微反应器的研究进展
微反应器在化学化工领域中的应用研究
微反应器在化学化工领域中的应用研究摘要:微型化学反应系统又称微反应器,在化学化工领域中有很大的优势,比如它的换热和传质效率很高,对于反应的时间可以进行严格地把控,便于放大进行利用,具有很好的安全性等优点。
相对比于一般的搅拌反应器,微反应器可以进一步使化学反应转化率得到有效地提高,获得更多的产品收率。
但是微反应器也有一定的缺点,比如容易堵塞,催化剂也容易超负荷运行,制造微通道的难度比较大等不足。
因此,本文将对微反应技术进行简要的介绍,并针对微反应器在化学化工领域的应用进行研究和分析,让微反应器发挥出更大的能力和空间,更广泛的在化学化工领域得到科学合理的运用。
关键词:微反应器;化学化工;领域;应用研究引言微反应器按照操作模式的不同,可以分为连续微反应器、间歇微反应器以及半连续微反应器等等。
如果按照反应相态进行分类的话,可以分为气固相催化微反应器、气液相微反应器等等。
如果按照用途进行划分的话,可以分为生产所需要的微反应器,和实验室所需要的微反应器。
微反应器最简单的结构是管式结构,更加复杂的还有微通道结构、和集多种功能为一体的复合式结构。
我们可以根据不同的化学反应情况,比如实验室的温度,实验材料的腐蚀性以及电特性等,去寻找科学、合适的微反应器进行材料的制作。
制作的材料也分为很多的种类,如玻璃,陶瓷以及聚合物等等,其中最经常使用的就是玻璃材料,因为这种材料是化学惰性的,可以在容器中添加电渗流,并且容易制造。
一、微反应器技术的特点1.1精确控制反应时间我们可以通过对微反应器的长度和流率进行控制,来把控反应时间,反应过程中所产生的中间,在分解之前会自动转到下一个反应区域。
因此,微反应器在不稳定中间体中可以得到有效的应用。
但是如果遇到多项体系,控制其流速来对反应时间进行把控,就会使流体流型发生变化,从而对整体的效果产生不好的影响,这种情况下就可以利用微反应器,流体在微反应器中停留的时间越长,效果反而会更好,相关工作人员也应该让流体保持恒定的流速。
新型化学反应器的研究与应用
新型化学反应器的研究与应用随着科技的不断进步,化学反应器的研究也在不断发展。
新型化学反应器作为一种新兴技术,在化学领域中具有非常广阔的应用前景。
本文将探讨新型化学反应器的研究与应用。
一、新型化学反应器的分类新型化学反应器可以分为多种不同的类型,例如:1. 微反应器(Microreactor)微反应器是一种小型化的反应器,它可以容纳极小的反应物量,提高反应的速率和效率。
微反应器具有良好的传质性能、温度控制能力和反应条件可控性等优点,在化学的合成过程中得到广泛应用。
2. 脉冲管反应器(Pulse Delivery Reactor)脉冲管反应器以脉冲的方式供应反应物,可实现连续的反应过程。
该反应器适用于一些需要在极短时间内完成反应的情况,例如高热、高压等条件下的化学反应。
3. 板式反应器(Flat Plate Reactor)板式反应器是一种采用平板结构的反应器,它具有高效传质和快速纯化的优点。
板式反应器的应用范围很广,例如生物制药、化工、食品加工等领域。
二、新型化学反应器的研究方向现今,新型化学反应器的研究方向主要集中在以下几个方面:1. 反应器的微观尺度化微观尺度的反应器比传统反应器具有更高的效率和控制能力,因此其研究也受到了广泛的关注。
目前,研究人员正在探索使用微机电系统(MEMS)等技术实现反应器的微观尺度化,以加快化学反应的速率和提高反应品的纯度。
2. 反应器的可控性和智能化新型化学反应器应具有更高的反应条件可控性和智能化。
例如,反应器应该能够实现反应条件的实时监测和自动调节,以保证反应过程的稳定性和效率。
为了实现这一目标,研究人员正在研究反应器的自学习能力与预测算法。
3. 反应器的多相流动态模拟虽然多相流动态模拟已经在石油化工和生物制药领域内得到广泛应用,但在化学领域内,其应用范围还较为有限。
因此,将多相流动态模拟技术引入到新型化学反应器的研究中是一个很有前途的方向。
三、新型化学反应器的应用新型化学反应器在许多领域中都有广泛的应用,例如:1. 生物制药新型化学反应器在生物制药领域中有着广泛的应用,例如用于蛋白质分离、多肽合成等。
液滴微型反应器的制备与应用研究

液滴微型反应器的制备与应用研究
液滴微型反应器是一种利用微米级的液滴将反应物在微观空间中进行化学反应的方法。
它具有分离反应环境和可控条件的特点,适用于各种化学反应,因此在药物合成、纳米材料制备和化学生物学等领域有广泛的应用前景。
一、液滴微型反应器的制备
液滴微型反应器制备的关键是制造固定尺寸的液滴。
目前常见的制备方法有:
1.微流控技术:将反应物注入微流控平台中,通过控制微流控芯片中液滴的大小和位置,形成固定尺寸的液滴,进而进行化学反应。
2.液体-液体界面法:将反应物溶解在液相中,加入油相,通过界面张力将液相分成液滴,然后进行化学反应。
3.电喷雾法:将反应物溶解在溶液中,喷射形成微米级的液滴,然后进行化学反应。
二、液滴微型反应器的应用
液滴微型反应器应用广泛,以下是几个应用领域的例子:
1.药物合成:液滴微型反应器不仅可以制备口服药物,还可以制备肝脏治疗药物、癌症治疗药物等,因此在药物合成领域有很高的应用价值。
例如,一些研究发现,用液滴微型反应器进行药物合成,可以提高药物的纯度、产品的收率和产品的稳定性。
2.纳米材料制备:液滴微型反应器可以用来制备各种纳米材料,如金属纳米粒子、单壁碳纳米管、量子点等。
这些纳米材料通常用于传感器、生物医学、光学和电子学等科技领域。
3.化学生物学:液滴微型反应器可以用于分子生物学、细胞生物学和蛋白质化学等领域的化学反应。
例如,在分子生物学中,液滴微型反应器可以用于DNA测序、基因变异分析和基因组测序。
总的来说,液滴微型反应器的制备技术和应用领域还有很多待发掘和研究,这种微型反应器在化学、药学、生物学等领域的用途也会越来越广泛。
药物合成新技术的研究与应用

药物合成新技术的研究与应用药物合成技术是药物研发的重要环节,其直接影响着药物研发的成本和效果。
随着科技不断进步,药物合成技术也在不断更新换代,发展出了很多新技术。
本文将对药物合成新技术的研究与应用进行探讨。
一、微反应器技术微反应器技术是一种新兴的药物合成技术。
微反应器是指微型反应器,具有微米尺寸的反应空间。
该技术的特点是反应速度快,需要的反应物和溶剂少,反应条件控制容易,产物分离方便,可进行高通量合成。
这些特点在药物研发中具有重要的意义,能够节约成本,提高效率。
微反应器技术的研究与应用已经成为药物合成领域的热点,目前已有多种微反应器被开发出来,并被广泛应用于有机合成、生化分析等领域。
二、太阳能光化学反应技术太阳能光化学反应技术是药物合成中的一种新技术。
该技术利用太阳能作为驱动力,进行光化学反应。
相比传统的焚烧或化学反应,太阳能光化学反应更加环保,成本更低。
