工业硫酸镍除钴工艺研究
酸浸法分离回收钴工艺研究
酸浸法分离回收钴工艺研究钴是一种重要的非铁金属,被广泛应用于电池、催化剂、合金等领域。
然而,钴资源短缺问题已引起了人们的关注。
因此,对钴的回收利用变得尤为重要。
在这篇文章中,我们将探讨一种酸浸法分离回收钴的工艺。
实验步骤:1. 预处理将废旧电池等含钴废物进行粉碎,筛分得到粒径小于1mm的粉末。
2. 前处理将粉末放入10%的硫酸中,反应3小时,除去金属铁等杂质,并将钴离子还原成氢氧化钴沉淀。
再用1mol/L的稀硝酸进行二次清洗和溶解。
3. 阴离子吸附和分离回收将前处理后的溶液进行阴离子吸附处理,选用强碱型阴离子交换树脂进行反应,将氟、磷、硫等杂质吸附去除。
随着溶液的不断流淌,钴离子被含有钴的洗脱液洗脱下来。
最后用氢氧化钠溶液将洗脱液中的钴离子还原成氢氧化钴沉淀并过滤,得到钴纯度大于99.9%的钴粉。
4. 工艺优化通过试验,探索出不同操作参数对工艺的影响,如控制溶液的pH 值、树脂的用量和浓度等,得出了较为合理的工艺方案,最终将单位电池所含钴的回收率提高至90%以上。
工艺优势:1. 酸浸法分离回收钴的工艺适用范围广,不仅可以回收生产过程中的废料,还能回收和再生废旧电池等含钴废物。
2. 回收利用效果显著,回收率高,可以实现钴资源的有效利用和节约。
3. 工艺稳定可靠,不会对环境产生污染。
结论:综上所述,酸浸法分离回收钴的工艺为一可行的钴回收利用方案,也是一项具有广泛应用前景的研究课题。
在恰当的操作控制下,该工艺不仅能够实现钴的高效分离回收,还能够实现资源的有效利用和节约,为我国的能源环保事业做出贡献。
硫酸镍分离除杂工艺概述

镍溶液除杂工艺研究进展周晴摘要:针对目前的硫酸镍、氯化镍等镍盐产品标准对镍盐中杂质含量提出了更严格的要求。
以及公司现有工艺对产品中的Cu,Fe,Zn,Ca,Mg,Mn处理不够理想,现介绍国内外镍溶些液中出除去这些杂质的方法和研究现状,并指出今后的发展趋势。
关键词:硫酸镍除杂沉淀溶剂萃取2009年,新的硫酸镍和氯化镍产品标准[1]相继颁布。
硫酸镍新标准取消了原I类产品合格品等级,对镍、钴、铁、铜、铅、钙、镁及水不溶物的含量进行了调整,增加了钠、锰、镉、汞、铬的指标,删除了硝酸盐、铵沉淀物、氨、氯化物4项指标。
电镀用氯化镍新标准对镍、钴、锌、铁、铜、铅、镉、砷和水不溶物指标也进行了调整,增设了汞、锰2项指标。
新的标准增加了对杂质种类的要求,对杂质含量要求也更加严格,如电镀用硫酸镍,新增了对钠的含量要求,对钙镁的含量也明确给出了限值。
因而对镍溶液除杂工艺也提出了更高要求。
结合镍溶液中常见金属杂质离子的情况,概括了从镍溶液(主要是硫酸镍溶液)中去除杂质离子的方法,并分析了今后的发展趋势。
一、溶剂萃取法除杂工艺溶剂萃取法,作为有色金属分离、提取的一种重要的手段和方法,它具有操作连续化、杂质分离完全、产品质量稳定、金属回收率高、传质速度快、对环境的污染小等优点,是较为理想的净化手段,目前,在有色金属的生产过程中正日益受到人们的重视,其应用领域也正在日益扩大。
因此在硫酸镍的生产工艺上溶剂萃取法也得到了广泛的应用。
硫酸镍除杂常用萃取剂有:P204,P507,除铜萃取剂,Lix84I,N902等现主要以P204和P507的作用机理及分离效果做个论述1.1 P204萃取剂简介P204 的代表产品二-(2- 乙基已基)磷酸是一种烷基磷酸萃取剂,其分子式简式为HR2PO4,它相当于国外的D2EHPA。
P2O4 从20 世纪70 年代开始广泛应用于稀土分离和有色金属冶金中的分离提取,它对钴和铁以及其他杂质元素有着优良的萃取能力,用得较多的是从硫酸溶液中分离铁、铜、锌。
工业硫酸镍除钴工艺研究
Ke o d : i ( H) ; S vl ofc n yw r s NO O Uel e c i i t;n k l u a e e e i e sl t c f e
工 业 硫 酸镍 在 新 能 源 和 表 面 处 理 行 业 应 用 广 泛 , 其 随着 表面 处理 行 业 的发 展 , 酸 镍 逐渐 应用 尤 硫 到 机械 制 造 、 电子 工业 、 空 航天 、 饰 材料 等领 域 , 航 装 对 其质 量 要求 也越 来 越 高 。新 乡市第 一 化 工厂 生产 的硫 酸镍 产 品中 含 有 少 量 钴 , 不 到精 密 表 面处 理 达 行业 的要求 ; 另外 按 目前 市场 价格 , 属 钴是 金 属镍 金 的 四倍 多 , 以 从 工 业 硫 酸 镍 中 回 收 钴 十 分 必 要 。 所 传统 的除钴 方 法是 用 NCO等 强 氧化 剂 直接 在硫 酸 aI 镍 溶 液 中 将 c2 化 沉 淀 分 离 。这 样 系统 中会 引 0 氧 入 N 等杂 质 , N 难 分 离 , 终 影 响硫 酸镍 产 a 且 a很 最 品 主含 量 …。笔者 采 用黑 镍 除钴 , 实验 效 果 不 错 , 经 除钴 率 达 9 .5 84 %。 1 原 理 硫酸 镍 与 强 碱 NO 反 应 生 成 N ( H), 后 aH iO , 然 在浓 碱 条件 下 被氯 气 氧 化 生 成 黑 镍 NO( H) 由 于 i O , 。N / i ) 。c / o , i O 可 以将 溶 ( i N > ( d C2 NO( H) ) 液 中 C 氧 化 生成 C o 沉 淀 析 出 , 过滤 除 去 。 o 2 0 3 经 主要 反 应如 下 : c1 a H+Nz一 l+N O i +
Z HANG o g—to ,CHE Ja —hm ,HA ihg Zn a N in i N ) l
