焊接符号及标注方法 ppt课件
合集下载
焊接符号及标注方法

接接头及焊缝
(二)焊缝的基本形式
焊缝:焊件经焊接后所形成的结合部分。 分类:
1、按空间位置可分为:平焊缝、横焊缝、立焊缝、仰焊缝;
2、按结合方式可分为:对接焊缝、角焊缝、塞焊缝; 3、按焊缝断续情况可分为:连续焊缝、断续焊缝; 4、按承载方式可分为:工作焊缝、联系焊缝。 焊缝是构成焊接接头的主体部分,对接接头焊缝、角接接头焊缝是 焊缝的基本形式。
二、焊接接头的表示方法
一、焊缝符号与焊接方法代号 焊缝符号:在图纸上标注出焊缝形式、焊缝尺寸和焊接方法的符号。 由GB/T324-1998《焊缝符号表示法》(适用于金属熔焊和电阻 焊)和GB/T5185-1999《金属焊接及钎焊方法在图样上的表示代号》 进行了规定。 焊缝的符号组成:基本符号、辅助符号、补充符号、焊缝尺寸符号和 指引线。
熔化焊焊接接头的组成 a)对接接头 b)搭接接头 1-焊缝金属 2-熔和线 3-热影响区 4-母材
一、焊接接头及焊缝
焊接过程使焊接接头具有以下力学特点: (1)焊接接头力学性能不均匀
由于焊接接头各区在焊接过程中进行着不同的焊接冶金过程,并经 受不同的热循环和应变循环的作用,各区的组织和性能存在较大的差异, 焊接接头组织的不均匀,造成了整个接头力学性能的不均匀。 (2)焊接接头工作应力分布不均匀,存在应力集中
2、指引线 指引线由箭头线和基准线(实线和虚线)组成,见图
三、基本符号和指引线的位置规定
3、箭头线 箭头直接指向的接头侧为“接头的箭头侧”,与之相对的则为“接头的 非箭头侧”。见图
三、基本符号和指引线的位置规定
4、基本符号与基准线的相对位置 • 基本符号在实线侧时,表示焊缝在箭头侧。
三、基本符号和指引线的位置规定
一、焊接接头及焊缝
焊接符号标注的步骤及方法详解(附图)
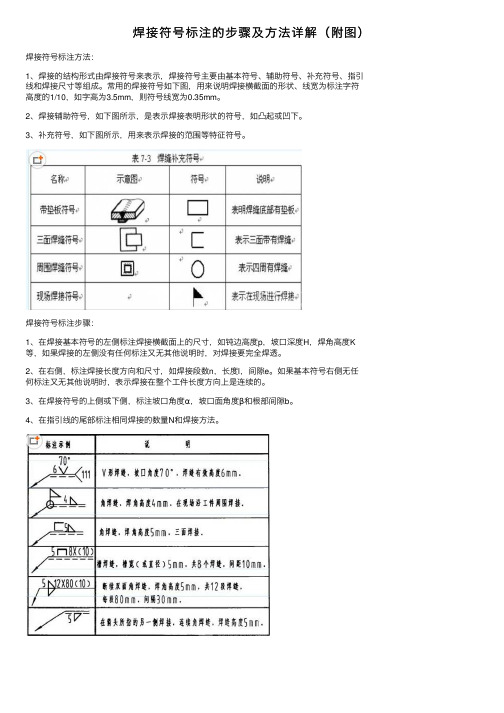
焊接符号标注的步骤及⽅法详解(附图)焊接符号标注⽅法:
1、焊接的结构形式由焊接符号来表⽰,焊接符号主要由基本符号、辅助符号、补充符号、指引线和焊接尺⼨等组成。
常⽤的焊接符号如下图,⽤来说明焊接横截⾯的形状、线宽为标注字符
⾼度的1/10,如字⾼为3.5mm,则符号线宽为0.35mm。
2、焊接辅助符号,如下图所⽰,是表⽰焊接表明形状的符号,如凸起或凹下。
3、补充符号,如下图所⽰,⽤来表⽰焊接的范围等特征符号。
焊接符号标注步骤:
1、在焊接基本符号的左侧标注焊接横截⾯上的尺⼨,如钝边⾼度p,坡⼝深度H,焊⾓⾼度K 等,如果焊接的左侧没有任何标注⼜⽆其他说明时,对焊接要完全焊透。
2、在右侧,标注焊接长度⽅向和尺⼨,如焊接段数n,长度l,间隙e。
如果基本符号右侧⽆任
何标注⼜⽆其他说明时,表⽰焊接在整个⼯件长度⽅向上是连续的。
3、在焊接符号的上侧或下侧,标注坡⼝⾓度α,坡⼝⾯⾓度β和根部间隙b。
4、在指引线的尾部标注相同焊接的数量N和焊接⽅法。
⽂章来源:世界泵阀⽹。
常用焊缝符号及其标注方法课件
统一规定,具有通用性和可识别性。
国家标准
02 中国也制定了相应的国家标准,与国际标准接轨,便
于国内企业采用。
对比分析
03
通过对国际标准和国内标准的对比分析,可以发现两
者在某些细节上存在差异,但总体上保持一致。
焊缝符号及其标注方法的发展趋势与展望
标准化需求
随着制造业的不断发展,焊缝符号及其标注方法的标准化需求越来越 迫切,以便统一规范、提高工作效率。
补充焊缝符号用于表示焊缝的附加信息,如焊缝质量等级、焊接工艺要求等。这些符号在标注时根据需要选择使 用,以补充和完善焊缝标注的完整性。
03
焊缝标注方法
焊缝的基本标注方法
直线标注法
在焊缝的起点和终点各引一条直线,两条直线中间的部分就是焊缝 。这种标注方法适用于所有位置的焊缝。
符号标注法
用带有箭头的指引线将焊缝符号标注出来,适用于标注圆弧形焊缝 。
焊缝符号的标注应与焊接工艺文件中的其他信息,如焊接顺序、焊接角度等,保持一致,以确保焊接 操作的准确性和一致性。