目前已有很多太阳能光化学反应系统被研发出来,并被应用于药物合成的各个环节。
三、绿色化学技术绿色化学技术是指在药物合成过程中,尽可能地避免使用有害物质,减少对环境的污染和对人体的危害。
该技术是一种可持续性的药物合成方式。
在绿色化学技术中,通常采用无机溶剂、可再生原材料和生物催化剂等代替有机溶剂和催化剂,避免使用有毒物质和催化剂,最大程度地减少废物的产生。
绿色化学技术的研究成果已被广泛应用于工业、环保、医药等领域。
四、蛋白质工程技术蛋白质工程技术是现代药物研发中的一项重要技术。
该技术通过对蛋白质的结构和功能进行改变,可以生产出具有更高活性、更好的纯度、更长的半衰期和更稳定的药物。
在药物合成过程中应用蛋白质工程技术,可以大幅提高产量和纯度,降低药物的毒性和副作用,同时也有利于药物的改良和创新。
目前蛋白质工程技术已成为药物合成研究的重要方向。
五、分子对接技术分子对接技术是一种用于模拟、设计、评估药物和靶标分子相互作用的技术。
该技术可以模拟药物分子与受体分子的结构、功能、热力学性质和动力学行为,从而优化药物结构,提高药物的靶向性和效能。
微反应器在化工工艺中的应用研究
微反应器在化工工艺中的应用研究摘要:随着微纳技术的不断发展和进步,微反应器的设计和制备也在不断创新和改进。
研究者们致力于开发新型的微结构、材料和制备方法,以满足不同化工工艺的需求。
同时,结合计算模拟和实验验证,深入研究微反应器在不同反应体系中的应用效果,推动了微反应器技术的发展和应用。
本文将结合相关理论研究微反应器在化工工艺中的应用。
关键词:微反应器;化工工艺;设计和制备一、引言微反应器是一种相对较小的反应器,其尺寸通常介于微米和毫米之间。
相比传统的宏观反应器,微反应器具有独特的优势,因此在化工工艺中得到越来越广泛的应用和研究。
微反应器在化工工艺中的应用研究具有重要的意义。
通过精确控制反应条件、提高反应速率和选择性,以及提升反应过程的安全性,微反应器为化工领域的创新和可持续发展提供了新的途径。
因此,对微反应器在化工工艺中的应用进行深入研究具有重要的理论和实践价值。
二、微反应器的概念和原理(一)微反应器的概念微反应器是一种小型化的反应器,其尺寸通常在微米至毫米之间。
与传统的宏观反应器相比,微反应器具有更小的体积和更大的表面积与体积比,以及更高的传热和传质效率。
微反应器通过在微通道内进行反应,利用微观尺度上的流体动力学效应和界面效应,实现对反应过程的精确控制和优化。
微反应器借助微流控技术,将反应物通过微通道引入,并在微通道中与催化剂或其他反应物发生反应[1]。
微通道的设计可以根据需要调整,包括通道形状、尺寸、流动模式等,以满足特定反映的需求。
微反应器的微通道可采用不同材料制成,例如玻璃、金属或聚合物等。
微反应器具有许多独特的特点和优势。
首先,由于微反应器体积小且具有高比表面积与体积比,从而实现了高效的传热和传质。
这使得微反应器能够快速均匀地加热或冷却反应物,并促进反应物之间的混合,提高反应速率和选择性。
其次,微反应器的小尺寸有助于实现反应条件的精确控制。
由于微通道的尺寸小,反映物在通道内的停留时间短,可以更好地控制温度、压力和浓度等反映参数。
生物反应器工程的进展及应用前景

生物反应器工程的进展及应用前景随着生物技术和生物工程技术的发展,生物反应器工程也越来越受到人们的关注。
生物反应器是一种将微生物、细胞或酶等生物体系与物理化学体系联系起来,实现生物过程的转换和放大的设备。
它广泛应用于制药、食品、化工等领域,可用于生产药品、饮料、乳制品、酒精、食品添加剂等多种产品。
本文将探讨生物反应器工程的进展及应用前景。
一、生物反应器工程的发展历程生物反应器工程作为一门交叉学科,源于20世纪50年代初期的微生物发酵工程。
20世纪60年代末至70年代初,在生物工程和生物技术的推动下,生物反应器工程开始成为一个研究领域,逐渐形成了自己的研究体系和学科体系。
随着生物技术的飞速发展和工业化需求的增加,生物反应器工程逐渐成为一门独立的学科,成为生物化学、化工、环保工程等领域的重要组成部分。
二、生物反应器工程的进展1. 设备结构创新随着现代计算机技术和传感器技术的发展,生物反应器的结构不断被改进。
计算机模拟、分析和模型控制大大提高了反应器的性能和效率,从而提高了生产效率和质量。
同时,反应器的形式也得到了广泛的改进,如批量、连续、半连续和离散反应器等。
2. 微观反应器的发展微观生物反应器是新型反应器的研究方向之一。
微小的反应器可以为微生物的生长和代谢提供一种环境,从而提高反应器的效率和转化率。
同时,微观反应器可以为不同的微生物提供不同的温度、pH值、氧气和营养物质,从而优化微生物的生长和代谢。
微观反应器在微生物代谢的研究、新型药物结构的发现和制造、缩短生物反应器的反应时间等方面具有广泛的应用前景。
三、生物反应器的应用前景1. 药物开发及制造生物反应器在制药领域的应用越来越广泛。
通过生物反应器工程可以生产出诸如生物药物、口服药物、治疗癌症的药物等等。
这些药物在生产过程中,可以通过生物反应器工程的手段来控制它们的制造,以便使可得到更具品质管理的产品。
生物反应器工程的重要性对于制药领域的质量安全以及新型药物的研发十分重要。
化学反应工程的新进展与应用
化学反应工程的新进展与应用化学反应工程是利用化学反应原理与工程技术相结合的一种综合性学科。
近年来,随着科技的不断发展,化学反应工程在各个领域都得到了广泛的应用和推广。
在本文中,将主要探讨化学反应工程的新进展和应用。
一、微反应器技术微反应器技术是一种将反应器和微机电系统(MEMS)相结合的新型反应工艺。
采取微反应器可以有效地减少废气、废液和废物的产生,大幅度地降低了能耗和生产成本。
同时,微反应器还有很好的流体控制能力和精细的温度控制能力,能够为化学反应提供更加优化的环境,使反应速率更快,产品质量更高。
二、晶体化学反应晶体化学反应是利用晶体的成长过程,使分子彼此相遇并发生化学反应的一种新型化学反应。
此技术可以有效地改变化学反应的程度和速率,同时具有极高的选择性,适合于那些需要高度纯净和高度复杂的化合物的制备。
晶体化学反应还可以应用在基因测序、药物研发等领域。
三、生物催化剂生物催化剂是指可以促进化学反应发生,同时还可以重复使用,并且不破坏反应物的生物体。
生物催化剂可以极大地降低能耗和源的消耗,同时具有更高的废物降解效率和反应温度控制能力。
生物催化剂已经被广泛应用于染料、食品、医药等领域。
四、多相反应多相反应是一种将反应物与催化剂的物理状态尽可能地加以区分和隔离的化学反应,例如气体与液体、固体与液体等。
多相反应技术可以有效地将反应物彼此隔离,从而加速反应速率,提高产品质量和产量。
多相反应也被广泛应用于石油化工、合成材料及新能源开发等领域。
五、绿色化学合成绿色化学合成是一种以环保、低风险、节能和高效为基础的化学合成技术。
