样板首件确认表 (接地安装)
合集下载
产品首件确认表--

产品首件确认表
品名
数 量
批号
生产年月
线别
渠道
产品首件确认条件说明:
1.每日开线生产时。 2.更换另一款产品生产时。 3.操作者有更换时。 4.生产工艺有改变时。 5.生产设备调整、修理后等。
首件确认时间点
生产线清线情况确认 (有无与生产无关物品)
机器、设备、操作人员卫生 、着装等是否符合公司相关
规定
封口/封尾泄露 B
判定 备注
B
合計
致
A
B
质检
审核
综合判来自定检查结果检查结果
检查结果
气味
是否有合格标识
盒 明 彩 脏污
B
/ 书盒 外 / / 限用期限
致
箱 中 说 产品名称核对
致
模糊不清
致
三证/QS标/
成份/产地
QS标颜色不正 A
异物(树脂/纤 异物(维五)金/虫
子)
A 致
内容物
净含量标准
A
(
g)
检验结果
致
A
B
封口/封尾歪斜 B 封口/封尾
物料使用情况 是否与标准品一致
料体
批号
颜色
产品检査項目
缺 点
检验结果
致
A
B
刮伤
B
盖 脏污
B
异物附着
致
刮伤
B
脏污
B
瓶
/ 袋 子
印刷伤痕 异物(树脂/纤
维异物)(五金/虫
B A
子)
致
破裂
致
编码信息错误
致
喷
码 喷码位置错误
致
喷码歪斜
致
拉 手
品名
数 量
批号
生产年月
线别
渠道
产品首件确认条件说明:
1.每日开线生产时。 2.更换另一款产品生产时。 3.操作者有更换时。 4.生产工艺有改变时。 5.生产设备调整、修理后等。
首件确认时间点
生产线清线情况确认 (有无与生产无关物品)
机器、设备、操作人员卫生 、着装等是否符合公司相关
规定
封口/封尾泄露 B
判定 备注
B
合計
致
A
B
质检
审核
综合判来自定检查结果检查结果
检查结果
气味
是否有合格标识
盒 明 彩 脏污
B
/ 书盒 外 / / 限用期限
致
箱 中 说 产品名称核对
致
模糊不清
致
三证/QS标/
成份/产地
QS标颜色不正 A
异物(树脂/纤 异物(维五)金/虫
子)
A 致
内容物
净含量标准
A
(
g)
检验结果
致
A
B
封口/封尾歪斜 B 封口/封尾
物料使用情况 是否与标准品一致
料体
批号
颜色
产品检査項目
缺 点
检验结果
致
A
B
刮伤
B
盖 脏污
B
异物附着
致
刮伤
B
脏污
B
瓶
/ 袋 子
印刷伤痕 异物(树脂/纤
维异物)(五金/虫
B A
子)
致
破裂
致
编码信息错误
致
喷
码 喷码位置错误
致
喷码歪斜
致
拉 手
首件样板确认表
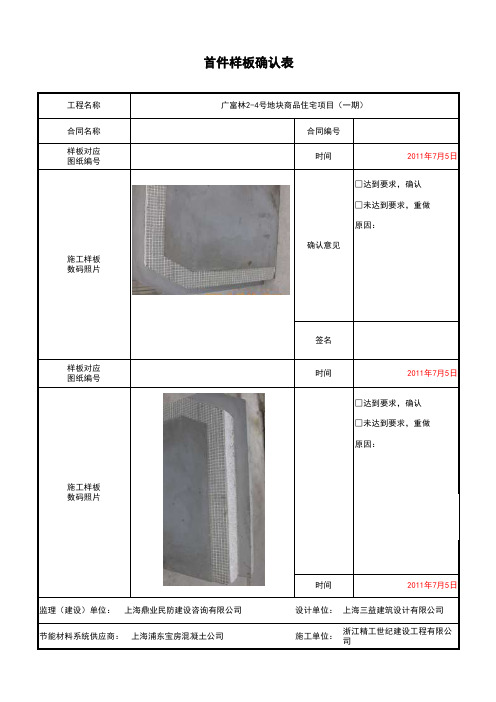
首件样板确认表
工程名称广富林2-4号地块商品住宅项目(一期)
合同名称合同编号
样板对应
图纸编号
时间2011年7月5日
样板对应图纸编号时间2011年7月5日
施工样板数码照片确认意见
□达到要求,确认
□未达到要求,重做
原因:
签名
施工样板数码照片
□达到要求,确认
□未达到要求,重做
原因:
时间2011年7月5日
