表面处理检验报告
常用表面处理方式及检验标准

电铸
电铸就是把预先按所需形状制成的原模作为阴极, 用电铸材料作为阳极,一同放入与阳极材料相同的金 属盐溶液中,通以直流电。在电解作用下,原模表面 逐渐沉积出金属电铸层,达到所需的厚度后从溶液中 取出,将电铸层与原模分离,便获得与原模形状相对 应的金属复制件。 电铸的主要用途是精确复制微细、复杂和某些难 于用其他方法加工的特殊形状模具及工件等,例如制 作纸币和邮票的印刷版、唱片压模、铅字字模、玩具 滚塑模、模型模具、金属艺术品复制件等。
挂镀即利用挂具吊挂制件进行的电镀,工件装 夹在挂具上,适宜大零件,每一批能镀的产品数量 少,镀层厚度10μ m以上的工艺。 优点 :挂镀适用于一般尺寸的制品, 挂镀时, 产品独立固定,过程中没有产品间的碰撞,产品表 面不会划伤。 缺点 :小的零件或不规则零件无法进行吊挂。
自动挂镀线
挂具
滚镀过程是这样的:将小零件装进滚筒内,零 件靠自身的重力作用将滚筒内的阴极导电装置紧紧 压住,然后,滚筒以一定的速度按一定的方向旋转, 零件在滚筒内受到旋转作用后不停地翻滚、跌落。 同时,金属离子受到电场作用后在零件表面还原为 金属镀层,滚筒外新鲜溶液连续不断地通过滚筒壁 板上无数的小孔补充到滚筒内,而滚筒内的旧液及 电镀过程中产生的氢气也通过这些小孔排出筒外。
2.电镀
2.1 电镀原理 2.2 电镀方式 2.3 电镀的检验标准
2.1 电镀原理
电镀是利用电解作用使金属或其它材料制件的 表面附着一层金属膜的工艺从而起到防止腐蚀,提 高耐磨性、导电性、反光性及增进美观等作用。 具体操作:电镀时,镀层金属或其他不溶性材 料做阳极,待镀的工件做阴极,镀层金属的阳离子 在待镀工件表面被还原形成镀层,含镀层金属阳离 子的溶液做电镀液,以保持镀层金属阳离子的浓度 不变。
金属表面处理检验规范.(DOC)

金属表面处理检验规范1 适用范围本规范适用于品质部门对电镀、氧化、化学处理、喷塑、喷漆、喷砂、拉丝等金属表面处理一般检验。
2术语和定义2.1 A级表面:在使用过程中总能被客户看见的部分(如:面壳的正面和顶面,后壳的顶面,手柄,透镜,按键及键盘正面,探头整个表面等)。
2.2 B级表面:在使用过程中常常被客户看见的部分(如:面壳的左右侧面,底壳或后壳的左右侧面及背面等)。
这些表面允许有轻微不良,但是不致引起挑剔客户不购买产品。
2.3 C级表面:在使用过程中很少被客户注意到的表面部分(如:面壳的底面,底壳或后壳的底面,内部零件表面)。
此表面的外观缺陷应合理而且不至于给客户觉得该产品质量不佳。
2.4金属表面:包括电镀、氧化、钝化等表现为金属质感的表面,非喷涂表面。
2.5基材花斑:电抛光、电镀或氧化前因基体材料腐蚀、或者材料中的杂质、材料微孔等原因所造成的、与周围材质表面不同光泽或粗糙度的斑块状花纹外观。
2.6抛光区:对基材上的腐蚀、划伤、焊接区、铆接区等部位进行机械打磨抛光后表现出的局部高光泽、光亮区域。
2.7浅划痕:镀(膜/塑/漆)层表面划伤,但未伤及底层(即底层未暴露);对其它无镀(膜/塑/漆)层表面则为:目测不明显、手指甲触摸无凹凸感、未伤及材料本体的伤痕。
数控冲床加工中机床台面对板材的摩擦产生的轻微痕迹属于此类划痕。
2.8凹痕:由于基体材料缺陷,或在加工过程中操作不当等原因而在材料表面留下的小坑状痕迹。
