准,安装尺寸与DIN 69871、IS0 7388/1及ANSI完全不同,不能换用。
BT型刀柄的对称性结构使它比其它三种刀柄的高速稳定性要好。
数控刀具中刀柄的应用知识__加工

(5) ANSI B5.50型 (简称 CAT)ANSI B5.50型是美国标准,安装尺寸与 DIN 69871、IS0 7388/1 类
数控刀具中刀柄的应用知识__加工.txt大人物的悲哀在于他们需要不停地做出选择;而小人物的悲哀在于他们从来没有选择的机会。男人因沧桑而成熟,女人因成熟而沧桑。男人有了烟,有了酒,也就有了故事;女人有了钱,有了资色,也就有了悲剧。数控刀具中刀柄的应用知识
加工1:10的HSK真空系统。
目前国内使用最多的是DIN 69871型(即JT)和MAS BT 型两种刀柄。DIN 69871型的刀柄可以安装在DIN 69871型和ANSI/ASME主轴锥孔的机床上, IS0 7388/1型的刀柄可以安装在DIN 69871型、IS0 7388/1 和ANSI/ASME主轴锥孔的机床上,所以就通用性而言,IS0 7388/1型的刀柄是最好的。
(1)DIN 2080型(简称 NT或ST)DIN 2080是德国标准,即国际标准ISO 2583 ,是我们通常所说NT型刀柄,不能用机床的机械手装刀而用手动装刀。
(2) DIN 69871 型 (简称JT、 DIN、DAT或DV)DIN 69871 型分两种,即DIN 69871 A/AD型 和 DIN 69871 B型,前者是中心内冷,后者是法兰盘内冷,其它尺寸相同。
一、7:24锥度的通用刀柄
7:24锥度的通用刀柄锥度为7:24的通用刀柄通常有五种标准和规格,即NT(传统型)、DIN 69871(德国标准)、IS0 7388/1 (国际标准) 、MAS BT(日本标准)以及ANSI/ASME(美国标准)。NT型刀柄德国标准为DIN 2080,是在传统型机床上通过拉杆将刀柄拉紧,国内也称为ST;其它四种刀柄均是在加工中心上通过刀柄尾部的拉钉将刀柄拉紧。
HSK刀柄简介
HSK刀柄简介一、前言在高速切削加工已成为机械加工制造技术重要的环节。
传统的BT刀具系统的加工性能已难以满足高速切削的要求。
目前高速切削应用较广泛的有德国的HSK (德文Hohl Shaft Kegel缩写)刀具系统、美国的KM 刀具系统、日本的NC5、BIG-PLUS刀具系统等以上皆属于两面拘束刀柄。
而刀具系统能在高速下进行切削加工,应满足以下基本条件:1. 较高的系统精度系统精度包括系统定位夹持精度和刀具重复定位精度,前者指刀具与刀柄、刀柄与机床主轴的连接精度;后者指每次换刀后刀具系统精度的一致性。
刀具系统具有较高的系统精度,才能保证高速加工条件下刀具系统应有的静态和动态稳定性。
2. 较高的系统刚度刀具系统的静、动刚度是影响加工精度及切削性能的重要因素。
刀具系统刚度不足会导致刀具系统振动,从而降低加工精度,并加剧刀具的磨损,降低刀具的使用寿命。
3. 较好的动平衡性高速切削加工条件下,微小质量的不平衡都会造成巨大的离心力,在加工过程中引起机床的急剧振动。
因此,高速刀具系统的动平衡非常重要。
二、HSK工具系统标准的制订从1987年开始,由德国阿亨产业大学机床实验室以及一些工具制造厂、机床制造厂、用户企业等30多个单位成立了专题工作组,在M.Weck教授领导下开始了新型工具系统的研究开发工作。
经过第一轮研究,工作组于1990年7月向德国产业标准组织提交了「自动换刀空心柄」标准建议。
德国于1991年7月公布了HSK刀具系统的DIN 标准草案,并向国际标准化组织建议制定相关ISO标准。
1992年5月,国际标准化组织ISOT/TC29(工具技术委员会)决定暂不制订自动换刀空心柄的ISO标准。
经过工作组的第二轮研究,德国于1993年制定了HSK工具系统的正式产业标准DIN69893。
1996年5月,在ISO/TC29/WG33审议会上,制订了以DIN69893为基础的HSK刀具系统的ISO标准草案ISO/DIS12164。
刀柄种类规格