钴与镍的分离技术研究综述

浙江科技学院学报,第19卷第3期,2007年9月Jo ur na l of Zhejiang U niv ersity of Science and T echnolog y Vo l.19No.3,Sep.2007收稿日期:2007-06-11基金项目:浙江省自然科学基金项目(Y406053)作者简介:诸爱士(1966) ),男,浙江湖州人,副教授,主要从事单元操作教学和化工产品开发与应用研究。
钴与镍的分离技术研究综述诸爱士1,徐 亮2,沈芬芳2,成 忠1(1.浙江科技学院生物与化学工程学院,杭州310023;2.浙江工业大学化学工程与材料学院,杭州310014)摘 要:由于钴与镍在矿床中常共生、伴生,并随着其资源的日益枯竭,对它们的分离与回收就显得十分重要。
通过对相关文献进行调研,总结了目前国内外钴与镍的分离与回收技术的现状:目前常用的方法有化学沉淀法、萃取法和树脂法;详细介绍了相关的研究和应用,对其他方法进行了简单介绍,同时介绍了笔者的耦合分离技术的设想和实践。
关键词:钴;镍;分离中图分类号:T Q028;T F 803.23 文献标识码:A 文章编号:1671-8798(2007)03-0169-06Review of Separation Technology Study of Cobalt and NickelZH U A-i shi 1,XU Liang 2,SH EN Fen -fang 2,CH EN Zhong1(1.School of Biolog ical and Chemical Eng i neering,Zhejiang U niversity of Science and Technolog y ,Hangzhou 310023,China;2.College of Chemical Eng ineering and Materials Science,Zhejiang University of Technolo gy ,H angzhou 310014,China)Abstract:As Co and Ni are o ften sy mbio sised or associated in deposit and their r esources are shortage,the separatio n and reco ver y o f Co and N i become m ore important.T hr oug h the invest-i g ation of relative literatures,the technical status at hom e and abro ad is summarized.T he curr ent conventional m ethods are chemical precpitation,ex traction and io n -exchange resin.T he related re -search and application are introduced in detail.T he other methods ar e biefly intro duced.M ean -w hile,the author p s ideas and practice of co upling separation technolog y ar e introduced.Key words:cobalt;nickel;separ ation由于钴、镍的化学性质非常相似,在矿床中常共生、伴生,因此在各种含钴废渣中常有镍,如镍冶炼转炉渣、铜冶炼含钴转炉渣、镍精炼含钴渣等;在各种特殊合金材料、电池材料、催化剂中,也都同时含有钴和镍;而且随着钴与镍资源的日益枯竭,对它们的分离与回收就显得十分重要。
硫酸镍分离除杂工艺概述

镍溶液除杂工艺研究进展周晴摘要:针对目前的硫酸镍、氯化镍等镍盐产品标准对镍盐中杂质含量提出了更严格的要求。
以及公司现有工艺对产品中的Cu,Fe,Zn,Ca,Mg,Mn处理不够理想,现介绍国内外镍溶些液中出除去这些杂质的方法和研究现状,并指出今后的发展趋势。
关键词:硫酸镍除杂沉淀溶剂萃取2009年,新的硫酸镍和氯化镍产品标准[1]相继颁布。
硫酸镍新标准取消了原I类产品合格品等级,对镍、钴、铁、铜、铅、钙、镁及水不溶物的含量进行了调整,增加了钠、锰、镉、汞、铬的指标,删除了硝酸盐、铵沉淀物、氨、氯化物4项指标。
电镀用氯化镍新标准对镍、钴、锌、铁、铜、铅、镉、砷和水不溶物指标也进行了调整,增设了汞、锰2项指标。
新的标准增加了对杂质种类的要求,对杂质含量要求也更加严格,如电镀用硫酸镍,新增了对钠的含量要求,对钙镁的含量也明确给出了限值。
因而对镍溶液除杂工艺也提出了更高要求。
结合镍溶液中常见金属杂质离子的情况,概括了从镍溶液(主要是硫酸镍溶液)中去除杂质离子的方法,并分析了今后的发展趋势。
一、溶剂萃取法除杂工艺溶剂萃取法,作为有色金属分离、提取的一种重要的手段和方法,它具有操作连续化、杂质分离完全、产品质量稳定、金属回收率高、传质速度快、对环境的污染小等优点,是较为理想的净化手段,目前,在有色金属的生产过程中正日益受到人们的重视,其应用领域也正在日益扩大。
因此在硫酸镍的生产工艺上溶剂萃取法也得到了广泛的应用。
硫酸镍除杂常用萃取剂有:P204,P507,除铜萃取剂,Lix84I,N902等现主要以P204和P507的作用机理及分离效果做个论述1.1 P204萃取剂简介P204 的代表产品二-(2- 乙基已基)磷酸是一种烷基磷酸萃取剂,其分子式简式为HR2PO4,它相当于国外的D2EHPA。