2.9凹凸痕:因基材受撞击或校形不良等而呈现出的明显变形、凹凸不平的现象,手摸时有不平感觉。
2.10烧伤:拉丝、电抛光、电镀处理时因操作不当、造成零件表面过热而留下的烧蚀痕迹。
2.11水印:电镀、氧化或电抛光后因清洗水未及时干燥或干燥不彻底所形成的斑纹、印迹。
2.12露白:镀锌钝化膜因磨擦而被去除、露出新层,或因缝隙截留溶液导致的无钝化膜现象,呈现为区别于周围颜色的白色。
2.13修补:因膜层损伤而用涂料所作的局部遮盖。
表面处理检验规范
文件编号5工艺代号0000作者第 1 页共19 页表面处理检验规范1适用范围本规范适用于电镀、氧化、化学处理、喷塑、喷漆、喷砂、拉丝等金属表面处理的检验。
2术语和定义2.1 A级表面:在使用过程中总能被客户看见的部分(如:面壳的正面和顶面,后壳的顶面,手柄,透镜,按键及键盘正面,探头整个表面等)。
2.2 B级表面:在使用过程中常常被客户看见的部分(如:面壳的左右侧面,底壳或后壳的左右侧面及背面等)。
这些表面允许有轻微不良,但是不致引起挑剔客户不购买产品。
2.3 C级表面:在使用过程中很少被客户注意到的表面部分(如:面壳的底面,底壳或后壳的底面,内部零件表面)。
此表面的外观缺陷应合理而且不至于给客户觉得该产品质量不佳。
2.4 金属表面:包括电镀、氧化、钝化等表现为金属质感的表面,非喷涂表面。
2.5 基材花斑:电抛光、电镀或氧化前因基体材料腐蚀、或者材料中的杂质、材料微孔等原因所造成的、与周围材质表面不同光泽或粗糙度的斑块状花纹外观。
2.6 抛光区:对基材上的腐蚀、划伤、焊接区、铆接区等部位进行机械打磨抛光后表现出的局部高光泽、光亮区域。
2.7 浅划痕:镀(膜/塑/漆)层表面划伤,但未伤及底层(即底层未暴露);对其它无镀(膜/塑/漆)层表面则为:目测不明显、手指甲触摸无凹凸感、未伤及材料本体的伤痕。
数控冲床加工中机床台面对板材的摩擦产生的轻微痕迹属于此类划痕。
2.8 深划痕:镀(膜/塑/漆)层表面划伤,且已伤至底层(即底层已暴露出来);对其它无镀(膜/塑/漆)层表面则为:目测明显、手指甲触摸有凹凸感、伤及材料本体的伤痕。
2.9 凹坑:由于基体材料缺陷,或在加工过程中操作不当等原因而在材料表面留下的小坑状痕迹。
2.10 凹凸痕:因基材受撞击或校形不良等而呈现出的明显变形、凹凸不平的现象,手摸时有不平感觉。
2.11 烧伤:拉丝、电抛光、电镀处理时因操作不当、造成零件表面过热而留下的烧蚀痕迹。
2.12 水印:电镀、氧化或电抛光后因清洗水未及时干燥或干燥不彻底所形成的斑纹、印迹。
混凝土挡土墙现场质量检验报告单

混凝土挡土墙现场质量检验报告单一、工程概况本报告单为对混凝土挡土墙的现场质量检验进行汇总,包括工程概况、质量检验内容和结果评定等。
1.1工程名称:混凝土挡土墙工程1.2工程地点:XX市XX区XX路XX号1.3工程单位:XX公司1.4施工单位:XX施工有限公司1.5监理单位:XX监理有限公司二、质量检验内容2.1混凝土材料检验2.1.1水泥检验:按照《水泥质量检验规程》进行抽样检验,包括外观、初凝时间、28天抗压强度等指标。
2.1.2骨料检验:按照《骨料检验规程》进行抽样检验,包括粒径分析、含泥量、含水率等指标。
2.1.3混凝土试块检验:按照《混凝土强度检验方法》进行抽样检验,包括抗压强度、抗折强度、渗透性等指标。
2.2砌体检验对挡土墙砌体进行检验,包括砌块质量、砌缝牢固性、垂直度等指标。