加工中心的主轴锥孔通常分为两大类,即锥度为7:24的通用系统和1:10的HSK真空系统。
7:24锥度的通用刀柄锥度为7:24的通用刀柄通常有五种标准和规格,即NT(传统型)、DIN 69871(德国标准)、IS0 7388/1 (国际标准)、MAS BT(日本标准)以及ANSI/ASME(美国标准)。
NT型刀柄德国标准为DIN 2080,是在传统型机床上通过拉杆将刀柄拉紧,国内也称为ST;其它四种刀柄均是在加工中心上通过刀柄尾部的拉钉将刀柄拉紧。
目前国内使用最多的是DIN 69871型(即JT)和MAS BT 型两种刀柄。
DIN 69871型的刀柄可以安装在DIN 69871型和ANSI/ASME主轴锥孔的机床上, IS0 7388/1型的刀柄可以安装在DIN 69871型、IS0 7388/1 和ANSI/ASME主轴锥孔的机床上,所以就通用性而言,IS0 7388/1型的刀柄是最好的。
(1)DIN 2080型(简称 NT或ST)DIN 2080是德国标准,即国际标准ISO 2583 ,是我们通常所说NT型刀柄,不能用机床的机械手装刀而用手动装刀。
(2) DIN 69871 型(简称JT、 DIN、DAT或DV)DIN 69871 型分两种,即DIN 69871 A/AD型和 DIN 69871 B型,前者是中心内冷,后者是法兰盘内冷,其它尺寸相同。
(3) ISO 7388/1 型(简称 IV或IT)其刀柄安装尺寸与DIN 69871 型没有区别,但由于ISO 7388/1 型刀柄的D4值小于DIN 69871 型刀柄的D4值,所以将ISO 7388/1型刀柄安装在DIN 69871型锥孔的机床上是没有问题的,但将DIN 69871 型刀柄安装在ISO 7388/1型机床上则有可能会发生干涉。
(4) MAS BT 型(简称 BT)BT型是日本标准,安装尺寸与 DIN 69871、IS0 7388/1 及ANSI 完全不同,不能换用。
加工中心刀柄的标准
加工中心刀柄的标准7:24的刀柄有:JT 系列刀柄(ISO、德国DIN标准、中国GB标准)BT 系列刀柄(日本MAS标准)JT-WA系列刀柄(德国VDI标准)JT-U系列刀柄(美国ANSI标准)CAT系列刀柄(美国ANSI标准-卡特彼勒)ST 系列刀柄(中国GB标准)SK 系列刀柄(德国DIN标准)分类:加工中心的主轴锥孔通常分为两大类,即锥度为7:24的通用系统和1:10的HSK真空系统。
一、锥度为7:24的通用刀柄通常有五种标准和规格:NT(传统型)简称NT或ST)DIN 69871(德国标准)(简称JT、DIN、DAT或DV)IS0 7388/1 (国际标准)(简称IV或IT)MAS BT(日本标准)(简称BT)ANSI/ASME(美国标准)(简称CAT)★NT型刀柄德国标准为DIN 2080,是在传统型机床上通过拉杆将刀柄拉紧,国内也称为ST;其它四种刀柄均是在加工中心上通过刀柄尾部的拉钉将刀柄拉紧。
目前国内使用最多的是DIN 69871型(即JT)和MAS BT 型两种刀柄。
DIN 69871型的刀柄可以安装在DIN 69871型和ANSI/ASME主轴锥孔的机床上,IS0 7388/1型的刀柄可以安装在DIN 69871型、IS0 7388/1 和ANSI/ASME主轴锥孔的机床上,所以就通用性而言,IS0 7388/1型的刀柄是最好的。
★拉钉有三个关键参数:θ角、长度l以及螺纹G关于刀柄拉钉的θ角有如下几种情况:1、MAS BT(日本标准)刀柄拉钉θ角有45°、60°和90°之分,常用的是45°和60°的;2、DIN 69871刀柄拉钉(通常称为DIN 69872-40/50)θ角只有75°一种;3、IS0 7388/1刀柄拉钉(通常称为IS0 7388/2-40/50)θ角有45°和75°之分;4、ANSI/ASME(美国标准)刀柄拉钉θ角有45°、60°和90°之分。
7- 刀把刀具知识讲解

˙E
由圖表中得知HSK刀把的扭力傳輸會比BT&SK刀把更高
鸿准公司补充教学课件
精度
