德迅lcp简介
LCP(液晶聚合物)基本特性及介绍
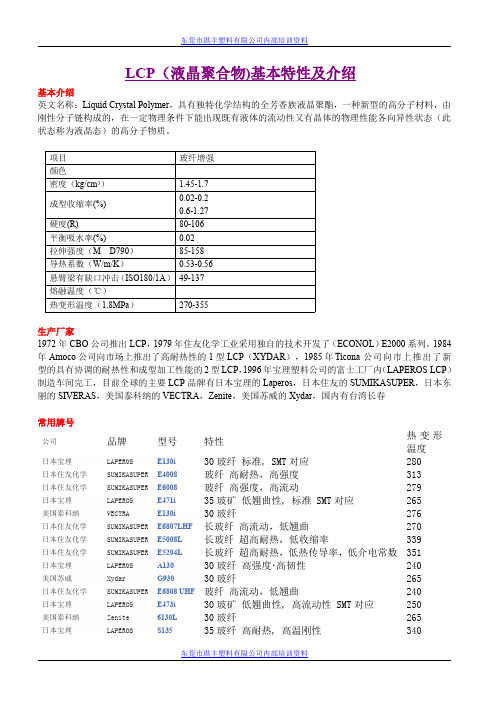
LCP(液晶聚合物)基本特性及介绍基本介绍英文名称:Liquid Crystal Polymer,具有独特化学结构的全芳香族液晶聚酯,一种新型的高分子材料,由刚性分子链构成的,在一定物理条件下能出现既有液体的流动性又有晶体的物理性能各向异性状态(此状态称为液晶态)的高分子物质。
项目玻纤增强颜色密度(kg/cm3) 1.45-1.7成型收缩率(%)0.02-0.2 0.6-1.27硬度(R)80-106平衡吸水率(%)0.02拉伸强度(M D790)85-158导热系数(W/m/K)0.53-0.56悬臂梁有缺口冲击(ISO180/1A)49-137熔融温度(℃)热变形温度(1.8MPa)270-355生产厂家1972年CBO公司推出LCP,1979年住友化学工业采用独自的技术开发了(ECONOL)E2000系列,1984年Amoco公司向市场上推出了高耐热性的1型LCP(XYDAR),1985年Ticona公司向市上推出了新型的具有协调的耐热性和成型加工性能的2型LCP,1996年宝理塑料公司的富士工厂内(LAPEROS LCP)制造车间完工,目前全球的主要LCP品牌有日本宝理的Laperos,日本住友的SUMIKASUPER,日本东丽的SIVERAS,美国泰科纳的VECTRA,Zenite,美国苏威的Xydar,国内有台湾长春常用牌号公司品牌型号特性热变形温度日本宝理LAPEROS E130i30玻纤标准,SMT对应280日本住友化学SUMIKASUPER E4008玻纤高耐热,高强度313日本住友化学SUMIKASUPER E6008玻纤高强度,高流动279日本宝理LAPEROS E471i35玻矿低翘曲性,标准SMT对应265美国泰科纳VECTRA E130i30玻纤276日本住友化学SUMIKASUPER E6807LHF长玻纤高流动,低翘曲270日本住友化学SUMIKASUPER E5008L长玻纤超高耐热,低收缩率339日本住友化学SUMIKASUPER E5204L长玻纤超高耐热,低热传导率,低介电常数351日本宝理LAPEROS A13030玻纤高强度・高韧性240美国苏威Xydar G93030玻纤265日本住友化学SUMIKASUPER E6808UHF玻纤高流动,低翘曲240日本宝理LAPEROS E473i30玻矿低翘曲性,高流动性SMT对应250美国泰科纳Zenite6130L30玻纤265日本宝理LAPEROS S13535玻纤高耐热,高温刚性340产品系列主要特性1.物理性能:自增强性,具有异常规整的纤维状结构特点,因而不增强的液晶塑料即可达到甚至超过普通工程塑料用百分之几十玻璃纤维增强后的机械强度及其模量的水平;不增强时的收缩高异向性,纤维填充后可稍微降低,这种特性和其他塑料刚好相反;很高尺寸稳定性和尺寸精度;2.力学性能:优异的机械性能;厚度越薄,拉伸强度越大;熔接强度低;性能与树脂流动方向相关;几乎为零的蠕变;耐磨、减磨性优越;线性热膨胀率接近金属;机械特性中却存在各向异性3.耐热性能:优异的耐热性,热分解温度500℃,高的热变形温度(160-340℃与品级有关)、连续使用温度(-50~240℃)、耐焊锡焊温度(260℃、10秒~310℃、10秒)4.燃烧性能:有着出色的难燃性,不含有阻燃剂,其燃烧等级达到UL94V-0级水平,燃烧产物主要是二氧化碳和水,在火焰中不滴落,不产生有毒烟雾5.化学稳定性:耐腐蚀性能,LCP 制品在浓度为90%酸及浓度为50%碱存在下不会受到侵蚀,对于工业溶剂、燃料油、洗涤剂及热水,接触后不会被溶解,也不会引起应力开裂。
液晶高分子LCP简介演示

光学器件
其他领域
LCP独特的光学性能使其在光学器件如光栅 、偏振片、光学薄膜等方面具有广泛应用 。
LCP还可应用于汽车、医疗器械、体育器材 等领域,满足各种特殊性能需求。
0法
将LCP溶于适当的溶剂中,通过纺丝、涂膜等方法制造成型。溶液法具有制造 工艺简单的优点,但需要大量溶剂,且溶剂回收成本高。
应用前景
由于LCP的优异性能,它在工程塑料、电子电器、汽车零部件、航空航天等领域具有广泛的应用前景。未来随着 科技的进步和LCP改性技术的不断发展,LCP的应用领域将进一步拓展。
04
LCP的环保与可持续发展
LCP的环保性能
生物可降解性
01
LCP具有生物可降解性,可以在自然环境中被微生物分解为无害
熔融法
将LCP加热至熔点以上,通过挤出、注射等成型方法制造。熔融法具有制造成本 低、生产效率高的优点,但需要较高的加工温度,对设备要求较高。
LCP的制造原理
LCP的分子结构中包含刚性的液晶基元和柔性的高分子链,通过控制分子结构和 加工条件,可以实现LCP的液晶态和高分子态之间的转化,从而具有优异的物理 性能和加工性能。
感谢观看
熔融法生产技术与设备
熔融法生产LCP的主要设备包括加热炉、挤出机、注射机等 。其中,挤出机和注射机是实现LCP成型的核心设备,其加 热系统、传动系统、控制系统等都需要高精度、高稳定性的 设计和制造。
03
LCP的性能测试与分析
LCP的物理性能测试
1 2 3
热性能
LCP具有优异的热稳定性,可承受高温环境,同 时其热变形温度也较高,表现出良好的耐热性。
在制造过程中,通过控制温度、压力、剪切力等参数,可以使LCP分子在有序排 列的同时进行高分子链的运动和交联,从而形成具有优异性能的LCP材料。
LCP行业市场调研分析报告

LCP行业市场调研分析报告LCP(Liquid Crystal Polymer)是一种高性能的工程塑料,具有低比重、高强度、低热膨胀系数、低燃点和优良的电性能等特点。
LCP市场主要分为电子电器、汽车制造和航空航天三个领域。
本文通过对LCP行业市场的调研分析,为读者提供了一份详尽的报告。
一、LCP市场概况LCP是一种高性能工程塑料,在电子电器、汽车制造和航空航天等领域的应用越来越广泛。
根据调研数据,LCP市场在过去几年保持了稳定的增长态势,预计未来几年仍将保持较高的增长率。
二、LCP市场需求分析1.电子电器领域:LCP在电子电器领域主要用于制造电子芯片封装材料、平板显示器背板和灯具等产品。
随着信息技术的快速发展,电子电器市场对高性能材料的需求不断增加,因此LCP市场在这个领域具有很大的潜力。
2.汽车制造领域:LCP在汽车制造领域主要用于生产汽车电子零部件、传感器和线束等产品。
随着电动汽车和智能汽车的快速发展,对高性能塑料材料的需求也在不断增加,LCP市场在这个领域的前景广阔。
3.航空航天领域:LCP在航空航天领域主要用于制造飞机零部件和卫星部件等产品。
航空航天领域对材料的要求非常高,LCP作为一种高性能材料,在这个领域具有很大的应用潜力。
三、LCP市场竞争情况分析目前,全球LCP市场竞争较为激烈,主要厂商包括Toray、Solvay、Celanese、Polyplastics和Sumitomo Chemical等。
这些厂商在技术、产品质量和供应链管理等方面具有一定的竞争优势。
此外,中国也有一些国内企业在LCP市场上崛起,如上海三华、深圳正飞和浙江韩高等。
四、LCP市场发展趋势分析1.新型应用的涌现:随着科技的不断发展,LCP在医疗器械、光电子和新能源等领域的应用将逐渐增多,这对LCP市场的发展具有积极影响。
2.创新技术的推动:随着LCP技术的不断创新,LCP的性能将会得到进一步提升,为LCP市场的发展提供更多的机会。
LCP基本特性及介绍
LCP基本特性及介绍
不可以直接抄袭
液晶聚合物(Liquid Crystal Polymer,简称LCP)是一种合成高分
子物质,它在室温情况下具有液晶特性,由于其具有固体液晶的特性,液
晶聚合物可用于多种电子元件的加工,成为薄膜平板和彩色电视等电子产
品的基本原料,及硅场效应晶体管(FET)、热敏电阻器、液晶材料等等。
液晶聚合物由于其具有良好的柔性和刚性,并具有优异的抗拉强度和
抗折强度,因此有着广泛的用途,主要用于制造宽带电缆、读写头、电子
元件、电子和电气线缆、电缆管件、抗静电电缆、热电子元件,以及无线
电和射频系统等应用。
液晶聚合物(LCP)是一种聚合物材料,它拥有固态液晶的特性,即
在室温(25℃)下可以凝固的液态结构,在低温条件下具有液晶相。
它与传
统的热塑性材料非常不同,可以热成型和热挤出成型,可以很好地保持其
形状,因此,在微型化和细小化过程中具有良好的应用前景。
液晶聚合物具有独特的性能,可以满足特定的电子装配应用,如:高
热稳定性、高频介电特性、低熔点、成型性好、低杂质、吸收率低、耐老
化性好等。
连接器用高温材料LCP及PPA材料性能
PRODUCER DZT POLYPLASTICS DUPONT SUMITOMO DIC
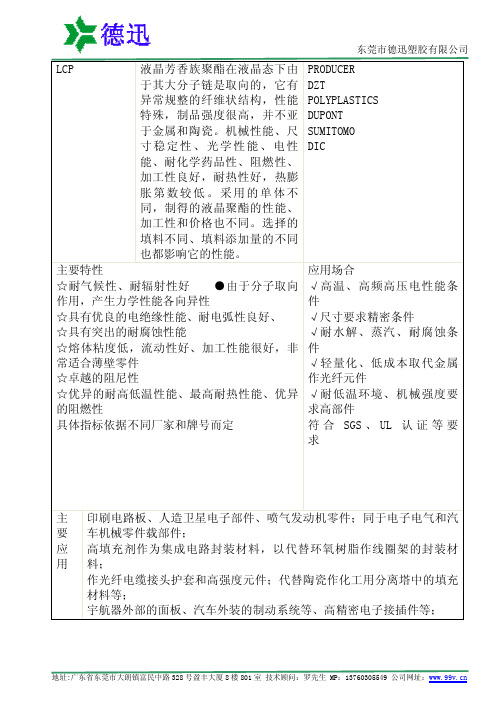
主要特性 ☆耐气候性、耐辐射性好 ●由于分子取向 作用,产生力学性能各向异性 ☆具有优良的电绝缘性能、耐电弧性良好、 ☆具有突出的耐腐蚀性能 ☆熔体粘度低,流动性好、加工性能很好,非 常适合薄壁零件 ☆卓越的阻尼性 ☆优异的耐高低温性能、最高耐热性能、优异 的阻燃性 具体指标依据不同厂家和牌号而定
地址:广东省东莞市大朗镇富民中路 328 号盈丰大厦 8 楼 801 室 技术顾问:罗先生 MP:13760305549 公司网址:
PPA
主 要 应 用
☆ 汽车部件,包括燃油、传动及发动机系统,可减轻重量、降低成本 并提供长时间的使用寿命; ☆ 芯片组和插座、杯体焊接支座; ☆ 片状电容器、开关及微型喇叭、制作高密度的印刷电路板连接器; ☆ 用于耐磨要求极高的场合,例如无润滑轴承、密封、轴承隔离环和 往复开压缩机零件; ☆ 连接器、控制器、传感器、马达及其它关键电子部件;
东莞市德迅塑胶有限公司
LCP
液晶芳香族聚酯在液晶态下由 于其大分子链是取向的,它有 异常规整的纤维状结构,性能 特殊,制品强度很高,并不亚 于金属和陶瓷。机械性能、尺 寸稳定性、光学性能、电性 能、耐化学药品性、阻燃性、 加工性良好,耐热性好,热膨 胀第数较低。采用的单体不 同,制得的液晶聚酯的性能、 加工性和价格也不同。选择的 填料不同、填料添加量的不同 也都影响它的性能。
地址:广东省东莞市大朗镇富民中路 328 号盈丰大厦 8 楼 801 室 技术顾问:罗先生 MP:13760305549 公司网址:
东莞市德迅塑胶有限公司
改 性 聚 对 苯 二 酰 对 苯 二 胺 PRODUCER (PPA)塑料的热变形温度高达 300℃以上,连续使用温度可达 170℃,能满足您所需的短期和 长期的热性能。它可在宽广的温 度范围内和高湿度环境中保持其 优越的机械 性特性— 强度、硬 度、耐疲劳性及抗蠕变性。增韧 吕级 PPA 结合优越的韧度与一定 范围的硬度和柔性,在扣件中要 求一次性使用的刚性、以及重复 性使用中挠屈性的良好选择。同 时提供特殊品级的产品应用于可 喷涂和可电镀的表面,防火性、 耐乙二醇性及反身性要求的应用 主要特性 应用场合 ☆PPA 强度、韧度和硬度优越性能,以及其良 与 PA46 相比 好的耐热件,耐化学性及抗开裂能力 √PPA 具有比 PA46 更高的热稳 ☆PPA 由于高温和高湿环境下仍能保持强度和 定性; 硬度,可在传统的尼龙和聚酯所无法随的就用 √PPA 具 有 比 PA46 更 好 的 中替换金属 CTI/ 耐 电 弧 能 和 红 外 同 流 能 ☆PPA 塑料还具有优越的表面光泽性。可以对 力; 其进行着色而避免了表面喷涂,从而有助于降 √PPA 具有比 PA46 更好的耐化 低表面划痕和刮痕的明显程度 学性; ☆PPA 塑料还具有良好的可加工性,并允许短 符 合 SGS 、 UL 认 证 等 要 的注塑循环时间 求
lcp材料

lcp材料LCP材料(Liquid Crystal Polymer Material)是一种具有很高优势的高性能工程塑料,在工业界有着广泛的应用。
它具有高强度、高刚度、高耐热性、低线性热膨胀系数、优秀的电气绝缘性能和耐化学腐蚀性能等特点。
首先,LCP材料具有很高的强度和刚度。
与其他常见的塑料相比,如聚乙烯、聚丙烯等,LCP具有更高的拉伸强度和弯曲刚度。
这使得LCP材料可以在高负荷和高温的环境下正常工作,因此在汽车工业、电子产品和航空航天等领域应用广泛。
其次,LCP材料具有很好的耐热性。
LCP的熔点在270-350摄氏度之间,可以长时间在高温环境下使用而不会失去其性能。
这使得LCP材料在高温环境下的应用如炉具、炉管等非常广泛。
此外,LCP材料具有很低的线性热膨胀系数。
线性热膨胀系数是材料在温度变化下长度变化的比例系数。
LCP材料具有很低的线性热膨胀系数,这意味着在温度变化时其尺寸变化很小,因此LCP材料可以在温度波动大的环境下保持稳定的尺寸,适用于精密仪器、光学设备等场合。
除了上述特点外,LCP材料还具有优异的电气绝缘性能和耐化学腐蚀性能。
它的电气绝缘性能非常好,能够在高电压和高频率的条件下维持其绝缘性能,因此在电子产品和通信设备中被广泛应用。
此外,LCP材料也具有良好的耐化学腐蚀性能,可以抵御酸性、碱性和溶剂等化学物质的侵蚀,确保其在恶劣环境下的使用寿命。
