0i系统连接
FANUC数控系统硬件的连接

FANUC i系列机箱共有两种形式,一种是内装式,另
一种是分离式。
内装式CNC与LCD的实装
FANUC i系列分离式系统
FANUC 0i-TD系统结构示意图
数控系统主机硬件
发那科0iD 数控系统主机方框图
FANUC 0i系统各板插接位置图
三、FANUC数控系统硬件连接
FANUC 0i系统各板插接位置实物图
6.模拟主轴(JA40)的连接,实训台使用变频模拟主轴,主轴信 号指令由JA40模拟主轴接口引出,控制主轴转速。
7.I/O Link[JD1A],本接口是连接到I/O Link的。注意按照从 JD1A到JD1B的顺序连接,即从系统的JD1A出来,到I/O Link的JD1B为止 ,下一个I/O设备也是如此,如若不然,则会出现通讯错误而检测不到 I/O设备。
振铃指示 空 空 空
RS232-C数据线接线图
注意事项: 1)禁止带电插拔数据线,插拔时至少有一端是断电的,否则极 易损坏机床和PC的RS232接口。 2)使用台式机时一定要将PC外壳与机床地线连接,以防漏电烧 坏机床串口。 3)当传输不正常时,波特率可以设的低一些,如4800bps,但要 注意PC侧要与机床侧设置一致。 4)机床侧与PC侧同时关机。
缩写
DSR RTS CTS DELL
DB25常用信号脚接口说明
针号 1 2 3 4 5 6 7 8 9 10
功能说明 空
发送数据 接受数据 请求发送 清楚发送 数据设备准备好
信号地 载波检测
空 空
针号 11 12-17 18 19 20 21 22 23 24 25
功能说明 空 空 空 空
数据终端准备 空
输出电压:(0—±10V) 输出电流:2mA(最大)
FANUC Series 系统OI 0i-C连接说明书(硬件)手册B-64113

B-64115C
0i-MC/0iMate-MC 参数说明书
B-64120C
0i-PC 参数说明书
B-64160C
编程说明书
宏程序编译器和宏程序执行器编程说明书 B-61803E-1
FANUC 宏编译器(IBM-PC)编程说明书 B-66102E
PMC
PMC 梯形图语言编程说明书
B-61863C
PMC C 语言编程说明书
B-64113C/01
警告,注意和注的定义
警告,注意和注的定义
本说明书包含了保护操作者和防止机床损坏相关的安全预防措施。这些预防措施根据安全性质的 不同分为警告,注意。补充信息用注叙述。操作机床之前请仔细地阅读警告,注意和注。
警告
如果误操作,有可能出现伤害操作者或者同时损坏设备时用警告。
注意
如果误操作,有可能出现设备损坏时用注意。
这一章列出了有关以太网(Ethernet)、DeviceNet 网和其它网络连接 有关的手册。 A 各单元的外形尺寸 B 20 芯接口插头和电缆 C 连接电缆(US 提供) D 光缆 E 液晶显示单元(LCD) F 存储卡接口 G 安装存储卡的步骤
p-2
B-64113C/01
前言
0i-C 和 0i Mate-C 系列 相关的说明书
这一章节叙述了如何连接电源。
这一章节叙述了如何连接以下的外围设备: 1) MDI 单元 2) I/O 设备(通过 RS232C 接口) 3) 手摇脉冲发生器
这一章节叙述了如何连接主轴伺服单元和主轴电机。
这一章节叙述了如何连接伺服单元和伺服电机。
这一章节叙述了如何使用 FANUC I/O-Link 来扩展机床的 I/O 接口。
本说明书适用的系统型号和它们的缩写为: 产品名称
FANUC 0i数控系统的连接与调试
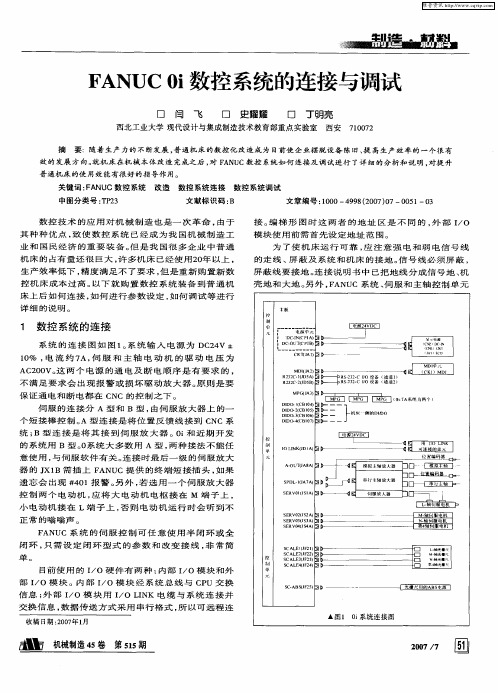
保 证 通 电 和 断 电 都 在 CN 的 控 制 之 下 。 C