绿色化学合成可以有效地减少或避免污染物的产生,降低毒性和危险性,并且在化学合成过程中的能量和原材料消耗得到最大限度的降低。
绿色化学合成在精细化学品、药品、化妆品和食品添加剂等领域得到了广泛的应用。
综上所述,随着新技术和新理念不断涌现,化学反应工程正在不断地向高效、绿色和环保的方向发展。
科技的不断进步和应用,将极大地改善人们的生活质量和环境,带来更多的人类福祉。
微型反应器的设计和应用

微型反应器的设计和应用随着科技的不断进步,化学反应器的规模不止缩小,从宏观到微观的跨越也是关键。
从宏观到微观的低噪声,微型反应器也成为科学研究和工业生产中必不可少的一环。
一、微型反应器的发展微型反应器的基本概念是指在微米、毫米甚至亚毫米的空间范围内设置反应器,整个反应在一个微小空间里完成,与常见的宏观反应器不同,常见的反应器一般达到好几十甚至几百立方米。
微型反应器的优点在于反应物与催化剂接触的接触时间更短,反应物能够更均匀地通过反应器,生成的产物也能够更快的与体系分离,从而大大提高反应效率。
微型反应器本质上是一种新型的化学反应装置,可以被认为是化学反应器领域中的一项前沿技术。
大约二十年前,微型反应器在实验室当中出现,之后,微型反应器越来越普遍地用于在微观尺度处合成和分析化合物。
在学术界,微型反应器已经被用于合成材料、药物、纳米材料以及异质催化剂。
据统计,微型反应器的研究和应用领域日益广泛,包括有催化剂合成、金属催化型碳氢键活化、等离子提纯、荧光标记、纳米颗粒合成和小分子分析等。
尽管微型反应器的工作原理与宏观反应器类似,但基于尺寸的影响,它们的性质却与宏观反应器截然不同。
二、微型反应器的特点1. 反应器小型化由于微型反应器是在微观距离上完成反应的,这种特殊的设计使得整个反应器非常小巧,大小通常在微米到毫米之间。
这种小型化的设计对于反应速度和反应效果都有很大的帮助,因为反应物相互作用的距离变得非常近,这可以加速反应速度并提高反应效率。
2. 操作简便由于微型反应器的小巧和灵活性,操作也变得更加容易和简单。
添加反应物和调整反应条件都变得更加实际和容易,因此这使得微型反应器广泛应用于学术和工业研究。
3. 高效正是因为微型反应器的设计,微型反应器能够提供更快的反应速度和更高的反应效率,这是由于反应物在微米到毫米的空间中,可以更均匀地和催化剂接触。
4. 量身定制微型反应器的设计和生产具有高度的灵活性。
科学家们可以根据不同的反应需要定制不同的微型反应器,包括反应器的形状、大小、材料、通道设计等。
流动化学微通道反应器的应用现状及展望

流动化学微通道反应器的应用现状及展望一、引言随着科学技术的发展,微通道反应器在流动化学领域的应用越来越广泛。
微通道反应器具有高传热、高传质、高反应效率等优点,适用于多种化学反应过程。
本文将介绍微通道反应器的技术特点、应用现状及未来发展趋势,旨在为相关领域的研究和应用提供参考。
二、微通道反应器的技术特点1.高传热、高传质:微通道反应器具有较小的通道尺寸,能够显著提高传热和传质效率。
这使得化学反应可以在更高的反应速率下进行,同时减少了能源消耗。
2.高反应效率:由于微通道反应器的特殊结构,化学反应可以在短时间内完成,减少了副反应和废物生成,提高了产品的质量和产量。
3.易于控制:微通道反应器可以通过改变通道尺寸、反应条件等参数来控制化学反应过程,从而实现反应过程的精确控制。
4.安全性高:微通道反应器具有较低的操作压力和温度,减少了化学反应的风险和安全隐患。
三、微通道反应器的应用现状1.制药行业:在制药行业中,微通道反应器被广泛应用于药物合成、生物催化反应等领域。
其高传热、高传质性能使得药物合成过程更加高效、安全。
2.化工行业:微通道反应器在化工行业中得到了广泛应用,如烯烃聚合、燃料生产等。
其高反应效率和易于控制的优点使得化工生产过程更加优化和可控。
3.环境治理:微通道反应器可用于处理环境污染问题,如废水处理、有害气体净化等。
其高效率和安全性使得环境治理更加有效和环保。
4.能源领域:微通道反应器在能源领域也有广泛的应用,如燃料电池、太阳能电池等。
其高效率和精确控制性能使得能源转换和利用更加高效和可持续。
四、微通道反应器的未来发展趋势1.微型化:随着微制造技术的发展,未来微通道反应器可能会更加微型化,从而进一步提高传热、传质效率,并使得设备更加紧凑和便携。
2.多功能化:未来的微通道反应器可能会具备更多的功能,如混合、分离、检测等,从而能够实现更加复杂的化学反应过程。
3.智能化:随着物联网、人工智能等技术的发展,未来的微通道反应器可能会更加智能化,能够实现自我感知、自我控制和故障诊断等功能,从而提高设备的安全性和效率。
微电解反应器

微电解反应器1. 引言微电解反应器是一种先进的化学反应器技术,它在微尺度下利用电解化学原理实现反应过程。
相比传统的反应器,微电解反应器具有体积小、反应速度快、热效应低等优势,为化学合成、能源转化、环境保护等领域提供了新的可能性。
本文将深入探讨微电解反应器的工作原理、应用领域以及发展趋势。
2.工作原理微电解反应器的工作原理可以简单概括为在微尺度下利用电解化学的基本原理进行反应。
微电解反应器通常由两个电极和一个电解质溶液组成。
电极通常为惰性材料,如铂、金等,用于提供电压和催化反应。
电解质溶液中含有产生反应所需的物质,当施加电压后,电解质中的分子或离子会发生电解反应,生成所需的产物。
3. 应用领域3.1 化学合成微电解反应器在化学合成领域有着广泛的应用前景。
由于微电解反应器的体积小、反应速度快,可以实现高效的化学反应。
此外,微电解反应器还能够控制反应环境,提高产品的纯度和选择性。
因此,它可以用于有机合成、催化反应等领域,例如有机合成中的氧化、还原、羰基化反应等。
3.2 能源转化微电解反应器也在能源转化领域展示了巨大的潜力。
它可以用于水电解制氢、燃料电池中的氧还原反应等。
微电解反应器的小尺度使得电化学反应的传质效率更高,可以提高能源转化效率。
此外,微电解反应器还可以与其他能源转化设备集成,形成多功能的能源转换系统。
3.3 环境保护在环境保护领域,微电解反应器可以应用于废水处理、大气污染减排等。
通过微电解反应器,可以高效地去除废水中的有机物、重金属等污染物,减少环境的污染。
此外,微电解反应器还可以利用电解反应产生的电能,实现废水处理设备的自愈力和节能减排效果。
4. 发展趋势4.1 微流控技术的应用随着微流控技术的快速发展,微电解反应器的性能将进一步提升。
微流控技术可以实现对流体的精确控制和微观混合,提高反应效率和产物纯度。
因此,在微电解反应器中引入微流控技术将成为未来的发展方向。
4.2 材料与催化剂的创新微电解反应器的性能也受到材料和催化剂的制约。
微化工技术研究进展
微化工技术研究进展1. 本文概述2. 微化工技术的历史发展微化工技术的发展可以追溯到20世纪80年代初,Tuckerman和Pease首次提出了“微通道散热器”的概念,解决了集成电路大规模和超大规模化所面临的“热障”问题。
