7.PCBA生产注意事项(一)
pcba产品检查注意事项
pcba产品检查注意事项
PCBA产品检查注意事项
PCBA(Printed Circuit Board Assembly,印刷电路板组装)是指将已经完成印刷电路板制作的电子元器件,按照电路图和布局图的要求,通过焊接、组装等工艺流程进行组装和连接,形成一个完整的电子产品。在PCBA产品的检查过程中,需要注意以下几个方面。
1. 外观检查
首先要对PCBA产品的外观进行检查。检查是否有明显的划痕、变形、脱焊、氧化等现象。还要检查焊盘、焊点和元器件的位置是否正确,插件是否牢固。同时,需要对PCBA产品的标识、标签、序列号等信息进行核对,确保与产品要求一致。
2. 焊接质量检查
焊接质量是PCBA产品的重要指标之一。在检查焊接质量时,需要注意以下几点。首先,检查焊盘和焊点是否焊接完整,是否出现焊接不良、冷焊、短路等问题。其次,检查焊接点的形状是否规整,焊接是否均匀。最后,注意检查是否有漏焊、虚焊、过度焊接等现象。
3. 元器件检查
PCBA产品中的元器件是决定产品性能的重要组成部分。在检查元器件时,需要注意以下几个方面。首先,检查元器件的规格型号是
否符合设计要求,是否与BOM表一致。其次,检查元器件的引脚是否清晰、完整,是否有损坏或弯曲。最后,检查元器件的极性是否正确安装,是否有掉落、松动等现象。
4. 电气性能检查
PCBA产品的电气性能是其核心指标之一。在检查电气性能时,需要使用专业的测试设备进行测量和判定。检查电路的通断、电压、电流等参数是否正常,检查电子产品的各项功能是否正常工作。
5. 环境适应性检查
PCBA 生产工艺基础知识
PCBA 生产工艺基础知识
(一)手工插件工艺标准
1.投板位注意事项:
(1)检查并确认SMT或AI车间的PCB板的批量标示卡,是否与本批次一致。
(2)手指要尽量避免与元件引脚、PCB板焊盘直接接触(人手上的汗液等分泌物会污染焊盘或元件脚。焊盘污染会导致不上锡、假焊等现象)
(3)大元件或PCB板组件拿取时,应拿住能支撑整个元件(或组件)重量的位置,而不能抓住象引线之类的脆弱部位;
2.插件工位
(1)工艺标准
①元件成型标准:引脚长度相等且与PCB板孔距一致;
元件两端长度约1.5mm, 引脚长度一般为4~6mm
②电阻
1/2W及以下功率电阻插平贴板面;
1W及以上功率电阻需预先成型,插件高度即为成型高度。
特殊工艺要求:插件高度不能影响整机装配,具体由工艺员确定
③二极管
无磁环的二极管平贴PCB板插件
有磁环的二极管由磁环的高度决定
插装时需注意极性(与PCB板丝印对应)
特殊工艺:有的无磁环的二极管需高插,与工艺员指导一致
④电容
磁介电容、绦纶电容、陶瓷滤波器;L<1.5mm时,紧贴PCB;L≥1.5mm时,应预先成型;
电解电容插料直径<16mm时,高度<0.5mm;
插装时应注意极性(与PCB板丝印对应)
⑤电感
所有电感必须完全插贴板底
当引脚与插孔宽度不一致时,应预加工成型
色环电感高度<2mm
⑥三极管
小功率塑封管高度约为2~4mm
大功率三极管高度为5~9mm
带散热片的大功率三极管以散热片插贴PCB板为准
⑦组件
高频头完全插贴PCB板,固定脚对角拧弯紧固,与PCB相垂直;
散热片组件完全插贴板面。
⑧其它
如IC、变压器、开关、声表、插座等元件均需插贴PCB板
波峰焊作业规范标准
1.目的
因波焊制程需特殊技术,并且其焊接质量又不能被以后的测试所完全验证,为确保质量,合理有效的管理与管控设备,是以管制之.
2.围:
适用于PCBA组装产品的波焊制程.
3.权责:
工艺设备部波峰焊之操作人员(非相关人员勿动)
4.定义:
由PE工程师与波峰焊技术员共同完成设备的各项调整和测试动作.
5.作业流程:
无.
6•作业容及说明:
6-1.锡炉的安装及调整:
6-1-1轨道调整:
轨道出入口宽度分别用卷尺量测.宽度应相同,以防PCBA在运行中岀现掉板或卡板现象6-1-2夹爪调整:
A.左右两端轨道之夹爪应同步运行
B.两侧之夹爪距离锡波液面的高度应一致,以防PCBA在过炉时有不良现象发生.
6-1-3锡而高度量测调整:
锡而高度量测应在波峰开启的状态下,用钢尺下量至液面,锡面距锡槽边的距离应控制在20±2mm.生产中每两小时量测一次,如高于上述标准.则需添加锡棒拼记录于vv波峰焊日常保养点检表>>•
6-1-4锡波高度量测:
A.用钢尺垂直于波峰喷口向下量测锡波高度,平视钢尺刻度.高度应在10±3mm以下, 以防波而落差过大造成焊锡大量氧化和吃锡不良.
B.PCB吃锡深度控制在其板(或过炉载具)厚的1/2-2/3之间,以防溢锡或漏焊.