伺 服 的 连 接 分 A 型 和 B型 , 伺 服 放 大 器 上 的 一 由 个 短接 棒控 制 。 型 连接 是 将位 置反 馈 线 接到 C A NC 系 统 ; 型 连 接 是 将 其 接 到 伺 服 放 大 器 。O 和 近 期 开 发 B i 的 系 统 用 B型 。 系 统 大 多 数 用 A 型 , 种 接 法 不 能 任 A UC0 数控 系统 的连接与调试
口 闫 飞 口 史 耀 耀 口 丁 明亮
西安 707 102 西北工业大学 现代设 计与集成制造技术教育部重点实验室
摘
要 :随 着 生产 力 的 不 断 发展 , 通 机 床 的数 控 化 改造 成 为 目前使 企 业 摆 脱 设 备 陈 旧 、 高 生 产 效 率 的 一 个 很 有 普 提
效 的 发 展 方 向 。 机 床 在 机 械 本 体 改 造 完成 之 后 , F N C数 控 系统如 何 连 接 及 调 试 进 行 了 详 细 的分 析 和 说 明 。 就 对 A U 对提 升
普 通机 床 的使 用 效 能 有很 好 的指 导 作 用 。
关键 词 : A U 数 控 系统 FN C 改造 数 控 系统 连 接 数 控 系统 调 试
2 系统 的调 试
按 照 设 计 的 机 床 电 柜 接 线 图 和 连 接 手 册 将 系 统 连
接 完 成 之 后 , 下 来 就 是 对 系 统 的 调 试 , 统 的调 试 主 接 系 要 分 为以下 几个 步骤 。 1通 电 , 掉 C ) 拔 NC 系 统 和 伺 服 ( 括 主 轴 ) 元 的 包 单
FANUC0imateC、0iC型数控系统指南(doc35页)完美版

数控维修实训指导书FANUC 0imateC/0iC 型数控系统顾拥军 顾海 编写二 00 九年八月目录FANUC 0imate/0i 系统的基本连接 系统数据的传输 机床参数的设置实验 伺服驱动单元的调试及故障诊断 主轴变频单元的调试及故障 机床主轴的概念及主轴编码器的安装与故障诊断 PLC 编程练习 机床回参考点 丝杆螺距误差补偿 外围机床故障模拟与诊断 刀架控制原理及调试 数控机床全闭环控制(配光栅尺) 项目一FANUC Oi C/0i mate C 数控系统的基本连接一、 实训目的1、 了解FANUC 数控系统的各基本单元2、 了解FANUC 数控系统的硬件连接二、 实训设备1、RS-SY-Oi C/Oi mate C 数控机床综合实验系统项目一项目二项目三项目四项目五项目六项目七 项目八 项目九项目十项目十一 项目、基础知识目前FANUC出厂的OiC/Oi-Mate-C包括加工中心/铣床用的OIMC/Oi-Mate-MC 和车床用的OiTC/ Oi-Mate-TC,各系统一般配置如下:注意:对于Oi Mate-C,如果没有主轴电机,伺服放大器是单轴型(SVU),如果包括主轴电机,放大器是一一体型(SVPM)。
1、FANUC Oi-C 及FANUC 01 Mate-C 系统构成:FANUC Oi-C系统可控制4个进给轴和一个伺服主轴(或变频主轴)。
它包括基本控制单元、伺服放大器、伺服电机等。
FANUC OI Mate-C系统可控制3个进给轴和一个伺服主轴(或变频主轴)。
它包括基本控制单元、伺服放大器、伺服电机和外置I/O模块等。
FANUC Oi C/Oi mate C控制单元接口见下图伺服检测板插座 (CA69) I/O 接口装置插座(JD36A > 左 ■ TD36B)右1 . FSSB 光缆一般接左边插口。
2 .风扇,电池,软键,MDI 等一般都已经连接好,不要改动。
3•伺服检测[CA69]不需要连接。
《数控机床故障诊断与维修》系统与IO模块的故障诊断与维修