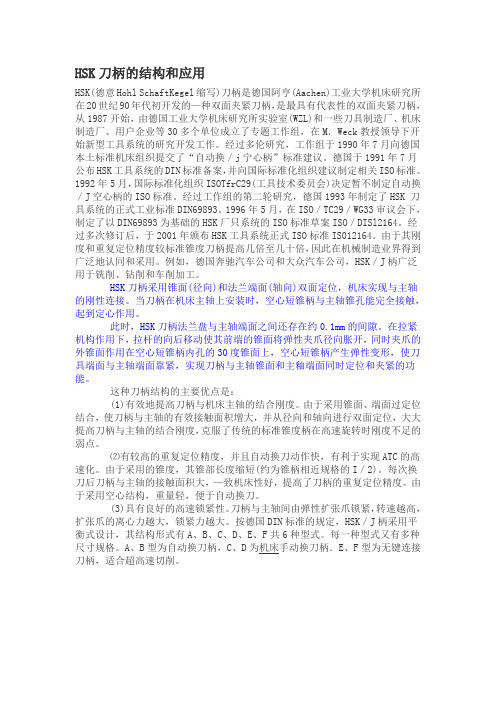
因为HSK的锥度壁可做弹性变形,所以HSK的刀杆与主轴可沿着锥度做径向的接触以及在其击
出来的边缘并可同时作轴向的接触,因此HSK在轴向以及径向的的精度都可保持在0.003mm之 内。但是CAT/SK/BT的话,因为只有锥度的接触面所以在径向可保持与HSK一样的精度,可是 在轴向的精度却有0.1mm的变化量。另外在铣削时轴向的力量又会再影响CAT/SK/BT轴向的精 度,因而无法提升加工的精度。相反地,HSK因为主轴与刀杆有击出来的边缘可做接触,所 以可减少在精加工时因为轴向力量在精度上的影响。
鸿准公司补充教学课件
扭力
HSK在设计上有两个区域以产生摩擦力,所以它的扭力传输会比BT/SK更高, 第一个区域是主轴以及刀把间的接触面;第二个区域是刀把的挟持面与主 轴挟持机构的可变形部件。在使用HSK系统时有三种选择以对应扭力的需 要: ˙A型及C型的刀把‐‐适合一般的扭力,一般的高转速 ˙B型及D型的刀把‐‐适合高扭力,一般的高转速 型及F型的刀把‐‐适合低扭力,超高转速
左边之图表为HSK与 SK刀把在切削时切削 力对于其轴向及径向 的精度影响。
鸿准公司补充教学课件
碰撞、维修、主轴 CAT/SK/BT的刀杆会造成主轴前缘的磨损并且使得主轴的前缘扩大,而且当主轴转速在8000rpm以上 时,主轴接触壁扩张的速度会比刀杆的接触面来得更大,结果造成拉住刀杆的力量会将刀杆往主轴 的更里面拉进去,使得刀尖Z方向的位置改变并且因为刀杆被往主轴更里面的方向固定住反而造成 换刀时的困扰。对于HSK来说并不会发生这些问题,因为HSK有锥度以及击出来的边缘做接触,所以 刀尖的位置不会改变,因此转速的影响可不予以考虑。而且主轴的扩张速度比刀把来得小,因此不 论是在低速或是高速加工时,刀把都能紧密的固定在一个位置上。另一方面当发生撞刀时, CAT/SK/BT的主轴所受到的损害必定比HSK的主轴来得严重。这是因为当CAT/SK/BT的刀把越强壮时, 发生撞刀时经由刀把传递给主轴的力量就越大,而HSK的刀把因为里面是中空的再加上又是薄壁的 设计、重量又轻,因此当发生撞刀时,它就好像保险丝一样会断掉或破碎来保护昂贵的主轴不致于 发生严重的损坏。 各种不同切削条件下的适用性: 依照加工的需要HSK共有六种不同型式的刀把及主轴可供选择-A与C的型式可用于一般的加工(A型 式用来自动换刀,C型式用来手动换刀);B与D形式可用于转速变化不大但高扭力传输方面的加工, 同样地B型式用来自动换刀,D型式用来手动换刀;最后E与F的型式建议用做低扭力、超高转速而且 自动换刀方面的加工。由于考虑balance的问题,所以HSK在几何上完全都是对称的设计。
HSK刀柄的简单介绍

大家都想知道多一些关于HSK数控刀柄吧,那么我们下面一起来简单的了解一下HSK数控刀柄。
高速切削是一个相对概念,并且随着时代的进步而不断变化。
一般认为高速切削或超高速切削的速度为普通切削加工的5~10倍。
可以从不同的角度对切削速度进行划分。
随着切削速度的提高,切削力会降低15~30%以上,切削热量大多被切屑带走,加工表面质量可提高1~2级,生产效率的提高,可降低制造成本20%~40%。
所以高速切削意义不仅仅是得到较高的表面切削质量。
图 1为刀柄、主轴连接示意图,刀柄与主轴的连接采用膨胀式夹紧机构,拉杆在拉紧力作用下向右移动,带动夹爪张开,夹爪外锥面顶在HSK刀柄孔的30。
锥面上,空心短锥柄产生弹性变形,使刀柄端面与主轴端面贴紧,从而实现刀柄和主轴锥面、端面的双面定位夹紧。
图 1 HSK 刀柄、主轴连接示意图HSK 刀柄与主轴连接夹紧后,在配合锥面之间产生接触应力,接触应力由刀柄、主轴之间的实际过盈量和刀柄受到的实际夹紧力决定,而实际过盈量和实际夹紧力又与主轴转速有密切的关系。
下面建立在任一转速下,刀柄和主轴连接锥面的接触应力模型。
接触应力P等于实际过盈量在连接锥面产生的应力P1 和实际夹紧力在连接锥面产生的接触应力p2之和,即p=p1+p2国外对高速切削技术的研究比较早,可以追溯到20世纪60年代。