2.3钢筋检验对挡土墙钢筋进行检验,包括钢筋规格、屈服强度、焊接质量等指标。
2.4表面处理检验对挡土墙表面处理进行检验,包括清洁度、涂层附着力、维护层厚度等指标。
三、质量检验结果评定3.1混凝土材料检验结果评定根据抽样检验结果,混凝土材料的外观符合要求,初凝时间符合要求,28天抗压强度符合要求。
3.2砌体检验结果评定根据对砌体的检验,砌块质量符合要求,砌缝牢固性符合要求,垂直度符合要求。
3.3钢筋检验结果评定根据对钢筋的检验,钢筋规格符合要求,屈服强度符合要求,焊接质量符合要求。
3.4表面处理检验结果评定根据对表面处理的检验,清洁度符合要求,涂层附着力符合要求,维护层厚度符合要求。
四、问题及处理意见4.1混凝土材料问题及处理意见未发现混凝土材料存在质量问题。
4.2砌体问题及处理意见未发现砌体存在质量问题。
4.3钢筋问题及处理意见未发现钢筋存在质量问题。
4.4表面处理问题及处理意见未发现表面处理存在质量问题。
五、结论本次混凝土挡土墙现场质量检验结果,混凝土材料、砌体、钢筋和表面处理均符合相关要求,未发现质量问题。
整体质量良好。
表面处理检验报告
表面处理检验报告1. 引言本文档为表面处理检验报告,旨在对所进行的表面处理工艺进行检验和评估,确保产品质量达到预期的要求。
2. 背景表面处理是一项关键的制造工艺,通过改变材料表面的化学和物理性质,提高其耐腐蚀性、耐磨性和装饰性等性能。
表面处理工艺包括清洗、除锈、抛光、镀层等多个步骤,对于许多行业的产品制造都至关重要。
本次表面处理检验的对象为金属零部件,为保证质量控制和产品合格,对每一个步骤进行严格的检验和评估是必要的。
3. 检验内容本次表面处理检验主要涉及以下几个方面:3.1 清洗工艺检验清洗工艺对于金属零部件表面的污染物去除至关重要。
本次检验将对清洗工艺的效果和清洗剂的质量进行检验。
检查项目包括但不限于: - 清洗剂的浓度是否符合要求 - 清洗剂对污染物的去除效果 - 清洗后的金属零部件是否有残留物3.2 除锈工艺检验除锈工艺可以有效去除金属零部件表面的锈蚀物,并提高其耐腐蚀能力。
本次检验将对除锈工艺的效果进行检验。
检查项目包括但不限于: - 除锈工艺的去锈效果 - 除锈后的金属零部件表面是否平整 - 除锈后的金属零部件是否有明显的锈蚀迹象3.3 抛光工艺检验抛光工艺可以提高金属零部件的光洁度和光亮度,使其表面更加平滑和具有装饰性。
本次检验将对抛光工艺的效果进行检验。
检查项目包括但不限于: - 抛光工艺的光洁度 - 抛光后的金属零部件表面是否平滑 - 抛光后的金属零部件是否有划痕或瑕疵3.4 镀层工艺检验镀层工艺可以提高金属零部件的耐腐蚀性和外观装饰性。
本次检验将对镀层工艺的效果进行检验。
检查项目包括但不限于: - 镀层的均匀性 - 镀层的附着力 - 镀层的耐腐蚀能力4. 检验方法检验将采用以下方法进行:•目测检查:对每一个步骤的结果进行目测检查,包括颜色、光洁度、表面平整度等。
•化学分析:对清洗剂、除锈剂、抛光剂、镀层液等进行化学成分分析,确保其符合要求。
•物理测试:对金属零部件进行外观检查,如使用显微镜对镀层的均匀性进行评估。
电镀产品出厂检验报告(简单范本)

检验人员签字
检验日期
处理意见:
电镀产品检验报告
型号规格
检验依据
生产数量
批号
序号
检验项目
判定基准
检验方法
实测结果记录
1
外观检查