【学习目标】 能够识记系统与I/O及I/O Link模块的连接,能手动连接 I/O模块的接口和硬件。 会利用系统参数调试和检查各接口功能的有效性。 能使用万用表等工具检测各接口连接的可靠性。 能排除由系统和I/O模块所造成的异常故障。
2.FANUC I/O Link输入/输出模块 FANUC I/O Link的输入/输出模块如图10-4所示。 模块上所有插头严禁带电拔插,以防I/O模块和插头烧 坏。
3.RS-232-C接口的连接 (二)系统与I/O Link模块故障的诊断方法
1.通电后屏幕不显示的故障诊断 2.手动进给故障的处理 3.不能自动运行故障处理 (1)循环启动灯不亮时,机床不能自动运行的故障 排除。
四、技能拓展
(一)加工中出现自动复位故障与排除 (二)系统死机的故障与排除
2.上电启动和关闭按钮功能调换 根据CNC ON/OFF电路原理和图10-14所示的开关引 脚,将数控铣床备用开关按钮设计成按SB5开机、按 SB1关机。 要求通过改变端子排接线来实现。
(二)回零故障诊断
1.回零动作过程异常,无法找到零点 2.回零动作过程正常,所回零点不准确
(三)手轮无动作故障与维修 1.手轮工作不正常的故障维修 2.手轮常见其他故障与维修
一、任务导入
通过FANUC 0i系统与I/O模块的连接和工作原理,如图 10-1所示,能找到数控系统通电后屏幕不显示、手动进给故 障、机床不能自动运行、手摇脉冲发生器MPG进给无效、 工作方式选择无效、进给倍率修调按钮无效、RS-232-C传 输报警等故障的解决思路,掌握相应的维修方法。
图10-1 FANUC 0i系统控制单元I/O板综合连接图
(2)启动灯亮,但是机床不能自动运行的故障排除。
FANUC 0i BC 系统使用RS-232-C 接口的参数设定和电缆连接

FANUC 0i B/C系统使用RS-232-C接口的参数设定和电缆连接技术部:张锐由于经常有用户在使用RS-232-C接口时出现“086”、“087”报警,其主要原因就是参数没有设定好,或者电缆没有连接好。
下面就把标准参数及电缆管脚的连接介绍给大家(许多用户已使用过):一、参数设定二、电缆连接图NC(20P) 9P 9P 9P(PC)2 23 385146 注1:如果使用25芯插头将9芯的5脚改成25芯的7脚。
三、使用Windows 中的超级终端进行传输参数、加工程序1. 计算机侧的设定步骤1) Windows 98中的附件中的通信中选择超级终端,并执行。
该程序运行后则显示右图显示的画面2) 设定新建连接的名称CNC (或其他),并选择连接的图标。
设定方法如右图所示。
3) 在完成第2项的设定后,用鼠标确认确定按钮,则会出现右图所显示的画面,而后根据本计算机的资源情况设定进行连接的串口,本例子选择为直接连接到串口1。
4) 在完成第3项的设定后,用鼠标确认确定按钮,则会出现右图所显示的画面,该画面即为完成串行通信的必要参数。
波特率:9600(可根据系统设定的参数而定)数据位:8奇偶校验:无停止位:1流量控制:Xon/Xoff5) 完成第4项的设定后,进行设定该CNC连接的属性,在设置的画面中按右图所示的选择设定。
在以上的设定工作完成后,则可进行计算机与数控系统的通讯工作了,以下程序名称DEMO.txt 为例,进行通讯。
6) 在完成第5项的设定后,进行设定ASCII 码的设定画面,设定选择按右图所示的选择设定。
当要接收数控系统的信息时,首先要将计算机的CNC 连接打开,打开后从下拉菜单传送中选择捕获文本,并执行该程序,随即显示右图的显示内容,命名DEMO.TXT后,确认开始。
当要发送数控系统的信息时,首先要将数控系统处于接收状态,然后设定计算机的状态,从下拉菜单传送中选择发送文本文件,并执行该程序,随即显示右图的显示内容,选择DEMO.TXT 后,确认打开。