目前已应用于航空、航天、汽车、模具等多种工业中的钢、铸铁及其合金、铝、镁合金、超级合金(镍基、铬基、铁基和钛基合金)及碳素纤维增强塑料等复合材料的加工,其中以加工铸铁和铝合金最为普遍。
加工钢和铸铁及其合金可达到500~1500m/min,加工铝及其合金可达到3000~4000m/min。
我国在高速切削领域方面的研究起步较晚,20世纪80年代才开始研究高速硬切削。
刀具以高速钢、硬质合金为主,切削速度大多在100~200m/min,高速钢在40m/min以内。
切削水平和加工效率都比较低。
近年来,虽然对高速切削技术已有比较深的认识,进口的部分数控机床和加工中心中也能达到高速切削加工的要求,但由于刀具等原因,高速切削技术应用也较少。
刀柄形式——精选推荐
加工中心的主轴锥孔通常分为两大类,即锥度为7:24的通用系统和1:10的HSK真空系统。
7:24锥度的通用刀柄锥度为7:24的通用刀柄通常有五种标准和规格,即NT(传统型)、DIN 69871(德国标准)、IS0 7388/1 (国际标准)、MAS BT(日本标准)以及ANSI/ASME(美国标准)。
NT型刀柄德国标准为DIN 2080,是在传统型机床上通过拉杆将刀柄拉紧,国内也称为ST;其它四种刀柄均是在加工中心上通过刀柄尾部的拉钉将刀柄拉紧。
目前国内使用最多的是DIN 69871型(即JT)和MAS BT 型两种刀柄。
DIN 69871型的刀柄可以安装在DIN 69871型和ANSI/ASME主轴锥孔的机床上,IS0 7388/1型的刀柄可以安装在DIN 69871型、IS0 7388/1 和ANSI/ASME主轴锥孔的机床上,所以就通用性而言,IS0 7388/1型的刀柄是最好的。
(1)DIN 2080型(简称NT或ST)DIN 2080是德国标准,即国际标准ISO 2583 ,是我们通常所说NT型刀柄,不能用机床的机械手装刀而用手动装刀。
(2)DIN 69871 型(简称JT、DIN、DAT或DV)DIN 69871 型分两种,即DIN 69871 A/AD型和DIN 69871 B型,前者是中心内冷,后者是法兰盘内冷,其它尺寸相同。
(3)ISO 7388/1 型(简称IV或IT)其刀柄安装尺寸与DIN 69871 型没有区别,但由于ISO 7388/1 型刀柄的D4值小于DIN 69871 型刀柄的D4值,所以将ISO 7388/1型刀柄安装在DIN 69871型锥孔的机床上是没有问题的,但将DIN 69871 型刀柄安装在ISO 7388/1型机床上则有可能会发生干涉。
(4)MAS BT 型(简称BT)BT型是日本标准,安装尺寸与DIN 69871、IS0 7388/1 及ANSI 完全不同,不能换用。
刀柄种类规格

加工中心的主轴锥孔通常分为两大类,即锥度为7:24的通用系统和1:10的HSK真空系统。
7:24锥度的通用刀柄锥度为7:24的通用刀柄通常有五种标准和规格,即NT(传统型)、DIN 69871(德国标准)、IS0 7388/1 (国际标准)、MAS BT(日本标准)以及ANSI/ASME(美国标准)。
NT型刀柄德国标准为DIN 2080,是在传统型机床上通过拉杆将刀柄拉紧,国内也称为ST;其它四种刀柄均是在加工中心上通过刀柄尾部的拉钉将刀柄拉紧。
目前国内使用最多的是DIN 69871型(即JT)和MAS BT 型两种刀柄。
DIN 69871型的刀柄可以安装在DIN 69871型和ANSI/ASME主轴锥孔的机床上,IS0 7388/1型的刀柄可以安装在DIN 69871型、IS0 7388/1 和ANSI/ASME主轴锥孔的机床上,所以就通用性而言,IS0 7388/1型的刀柄是最好的。
(1)DIN 2080型(简称NT或ST)DIN 2080是德国标准,即国际标准ISO 2583 ,是我们通常所说NT型刀柄,不能用机床的机械手装刀而用手动装刀。
(2)DIN 69871 型(简称JT、DIN、DAT或DV)DIN 69871 型分两种,即DIN 69871 A/AD型和DIN 69871 B型,前者是中心内冷,后者是法兰盘内冷,其它尺寸相同。