综上所述,LCP材料具有高强度、高刚度、高耐热性、低线性热膨胀系数、优秀的电气绝缘性能和耐化学腐蚀性能等特点。
这些特点使得LCP材料在众多领域中有着广泛的应用前景,特别是在汽车工业、电子产品和航空航天等高要求的领域,它的应用前景更为广阔。
连接器常见问题-起泡
地址:广东省东莞市大朗镇富民中路 328 号盈丰大厦 8 楼 801 室
电话:+86-769-82236758
公司网址:
传统 LCP 分子链为简单的直链
塑料lcp用途

塑料lcp用途LCP(Liquid Crystal Polymer)是一种特种工程塑料,以其优良的物理、化学和电气特性而闻名于世。
它具有高强度、低热膨胀系数、优异的耐高温性能、良好的电性能和耐化学腐蚀性能等优点,适用于广泛的应用领域。
首先,LCP的高强度和优良的机械性能使其成为制造电子产品的重要材料。
它可以用于制造电子插座、连接器、绝缘体和导线,用于提供可靠的电气连接和保护性能。
LCP还可以用于制造电子通讯设备中的天线、开关、平台和射频(RF)模块等关键组件,以提供稳定的信号传输和高度精确的功能。
其次,LCP的低热膨胀系数使其成为高精度机械零件的理想选择。
在制造领域,LCP可以用于制造精密仪器和设备,如精密仪表、光学元件、线轴、凸轮和齿轮等。
由于LCP在温度变化下的线膨胀非常小,可以减少由于热膨胀引起的机械失配和变形,提高零件的准确性和稳定性。
此外,LCP的优异的耐高温性能使其在汽车、航空航天和电力行业中得到广泛应用。
在汽车行业中,LCP被用于制造引擎盖、发动机部件、传感器套件和电子模块等,以提供耐高温和高性能的材料选择。
在航空航天领域,LCP被用于制造航空发动机部件、燃油系统组件和复杂的电子设备等,以适应极端的温度和环境条件。
在电力行业中,LCP还可以用于制造电缆保护套、高压电线绝缘体和电子控制面板等,以满足电力设备的高温和高压要求。
此外,LCP还可以用于制造医疗设备和生物医学器件。
由于其优异的生物相容性和耐化学腐蚀性能,LCP可以用于制造人工器官、手术器械、药物递送系统和植入式医疗设备等。
LCP材料在医疗领域中的广泛应用是因为其耐高温、耐腐蚀且稳定性高的特性,以及因其材料的特性可以很好地满足人类生物体的生物相容性和生物同构性要求。
最后,LCP还可以用于制造电子印刷电路板(PCB)。
由于LCP具有低介电常数和低损耗因子,在高频电子设备中具有较低的信号衰减和传输损耗。
此外,LCP 材料具有良好的耐热性和耐久性,可以抵抗PCB制造过程中的热应力和环境腐蚀。
LCP材料介绍LCP是什么材料

LCP材料介绍LCP是什么材料LCP(Liquid Crystal Polymer)是一种特殊结构的高性能工程塑料,由于其独特的物理特性,被广泛应用于电子、汽车、医疗、航空航天等领域。
LCP材料具有低热膨胀系数、高耐高温性能、优异的电气性能和机械性能等特点,使其成为替代传统塑料的重要材料之一、下文将对LCP材料的特性、用途和制备方法进行详细介绍。
一、LCP材料的特性1.低热膨胀系数:LCP材料具有极低的线膨胀系数,使其在高温环境下保持较好的尺寸稳定性。
这一特性使得LCP材料广泛应用于高精度的电子封装和连接器等领域。
2.高耐高温性能:LCP材料具有出色的高温稳定性,能够在较高温度下保持良好的力学性能和尺寸稳定性。
因此,LCP材料被广泛应用于要求高温环境下工作的电子器件、汽车零部件等领域。
3.优异的电气性能:LCP材料具有优良的绝缘性能、低介电常数和低介电损耗等特点,使其成为高频电子器件和微波组件的理想材料。
此外,LCP材料还具有优异的抗ESD(静电放电)性能,可用于防止静电对电子器件的损害。
4.优良的机械性能:LCP材料具有较高的强度和刚度,具有很好的耐疲劳性和抗冲击性能。
这使得LCP材料适用于要求高机械性能的零件制造,如汽车零件、工业零件等。
二、LCP材料的应用领域1.电子领域:LCP材料被广泛应用于电子器件的封装和连接器,如手机、平板电脑、计算机等产品中的芯片封装、电路板连接器等。
由于LCP材料具有低热膨胀系数和高耐高温性能,可以在高温环境下保持器件的稳定性。
2.汽车领域:LCP材料具有优异的耐高温性能和机械性能,使其成为汽车领域中的重要材料。
它可用于制造汽车零部件,如传感器、电线连接器、汽车仪表板等。
3.医疗领域:由于LCP材料具有优良的化学稳定性和生物相容性,被广泛应用于医疗设备的制造,如手术器械、人工心脏瓣膜等。
LCP材料对光学器件的透明性能也很好,可以用于制造医学成像设备。
4.航空航天领域:在航空航天领域,对材料的耐高温性能和轻量化要求非常高。
LCP 简介

1. Introduction1. IntroductionThere is a need to develop materials which are light weight, of high strength, and of high stiffness. This combination of properties would allow these materials to supplant areas that have traditionally relied on metal, such as the automotive and aerospace industries. Polymers have an advantage over metal because of their light weight, with densities around 0.9 to 1.4 g/cm3 . Typical metals used in engineering applications have densities from 2.7 to 8.2 g/cm3. However, metals show superior mechanical properties, with tensile moduli of 45 to 205 GPa and tensile strengths of 90 MPa to 850 MPa [1]. The properties of commodity thermoplastics are usually much lower, with moduli of 0.1 to 3.5 GPa and strengths of 1 to 100 MPa [2].To increase the strength and stiffness of thermoplastics, they have been combined with fibers to create composites. Typically, this reinforcement has been generated by compounding short fiber into the matrix or impregnating a fiber weave with polymer. The fiber reinforcement has ordinarily been glass, graphite, carbon, or aromatic polyamide. Glass fiber has been the most common form of reinforcement because of its low cost and the experience in using glass as a reinforcing agent [3].However, the use of glass fiber for reinforcement possesses several drawbacks. The most important of these drawbacks for the automotive industry is its high density. A part made of polyethylene terephthalate with 30 volume percent glass has 45 percent of its weight from the glass reinforcement, resulting in a density of 1.70 g/cm3. This is too heavy for many applications, such as automotive door panels and floor boards. Another shortcoming is found in recycling glass-filled thermoplastics. Recycling is primarily limited to regrinding the material and reprocessing it, which causes further fiber breakage and lowering of the fiber aspect ratio. Since there is no method of recreating high aspect ratios, the recycled materials are usually mixed with virgin polymer to achieve an acceptable distribution of fiber lengths that will yield the desired performance. Addition of fiber also: 1) increases matrix viscosity, 2) causes abrasive wear which shortens the life of processing equipment, 3) can not be used in injection molding which requires fine detail, 4) produces a poor surface finish, and 5) tends not to reach optimum reinforcement potential due to fiber breakage.The purpose of this chapter is to delineate how thermotropic liquid crystalline polymers (TLCPs) may be the material to use for surmounting some of these problems. This will include a discussion of TLCPs and the mechanical properties they possess. Blends with thermoplastics will also be presented to illustrate their potential as the reinforcing phase in composites. Emphasis will be placed on what advantages and disadvantages are observed by using TLCPs and TLCP based composites.1.1 Liquid Crystalline PolymersLiquid crystalline polymers (LCPs) possess a phase of matter intermediate to the isotropic liquid and solid crystal states called a meso phase or meso morphic phase (from the Greek mesos, meaning middle or intermediate). There are three types of mesophases recognized by Friedel [4], which are defined by their type of ordering. Smectic mesophases show ordering in two directions, which is manifested as the polymer chains both lying parallel to one another (orientational order) and long-range stratification normal to the chain axes (positional order). These liquid crystalline phases often possess certain properties similar to those of soaps, hence the name smectic. Nematic mesophases show only orientational order, manifested as the