Screen Calibration Techniques for Multi-Projector Tiled Display Wall
体视显微镜双目标定算法

体视显微镜双目标定算法The double-target calibration algorithm for the body vision microscope is a crucial aspect of ensuring accurate and reliable imaging results. This algorithm plays a significant role in maintaining the precision and effectiveness of the microscope, which is essential in various scientific and medical applications. Through the calibration process, the system can accurately determine the coordinates and positions of the targets, allowing for accurate imaging and analysis of samples.体视显微镜双目标定算法是确保成像结果准确可靠的关键因素。
这个算法在维持显微镜的精度和效果方面起着重要作用,这对于各种科学和医疗应用至关重要。
通过校准过程,系统可以准确确定目标的坐标和位置,从而实现样品的准确成像和分析。
One of the primary purposes of the double-target calibration algorithm is to minimize errors and distortions that may occur during imaging. By accurately calibrating the system using known reference points, the algorithm helps to correct any deviations and inconsistencies in the imaging process. This ensures that the imagesproduced by the microscope are accurate and reliable, allowing for more precise analysis and interpretation of the samples.双目标定算法的主要目的之一是减少在成像过程中可能出现的错误和失真。
磁共振水膜校准作用
磁共振水膜校准作用Magnetic resonance imaging (MRI) is a crucial diagnostic tool in modern medicine. It allows doctors to see detailed images of the inside of the body, helping them to diagnose and treat a wide range of conditions. However, for MRI scans to be accurate, it is essential that the machine is properly calibrated. This is where water phantom calibration comes in.核磁共振成像(MRI)是现代医学中至关重要的诊断工具。
它使医生能够看到身体内部的详细图像,帮助他们诊断和治疗各种疾病。
但是,为了使MRI 扫描准确无误,很重要的一点就是确保设备正确校准。
这就是水膜校准的作用所在。
Water phantom calibration involves the use of a phantom filled with water that mimics the imaging properties of human tissue. By placing this phantom in the MRI machine and running tests, technicians can ensure that the machine is producing accurate images. This calibration process is essential for maintaining the quality and reliability of MRI scans, as even slight inaccuracies can lead to misdiagnosis and improper treatment.水膜校准涉及使用填充有水的模拟人体组织成像特性的模拟体。
【推荐下载】光敏定位超高光学分辨率显微镜系统
光敏定位超高光学分辨率显微镜系统
近日,中国科学院计划财务局组织专家在生物物理研究所对徐涛研究员负责的“光敏定位超高光学分辨率显微镜系统”仪器研制项目进行了现场验收。
近日,中国科学院计划财务局组织专家在生物物理研究所对徐涛研究员负责的光敏定位超高光学分辨率显微镜系统仪器研制项目进行了现场验收。
验收专家组听取了研制工作报告及经费决算报告、用户报告和技术测试报告,现场核查了设备的运行情况,审核了相关文件档案及财务账目。
经过提问与讨论,验收专家组一致认为该项目实现了预期的研制目标,完成了实施方案规定的各项任务,同意通过验收。
2006年9月,美国科学家Eric首次在Science杂志上提出光敏定位显微镜(PALM)的概念,使得光学显微镜能够获得与电子显微镜相匹配的分辨率。
PALM
的基本原理是将荧光分子附著在目标蛋白上,利用全内反射显微镜(TIRFM)技术和单分子定位技术得到细胞内荧光蛋白纳米级分辨率的精确定位。
光敏定位超高光学分辨率显微镜系统研制项目总体设计灵活高效,结合了TIRFM、EMCCD成像系统、闭环锁焦系统等技术,提出了新的单分子定位算法,实现了三维防漂移反馈校正、细胞内单分子的三维定位和超精细结构观察,完成了一套具有国际领先水平的超高分辨光学显微成像系统,具有较高的创新性。
目前,该系统已在细胞内单分子(如微管蛋白、离子通道等)成像方面发挥了关键作用。
研究人员在NatureMethods、PNAS等杂志上发表了世界领先的研究成果,可应用于细胞生物学的超高分辨荧光成像,具有广泛的应用前景。
Retina也不能及 牛津大学研发纳米级像素
Retina也不能及牛津大学研发纳米级像素
2014-07-14 13:17:41 出处:威锋网编辑:刘艺
如今的手机屏幕,其像素点大小约为78 毫米。
这个尺寸似乎足够了,毕竟在像素密度够大的情况下我们已经无法区分每个像素点。
不过科学家们可不会善罢甘休,他们最新的“纳米级像素”能让现有的技术黯淡无光。
牛津大学的研究团队日前开发出了一种全新的设备,其像素大小仅为30×30纳米。
科学家选取厚仅7 纳米的相变存储器材料,然后用两片铟锡氧化物所制的透明电极将其夹住。
他们发现可以使用原子力显微镜在这个产物上“画”出图像来。
每个点可以通过采用电控的方式被赋予色彩,从而使得超高分辨率屏幕完全成为可能。
事实上科学家原本并没有计划研发这样一种新型屏幕,他们一开始本是为了探讨相变存储器电学特性与光学特性之间的关系,可谓“无心插柳”了。
除了极高的像素密度外,新技术的适用范围很广。
“它们具备被应用在智能玻璃、可折叠屏幕、风挡屏幕,甚至人造视网膜等领域的潜力。
”参与研究的Bhaskaran 教授说。
更有趣的是,科学家称新型屏幕或许可以在普通显示模式和全彩电子书模式间进行切换,后者就和电子墨水屏一样省电,因为它不需要时刻进行刷新。
尽管研究仍处于早期阶段,但牛津大学的科学家们已经开始商讨实用化的可能性,并通过旗下衍生公司Isis Innovation寻求投资。
使用磁性粉末去除精密部件上毛刺的加工方法外文翻译、中英文翻译、外文文献翻译