焊缝符号在焊接质量检验中的应用
在焊接质量检验中,焊缝符号用于标 识和区分不同类型的焊缝,如对接焊 缝、角焊缝、塞焊缝等。
VS
通过正确的焊缝符号标注,质量检验 人员能够更好地理解和评估焊缝的质 量,如焊缝的外观、尺寸和内部质量 等。
焊缝尺寸代号
如角焊缝的焊脚高度为“K”,塞焊缝的孔径为“D”,槽 焊缝的槽宽为“W”等。
焊接符号
如直线焊缝的符号为“—”,曲线焊缝的符号为“~”,角焊缝 的符号为“/”,塞焊缝的符号为“—”,槽焊缝的符号为“|”等
。
常见的焊缝标注示例
01
其他标注:如焊接位置、焊接方向、焊接次数等。
(精编课件)焊接符号及标注方法.ppt
Excellent courseware
一、焊接接头及焊缝
焊接接头的基本类型
Excellent courseware
一、焊接接头及焊缝
1、对接接头
将同一平面上的两个被焊工件的边缘相对焊接起来而形成的接头称 为对接接头。
它是各冲焊接结构中采用最多、也是最完善的一种接头形式,具有 受力好、强度大和节省金属材料的特点。
单位面积承载能力较低等。
Excellent courseware
一、焊接接头及焊缝
Excellent courseware
一、焊接接头及焊缝
Excellent courseware
一、焊接接头及焊缝
(二)焊缝的基本形式
焊缝:焊件经焊接后所形成的结合部分。 分类: 1、按空间位置可分为:平焊缝、横焊缝、立焊缝、仰焊缝; 2、按结合方式可分为:对接焊缝、角焊缝、塞焊缝; 3、按焊缝断续情况可分为:连续焊缝、断续焊缝; 4、按承载方式可分为:工作焊缝、联系焊缝。
焊缝是构成焊接接头的主体部分,对接接头焊缝、角接接头焊缝是焊 缝的基本形式。
Excellent courseware
一、焊接接头及焊缝
1.对接焊缝 对接焊缝是沿着两个焊件之间形成的,有不开坡口(或开I形坡
口)和开坡口的两种。焊缝表面形状有上凸的和与表面平齐的。 2.角焊缝
角焊缝截面形状
Excellent courseware
及便于清渣。 (2)对于合金钢来说,坡口还能起到调节母材金属和填充金属比例(即熔
合比)的作用。
Excellent courseware
一、焊接接头及焊缝
(1)根据板厚不同,对接焊缝的焊接边缘可分为卷边、 平对或加工成为V形、X形、K形和U形等坡口。
一、焊接接头及焊缝
焊接接头的基本类型
Excellent courseware
一、焊接接头及焊缝
1、对接接头
将同一平面上的两个被焊工件的边缘相对焊接起来而形成的接头称 为对接接头。
它是各冲焊接结构中采用最多、也是最完善的一种接头形式,具有 受力好、强度大和节省金属材料的特点。
单位面积承载能力较低等。
Excellent courseware
一、焊接接头及焊缝
Excellent courseware
一、焊接接头及焊缝
Excellent courseware
一、焊接接头及焊缝
(二)焊缝的基本形式
焊缝:焊件经焊接后所形成的结合部分。 分类: 1、按空间位置可分为:平焊缝、横焊缝、立焊缝、仰焊缝; 2、按结合方式可分为:对接焊缝、角焊缝、塞焊缝; 3、按焊缝断续情况可分为:连续焊缝、断续焊缝; 4、按承载方式可分为:工作焊缝、联系焊缝。
焊缝是构成焊接接头的主体部分,对接接头焊缝、角接接头焊缝是焊 缝的基本形式。
Excellent courseware
一、焊接接头及焊缝
1.对接焊缝 对接焊缝是沿着两个焊件之间形成的,有不开坡口(或开I形坡
口)和开坡口的两种。焊缝表面形状有上凸的和与表面平齐的。 2.角焊缝
角焊缝截面形状
Excellent courseware
及便于清渣。 (2)对于合金钢来说,坡口还能起到调节母材金属和填充金属比例(即熔
合比)的作用。
Excellent courseware
一、焊接接头及焊缝
(1)根据板厚不同,对接焊缝的焊接边缘可分为卷边、 平对或加工成为V形、X形、K形和U形等坡口。
焊接符号详解课件

在Solid Edge中,选择工程图工具栏上的焊接符号图标将