数控系统FANUC-0i Mate C系统的组成与连接
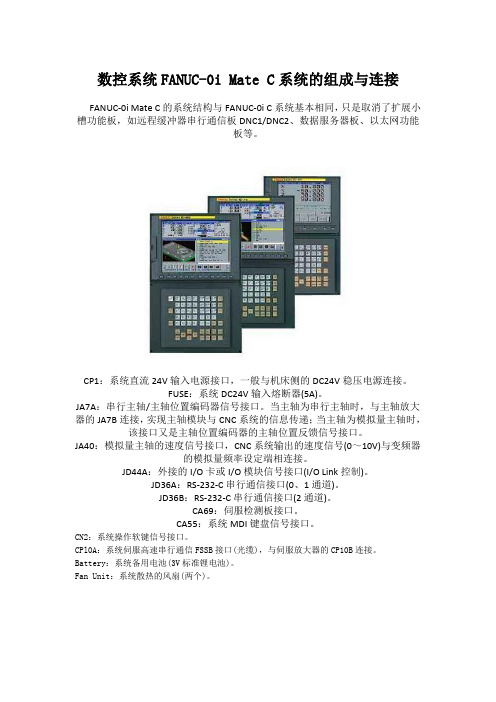
数控系统FANUC-0i Mate C系统的组成与连接FANUC-0i Mate C的系统结构与FANUC-0i C系统基本相同,只是取消了扩展小槽功能板,如远程缓冲器串行通信板DNC1/DNC2、数据服务器板、以太网功能板等。
CP1:系统直流24V输入电源接口,一般与机床侧的DC24V稳压电源连接。
FUSE:系统DC24V输入熔断器(5A)。
JA7A:串行主轴/主轴位置编码器信号接口。
当主轴为串行主轴时,与主轴放大器的JA7B连接,实现主轴模块与CNC系统的信息传递;当主轴为模拟量主轴时,该接口又是主轴位置编码器的主轴位置反馈信号接口。
JA40:模拟量主轴的速度信号接口,CNC系统输出的速度信号(0~10V)与变频器的模拟量频率设定端相连接。
JD44A:外接的I/O卡或I/O模块信号接口(I/O Link控制)。
JD36A:RS-232-C串行通信接口(0、1通道)。
JD36B:RS-232-C串行通信接口(2通道)。
CA69:伺服检测板接口。
CA55:系统MDI键盘信号接口。
CN2:系统操作软键信号接口。
CPl0A:系统伺服高速串行通信FSSB接口(光缆),与伺服放大器的CP10B连接。
Battery:系统备用电池(3V标准锂电池)。
Fan Unit:系统散热的风扇(两个)。
下图为一台采用FANUC-0i Mate C系统的数控铣床电气系统连接图。
机床的伺服放大器采用可靠性强、价格性能比卓越的βi系列伺服驱动模块。
该伺服驱动模块集电源模块、主轴模块、伺服模块为一体的伺服驱动单元,使机床的电气系统所占空间大大缩小。
而且伺服电动机采用价格性能比卓越的βis进给伺服电动机及βi串行主轴电动机,在具有充足的性能和功能的前提下,充分体现了价格性能比卓越的特点。
下图为FANUC-0i Mate的总连接图。
FANUC-0i Mate总连接。
FANUC 0I系统的连接与调试

C)伺服电机动力线和反馈线都带有屏蔽,一定要将屏蔽做接地处理,并且信号线和动力线要分开接地,以免由于干扰产生报警。如下所示:
D)对于PSM的MCC(CX3)一定不要接错,CX3的1,3之间只是一个内部触点,如果错接成200V,将会烧坏PSM控制板。如下图所示正确接法。
・按[SETING]软键。(若显示警告信息,请重新设定)。
・在轴设定画面上,指定关于轴的信息,如分离型检测器接口单元的连接器号。
・按[SETING]键(若显示警告信息,重复上述步骤)。此时,应关闭电源,然后开机,如果没有出现5138报警,则设定完成。
・首先把3111#0 SVS设定为1显现伺服设定和伺服调整画面。翻到伺服参数设定画面,如下图示,设定各项(如果是全闭环,先按半闭环设定)。
FANUC系统的连接与调试
第一节硬件连接
简要介绍了0IC/0I Mate C的系统与各外部设备(输入电源、放大器,I/O等)之间的总体连接,放大器(αi系列电源模块,主轴模块,伺服模块,βis系列放大器,βiSVPM)之间的连接以及和电源,电机等的连接,和RS232C设备的连接。最后介绍了存储卡的使用方法(数据备份,DNC加工等)。
G)对于I/O Link[JD1A]是连接到I/O模块或机床操作面板的,必须连接。
H)存储卡插槽(在系统的正面),用于连接存储卡,可对参数、程序、梯形图等数据ቤተ መጻሕፍቲ ባይዱ行输入/输出操作,也可以进行DNC加工。
1)伺服/主轴放大器的连接
以上是以0iC带主轴放大器为例的连接图。