1985年,Swift等人研制出用于两种流体热交换的微尺度换热器。
到了20世纪90年代初,“微反应技术”的概念迅速引起了发达国家研究机构和大公司的关注。
美国、德国、英国、法国、日本等国家的重要研究机构、高校以及许多大化工公司(如DuPont、Bayer、BASF、UOP等)相继开展了微化学工程与技术的研究。
在国内,中国科学院大连化学物理研究所于2000年开始进行微化工技术研究,并成立了微化工技术课题组和微加工中心。
清华大学、华东理工大学等高校也开展了与微化工技术相关的研究。
1997年开始,每年举办一届以“微反应技术”为主题的国际会议。
2003年4月,召开了首届“微通道和小通道”国际会议。
DuPont公司的中心研究室于1993年利用微电子加工技术制造了首个芯片反应器,用于生产甲基异氰酸甲酯(MIC)和氰氢酸等有毒物质。
总体而言,微化工技术的发展经历了从概念提出到实际应用的过程,并在过去的几十年中取得了长足的进步,成为化工、制药、材料等领域的重要研究方向。
3. 微反应器的设计与优化微反应器,作为微化工技术的核心组件,其设计原理基于在微观尺度上对化学反应过程进行精确控制。
与传统的宏观反应器相比,微反应器具有体积小、传质快、热量传递效率高等特点。
在设计微反应器时,需要考虑反应物的流动特性、混合效果、温度和压力的控制等因素。
微反应器的设计还需符合反应的化学特性,如反应动力学、热效应等。
微反应器的设计方法主要包括计算流体动力学(CFD)模拟、实验设计(DoE)和优化算法。
CFD模拟能够预测流体在微通道中的流动行为,帮助设计师优化通道结构以实现更好的混合和反应效果。
DoE 则用于系统地研究不同设计参数对反应性能的影响,从而找到最佳的设计方案。
微型反应器的研究及应用前景

微型反应器的研究及应用前景微型反应器是一种基于微纳技术设计的小型反应器,其大小通常在毫米级以下。
与传统大型反应器相比,微型反应器有其特有的优势,如更高的反应速率、更高的热和质量传递效率、更好的空间控制和更小的试剂消耗量等。
这些性质使得微型反应器在化学、生物、医学和制药等领域得到广泛应用。
本文将探讨微型反应器的研究和应用前景。
一、微型反应器的研究现状微型反应器的研究始于20世纪60年代,但直到90年代才有了大量的研究成果。
早期的微型反应器大多是基于微加工技术制备的耦合管道结构,随着技术的发展,微型反应器的种类也不断增加,包括颗粒状、膜状、纳米状等不同形态的反应器。
同时,微型反应器也不再只是用于普通的化学反应,而是逐渐拓展到体外诊断、基因挖掘等生物医学领域,甚至应用到电子器件和光学器件等领域。
由于微型反应器具有高效、低耗、快速和可控的特点,因此,它们得到了广泛的关注和研究。
目前,微型反应器的研究重点包括:材料选择、微加工技术、流体控制和反应器仿真等方面。
材料选择是微型反应器设计中一个至关重要的环节,不同的材料和材料组合可以用于不同的反应,比如耐腐蚀材料可以用于化学反应;流体控制是微型反应器性能的关键之一,可以通过流体力学模拟和控制来实现;反应器仿真则可以用于预测反应器表现和反应分析。
二、微型反应器的应用前景微型反应器在化学、生物和医学领域的应用前景广泛。
以下是几个重要领域的应用示例:1. 化学合成在化学领域,微型反应器的应用可以大大提升反应速率和产率,减少废物生成和能耗,从而实现可持续的化学合成。
几乎所有的有机合成反应都可以在微型反应器中进行,比如催化反应、不对称反应、烃化反应等。
此外,微型反应器还可以用于高压和高温反应,有望成为下一代化学反应技术的新平台。
2. 生物医药在生物医学领域,微型反应器可以用于体外诊断和药物研发。
例如,通过分离、诊断和监测患者血液、尿液或唾液等生物标志物,可以提前预测疾病风险和诊断信号,从而实现早期疾病检测和治疗。
反应器的应用及其研究进展(原创)

化工反应工程与工艺分析题目反应器的应用及其研究进展学院专业班级学号学生姓名任课教师xxx年xx 月xx 日目录反应器的应用及其研究进展 (3)一、绪论 (3)二、管式反应器工作原理及其研究进展 (6)三、釜式反应器工作原理及其研究进展 (7)四、塔式反应器工作原理及其研究进展 (9)五、床式反应器工作原理及其研究进展 (10)六、微反应器工作原理及其研究进展 (13)七、结语 (15)参考文献 (16)反应器的应用及其研究进展xxx摘要:反应器是一种用于反应的装置,在化工、炼油、冶金、轻工等行业中获取了大规模的使用。
化工热力学是以轻工业反应池内的反应为实验对象,使用建立数学模型的办法,构建了反应池的理论模型,考证了反应器的迁移步骤对化学反应的作用、反应池的流体力学、反应参数的的精确度,为工业反应器的设计和运行提供了依据。
化学反应器是化工过程中的重要装置,其结构的好坏直接影响着整个工艺的质量和安全。
基于反应池的形态特征,能够分成釜式、列管式、塔式、床式、微小型反应池等。
关键词:釜式反应池;管式反应池;塔式反应池;床式反应池;微反应池Research progress and application of reactorxxxAbstract: Chemical reactor is the core equipment of chemical production, the form of reactor has a very important impact on chemical production, can directly affect the safety of production and product quality. According to the form characteristics of the reactor, it can be divided into kettle reactor, tube reactor, tower reactor, bed reactor, microreactor and so on. Key words: kettle reactor; Tubular reactor; Tower reactor; Bed reactor; microreactor一、绪论化学中的反应器一般情况下是化工生产中的关键设备,其工艺水平的高低对整个化工过程的质量、设备的投入、运行费用等都有很大的影响。
微反应器发展概况

微反应器发展概况一、本文概述随着科学技术的飞速进步,微反应器技术作为一种新兴的化学反应技术,正在逐渐改变我们对化学反应的传统理解和应用。
本文旨在全面概述微反应器技术的发展历程、现状及其在各个领域的应用,以期为读者提供一个清晰、全面的微反应器技术画像。
我们将从微反应器的定义和分类入手,深入探讨其设计原理、制造工艺以及优势特点。
我们还将关注微反应器在能源、化工、制药、环保等领域的应用案例,分析其在提高反应效率、减少能源消耗和环境污染等方面的重要作用。