弹出图7-39所示的对话框,选择对应的项目,按下“确定”即
可进行标注。对于常用的焊接符号,可以在选择基本参数以
后,起名保存,如起名“角焊缝”,按下保存按钮即可,这
样以后在标注同类型的焊接符号时,只需在动态工具栏的下
拉菜单中选择对应的名称即可进行标注,标注后可用修改属
图7-31 焊缝的指引线
精选课件
7
(3)、箭头线对于焊缝的位置一般没有特殊的要求。当箭头 线直接指向焊缝时,可以指向焊缝的正面或反面。但当标注单 边V形焊缝、带钝边的单边V形焊缝、带钝边的单边J形焊缝时, 箭头线应当指向有坡口一侧的工件。如图7-32a、b所示。
(a)
(b)
(c)
图7-32 基本符号相对基准线的位置(U、V形组合焊缝)
焊接及其表达ຫໍສະໝຸດ 精选课件1焊接件及其表达
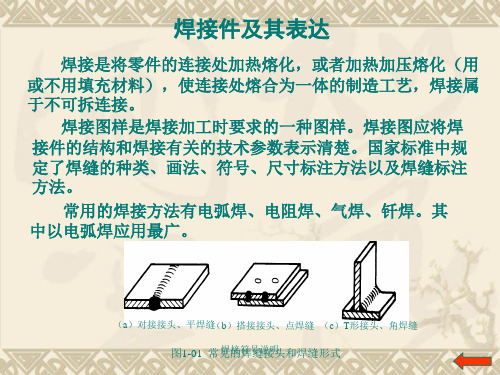
焊接是将零件的连接处加热熔化,或者加热加压熔化(用 或不用填充材料),使连接处熔合为一体的制造工艺,焊接属 于不可拆连接。
焊接图样是焊接加工时要求的一种图样。焊接图应将焊 接件的结构和焊接有关的技术参数表示清楚。国家标准中规 定了焊缝的种类、画法、符号、尺寸标注方法以及焊缝标注 方法。
常用的焊接方法有电弧焊、电阻焊、气焊、钎焊。其 中以电弧焊应用最广。
(a)对接接头、焊缝 (b)搭接接头、点焊缝 (c)T形接头、角焊缝
图7- 30 常见精的选焊课缝件接头和焊缝形式
2
表7-1 常用焊缝基本符号
精选课件
3
焊缝的表示方法
(1)、焊缝的结构形式用焊缝代号来表示,焊缝代号主要 由:基本符号、辅助符号、补充符号、指引线和焊缝尺寸 等组成。常见焊缝的基本符号如表7-1所示,它用来说明焊 缝横截面的形状,线宽为标注字符高度的1/10,如字高为 3.5mm,则符号线宽为0.35mm。
焊接符号及标注方法课件

T形接头
一、焊接接头及焊缝 一是作为领导干部一定要树立正确的权力观和科学的发展观,权力必须为职工群众谋利益,绝不能为个人或少数人谋取私利
3、搭接接头 两块板料相叠,而在端部或侧面进行角焊,或加
上塞焊缝、槽焊缝连接的接头称为搭接接头。 由于搭接接头中两钢板中心线不一致,受力时产
生附加弯矩,会影响焊缝强度,因此,一般锅炉、压 力容器的主要受压元件的焊缝都不用搭接形式。
设计人员为使自己设计的结构或产品由制造人 员准确无误地加工制造出来,就必须把结构和产品 的施工技术条件在设计图样和设计说明书等设计文 件上详尽地表述出来。
对于焊接接头,设计人员一般采用有关标准规 定的焊缝符号和焊接方法代号来表示。
十字)接头。T形(十字)接头能承受各种方向的力和力矩。T形 接头是各种箱型结构中最常见的接头形式,在压力容器制造 中,插入式管子与筒体的连接、人孔加强圈与筒体的连接等 也都属于这一类。
由于T形(十字)接头焊缝向母材过渡较急剧,接头在外力作 用下力线扭曲很大,造成应力分布极不均匀、且比较复杂, 在角焊缝根部和趾部都有很大的应力集中。保证焊透是降低 T形接头应力集中的重要措施之一。
3.工作焊缝和联系焊缝 工作焊缝(又称承载焊缝)
焊缝与焊件串联成整体主要承担载荷的作用。焊缝 一旦断裂,钢结构就立即受到严重破坏。
一、焊接接头及焊缝 一是作为领导干部一定要树立正确的权力观和科学的发展观,权力必须为职工群众谋利益,绝不能为个人或少数人谋取私利
联系焊缝(又称非承载焊缝) 焊缝与两个或两个以上的焊件并联成整体(即连接作
一般情况下,焊条电弧焊焊接6mm厚度的焊件和 自动焊焊接14mm以下厚度的焊件时,可以不开坡口 就可以得到合格的焊缝,但板间要留有一定的间隙, 以保证熔敷金属填满熔池,确保焊透。
一、焊接接头及焊缝 一是作为领导干部一定要树立正确的权力观和科学的发展观,权力必须为职工群众谋利益,绝不能为个人或少数人谋取私利
3、搭接接头 两块板料相叠,而在端部或侧面进行角焊,或加
上塞焊缝、槽焊缝连接的接头称为搭接接头。 由于搭接接头中两钢板中心线不一致,受力时产
生附加弯矩,会影响焊缝强度,因此,一般锅炉、压 力容器的主要受压元件的焊缝都不用搭接形式。