polymer chains lying parallel to one another along one axis. This axis establishes the nematic director, or optic axis in the fluid. The term "nematic" derives from the Greek word for thread because when viewed under crossed polarizers, thread-like extinction bands are observed. A subset of the nematic mesophase is the cholesteric, or more properly the chiral nematic mesophase. It is nematic because each plane of polymer chains has a nematic director, but has the additional feature that the directors show a cumulative twist as each plane is examined in sequence. The twist is created by the chiral centers in the mesogens exerting asymmetrical intermolecular forces between the nematic layers [5]. The result of this twisting is the creation of a periodic helical structure ( refer to Figure 1.1).A distinction between types of liquid crystalline polymers can be made based on whether they are liquid crystalline in solution or in the melt. Lyotropic liquid crystalline polymers (LLCPs) exhibit liquid crystallinity in solutions. This is controlled by the solvent used, the temperature of the solvent, and the concentration of polymer. Typically LLCPs can not exhibit liquid crystallinity in the melt because they degrade before melting. Thermotropic liquid crystalline polymers (TLCPs) show liquid crystallinity when in the melt [5 - 7]. This is controlled by melt temperature and thermal history.To form a polymeric liquid crystalline phase, the most important molecular feature needed is a rigid anisotropic unit called a mesogen [8, 9]. Mesogenic units are important because they create rodlike molecules (main chain LCPs) or branches (side chain LCPs) which can organize to form liquid crystalline order. Mesogens are usually based on stiff, aromatic units with bridging groups linking the individual aromatic units. Typical chemicals used to form mesogenic groups are 4-hydroxybenzoic acid (HBA), hydroquinone (HQ), and terephthalic acid (TA).A LCP can be created by polymerizing one mesogen, but these polymers often have a melting temperature higher than their degradation temperature. This is a problem because they can not be melt processed using conventional techniques, so usually they are only processed from solution. Examples of these kinds of LLCPs are poly(1,4-phenyleneFigure 1.1: The Types of Liquid Crystals. This shows the organization present in smectic, nematic, and chiral nematic liquid crystals [10].terephthalamide) (PPTA) and polybenzamide (PBA), with PPTA being more commonly known as Kevlar® [11] (refer to Figure 1.2).To create thermotropic LCPs, the polymer's melting temperature must be below the degradation temperature, and the chains must retain their rodlike character. On a molecular level, this is accomplished by disrupting the regularity in the LCP's chain structure. Two methods exist for doing this: 1) using more than one mesogenic unit in the polymer and 2) incorporating flexible spacers between the mesogens [9]. Those which use two or more mesogenic units rather than flexible spacers are called wholly aromatic, main-chain TLCPs or semirigid TLCPs. Typical semirigid TLCPs include Xydar®, a copolyester of 4,4'-dihydroxybiphenol (BP), TA, and HBA (25/25/50 mole %), and Vectra A950® , a copolyester of HBA and 2-hydroxy-6-naphthoic acid (HNA) (73/27 mole %). Those which use flexible spacers between the mesogens are semiflexible TLCPs. Typical semiflexible TLCPs include copolyesters of polyethylene terephthalate (PET) and HBA, with the HBA usually constituting 40 to 80 mole % of the polymer and the PET acting as the flexible spacer.TLCPs have several useful properties which could lead to commercial applications. For example, they exhibit low permeability to many gases relative to other thermoplastics [7, 12, 13, 14]. Thomas and Roth [12] examined the oxygen permeability of a wide variety of polymers at 23°C and found that Vectra A900 film had a permeability of 1.2·10-7 (cm3-cm)/(cm2-day-atmo.). This is over 100 times lower than the value for PET and 5000 times lower than the value for PP. TLCPs exhibit low coefficients of thermal expansion and excellent electrical property values [7, 15 - 21]. Hoechst Celanese [19] has reported the coefficient of linear thermal expansion to be -5·10-6 cm/cm/°C in the flow direction and 40·10-6 cm/cm/°C in the transverse direction, versus 65·10-6 cm/cm/°C for neat PET [22]. They are extremely resistant to chemical attack because of their negligible solubility to many fluids, leading to a retention of mechanical properties [17, 18, 21, 23, 24]. After a three month exposure to various automotive fluids (transmission oil, engine oil, unleaded gasoline) at room temperature, TLCP test samples composed of substituted hydroquinones retained greater than 90% of their tensile strength and modulus [24]. Also, because there is a little change in density upon cooling, they can be used to injection mold highly complicated shaped articles, such as electrical conductors, which can not be produced with commodity thermoplastics [14, 17, 18, 21, 25, 26].The mechanical properties of TLCPs can also be exceptional. In particular, fibers and injection molded samples can exhibit high modulus and strength values. Fiber spinning without any annealing post-treatment often yields fibers with tensile strengths over 1 GPa and tensile moduli of 40 to 100 GPa [27 - 40], while typical nylon and polyester yarn have strengths of around 1 GPa and moduli from 6 to 14 GPa [41]. This shows that when both TLCPs and commodity resins are highly oriented by the spinning process, TLCPs excel. They have modulus values which greatly exceed