注意:A)PSM、SPM、SVM(伺服模块)之间的短接片(TB1)是连接主回路的直流300V电压用的连接线,一定要拧紧,如果没有拧的足够紧,轻则产生报警,重则烧坏电源模块(PSM)和主轴模块(SPM)。
7.1 FANUC 0i系统各主要单元接口
9
31
13
14 15 16
IR IS +24V +5V 0V
10
MINI SLOT
11
17
7.1.2 电源模块
电源模块主要是为主轴模块和伺服模块 提供(直流)电源的。 FANUC的α系列电源模块主要分为PSM、 PSMR、PSM-HV、PSMV-HV四种,输入 电压分别为交流200V和交流400V两种。
上一页 返回
本节结束
返回
2. FANUC 0i伺服模块接口简介
下一页
+ P + N
1
图7-3 SVM1-12伺服模块接口
+ P + N
1
STATUS
2 3
BATTERY
5 6 7
CX5X CX5Y
S1 S2 F2
4
8
DC IN/OUT +24V
9
CX2A CX2B JX5 JX1A JX1B PWM11/JV1B PWM21/JS1B ENC1/JF1
fanuc0i下一页jf1dcinoutjx1bjs1bjv1bjx1a16enc1pwm21pwm11jx524vbatterycx2acx2b15121413cx2acx2b1110141516jy4jy510111213jy1jy2jy3ja7bjx1ajx1bjx4acinout200230vdcinout5060hzalmf2cx5xs1cx5y0vcx1acx1bja7a1直流电源输入端2电池3led指示灯4直流回路连接充电状态led5绝对型位置编码器电池接口6绝对型位置编码器电池接口7接口选择开关824v熔断器924vdc输入接口输出接口10伺服状态检查接口11模块连接接口12模块连接接口13a型nc数控系统接口14b型nc数控系统接口15位置编码器接口b型口使用16三相交流变频电源输出端图73svm112伺服模块接口上一页返回714fanuc的系列伺服模块主要分为spmspmcspmhv三种
FANUC 0i数控车床PLC程序设计-模块1

Abstract……………………………………………..……………………….……..………….….II
1引言……………………….…………………………………..……….……………………..1
2数控系统.………..….…………………………….….….……..……….…..…………………2
PLC的特点是可靠性高,抗干扰能力强。高可靠性是电气控制设备的关键性能。PLC由于采用现代大规模集成电路技术,采用严格的生产工艺制造,内部电路采取了先进的抗干扰技术,具有很高的可靠性。例如三菱公司生产的F系列PLC平均无故障时间高达30万小时。一些使用冗余CPU的PLC的平均无故障工作时间则更长。从PLC的机外电路来说,使用PLC构成控制系统,和同等规模的继电接触器系统相比,电气接线及开关接点已减少到数百甚至数千分之一,故障也就大大降低。
摘要
本毕业设计——FANUC 0i数控车床PLC程序设计,兼顾了数控机床系统及PLC的相关知识。数控机床的PLC程序设计与调试,是数控机床设计与调试的重要环节,是CNC系统对机床及其外围部件进行逻辑控制的重要通道,同时也是外部逻辑信号对数控系统进行反馈的必由之路。
可编程控制器简称PLC,是指以计算机技术为基础的新型工业控制装置。在1987年国际电工委员会)颁布的PLC标准草案中对PLC做了如下定义:“PLC是一种专门为在工业环境下应用而设计的数字运算操作的电子装置。它采用可以编制程序的存储器,用来在其内部存储执行逻辑运算、顺序运算、计时、计数和算术运算等操作的指令,并能通过数字式或模拟式的输入和输出,控制各种类型的机械或生产过程。PLC及其有关的外围设备都应该按易于与工业控制系统形成一个整体,易于扩展其功能的原则而设计。”