我们将展望微反应器技术的未来发展趋势,以期为其进一步的研究和应用提供参考。
二、微反应器的发展历程微反应器作为一种创新的化工设备,其发展历程虽然相对较短,但已经取得了显著的进展。
微反应器技术的发展可以追溯到20世纪90年代,当时主要集中在微型化工设备和微流控技术的研究上。
随着科学技术的进步,微反应器的设计和制造逐渐成熟,其应用领域也逐渐扩展。
在微反应器的发展历程中,有几个关键的技术突破值得一提。
首先是微加工技术的出现,使得制造微米级别的反应器成为可能。
其次是微流控技术的不断完善,使得在微尺度上实现精确的流体控制和反应过程成为可能。
随着计算流体力学等数值模拟技术的发展,微反应器的设计和优化也变得更加精确和高效。
在应用方面,微反应器最初主要用于小规模的化学反应研究,如新药开发、催化剂筛选等。
随着技术的发展,其应用领域逐渐扩展到了能源、环保、材料制备等多个领域。
特别是在新能源领域,微反应器在燃料电池、太阳能电池等的研究中发挥着重要作用。
微反应器的发展历程是一个不断创新和拓展的过程。
随着科学技术的不断进步和应用领域的不断扩展,微反应器将在未来的化工生产中发挥更加重要的作用。
三、微反应器的分类与特点随着科技的进步,微反应器作为一种高效、节能的新型反应设备,已逐渐受到广大研究者和工业界的青睐。
微反应器根据不同的分类标准,可以有多种分类方式。
按照结构形式来分,主要包括板式微反应器、管式微反应器、芯片式微反应器等。
微通道反应器
微流控反应器制备纳米磷酸铁锂相关研究进展微流控反应器是利用精密加工技术制造的、特征尺寸在10~1000微米之间的微型反应器。
微反应器有着极好的传热和传质能力,可以实现物料的瞬间均匀混合和高效的传热,因此许多在常规反应器中无法实现的反应都可以微反应器中实现。
但是微反应器最大的缺点是固体物料无法通过微通道,如果反应中有大量固体产生,微通道极易堵塞,导致生产无法连续进行。
目前这一问题主要是通过改进反应器的设计来解决。
例如拜耳-埃尔费尔德微技术公司开发的阀式混合器(反应器)可以用于快速沉淀反应,基于这一技术,拜耳公司成功开发了商业化生产工艺,用于生产高性能的纳米材料。
纳米材料在能源领域也有着广阔的应用,但是在纳米材料产业化过程中,能够大规模生产并且可控的手段并不多,而微反应器能够同时满足以上两个条件,未来将在能源领域有巨大的应用前景。
南京工业大学材料学院杨晖老师课题组首次利用微反应器在能源领域开展了大量的研究,相关研究成果发表在Chemical Communication (2013)49:5396-5398;Journal of Materials Chemistry A(2013)1:10429-10435;Rsc Advances(2014)4:25625 -25632。
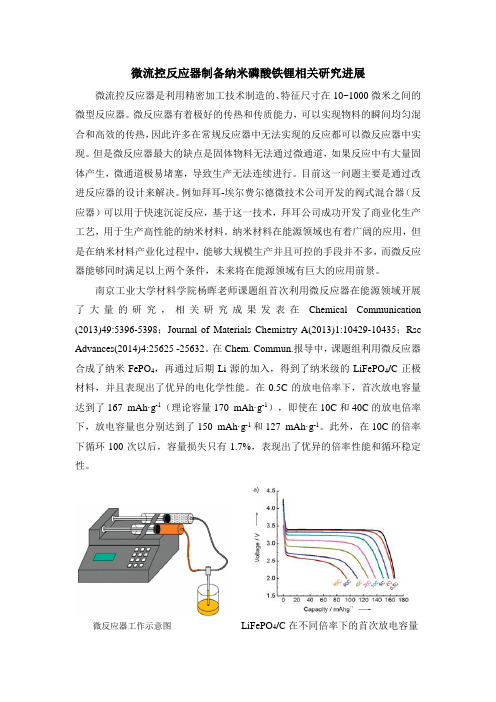
在Chem. Commun.报导中,课题组利用微反应器合成了纳米FePO4,再通过后期Li源的加入,得到了纳米级的LiFePO4/C正极材料,并且表现出了优异的电化学性能。
在0.5C的放电倍率下,首次放电容量达到了167 mAh·g-1(理论容量170 mAh·g-1),即使在10C和40C的放电倍率下,放电容量也分别达到了150 mAh·g-1和127 mAh·g-1。
此外,在10C的倍率下循环100次以后,容量损失只有1.7%,表现出了优异的倍率性能和循环稳定性。
微反应器工作示意图LiFePO4/C在不同倍率下的首次放电容量。
微反应器在有机合成及催化中的应用

微反应器在有机合成及催化中的应用引言有机合成是一项关键的科学领域,它涉及到制备有机物的方法和技术。
在传统的有机合成中,常常需要高温和高压条件,同时需要大量的反应物和反应时间。
然而,随着微反应器技术的发展,有机合成和催化领域得到了革命性的改进。
微反应器是一种小型化的装置,可以控制和加强化学反应的效果。
本文将探讨微反应器在有机合成和催化中的应用,并介绍其优点和挑战。
微反应器的原理和设计微反应器是一种微型化的化学反应器,其特点是具有高比表面积、良好的传质性能和独特的温度控制能力。
不同于传统反应器中的大批量反应,微反应器通过微流道管道内的小体积反应,可以实现反应物质的快速混合和高效的传质速率。
此外,微反应器可以通过控制外部的温度控制设备,实现对反应温度的精确控制。
微反应器的设计涉及到多个方面的考虑,如微流道的形状和尺寸、微反应器的材料选择、反应物输入和产物采集等。
常见的微反应器设计包括直线流动方式、分支流动方式和微滴方式。
此外,微反应器的材料选择对反应的性能和稳定性起着重要的作用。
例如,一些高温和高压反应需要选择具有优良耐受性的材料。
微反应器在有机合成中的应用微反应器在有机合成中具有许多优势,如高效性、选择性和可控性。
由于微反应器具有小体积和高比表面积的特点,反应物可以在短时间内充分混合,加速反应速率。
此外,微反应器可以精确控制反应温度,避免副反应的发生。
这些优势使微反应器在有机合成中得到广泛应用。
快速反应微反应器的小体积设计意味着反应物分子之间的碰撞更加频繁。
这加速了反应速率,使得在其中使用微反应器能够在短时间内完成反应,从而提高了合成效率。
高选择性微反应器可以通过调整反应物的进料速率和控制反应温度等参数,实现对反应的高度选择性。
这对于多步反应中的中间体的选择性生成尤为重要。
通过微反应器,合成中间体的选择性可以得到有效的提高。
催化反应微反应器在催化反应中表现出色。
催化反应需要提供一个稳定的催化剂,并控制反应物与催化剂之间的接触。
微通道反应器在合成工艺改进中的应用研究进展
http:// 合成化学,2219,25(11),903-929 Chin.].Syn.Chem.2219,05(11-,903-920•综合评述•微通道反应器在合成工艺改进中的应用研究进展朱梅2,,漆亚云42,甘宜远42,胡伟男2,,唐思雨42,欧阳贵平40,*,王贞超40,*(1.贵州大学药学院,贵州贵阳550025;2.贵州医科大学药用植物功效与利用国家重点实验室,贵州贵阳554025; 3.贵州省合成药物工程实验室,贵州贵阳554025°摘要:随着对低耗能、环保、连续化生产工艺的不断探索,微通道反应器极佳的传质传热性能、精确的反应条件控制及反应过程的安全性等优势引起了研究人员的广泛关注。
本文就微通道反应器的研究进展及其在工艺参数优化、连续化合成中的应用进行综述,对反应器现存问题及解决方法进行分析,并对其未来发展进行展望。