电镀良好、光泽均匀,无常见的表面处理缺陷:气泡、电镀烧伤、云雾、毛面、镀层毛刺、外伤、漏镀、凹点、针眼群、粗糙电镀、污迹、星云状麻点
目测
2
电镀层厚度测试
用膜厚测试仪测量电镀层厚度,应在0.5-0.8um之间
膜厚测试仪
3
电镀层附着力测试
用锋利小刀在表面上切割1MM*1MM的格子,横纵数的格数不少于5格,划痕深度应深及底层,然后用3M600#的胶纸贴在格子上,用垂直于格子表面的方向快速拉起胶带,经附着力测试后,电镀层脱落面积《5%。
刀片、3M胶纸
4
盐雾试验
盐雾试验24小时合格
盐雾试验机
5
硬度测试
用1H铅笔,在电镀件表面以45度角1KG力划5条约5mm长。表面有1条以下划痕为合格。
市政工程挂镀锌铁丝网现场质量检验报告单

市政工程挂镀锌铁丝网现场质量检验报告单报告编号:XXX/XXXX报告时间:XXXX年XX月XX日一、背景根据市政工程挂镀锌铁丝网施工合同要求,现对施工现场进行质量检验,以确保工程的施工质量和符合相关标准要求。
二、检测范围本次质量检验主要针对挂镀锌铁丝网的材质、尺寸、表面处理、安装质量等方面展开。
三、检验内容与方法1.材质检验:采样取5个试样,进行材质检验。
按照GB/T4336-2024《金属材料拉伸试验方法》进行拉伸试验,以检测铁丝网的抗拉强度和延伸率。
2.尺寸检验:对挂镀锌铁丝网的实际尺寸进行测量,包括网孔尺寸、网线直径、网高等,与设计要求进行比对。
3.表面处理检验:对挂镀锌铁丝网的表面镀锌层进行视觉检查,检查是否存在氧化、剥落、嵌入、不均匀等缺陷。
4.安装质量检验:检查挂镀锌铁丝网的固定方式、连接方式、张拉度、网面平整度等。
四、检验结果1.材质检验结果:经拉伸试验,挂镀锌铁丝网的抗拉强度为XXXMPa,延伸率为XXX%。
符合相关标准要求。
2.尺寸检验结果:挂镀锌铁丝网的网孔尺寸为XXX mm,网线直径为XXX mm,网高为XXX m。
与设计要求相符,误差在允许范围内。
3.表面处理检验结果:经视觉检查,挂镀锌铁丝网表面无氧化、剥落、嵌入等缺陷,镀锌层均匀,符合相关标准要求。
4.安装质量检验结果:挂镀锌铁丝网的固定方式采用XX方式,连接方式采用XX方式,张拉度为XX,网面平整度为XX。
整体安装质量良好,符合相关标准要求。
五、存在问题及处理措施1.问题:铁丝网处存在破损情况,导致网孔变大。
处理措施:及时修补破损处,并进行相关检验,确保修补质量满足要求。
2.问题:部分固定处存在锁定不牢固的情况,可能影响整体安装质量。
处理措施:重新进行固定,确保铁丝网的稳定性和牢固性。
六、结论与建议根据现场质量检验结果,挂镀锌铁丝网的质量符合相关标准要求,整体安装质量良好。
建议在后续使用中定期检查铁丝网的状况,及时修补破损处,以确保工程的长期使用效果。
表面处理检测报告
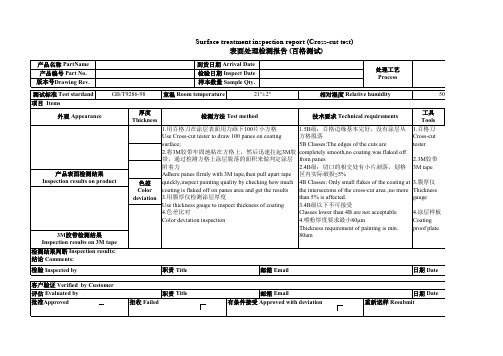
Coating
3M胶带检测结果 Inspection results on 3M tape
Thickness requirement of painting is min. 80um
proof plate
检测结果判断 Inspection results: 结论 Comments:
检验 Inspected by
色差
surface;
5B Classes:The edges of the cuts are
tester