P2O4 从20 世纪70 年代开始广泛应用于稀土分离和有色金属冶金中的分离提取,它对钴和铁以及其他杂质元素有着优良的萃取能力,用得较多的是从硫酸溶液中分离铁、铜、锌。
废旧电池回收过程中硫酸镍钴锰溶液除铁铝工艺研究
废旧电池回收过程中硫酸镍钴锰溶液除铁铝工艺研究废旧电池回收是一项环保事业,通过回收废旧电池中的有价值金属,不仅可以减少资源消耗,还可以避免有害物质对环境的污染。
在废旧电池回收过程中,硫酸镍钴锰溶液是一种常见的溶液,其中含有铁铝等杂质,需要进行相应的工艺研究将其除去。
在硫酸镍钴锰溶液除铁铝的工艺研究中,首先需要进行预处理步骤。
预处理的目的是去除溶液中的颗粒杂质,以便于后续的处理操作。
可以采用沉淀法、过滤法等常见的物理处理方法,将溶液中的颗粒物过滤或沉淀掉。
接下来,可以采用化学沉淀法将除铁铝。
在硫酸镍钴锰溶液中加入适量的氢氧化钠溶液,产生沉淀反应。
通过控制反应条件,如温度、pH值、反应时间等,可以使沉淀达到最佳效果。
反应后,可以采用离心等方式将沉淀分离出来,从而实现除铁铝的目的。
另外,也可以采用溶胶-凝胶法进行除铁铝。
该方法通过将溶胶和凝胶剂加入硫酸镍钴锰溶液中,形成溶胶-凝胶体系。
在适当的条件下,如温度、酸碱度等控制,溶胶和凝胶剂会相互反应,并将铁铝等杂质固化在凝胶中。
然后,通过过滤、干燥等步骤,可以得到固体废物,其中含有除去的铁铝等杂质。
此外,在硫酸镍钴锰溶液除铁铝的工艺研究中,还可以考虑其他方法,如电解法、离子交换法等。
不同的方法具有不同的优缺点和适用条件,需要根据具体情况选择合适的方法。
综上所述,废旧电池回收过程中硫酸镍钴锰溶液除铁铝的工艺研究是一项重要的课题。
通过预处理、化学沉淀法、溶胶-凝胶法等步骤,可以有效地除去溶液中的铁铝等杂质。
这些工艺方法不仅能提高回收率,减少资源浪费,还可以避免有害物质对环境的污染。
在实际操作中,需要根据具体情况进行工艺选择和条件优化,以实现废旧电池回收的最佳效果。
钴镍的萃取分离工艺研究
钴镍的萃取分离工艺研究钴镍是一种常见的金属元素,广泛应用于电池、合金、化学催化剂等领域。
由于钴镍通常以混合形式存在于矿石中,因此需要通过萃取分离工艺将其分离出来。
下面将介绍钴镍的萃取分离工艺研究。
1. 钴镍矿石的预处理:首先需要对钴镍矿石进行破碎、磨矿等预处理操作,以便提高后续的分离效果。
2. 酸浸:将经过预处理的钴镍矿石进行酸浸,通常采用硫酸浸取。
在浸取过程中,钴镍会与硫酸反应生成硫酸钴和硫酸镍的溶液。
3. 萃取:将得到的钴镍溶液进行萃取分离。
常用的萃取剂有酸性萃取剂、有机螯合剂等。
酸性萃取剂主要用于钴的萃取,有机螯合剂主要用于镍的萃取。
通过调节萃取剂的浓度、pH值等参数,可以实现钴镍的有效分离。
4. 聚合物分离:在萃取分离过程中,聚合物分离也被广泛应用。
聚合物分离通过对含有钴镍的溶液进行过滤、离心等操作,使得钴镍与聚合物发生吸附,从而实现钴镍的分离。
5. 溶剂萃取:溶剂萃取技术是一种常用的分离技术,也可以用于钴镍的分离。
该方法通过选择合适的溶剂,使得钴、镍等金属离子在不同的溶剂相中的分配系数不同,从而实现钴镍的分离。
6. 晶体萃取:晶体萃取是一种高效的分离技术,其原理是利用晶体的晶格结构和吸附性能对钴镍进行选择性吸附。
晶体萃取的优点是选择性强、操作简便,但其成本较高。
7. 电解分离:电解分离是一种通过电解溶液使钴、镍离子还原析出的方法。
通常采用铁阳极和不锈钢阴极进行电解,通过电解反应,将钴和镍分离出来。
综上所述,钴镍的萃取分离工艺研究涉及到多种方法,包括酸浸、萃取、聚合物分离、溶剂萃取、晶体萃取和电解分离等。
根据实际需求和矿石性质的不同,可以选择合适的分离方法进行实施。
随着科技的进步和研究的不断深入,相信钴镍的萃取分离工艺也将不断完善和改进。
关于钴和镍车间的工艺
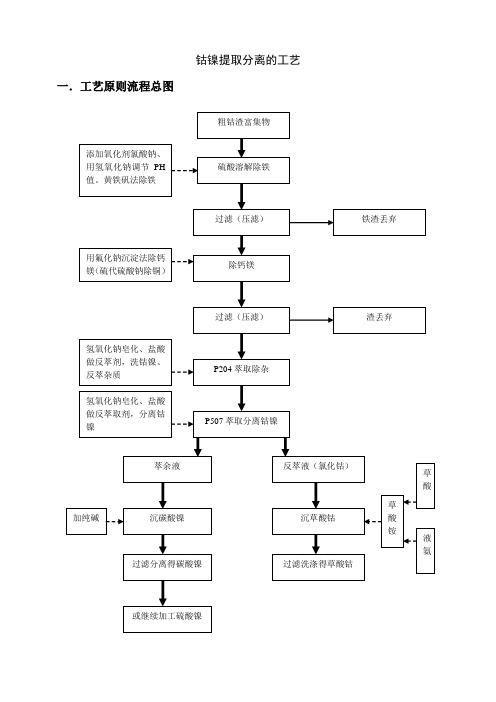
钴镍提取分离的工艺一.工艺原则流程总图二.黄铁矾法除铁将粗碳酸钴渣投入到溶解罐中,加入配置好浓度的硫酸,加热溶解。
投放配比的氯酸钠或双氧水,使得溶液中的亚铁离子完全氧化为高铁离子。
再加入适当的纯碱或烧碱,调节PH值。
加热并逐渐投入碱,控制温度和PH 值,足够长时间后,控制PH值,产生蛋黄色的晶体(黄铁钠矾)沉淀。
再过滤洗涤,渣丢弃,滤液即是除铁后液,洗涤液返回酸溶。
黄铁钠矾【Na2Fe6(SO4)4(OH)12】为蛋黄色的晶体,是一种过滤性、洗涤性较好的复式硫酸盐。
溶液中的铁离子(Fe3+)在较高的温度(大于90℃)、足够的钠离子(Na+)和硫酸根离子(SO42-)存在、一定量的晶种存在、PH 值适当时,就生成黄铁钠矾。
黄铁钠矾沉淀反应十分复杂,主要反应为:3Fe2(SO4)3+Na2SO4+12H2O = Na2Fe6(SO4)4(OH)12 + 6H2SO4硫酸铁硫酸钠水黄铁钠矾硫酸反应的条件:1. 温度:大于92℃2. 反应时间:大于5小时3. 在除铁前的PH值控制在2.0左右,除铁后过滤前的PH值2.5-3.04. 酸溶解后,要加入氯酸钠(NaClO3)氧化亚铁离子(Fe2+),加热并在加碱之前投入。
用量为(氯酸钠:亚铁含量=0.4:1)5. 反应前要用碱调节PH值,过程中要不断地投入碱调节PH值。
因为反应中产生了硫酸,酸度上升,要用碱中和。
在投入碱的同时,也是向溶液中补充了足够的钠离子(Na+)。
6. 为保持反应完全,在加热时,可以空气鼓风;可以将纯碱配置为7-10%溶液;7.指标:除铁后液含铁<100mg/l ;钴镍损失率<1%;洗涤水返回酸溶或配碱。