设计人员为使自己设计的结构或产品由制造人 员准确无误地加工制造出来,就必须把结构和产品 的施工技术条件在设计图样和设计说明书等设计文 件上详尽地表述出来。
对于焊接接头,设计人员一般采用有关标准规 定的焊缝符号和焊接方法代号来表示。
十字)接头。T形(十字)接头能承受各种方向的力和力矩。T形 接头是各种箱型结构中最常见的接头形式,在压力容器制造 中,插入式管子与筒体的连接、人孔加强圈与筒体的连接等 也都属于这一类。
由于T形(十字)接头焊缝向母材过渡较急剧,接头在外力作 用下力线扭曲很大,造成应力分布极不均匀、且比较复杂, 在角焊缝根部和趾部都有很大的应力集中。保证焊透是降低 T形接头应力集中的重要措施之一。
3.工作焊缝和联系焊缝 工作焊缝(又称承载焊缝)
焊缝与焊件串联成整体主要承担载荷的作用。焊缝 一旦断裂,钢结构就立即受到严重破坏。
一、焊接接头及焊缝 一是作为领导干部一定要树立正确的权力观和科学的发展观,权力必须为职工群众谋利益,绝不能为个人或少数人谋取私利
联系焊缝(又称非承载焊缝) 焊缝与两个或两个以上的焊件并联成整体(即连接作
一般情况下,焊条电弧焊焊接6mm厚度的焊件和 自动焊焊接14mm以下厚度的焊件时,可以不开坡口 就可以得到合格的焊缝,但板间要留有一定的间隙, 以保证熔敷金属填满熔池,确保焊透。
焊接符号及标注方法

一、焊接接头及焊缝
焊接接头的设计中对焊缝质量的要求、焊缝尺寸大 小、焊缝位置、工件厚度、几何尺寸、施工条件等不 同,决定了在选择焊接方法和制定工艺时的多样性。 合理的焊接接头设计与选择不仅能保证钢结构的焊缝 和整体的强度,还可以简化生产工艺,节省制造成本。
一、焊接接头及焊缝
设计和选择焊接接头的主要因素: (1)保证焊接接头满足使用要求; (2)接头形式能保证选择的焊接方法正常施焊; (3)接头形式应尽量简单,尽量采用平焊和自动焊焊接
一定几何形状并经装配后构成的沟槽。 开坡口:用机械、火焰或电弧等加工坡口的过程。 开坡口的目的: (1)是为保证电弧能深入到焊缝根部使其焊透,并获
得良好的焊缝成形以及便于清渣。 (2)对于合金钢来说,坡口还能起到调节母材金属和
填充金属比例(即熔合比)的作用。
一、焊接接头及焊缝
(1)根据板厚不同,对接焊缝的焊接边缘可分为卷边、 平对或加工成为V形、X形、K形和U形等坡口。
T形接头
一、焊接接头及焊缝
3、搭接接头 两块板料相叠,而在端部或侧面进行角焊,或加
上塞焊缝、槽焊缝连接的接头称为搭接接头。 由于搭接接头中两钢板中心线不一致,受力时产
生附加弯矩,会影响焊缝强度,因此,一般锅炉、压 力容器的主要受压元件的焊缝都不用搭接形式。
由于搭接接头使构件形状发生较大的变化,所以 应力集中要比对接接头的情况复杂得多,而且接头的 应力分布极不均匀。
(十字)接头。T形(十字)接头能承受各种方向的力和力矩。T 形接头是各种箱型结构中最常见的接头形式,在压力容器制 造中,插入式管子与筒体的连接、人孔加强圈与筒体的连接 等也都属于这一类。
由于T形(十字)接头焊缝向母材过渡较急剧,接头在外力作 用下力线扭曲很大,造成应力分布极不均匀、且比较复杂, 在角焊缝根部和趾部都有很大的应力集中。保证焊透是降低 T形接头应力集中的重要措施之一。
焊接符号及识图培训教材PPT(共 39张)
长度。
九. 五、 焊脚:
一○. 在脚焊缝的横截面中,从一个直角面上的焊趾到另一个直角 面表面的最小距离。
六、熔深: 在焊接接头的横截面上,母材或前道焊缝熔化的深度;
七、焊缝成形系数: 熔焊时,在单道缝横截面上焊缝宽度B与焊缝计算深度H的比值;
八、 余高: 超出母材表面连线上面的那部分焊缝金属的最大高度;
二、焊接电压(U): 在焊接过程中,电压表上的读数。
焊接是采用大电流、小电压的过程,在采用CO2气体 保护焊时,电压值基本上不会变化,变化很小,因为 采用的平特性电源进行焊接。
单位:伏特(V)
三、气体流量: 在焊接过程中,气体流量计上的读数
表示焊接时,保护气体的流速,每分钟气体从工作 站流入焊枪的体积数。