2.将3M胶带牢固地粘在方格上,然后迅速拉起3M胶 completely smooth,no coating was flaked off
带,通过检测方格上涂层脱落的面积来做判定涂层 from panes
Color deviation
coating is flaked off on panes area and get the results 3.用膜厚仪检测涂层厚度
Use thickness gauge to inspect thickness of coating 4.色差比对
Color deviation inspection
工具 Tools
1.用百格刀在涂层表面用力画下100片小方格 Use Cross-cut tester to draw 100 panes on coating
1.5B级:百格边缘基本完好,没有涂层从 1.百格刀
方格脱落
Cross-cut
产品表面检测结果 Inspection results on product
处理工艺 Process
测试标准 Test stardand
GB/T9286-98
室温 Room temperature
涂装表面处理控制报告范本
A.TEMP环境温
度
DEW POINT露点
Time时间8:00 at预涂装□ √ Constant Stirring连续搅拌■
A.TEMP环境温
度
DEW POINT露点
Time时间:8:00 at预涂装□√ Constant Stirring连续搅拌■
1st coat第一道漆 H06-4环氧富锌防锈漆 Tade Mark/Clour商标/颜色:中灰
Date applied使用日期: 09-10-11
Time时间:8:00
Batch No.批号:
Stripe Coat预涂装■√ Constant Stirring连续
√
W.F.T湿膜厚度
D.F.T干膜厚度
A.TEMP环境温
度
DEW POINT露点
Date/Place日期/地点:XXXX
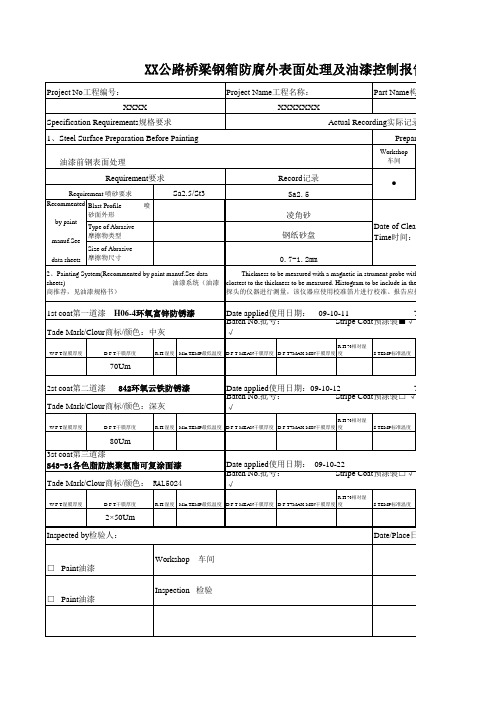
Sa2.5/St3
Record记录 Sa2.5 凌角砂
钢纸砂盘
0.7-1.2mm
●
Date of Cleaning清理日期: Time时间:
2、Painting System(Recommented by paint manuf.See data
Thickness to be measured with a magnetic in strument probe with one tip, which is calibrated w
R.H.%相对湿
R.H.湿度 Min TEMP最低温度 D.F.T MEAN干膜厚度 D.F.T+MAX-MIN干膜厚度 度
S.TEMP标准温度
70Um
不锈钢弯头出厂检验报告
不锈钢弯头出厂检验报告
尊敬的客户:
感谢您对我们公司的信任和支持!根据贵公司的要求,我们将提供一份不锈钢弯头出厂检验报告,以确保产品的质量符合标准和要求。
报告内容如下:
1.产品基本信息:
-产品名称:不锈钢弯头
-规格型号:根据贵公司提供的要求
-材质:不锈钢
-表面处理:根据贵公司提供的要求
2.外观检验:
-弯头外观应无明显的缺陷、裂纹和变形。
-表面处理应平整、光滑,无明显的划痕和污渍。
3.尺寸检验:
-弯头的尺寸应符合贵公司提供的图纸和规格要求。