either nylon orPET commodity yarns while giving strengths which match or slightly exceed those same materials.More important than the comparison of properties to other thermoplastics is the comparison to common reinforcing materials such as glass. In work reported by Baird and coworkers [42 - 46], the tensile moduli of the TLCP phase in composite strands was found to fall in the range from 50 to 100 GPa. Also, the strength of neat TLCP fibers has been reported to be in the range of 1 GPa as spun and over 2 GPa when annealed [41]. Glass fiber has a tensile modulus of 69 to 83 GPa , a tensile strength from 1.72 to over 2.07 GPa, and a density of 2.52 to 2.61 g/cm3 [47- 50]. (Note: For undamaged pristine fibers, tensile strength values are reported to be in the range of 3.4 to 4.1 GPa). This indicates that the properties of the TLCP fibers compete well with what glass fibers can provide. They have equal moduli and although glass is two times as strong when compared to unannealed TLCP fibers, some annealed fibers have strengths matching those of glass.When the properties of the TLCP are normalized by their density, then they are more attractive as reinforcing materials than glass. The specific mechanical properties, assuming a density of 1.4 g/cm3 for the TLCP and 2.5 g/cm3 for the glass fiber, are shown as follows. The specific strength of unannealed (HBA/HNA based) TLCP fiber is around 0.7 GPa·cm3/g, with annealed fiber rising to values of 1.4 GPa·cm3/g [17, 18, 41]. Meanwhile, glass fiber only matches the unannealed fiber with values of 0.69 to 0.83 GPa·cm3/g [47 - 50]. The values for the specific modulus are even more impressive. The specific modulus of TLCPs is around 35 to 71 GPa·cm3/g [42, 43], while the specific modulus of glass fiber is significantly lower, being at 28 to 33 GPa·cm3/g [47 - 50]. This shows that on a weight basis, TLCP fibers have the potential to match or outperform glass as a reinforcing material.Exceptional mechanical properties are also observed when neat TLCP samples are injection molded. An example of this was shown in Jackson and Kuhfuss' study [20], where neat PET/PHB (40/60 mole %) was injection molded into a one-eighth inch thick end-gated plaques and tested for tensile and flexural properties. Tensile strengths of 107 MPa along the flow (machine) direction and 29.0 MPa across the flow (transverse) direction were obtained. Neat PET was shown to have a tensile strength of 55 MPa, with no significant difference noted between the two testing directions. The trends from flexural tests were similar, with PET/PHB plaques having flexural moduli of 11.8 GPa in the machine direction and 1.6 GPa in the transverse direction, while PET had a flexural modulus of 2.3 GPa. This showed that in the flow direction, TLCP tensile and flexural properties exceed those of neat PET. However, injection molding has a problem of producing anisotropic specimens which have low transverse direction properties (refer to Figure 1.3).Figure 1.3: Anisotropy of Injection Molded TLCP Plaques. Comparing flexural modulus versus mold thickness for the copolyester PET/PHB (40/60 mole %) [20].Some mechanical properties of neat TLCPs even exceed those of reinforced matrices, such as glass-filled thermoplastics. Comparing the tensile strengths between Vectra B950 and 30 weight percent glass fiber reinforced PET shows that the fiber-filled PET is weaker, with a strength of 160 MPa versus 227 MPa for the Vectra B950 [19, 51, 52]. Similar results were observed with in flexural tests. In one study, the machine direction flexural modulus of the TLCP was over three times greater than the modulus for glass-filled PET (32.5 GPa versus 9.7 GPa) [53]. These remarkable values are obtained despite the fact that the full reinforcing capacity is not being realized in these injection as molded plaques, because injection molding does not orient the TLCP molecules as well fiber spinning. This indicates that if more of the TLCP could be oriented, the resulting part could greatly exceed what is observed with glass filled systems.Attempts have been made to reduce anisotropy and orient more of the TLCP by changing the flow kinematics. Studies have shown that TLCPs can be processed by means of film blowing [54- 57] and blow molding [58, 59], with the emphasis on using biaxial stretching to create a less anisotropic product. Center gated injection molding has also been shown to reduce anisotropy through the flow kinematics during mold filling [60, 61]. The core material is oriented in the circumferential or hoop direction while the skin material is oriented in the radial direction.Meanwhile, specially modified injection molding equipment has been shown to have success in orienting more of the TLCP phase, such as the multiple live feed injection molding (MLFIM) system [21, 25, 62, 63, 64] and the "push-pull" or Gegentakt system [21, 62], both of which promote material flow in the mold after injection. This approach attempts to orient more TLCP in injection molding by deforming the melt as it cools, continuing until the core of the specimen has solidified. Wang et al. [64] injection molded Vectra A950 in a double gated mold with and without the MLFIM processing scheme. From the tensile testing performed on the injection molded samples, it was found that the addition shear deformation in the mold improved stiffness and healed weld lines, resulting in increased tenacity. Using a 3 mm thick mold, the modulus of MLFIM bars was 15.8 GPa and the tenacity was 244.3 MPa, while conventional injection molding made samples with a modulus of 6.3 GPa and a strength of just 