6-15锡炉传送带测试调整:
A.新设备进厂后,在锡炉传送带导轨两端用红色高温胶带标出1000MM长的标示段, 用秒表计算PCBA通过此标示段所耗用的时间,然后用标示段长度除以PCBA通过标示段所耗用的时间,即得到锡炉标准传送带传送速度.
B.以A所述的标准传送带速度为参照,校正锡炉自检系统测得的传送带速度,使两者保持一致,即得出正确的锡炉自检速度,一般控制在1700mm±200mm/min之间,生产中每一天读取锡炉自检传送速度一次,并记录于vv波峰焊炉温与链速记录表>>.
PCBA生产注意事项

PCBA生产注意事项ACTIONS QA Hilxie Email:hilxie@Actions confidential and proprietary2005-5-12 1
提纲1,概要 2,IC的包装与储存 3,制程中ESD和EOS的防护措施 4,SMT组装和PCBA测试要求 5,REWORK注意事项 6,IC外形及重要尺寸规格 7,退货处理及更换良品注意事项2005-5-12 2
概要由于IC的外形,线宽越来越薄和细,使IC易受 EOS和ESD的破坏,造成永久性失效,通过分析 显示因EOS和ESD导致的不良占到前三位,尽管 在设计中采取必要的手段保证IC的可靠性,但 仍不能有效消除EOS和ESD对IC的损坏,还需要 通过对生产过程的管制来避免EOS和ESD对IC毁 灭性的损坏。 同时由于IC的储存保管使用不符合要求,常常 导致在SMT加工过程中产生“爆米花”和“脱层”现 象,这也是损坏IC的一个重要原因。 在此我们探讨在PCBA制造过程中如何避免损坏 IC,促进生产品质的提升。2005-5-12 3
IC的包装与储存塑封型大规模集成电路表面具吸湿性,如果IC 长期裸露在空气中,因其吸收空气中的水份就 会导致在SMT过程中产生所谓的“爆米花”现 象,致使IC失效,所以在IC包装前或使用前须 进行烘烤。 IC在ACTIONS出厂前在125摄氏度下烘烤了7小 时,然后进行真空包装,确保在40摄氏度,相 对湿度在90%以下可以保存12个月,如果IC在 此环境时间内,客户拆封后可以在72小时内 (环境要求:30摄氏度相对湿度60%以下)进 行SMT焊接程序,否则IC必须重新烘烤。2005-5-12 4
PCBA板生产工艺培训ppt课件
焊膏的锡合金粉末已经熔化并充分润湿被连接表面,应该用尽可能快的速度来进行冷却, 这样将有助于合金晶体的形成,得到明亮的焊点,并有较好的外形和低的接触角度。
缓慢冷却会导致电路板的杂质更多分解而进入锡中,从而产生灰暗粗糙的焊点。在极端 的情形下,其可能引起沾锡不良和减弱焊点结合力。 注意事项:
橡胶刮刀:印刷锡量不均匀,不损伤钢网 钢刮刀: 印刷锡量厚度均匀稳定,但易损伤钢网 印刷机管控参数: 刮刀印刷速度: 25~28mm/sec,刮刀壓力: 5~8kgf/cm2,刮刀角度:45~60度, 脫板速度: 3mm/sec
錫
膏
膜
厚
量
測
全自动印刷机
半自动印刷机
手工印刷
儀
8
SMT工艺流程—印刷锡膏检验
用蜡笔在PCB板面上做标记,传下一站;如果屏幕上出现“FAIL”,并显示FAIL位 置,则用不良标签贴于不良处,放入不良品胶盒中。 注意事项:
1、ICT的气压值为:4.5±0.5kg/cm²。 2、不良状况如实记录,不良品作不良标记后送维修站维修。 3、作业员必须戴静电环作业。
17
COB生产工艺流程
在計算机控制系統的操縱下,隨工作台移動到工作區域內,并被精確定位,使貼裝頭能把元 器件准確地釋放到需要的位置上. 计算机控制系统:
通過高級語言軟件或硬件開關編制計算机程序,控制貼片机的自動工作步驟.每個片狀元 器件的精確位置,都要編程輸入計算机. 视觉检测系统:
10.PCBA制造安全生产注意事项.
最终改善对策 使用 安全栓 改善前 印刷机门打开可生产
改善后 印刷机门关上才能生产
应 用 电 子 技 术 专 业 教 学 资 源 建 设
panasonic贴片机安全性能及事故分析
急停开关
安全插销
应 用 电 子 技 术 专 业 教 学 资 源 建 设
门盖安全插销
人为短接安全门
应 用 电 子 技 术 专 业 教 学 资 源 建 设
1.在机台开动前需注意机台工作范围内是否有其 它工作人员.
应 用 电 子 技 术 专 业 教 学 资 源 建 设
2. 不可两人同时操作同一机台,在机台运行过行中,头手不可伸 到机台中.
2.2 产品安全
应 用 电 子 技 术 专 业 教 学 资 源 建 设
产品的安全需要大家细心的呵护!! 做好产品安全是产品功能得到良好的保证,需从来料一直到成品都必须做好安全防护.