-检测尺寸包括外径、壁厚、弯曲角度等。
4.强度性能检验:
-弯头的强度要符合相关的标准和贵公司的要求。
-常见的检测方法包括拉伸试验、冲击试验和硬度试验。
5.耐腐蚀性能检验:
-不锈钢弯头应具有良好的耐腐蚀性能,以应对不同环境下的腐蚀作用。
-常用的检测方法包括盐雾试验和化学腐蚀试验。
6.密封性能检验:
-不锈钢弯头的密封性能应达到标准和贵公司的要求。
-常见的检测方法包括压力测试和渗漏测试。
7.包装和运输:
-不锈钢弯头将按照贵公司的要求进行包装,并采取适当的措施确保产品在运输过程中不受损。
-包装材料应符合标准和贵公司的要求。
此致。
常用表面处理方式及检验标准
喷砂处理后,工件表面污物被清除掉,工件表面被微量破坏,表 面积大幅增加,从而增加了工件与涂/镀层的结合强度。
喷砂料 吸入式喷砂原理图
喷砂
石英砂分为普通石英砂,精制石英砂。 硬度大,除锈效果好,理化指标如下:SiO2≥88—99.8%, Fe2O3≤0.06—0.005%,耐火度1750---1800℃,外观颗粒均 匀,常用粒度为1-3MM和0.1-0.3MM,纯白色。粒度范围大多 在5—220目,可按用户要求粒度生产。
喷砂功用: 喷砂主要用以表面除锈,也可以通过调换不 同粒度的磨料,达到不同程度的粗糙度,大大提 高工件与涂料、镀料的结合力; 也用以清理铸锻件、热处理后工件表面的一 切污物使工件露出均匀一致的金属本色,使工件 外表更美观,达到美化装饰的作用; 也可用以清理工件表面的微小毛刺,并且能 在工件表面交界处打出很小的圆角。
常用目数和尺寸对照表
目数 5 10 16 20 25 30 35 40 45 50 60 80 100 120
粒度um 3900 2000 1190 840 710 590 500 420 350 297 250 178 150 124
目数 140 170 200 230 270 325 400 460 540 650 800 900 1100 1300
作用 以防基体金属过热,起 隔热作用
用于屏蔽电磁波无线电 频率的干扰 防腐,无污染
例证 高温炉感应圈,热处理 夹具
计算机终端装置,感光 电子设备 海底,埋地管道
表面处理的选择
表面处理方式 适合材质 条件 能与电解液发生氧化还 原反应形成钝性氧化物
铬酸盐钝化
钢铜锌镉铝镁钛
喷(抛)丸 电镀
各种类型的金属材料 各种导电材料
(完整word版)表面处理检验报告

□露底材show the material
□合格Qualified
□不合格Unqualified
C面(下表面)
□砂眼pitting□烧伤empyrosis
□剥落spalling crack□黄印yellow
□发白whitish□起泡wrinkle
□杂质impurity□水纹water stain
□碰伤bump□擦伤bruise
□划伤scratch□麻点pocking mark
□露底材show the material
□合格Qualified
□不合格Unqualified
检验结果说明Inspection result: □合格qualified□不合格Unqualified□其他Others:
浙江圣典卫浴有限公司
表面处理检验报告
产品名称和型号规格Description & Size
检验日期
Date
产品图号
Product drawing no.