三、焊缝符号在图样上的标准位置说明: 在标准中对焊缝符号、尺寸符号和尺寸数值在指引线上的标
注位置有明确的规定,绘制焊接图时必须严格遵守。 将符号和数值相对基准线的标注位置分为A~G七个区。各区
相对基准线的位置固定,不论标注的箭头线方向如何变化,它 们相对基准线的位置不会改变。
焊缝符号的基本标注格式来自2:焊接符号表示的意义:
Z3------ 表示焊角高度为3mm; 4X50----- 表示有4段焊缝,每段长度为50mm; 135------焊接方法(熔化极非惰性气体保护焊); [1]------ 根据图纸技术要求,表示此项为CC或SC项
二、日本焊接符号举例:
焊接符号表示的意义:
四、常用焊接方法在图样的表示代号:
见下表
五、举例:(例1)
表示:焊高3,交错焊接,焊缝长50,间隔30,现 场配焊。
例2: 表示:焊点直径5,焊点数量10,间隔30。
例3:
焊接符号及标注方法

焊接符号及标注方法
摘自GB/ T 324 - 2008的相关内容 本标准规定了焊缝符号的表示规则 本标准适用于焊接接头的符号标注
目录
一、焊接接头及焊缝 二、焊接接头的表示方法 三、基本符号和指引线的位置规定 四、尺寸标注 五、焊缝符号的应用示例
一、焊接接头及焊缝
电弧焊接头包括4部分: 焊缝、熔合区、热影响区、焊缝附近的母材。
头、端接接头、套管接头、斜对接接头、卷边接头、 锁底对接接头等。
一、焊接接头及焊缝
焊接接头的基本类型
一、焊接接头及焊缝
1、对接接头 将同一平面上的两个被焊工件的边缘相对焊接
起来而形成的接头称为对接接头。 它是各冲焊接结构中采用最多、也是最完善的
一种接头形式,具有受力好、强度大和节省金属材料 的特点。
ቤተ መጻሕፍቲ ባይዱ
熔化焊焊接接头的组成
a)对接接头
b)搭接接头
1-焊缝金属 2-熔和线 3-热影响区 4-母材
一、焊接接头及焊缝
焊接过程使焊接接头具有以下力学特点: (1)焊接接头力学性能不均匀
由于焊接接头各区在焊接过程中进行着不同的焊接冶金 过程,并经受不同的热循环和应变循环的作用,各区的 组织和性能存在较大的差异,焊接接头组织的不均匀, 造成了整个接头力学性能的不均匀。 (2)焊接接头工作应力分布不均匀,存在应力集中
方法,少采用仰焊和立焊,且最大应力尽量不设在焊 缝上; (4)焊接工艺能保证焊接接头在设计温度和腐蚀介质中 正常工作; (5)焊接变形和应力小,能满足施工要求所需的技术、 人员和设备的条件; (6)尽量使焊缝设计成联系焊缝; (7)焊接接头便于检验; (8)焊接前的准备和焊接所需费用低; (9)对角焊缝不宜选择和设计过大的焊角尺寸,试验证 明,大尺寸角焊缝的单位面积承载能力较低等。
摘自GB/ T 324 - 2008的相关内容 本标准规定了焊缝符号的表示规则 本标准适用于焊接接头的符号标注
目录
一、焊接接头及焊缝 二、焊接接头的表示方法 三、基本符号和指引线的位置规定 四、尺寸标注 五、焊缝符号的应用示例
一、焊接接头及焊缝
电弧焊接头包括4部分: 焊缝、熔合区、热影响区、焊缝附近的母材。
头、端接接头、套管接头、斜对接接头、卷边接头、 锁底对接接头等。
一、焊接接头及焊缝
焊接接头的基本类型
一、焊接接头及焊缝
1、对接接头 将同一平面上的两个被焊工件的边缘相对焊接
起来而形成的接头称为对接接头。 它是各冲焊接结构中采用最多、也是最完善的
一种接头形式,具有受力好、强度大和节省金属材料 的特点。
ቤተ መጻሕፍቲ ባይዱ
熔化焊焊接接头的组成
a)对接接头
b)搭接接头
1-焊缝金属 2-熔和线 3-热影响区 4-母材
一、焊接接头及焊缝
焊接过程使焊接接头具有以下力学特点: (1)焊接接头力学性能不均匀
由于焊接接头各区在焊接过程中进行着不同的焊接冶金 过程,并经受不同的热循环和应变循环的作用,各区的 组织和性能存在较大的差异,焊接接头组织的不均匀, 造成了整个接头力学性能的不均匀。 (2)焊接接头工作应力分布不均匀,存在应力集中