关键词:微通道反应器;工艺参数优化;连续化合成;综述中图分类号:TQ202文献标志码:A DOI:10.15952/kd cjsc.10057512.19184Research Progress on Application of Microchannel Reactorin Improvemeni of SyntOetia ProcessZHU Mei40,QI Ya-yun00,GAN Yi-ynau42,HU Wei-sau42,TANG Si-yn40,OUYANGGui凝Ng473*,WANGZhen-chao073*(2.Schoci of Pharmacy,GuizZou University,Guiyang550025,China;2.Smte Key Ladoratorg ofEffiNency and UPkzaUox of MedicNal Plants,GuizZou Medical University,Guiyang550014,China;3.GuizZou PharmacevPcal Engineering LaPoratoro,Guiyang550025,China)AbsOcct:With tha couPnuoxs—pUmtiou of Uw evergq consumption,exviro/mevtai protection and couPnuoxs pro/nctiou process:tha advantagas of micrv-chandei reactor,such as excelUxi mass and heal transfer perfonnadco,acchrata control of reaction condikods:and safetq of reaction process,have btractef—t—sNe attevtiox of researchers.Iu this pagar,tha research progress of micrv-chandei reactors and its agpUcabox iu process parameters o/Umizabox and co/tNuoxs syuthyis were reviewed,tha existing pro/Ums and coyespo/ding solutions of tha reactor were analyzed,and tha future deveU/mevi of the reactors was alsa prospected.Keywords:micrv-chandei reactor;RchnoU/icb parameter o/timizatiox;co/Undoxs syuthyis;review传统化工反应设备在合成工艺上的局限性及连续流反应的优势,共同推动了微反应器的快速发展4「7。
微通道反应器中精细化学品合成危险工艺研究进展

课题组自2016年开始,开展基于微通道反应器的连续化生产工艺开发等方面的研究工作。
对氯化、溴化、氟化、氧化、重氮化、硝化、加氢及胺化等反应过程进行了深入系统的研究。
本文是在课题组前期研究基础上,对相关领域最新研究成果进行了归纳、总结,并结合作者多年研究心得所撰写,以期为科研工作者了解相关领域的研究现状、发展趋势提供帮助。
摘要:卤化、氧化、重氮化、硝化以及催化加氢是精细化工生产中的重要反应,通常以间歇方式在釜式反应器中进行,存在安全隐患,并且反应效率低。
微通道反应器技术的发展为解决上述问题提供了有效途径,因此,发展基于微通道反应器的安全高效合成工艺成为当前精细化工领域的研究热点之一。
该文综述了近年来微通道反应器中涉及精细化工产品合成危险工艺的研究进展,并指出了微通道反应器存在的不足和今后研究的方向。
结束语与展望本文总结了新型微通道反应器的设计、构建和相关产品在微通道反应器中合成工艺的研究进展,涵盖了放热剧烈、反应物或产物不稳定、物料配比严格、高温高压等危险反应工艺,与国家石化化工行业鼓励推广应用的技术和产品目录的第一条“新型微通道反应器装备及连续流工艺技术”的范畴相契合[92]。
从中发现:(1)微反应器的材质与反应物在反应器内表面的均匀分布以及耐腐蚀性密切相关,从而影响反应能否顺利进行;(2)均相或气-液两相反应可以在经典的毛细管线圈反应器内进行,通过工艺参数的优化可以达到理想的结果,其中停留时间是主要因素;(3)对于光催化反应,微反应器的构型设计应满足尽可能大的受光面积;(4)对于气-液-液三相反应,微反应器的设计首先考虑的是反应物相的充分混合问题,混合器和反应器芯片的构造与构型是优先考虑的因素;(5)采用催化活性组分修饰的毛细管微反应器可以解决经典毛细管反应器不能进行固-液或气-固-液多相催化反应的问题,而且无需催化剂的分离,其中负载催化活性组分的活性和稳定性是优先考虑的问题;(6)填充床反应器上也可进行固-液或气-固-液多相催化反应,催化剂的填充需避免大的压降问题;(7)除了反应温度、反应压力以外,气体流速、液体流速以及停留时间也是获得微通道反应器中相关反应优化工艺的重要参数。
微反应器中连续还原胺化反应的研究进展
化工进展Chemical Industry and Engineering Progress2024 年第 43 卷第 1 期微反应器中连续还原胺化反应的研究进展张家昊,李盈盈,徐彦琳,尹佳滨,张吉松(清华大学化学工程系,化学工程联合国家重点实验室,北京100084)摘要:还原胺化反应是一种把醛(酮)转化为胺类物质的有效方法。
还原胺化反应路径复杂,影响因素众多,合适的反应条件能够提升反应效率和选择性。
本文总结了还原胺化反应常见的催化体系及催化剂、溶剂、温度、底物性质以及氨/水/酸的加入对反应的影响。
基于这些影响因素,进一步介绍了连续微反应器技术在还原胺化过程中的应用,总结了以伯胺/仲胺/叔胺为目标产物的连续还原胺化过程、以硝基化合物为原料的连续还原胺化过程、酶催化及无催化剂的连续还原胺化过程。
微反应器中的温度控制、传质强化和停留时间分布能进一步实现反应强化和选择性提升。
基于微反应器的连续还原胺化技术及该技术与新型催化材料的结合有望在胺类物质的生产领域扮演越来越重要的角色。