应 用 电 子 技 术 专 业 教 学 资 源 建 设
二、制造过程中的安全分类
应 用 电 子 技 术 专 业 教 学 资 源 建 设
2.1 人身安全 2.2 产品安全 2.3 设备安全
2.1 人身安全
应 用 电 子 技 术 专 业 教 学 资 源 建 设 请爱护自己的身体每一部分!!!
做到人身安全,要做到以下几点:
PCBA制造安全 生产注意事项
目 录
PCBA加工之烤板
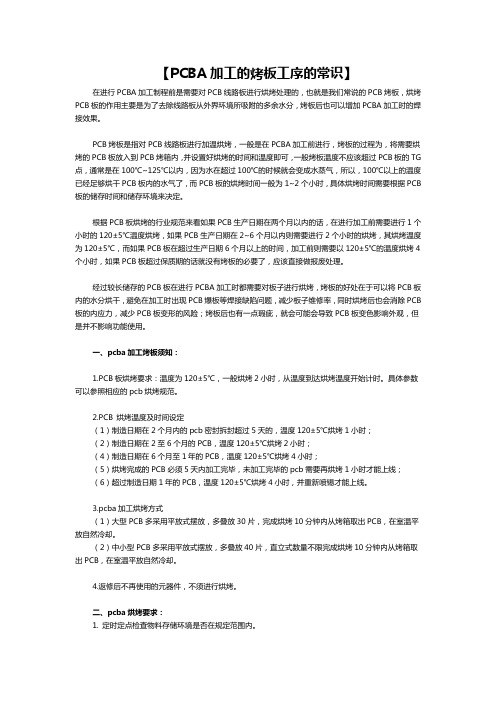
【PCBA加工的烤板工序的常识】在进行PCBA加工制程前是需要对PCB线路板进行烘烤处理的,也就是我们常说的PCB烤板,烘烤PCB板的作用主要是为了去除线路板从外界环境所吸附的多余水分,烤板后也可以增加PCBA加工时的焊接效果。
PCB烤板是指对PCB线路板进行加温烘烤,一般是在PCBA加工前进行,烤板的过程为,将需要烘烤的PCB板放入到PCB烤箱内,并设置好烘烤的时间和温度即可,一般烤板温度不应该超过PCB板的TG 点,通常是在100℃~125℃以内,因为水在超过100℃的时候就会变成水蒸气,所以,100℃以上的温度已经足够烘干PCB板内的水气了,而PCB板的烘烤时间一般为1~2个小时,具体烘烤时间需要根据PCB 板的储存时间和储存环境来决定。
根据PCB板烘烤的行业规范来看如果PCB生产日期在两个月以内的话,在进行加工前需要进行1个小时的120±5℃温度烘烤,如果PCB生产日期在2~6个月以内则需要进行2个小时的烘烤,其烘烤温度为120±5℃,而如果PCB板在超过生产日期6个月以上的时间,加工前则需要以120±5℃的温度烘烤4个小时,如果PCB板超过保质期的话就没有烤板的必要了,应该直接做报废处理。
经过较长储存的PCB板在进行PCBA加工时都需要对板子进行烘烤,烤板的好处在于可以将PCB板内的水分烘干,避免在加工时出现PCB爆板等焊接缺陷问题,减少板子维修率,同时烘烤后也会消除PCB 板的内应力,减少PCB板变形的风险;烤板后也有一点瑕疵,就会可能会导致PCB板变色影响外观,但是并不影响功能使用。
pcba来料检验流程及注意事项
PCBA来料检验流程及注意事项
随着电子产品的广泛应用和需求的增加,PCBA(Printed Circuit Board Assembly)作为电子产品的核心部件,其质量和稳定性也成为了关注的焦点。而PCBA的质量不仅与加工、制造的工艺有关,更与来料检验的严谨性和准确性密切相关。下面将介绍PCBA来料检验的流程及注意事项,以帮助大家更好地保障PCBA质量。
一、来料检验流程
1. 收货验收
(1)检查外包装:核对外包装是否完好无损,有无破损、变形、湿透等情况。
(2)核对货物清单:确认收货物品清单是否和订单相符,注意是否有缺漏或错误。
2. 外观检查
(1)外观检查:检查PCBA的外观,包括焊点是否完整、元器件是否完好、印刷标识是否清晰等。
(2)标识确认:核对PCBA上的标识信息,确认与订单信息一致。
3. 尺寸检验
(1)测量尺寸:使用测量仪器对PCBA的尺寸进行测量,确认是否符合要求。
4. 功能测试
(1)功能测试:对PCBA进行功能测试,确保其连接正常、元器件功能正常等。
5. 化验检验
(1)元器件化验:对部分元器件进行化验检验,包括环保检测、元件RI(RoHS)测试等。
6. 包装检验
(1)包装复查:再次检查PCBA的包装情况,确认是否完好。
7. 记录保存
(1)记录保存:对来料检验的整个过程进行记录保存,包括收货验收单、外观检查记录、尺寸检查记录、功能测试记录等。
二、注意事项
1. 流程严谨
PCBA来料检验的流程必须严谨,每一个环节都需按照规定进行,不
得有任何疏漏。特别是在外观检查、尺寸检验等环节,需要细致耐心
pcba审厂注意事项
PCBA审厂注意事项
一、前言
在进行P CB A(Pr int e dC ir cu it Bo ar dAs s em bl y,印刷电路板组装)中,为了保证产品质量和生产效率,进行审厂是非常重要的一环。本文将
介绍PC BA审厂的注意事项和流程,帮助您顺利完成审厂任务。
二、审厂前准备工作
在进行P CB A审厂前,需要进行以下准备工作:
准备资料1.:收集与P CB A相关的文档、设计文件和规范要求,包括
P C B图纸、元器件清单、工艺文件等。
选择供应商2.:选择具备良好信誉和经验的PC BA供应商进行审厂,
确保供应商能够满足您的需求。
明确要求3.:明确产品质量、交付时间和售后服务等要求,并将其与