三.氟化钠法除钙镁、硫代硫酸钠法除铜除铁后液加入除钙镁罐,控制温度95-100℃,投放适量的氟化钠,用碱来控制PH值合适,足够长时间后,产生氟化钙、氟化镁的沉淀物。
过滤洗涤,渣丢弃,滤液就是料液,洗涤液返回配碱。
氟化钠除钙镁,就是产生化学反应,生成难溶的氟化钙、氟化镁沉淀。
工业生产硫酸镍与硫酸钴生产工艺

工业生产硫酸镍与硫酸钴是一项重要的化工工艺,它们在电池制造、合金制备等领域都扮演着重要的角色。
下面我们将通过分析其生产工艺,来了解这两种化学品的生产过程。
一、硫酸镍的生产工艺硫酸镍的生产通常分为两个主要步骤:1. 矿石选矿硫酸镍的主要原料为镍矿,而镍矿通常为镍、镍铁、镍铜等合金矿,在选矿过程中,首先需要对镍矿进行粉碎、浮选等工艺处理,以提取出镍的含量较高的矿石。
2. 冶炼精炼在矿石选矿之后,镍矿进入冶炼精炼工艺,通过冶炼工艺,将镍矿中的镍含量提取出来,制备成硫酸镍。
在生产硫酸镍的过程中,尤其需要关注环保问题,因为硫酸镍的生产过程中会产生大量的硫化物废料,而硫化物废料在未经处理的情况下会对环境产生严重污染。
二、硫酸钴的生产工艺与硫酸镍相似,硫酸钴的生产也包括矿石选矿和冶炼精炼两个主要步骤:1. 矿石选矿硫酸钴的主要原料为钴矿,而钴矿通常为辉钴矿、砷釬矿等,同样需要通过粉碎、浮选等工艺处理,提取出钴的含量较高的矿石。
2. 冶炼精炼在矿石选矿之后,钴矿进入冶炼精炼工艺,通过冶炼工艺,将钴矿中的钴含量提取出来,制备成硫酸钴。
与生产硫酸镍类似,生产硫酸钴的过程中也需要关注环保问题,尤其是处理冶炼过程中产生的废石废料对环境造成的影响。
三、生产工艺改进和发展趋势随着化工工艺的发展,工业生产硫酸镍与硫酸钴的工艺也在不断改进。
在矿石选矿、冶炼精炼等各个环节,都会采用先进的设备和技术,以提高生产效率、降低能耗、减少环境污染等。
另外,生产工艺的改进也包括废料的处理和资源回收利用等方面,通过对废料的合理处理和资源回收利用,可以在实现资源循环利用的减少对环境的负面影响。
工业生产硫酸镍与硫酸钴的工艺对于化工行业具有重要意义,其生产工艺的改进与发展不仅能够提高生产效率,还可以对环境产生积极的影响。
需要我们在生产实践中不断探索,寻求更加环保、高效的生产工艺,为可持续发展贡献力量。
四、环保措施在工业生产硫酸镍与硫酸钴的过程中,环保问题是一个不容忽视的重要环节。
镍转炉渣氧压硫酸浸出提取钴、镍、铜的研究

镍转炉渣氧压硫酸浸出提取钴、镍、铜的研究镍转炉渣是典型的有色冶金炉渣,目前主要采用“还原硫化熔炼一钴冰铜缓冷选矿或酸浸”工艺,但存在有价金属回收率低、环境污染和能耗高等问题,结果大部分的炉渣堆存,造成了潜在的环境和经济问题。
本文提出镍转炉渣氧压硫酸浸出工艺,旨在探索一种清洁、高效的湿法工艺。
探索了浸出过程的最佳工艺条件,并通过响应曲面法优化工艺参数,研究了硅、铁的转化行为和浸出矿浆过滤性能的影响机制,阐述了钴在富氧硫酸体系下的浸出动力学。
研究表明镍转炉渣氧压硫酸浸出工艺可行。
在粒度-150+74μm、硫酸浓度0.3mol/L、温度200℃、液固比7 mL/g、氧分压600 kPa和浸出时间80 min条件下,Co、Ni的浸出率可达95%以上,Cu的浸出率达93%以上,Fe的浸出率<0.4%,Si的浸出率<2%,浸出矿浆过滤速率可达433.73 L·m-2·h-1。
减小硫酸浓度可抑制赤铁矿的溶解和Si02的水解,有利于浸出矿浆的过滤。
温度升高,Co、Ni和Cu浸出率显著增大,浸出渣中γ-Fe2O3倾向转化成α-Fe2O3,使浸出渣粒度更加均匀,固液分离更加容易。
浸出渣主要由赤铁矿(α-Fe2O3和γ-Fe2O3)组成,有价金属含量低于0.1%,几乎不含S。
响应曲面法优化转炉渣氧压硫酸浸出工艺,模型拟合度较高,具有较优的预测结果。
优化的工艺参数为:温度208℃、硫酸浓度0.35 mol/L.液固比5.4 mL/g,此条件下Co. Ni浸出率均大于98%,Cu浸出率大于96%,Fe浸出率小于0.3%,浸出矿浆过滤性良好,过滤速率550 L·m-2·h-1以上。
镍转炉渣氧压硫酸浸出钴的动力学研究表明,钴浸出速率随温度(165~225℃)、氧分压(350~650 kPa)的增加而增加,随粒度(210~53μm)的减小而增加;搅拌速度超过600 r/min,硫酸浓度大于0.4 mol/L,对钴浸出速率影响较小。
粗硫酸镍中铁钴钙镁深度脱除的工艺研究
中图分类号 :TF815 文章编号:1009-3842(2020)02-0058-05
文献标识码 :A 开放科学(资源服务)标识码(OSID):
Process Research on the Removal of Iron, Cobalt, Calcium and Magnesium from Crude Nickel Sulfate
Total 162 No. 2 2020
COPPER ENGINEERING
总第 162 期 2020 年第 2 期
粗硫酸镍中铁钴钙镁深度脱除的工艺研究
黄 冰,段小兵,蒋震清
(江西铜业集团有限公司 贵溪冶炼厂,江西 贵溪 335424)
摘 要 :研究了以臭氧和氟化钠为脱杂试剂,采用“溶解造液——强氧化除铁钴——氟化除钙镁——结晶 析出”为主干的工艺处理粗硫酸镍,深度脱除其中的铁、钴、钙、镁杂质的工艺可行性及最佳工艺条件。试验 结果表明,以臭氧为强氧化剂,可深度脱除粗硫酸镍中的铁钴杂质,最佳反应条件为 :反应温度 80℃,时间 8h,终点 pH 值 4.5~5.0,反应终点溶液中铁、钴浓度小于 0.005g/L ;以氟化钠做添加剂,可深度脱除粗硫酸镍 中的钙镁杂质,最佳反应条件为 :反应温度 90℃,时间 2h,pH 值 5.5,氟化钠添加系数 1.5,反应终点溶液中 钙 0.007g/L,镁 0.005g/L ;将“强氧化除铁钴”与“氟化钠除钙镁”工序相结合,可获得更好的除杂效果。