方法,少采用仰焊和立焊,且最大应力尽量不设在焊 缝上; (4)焊接工艺能保证焊接接头在设计温度和腐蚀介质中 正常工作; (5)焊接变形和应力小,能满足施工要求所需的技术、 人员和设备的条件; (6)尽量使焊缝设计成联系焊缝; (7)焊接接头便于检验; (8)焊接前的准备和焊接所需费用低; (9)对角焊缝不宜选择和设计过大的焊角尺寸,试验证 明,大尺寸角焊缝的单位面积承载能力较低等。
焊接符号说明课件
(4)、基准线的虚线也可以画在基准线实线的上方,如图103c所示。
焊接符号说明
(5)、当箭头线直接指向焊缝时,基本符号应标注在实线侧, 如图7-33中的角焊缝符号。当箭头线指向焊缝的另一侧时,基 本符号应标注在基准线的虚线侧,如图7-32c中的V形焊缝的标 注以及7-33中下方的角焊缝。
图7-33 基本符号相对基准线的位置(双角焊缝)
焊接符号说明
❖ 闪光对焊的接头质量好,对接头表面的焊 前清理要求不高。常用于焊接受力较大的 重要工件。闪光对焊不仅能焊接同种金属, 也能焊接铝钢、铝铜等异种金属,可以焊 接0.01 mm的金属丝,也可以焊接直径500 mm的管子及截面为20 000 mm2激光束作为能源轰击工件所产生的热
焊接符号说明
金属焊接及钎焊方法的种类:
1.电弧焊 2.电阻焊 3.气焊 4.压焊 5.其它焊接方法 6.硬钎焊软钎焊钎接焊
焊接符号说明
金属焊接及钎焊方法在图样上的表示代号
❖ 电弧焊
11 无气体保护的电弧焊
111手弧焊涂料焊条熔化极电弧焊 112重力焊涂料焊条重力电弧焊 113光焊丝电弧焊
114药芯焊丝电弧焊
量进行焊接。 激光焊具有如下特点: 1)激光束能量密度大,加热过程极短,焊点小,热影响区 窄,焊接变形小,焊件尺寸精度高; 2)可以焊接常规焊接方法难以焊接的材料,如焊接钨、钼、 钽、锆等难熔金属; 3)可以在空气中焊接有色金属,而不需外加保护气体; 4)激光焊设备较复杂,成本高。
激光焊可以焊接低合金高强度钢、不锈钢及铜、镍、钛 合金等;异种金属以及非金属材料(如陶瓷、有机玻璃等); 目前主要用于电子仪表、航空、航天、原子核反应堆等领域。
在焊缝基本符号的上侧或下侧,标注坡口角度α; 坡口面角度β和根部间隙b。
焊接符号及标注方法.

二、焊接接头的表示方法
5、带钝边单边V形焊缝
基本符号
符号
示意图
二、焊接接头的表示方法
6、带钝边U形焊缝
基本符号
符号
示意图
二、焊接接头的表示方法
7、带钝边J形焊缝
基本符号
符号
示意图
二、焊接接头的表示方法
8、角焊缝
基本符号
符号
示意图
二、焊接接头的表示方法
9、封底焊缝
基本符号
符号
示意图
二、焊接接头的表示方法
对接焊缝坡口型式
一、焊接接头及焊缝
(2)根据焊件厚度、结构形式及承载情况不同, 角接接头和T形接头的坡口形式可分为I形、带钝边的 单边V形坡口和K形坡口等。
角接和T形接头的坡口 a) I形 b) 单边V形(带钝边) c) K形(带钝边)
一、焊接接头及焊缝
2.坡口的设计原则 坡口的形式和尺寸主要根据钢结构的板厚、选用的
焊接方法、焊接位置和焊接工艺等来选择和设计。 1) 焊缝中填充的材料少; 2) 具有好的可焊性; 3) 坡口的形状应容易加工; 4) 便于调整焊接变形;
一般情况下,焊条电弧焊焊接6mm厚度的焊件和 自动焊焊接14mm以下厚度的焊件时,可以不开坡口 就可以得到合格的焊缝,但板间要留有一定的间隙, 以保证熔敷金属填满熔池,确保焊透。
(十字)接头。T形(十字)接头能承受各种方向的力和力矩。T 形接头是各种箱型结构中最常见的接头形式,在压力容器制 造中,插入式管子与筒体的连接、人孔加强圈与筒体的连接 等也都属于这一类。
由于T形(十字)接头焊缝向母材过渡较急剧,接头在外力作 用下力线扭曲很大,造成应力分布极不均匀、且比较复杂, 在角焊缝根部和趾部都有很大的应力集中。保证焊透是降低 T形接头应力集中的重要措施之一。
焊接符号及标注方法
接頭A的非箭頭側 接頭A
接頭A的箭頭側 箭頭線
三、基本符號和指引線的位置規定 4、基本符號與基準線的相對位置 • 基本符號在實線側時,表示焊縫在箭頭側。