节能材料系统供应商:上海浦东宝房混凝土公司施工单位:浙江精工世纪建设工程有限公司监理(建设)单位:上海鼎业民防建设咨询有限公司设计单位:上海三益建筑设计有限公司。
产品首件确认表

物料使用情况 是否与标准品一致
料体
批号
颜色
产品检査項目
缺 点
检验结果
致
A
B
刮伤
B
盖 脏污
B
异物附着
致
刮伤
B
脏污
B
瓶
/ 袋 子
印刷伤痕 异物(树脂/纤
维异物)(五金/虫
B A
子)
致
破裂
致
编码置错误
致
喷码歪斜
致
拉 手
破使裂用规格是否正
垫
确
A 致
/ 脏污/异物附着
B
内 喷头内容物
塞 喷出8次之内
封口/封尾泄露 B
判定 备注
B
合計
致
A
B
质检
审核
综
合
判
定
检查结果
检查结果
检查结果
气味
是否有合格标识
盒 明 彩 脏污
B
/ 书盒 外 / / 限用期限
致
箱 中 说 产品名称核对
致
模糊不清
致
三证/QS标/
成份/产地
QS标颜色不正 A
异物(树脂/纤 异物(维五)金/虫
子)
A 致
内容物
净含量标准
A
(
g)
检验结果
致
A
B
封口/封尾歪斜 B 封口/封尾
产品首件确认表
品名
数 量
批号
生产年月
线别
渠道
产品首件确认条件说明:
1.每日开线生产时。 2.更换另一款产品生产时。 3.操作者有更换时。 4.生产工艺有改变时。 5.生产设备调整、修理后等。
首件确认时间点
料体
批号
颜色
产品检査項目
缺 点
检验结果
致
A
B
刮伤
B
盖 脏污
B
异物附着
致
刮伤
B
脏污
B
瓶
/ 袋 子
印刷伤痕 异物(树脂/纤
维异物)(五金/虫
B A
子)
致
破裂
致
编码置错误
致
喷码歪斜
致
拉 手
破使裂用规格是否正
垫
确
A 致
/ 脏污/异物附着
B
内 喷头内容物
塞 喷出8次之内
封口/封尾泄露 B
判定 备注
B
合計
致
A
B
质检
审核
综
合
判
定
检查结果
检查结果
检查结果
气味
是否有合格标识
盒 明 彩 脏污
B
/ 书盒 外 / / 限用期限
致
箱 中 说 产品名称核对
致
模糊不清
致
三证/QS标/
成份/产地
QS标颜色不正 A
异物(树脂/纤 异物(维五)金/虫
子)
A 致
内容物
净含量标准
A
(
g)
检验结果
致
A
B
封口/封尾歪斜 B 封口/封尾
产品首件确认表
品名
数 量
批号
生产年月
线别
渠道
产品首件确认条件说明:
1.每日开线生产时。 2.更换另一款产品生产时。 3.操作者有更换时。 4.生产工艺有改变时。 5.生产设备调整、修理后等。
首件确认时间点
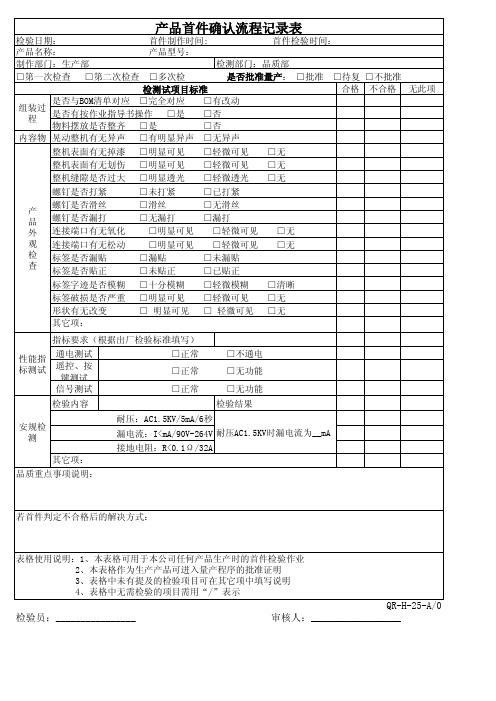
产品首件确认流程记录表
□是
□有改动 □否 □否
内容物 晃动整机有无异声 □有明显异声 □无异声
整机表面有无掉漆 □明显可见 □轻微可见 □无
整机表面有无划伤 □明显可见 □轻微可见 □无
整机缝隙是否过大 □明显透光 □轻微透光 □无
螺钉是否打紧
□未打紧
□已打紧
产 螺钉是否滑丝
□滑丝
□无滑丝
品 螺钉是否漏打
□无漏打
□漏打
外 连接端口有无氧化
产品首件确认流程记录表