FANUC_0i_Mate_数控系统主轴驱动的连接

FANUC_0i_Mate_数控系统主轴驱动的连接1、FANUC 0i MateC 数控系统模拟主轴的连接如下图:图5-6 802C系统与变频器的连接系统与主轴有关的系统接口有:JA40:模拟量主轴的速度信号接口(0~10V),CNC输出的速度信号(0-10V)与变频器的模拟量频率设定端连接,操纵主轴电机的运行速度。
JA7A:串行主轴/主轴位置编码器信号接口,当主轴为串行主轴时,与主轴变频器的JA7B连接,实现主轴模块与CNC系统的信息传递;当主轴为模拟量主轴时,该接口又是主轴位置编码的主轴位置反馈接口。
2、FANUC Oi Mate主轴有关参数表5.7 FANUC Oi Mate主轴有关参数参数号符号意义0i-Mate 3701/1 ISI 使用串行主轴O3701/4 SS2 用第二串行主轴O3705/0 ESF S和SF的输出O3705/1 GST SOR信号用于换挡/定向3705/2 SGB 换挡方法A,B3705/4 EVS S和SF的输出O3706/4 GTT 主轴速度挡数(T/M型)3706/6,7 CWM/TCW M03/M04的极性O3708/0 SAR 检查主轴速度到达信号O3708/1 SAT 螺纹切削开始检查SAR O3730 主轴模拟输出的增益调整O3731 主轴模拟输出时电压偏移的补偿O3732 定向/换挡的主轴速度O3735 主轴电机的承诺最低速度3736 主轴电机的承诺最低速度3740 检查SAR的延时时刻O3741 第一挡主轴最高速度O3742 第二挡主轴最高速度O3743 第三挡主轴最高速度O3744 第四挡主轴最高速度O3751 第一至第二挡的切换速度3752 第二至第三挡的切换速度3771 G96的最低主轴速度O3772 最高主轴速度O4019/7 主轴电机初始化O4133 主轴电机代码O TCW、CWM为主轴速度输出时电压极性。
其次,通过变频器参数选择频率操纵输入信号的类型,以FUJ I FRENIC-Multi为例,设置F01为1。
FANUC0I系统的连接与调试

FANUC系统的连接与调试第一节硬件连接简要介绍了 0IC/0I Mate C的系统与各外部设备(输入电源、放大器,I/O 等)之间的总体连接,放大器(αi系列电源模块,主轴模块,伺服模块,βis系列放大器,βiSVPM)之间的连接以及和电源,电机等的连接,和RS232C 设备的连接。
最后介绍了存储卡的使用方法(数据备份,DNC 加工等)。
目前FANUC 出厂的0iC/0i-Mate-C包括加工中心/铣床用的0IMC/0i-Mate-MC 和车床用的 0iTC/ 0i-Mate-TC,各系统一般配置如下:注意:对于 0i Mate-C,如果没有主轴电机,伺服放大器是单轴型(SVU);如果包括主轴电机,放大器是一体型(SVPM),下面详细介绍基本调试步骤。
一、硬件安装和连接1、在机床不通电的情况下,按照电气设计图纸将 CRT/MDI 单元、CNC 主机箱、伺服放大器、I/O 板、机床操作面板、伺服电机安装到正确位置。
2、基本电缆连接,如图所示3、总体连接介绍:注意:A)FSSB光缆一般接左边插口。
B)风扇、电池、软键、MDI 等一般都已经连接好,不要改动。
C)伺服检测[CA69]不需要连接。
D)电源线可能有两个插头,一个为+24V 输入(左),另一个为+24V 输出(右)。
具体接线为(1-24V、2-0V、3-地线)。
E)RS232 接口是和电脑接口的连接线。
一般接左边(如果不和电脑连接,可不接此线)。