供应商沟通和确认。
三、P C B A审厂中的注意事项
在进行P CB A审厂过程中,需要注意以下事项:
1.引导供应商
与供应商沟通时,需要引导供应商理解您的需求并按照要求进行操作。确保供应商能够对PC B布局、焊接工艺、元器件选型等进行合理的技术
决策。
2.技术问询
在审厂过程中,可以向供应商提问,了解其在PC BA生产过程中使用
的技术和工艺。例如,焊接方式、元器件安装方式、表面处理工艺等。通
过技术问询,可以更好地了解供应商的生产能力和技术实力。
3.现场考察
在审厂前后,可以进行现场考察,了解供应商的生产环境、设备状况和员工素质。尤其需要关注生产车间的整洁程度、设备的运行状况和操作人员的操作规范性。
4.抽样检验
对于PC BA产品,通过抽样检验可以有效评估生产批次的质量。可以根据样品数量的计算公式,确定抽样数量,进行外观检查和性能测试。确保产品达到设计要求和规范要求。
pcba的应力要求
pcba的应力要求
PCBA(Printed Circuit Board Assembly)是指印刷电路板组装,是电子产品制造过程中重要的一环。在PCBA的生产过程中,应力是一个非常重要的因素,对于产品的质量和可靠性有着直接的影响。下面将从PCBA的应力要求出发,详细介绍PCBA应力的相关知识。
PCBA的应力要求主要包括机械应力和热应力两个方面。机械应力是指在PCBA组装和使用过程中,由于外界的力作用产生的应力;热应力是指由于温度变化引起的应力。这两种应力都可能对PCBA 的性能和可靠性产生不良影响,因此在PCBA的设计和制造过程中,需要合理控制和管理应力。
对于机械应力而言,首先需要注意的是PCBA的机械强度。PCBA 在使用过程中可能会受到外界的冲击、振动等机械力作用,因此PCBA的机械强度要足够高,能够抵御这些外界力的作用。其次,PCBA的焊接强度也是一个重要的机械应力要求。焊接是PCBA组装过程中的一项关键工艺,焊点的强度直接影响到整个PCBA的可靠性。因此,在焊接过程中,需要控制好焊接温度、焊接时间和焊接压力等参数,以确保焊点的强度符合要求。
对于热应力而言,首先需要注意的是PCBA的热膨胀系数。PCBA 在工作过程中会产生热量,导致温度的变化,从而引起PCBA材料的膨胀和收缩。不同材料的热膨胀系数不同,因此在PCBA的设计
和材料选择过程中,需要考虑不同材料之间的热膨胀系数匹配,以减小热应力的影响。其次,PCBA的散热能力也是一个重要的热应力要求。PCBA在工作过程中会产生大量的热量,如果不能有效地散热,就会导致温度升高,从而增加热应力。因此,在PCBA的设计过程中,需要合理布局散热器件,并选用合适的散热材料,以提高PCBA的散热能力。
PCBA生产注意事项
PCBA生产注意事项
1. 测试与质量控制
•在PCBA生产过程中,测试是非常关键的一步。建议在贴片完成后,进行必要的电性能测试和功能测试,以确保PCBA的质量。
•在进行质量控制过程中,要注意检查焊接点是否完整且合格,是否有冷焊、短路、漏焊等问题。同时,还需要检查元件贴装的位置是否正确,确保没有漏贴、贴倒等错误。
•同样重要的是,对于灵敏的电子元件,还需要进行环境适应性测试,以确保PCBA能正常工作在各种环境条件下。
2. 设备和环境控制
•在PCBA生产中,要确保生产设备的质量和性能稳定。定期检查和维护设备,保持设备的清洁和正常运行。如果发现设备故障或异常,应及时修理或更换。
•此外,PCBA生产过程对环境的要求也非常高。生产车间应该保持干燥、温度适宜、无尘等环境条件,以确保PCBA的质量和稳定性。
3. 原材料的选择与管理
•在PCBA生产中,选择合适的原材料非常重要。应选择符合质量标准的元器件,避免使用劣质或假冒伪劣的元器件。同时,原材料的供应商也要进行认证和审核,确保供应商的可靠性。
•在使用原材料时,要注意存放和管理。元器件应储存在防潮、防震、防尘的环境中,避免受潮和损坏。此外,要对元器件进行合理的分类和标记,方便出库和使用。
4. 工艺流程与操作规范
•在PCBA生产过程中,要制定合理的工艺流程和操作规范,确保生产的稳定性和一致性。工艺流程应包括元件的精确定位、焊
接质量控制、测试和包装等环节。
•操作规范包括可靠的操作流程、焊接温度和时间控制等方面。并且,操作人员应接受专业培训,掌握PCBA生产的相关知识
pcba产品检查注意事项
pcba产品检查注意事项
PCBA产品检查是保证产品质量的重要环节,而如何进行有效的检查是每个生产厂家都关注的问题。下面将详细介绍PCBA产品检查的注意事项。