检验日期: 产品名称:
首件制作时间: 产品型号:
首件检验时间:
制作部门:生产部
检测部门:品质部
□第一次检查 □第二次检查 □多次检
是否批准量产: □批准 □待复 □不批准
检测试项目标准
合格 不合格 无此项
是否与BOM清单对应 □完全对应
组装过 程
是否有按作业指导书操作 物料摆放是否整齐 □是
表格使用说明:1、本表格可用于本公司任何产品生产时的首件检验作业 2、本表格作为生产产品可进入量产程序的批准证明 3、表格中未有提及的检验项目可在其它项中填写说明 4、表格中无需检验的项目需用“/”表示
检验员:________________
QR-H-25-A/0 审核人:__________________
性能指 标测试
通电测试
遥控、按 键测试
信号测试
□正常 □正常 □正常
□不通电 □无功能 □无功能
检验内容
检验结果
安规检 测
其它项: 品质重点事项说明:
耐压:AC1.5KV/5mA/6秒 漏电流:I<mA/90V-264V 耐压AC1.5KV时漏电流为__mA 接地电阻:R<0.1Ω/32A
首件确认表

检验员:
审核:
保存期限:1年
备注
首件确认,并填写此表。 及时向上级反馈。
保存期限:1年
生产日
期: 产品编
号:
首件确认表
生产机
送检时
台: 产色:
检
检验项目
检验结果描述
外观
颜色
结构
材质
实配
尺寸
叛定结果 □合格 □不合格
注意事项
备注: ①.新开机、换模、换色时由注塑部提供首件样品确认,交接班时由QC取样重新做首件确认,并填写此表。 ②.注塑部对模具进行维修后或进行调大参数调整时需重新送样至QC确认。 ③.QC收到领班送检的首件时必须在30分钟内完成确认工作,不能确认的部题需及时向上级反馈。
产品工序首样(试装)确认单

判定:□合格□不合格检验员确认/日期:
试装员/日期:
技术确认/日期:
马达:①绕线(线径、圈数、阻值)②线匝接线(接线正确)③刻字(刻字正确)④转子入轴(位置、跳动)⑤车转子(尺寸)⑥粘磁钢(磁性正确)⑦总装(三更新对插正确,后盖角度正确)
气泡机:①进出水管装配(水管尺寸正确、压到位、水管不能内翻)②快插接头装配(零部件使用正确)③花洒装配(零部件使用正确)④进出花洒管装配(水管压配到位)⑤水泵检测(参数正确)⑥水罐检测(参数正确)⑦裸机装配(确认零件功能)⑧整机包装(附件齐全、正确,标识正确)
产品/工序首样(试装)确认单
(文件编号:)
产品型号
产品图号
产品名称
订单号
数量
类型
□产品首样□工序首样 □PCB首样
序号
检验处理结果
验证
备注
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
电工序首样目录:
电机:①绕线(线径、圈数、阻值)②线匝接线(接线正确)③安装热保护器(位置、高度)④安装霍尔(位置、脚有无断裂)⑤转子入轴(位置、跳动)⑥车转子(尺寸)⑦粘磁钢(极性正确)⑧压定子入壳(位置正确)⑨测功机测试(标贴位置粘贴正确)
试装员/日期:
技术确认/日期:
马达:①绕线(线径、圈数、阻值)②线匝接线(接线正确)③刻字(刻字正确)④转子入轴(位置、跳动)⑤车转子(尺寸)⑥粘磁钢(磁性正确)⑦总装(三更新对插正确,后盖角度正确)
气泡机:①进出水管装配(水管尺寸正确、压到位、水管不能内翻)②快插接头装配(零部件使用正确)③花洒装配(零部件使用正确)④进出花洒管装配(水管压配到位)⑤水泵检测(参数正确)⑥水罐检测(参数正确)⑦裸机装配(确认零件功能)⑧整机包装(附件齐全、正确,标识正确)
产品/工序首样(试装)确认单
(文件编号:)
产品型号
产品图号
产品名称
订单号
数量
类型
□产品首样□工序首样 □PCB首样
序号
检验处理结果
验证
备注
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
电工序首样目录:
电机:①绕线(线径、圈数、阻值)②线匝接线(接线正确)③安装热保护器(位置、高度)④安装霍尔(位置、脚有无断裂)⑤转子入轴(位置、跳动)⑥车转子(尺寸)⑦粘磁钢(极性正确)⑧压定子入壳(位置正确)⑨测功机测试(标贴位置粘贴正确)
首样确认表
尺 寸 比对客户样品
功能 条码阅读器能识别与规格一致
背胶 撕开离形纸,均匀无杂质,空洞
1.面纸切割无互连.不可有毛边.偏位 切割
2.虚线刀切透,不能断或过多,必须居中
综合判定
印 刷
品管部 负责
பைடு நூலகம்
日 期
客户
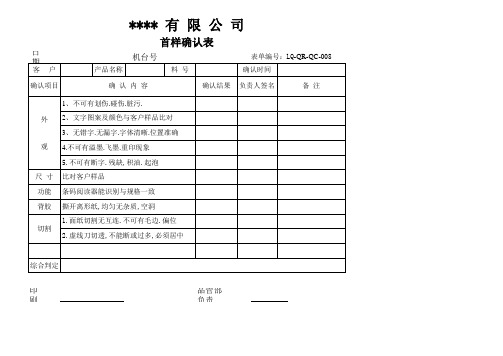
**** 有 限 公 司
首样确认表
机台号
产品名称
料号
表单编号:LQ-QR-QC-008 确认时间
确认项目
确认内容
确认结果 负责人签名
备注
1、不可有划伤.碰伤.脏污. 外 2、文字图案及颜色与客户样品比对
3、无错字.无漏字.字体清晰.位置准确 观 4.不可有溢墨.飞墨.重印现象
5.不可有断字.残缺,积油.起泡
功能 条码阅读器能识别与规格一致
背胶 撕开离形纸,均匀无杂质,空洞
1.面纸切割无互连.不可有毛边.偏位 切割
2.虚线刀切透,不能断或过多,必须居中
综合判定
印 刷
品管部 负责
பைடு நூலகம்
日 期
客户
**** 有 限 公 司
首样确认表
机台号
产品名称
料号
表单编号:LQ-QR-QC-008 确认时间
确认项目
确认内容
确认结果 负责人签名
备注
1、不可有划伤.碰伤.脏污. 外 2、文字图案及颜色与客户样品比对
3、无错字.无漏字.字体清晰.位置准确 观 4.不可有溢墨.飞墨.重印现象
5.不可有断字.残缺,积油.起泡
样板首件确认表 (电缆头安装)
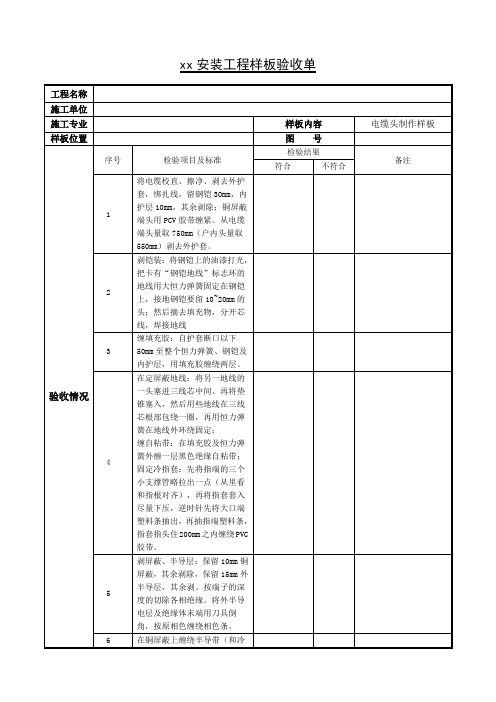
6
在铜屏蔽上缠绕半导带(和冷缩管缠平)。用砂纸打磨绝缘层表面,并用清洁纸清洁。清洁时,从线芯端头起,撸到外半导层,切不可来回擦;将硅脂涂在线芯表面(多涂)。
固定冷缩终端:慢慢拉动终端内的支撑条,直到和终端端口对齐,将终端穿进电线缆芯并和安装限位线对齐,轻轻拉动支撑条,使冷缩终端收缩;将端子插上并压接。
验收照片:
(要求彩色至少六张,照片内容要求反应验收人员,整体效果,重要细部节点)
验收意见
施工单位
监理单位
PM
建设单位
说明:
1.样板首件确认表明确最关键、设计范围最广泛5条检验项目及标准,突出重点管理,避免因忽略重点导致工法错误引起的重大范围整改及返工;
2.样板首件确认表未明确部分按照设计图纸、国家规范、报审通过方案执行;
缠自粘带:在填充胶及恒力弹簧外缠一层黑色绝缘自粘带;
固定冷指套:先将指端的三个小支撑管略拉出一点(从里看和指根对齐),再将指套套入尽量下压,逆时针先将大口端塑料条抽出,再抽指端塑料条,指套指头住200mm之内缠绕PVC胶带。
5
剥屏蔽、半导层:保留10mm铜屏蔽,其余剥除,保留15mm外半导Байду номын сангаас,其余剥。按端子的深度的切除各相绝缘。将外半导电层及绝缘体末端用刀具倒角,按原相色缠绕相色条。
剥铠装:将钢铠上的油漆打光,把卡有“钢铠地线”标志环的地线用大恒力弹簧固定在钢铠上,接地钢铠要留10~20mm的头;然后摘去填充物,分开芯线,焊接地线
3
缠填充胶:自护套断口以下50mm至整个恒力弹簧、钢铠及内护层,用填充胶缠绕两层。
4
在定屏蔽地线:将另一地线的一头塞进三线芯中间、再将垫锥塞入,然后用些地线在三线芯根部包绕一圈,再用恒力弹簧在地线外环绕固定;
在铜屏蔽上缠绕半导带(和冷缩管缠平)。用砂纸打磨绝缘层表面,并用清洁纸清洁。清洁时,从线芯端头起,撸到外半导层,切不可来回擦;将硅脂涂在线芯表面(多涂)。
固定冷缩终端:慢慢拉动终端内的支撑条,直到和终端端口对齐,将终端穿进电线缆芯并和安装限位线对齐,轻轻拉动支撑条,使冷缩终端收缩;将端子插上并压接。
验收照片:
(要求彩色至少六张,照片内容要求反应验收人员,整体效果,重要细部节点)
验收意见
施工单位
监理单位
PM
建设单位
说明:
1.样板首件确认表明确最关键、设计范围最广泛5条检验项目及标准,突出重点管理,避免因忽略重点导致工法错误引起的重大范围整改及返工;
2.样板首件确认表未明确部分按照设计图纸、国家规范、报审通过方案执行;
缠自粘带:在填充胶及恒力弹簧外缠一层黑色绝缘自粘带;
固定冷指套:先将指端的三个小支撑管略拉出一点(从里看和指根对齐),再将指套套入尽量下压,逆时针先将大口端塑料条抽出,再抽指端塑料条,指套指头住200mm之内缠绕PVC胶带。
5
剥屏蔽、半导层:保留10mm铜屏蔽,其余剥除,保留15mm外半导Байду номын сангаас,其余剥。按端子的深度的切除各相绝缘。将外半导电层及绝缘体末端用刀具倒角,按原相色缠绕相色条。
剥铠装:将钢铠上的油漆打光,把卡有“钢铠地线”标志环的地线用大恒力弹簧固定在钢铠上,接地钢铠要留10~20mm的头;然后摘去填充物,分开芯线,焊接地线
3
缠填充胶:自护套断口以下50mm至整个恒力弹簧、钢铠及内护层,用填充胶缠绕两层。
4
在定屏蔽地线:将另一地线的一头塞进三线芯中间、再将垫锥塞入,然后用些地线在三线芯根部包绕一圈,再用恒力弹簧在地线外环绕固定;
首件样品确认表(DIP)
作业指导书编号
核对元件位置/方向
ECN/DCN NO.