(3)ISO 7388/1 型(简称IV或IT)其刀柄安装尺寸与DIN 69871 型没有区别,但由于ISO 7388/1 型刀柄的D4值小于DIN 69871 型刀柄的D4值,所以将ISO 7388/1型刀柄安装在DIN 69871型锥孔的机床上是没有问题的,但将DIN 69871 型刀柄安装在ISO 7388/1型机床上则有可能会发生干涉。
(4)MAS BT 型(简称BT)BT型是日本标准,安装尺寸与DIN 69871、IS0 7388/1 及ANSI 完全不同,不能换用。
关于HSK刀柄的形式与优势

关于HSK刀柄的形式与优势关键字: HSK刀柄目前在切削加工领域,空心短锥柄(HSK)已越来越普及,这是由于它比7:24大锥度刀柄在精度、刚性和适用高的转速及换刀方便等方面有明显的优势。
HSK正式国际标准的公布将使它在更大的范围内得到各国的承认。
但在应用这种新型刀柄时,由于其结构上的特点,还必须掌握有关其承载能力的大小和使用的注意事项,才能保证安全、无故障地工作。
成立制定“HSK—技术规范”工作组根据需要,在1993年以前,对于空心短锥柄(HSK)只是围绕各种规格的DIN标准的制订开展工作,而对如何正确合理使用各种规格的空心短锥柄(HSK)的研究工作考虑不多,只对少量的空心短锥柄(HSK)的规格正确合理使用进行了研究。
其原因是,这部分工作超出了当时制订标准的工作范围。
然而时至今日,为了确保HSK刀柄的推广和安全合理的应用,有关刀柄正确使用问题显得十分迫切。
通过制订一个指导性的技术规范,提供具体的使用数据,可以帮助企业合理使用该刀柄。
为此,1999年在阿亨工业大学的机床实验室成立了一个工作组,工作组成员来自世界各国著名的刀具、刀柄制造厂商和HSK的用户,并在财力上支持这项研究工作。
工作组的主要任务是确定HSK刀柄的性能数据:能承受的最大弯矩、扭矩以及使用的最高转速。
而这些性能数据与应用的条件(如夹紧方式和夹紧力)有关,也与制造刀柄所用的材料和热处理工艺等因素有关。
例如使用渗碳钢制造的小规格刀柄,由于在锥柄部分的壁厚很薄,会出现淬透的可能,使刀柄承受动态载荷的能力大大降低。
承载弯矩的能力与夹紧力有关刀柄上承受的弯矩是由横向作用在刀具上的力产生的。
刀柄的弯矩承载能力是在弯矩作用下使刀柄法兰接触面的一边开始分离时的弯矩值,从这个临界弯矩值开始,弯矩—变形特征曲线的走向明显变陡,表明刀柄装夹的连接强度迅速降低。
在接近临界点时,连接强度已经不够,尽管此时刀柄的法兰面与主轴端面还保持全面接触,但弯矩已接近使两者分离的临界值。
加工中心刀柄都有哪些种类

按照加工中心的主轴锥孔通常分为两大类,即锥度为7:24的通用系统和1:10的HSK真空系统。
锥度为7:24的通用刀柄通常有五种标准和规格,即NT(传统型)、DIN69871(德国标准)、IS07388/1(国际标准)、MASBT(日本标准)以及ANSI/ASME(美国标准)。
NT型刀柄德国标准为DIN2080,是在传统型机床上通过拉杆将刀柄拉紧,国内也称为ST;其它四种刀柄均是在加工中心上通过刀柄尾部的拉钉将刀柄拉紧。
目前国内使用最多的是DIN69871型(即JT)和MASBT型两种刀柄。
DIN69871型的刀柄可以安装在DIN69871型和ANSI/ASME主轴锥孔的机床上,IS07388/1型的刀柄可以安装在DIN69871型、IS07388/1和ANSI/ASME主轴锥孔的机床上,所以就通用性而言,IS07388/1型的刀柄是最好的。
1:10的HSK真空刀柄HSK真空刀柄的德国标准是DIN69873,有六种标准和规格,即HSK-A、HSK-B、HSK-C、HSK-D、HSK-E和HSK-F,常用的有三种:HSK-A(带内冷自动换刀)、HSK-C(带内冷手动换刀)和HSK-E(带内冷自动换刀,高速型)。
HSK工具系统是一种新型的高速短锥型刀柄,其接口采用锥面和端面同时定位的方式,刀柄为中空,锥体长度较短,锥度为1/10,有利于实现换刀轻型化和高速化。