首先,需要确认PCBA产品的外观。检查产品表面是否有明显的污垢、划痕或变形等问题。还需要检查焊接点是否牢固、无虚焊或漏焊现象。此外,还需要检查是否有氧化、腐蚀或剥落等问题,以确保产品的外观质量。
其次,需要对PCBA产品进行电气性能测试。这种测试可以通过使用专业的测试设备来实现。首先,需要检查电路板上每个元件的电气参数,例如电容、电阻、电感等。然后,需要进行电路连通性测试,以确保没有开路或短路现象发生。在进行测试时,还应注意测试设备的准确性和稳定性,以保证测试结果的可靠性。
第三,需要检查PCBA产品的材料和元器件。保证材料的质量是确保产品性能稳定的关键。首先,需要检查供应商提供的元器件是否符合相关标准,如RoHS、CE等。然后,需要检查元器件的品牌和型号是否与BOM清单一致,避免使用假冒伪劣产品。此外,还需关注材料的存储条件,如温度、湿度等,以避免材料老化或损坏。
最后,需要对PCBA产品进行功能性测试。这种测试可以通过模拟实际使用环境来进行,以验证产品的性能和稳定性。功能性测试应该包括测试产品的各项功能,如通信、输入输出、电源管理等。同时,
还应考虑产品的使用寿命和稳定性,以确保产品能够在实际应用中长时间稳定运行。
总之,PCBA产品检查需要关注外观、电气性能、材料和元器件以及功能性等方面。只有在做到全面检查的基础上,才能保证产品的质量和性能。此外,还需要确保检查设备的准确性和可靠性,以提高检查的效果。希望以上的注意事项能对PCBA产品的检查工作提供指导和帮助。
电路板(pcba)外协加工要求【最新资料】
电路板(PCBA)加工要求
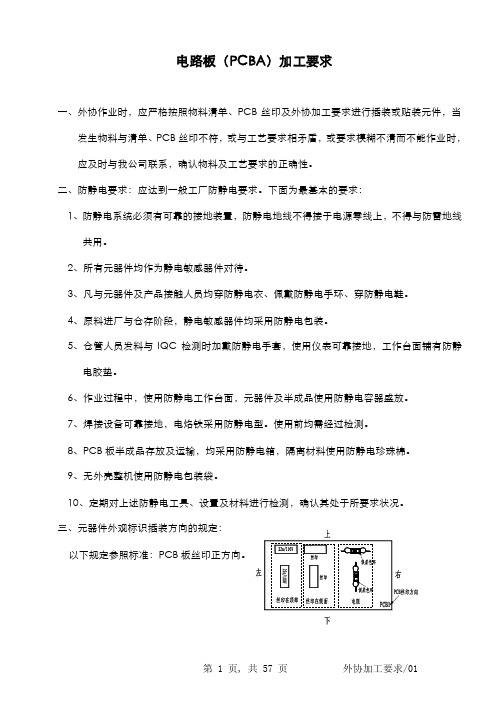
一、外协作业时,应严格按照物料清单、PCB丝印及外协加工要求进行插装或贴装元件,当
发生物料与清单、PCB丝印不符,或与工艺要求相矛盾,或要求模糊不清而不能作业时,应及时与我公司联系,确认物料及工艺要求的正确性。
二、防静电要求:应达到一般工厂防静电要求。下面为最基本的要求:
1、防静电系统必须有可靠的接地装臵,防静电地线不得接于电源零线上,不得与防雷地线
共用。
2、所有元器件均作为静电敏感器件对待。
3、凡与元器件及产品接触人员均穿防静电衣、佩戴防静电手环、穿防静电鞋。
4、原料进厂与仓存阶段,静电敏感器件均采用防静电包装。
5、仓管人员发料与IQC检测时加戴防静电手套,使用仪表可靠接地,工作台面铺有防静
电胶垫。
6、作业过程中,使用防静电工作台面,元器件及半成品使用防静电容器盛放。
7、焊接设备可靠接地,电烙铁采用防静电型。使用前均需经过检测。
8、PCB板半成品存放及运输,均采用防静电箱,隔离材料使用防静电珍珠棉。
9、无外壳整机使用防静电包装袋。
10
以下规定参照标准:PCB
1、极性元器件按极性插装。
2、丝印在侧面的元器件(如高压陶瓷电容)竖向插装时,丝印朝右;横向插装时,丝印朝
下。丝印在顶部的元器件(不包括贴片电阻)横向插装时,字体方向同PCB板丝印方向;竖向插装时,字体上方朝右。
3、电阻卧式横向插装时,误差色环朝右;卧式竖向插装时,误差色环朝下;电阻立式插装
时,误差色环朝向板面。
四、焊点:贴片焊点《贴片元件》一节中描述,此处指插装元件焊点。
1、插装元件在焊接面引脚高度1.5~2.0mm。
pcba产品检查注意事项
pcba产品检查注意事项
PCBA产品是电子产品的重要组成部分,其质量直接影响着整个电子产品的稳定性和可靠性。因此,在PCBA产品检查过程中,需要注意以下几点:
一、外观检查
PCBA产品的外观检查是最基本的检查方式,主要包括以下几个方面:
1.检查电路板的表面是否平整,是否有划痕、变形等;
2.检查电路板的焊点是否整齐,是否有虚焊、短路等问题;
3.检查电路板上的元器件是否齐全,是否有错装、漏装等问题;
4.检查产品的标识是否清晰易读,是否标注了必要的信息。
二、电性能测试
电性能测试是PCBA产品检查的重要内容,主要包括以下几个方面:
1.检查电路板的电路是否通畅,是否存在短路、断路等问题;
2.检查各元器件的参数是否符合要求,如电阻、电容、电感等;
3.检查各接口的信号是否正常,如USB接口、网络接口等;
4.检查电源的输出是否稳定,是否存在电压波动等问题。
三、功能测试
功能测试是PCBA产品检查的最终环节,主要包括以下几个方面:1.检查产品的各项功能是否正常,如开关机、音频播放、无线网络
连接等;
2.检查产品的稳定性和可靠性,如长时间运行是否会出现故障、死机等问题;