客户特别要求
备注
品 质 部
BOM号、样品
ECN/DCN NO.Leabharlann 作业指导书编号,版本元件位置图
电解电容兼容性元件
核对元件位置/方向
客户特别要求
焊接效果
SMT各站位与程序核对
结果判定
原因分类
责任部门
责任人
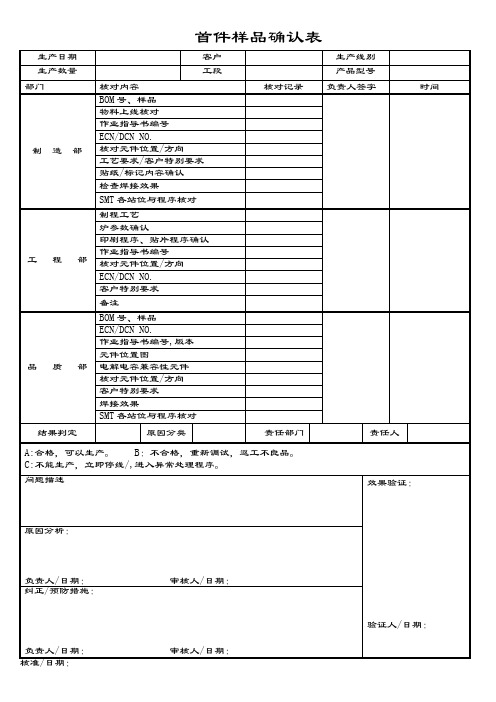
A:合格,可以生产。 B:不合格,重新调试,返工不良品。
首件样品确认表
生产日期
客户
生产线别
生产数量
工段
产品型号
部门
核对内容
核对记录
负责人签字
时间
制 造 部
BOM号、样品
物料上线核对
作业指导书编号
ECN/DCN NO.
核对元件位置/方向
工艺要求/客户特别要求
贴纸/标记内容确认
检查焊接效果
SMT各站位与程序核对
工 程 部
制程工艺
炉参数确认
印刷程序、贴片程序确认
C:不能生产,立即停线/,进入异常处理程序。
问题描述
效果验证:
验证人/日期:
原因分析:
负责人/日期: 审核人/日期:
纠正/预防措施:
负责人/日期: 审核人/日期:
核准/日期:
核对元件位置/方向
ECN/DCN NO.
客户特别要求
备注
品 质 部
BOM号、样品
ECN/DCN NO.Leabharlann 作业指导书编号,版本元件位置图
电解电容兼容性元件
核对元件位置/方向
客户特别要求
焊接效果
SMT各站位与程序核对
结果判定
原因分类
责任部门
责任人
A:合格,可以生产。 B:不合格,重新调试,返工不良品。
首件样品确认表
生产日期
客户
生产线别
生产数量
工段
产品型号
部门
核对内容
核对记录
负责人签字
时间
制 造 部
BOM号、样品
物料上线核对
作业指导书编号
ECN/DCN NO.
核对元件位置/方向
工艺要求/客户特别要求
贴纸/标记内容确认
检查焊接效果
SMT各站位与程序核对
工 程 部
制程工艺
炉参数确认
印刷程序、贴片程序确认
C:不能生产,立即停线/,进入异常处理程序。
问题描述
效果验证:
验证人/日期:
原因分析:
负责人/日期: 审核人/日期:
纠正/预防措施:
负责人/日期: 审核人/日期:
核准/日期:
首样确认

签名 时间
2018年05月10日
□达到要求,确认 □未达到要求,重做 确认意见 原因:
楼梯间等涂料外墙外保温系统(水泥 基无机保温砂浆II型30mm厚)
签名
监理(建设)单 位:
上海市工程建设咨询监理有限公司
节能材料系统供应 商:
上海毅丰节能装饰材料有限公司
设计单位: 上海建筑设计研究院有限公司 施工单位: 上海建工七建集团有限公司
工程名称 合同名称 样板对应 图纸编号
施工样板 数码照片
首施说03
时间
2018年05月10日
□达到要求,确认
确认意见
□未达到要求,重做 原因:
样板对应 图纸编号
施工样板 数码照片
供暖与非供暖空调间隔墙保温系统 (水泥基无机保温砂浆II型15mm厚)
首件 样板确认检验表(格式-简化181206)

□不符合 □不符合
2 装配 3 尺寸 4 材料
□符合 □不符合
□符合 □不符合
□符合 □不符合
□符合 □不符合
□符合 □不符合
□符合 □不符合
5 功能 6 零配件 7 包装
□符合 □不符合
□符合 □不符合
□符合 □不符合
□符合 □不符合
□符合 □不符合
□符合 □不符合
8
□符合
□符合
□不符合 □不符合
抽样方案 1.首件:生产确认合格后,在量产前5件中随机取1PCS送品检进行首件检验;2.其它:根据具体类型安排抽样。
标准依据 本公司来料/半成品/成品品质检验管控标准及相应的作业标准文件、工程确认板、客户确认板、客户要求或特别要求。
序 检验项目 号
不良品描述
样板或 客户要求
检验标准
1 外观
□符合
□符合
首件确认检验表
报告编号: QC-FS-
2
CAR编号: CAR-____________
客户
订单号/PI单号
生产工序
产品名称
批量数
送检人
产品编号
样品数
送检日期
检验类型 □试/量产首件 □船头板 □打样 □工程试样
抽样方案 1.首件:生产确认合格后,在量产前5件中随机取1PCS送品检进行首件检验;2.其它:根据具体类型安排抽样。
备注:
生 □合格 □不合格 □其它 . 品 □合格 □不合格 □其它
产 拉长
主管
质 检验员
主管
备注
.