由于采用空心锥体和端面定位,补偿了高速加工时主轴孔与刀柄的径向变形差异,并完全消除了轴向定位误差,使高速、高精度加工成为可能。
这种刀柄在高速加工中心上应用越来越普遍。
HSK作为一个高性能的安全的刀柄已得到了应用,其结构参数将很快成为国际标准。
锥柄的种类:它取决于刀柄与机床连接的方式。
刀柄与机床主轴的连接方式的选择主要考虑换刀的方式(自动还是手动),夹紧力的大小(锥度的大小,夹固力的来源)以及转速等。
最常用的有两种,即锥度为7:24的陡锥柄SK(BT/CAT)和1:10空心圆锥柄HSK。
HSK刀具系统
HSK刀具系统
目前在国际机床工具系统市场上影响比较大的高速加工工具系统有:德国开发的HSK工具系统,美国开发的KM工具系统和日本日妍开发的NC5工具系统.在众多的新型工具系统中,由德国开发的HSK工具系统,整体技术最为成熟、应用范围最广。
HSK刀柄采用1:9.98的短圆锥取代7:24圆锥柄,1:9.98的锥度有利于产生自锁。
刀柄拉紧后锥面与端面同时接触。
空心刀柄在实现双面同步夹紧时只需要很小的夹紧力就能发生弹性变形。
同时,空心刀柄还为夹紧机构提供了安装空间,以实现由内向外的夹紧,使离心力转化为夹紧力,使夹紧更可靠。
此外,空心刀柄容易实现内部切削液的供给。
HSK刀柄具有连接刚度高、轴向和径向重复定位精度高、系统尺寸小、重量轻、结构紧凑、寿命长等特点。
与传统的7:24标准锥度连接相比,HSK工具系统非常适用于高速加工。
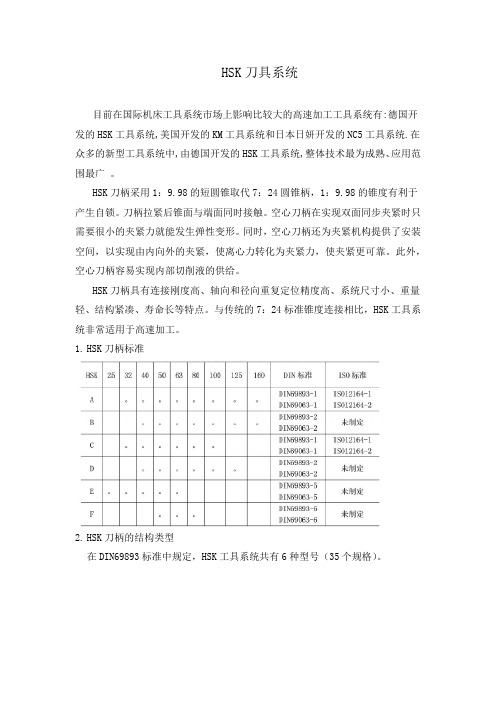
1.HSK刀柄标准
2.HSK刀柄的结构类型
在DIN69893标准中规定,HSK工具系统共有6种型号(35个规格)。
特点:
其中,A型、C型、E型和B型、D型、F型刀柄的主要差别在于驱动槽的位置、换刀时抓夹的位置、冷却液通道以及法兰盘的面积大小。
A型、C型、E型和B型、D型、F型刀柄的共同点为:锥柄的锥度均为1/9.98。
几种类型中使用范围最广泛的是HSK-A型,大约占总使用量的98%。
刀柄的各国标准

德国有SK和HSK,日本BT日本标准叫MAS 403BT,简称BT,欧洲采用德国标准DIN 69871简称DV或者DIN或者SK,还有现在流行的高速柄DIN69893标准,简称HSK,我国的JIS标准实际就是德国的DIN69871标准,另外还有一类,就是美国卡特比勒标准,忘记怎么写了,只有美国用,很少见,可以不管他。
BT和DV最大的区别在于,刀柄的机械手夹持部分,也就是刀柄上那个V 型槽的部分不一样,那个部分主要是用来机床自动换刀夹持用的,你可以简单的理解为厚度不一样,DV 的要薄而BT的要厚。
这里不一样,意味着,如果你的机床需要经常用到自动换刀功能,那么,你要么只能选择BT,要么只能选择DV。
还有不一样的地方,就是刀柄尾部与机床连接处的拉钉标准不一样。
而BT和DV刀柄锥部的尺寸,相同规格的都是完全一样的,也就是说,你完全可以在用BT的机床用DV的刀柄,或者在用DV刀柄的机床上用BT的柄,唯一的问题是,只能你自己手动换刀了。
性能上,BT和DV没什么太大区别。
国内BT刀柄多SK的是3个通槽,其中一个机械手用于零点定位的军工、航天、国有等企业SK标准的多哦!民营的就是BT 的多了,内陆SK多,沿海的BT多。
因为中国人的习惯就是好东西要买德国才是高档的机床,不太会买鬼子的。
老的国产机床也是SK的为主。
BT的机械手换刀用的V 型槽比SK的厚,键槽是U 型不通槽的,数量是两个加工中心的主轴锥孔通常分为两大类,即锥度为7:24的通用系统和1:10的HSK真空系统。
7:24锥度的通用刀柄锥度为7:24的通用刀柄通常有五种标准和规格,即NT(传统型)、DIN 69871(德国标准)、IS0 7388/1 (国际标准)、MAS BT(日本标准)以及ANSI/ASME(美国标准)。
NT型刀柄德国标准为DIN 2080,是在传统型机床上通过拉杆将刀柄拉紧,国内也称为ST;其它四种刀柄均是在加工中心上通过刀柄尾部的拉钉将刀柄拉紧。