3.检查产品的兼容性,如与各种操作系统、软件的兼容性是否良好;
4.检查产品的安全性,如是否存在漏洞、是否易受攻击等问题。
PCBA产品检查是一个复杂的过程,需要注意各个细节,从而确保产品的质量和可靠性。同时,需要使用专业的检测设备和工具,以保证检查的准确性和可靠性。
pcba的注意事项
pcba的注意事项
在进行PCB(Printed Circuit Board,印刷电路板)组装(PCBA,Printed Circuit Board Assembly)过程中,有一些重要的注意事项需要考虑:
1. 静电防护:PCBA过程中,要注意静电防护,使用防静电地板、穿戴防静电服装和手套,使用防静电工具和设备,以避免静电对电子元件和PCB的损坏。
2. 温度控制:在焊接过程中,要控制好温度,确保焊接点的质量和稳定性。选择适当的焊接设备和工艺参数,避免过高或过低的温度对组装质量产生影响。
3. 安装顺序:按照电子元件的大小、高度和热敏度等因素,合理安排元件的安装顺序。先安装低高度、低热敏度的元件,再安装高度较高、热敏度较高的元件,以免后期焊接过程中对已安装元件造成热应力。
4. 焊接质量控制:焊接过程中,要确保焊点的完整、牢固和无短路等问题。使用合适的焊接方法和工具,进行焊接质量检查和测试,确保所有焊点符合规范和要求。
5. 清洁和防潮:组装完成后,要进行适当的清洁和防潮处理。清除焊接过程中可能产生的焊渣和污染物,采取适当的防潮措施,以保证PCBA的可靠性和持久性。
以上是PCBA过程中的一些重要注意事项,遵守这些要点可以确保PCBA的质量和可靠性,提高产品的性能和可靠性。
pcba生产工作内容
pcba生产工作内容
PCBA生产工作内容是指在电路板组装过程中的各项工作任务和步骤。PCBA即Printed Circuit Board Assembly(印刷电路板组装),是将元器件焊接到印刷电路板上的过程。以下将详细介绍PCBA生产工作的内容。
1. 原材料准备:在PCBA生产前,需要准备好所需的原材料,包括印刷电路板、元器件、焊接材料等。这些原材料的质量和选择对最终产品的质量和性能有着重要影响。
2. SMT贴片:SMT(Surface Mount Technology)是一种常用的元器件贴装技术。在SMT贴片过程中,使用贴片机将元器件精确地贴装到印刷电路板上。这个过程需要准确的元器件定位和精确的贴装机操作。
3. 焊接:焊接是将元器件与印刷电路板连接的重要步骤。常用的焊接方法有手工焊接和波峰焊接。手工焊接需要操作员使用烙铁逐个焊接,而波峰焊接则是将整个印刷电路板浸入焊锡波中进行焊接。
4. 调试和测试:在PCBA生产完成后,需要进行调试和测试,以确保产品的性能和质量符合要求。调试包括检查焊接质量、元器件安装是否正确等。测试则包括功能测试、电性能测试等。
5. 质量检查:质量检查是PCBA生产过程中不可或缺的环节。通过对焊接质量、元器件安装、电性能等进行检查,可以确保产品的质
量和可靠性。质量检查还包括外观检查,如检查印刷电路板表面是否有划痕、污渍等。
6. 包装和出货:PCBA生产完成后,需要进行合适的包装,以确保产品在运输过程中不受损坏。包装通常采用防静电包装材料。完成包装后,产品可以出货给客户。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2.1 SMT REFLOW PROCESS / 流焊製造程序
點膠 (Dispensing) Optional
迴焊 (Reflow)
置放 (Placement)
錫膏印刷 (Stencil Printing)
2.2 鋼板(Stencil) 種類與比較
鋼板種類
製作 製作 Underc 上錫 板孔形狀 孔壁 時間 成本 性 ut
(3) 錫膏特性檢查項目: FLUX成分含量, 以及 顆粒大小與 黏度檢查。
(4) 錫膏管理: 需保存4 ~ 8℃冷藏下,印刷錫膏過程在 18℃~24 ℃, 40% ~ 50%RH環境作業最好,不 可有冷風或熱風直接對著吹,溫度超過26.6℃ ,會影響錫膏性能。存貨儲存時間不超過3 個 月,錫膏使用前攪拌 1~3分鐘。
Transformation of Solder Paste in Reflow
Melted solder
Pad Solder Particles Preheating dripping Flow of solder balls
VT82C586B
YYWWRR TAIWAN LLLLLLLLL C M
Bent Lead Spec.