焊縫在箭頭側
焊縫在箭頭側
三、基本符號和指引線的位置規定 基本符號在虛線側時,表示焊縫在非箭頭側。
焊縫在非箭頭 側
焊縫在非箭頭 側
三、基本符號和指引線的位置規定 對稱焊縫允許省略虛線。
由於焊接接頭存在幾何不連續性,致使其工作應力是 不均勻的,存在應力集中。
當焊縫中存在工藝缺陷,焊縫外形不合理或接頭形式 不合理時,將加劇應力集中程度,影響接頭強度,特別 是疲勞強度。
一、焊接接頭及焊縫
(3)由於焊接的不均勻加熱,引起焊接殘餘應力及變形 焊接是局部加熱的過程,電弧焊時,焊縫處最高溫
度可達材料沸點,而離開焊縫處溫度急劇下降,直至室 溫。這種不均勻溫度場將在焊件中產生殘餘應力及變形。 (4)焊接接頭具有較大的剛性
搭接接頭
一、焊接接頭及焊縫
搭接接頭除兩鋼板疊在端面或側面 焊接外,還有開槽焊和塞焊(圓孔 和長孔)等。 開槽焊搭接接頭的構造如圖所示。 先將被連接件沖切成槽,然後用焊 縫金屬填滿該槽,槽焊焊縫斷面為 矩形,其寬為被連接件厚度的兩倍, 開槽長度應比搭接長度稍短一些。
一、焊接接頭及焊縫
塞焊是在被連接的鋼板上鑽孔來代替槽焊的槽,用 焊縫金屬將孔填滿使兩板連接起來,塞焊可分為圓 孔內塞焊和長孔內塞焊兩種,如圖所示。
焊縫是構成焊接接頭的主體部分,對接接頭焊縫、角接 接頭焊縫是焊縫的基本形式。
一、焊接接頭及焊縫
1.對接焊縫 對接焊縫是沿著兩個焊件之間形成的,有不開坡
口(或開I形坡口)和開坡口的兩種。焊縫表面形狀有 上凸的和與表面平齊的。 2.角焊縫
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ppt课件
3
一、焊接接头及焊缝
焊接过程使焊接接头具有以下力学特点:
(1)焊接接头力学性能不均匀 由于焊接接头各区在焊接过程中进行着不同的焊接冶金 过程,并经受不同的热循环和应变循环的作用,各区的 组织和性能存在较大的差异,焊接接头组织的不均匀 , 造成了整个接头力学性能的不均匀。 (2)焊接接头工作应力分布不均匀,存在应力集中 由于焊接接头存在几何不连续性,致使其工作应力是不 均匀的,存在应力集中。 当焊缝中存在工艺缺陷,焊缝外形不合理或接头形式不 合理时,将加剧应力集中程度,影响接头强度,特别是 4 ppt课件 疲劳强度。
T形接头
ppt课件
10
一、焊接接头及焊缝
3、搭接接头 两块板料相叠,而在端部或侧面进行角焊,或加 上塞焊缝、槽焊缝连接的接头称为搭接接头。 由于搭接接头中两钢板中心线不一致,受力时产 生附加弯矩,会影响焊缝强度,因此,一般锅炉、压 力容器的主要受压元件的焊缝都不用搭接形式。
由于搭接接头使构件形状发生较大的变化,所以 应力集中要比对接接头的情况复杂得多,而且接头的 应力分布极不均匀。 在搭接接头中,根据搭接角焊缝受力方向的不同, 可以将搭接角焊缝分为正面角焊缝、侧面角焊缝和斜 向角焊缝。
1、对接接头
将同一平面上的两个被焊工件的边缘相对焊接 起来而形成的接头称为对接接头。
它是各冲焊接结构中采用最多、也是最完善的 一种接头形式,具有受力好、强度大和节省金属材 料的特点。 但是,由于是两焊件对接连接,被连接件边缘 加工及装配要求则较高。在焊接生产中,通常使对 接接头的焊缝略高于母材板面。由于余高的存在造 成构件表面的不光滑,在焊缝与母材的过渡处会引 起应力集中。
ppt课件
8
一、焊接接头及焊缝
对接接头的几种形式
ppt课件
9
一、焊接接头及焊缝
2、T形接头
将相互垂直的被连接件用 角焊缝 连接起来的接头称为 T 形 (十字)接头。T形(十字)接头能承受各种方向的力和力矩。T 形接头是各种箱型结构中最常见的接头形式,在压力容器 制造中,插入式管子与筒体的连接、人孔加强圈与筒体的 连接等也都属于这一类。 由于T形(十字)接头焊缝向母材过渡较急剧,接头在外力作 用下力线扭曲很大,造成应力分布极不均匀、且比较复杂, 在角焊缝根部和趾部都有很大的应力集中。保证焊透是降 低T形接头应力集中的重要措施之一。
ppt课件
5