HSK和BT刀柄种类规格
HSK和BT刀柄种类规格加工中心的主轴锥孔通常分为两大类,即锥度为7:24的通用系统和1:10的HSK真空系统。
7:24锥度的通用刀柄锥度为7:24的通用刀柄通常有五种标准和规格,即NT(传统型)、DIN 69871(德国标准)、IS0 7388/1 (国际标准)、MAS BT(日本标准)以及ANSI/ASME(美国标准)。
NT型刀柄德国标准为DIN 2080,是在传统型机床上通过拉杆将刀柄拉紧,国内也称为ST;其它四种刀柄均是在加工中心上通过刀柄尾部的拉钉将刀柄拉紧。
目前国内使用最多的是DIN 69871型(即JT)和MAS BT 型两种刀柄。
DIN 69871型的刀柄可以安装在DIN 69871型和ANSI/ASME主轴锥孔的机床上,IS0 7388/1型的刀柄可以安装在DIN 69871型、IS0 7388/1 和ANSI/ASME主轴锥孔的机床上,所以就通用性而言,IS0 7388/1型的刀柄是最好的。
(1)DIN 2080型(简称NT或ST)DIN 2080是德国标准,即国际标准ISO 2583 ,是我们通常所说NT型刀柄,不能用机床的机械手装刀而用手动装刀。
(2)DIN 69871 型(简称JT、DIN、DAT或DV)DIN 69871 型分两种,即DIN 69871 A/AD型和DIN 69871 B型,前者是中心内冷,后者是法兰盘内冷,其它尺寸相同。
(3)ISO 7388/1 型(简称IV或IT)其刀柄安装尺寸与DIN 69871 型没有区别,但由于ISO 7388/1 型刀柄的D4值小于DIN 69871 型刀柄的D4值,所以将ISO 7388/1型刀柄安装在DIN 69871型锥孔的机床上是没有问题的,但将DIN 69871 型刀柄安装在ISO 7388/1型机床上则有可能会发生干涉。
(4)MAS BT 型(简称BT)BT型是日本标准,安装尺寸与DIN 69871、IS0 7388/1 及ANSI 完全不同,不能换用。
HSK刀柄的结构和应用
HSK刀柄的结构和应用HSK(德意Hohl SchaftKegel缩写)刀柄是德国阿亨(Aachen)工业大学机床研究所在20世纪90年代初开发的—种双面夹紧刀柄,是最具有代表性的双面夹紧刀柄,从1987开始,由德国工业大学机床研究所实验室(WZL)和一些刀具制造厂、机床制造厂、用户企业等30多个单位成立了专题工作组,在M.Weck教授领导下开始新型工具系统的研究开发工作。
经过多伦研究,工作组于1990年7月向德国本土标准机床组织提交了“自动换/j宁心柄”标准建议。
德国于1991年7月公布HSK工具系统的DIN标准备案,并向国际标准化组织建议制定相关ISO标准。
1992年5月,国际标准化组织ISOTfrC29(工具技术委员会)决定暂不制定自动换/J空心柄的ISO标准。
经过工作组的第二轮研究,德国1993年制定了HSK 刀具系统的正式工业标准DIN69893。
1996年5月,在ISO/TC29/WG33审议会下,制定了以DIN69893为基础的HSK厂只系统的ISO标准草案ISO/DISl2164。
经过多次修订后,于2001年颁布HSK工具系统正式ISO标准IS012164。
由于其刚度和重复定位精度较标准锥度刀柄提高几倍至几十倍,因此在机械制造业界得到广泛地认同和采用。
例如,德国奔驰汽车公司和大众汽车公司,HSK/J柄广泛用于铣削、钻削和车削加工。
HSK刀柄采用锥面(径向)和法兰端面(轴向)双面定位,机床实现与主轴的刚性连接。
当刀柄在机床主轴上安装时,空心短锥柄与主轴锥孔能完全接触,起到定心作用。
此时,HSK刀柄法兰盘与主轴端面之间还存在约0.1mm的间隙。
在拉紧机构作用下,拉杆的向后移动使其前端的锥面将弹性夹爪径向胀开,同时夹爪的外锥面作用在空心短锥柄内孔的30度锥面上,空心短锥柄产生弹性变形,使刀具端面与主轴端面靠紧,实现刀柄与主轴锥面和主釉端面同时定位和夹紧的功能。
这种刀柄结构的主要优点是:(1)有效地提高刀柄与机床主轴的结合刚度。
HSK工具系统的结构及特点.