15.3 MPa. Even with samples without weld lines (injection molded using a single gate fill), the MLFIM samples still had higher mechanical properties. The single gate filled specimens had a modulus of 12.1 GPa and a strength of 168.4 MPa, well below the modulus of 1.58 GPa and strength of 244.3 MPa for the MLFIM specimens. It should be recognized that all of these results were for the machine direction, so additional research needs to be done with this injection molding technique to show how effective it may be in reducing or eliminating anisotropy. Also, this system usually requires relatively long cycle times, which may limit its usefulness.Besides the anisotropy present in many melt processed parts, TLCPs have an additional drawback due to their expense [25, 26]. The costs of unfilled TLCPs arecurrently $26 to $48/kg, while commodity thermoplastics such as polyethylene and polypropylene cost around $1.00/kg and polyamide 6/12, a relatively expensive thermoplastic, only reaches $7.70/kg [65]. Comparing the price of TLCPs to other forms of reinforcement, its cost is about the same as the average cost of carbon fiber ($46/kg) [66] and aramid fiber ($33/kg) [67], but is still significantly higher than the price of glass fiber ($1.65/kg) [68]. This high cost has caused TLCPs to develop only niche markets, such as in the electronics industry, rather than any of the high volume markets currently enjoyed by commodity thermoplastics.In summary, TLCPs possess a combination of high mechanical properties and light weight which suggests they could be competitive with glass fibers as reinforcing agents. The TLCP fibers have specific tensile strengths and moduli which match or exceed glass fibers, demonstrating their reinforcing potential. However, the use of neat TLCPs has two major drawbacks: 1) their high cost and 2) the forming of highly anisotropic parts.1.2 In Situ CompositesOne way to use TLCPs to reinforce thermoplastics is by forming what are known as in situ composites [69]. These are created by processing both the thermoplastic and TLCP as a molten blend and forming that blend into a final part. This processing technique has two distinct advantages: 1) the reinforcing phase is fully wetted by the matrix and 2) no compounding step is needed because the reinforcement is generated in the melt. The main processing methods which have been used to generate in situ composites are sheet extrusion, injection molding, and fiber spinning.Production of in situ composite sheets and films is typically done by sheet extrusion, with draw ratios up to fifty-five being achieved.At the lower draw ratios, some of the in situ composites have improved properties while others show no reinforcement [58, 70- 83]. Ramanathan et al. [58] showed that in a polycarbonate/TLCP blend, the LCP can double the blend's tensile modulus from 2.5 to 5.3 GPa as it is taken from a draw ratio (DR) of 1.45 to 5.60. The work of Sukhadia et al. [72] on blends of PET/Vectra A900 and PET/HX4000 did not give a similar improvement. These blends showed no discernible increase in mechanical properties for draw ratios up to 6.6. The explanation for this was the inability to apply high strains. This resulted in low molecular orientation and consequently low mechanical properties. Where it has been possible to apply higher draw ratios, a more pronounced improvement in mechanical properties can be attained [76, 81]. For example, in dynamic mechanical testing, polyetherimide containing 30 wt % Vectra A900 showed a storage modulus of 1.0·1011 Pa at a DR of 19 while only 4.0·109 Pa at a DR of 3.3 [76]. However, it is generally demonstrated in the research literature that sheet extrusion is unable to achieve high draw ratios because of necking of the sheet and equipment limitations. The result is the TLCP phase is not fully deformed and oriented, so the full reinforcing potential of the TLCP is not realized.In injection molding of in situ composites, optimizing the reinforcing potential of the TLCP phase is complicated by the presence of several variables which do not exist in other forms of processing. O'Donnell and Baird [53, 84] investigated the effects some of these variables had on mechanical properties by varying mold thickness, fill time, and mold temperature. This was done using blends of polypropylene (PP), maleated polypropylene (MAP), and Vectra B950, at a weight concentration of 70 percent PP/MAP mixture (10 wt % MAP) and 30 percent Vectra B950. It was found the mechanical properties were more sensitive to fill time and mold thickness. Moduli reached maximum values at the shortest fill times. Using a fill time of 1 second, the flexural modulus was 5.10 GPa while a 10.7 second fill time produced a modulus of only 3.21 GPa. Unlike the neat TLCP plaques, the best properties were not obtained when using the thinnest mold (1.0 mm thick) but rather the two thicker molds (1.5 mm and 2.3 mm thick). The best flexural properties of the 1.0 mm thick plaques was a modulus of 3.82 GPa and a strength of 56.3 MPa while the 1.5 mm thick plaques had a modulus of 5.10 GPa and a strength of 60.5 MPa. The conclusion from this work was that using a fast fill time with a moderately thick mold utilizes the reinforcing potential of the TLCP most effectively.The anisotropy present in neat injection molded TLCPs is likewise found in in situ composites. Bafna and coworkers [85] showed this in a thorough study of polyetherimide (PEI)/TLCP composites. In this investigation, a film-gated rectangular mold was used to produce plaques, from which samples were cut and the machine and transverse flexural