Y = Date Code Year W= Date Code Week R= Chip Revision L= Lot Code
Lead Co-planarity Spec.
The Important Specifications for QFP : 1. Lead Co-planarity : USL : 4.0 mils. 2. Lead Span : USL : 6.5 mils. 3. Bent Lead : USL : +3 mils, LSL : -3 mils. 4. QFP Package warpage : USL : 4 mils. 5. LQFP Package warpage : USL : 3 mils. <Note> (1) USL : Upper Spec. Limit. (2) LSL : Lower Spec. Limit. (3) 1mil = 0.0254mm.
** The final height will vary with pad size and solder paste deposition.
二、SMT組裝及PCBA測試要求
2.1 SMT REFLOW PROCESS / 流焊製造程序 2.2 鋼板(Stencil) 種類與比較 2.3 SMT 鋼板: 厚度及開孔尺寸設計及使用要領 2.4 鋼板印刷的製程參數有 2.5 SMT 組裝過程注意事項 2.6 AOI 光學檢查要求 2.7 PCBA 測試要求
Plating (Au)
BT-RESIN Solder Mask Solder Ball (Sn/Pb) IMC layer (Intermetalic Compound, Au/Ni/Sn/Pb)
Original
After Reflow
1.5 Transformation of BGA Solder Sphere in Reflow
pad PCB
stencil
常見印刷不良情形: (1) 印刷毛邊:刮刀壓力太大之結果。
(2) 印刷不完整:刮刀不利之結果。
放置印刷機台之錫膏量,每次控制最好印10片,因 為錫膏多,溶劑容易揮發,吸水及氧化,對迴焊之品質不 好。 印錫膏每片之間不要超過10分鐘,印刷之後,不要 放置超過1小時。印刷10次就要擦拭鋼板1次,可保持下 次印錫膏之形狀及量。
激光鋼板
快
較貴
較光 滑
較少
較佳
化學鋼板
慢
較便 宜
較粗 糙
較多
較差
2.3 SMT 鋼板: 厚度及開孔尺寸設計及使用要領
(1)開孔尺寸: 一般IC鋼板開口要比PCB pad小10μm,如此可避 免因錫膏偏離錫墊(Pad) 0.2mm 就會形成錫球之不良現 象。 (2)理想鋼板孔內品質: 沒有undercut : undercut 在印刷時會阻抗錫膏前進, 使印下去錫膏的形狀不清晰,同時亦減少錫膏量. 孔壁平滑。 前中後寬度相同。
積層陶瓷電容 (MLCC)
SOP(MFP)
VSOP
2.5.2 錫膏種類與特性檢查 (1) 錫膏成份:
ü I ¨÷ ¿ » ¦ ¥
Solvent & Water (² ¼ · ¾ & ¤ ) M ä » ¯ ô Flux (§ ² ¾ ) U k ¯ Solder Ball(¿ ² ) ü y
ñ Ò ¤ ¨ (%)
(3)印刷錫膏厚度:
每2小時檢查1次(防止厚度不均,控制誤差在10 % 之內). (4)鋼板清潔保養: 在每班/日使用前清潔保養,防止鋼板污染及 塞孔 及變形問題(如以IPA擦拭鋼板,須等乾再印)。 (5)鋼板工作壽命: 約印刷基板8萬~ 10萬片。
2.4 鋼板印刷的製程參數有:
(以厚度0.15mm,208pin pitch 0.5mm 之鋼板為例)
1.1 IC 元件外形簡介 (IC Devices Introduction)
Through Hole Package
Surface Mounted Package
KHale Waihona Puke Baidu
BGA ( Ball Grid Array)
L
Flip Chip
1.2 208P QFP 重要尺寸規格介紹
( Mechanical Specifications)
Solder Ball Solder Balls collapse during reflow Can be reflowed with just flux Will self center during reflow process No clean flux recommended PBGA Solder Balls
PCBA生產注 意事項(一)
目 綠
一、IC 元件外形及重要尺寸規格 二、SMT組裝及PCBA測試要求
一、IC 元件外形及重要尺寸規格
1.1 IC 元件外形簡介 (IC Devices Introduction)
1.2 208P QFP 重要尺寸規格介紹 1.3 476P BGA 重要尺寸規格介紹 1.4 The Structure of Solder Sphere to Substrate 1.5 Transformation of BGA Solder Sphere in Reflow
ô ¬»µ ¤~s {
2. ² ¬ « ¡A Flux¤ ´ ¯ ® ¡A « Pin » M~ á Y £ Ý d É h P Pin¶ º ¹q ¬ ¤ ¡A PCB¥ Æ ¸ ¬ Æ ¡C ¡ | yp ~[ ûü[
K~ s { § ¬»µ
s { » û Ky ç Å ô On D » µ ¦¨ ¥ ¸ « © ¡A ¥ ² ¦X À « ¨ ¡C
STENCILLING
刮刀壓力: 愈小愈好 (0.05 mpa) 印刷速度: 15 ~ 30mm/sec , 愈細線 路要愈慢
squeeze
solder paste
印刷間隙/角度: 基板與印刷底板間 距0.4 ~ 0.8mm
錫膏 (Solder Paste) 溫度 (Temperature):環境溫度18 ~ 24℃,溼度40 ~ 50%RH
Solder Sphere Collapse
0.030’’ (0.76mm) BGA Substrate (0.60mm)
Coplanarity issue are virtually eliminated with the final collapse
0.016’’(0.41mm)** PCB / PWB
1.3 476P BGA 重要尺寸規格介紹 (Mechanical Specifications) :
Solder Ball Diameter True ball position error
The Important Specifications for BGA : 1. Solder Ball Co-planarity : USL = 5.5 mils 2. True ball position error : USL = +6.0mils, LSL = -6.0 mils 3. Ball diameter : USL = 35 mils, LSL = 24 mils 4. Package warpage : USL =3.5 mils 5. Solder Ball Height : USL = 28 mils, LSL = 19 mils.