SHD-QR-006 A0 第一联: IQC 留底 第二联: 生产 留底
检测报告编号:_____________
首件确认单(新)

软件版本号
菜单+开机键
进入工厂老化模 式方法
加键+开机键 按音量加键再连续按三次上键
其它:
喇叭左右声道和各板卡硬件是否有更改 修改方式: 备注:
工程 软件确认正常的软件版
DQE
本号
软件验 备注:
证项
品质QA 外观结
软件检测是否OK
构与软 确认人:
件综合 备注: 确认
1.生产、工程、品质制作首件
确认人
外观结构确认是否 OK
确认时间
包材、附件确认是 否OK
2.工程PIE确认整
3.软件工程
4.工程DQ接收
6.PIE工程收集统计问题 确认最终是否可量产
5.品质QA整机检测
整机验
确认人
证项 备注:
结构工艺确认是否 OK
确认人
仪器设备确认是否 OK
确认人
包装物料确认是否 OK
确认人
测试治具确认是否 OK
确认人
软件工 程
调试项
接收时间 软件烧录方式
完成时间
使用(松冠)RTD Customer TOOl v3.6 工具烧录
使用 ISP 烧录工具升级方式
使用U盘插线或插入USB口开 机直接升级方式 其它:
客户订单号
生产部 首样制
作项
机型 屏型号
备注:
物料确认是否OK
IPQC首 件确认
备注:
生产首件确认表
客户名称 首件制作时间 信号主板型号
订单生产台数 电源板/适配器规格
恒流板型号
内/外观确认结构确 认是否OK
确认人
电子物料确认是否OK
工程首 件确认
确认人
备注:
首件确认单
备注
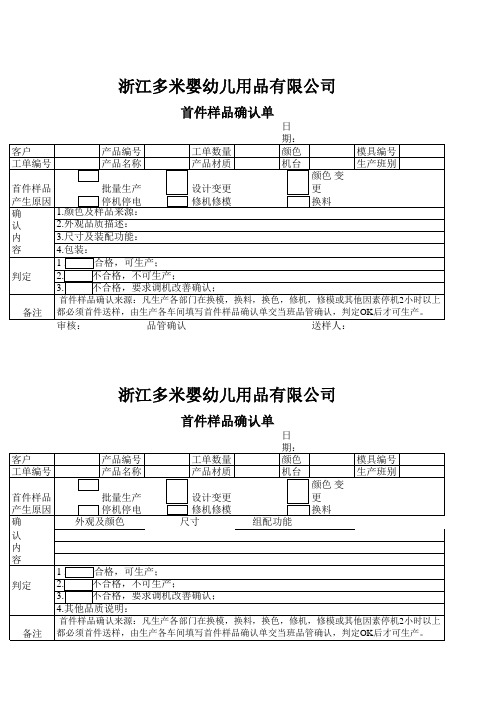
首件样品确认来源:凡生产各部门在换模,换料,换色,修机,修模或其他因素停机2小时以上 都必须首件送样,由生产各车间填写首件样品确认单交当班品管确认,判定OK后才可生产。
审核:
品管确认
送样人:
浙江多米婴幼儿用品有限公司
首件样品确认单
客户 工单编号 首件样品 产生原因 确 认 内 容 判定 产品编号 产品名称 批量生产 停机停电 外观及颜色 工单数量 产品材质 设计变更 修机修模 尺寸 日期: 颜色 机台 颜色 变更 换料 组配功能 模具编号 生产班别
浙江多米婴幼儿用品有限公司
首件样品确认单
客户 工单编号 首件样品 产生原因 确 认 内 容 判定 产品编号 工单数量 产品名称 产品材质 批量生产 设计变更 停机停电 修机修模 1.颜色及样品来源: 2.外观品质描述: 3.尺寸及装配功能: 4.包装: 1. 合格,可生产; 2. 不合格,不可生产; 3. 不合格,要求调机改善确认; 日期: 颜色 机台 颜色 变更 换料 模具编号 生产班别
1. 合格,可生产; 2. 不合格,不可生产; 3. 不合格,要求调机改善确认; 4.其他品质说明:
首件样品确认来源:凡生产各部门在换模,换料,换色,修机,修模或其他因素停机2小时以上 都必须首件送样,由生产各车间填写首件样品确认单交当班品管确认,判定OK后才可生产。备注审核:来自品管确认送样人:
首件确认记录表

条件批量生产
不可批量生产 检验员: 生产主பைடு நூலகம்: 生产经理:
确认签名
备注:
审
核:
检验员:
首件确认记录表
生产部门: 型号 数量 序号 1 2 3 首 件 确 认 内 容 4 5 6 7 8 9 10 批量生产 确 认 结 果 检验项目 焊FPC 焊屏幕 焊电池马达 检验标准
1.锡点要光滑,不能出现假焊、虚焊2. 不能连锡 1.锡点要光滑,不能出现假焊、虚焊2. 不能连锡 1检查是否亮屏缺画 查是否震动 2.检
生产日期: 批次 规 格 检验结果 判定
1.检查固定到位盖于马达1/2正中处 2.
固定电池马达屏幕 马达线不能露出主板外 贴遮光棉 泡棉 焊线入壳 盖面盖 超声 外观 包装
1.检查屏幕是否刮花、露排线、遮屏 2.检查FPC是否贴歪、斜、扭 1.检查底壳外观,不可烫伤和丝印不良 2.入壳是否虚焊 1.充电是否马达震动2.是否遮屏斜屏露 光3.触控是否正常 1.检查尺寸是否合格.外观是否压伤 2. 检查是否进水 1.检查机器外观是否有划伤,外观不 良,遮屏、触控不良等现象 1.检查是否关机 2. 检查盒子外观不能有划伤,塑封带破和 收缩平整等不良现象
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2.样板首件确认表未明确部分按照设计图纸、国家规范、报审通过方案执行;
3
扁钢与扁钢搭接面为扁钢宽度的2 倍,不少于三面施焊,焊接部位作防腐处理。
4
扁钢与扁钢间在地面上搭接位置采用剔槽处理,固定紧固,搭接位置扁钢露出水平地面不高于一块扁钢的厚度。
验收照片:
(要求彩色至少六张,照片内容要求反应验收人员,整体效果,重要细部节点)
验收意见
施工单位
监理单位
PM
建设单位
说明:
1.样板首件确认表明确最关键、设计范围最广泛5条检验项目及标准,突出重点管理,避免因忽略重点导致工法错误引起的重大范围整改及返工;
xx安装工程样板验收单
工程名称
施工单位
施工专业
样板内容
接地样板
样板位置
图号
验收情况
序号
检验项目及标准
检验结果
备注度满足招标技术规格书,符合合计要求。本变电所沿墙接地网采用50*5热镀锌扁钢,设备接地网采用40*4热镀锌扁钢。
2
沿墙接地网离地0.2米,安装位置准确,固定牢靠,加工制作按设计图纸要求进行施工。
3
扁钢与扁钢搭接面为扁钢宽度的2 倍,不少于三面施焊,焊接部位作防腐处理。
4
扁钢与扁钢间在地面上搭接位置采用剔槽处理,固定紧固,搭接位置扁钢露出水平地面不高于一块扁钢的厚度。
验收照片:
(要求彩色至少六张,照片内容要求反应验收人员,整体效果,重要细部节点)
验收意见
施工单位
监理单位
PM
建设单位
说明:
1.样板首件确认表明确最关键、设计范围最广泛5条检验项目及标准,突出重点管理,避免因忽略重点导致工法错误引起的重大范围整改及返工;
xx安装工程样板验收单
工程名称
施工单位
施工专业
样板内容
接地样板
样板位置
图号
验收情况
序号
检验项目及标准
检验结果
备注度满足招标技术规格书,符合合计要求。本变电所沿墙接地网采用50*5热镀锌扁钢,设备接地网采用40*4热镀锌扁钢。
2
沿墙接地网离地0.2米,安装位置准确,固定牢靠,加工制作按设计图纸要求进行施工。