moduli were measured. At loadings of 50 wt% TLCP, over 4 to 1 anisotropy was found. The PEI/HX1000 (50/50 wt%) plaques had a machine direction flexural modulus of 12.92 GPa while the transverse direction was only 3.20 GPa. The PEI/HX4000 (50/50 wt%) plaques showed similar results, with a machine direction modulus of 12.25 GPa and a transverse direction modulus of 2.71 GPa (refer to Table 1.1).The anisotropy typical of in situ TLCP composites is also greater than that found with their glass fiber filled counterparts [85]. This was demonstrated by contrasting the effect of loading polyetherimide (PEI) with 30 wt% of three different materials: 1) HX1000, 2) HX4000 and 3) glass fiber. HX1000 and HX4000 are two TLCPs composed of hydroquinone, terephthalic acid, and hydroquinone derivatives, so this directly compares TLCP reinforcement to glass fiber reinforcement. The PEI/glass fiber (70/30 wt%) composite had a ratio of machine direction to transverse direction flexural moduli of 1.88. The PEI/TLCP (70/30 wt %) ratios were significantly higher, with the PEI/HX1000 blend having a value of 2.27 and the PEI/HX4000 blend possessing a value of 2.18.Table 1.1: Anisotropy of In Situ Composites. These results are from flexural tests of samples cut from film-gated rectangular plaques[85]. Ultem 1000 is an unfilled grade of polyetherimide while HX1000 and HX4000 are two types of thermotropic liquid crystalline polymers.Ultem 1000/HX1000Ultem 1000/HX4000Weight Percent (PEI/HX 1000)Mach. Dir.Flex. Mod.(GPa)Trans. Dir.Flex. Mod.(GPa)WeightPercent(PEI/HX4000)Mach.Dir.Flex.Mod.(GPa)Trans. Dir.Flex. Mod.(GPa)100/0 3.00 3.05100/0 3.00 3.05 80/20 6.20***80/20 5.31 3.12 70/307.27 3.2070/307.00 3.21 50/5012.92 3.2050/5012.25 2.71 30/7015.83 2.7030/7014.75 2.62 0/10015.60 2.400/10014.00 2.36The explanation provided for this difference was how each method of reinforcement is generated by the flow kinematics. In situ composites rely mostly on extensional flow kinematics to first generate the TLCP fibrils and then orient them in a specific direction; shear flow does not significantly deform the TLCP and does not contribute to property improvement. For injection molded film-gated plaques, this extensional deformation occurs only at the advancing front as the melt flows in the machine direction. Because the extensional deformation is predominantly in the machine direction, that is the only direction in which the plaques are reinforced.Meanwhile, glass fiber filled polymers are less anisotropic because the flow kinematics only orient the reinforcement. As with the in situ composites, the advancing front during molding filling produces a skin with fibers oriented in the machine direction. However, the shear flow which follows the advancing front is also important for glass filled systems. In end gated plaques, the shear flow tends to position fiber orientation in the transverse direction, especially near the core of the plaque [86]. By having reinforcement in both directions, the composite plaques are less anisotropic.Despite the problem of anisotropy, in situ composites are competitive with glass reinforcement when just the machine direction mechanical properties are compared [85, 87]. PEI with 30 wt% glass fiber was shown to have a machine direction tensile modulus of 9.2 GPa, while loading the PEI with 30 wt% HX4000 gave a slightly higher modulus of 9.8 GPa. When the density difference between the two composites is considered, the in situ composite shows significantly superior mechanical properties. The specific modulus of the PEI/HX4000 blend is 7.4 GPa·cm3/g versus only 6.1 GPa·cm3/g for the PEI/glass composite. These results confirm the potential of TLCPs as a reinforcing agent.Comparing the moduli of various in situ composites, composite fibers are typically stiffer than injection molded composites. An example of this can be shown by comparing the tensile modulus of PP/Vectra B950 (80/20 wt% composites). O'Donnell, Datta, and Baird [52] found that injection molded film-gated plaques had a machine direction modulus of 3.209 GPa. Meanwhile, Robertson [43], using the same PP/Vectra B950 (80/20 wt%) composition, were able to spin in situ composite strands with a modulus of 13 GPa when drawn to draw ratios over 50.The reason for this difference is primarily associated with the flow kinematics found in fiber spinning versus injection molding. In fiber spinning, high uniaxial extensional strains, as evidenced by high draw ratios, can be applied to all of the TLCP domains. In injection molding, extensional deformations are formed primarily at the advancing front with shear deformation in the core. Therefore, only TLCP domains which reach the advancing front have the potential to be subjected to high extensional strains.Fiber spinning has the advantage of being able to apply high strains of purely uniaxial extensional deformation [72, 75, 77, 88-105], resulting in exceptional properties. The high strains are reflected in the fiber draw ratios, with values over 50 not uncommon. Lin et al. [102] blended polycarbonate/Vectra B950 (74.1/26.9 volume %) and drew it to a draw ratio of 34. These fibers had moduli of 19.0 GPa in a and tensile strengths over 140 MPa. This modulus is much higher than that of neat polycarbonate, which is only 2.5 GPa.Several workers have shown excellent fiber properties using a patented dual extruder process [42, 43, 72, 106-109]. This process has succeeded in producing fibers of PP/Vectra B950 (50/50 wt%) with tensile moduli of 44 GPa, tensile strengths around 400 MPa, and draw ratios over 200 [43]. Using the rule of mixtures composite