附录附录1英文原文Journal of Materials Processing Technology 187–188 (2007) 19–25Micro deburring for precision parts using magneticabrasive finishing method S.L. Ko a,., Yu M. Baron b, J.I. Park aa Center for Advanced E-System Integration, Konkuk University, 1 Hwayang-dong, Kwangjin-gu, Seoul 143-701, Republic of Koreab Saint-Petersburg State Polytechnic University, St.-Petersburg, RussiaAbstractUsing the developed electromagnetic inductor for deburring micro burr, more detail characteristics of the performance are analyzed. Experiments were carried out to verify the influence of each conditions: volume of powder, height of gap, rotational frequency of the inductor and feed velocity. Proper deburring conditions are suggested to satisfy the productivity and the accuracy. In addition to deburring efficiency, the influence to surface roughness is analyzed. To improve the surface roughness and impurity, a method of coolant supply and component of abrasive powder are investigated. It is proved that the continuous flow of coolant and the Fe powder without abrasive is effective for deburring and surface quality.. 2006 Elsevier B.V. All rights reserved.Keywords: Magnetic abrasive finishing (MAF); Micro burrs; Electromagnetic inductor; Deburring1. IntroductionThe quality of precision parts can be evaluated by the surface and edge quality. The geometry of edge is determined by deburring process for removing burr and rounding process, which isnecessary for its function. The surface quality is determined by surface roughness and the stress state of the surface. As one of the finishing methods, magnetic abrasive finishing method(MAF) has been used for a long time [1–3]. MAF is based on the magnetization property of ferromagnetic iron and the machining property of abrasives, which is made of Al2O3 and SiC. Along the magnetic flow, which is formed by the magnetic inductor, the magnetic powders will be arranged like brushes and the strength and stiffness of the magnetic brushes can be controlled by the electric current supplied. As a first application of MAF technology for deburring, the burr formed on plane after drilling was tried to be removed. An inductor for removing the burr formed in drilling was produced and analyzed for effective deburring [4]. The precise part used as samples in this work contains 5–10 m averaged burr height . Corresponding author.E-mail addresses: slko@konkuk.ac.kr (S.L. Ko),baron@burr.hop.stu.neva.ru (Y.M. Baron), jungil78@ (J.I. Park).and 0.30–0.40 m surface roughness on surface after piercing operation. In the previous work, electromagnetic inductor for deburring this part was designed and manufactured. Some conditions were applied to evaluate the performance of the inductor [5]. The proper powders are selected based on the previous work using the evaluation method to characterize performanceof powder [6]. The characteristic equation can be obtained from simply developed experiment method, which enables to predict the productivity and powder tool life [6]. In this paper, properfinishing conditions are to be recommended for precision deburring. Volume of powder, rotational frequency of inductor, height of gap and the feed velocity of table are the main factors to be determined from the more detail experiment based on the result from the experiment in previous work. As a result, the optimized conditions are suggested to improve productivity. The vibration table is applied to improve the performance, which was verified in previous work also as in Fig. 1. The efficiency for deburring and the surface roughness can be improved using this vibration table [5].In the case of micro deburring for precision parts, improvement of surface roughness during deburring becomes one of the most important task. Most influencing factors for surface roughness are component of powder and the coolant supply method. Fe-powder without abrasive is proved to be efficient by protecting adhesion on the surface which results in 0924-0136/$ – see front matter . 