F)串行主轴/编码器的连接,如果使用 FANUC 的主轴放大器,这个接口是连接放大器的指令线,如果主轴使用的是变频器(指令线由 JA40 模拟主轴接口连接),则这里连接主轴位置编码器(车床一般都要接编码器,如果是FANUC 的主轴放大器,则编码器连接到主轴放大器的 JYA3)。
G)对于 I/O Link[JD1A]是连接到 I/O 模块或机床操作面板的,必须连接。
H)存储卡插槽(在系统的正面),用于连接存储卡,可对参数、程序、梯形图等数据进行输入/输出操作,也可以进行 DNC 加工。
基于FANUC 0i TF的数控系统硬件连接
含义 以太网接口,网线连接与计算机通信 软键开关接口 MDI键盘接口 FANUC伺 服 串 行 总 线 (FANUC ServoSerialBus, FSSB)接口,连接伺服轴卡与伺服放大器 RS232接口,与计算机通信 模拟主轴信号接口,连接数控装置和主轴变频器
也分为 αi和 βi两个系列,自带光电编码器,可以实 现系 统 的 半 闭 环 控 制。本 文 伺 服 驱 动 系 统 选 取 βiSV20单 轴 独 立 型 交 流 伺 服 驱 动 器、βiS4/4000伺 服电动机。表 3为 βiSV20单轴独立型交流伺服驱 动器接口及含义。
表 3 βiSV20单轴独立型交流伺服驱动器接口及含义
接口
含义
L1/L2/L3/PE
主电源输入接口
U/V/W/PE
驱动电压输出接口
DCC/DCP
制动电阻接口
CXAБайду номын сангаас0
再生电阻接口
CX29
主电源 MCC控制器接口
CX30
急停信号接口
CXA19A/B
直流 24V输入、输出接口
COP10A/B
FSSB总线接口
数值控制的系统[2]。主流品牌,如日本的 FANUC, 三菱,德国的西门子,中国的华中数控等,具有可靠 性高、通用性强、可与计算机通信等特点。
我国机械制造业发展迅速,数控机床的使用率 越来越高。数控系统的安装、调试、维修是机床维修 技术人员必须具备的基本技能。
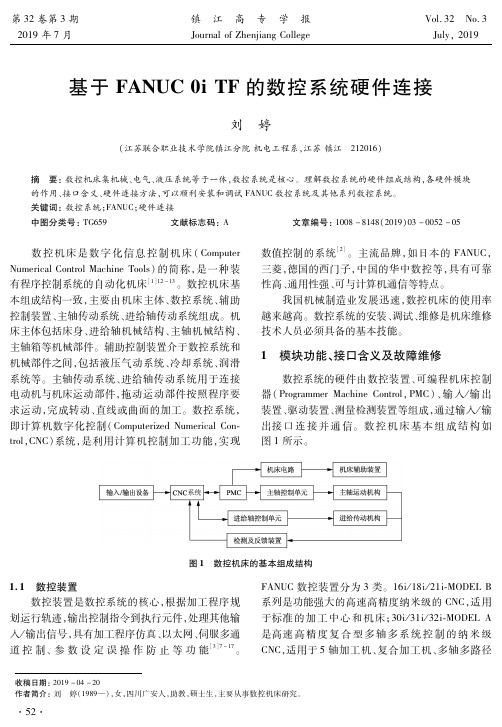
1 模块功能、接口含义及故障维修
数控系统的硬件由数控装置、可编程机床控制 器(ProgrammerMachineControl,PMC)、输 入 /输 出 装置、驱动装置、测量检测装置等组成,通过输入 /输 出接 口 连 接 并 通 信。数 控 机 床 基 本 组 成 结 构 如 图 1所示。
FANUC CNC系统与机床的连接和调整
FANUC CNC系统与机床的连接和调整0i系统连接图FANUC数控系统是最畅销的机床控制系统之一。
目前,在国内使用的FANUC数控系统主要有0系统和0i系统。
针对广大用户的实际情况,本文简要叙述这两种系统的连接及调试方法,掌握了这两种系统,其它FANUC系统的调试则迎刃而解。
1 系统与机床的连接0i系统的连接图如右图,0系统和其它系统与此类似。
图中,系统输入电压为DC24V±10%,约7A。
伺服和主轴电动机为AC200V(不是220V)输入。
这两个电源的通电及断电顺序是有要求的,不满足要求会出现报警或损坏驱动放大器。
原则是要保证通电和断电都在CNC的控制之下。
具体时序请见“连接说明书(硬件)”。
其它系统如0系统,系统电源和伺服电源均为AC200V输入。
伺服的连接分A型和V型,由伺服放大器上的一个短接棒控制。
A型连接是将位置反馈线接到CNC系统;B型连接是将其接到伺服放大器。
0i和近期开发的系统用B型。
0系统大多数用A型。
两种接法不能任意使用,与伺服软件有关。
连接时最后的放大器的JX1B需插上FANUC提供的短接插头,如果遗忘会出现#401报警。