关键词:还原胺化;多相反应;微反应器;连续合成;催化剂中图分类号:TQ032.4 文献标志码:A 文章编号:1000-6613(2024)01-0186-12Research advancement of continuous reductive amination in microreactorsZHANG Jiahao ,LI Yingying ,XU Yanlin ,YIN Jiabin ,ZHANG Jisong(State Key Laboratory of Chemical Engineering, Department of Chemical Engineering, Tsinghua University, Beijing 100084, China)Abstract: Reductive amination is a convenient way to transform aldehydes (ketones) into amines. Reductive amination has a complex reaction pathway and numerous influencing factors. The implementation of appropriate reaction conditions can significantly enhance reaction efficiency and selectivity. This article summarizes prevalent catalytic systems and the impacts of catalysts, solvents, temperatures, substrate properties, as well as the addition of ammonia/water/acid on the reductive amination. Subsequently, the utilization of microreactors in reductive amination is further discussed. The discussion encompasses continuous reductive amination process with primary, secondary, and tertiary amines as the target product, continuous reductive amination processes utilizing nitro compounds as starting materials, enzyme-catalyzed, and catalyst-free continuous reductive amination processes. Temperature control, mass transfer enhancement, and residence time distribution within microreactors can further intensify the reaction and improve the selectivity. The continuous reductive amination technology, coupled with novel catalytic materials, is expected to play an increasingly pivotal role in the production of amine compounds.Keywords: reductive amination; multiphase reaction; microreactors; continuous synthesis; catalyst特约评述DOI :10.16085/j.issn.1000-6613.2023-1479收稿日期:2023-08-23;修改稿日期:2023-11-21。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
巢湖学院本科学生毕业论文微反应器的研究进展The Research Progress of Micro Reactor系别化学与材料科学系专业化学工程与工艺届别2011学生姓名朱文斌学号07003019指导教师方志林万新军职称助教教授完成时间2011年5月在20世纪50年代末,著名的物理学家Richard Feynman曾大胆预言未来科学技术将向微型化方向发展。
半个多世纪以来,随着微电子技术的迅速发展,数码产品,计算机以及通讯工具的不断更新已经将微型化所带来的影响引入到了人类生活和工作的各个领域,空前地提高了整个社会的信息化程度,并对人类文明进程产生了重大的影响。
20世纪90年代以来,在多学科交叉以及高新技术发展迅猛的势头下,微化工技术应运而生并顺势兴起,引起了国内外广大研究人员的极大关注。
相信在不久的未来,微化工技术将会以其高效、快速、灵活、轻便、易装卸等特点给整个化工领域带来革命性的影响。
关键词:微反应器;微通道反应器;微反应技术In the late 1995s, famous physicist Richard Feynman was bold pre dictions miniaturization is the future direction of the development of scie nce and technology, digital products, communication and computer unceas ing renewal has brought by introducing the convenient nano-scale human life and the work of the various fields, make whole society's informatio n got unprecedented enhancement, and to human civilization progress to have the significant influence. Since the 1990s, in high-tech and inter-dis cipline, under the rapid development of micro chemical technology helpe d and surf arises rise, caused the domestic and foreign general researcher s enormous attention. I believe in the near future, micro-chemical technol ogy will be its efficient, fast, flexible, easy handling characteristics to th e entire chemical industry a revolutionary impact.Keywords:micro-reactor; micro-channel reactor; micro-reaction techn ology目录引言 (1)1微反应器的定义 (1)2微反应器的分类 (2)2.1气固两相催化微反应器 (2)2.2气液两相微反应器 (3)2.3气液固三相催化微反应器 (3)2.4液液两相微反应器 (3)3微反应器的特性 (4)3.1微反应器的几何特性 (4)3.2微反应器内流体的传递特性和宏观流动特性 (4)3.2.1传热特性 (5)3.2.2传质特性 (5)3.2.3宏观流动特性 (5)3.2.4动量传递特性 (5)3.3微反应器的优点 (5)3.3.1温度可控 (5)3.3.2时间可控 (6)3.3.3转化率和收率 (6)3.3.4安全性能 (6)3.3.5放大问题 (6)4微反应器的制作材料和技术 (6)5展望 (7)参考文献 (8)微反应器的研究进展朱文斌(巢湖学院化学与材料科学系, 安徽巢湖238000)引言微反应器技术由于其在化学工业中的成功应用而引起广泛地关注。