2006 Elsevier B.V. All rights reserved.doi:10.1016/j.jmatprotec.2006.11.183S.L. Ko et al. / Journal of Materials Processing Technology 187–188 (2007) 19–25 Fig. 1. Overall view of inductor EMI-2 (a) and the scheme of its application (b). improved surface roughness. And continuous supply of coolant improves the surface roughness. The influence of flow rate is also investigated.2. Experiment equipmentThe electromagnetic inductor EMI-2 was designed and manufactured specially for burrs removal on surfaces of small parts made from ferromagnetic or non-magnetic materials. The view of the inductor and the scheme of the experiments are shown in Fig. 1. Three kinds of movements are involved in this case: inductor rotation; feed of the sample (workpiece); oscillation of the top plate with a sample in the direction normal to the feed direction. The sample moves inside the working gap filled by magnetic abrasive powder. The powder flows over the sample and performs finishing and deburring for both sides at the same time. The smaller working gap height is, the larger magnetic intensity B and cutting forces are (Fig. 2). These data were obtained from the working gap without powder. Magnetic intensity increases to 10% when the gap is filled by magnetic abrasive Fig. 2. Magnetizing curves for magnetic inductor EMI-2 at the different height δof the working gap. powder. The positive peculiaritiesof magnetic inductor EMI-2 are the homogeneity of the process of the surface process through the working gap and the continuous contact between a workpiece and magnetic abrasive powder during process. Mag-Fig. 3. The sample from alloy Fe (60%) + Ni (40%) (a) and geometry of micro burrs and edges cross-section (b and c). S.L. Ko et al. / Journal of Materials Processing Technology 187–188 (2007) 19–25 netization curves for EMI-2 with different working gaps are shown in Fig. 2. The vibrating table was used to activate abrasive cutting and to improve the quality of worked surfaces. It is claimed that the extra oscillation movement at MAF guarantees self-sharpening of the powder and higher productivity and better quality of a worked surface as a result [2]. The used vibrating table creates longitudinal or transverse oscillation of its top plate to the feed movement direction. The top plate is exchangeable and can be made from ferromagnetic or non-magnetic material.3. Characterization of inductor EMI-2The main differences of the electromagnetic inductor EMI-2 to EMI-1, which was developed for the burr on plane [4] are following: a sample is continuously at contact with magnetic abrasive powder during process; both sides of the sample are Fig. 4. Influence of MAF parameters to process productivity using the inductor EMI-2: volume of the powder (a), height of the work gap (b), inductor rotation frequency (c) and feed (d). Fig. 5. Influence of coolant to MAF productivity and the work surface rough-ness: at different methods of cooling (a and c) and at different discharge of coolant flow (b). S.L. Ko et al. / Journal of Materials Processing Technology 187–188 (2007) 19–25 processed at the same time. But this inductor can be used only for small parts, which can be placed inside gap. 3.1. Determination of deburring conditions Parts of electric guns from Fe–Ni alloy were used as samples to determine MAF conditions for removal of micro burrs by inductor EMI-2 (Fig. 