2% ~ 5% 2% ~ 10% 85% ~ 95%
m I J ¨ Â (¢ )
78J ~ 100J ¢ ¢ 170J ~ 172J ¢ ¢ 183J ¢
K ~ s { s { ¨» û K y A ç Å X ô O n D C §ª » µ » µ ¦ ¥ ¸ © § ¡ ¥ ² ¦ À © « ¨¡ (2) 水洗製程/免洗製程錫膏特性比較 u I ÀÂ
(5)良好錫膏之焊錫性對錫球要求: 愈圓愈好。(對錫球滾動較有幫助)
愈小愈均勻愈好。 氧化層愈薄愈好。(所需要之FLUX活性就不需 太強)
(6)錫膏使用前的準備: 回溫。在錫膏回溫到室溫前切勿拆開容器或 攪拌錫膏。 一般回溫時間約為 4~8小時(以自 然回溫方式) 。如未回溫完全即使用,錫膏會 冷凝空氣中的水氣,造成slump, spatter等問 題。 (7)錫膏使用時間不超過8小時,回收,隔夜之錫膏最好 不要用。
Solder Ball Co-planarity
Solder Ball Height
1.4 The Structure of Solder Sphere to Substrate
BT-RESIN Solder Mask PAD (Cu) Solder Mask Plating (Ni) Solder Ball (Sn/Pb) Solder Mask PAD (Cu)
1. Flux¬ © ¸ ± ¡A ¨ ² © ¸ ¨ ¡C ¡ Êûj ä k ÊûÎ
ÊI ¯ Â
1. ¦h Pin ¸ ¤ ¥ ¶ PCB ¤ SMT ¹s ¥ ¡A }Î K § ó ¦] © ¤ Flux¤ © ² ¬ °® ² ¡A ´ ¯ Flux© ³ U £ ö M~ b Ý d ö y ³ ¦¨ PCB» » ¡C Gk 2.¦h Pin ¸ ¥ ¶ PCB© °ª ± « ¤ SMT¹s } K Î K× § ó y s {£öM ¥ ¡A ³ ¦¨ » µ ¤ © ¯ °® ¡A © ³ ¦¨ PCB» öy G kP ôuô§ \ à£} » » ¹q ¸ µ ¸ ¤ ¥ ¯ ¤ ¨ ¡C 3. ¤ ¬ ³ ³ ¶ ¡A ¾ § ¥ » ¤ ¶ ¥ ¤ ¤ ¼ ô ~ ] ÆQ Þ @ ç Ý j q Î ô Î o ô Bz ¤ ³ ² ¡A ¹ï © ·~ ª ¬ ¬ ¤ ¤ ¾ ¡C ó Ì O ° @j t á 1. Flux¬ © ¸ ® ¡A ¨ ² ¿ © ¸ ® ¡C © ¥ ¡ Êû z ä k ü Êû t ÒH ¹ï ¹s ¥ ¡A ¿ ª ¤ » µ ± ¥ ¨ ´ ¯ § ª ó û OÎ s { ø ó n DNS O` ·N ¡C 2. Y Flux ´ ¯ ¡A ¥ Æ ¸ ¤ ¬ Æ ¡C Ýd ~ [ û £ ü [
2.5 SMT 組裝過程注意事項:
2.5.1 各IC元件腳位尺寸及容許誤差設定輸入正確
★ SMD 常用零件:
方形晶片電阻 平 板 型 晶片鉭質電容 迷你功率 其他 薄膜電容 模 型 晶片電阻 圓 (1) 被 動 元 件 型 陶瓷電容 (2) 晶片形陶瓷振盪器 電阻(排組) 複 合 型 晶片電容(排組) 積層晶片(薄膜形) 其他 鋁電解電容 異 型 陶瓷微調 電容 半固定可 變電阻 開關 石英 振盪器 測針 連接器 晶片線圈 繼電器 半 導 體 零 件 裸 晶 片 型 腳距 : 1.27mm QFP/VQFP 腳距 1mm 0.8mm 0.65mm 0.5mm PLCC/SOJ 腳距 : 1.27mm 裸晶片 COB 多點銲晶片 FFP TAB LCC 腳距 : 0.65mm 超小 (一個匣) 同軸 超小型