一、焊接接头及焊缝
(一)接头的基本形式
焊接接头(简称接头):用焊接方法连接的接头。
常用的焊接接头:
对接接头、T形接头、十字接头、搭接接头、角接接 头、端接接头、套管接头、斜对接接头、卷边接头、 锁底对接接头等。
ppt课件
6
一、焊接接头及焊缝
焊接接头的基本类型
ppt课件
7
一、焊接接头及焊缝
设计和选择焊接接头的主要因素: (1)保证焊接接头满足使用要求; (2)接头形式能保证选择的焊接方法正常施焊; (3)接头形式应尽量简单,尽量采用平焊和自动焊焊接 方法,少采用仰焊和立焊,且最大应力尽量不设在焊 缝上; (4)焊接工艺能保证焊接接头在设计温度和腐蚀介质中 正常工作; (5)焊接变形和应力小,能满足施工要求所需的技术、 人员和设备的条件;
(6)尽量使焊缝设计成联系焊缝;
(7)焊接接头便于检验; (8)焊接前的准备和焊接所需费用低;
ppt课件 17
一、焊接接头及焊缝
ppt课件
18
一、焊接接头及焊缝
ppt课件
19
一、焊接接头及焊缝
(二)焊缝的基本形式
焊缝:焊件经焊接后所形成的结合部分。 分类: 1、按空间位置可分为:平焊缝、横焊缝、立焊缝、仰焊缝; 2、按结合方式可分为:对接焊缝、角焊缝、塞焊缝; 3、按焊缝断续情况可分为:连续焊缝、断续焊缝; 4、按承载方式可分为:工作焊缝、联系焊缝。 焊缝是构成焊接接头的主体部分,对接接头焊缝、角接接 头焊缝是焊缝的基本形式。
角接接头 ppt课件14一Fra bibliotek焊接接头及焊缝
选择接头形式时,主要根据产品的结构,并综 合考虑受力条件、加工成本等因素。
例如:
对接接头 具有受力均匀、节省金属等优点,故应 用最多。但是,对接接头对下料尺寸和组装的要求 比较严格。
T形接头焊缝大多数情况下只承受较小的切应力或 仅作为联系焊缝。 搭接接头 对装配要求不高,也易于装配,但接头 承载能力低,一般用在不重要的结构中。
一、焊接接头及焊缝
(3)由于焊接的不均匀加热,引起焊接残余应力及变形
焊接是 局部加热 的过程,电弧焊时,焊缝处最高温度 可达材料沸点,而离开焊缝处温度急剧下降,直至室 温。这种不均匀温度场将在焊件中产生残余应力及变 形。 (4)焊接接头具有较大的刚性 通过焊接,焊缝与构件组成整体,所以与铆接或胀接 相比,焊接接头具有较大的刚性。
ppt课件
15
一、焊接接头及焊缝
焊接接头的设计中对焊缝质量的要求、焊缝尺寸大 小、焊缝位置、工件厚度、几何尺寸、施工条件等 不同,决定了在选择焊接方法和制定工艺时的多样 性。合理的焊接接头设计与选择不仅能保证钢结构 的焊缝和整体的强度,还可以简化生产工艺,节省 制造成本。
ppt课件
16
一、焊接接头及焊缝
焊接符号及标注方法
ppt课件
1
目录
一、焊接接头及焊缝 二、焊接接头的表示方法 三、基本符号和指引线的位置规定 四、尺寸标注 五、焊缝符号的应用示例
ppt课件 2
一、焊接接头及焊缝
电弧焊接头包括4部分: 焊缝、熔合区、热影响区、焊缝附近的母材。
熔化焊焊接接头的组成 a)对接接头 b)搭接接头 1-焊缝金属 2-熔和线 3-热影响区 4-母材
塞焊是在被连接的钢板上钻孔来代替槽焊的槽, 用焊缝金属将孔填满使两板连接起来,塞焊可分为 圆孔内塞焊和长孔内塞焊两种,如图所示。
ppt课件
13
一、焊接接头及焊缝
4、角接接头 两钢板成一定角度,在钢板边缘焊接的接头称 为角接接头。角接头多用于箱形构件,骑座式管接 头和筒体的连接,小型锅炉中火筒和封头连接也属 于这种形式。 与T形接头类似,单面焊的角接接头承受反向弯 矩的能力极低,除了钢板很薄或不重要的结构外, 一般都应开坡口两面焊,否则不能保证质量。
搭接接头
ppt课件
11
一、焊接接头及焊缝
搭接接头除两钢板叠在端面或 侧面焊接外,还有开槽焊和塞焊 (圆孔和长孔)等。
开槽焊搭接接头的构造如图所 示。先将被连接件冲切成槽,然 后用焊缝金属填满该槽,槽焊焊 缝断面为矩形,其宽为被连接件 厚度的两倍,开槽长度应比搭接 长度稍短一些。
ppt课件
12
一、焊接接头及焊缝