3a). There are three holes with diameter 0.1 mm made by piercing. It is necessary to remove micro burrs to improve edge quality of holes and surface quality. The geometry of initial burrs and edge cross-section are shown in Fig. 3b and c. The experiments were carried out using the scheme shown in Fig. 1b. Workpieces were fastened to aluminum top plate. The specific removed allowance is defined as the removed volume perunit area, which is used for comparison of deburring conditions [6]. MAF conditions are: working gap height 4 mm; magnetic intensity in the gap 0.48 T; coil current I = 1–1.5 A; inductor rotation frequency n = 95–280 min.1; feed f = 127 mm/min; oscillation frequency of vibration table nosc = 500 min.1; amplitude of oscillation Aosc = 2.5 mm; MAF duration corresponds to number of the table strokes in feed N = 1, 2, 4, 8 (it corresponds to 0.5, 0.9, 1.9, 3.8 min); magnetic abrasive powder Fe(CH2); volume of the powder portion Vp = 11–27 cm3. Influence of parameters Vp, n, f, nosc, were investigated. Fig. 6. View of a hole edge after punching: (a) 200×and (b) 1000×.3.1.1. Amount of the powder for processThe powder is packed inside the working gap by magnetic forces, and the amount of powder is important for productivity and cost of MAF operation. The volume of the working gap (the gap height δ = 4 mm) at inductor EMI-2 equals to Vg =19cm3. This volume was calculated as 100% of the powder for one-time process Vp. Otherconditions are: n = 95 rpm; f = 127 mm/min; I =1.0A (B = 0.45 T); N = 2; coolant (cutting Fig. 7. Rounding of edges by MAF (100×). S.L. Ko et al. / Journal of Materials Processing Technology 187–188 (2007) 19–25 oil) flow rate 0.96 l/mm. The experimental result is shown in Fig. 4a. Increase of the amount of powder is accompanied by larger magnetic forces and leads to increase of the productivity but not very much, because there is free space where the extra powder may be located in the gap near the poles.3.1.2. Height of the work gap δThe design of inductor EMI-2 allows to change the height of the work gap from 2 up to 10 mm according to the height of a workpiece. Influence of the wok gap was examined overthe range δ = 4–10 mm at Vp = 130% Vg. Other conditions were the same as at previous experiment. Increase of the work gap induces the decrease of productivity by the decrease of magnetic intensity inside the gap. The coil current was constant during this experiment. It can be observed from Fig. 4b that magnetic intensity becomes smaller as work gap δ increases.3.1.3. Inductor rotational frequency and feedWhen the volume of powder equals to 100% Vδ and the height of the gap δ = 4 mm at this experiment, the influence of the rotation frequency of inductor is shown in Fig. 4c. The duration of the contacts of powder grains with the work surface increases proportionally to the rotation frequency n, which increases the productivity either. But rate of the increase of productivity becomes slow at the frequency larger than 180 rpm as shown in Fig. 4c. This might be caused by the increase of centrifugal forces as the rotational speed increases, by which most part of the grains is thrown out of the gap. The experiment of feed optimization was carried out at following conditions: n = 95 rpm; f = 127–507 mm/min; nosc = 500 min.1; Aosc = 2.5 mm; δ = 4 mm; B = 0.48 T; MAF duration—two work strokes (4–15 s of processing correspondingly to the feed value); with coolant. The result is shown in Fig. 4d. The influence of the feed over range of 127–342 mm/min is not very large. But best surface roughness was obtained at f = 342 mm/min. 3.1.4. Role