Keywords:crude nickel sulfate; ozone; sodium fluoride; strong oxidation; remove impurities
1 引言
经典的钴镍分离工艺
经典的钴镍分离工艺经P204萃取除杂质和P507萃取分离Co/Ni之后可以得到纯净的CoCl2和NiSO4溶液,CoCl2溶液用草酸铵沉淀后即可得到草酸钴,草酸钴再经煅烧即可生产纯氧化钴粉。
镍的产品可以从P507萃取分离Co/Ni后的萃余液中用Na2CO3沉淀NiCO3,经洗涤脱Na后再用H2SO4溶解生产结晶硫酸镍萃取除铜之后的溶液可以采用硫化沉淀法沉淀CoS和NiS,也可以采用NaOH将钴、镍沉淀成氢氧化物。
采用沉淀CoS的方法时,硫磺、铁粉的消耗量较大,产出的CoS 又难以溶解,必须加入氧化剂。
故本项目采用NaOH沉淀氢氧化物的方案。
钴富集物成份为Co 10~12%,Ni 2.5~3%,溶解后,经过黄钠铁矾法除铁,P204萃取除去微量的Mn、Zn、Cu等杂质,再用P507萃取分离Co/Ni,得到纯净的CoCl2和NiSO4溶液,然后根据市场需要生产各种钴、镍产品,如草酸钴、氧化钴、硫酸镍等。
铜萃余液送到除铁、沉钴工序,在搅拌下加入石灰石粉控制PH值在3.8左右使Fe沉淀,铁渣过滤。
滤液在沉钴槽中加入一定浓度的NaOH溶液(或Na2CO3溶液),控制一定的条件沉淀钴和镍得到钴富集物,滤液可直接排放。
钴富集物溶解精制钴、镍产品钴富集物中含Co达到10%以上,用硫酸溶解,调正PH值除铁、过滤,铁渣与浸出渣合并出售。
滤液送P204萃取除杂工序控制一定的技术条件除去溶液中的Cu、Fe、Mn、Zn、Pb、Ca等杂质。
P204除杂以后的溶液再采用P507萃取分离Co/Ni,有机相用HCl反萃后得到纯净的CoCl2溶液,用草酸铵沉淀可以得到草酸钴,草酸钴售出。
P507萃取分离Co/Ni以后的萃余液用Na2CO3沉淀得到碳酸镍,碳酸镍再用硫酸溶解精制得到结晶硫酸镍。
除铁温度60~70℃时间1h终点PH值 3.7~4.0CaCO3加入量75 kg/m3NaClO30.8 kg/m3沉钴温度60~70℃时间1hNaOH浓度50g/LNaOH消耗8~10 kg/m3终点PH值8.2~8.5渣率(干计)18 kg/m3钴渣酸浸、除铁溶解温度60~70℃除铁温度80~90℃酸浸后PH值 1.8~2.0PH终3.5~4.0中和剂50 g/l NaOH或100 g/l Na2CO3反应时间3~4 hP204萃取除杂有机相10%(v/v)P204煤油皂化率60~70%萃取温度15~30℃级数制镍皂 3萃取7洗钴 5反萃 5反萃铁 3洗钴液 1.2 mol HCl反萃液 2.5 mol HCl反萃铁 6 mol HClP507萃取分离Co/Ni有机相25%(v/v)P507煤油皂化率70%萃取温度20~30℃级数制镍皂 3萃取7洗镍 5反萃钴 5反萃铁 3洗镍液 1.2 mol HCl反萃液 2.5 mol HCl反萃铁 6 mol HCl沉草酸钴草酸溶液比重 1.02~1.03草酸铵溶液PH 4.5沉钴温度55~65℃沉钴终点PH 1~1.5沉钴时间30~40 min一次母液含Co 0.5~1.0 g/l二次母液含Co 0.06 g/l结晶硫酸镍沉淀剂50 g/l Na2CO3沉NiCO3PH 8.5沉淀温度70℃。
硫酸镍制备工艺

浅谈硫酸镍的制备工艺摘要:硫酸镍广泛应用在电镀、电池、印染、医药等行业,硫酸镍的制备方法有化学法和电化学法,化学法工艺成熟,历史悠久。
本文将对电解法制备硫酸镍工艺,工业硫酸镍除钴工艺,湿法制取硫酸镍工艺这三种常见的硫酸镍工艺展开论述。
关键词:硫酸镍工艺1电解法制备硫酸镍工艺1.1工艺简介硫酸镍在印染、医药、催化、电池等方面具有重要用途。
硫酸镍的制备有多种方法,其中以含有硝酸和硫酸的混酸来氧化溶解金属镍是制备高级硫酸镍的主要方法川,该工艺设备生产能力较大,但设备复杂且腐蚀严重、原材料利用率低、有污染环境的氮氧化物气体放出、工作环境恶劣、工艺流程长。
随着环保意识的提高。
近年来人们陆续地研究了用电解的方法尤其是用交流电解的方法制备一些镍盐川。
电解法制备硫酸镍工艺中,电流效率是制约设备能力和生产成本的主要因素。
探讨各工艺因素对电流效率的影响,以筛选适宜的工艺参数,是电解法制备硫酸镍工艺研究的重要内容。
本文从硫酸浓度、电解持续时间两个方面来探讨电解法制备硫酸镍过程中的电流效率变化规律。
1.2工艺流程电解法制备固体硫酸镍可以用如下工艺流程,如图1所示。
图1 电解法制备固体硫酸镍流程1.3工艺总结电解法是一种无污染、金属镍利用率高、产品纯度高的硫酸镍生产工艺。
生产1吨硫酸镍耗电800-1000kwh,与酸溶法相比,设备相应简化,减少了引人杂质的几率和数量,使产品纯度得到提高,所使用原料和数量也大幅减少,缩短了工艺流程,镍的利用率也从83%-90%提高到95%-98%,所以,对以电解镍为原料,产品纯度要求较高,及电力价格相对较低的地区,电解法工艺是一种效益较好的硫酸镍生产工艺。