数量
Quantity
PCS
制造单位Manufactory
产品图片
product picture
A面
B面
C面
检验项目
inspection item
检验结果记录Inspection records
检验员Inspector:
□露底材show the material
□合格Qualified
□不合格Unqualified
B面(侧面)
□砂眼pitting□烧伤empyrosis
□剥落spalling crack□黄印yellow
□发白whitish□起泡wrinkle
表面处理终检报告

客户日期:NO.
编 码
图号/版本
品 名
表处代码
送检数量
检验数量
不良数量
订单号
检验员
审 核
项目
序号
检验项目
检验标准
缺陷数
判定
1
喷涂颜色是否符合样板,纹理是否均匀一致
标准色板
2
涂层膜厚均匀、附着力、耐溶剂性、冲击试验是否符合技术规范,是否留试片进行盐雾试验。
标准样板
技术规范
3
喷涂保护是否规则,有无遗漏,喷涂保护区有无飞粉,氧化颜色是否正常,基底有无喷砂要求
不良描述:(品质部填写)不良处置方案:(品质部或技术部填写)
处置人:
生产部受理:(生产部填写)结果验证:(品质部填写)
受理人: 检验员:
注:该报告一式两联,一联检验留底(白),一联随产品转往下工,字体规格大小、位置、颜色、附着力、耐溶剂性符合图纸。
图纸、三方确认单、更改单
9
包装方式及防护是否符合转运要求,有无碰伤的可能
技术规范
10
膜厚尺寸
技术规范
缺陷数合计
检验结果:合格不合格
出现轻微问题时品质和生产能直接协商可解决的,可将结果直接记录于下表,问题严重需要升级处理时,则填不合格处理单按流程处理
图纸/SIP
检验规范
4
喷涂表面无漏底、起泡、针孔、桔皮、厚边、流挂、剥落、缩孔、深浅划痕、异物、开裂、粉化
技术规范
检验规范
5
外观毛刺、碰伤、划伤、手印、油污、脏污是否符合外观限定标准。
图纸、
技术规范
6
螺纹孔必须无溢粉或铝屑等其它异物,螺纹必须符合通止要求。
图纸、三方确认单、更改单
表面处理检查报告

表面处理检查报告
客户名称 数量 检验日期 制程类型 检查项目 1、金面颜色是否一致 2、渗镀 沉金板 检验项目 3、漏镀 4、NPTH孔上金 5、镀层粗糙 6、锡面颜色是否洁白一致 沉锡板 7、锡面是否发黄、发黑或其他变色 外 检验项目 8、焊盘表面及孔内是否漏锡 观 检 9、银面颜色是否洁白一致 查 沉银板 10、银面是否发黄、发黑或其他变色 检验项目 11、焊盘表面及孔内是否漏银 12、金属表面是否擦花 13、阻焊表面是否擦花 公共项目 14、阻焊表面是否起泡、脱落或变色 15、断板 16、其它 附着力测试 用3M胶纸进行拉力测试,不允许有镀层脱落现象 化金 化锡 化银 内容 ACC 型号 规格 镍厚 金厚 锡厚 银厚 客户要求 (u") (u") (u") (u") 镀层厚度 检查结果 REJ 数量 备注
镀层厚度要求 是否满足客户要求 外包装 审核: 是否满足客户要求