of a coolantThe use of chemical active and surface-active coolants is very important for MAF process [2]. Induced currents are generated inside a workpiece material and especially inside of its blanket during MAF. The electric charged surface of the workpiece activates chemical processes and an action of surface-active matters. This fact was verified at the research of deburring by MAF [6]. The research on the role of coolant was continued at these experiments. The experiment was carried out with n = 95 rpm; Vp = 100% Vg; δ = 4 mm. Others conditions were same as the previous ones. The specific removed allowance increases when the coolant is periodically injected inside the work gap, and it increases more when the coolant is used like the constant flow as shown in Fig. 5a. The flow of the coolant guarantees the supply of the coolant to all sections of the work surface inside the work gap and increases the productivity. Increase of the coolant flow rate increases the productivity. But too big discharge of the coolant reduces the productivity, since the strong stream of the coolant washes out the powder from the work gap (Fig. 5b). The presence of the surface-active coolant isvery important for good surface roughness. The dependences of the surface roughness Ra to the coolant supply method during MAF process are shown in Fig. 5c. MAF process without coolant and with cooling by periodical injections worsen the roughness. The case without coolant, which is shown as . in Fig. 5c generates worst surface roughness. It may be explained by phenomena of an adhesion of the powder component on the work surface due to the heat generated during MAF. The process without coolant reveals more severe deterioration of surface than the periodic supply of coolant (. in Fig. 5c). The adhesion is activated with the electrically charged work surface. Cooling by periodically injection of the coolant decreases adhesion but does not avert it fully. Cooling by the continuous coolant flow (. in Fig. 5c) prevents the adhesion and improves the roughness. So the proper conditions for removal of micro burrs at parts obtained from the experiment can be summarized as: EMI2 inductor rotation frequency n = 180 rpm; f = 342 mm/min; nosc = 500 min.1; Aosc = 2.5 mm; δ = 4 mm; Vp = 1.3Vg; method of cooling—the continuous flow of coolant with the discharge rate 1 l/min. The iron powder without abrasive particles was used here as magnetic abrasive powder. The test of MAF deburring using the determined conditions showed that burrs with initial height 1.5–2.5 m are removed for 15 s.4. Analysis of edges and surface qualityafter MAF The samples shown in Fig. 3 were used. The edges after piercing had several kinds of defects: burrs, scratches and rough surface roughness (Fig. 6). Magnetic abrasive finishing deletes all these defects. And it takes longer to remove all the defects than to remove burrs. For example burrs were completely removed after one stroke of feed and the rounding of edges was Fig. 8. Edge quality before (a) and after MAF (b) (1000×). S.L. Ko et al. / Journal of Materials Processing Technology 187–188 (2007) 19–25 Fig. 9. The top worked surface after MAF using (8500×) mixture powder CH2 +Al2O3 (a) and CH2 (b). performed after two and more strokes. The rounding of edge of 4.1. Worked surface quality hole after one, two, and four strokes is shown in Fig. 7a–c. One can see, that it is possible to control the radius of the edge: the The top surface is polished during deburring or rounding on longer MAF duration is, larger the radius is. The quality of the edge of holes by MAF. Influence