在实际电解法生产硫酸镍的过程中,建议采用如下工艺参数进行控制:硫酸浓度:直流电2-3mol/l;交流电4-5mol/l;电流密度:3.0-10.:0 a/d㎡;槽电压:4.0-10.0v;溶液温度:低于40℃;为保证电解液中硫酸浓度的稳定,电解过程中应不断向电解液中补加浓酸;电解持续时间视电解液总量,以使电液相对密度达到1.2-1.49/cm³为宜,这样可以获得即能顺利过滤的较浓的硫酸镍溶液。
一种硫酸钴溶液除镍的方法

一种硫酸钴溶液除镍的方法1.引言1.1 概述概述硫酸钴溶液除镍的方法是一种常用的工业处理工艺,旨在通过利用硫酸钴与镍的化学反应特性,将溶液中的镍元素有效地去除。
镍是一种常见的金属元素,广泛应用于电镀、合金制造、化工等领域。
然而,在一些特定的情况下,需要将溶液中的镍含量控制在较低水平,以满足生产要求或环保标准。
本文将介绍两种不同的方法来实现硫酸钴溶液除镍的过程。
方法一是基于化学反应的原理,通过添加合适的试剂来引发钴与镍之间的反应,从而使镍以一种可沉淀的形式从溶液中分离出来。
方法二则是利用物理分离的原理,通过电解或膜分离等技术手段将镍从硫酸钴溶液中分离出来。
本文将详细介绍每种方法的背景和实施步骤,并对它们的优缺点进行评价。
通过对这些方法的深入研究和分析,我们可以更好地了解硫酸钴溶液除镍的机制和适用范围,为相关行业的生产和环保工作提供有益的参考和指导。
1.2 文章结构本篇文章分为引言、正文和结论三个部分。
在引言部分,将对本文的研究背景和意义进行概述,包括硫酸钴溶液除镍的重要性和现有方法的不足之处。
然后,将介绍本文的结构和目的。
接下来是正文部分,主要介绍了两种方法来实现硫酸钴溶液除镍的过程。
首先,方法一会先进行背景介绍,包括涉及到的相关概念和理论知识。
然后,详细描述实施该方法的步骤和条件,并给出实验结果和数据。
接着,方法二也会进行相同的介绍,包括背景介绍、实施步骤和实验结果。
通过对比这两种方法,可以对它们的优缺点进行评估和比较,为后续的讨论提供依据。
最后是结论部分,将对实验结果进行分析和总结,讨论方法的有效性和可行性。
同时,还会对这两种方法的优缺点进行评价,以便后续的改进和优化。
通过以上的文章结构,读者可以清晰地了解到本文的整体框架和内容安排,有助于他们更好地理解文章的核心观点和实验过程。
1.3 目的目的部分的内容可以是以下内容:目的部分旨在说明本文的研究目标和意义,明确研究该方法的目的和潜在好处。
通过对本文目的的阐述,读者可以更好地理解为什么需要研究这种硫酸钴溶液除镍的方法,以及该方法对于解决当前较为普遍的镍污染问题具有的重要意义。
硫酸靠近性浸出-黑镍除钴-电解沉积法(一)
书山有路勤为径,学海无涯苦作舟硫酸靠近性浸出-黑镍除钴-电解沉积法(一)用硫酸溶液选择浸出高镍锍中的镍和钴,铅和贵金属抑制于浸出渣中。
浸出一般由常压浸出和加压浸出两道以上工序组成,常压浸出段金属全部溶解,Ni3S2 部分溶解,Cu2S 不溶解;加压浸出时,在氧化条件下,Ni3S2 和NiS 几乎全部溶解,Cu2S 部分溶解。
经浸出高镍锍中绝大部分Ni 和Co 转入溶液,Cu 大部分以CuS 和Cu2S 形态留存于浸出渣中。
控制常压浸出终点PH≥6.2,浸出液中的Cu、Fe 发生水解沉淀除去。
为了除去。
为了除去Co,为镍电积提供成分合格电解液,本工艺采用黑镍(NiOOH)除钴法,使Co2+氧化成Co3+水解为Co(OH)3 沉淀除去,同时深度净化除去其他杂质。
浸出、净化得到的纯净NiSO4 溶液,采用不溶阳极电解提取电镍。
铅银俣金为阳极,纯镍始极片为阴极,产出纯度(Ni+Co)为99.99%左右的电积镍产品。
一、新疆阜康冶炼厂用硫酸选择性学浸出法处理高镍锍1、高镍锍的化学成分及浸出前的原料准备应用硫酸选择性浸出的高镍锍要求含硫较低,以利于镍的溶解。
这种高镍锍主要由铜镍合金、Ni3S2 和CuS 三相级成。
镍主要存在于合金相和Ni3S2 相中,铜存在于Cu2S 相和合金相中,铁和钴存在于俣金相中。
高镍锍吹炼完成后,通常采用在水中骤冷的方法将其水淬制成粒状,再用球磨面磨细后送丰亨豫大酸选择性浸出。
阜康冶炼厂的原料来自喀拉通克镍矿生产的水淬金属化高镍锍,在磨浸车间经两段球磨机湿磨、分级、脱水及过滤扣,得到粒度为-0.045mm95%以上、含水为8%~10%的高镍锍滤饼。
其化学组成如表1所示。
镍钴的化学物相分析如表2 所示。
表1 阜康冶炼厂高镍硫的化学组成主本成分NiCuCoFeSPbZnMnAs 含量/%31.9648.50.1050.3316.040.280.0030.00330.0008 贵金属元素AuPtPdAgOsIrRuRh 含量/g.t-14.11.791.812400.0370.0230.040.016[next]表2 阜康。
某含钴硫酸镍溶液除钴实验
表) # 萃取试验结果 (! / / ) "’ ( ! $ % &
/ ) (# / ! " # $ % = ! 3 % % J * L " * 0 + 1 L % ( ) $ * ( + ,G ; & $T C A >
萃余液 编号 ; & @ = C D 6 / C < = = C < = @ C < = @ C < = & C < = ; C < = ; [7 ] / + ( ・ 9:;) 8 A < A A A B A < A A A C A < A A A = A < A A A @ A < A A A C A < A A A = 编号 ; & @ = C D 反萃液 [4 ] / 0 ( ・ 9:;) 8 ; < = & ; < @ = ; < @ = ; < = & ; < & @ ; < C = ] / [7 + ( ・ 9:;) 8 ? < ; ? B < C ; ? < A > B < C ; B < ? D ? < D ?