HSK 工具系统的结构及特点高速切削加工已成为现代机械制造技术的一个重要组成部分和发展方向。
目前,在国际机床工具系统市场上影响比较大的高速加工工具系统有:德国开发的HSK (德文Hohl Schaft Kegel 的缩写,也称空心短锥柄)工具系统;美国KENNAMETAL 公司开发的KM 工具系统;日本日研(NIKKEN )公司开发的NC5工具系统等。
在众多的新型工具系统中,由德国开发的HSK 工具系统,整体技术最为成熟,应用范围也最为广泛。
其采用空心短锥结构和两面夹紧方式,在系统刚度、径向圆跳动精度、重复安装精度、夹紧可靠性等方面都具有优越性能,被视为21世纪最有前途的工具系统。
1、HSK 刀柄的结构类型在DIN69893标准中规定,HSK 工具系统共有6种型号(35个规格),如图1所示:A 型带中心内冷的自动换刀型D 型带端面内冷的 手动换刀型B 型带端面内冷的 自动换刀型E 型带中心内冷的 自动换刀高速型C 型 带中心内冷的 手动换刀型F 型 无中心内冷的 自动换刀高速型图1 HSK 工具系统6种型号的外观图(DIN69893标准)其中:这6种型号的HSK 刀柄主要的差别、各自结构及使用特点[1],可参见图2和表1所示。
图2 HSK工具系统6种型号的结构示意图(DIN69893标准)型号结构特点使用特点HSK-A具有供机械手夹持的V型槽,有放置控制芯片的圆孔,有内部冷却液通道,锥体尾部有两个传递扭矩的键槽推荐用于自动换刀,也可手动换刀;适用于中等扭矩、中到高转速的一般加工;达到一定转速时要进行动平衡HSK-B相同的锥体直径,圆柱直径比A型大一号,有穿过圆柱部分的外部冷却液通道,传递扭矩的键槽在圆柱端面推荐用于自动换刀,也可手动换刀;适用于较大的扭矩、中到高转速的加工;达到一定转速时也需要进行动平衡HSK-C圆柱面没有供机械手夹持用的V型槽,其余特点同A型手动换刀的一般加工HSK-D圆柱面没有供机械手夹持用的V型槽,其余特点同B型手动换刀的车削加工HSK-E与A型相似,但结构完全对称,没有键槽缺口,扭矩由摩擦力传递适用于低扭矩、超高速、自动换刀加工HSK-F相同的锥体直径,圆柱部分直径比E型大一号,其余特点同E型适用于在大的径向力条件下高速加工,常用于自动机床和木材加工位置、冷却液通道以及法兰盘的面积大小。
hskb内锥孔尺寸

HSK刀柄是一种高速锥型刀柄,其锥部与主轴锥孔的主要控制尺寸符合DIN标准。
HSK刀柄有A型、B型、C型、D型、E型、F型等多种规格,其中常用于加工中心(自动换刀)上的有A型、E型和F型。
这些类型的主要区别在于传递扭矩的大小,以及是否适合高速加工等。
例如,A型有传动槽而E型没有,所以相对来说A型传递扭矩较大,可以进行一些重切削;而E型传递的扭矩就比较小,只能进行一些轻切削。
对于具体的HSK内锥孔尺寸,DIN 69871型的刀柄可以安装在DIN 69871型、IS0 7388/1和ANSI/ASME主轴锥孔的机床上。
另外,还有如DIN 69893 E型和F型等其他规格。
这些型号的具体尺寸参数可能会有所不同,需要参考相应的技术规范。