另外,若选用一个伺服放大器控制两个电动机,应将大电动机电枢接在M端子上,小电动机接在L端子上,否则电动机运行时会听到不正常的嗡嗡声。
FANUC系统的伺服控制可任意使用半闭环或全闭环,只需设定闭环型式的参数和改变接线,非常简单。
主轴电动机的控制有两种接口:模拟(0~10VDC)和数值(串行传送)输出。
模拟口需用其它公司的变频器及电动机。
用FANUC 主轴电动机时,主轴上的位置编码器(一般是1024条线)信号应接到主轴电动机的驱动器上(JY4口)。
驱动器上的JY2是速度反馈接口,两者不能接错。
目前使用的I/O硬件有两种:内装I/O 印刷板和外部I/O模块。
I/O板经系统总线与CPU交换信息;I/O 模块用I/O link电缆与系统连接,数据传送方式采用串行格式,所以可远程连接。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
0i-C 系统结构及硬件连接
目前北京FANUC 出厂的0iC/0i-Mate-C 包括加工中心/铣床用的0IMC/0i-Mate-MC 和车床用的0iTC/ 0i-Mate-TC ,各系统一般配置如下:
系统型号 用于机床
放大器
电机
0iMC 加工中心,铣床 αi系列的放大器 αi,αIs 系列 0iC 最多4轴 0iTC
车床
αi系列的放大器 αi,αIs 系列 0i Mate MC 加工中心,铣床 βi系列的放大器 βi, βIs 系列
0i Mate C 最多3轴 0i Mate TC
车床
βi系列的放大器
βi, βIs 系列
注意:对于0i Mate-C, 如果没有主轴电机, 伺服放大器是单轴型(SVU), 如果包括主轴电机,放大器是一体型(SVPM),下面详细介绍基本调试步骤。
1.基本连接图
主轴电机 伺服电机
2.0i-C显示器外形结构
插座号用途
COP10A-1 伺服放大器(FSSB)
CA55 MDI
CA69 伺服检查板
JD36A RS-232C串口
JD36B RS-232C串口
JA40 模拟输出/高速DI
JA44A I/O Link
JA41 串行主轴/位置编码器
CP1 DC24V-输入
3.显示器与主板结构
0i-C主板与显示器为一体型,其结构如图:
(1)轴控制
卡(2)显示卡(3)CPU卡
(4)电源单元
电源单元的输入为24V直流电,经变压后,在印刷板内部有5V,3.3V,15V三种电压,3.3V为内部CPU使用。
4.把轴卡、显卡、CPU卡拆下来之后,就可看到存储卡和模拟主轴卡。
在使用模拟主轴时,如果模拟主轴无信号输出,则首先检查是否安装了模拟主轴卡,可从诊断中判断。
#1(POS ) :模拟主轴控制所需要的模块。
0:没安装。
1:已安装。
FANUC 每个印刷板都有一个编号,具体型号可参照下表:
序号
名称 生产号 功能 备注 A20B-3300-0393 2轴控制 (1) 轴控制卡 A20B-3300-0392 4轴控制 A20B-3300-0281 8.4” 彩色LCD (2) 显示控制卡 A20B-3300-0283 7.2” 单色LCD A20B-3300-0291 DRAM 16MB486
A20B-3300-0290 DRAM 32MB486 0i-C (3) CPU A20B-3300-0313 DRAM32MB 奔腾 0i-C
(4) 电源单元 A20B-8101-0180
(5) FROM/SRAM 模块 A20B-3900-0163 FROM 32MB SRAM1MB FROM 存储不同的控制软件。
SRAM 的数据由电池来保持。
(6) 模拟主轴模块 A20B-3900-0170
模拟主轴位置编码器
6 框图结构:
5.总体连接
急停接2 和3脚
MCC接1和3脚
控制电源接1和2脚(一脚接24V)。