文章编号: ( ) ) % % ) , % ’ ) ) ’ % % * % * , % % $ , % !
镍金属主要从硫化镍矿和红土矿中经各种冶炼 方法生产, 但其他含镍物料也是重要的镍生产原料。 现有某中间产物碳酸镍, 因钴含量过高, 无法直接酸 溶进入镍电解沉积工序生产合格电镍, 须先硫酸溶 解, 再从硫酸镍溶液中除去钴, 得到合格的溶液, 进 入电解系统。碳酸镍溶解得到的硫酸镍溶液成分如 表)所示。 表! 硫酸镍成分分析结果
硫酸钴溶液深度净化工艺分析

硫酸钴溶液深度净化工艺分析硫酸钴(Cobalt Sulfate)是一种玫瑰色结晶物质,在工业电镀、直流电供应、美术颜料与工业颜料生产中应用广泛。
其化学分子式为CoSO4·7H2O(七水合物),相对分子量是281.15,可溶解与水和甲醛当中,在空气中非常容易风化,可在高温环境中释放出有害的氧化硫(SO4)气体。
可以看出,对硫酸钴溶液的提纯既可以采用物理方法,也可以采用化学方法。
1 硫酸钴溶液深度净化工艺粗氢氧化钴在制取过程中,含有大量的镍、锌、锰等杂质。
制作硫酸钴溶液的过滤饼,含水量超过50%,过滤出的水中含有20%体上的镍、50%以上的锌。
粗氢氧化钴中的金属钴可以与多种化学物质发生反应,例如其与硝酸反应,可以产生硝酸铵。
因此,对硫酸钴溶液进行深度净化,对工业生产非常有必要。
硫酸钴溶液的深度净化主要包含以下几个要点:①溶液的要首先考虑物理方法,其次考虑化学方法,尽量降低化学方法净化对溶液造成的二次污染;②硫酸钴溶液的深度净化工艺,要严格控制净化过程中的温度,避免由于温度过高,析出过多有害气体,对环境造成二次污染。
2 进化流程分析2.1 硫酸钴溶液一次净化2.1.1 硫酸钴溶液除铜硫酸钴溶液的一次净化,主要运用二氧化硫、盐酸、硫酸盐等化学物质,作为还原剂,帮助氢氧化钴溶液的还原溶解。
一次净化的除铜操作,主要步骤为:①在氢氧化钴溶液中,缓慢的加入H2SO4,在静止一段时间之后,加入Na2SO3。
注意这两次操作要有一定的时间间隔,加入动作要平稳,避免破坏溶液结构的稳定性;②在加入H2SO4和Na2SO3之后,检测溶液的酸碱值(pH值),保证溶液的pH值始终处于1.5-2.0的酸性范围内;③根据色卡,判断溶液的颜色,当得到无黑色杂质的透明红色溶液时,可以初步确定还原溶解反应停止;④加入氧化剂二氧化硫,使溶液中的Fe2+、Mn2+氧化后成高价离子,利用过滤吸附技术,将生成的杂质去除。
2.1.2 硫酸钴溶液除锌利用是氧化钴作为氧化剂,可以改变硫酸钴溶液中锌的状态,对溶液中的锌进行比较有效的去除。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Key words :NiO (OH) ; use level coefficient ; nickel sulfate
工业硫酸镍在新能源和表面处理行业应用广 2 实验部分
泛 ,尤其随着表面处理行业的发展 ,硫酸镍逐渐应用 2. 1 原料
到机械制造 、电子工业 、航空航天 、装饰材料等领域 ,
液中 Co2 + 氧化生成 Co2O3 沉淀析出 ,经过滤除去[2 ] 。
本实验所考察的因素为 :黑镍用量系数 (A) 、溶
主要反应如下 :
液 pH 值 (B) 、反应温度 (C) 和反应时间 (D) 。进行四
Cl2 + NaOH + Ni2 + NiO (OH) ↓+ NaCl + H2O
NiO (OH) + Co2 + Co2O3 ↓+ Ni2 + + H2O
因素三水平正交实验 ,正交实验因素水平见下页表 1 ,实验结果见下页表 2 。
对 表2进行极差分析得 RB > RA > RD > RC ,即
收稿日期 :2001 - 12 - 05 作者简介 :张宗涛 (1968 - ) ,男 ,工程师 ,从事镍铜系列产品的开发 ,电话 : (0373) 5032247 。
的四倍多 ,所以从工业硫酸镍中回收钴十分必要 。
取 1200mL 硫酸镍溶液 (30g/ L) 置于 5L 电加热
传统的除钴方法是用 NaClO 等强氧化剂直接在硫酸 反应釜中 ,在70 ℃缓慢加入1400mLNaOH溶液 ( 60
镍溶液中将 Co2 + 氧化沉淀分离 。这样系统中会引 g/ L) ,然后通入氯气 ,即可得黑镍沉淀 ,过滤后充分
pH 值对除钴率的影响最大 ,因为 NiO (OH) 在酸 性较强的溶液中有极强的氧化性 ,能与 H2O 发生氧 化还原反应 ,使 NiO (OH) 造成损失 ,参与除钴的黑镍
表 3 最佳条件重复数据
pH 值
反应时间 温度 除钴率
黑镍用量系数
h
℃
%
5. 0
2. 0
2
80 98. 49
5. 0
2. 0
影响除钴率的因素由大到小依次为 :pH 值 、黑镍用 量系数 、反应时间 、反应温度 ,从表 2 得出最佳工艺 条件组合 A3B3C2D3 ,即当用量系数 2. 0 、pH 值 5. 0 、 温度 80 ℃、反应时间 2h 时除钴效果最好 。用此工 艺条件实验 ,结果见表 3 ,除钴率为 98. 45 %。 3. 2 影响因素讨论 3. 2. 1 pH 值
提高反应温度能提高反应速度 ,缩短反应时间 , 但 当 温 度 超 过 8 0 ℃后 , 硫 酸 镍 大 量 水 解 , 生 成 Ni (OH) 2 胶体 ,影响除钴并且造成固液分离困难 ,故 反应温度以 80 ℃为宜 。 4 结论
用黑镍法除钴具有消耗辅料少 、黑镍易制备 、操
作简单 、除钴率高等优点 ,尤其系统中不引进其它杂 质 ,实践证明 ,黑镍法除钴工艺是可行的 。 参考文献 :
2. 0
5. 0
90
2. 0
表 2 正交实验结果
序号 A
B
C
D 除钴率/ %
1
1
1
3
2
90. 50
2
2
1
1
1
89. 38
3
3
1
2
3
92. 59
4
1
2
2
1
92. 31
5
2
2
3
3
95. 73
6
3
2
1
2
94. 51
7
1
3
1
3
96. 31
8
2
3
2
2
98. 39
9
3
3
3
1
95. 97
K1 93. 04 90. 82 93. 40 92. 55 K2 94. 50 94. 18 94. 43 94. 47 K3 95. 57 96. 89 94. 07 94. 88 R 2. 53 6. 07 1. 03 2. 33
Study on Process of Removal of Cobalt from Industrial Nickel Sulfate
ZHANG Zong - tao , CHEN Jian - hua , HAN Ding (1. Xinxiang First Chemical Plant , Xinxiang 453000 , China ; 2. Jinan Running Water Company , Jinan
250101 , China)
Abstract :The process of removal of cobalt from industrial nickel sulfate with NiO(OH) is studied. The experi2
mental result indicates that under condition of pH value 5. 0 ,use level coefficient 2. 0 ,reaction time 2h and temperature 80 ℃,rate of cobalt removal reaches 98. 45 %.