of MAF conditions to surface edge before and after MAF is shown in Fig. 8. The iron powder roughness was described above. MAF process has the characterCH2 was used for deburring and edge rounding in this case. istic that work surface becomes to be electrically charged at the Fig. 10. Views at 1500×and the EDS diagrams of the attached particle after MAF using mixture powder (a), the same after MAF using iron powder (b) and grain of iron powder (c). S.L. Ko et al. / Journal of Materials Processing Technology 187–188 (2007) 19–25 25 Table 1 Chemical composition of the worked surface, powder grain and the attached particles Chemical element Amount of an element (%) Work surface Work surface after Work surface after A grain of the An attached particle An attached particle before MAF MAF with powder MAF with powder CH2 after MAF with after MAF withCH2 mixture powder mixture powder powder CH2 C 2.47 0 1.46 23.11 5.84 Si 0.40 0.30 0.71 1.99 Mn 0.51 0.44 0.64 1.09 0.36 0.35 Fe 55.94 58.70 58.07 96.42 39.90 50.34 Ni 38.88 40.34 40.73 25.96 34.17 Cu 0.18 0.23 0.07 Er 1.61 0 1.09 Al 0.560.37 Others Co (0.32) O (6.78); Ca (0.72); O (4.79); Ca (3.35); Cl (0.61); K (0.20) Cl (0.20) Total 100 100 100 100 100 100 process, and this promotes adhesion of the component of powder to the work surface. We showed above that a surface-active coolant hinders from adhesion. The experiments were carried outat conditions: n = 180 rpm; f = 127 mm/min; nosc = 500 min.1; Aosc = 2.5 mm; B = 048 T; MAF duration for two strokes. The coolant (cutting oil) was periodically injected into the gap. Two sorts of powders were used: mechanical mixture of powders of iron CH2 (50% vol.) and Al2O3 (50% vol.); iron powder CH2 [4]. The top surface of sample has tracks of abrasive cutting when deburring was performed by the mixture powder (Fig. 9a). There were no tracks on the surface when iron powder was used (Fig. 9b). The tracks may be made by the hard particles, Al2O3, in the mixture powder, which deteriorates the surface roughness. However the specific removed allowance is almost same in both cases. It was also found that there are some particles attached on the worked surface even after cleaning by alcohol, and chemical composition of the surface was changed. The pictures of attached particles are shown in Fig. 10, and their chemical composition is described in Table 1. The chemical composition of worked surface was changed after MAF. Carbon and erbium vanished, and silicon was decreased or deleted. Small amount of aluminum appears when MAF was made using mixture powder containing Al2O3. That is why the iron powder is recommended for micro deburring of precision parts with soft material. The attached particles consist of the workpiece material (chips) and chemical elements of the coolant. Ultrasonic cleaning of workpieces after MAF is necessary to keep initial chemical composition of worked surfaces. The extra experiment showed that ultrasonic cleaning in a tank with distilled water guarantees removing of coolant films and the attached particles fully.5. Conclusions(1) Electromagnetic inductor for deburring and surface finishing of the part of electric gun is developed before. More detail characteristics of deburring are investigated by changing the main parameters.(2) As deburring conditions, volume of powder, height of gap, inductor rotational frequency, feed velocity and the method of coolant supply are analyzed by experiment more detail.(3) In addition to the performance of deburring, the influence to surface roughness is also analyzed. To improve the surface roughness, several systems of coolant supply are applied. The continuous coolant flow improves the surface quality.