theory, the calculated tensile modulus of the Vectra B950 phase was approximately 100 GPa. Other blends have produced similar results, such as fibers of PP/HX1000 (73/27 wt%) having tensile moduli of 12 GPa [42]. Using the rule of mixtures, the tensile modulus of the HX1000 phase was calculated to be around 50 GPa. These results suggest that any post processing techniques should use spun fibers if the maximum possible mechanical properties are desired.In summary, blends of neat TLCPs and inexpensive commodity resins have several useful features. By blending the TLCP with inexpensive commodity resins, the formed part is less expensive than it would be using neat TLCP resin [25]. In situ composites are successful in exploiting the mechanical properties of TLCPs, with the blend fibers in particular showing exceptional mechanical properties. On a weight basis, the blends can be competitive with glass reinforcement, as shown by comparing machine direction properties of injection molded in situ plaques with glass-fiber reinforced plaques. However, unlike other forms of short fiber reinforcement, no compounding step is necessary because the production of in situ composites simultaneously generates and fully wets the reinforcement. This is a significant advantage over other composites, since compounding fibers into a molten matrix reduces mechanical properties by damaging the fibers and adds another processing step.However, in situ composites still possess disadvantages. At similar weight fractions, the material cost of TLCP-based composites is higher than glass fiber reinforced composites because TLCPs are more expensive than glass fiber. Also, injection molded in situ composites are more anisotropic than short fiber reinforced composites.1.3 Post Processing of In Situ CompositesOne way to overcome the anisotropy associated with in situ composites is by using various post processing techniques. Several methods of post processing have been investigated, including shear free deformation, thermoforming, compression molding, and。
液晶聚合物LCP塑胶原料注塑成型工艺技术

液晶聚合物LCP塑胶原料注塑成型工艺技术和使用范围LCP塑胶原料简介:LCP塑胶原料全称LIQUID CRYSTAL POLYMER,中文名称液晶聚合物。
它是一种新型的高分子材料,在熔融态时一般呈现液晶性。
这类材料具有优异的耐热性能和成型加工性能。
聚合方法以熔融缩聚为主,全芳香族LCP多辅以固相缩聚以制得高分子量产品。
注塑模工艺条件液晶聚合物LCP塑胶原料的成型温度高,因其品种不同,熔融温度在300~425℃范围内。
LCP熔体粘度低,流动性好,与烯烃塑料近似。
LCP具有极小的线膨胀系数,尺寸稳定性优良。
成型加工条件参考为:成型温度300~390℃;模具温度100~260℃;成型压力7~100MPa,压缩比2.5~4,成型收缩率0.1~0.6。
1.料筒温度通常料筒温度、喷嘴温度、材料熔融温度如表所示。
如考虑到螺杆的使用寿命,可以缩小后部、中部、前部的温差。
为了防止喷嘴流涎,喷嘴温度可以比表中所示的温度低10℃,如果要提高流动性的话,所设温度可以比表中所示的温度高出20℃,但是必须注意下列情况。
降低料筒温度时:滞留时间过长,不会引起粒料在料筒中老化,也不会产生腐蚀性气体,所以滞留时间长一般不会产生什么大的问题。
但是,如果长时间中断成型的话,请降低料筒温度,再次成型时,以扔掉几模为好。
各品级成型时的料筒温度(℃)A B C Ei后部250-290250-290280-340300-360中部270-290270-290300-340310-350前部290-310290-310320-340330-350喷嘴290-310290-310320-340330-350树脂温度290-320290-320320-350340-3602.模具温度LCP塑胶原料可成型的模具温度在30℃-150℃之间。
但是我们一般将模具温度设定在70℃-110℃左右。
为了缩短成型周期、防止飞边及变形,应选择低的模具温度;如果要求制品尺寸稳定(特别是用于高温条件下的制品),减少熔接缝的产生及解决充填不足等问题时,则应选择高的模具温度。
LCP材料介绍,LCP是什么材料
路板、人造卫星电子部件、喷气发动机零件、汽车机械零件、医疗方面; c、LCP 加入高
填充剂或合金(PSF/PBT/PA): 作为集成电路封装材料、 代替环氧树脂作线圈骨架
的封装材料; 作光纤电缆接头护套和高强度元件; 代替陶瓷作化工用分离塔中的填
充材料。
代替玻璃纤维增强的聚砜等塑料(宇航器外部的面板、汽车外装的制动系
c、LCP 加入高填充剂或合金(PSF/PBT/PA):
作为集成电路封装材料、 代替环氧树脂作线圈骨架的封装材料; 作光纤电缆接头护
套和高强度元件; 代替陶瓷作化工用分离塔中的填充材料。 代替玻璃纤维增强的聚
砜等塑料(宇航器外部的面板、汽车外装的制动系统)。
LCP 已经用于微波炉容器,可
以耐高低温。LCP 还可以做印刷电路板、人造卫星电子部件、喷气发动机零件:用于电子电气
温度 200-300℃,其电性能不受影响。间断使用温度可达 316℃左右。
e、LCP 具有突出的耐腐蚀性能,LCP 制品在浓度为 90%酸及浓度为 50%碱存在下不会受到侵
蚀,对于工业溶剂、燃料油、洗涤剂及热水,接触后不会被溶解,也不会引起应力开裂。
2、应用
a、电子电气是 LCP 的主要市场:电子电气的表面装配焊接技术对材料的尺寸稳定性和耐热性
有很高的要求(能经受表面装配技术中使用的气相焊接和红外焊接);
b、LCP:印刷电路板、人造卫星电子部件、喷气发动机零件、汽车机械零件、医疗方面;
地址:广东省东莞市大朗镇富民中路 328 号盈丰大厦 8 楼 801 室 技术顾问:罗先生 MP:13760305549 公司网址:
东莞市德迅塑胶有限公司
和汽车机械零件或部件;还可以用于医疗方面。
LCP 可以加入高填充剂作为集成电路封
LCP基本资料

LCP基本資料:英文全名:Liquid Crystal Plastic中文名稱:液晶塑膠結構:如圖顏色:土黃色特性:1.流動性優良、尺寸安定性佳,成型後不易產生翹曲,可應用於薄肉件的成型。
2.良好的加工性,耐熱性優異、熱膨脹係數小,廣泛應用於SMT(Surface Mount Technology)製程,並可應用於紅外線銲接製程。
3.LCP可做為部分塑膠的補強材,使得所製造的塑膠具有回收性,但LCP價格上較昂貴。
4.耐有機溶劑、耐油、耐藥品性優,但不耐強酸、強鹼。
5.在高溫成型時,由於分子排列性會使成型品產生異向性(anisotropy),造成部分區域強度下降,可添加纖維物質來補強。
機械特性密度:1.62 g/cm3拉伸強度:215MPa抗裂伸長率:2.2%硬度:84(Rockwell M)吸水率:0.05%熱物性質負載撓曲溫度:240 ℃線膨脹係數:流動方向--0.3*105cm/cm/℃垂直方向--4.5*105cm/cm/℃防火等級:UL94 V-0成形加工性黏度表現:黏度隨剪切速率增加而減少。
shear rate溫度變化範圍黏度變化情形(g/cm.sec)1*10^2310→330℃ 1.838*10^3→1.067*10^35*10^2310→330℃7.063*10^2→4.286*10^21*10^3310→330℃ 5.101*10^2→3.044*10^2射出成型溫度:290~340℃射出成型壓力:700~1400kg/cm2成形收縮率:0.8%模具溫度:130~150℃用途說明機械方面:連接器、元件封裝材、汽車零件(風扇、刹車系統、電池設備)、刹車光纖被覆材、高強度纖維、繼電器、LED外殼、合膠。
日用品方面:烘烤餐具、相機、微波爐零件、電熨斗、印表機墨水噴頭、影印機、啦叭(振動板)、漁網、運動用品。
塑料應用實例機械方面:汽車風扇日用品方面:加工問題處理方法收縮翹曲1.成形條件:增加成型週期、提高射出速度2.模具方面:改變澆口位置、降低模具溫度。
lcp和ptfe低介电常数和介电损耗

lcp和ptfe低介电常数和介电损耗(最新版)目录1.介绍 LCP 和 PTFE2.LCP 和 PTFE 的低介电常数特性3.LCP 和 PTFE 的低介电损耗特性4.LCP 和 PTFE 在电子领域的应用5.总结正文1.介绍 LCP 和 PTFELCP(液晶聚合物)和 PTFE(聚四氟乙烯)是两种具有优异电性能的聚合物材料。
LCP 具有高强度、低膨胀系数、耐热性和良好的电性能,使其在微电子领域有着广泛的应用。
PTFE,也被称为特氟龙,因其卓越的耐热性、低摩擦系数和化学稳定性而在各种工业领域中得到了广泛应用。
2.LCP 和 PTFE 的低介电常数特性LCP 和 PTFE 都具有低介电常数,这意味着它们在高频率下具有较小的信号衰减。
LCP 的介电常数通常在 2.5-3.5 之间,而 PTFE 的介电常数则在 2.1-2.3 之间。
这种低介电常数特性使得 LCP 和 PTFE 在高频率通信系统、微波通信和射频应用等方面具有很大的优势。
3.LCP 和 PTFE 的低介电损耗特性除了低介电常数外,LCP 和 PTFE 还具有低介电损耗。
介电损耗是指材料在电场作用下,由于分子摩擦或极化等原因导致的能量损耗。
LCP 和PTFE 的低介电损耗意味着它们在高频率应用中可以减小信号衰减,提高信号传输的效率。
LCP 的介电损耗通常在 0.002-0.015 之间,PTFE 的介电损耗则在 0.001-0.009 之间。
4.LCP 和 PTFE 在电子领域的应用由于 LCP 和 PTFE 的优异电性能,它们在电子领域有着广泛的应用。
例如,LCP 可用于制造微波通信设备、射频识别(RFID)标签、手机天线等;PTFE 则可用于制造高频电缆、微波传输线、雷达罩等。
5.总结LCP 和 PTFE 因其低介电常数和低介电损耗特性,在高频率、微波和射频应用等方面具有很大的优势。
lcp是什么材料
lcp是什么材料LCP是一种特殊的工程塑料,其全称为液晶聚合物(Liquid Crystal Polymer)。
LCP具有优异的物理性能和化学性能,被广泛应用于电子、汽车、航空航天等领域。
本文将对LCP的材料特性、应用领域以及未来发展进行介绍。
首先,LCP具有优异的机械性能。
它的拉伸强度和模量非常高,同时具有较低的线膨胀系数和优异的耐热性能。
这使得LCP在高温、高压、高频等恶劣环境下依然能够保持稳定的性能,因此在电子领域得到了广泛的应用。
其次,LCP具有优异的电性能。