河南化工 2002 年 第 4 期
工业硫酸镍除钴工艺研究
·25 ·
张宗涛1 , 陈建华1 , 韩 玎2
(1. 新乡市第一化工厂 , 河南 新乡 453000 ; 2. 济南市自来水公司 , 山东 济南 250101)
摘 要 :本实验主要研究黑镍[NiO(OH) ]法除钴工艺 ,实验结果表明 ,在 pH 值 5. 0 、用量系数 2. 0 、反应时间 2h 及温 度 80 ℃条件下 ,用黑镍法除钴效果良好 ,除钴率达 98. 45 %。 关键词 :黑镍 ; 用量系数 ; 硫酸镍 中图分类号 :TQ138. 13 文献标识码 :A 文章编号 :1003 - 3467 (2002) 04 - 0025 - 02
硫酸镍溶液 :Ni2 + 浓度为 125. 93g/ L ,Co2 + 浓度
对其质量要求也越来越高 。新乡市第一化工厂生产 为 1. 77g/ L ;NaOH 为分析纯 ; 氯气由实验室用分析
的硫酸镍产品中含有少量钴 ,达不到精密表面处理 纯试剂制取 。
行业的要求 ;另外按目前市场价格 ,金属钴是金属镍 2. 2 黑镍制备
[1 ] 大连理工大学无机化学教研室. 无机化学 (2) [ M] . 北 京 :高等教育出版社 ,1986. 280. [2 ] 常文保 ,等. 简明分析化学手册 [M] . 北京 :北京大学出 版 ,1981. 24.
(上接第 17 页)
子键结合 ,氨基还会与纤维中少量的醛基在高温下 形成一定的共价键结合 ,接枝链中的少量羧基也可 以通过 Al3 + 与纤维形成更紧密的配位结合 ,接枝物 长链分子可同时贯穿若干个纤维 、细小纤维和填料 颗粒 ,物理缠结和吸附能够起到某种补强作用 。 3 结论 3. 1 壳聚糖 —丙烯酰胺接枝共聚物是具有强阳离 子 、弱阴离子特性的两性分子 ,充分利用了壳聚糖和 聚丙烯酰胺两种聚合物的特性 ,具有助留效果好 、成 纸强度降低少 、贮存稳定等特点 。 3. 2 壳聚糖 —丙烯酰胺接枝共聚物的增强作用是 由于其分子中含有羟基与氨基 ,可以和纤维素分子 间形成大量氢键以及部分氨基 、羧基形成离子键 ,部
© 1995-2004 Tsinghua Tongfang Optical Disc Co., Ltd. All rights reserved.
Hale Waihona Puke 分氨基与醛基在高温下会形成共价键 。 3. 3 壳聚糖与丙烯酰胺接枝形成的接枝共聚物 ,降 低了壳聚糖在酸性条件下的强正电荷含量 ,又增大 了分子链长和支链数量 ,从而增强了其分子的架桥 絮凝能力 。接枝共聚物 CAM 的助留作用主要表现 为电荷中心 、架桥絮凝两种协同作用的结果 。 参考文献 :
2
80 98. 45
5. 0
2. 0
2
80 98. 39
量减少 ,影响除钴率 ;但当 pH 值大于 6. 7 时硫酸镍 又易水解[2] ,故在实验中应严格控制 pH 值 。 3. 2. 2 黑镍用量系数与反应时间
除钴反应是固液两相反应 ,关键在于固液接触 面要大 ,增加黑镍与 Co2 + 的接触机会才能促进反 应 ,本实验主要采用加大用量系数和延长反应时间 两种方式 。但当用量系数超过 2. 0 和反应时间超过 2h 后除钴率无明显升高 ,若再增大两因素必将使黑 镍消耗和能耗增加 ,操作成本提高 。 3. 2. 3 反应温度
© 1995-2004 Tsinghua Tongfang Optical Disc Co., Ltd. All rights reserved.
·26 ·
河南化工 2002 年 第 4 期
表 1 正交实验因素水平表
A
B
C/ ℃
D/ h
1. 2
3. 0
70
1. 0
1. 6
4. 0
80
1. 5
[1 ] 曹丽云. 壳聚糖 、丙烯酰胺接枝共聚物的制备及作为造 纸助剂的应用[D ]1 西安 :西北轻工业学院 ,19971 [2 ] 许 晨 ,卢灿辉 ,丁马太. 壳聚糖季铵盐的合成及表征 [J ]1 功能高分子学报 ,1997 ,10 (1) :51 - 541 [3 ] William E Scott. Principles of Wet End Chemistry[M]1 Al2 tanta :TAPPI PRESS ,19961
硫酸镍与强碱 NaOH 反应生成 Ni (OH) 2 ,然后在 的 Co2 + 浓度 。