微反应器是一种连续流动的管道式反应器。
它包括化工单元所需要的换热器、混合器、控制器、反应器等,但是其管道尺寸远远小于常规管式反应器。
微反应器内部是由直径为10~500μm的很多并联的微管组成,有极大的比表面积,由此带来的根本优势是极大的混合效率和换热效率。
换句话说,可以精确控制反应温度和反应物料按精确配比瞬时混合。
这些都是提高收率、选择性、安全性,以及提高产品质量的关键因素。
1 微反应器的定义微反应器是一个比较广泛的概念,并有很多种形式,既包括传统的微量反应器,也包括聚合微反应器、反相胶束条纹反应器、微聚合反应器和固体模板微反应器等。
这些微反应器的对化学反应的共同特点是将其控制在极其微小的空间内,反应通道的平均尺寸一般为微米甚至纳米。
本文主要讲述具有上述特点的微反应器,但又有所不同,它是一种借助于特殊微加工技术以固体基质制造的可用于进行化学反应的三维结构元件[1](见图1)或包括传热、混合、分离、控制和分析等各种功能于一体的微反应系统,通常流体流动通道的当量直径数量级介于微米和毫米之间,化学反应在这些通道中发生,因而又将微反应器称为微通道(micro channel)反应器。
严格来讲微反应器与微换热器、微分离器和微混合器等其他微通道设备有所不同,但由于它们有相似的结构,在微换热器、微混合器和微分离器等微通道设备中可以进行催化反应,而且在微通道壁上固定催化剂时,微换热器、微混合器和微分离器等微通道设备就成为微反应器,因而将这一类微通道设备统称为微反应器。
图1简单的微反应器结构2 微反应器的分类微反应器研究在逐渐发展中,现在还难以给微反应器进行准确的分类。
对微反应器的分类可以借助传统反应器的分类标准。
微反应器的类型按照不同的分类方法有多种类型。
首先根据操作模式微反应器可分为半连续式微反应器、间歇微式微反应器和连续式微反应器;根据不同的能量输入源,可将其分为主动微混合器和被动微混器。
其次根据用途的不同又可将微反应器分为实验型微反应器和生产型微反应器两大类,其中前者的主要用于检测催化剂性能、筛选药物及工艺设计和优化等。
在化学反应工程的角度上,微反应器的类型和反应过程密切相关,微反应器结构随着不同相态的反应过程有不同要求,因此根据反应过程的相态的不同,又可以将微反应器分为气固相催化微反应器、气液相微反应器、气液固三相催化微反应器和液液相微反应器等。
下面简略的介绍上述几种类型的微反应器。
2.1气固两相催化微反应器由于气固相催化反应适合在微反应器中进行,到目前为止微反应器的研究主要集中于气固相催化反应,因此种类最多的是气固相催化微反应器。
最简单的气固相催化微反应器微通道的壁面固定有催化剂。
而复杂的气固相催化微反应器一般都将换热、混合、分离和传感等功能结合在一起。
图2所示的微反应器有加热、反应和冷却三种功能,由加热器、反应器和冷却器三部分组成[2]。
而麻省理工学院Srinivason等设计制造的T形薄壁微反应器[3](图3)更具代表性。
该反应器用于进行氨的氧化反应,氧气和氨气分别从两侧通道进入形反应器,然后分别经流量传感器到正下方通道进口处进行混合,通道壁外侧装有加热器和温度传感器,而这种反应器的薄壁就相当于换热器,通过制作薄壁材料的变化调整壁厚,从而改变热导率,对反应热量的转移进行控制,因此适合放热量不同的各种化学反应。
图2耦合反应、加热和冷却3种功能的微反应器图3 T形薄壁微反应器2.2 气液两相微反应器有关气液相微反应器的研究较少,根据气液接触的方式可以将微反应器分为两类。
一类是沉降膜式微反应器,液体从上而下呈膜状流动,在膜的表面气液两相可以接触充分[4]。
气液反应的速率和转化率等往往与气液两相的接触面积有关。
另一类是气体和液体分别从两个微通道进入一个微通道,整个结构类似于T形。
由于在气液两相中,流体的流动类型与泡罩塔相似,随着气液的流速变化会出现气泡流、环状流、节涌流和喷射流等典型的流型,这一类型的反应器被称为微泡罩塔微反应器[5]。
这两类气液相反应器都有非常大的气液相接触面积,其内表面积接近20000m2/m3,与传统的气液相反应器相比要大一个数量级[6]。
2.3 气液固三相催化微反应器气液固三相反应在化学反应中也比较常见且种类较多,在大部分情况下催化剂是固体,反应物和产物为气体和液体,美国麻省理工学院设计了一种微填充床反应器[7],其结构与固定床反应器类似,主要运用于气液固三相催化反应,在反应室中填充了固定的催化剂颗粒,液相和气相被分为若干流股,再流经管道在反应室中混合,进行催化反应。
该学院还尝试“放大”微反应器,并联10个微填充床反应器,在产量相同的情况下,使微填充床反应器的压力降大大降低。
2.4 液液两相微反应器反应的微反应器[9],BASF设计了一种用于维生素前体合成的微反应器[10]。
二者分别代迄今为止,液相微反应器与气固相催化微反应器相比较种类很少。
影响液液相反应的一个关键因素是充分混合,因而单独一个液液相微反应器或者与微混合器耦合在一起,本身就是一个微混合器。
英国Hull大学设计了一种T形液液相微反应器[8],用电渗析(electro-osmotic flow)法输送流体是该微反应器的最大特点,如图4所示:它由盖板和底板两部分组成,用退火法将两部分焊接在一起。
盖板上有A、B和C共3个与微孔道连接的直径为2mm的圆柱形容器,用来贮存反应物和产物。
盖板上的容器内装有用于加载电流的铂电极。
底板上蚀刻有呈T形的微通道,其中有一条为装有金属催化剂的微通道。
而麻省理工学院设计了一种用于完成Dushman化学表了两种典型的液相混合方式,前者采用流体动力学的集中方法,即有多个呈扇形分布的进料微通道,在一个狭窄的微通道中通过液体的扩散作用迅速混合,而后者采用静态的混合方式,即将流体反复分割合并,从而使扩散路径缩短。
图4 T形液液相微反应器3 微反应器的特性3.1 微反应器的几何特性与大反应器相比微反应器的几何特性完全不同:微通道狭窄而规整、反应空间非常狭小且比表面积非常大。
规整的结构方便于模拟和放大。
显然,反应体系的不同最佳通道几何尺寸也会不同。
因为在反应动力学、传质和传热及流体力学之间有平衡的问题。
通道的规整性是微反应技术的重要优点之一。
如:首先能够简化分析,其次有利于停留时间分布的设计,而且易于放大和制造。
此外,小的通道尺寸是一个重要的安全因子,因为在微构造反应器中火焰的扩展会受到抑制。
因此这些反应器可以在爆炸范围内操作,而不需附加任何特殊的安全措施。