由于其分子链的排列结构,LCP具有优异的绝缘性能和介电性能,使其成为电子产品中理想的绝缘材料。
同时,LCP还具有良好的阻燃性能,能够满足电子产品对阻燃性能的要求。
除此之外,LCP还具有优异的化学稳定性和耐腐蚀性能。
它能够抵抗酸碱腐蚀,具有良好的耐化学性能,因此在化工领域也有着广泛的应用。
在应用领域方面,LCP主要应用于电子、汽车和航空航天领域。
在电子领域,LCP被广泛应用于手机天线、射频模块、电子封装材料等方面。
在汽车领域,LCP被用于制造汽车零部件,如传感器、连接器、电子控制单元等。
在航空航天领域,LCP则被应用于制造航空航天设备的结构件、连接器、天线等。
未来,随着电子产品、汽车和航空航天领域的不断发展,LCP作为一种优异的工程塑料材料,将会有更广阔的应用前景。
同时,随着材料科学的不断进步,LCP的性能和加工工艺也将会不断得到提升,为其在各个领域的应用提供更好的支持。
总的来说,LCP作为一种特殊的工程塑料,具有优异的物理性能和化学性能,被广泛应用于电子、汽车、航空航天等领域。
随着科技的不断进步和发展,LCP的应用前景将会更加广阔,为各个领域的发展提供更好的支持。
LCP市场概况

LCP市场概况
请参考以下内容
LCP,全称Light Controlled Polymer,是一类光敏性重组聚合物,
具有优异的力学性能、良好的抗氧化行为以及高度的分子重塑能力。
LCPs
在数字、激光、电脑、医疗、航空航天等领域有着广泛的应用。
LCPs是一类新型半导体材料,它们是以重组聚合物来制备的。
它们
可以在接受紫外线或更深波段光的作用下发生物化学变化,形成不同程度
的变化,从而调节其结构、性能及形状等物理参数,使其具有器件的潜能。
LCPs具有良好的可扩展性、可抗氧化性、热稳定性及力学性能等优点,
在微电子领域有着重要的应用价值。
LCPs市场概况
LCPs是当前材料市场上非常流行的一种新型材料,市场上的LCPs材
料种类众多,品种不断增多,应用场景也在不断变化。
LCPs是由多种元素组合而成的,具有良好的力学性能和抗氧化能力,具有扩展性,具有高热稳定性,能够强调良好的加工性能,因此在航空航天、数字电子、射频微波、激光、电子元件、医疗、化学等众多领域有着
重要的应用价值。
lcp是什么材料

lcp是什么材料
LCP是什么材料。
LCP全称为液晶聚合物,是一种特殊的高性能工程塑料。
它具有优异的物理性
能和化学稳定性,被广泛应用于电子、汽车、航空航天等领域。
LCP材料具有许
多独特的特性,使其成为许多行业的首选材料。
首先,LCP材料具有优异的机械性能。
它的强度和刚度非常高,具有出色的耐
热性和耐化学性。
这使得LCP材料在高温、高压、腐蚀性环境下依然能保持稳定
的性能,适用于各种苛刻的工程应用。
其次,LCP材料具有优异的电性能。
它的介电常数低,耐电压性能好,因此被
广泛应用于电子领域。
在高频率下,LCP材料的损耗也非常低,能够保持信号的
传输稳定性,适用于射频和微波领域的应用。
此外,LCP材料还具有优异的尺寸稳定性和成型性能。
它的热膨胀系数非常低,因此在温度变化时能够保持尺寸稳定,适用于精密结构的制造。
同时,LCP材料
在注塑成型时流动性好,能够制造出复杂的结构,满足各种设计要求。
除此之外,LCP材料还具有优异的阻燃性能和环保性能。
它不含卤素,不会产
生有害气体,在高温下也不会释放有毒物质。
这使得LCP材料成为许多高端产品
的首选材料,符合现代工业对材料环保性能的要求。
总的来说,LCP材料作为一种高性能工程塑料,具有优异的机械性能、电性能、尺寸稳定性和成型性能,同时还具有良好的阻燃性能和环保性能。
它的应用领域非常广泛,包括电子、汽车、航空航天等领域。
随着科技的不断发展,LCP材料将
会有更广阔的发展前景,为各行业的发展提供更多可能性。
lcp阻燃温度 -回复
lcp阻燃温度-回复LCP阻燃温度是指长玻纤增强液晶聚合物(LCP)在高温环境下的阻燃性能。
LCP是一种高性能工程塑料,具有优异的物理性能和尺寸稳定性,被广泛应用于电子、电气和汽车等行业。
然而,由于常规塑料可能因高温环境引起火灾,因此在某些应用中,LCP需要具有良好的阻燃性能,以提高安全性。
LCP阻燃温度的测定通常需要进行严格的实验研究。
下面我将逐步介绍LCP阻燃温度的测试方法和影响因素。
第一步,确定测试方法。
测试LCP阻燃温度的方法有许多种,常见的有UL-94、GB/T 2408和ASTM D635等。
这些方法都是通过对LCP样品进行可燃与不可燃转变的观察,来评估其阻燃性能。
具体选择哪种方法,取决于应用需求及相关行业标准。
第二步,准备样品。
在进行阻燃温度测试前,需要准备符合标准要求的LCP 样品。
样品的制备方式需要遵循相应的标准方法,以确保测试结果的准确性和可比性。
第三步,进行火焰试验。
在测试过程中,将样品暴露在特定的火焰源下,观察样品随着温度升高发生的可燃与不可燃转变。
这一过程通常需要进行多次试验,以获取准确的阻燃温度数据。
第四步,分析结果。
通过实验数据分析,可以确定LCP在高温环境下的阻燃性能。
阻燃温度是指在一定条件下,LCP材料不再燃烧的温度。
一般来说,阻燃性能越好的LCP材料,其阻燃温度也会相对较高。
除测试方法外,LCP阻燃温度的结果还受到多种因素的影响。
首先是LCP 材料的组成和结构。
不同的聚合物结构和添加剂组合可能会导致不同的阻燃性能。
其次是材料制备和加工过程中的参数控制。
材料的加工温度和注塑模具的设计等都会对阻燃性能产生影响。
此外,LCP的热稳定性和分解温度也会影响阻燃温度。
在实际应用中,选择合适的LCP材料和加工方法是保证阻燃温度的关键。
根据具体需求,可以通过调整材料配方、添加阻燃剂、优化加工参数等方法来提高LCP的阻燃性能。
此外,合理的设计和工艺布局也有助于降低火灾风险。
总结起来,LCP阻燃温度的测试与分析是确保LCP材料在高温环境下安全可靠应用的重要手段。
lcp分子结构

lcp分子结构摘要:1.引言2.lcp的定义与特性3.lcp分子的结构组成4.lcp分子的空间排列方式5.lcp分子的应用领域6.总结正文:LCP,全称为液晶聚合物,是一种具有特殊液晶相的聚合物。
它具有高强度、高韧性、低热膨胀系数和良好的耐化学腐蚀性等特性,因此被广泛应用于各个领域。
首先,我们来了解一下LCP的定义与特性。
LCP是一种具有特殊液晶相的聚合物,其分子结构中包含刚性苯环和柔性烷基链。
这使得LCP既具有固态的有序性,又具有液态的可流动性。
LCP的主要特性包括高强度、高韧性、低热膨胀系数和良好的耐化学腐蚀性。
接下来,我们探讨一下LCP分子的结构组成。
LCP分子由刚性苯环和柔性烷基链组成。
刚性苯环为分子提供了稳定性,使得LCP在固态时具有较高的熔点和优异的力学性能;柔性烷基链则赋予了LCP良好的流动性和可加工性。
然后,我们来了解一下LCP分子的空间排列方式。
LCP分子之间通过分子间力相互吸引,形成了一种特殊的液晶相。
在液晶相中,分子呈有序排列,但这种有序排列并不像晶体那样严格。
LCP分子的空间排列方式介于晶体和液体之间,因此LCP具有独特的物理和化学性质。
LCP分子的应用领域非常广泛。
由于LCP具有高强度、高韧性、低热膨胀系数和良好的耐化学腐蚀性等特性,因此被广泛应用于电子、汽车、航空航天、医疗和包装等行业。
例如,LCP可以用作电子产品的封装材料,以保护电子元件免受外界环境的影响;LCP还可以用作汽车零部件,以提高汽车的安全性和舒适性。
总之,LCP分子结构独特,具有高强度、高韧性、低热膨胀系数和良好的耐化学腐蚀性等特性,因此被广泛应用于各个领域。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
联笨酚 Biphenol
对笨二甲酸 Phthalic acid
德迅塑胶有限公司
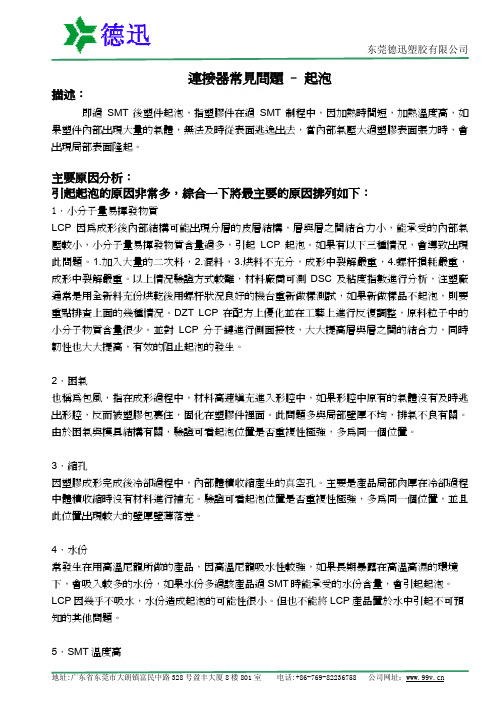
DZT LCP分子结构
DZT LCP 采用先进的支链接枝技术,在LCP主链上,尽可能多 的接上旁支链,从而一定程度改善传统LCP常出现的问题。 特别在SMT起泡,接合线,韧性,DZT LCP性能突出。
传统LCP分子链为简单的直链
德迅塑胶有限公司
推荐成形工艺条件
干燥
注塑成型前必须进行充分干燥,减少因水份导致材料在高温高热的料筒内大 量降解而引起材料性能大大降低。有水份分析仪可设定烘烤到小于0.04%
干燥条件 150(130~160)°C 4~8 小时
成型参数设定
设定 模具温度 材料熔点 料管 温度 前段 中段 后段 射嘴温度 熔体温度 单位 °C °C °C °C °C °C °C D-301(F) 80(60~120) 315 335 (330~350) 330 (315~345) 310 (300~315) 310~360 320~350 M-401(a) 80(60~120) 315 340 (335~350) 335 (325~345) 315 (300~320) 310~360 320~350 M-501(a) 100(80~150) 355 375 (365~380) 360 (350~365) 345 (330~350) 355~370 345~380
传统LCP皮层结构间缠绕较少, 层与层之间结合力弱。
DZT LCP 因为支链的存在,缠绕增多, 层与层之间强合力增加。
德迅塑胶有限公司
高流动性低毛边
即使是熔融状态,分子也是规格排列,不相互缠绕 只要稍微给点压力就会流动 结晶快速,易固化,毛边少
德迅塑胶有限公司
低翘曲
1.LCP由于是液晶类 材料具有极好流动性 2.具有很好的刚性 3.不会因吸湿而变化 4.极适合用于卡类, FPC等低翘曲产品
德迅塑胶有限公司
规格介绍
规格 填充 规格特点 应用范围 类似规格 Zenite6130 ENEOS 6030G Vectra E13பைடு நூலகம்i Sumika E6006 Xydar G930 较Vectra E130i, Zenite 6130具有相近的热变形温 度,但韧性较其更好。 Sumika E6807,E6808 VectraE471i,E473i Vectra E481i ENEOS MG350 Sumika E6808,6810 Sumika E4008, 5008 Vectra S135 ENEOS HM402 Vectra S475,S471 D-301 35% 优良的韧性,拉伸强度,高模 量等综合机械性能。
德迅塑胶有限公司
DZT LCP 0.2mm阻燃
DZT LCP 全系列达到0.2mm壁厚的阻燃要求,符合薄壁 产品的真正要求。UL黄卡编号:E348011
德迅塑胶有限公司
LCP分子结构
全芳香族聚脂(Polyester) 枝杆是芳香族环的聚脂 芳香族环・・・直线的结构
O
CO
O
O
OC
CO
对羟基笨甲酸 Hydroxy Benzoic Acid
BTB,Wafe,I/O switch, FPC,RJ,Battery
FPC后盖 Phone Jack HDMI. Single card,SATA SIM, T-flash N in 1 card
D-301F
30%
增韧规格 具有高模量、良好的平整度、 优良的抗拉强度等。 低翘曲规格
M-401
45%
M-401a
50%
M-501 M-501a
45% 40%
具有高耐热性能 低翘曲规格
BOBBIN 超薄卡
德迅塑胶有限公司
常见产品应用
德迅塑胶有限公司
物性总结
优秀的耐热性能 高的熔点 高的耐焊锡性 几乎不吸湿 极佳的尺寸稳定性 适用于耐热要求高的产品 优秀的注塑加工性能 结晶速度快 毛边小 适用于薄壁且成型周期短 好的耐化学性
DZT LCP 高韧性,抗起泡,高稳定性LCP
德迅塑胶有限公司
目录
1.LCP概要 2.LCP自阻燃 3.LCP分子结构 4.高流动性低毛边 5.低翘曲 6.规格介绍 7.常见产品应用 8.推荐成形工艺条件
德迅塑胶有限公司
LCP(Liquid Crystalline Polymer)
德迅塑胶有限公司
联系我们
更多资料介绍关于塑胶原材料,请联系我们: 电话:+86-769-82236758 82236958 传真:+86-769-82236858 地址:广东省东莞市大朗镇富民中路328号盈丰大厦8楼801室 公司网址:
电子专用塑胶:LCP,PPA,PPS,PA66。 特种工程塑胶:PEEK,PEI,PSU,PPSU。
联系人:商先生、邱先生 QQ: 723927497、 2767557492 Email: shang@
德迅塑胶有限公司
接技后LCP一定程度增加分支链 德迅塑胶有限公司
抗起泡性
DZT LCP采用分子链接枝技术,使得LCP皮层结构间分子链间的相互缠绕 增多,过SMT时,抗起泡能力增加,因为层与层之间因缠绕增加了接合 力,有效阻止了起泡现象,出现起泡的可能性极小。 由于分子链缠绕增 多,也使得材料的拉伸强度,断裂延伸率增加。
LCP是全芳香族聚脂(Polyester) 刚直的分子链 LCP 高耐热 高流动性 毛边少 高刚性 半结晶高分子 低翘曲
PA,PE,PP
德迅塑胶有限公司
LCP自阻燃
1.LCP天生具有阻燃性 2.无需添加无卤阻燃剂就达到无卤阻燃 3.不必为无卤阻燃剂腐蚀螺杆而担心