(4) The remained particle on surface after MAF consists of the component of the coolant and abrasive. Ultrasonic cleaning can remove the particles completely. And the iron powder is recommended to prevent adhesion and the particles on surface. Acknowledgement This work was supported by the Ministry of Science and Technology of Korea through the 2001 National Research Laboratory (NRL) program. References[1] Y.M. Baron, Technology of Abrasive Finishing in Magnetic Field, Mashinostroenie,Leningrad, 1975.[2] Y.M. Baron, Magnetic Abrasive and Magnetic Finishing of Products and Cutting Tools, Mashinostroenie, Leningrad Rus, 1986.[3] H. Yamaguchi, T. Shinmura, Study of an internal magnetic abrasive finishing using a pole rotation system. Discussion of the characteristic abrasive behavior, Precis. Eng. J. Int. Soc. (2000) 237–244.[4] S.L. Ko, Y.M. Baron, J.W. Chae, V.S. Polishuk, Development of deburring technology for drilling burrs using magnetic abrasive finishing method, in:LEM21, November, Niigata, Japan, 2003.[5] J.L. Park, S.L. Ko, Y.H. Hanh, Y.M. Baron, Effective deburring of micro burr using magnetic abrasive finishing method, key engineering materials, Trans Tech Eng. 291–292 (2005) 259–264 (ISSN 1013-9826).[6] Y.M. Baron, S.L. Ko, J.I. Park, Technique of comparison and optimization of conditions for magnetic abrasive finishing, key engineering materials, Trans Tech Eng. 291–292 (2005) 297–302 (ISSN 1013-9826).使用磁性粉末去除精密部件上毛刺的加工方法S.L. Ko a,∗, Yu M. Baron b, J.I. Park a摘要使用改进后的电磁感应器去除微小毛刺,分析加工中的更多细节特征。
光镊与差动共焦显示术整合系统在蛋白质弹性研究巾的应用
;<M<N
mÒÂi $Gæ¤OÑ'BCY4ÑÒ ÓöâmB¤âø¤O}GkâÒÒèCHH B mÒÂÛÜWÓ¯OÒßÒ£HøÒ¯O
m¼c~Ò0îÑi¯ YÒèm¼¦c~O¤ ¾ÆÇrb,TO¤¾ñò âÏ+uD Úm&Ú) Eb+ ) HÄÒÂmÍ5ÃÙJ 0ODEi! " ãNmnnOTÄ XÈ£s 4\CrÅ,òúOóGpu % ú\
ݪÞ+ Zß+ !à+ 9#á)
+H³-»*+,-./1»Þ+3 °i ,)!*** )'°iÏ'¿À4@6 °i ,)!***
0#1 Åg5=\Æ6%O7ªfº8&?@9âÂ:J0_7Ó\);¨{@#5oV9@ t<¹=>#<\=>Tà)&=>={?Y@B~DÄÚA\O³´ HV§ÍÎ{?Y=> ßBD"»²OA\ùC¶0A\Y<¹=> K<\=>OV9³´¸07ªD²Î¨è¬ H0¸ ø98&L<¹=> K<\=>OV9mZE{?O7ª@\O$ H)N O\x&*+ !/StCV9±ÝÞnPT9p,g=>OëD H 234 5 Ó\);¨{@ =>ë 7ªfº A\ 56789 /"!C###:;<=> 2###:?@9 +***G*!-")*+,*!G*Q-!G*-
889ÍÒi\T'+Ãm 889}Öå¥JËG øE.¥J`²ÛIÒJ YÜIKÒÂ.)¾
OpÏ+4Ñ'ÃÄ(L\Æ Ã}ãN§}â ®±Ä- QÒ0¬ÒÕ, I0*®±ÄT
全自动温和组织处理器 美天旎 工作原理

全自动温和组织处理器美天旎工作原理The automatic gentle tissue processor by Meitianyi utilizes advanced technology to efficiently process tissue samples for research and medical purposes. 这款美天旎的全自动温和组织处理器利用先进技术,高效地处理组织样本,用于研究和医疗目的。
This innovative machine is designed to streamline the tissue handling process, reducing the risk of contamination and human error. 这台创新型机器旨在简化组织处理过程,降低污染和人为错误的风险。
With its precision and reliability, the Meitianyi automatic gentle tissue processor is an essential tool for laboratories and medical facilities. 凭借其精准性和可靠性,美天旎全自动温和组织处理器是实验室和医疗机构的必备工具。
One of the key features of the automatic gentle tissue processor is its ability to handle multiple samples simultaneously, increasing efficiency and productivity. 全自动温和组织处理器的一个关键特性是它可以同时处理多个样本,提高了效率和生产力。
This is particularly beneficial for laboratories that deal with high volumes of tissue samples on a regular basis. 这对那些需要定期处理大量组织样本的实验室尤其有益。
高性能多产品校准器5560A的技术数据说明书

Technical data5560A High-Performance Multi-Product Calibrator 5550A Performance Multi-Product Calibrator 5540A Multi-Product CalibratorMost comprehensive workload coverage, latest technology, intuitive redesigned front panel,MET/CAL compatibility and much more5560A: The most comprehensive workload coverageThe 5560A calibrates the most popular benchtop 6.5-digit multimeters with better than 4:1 test uncertainty ratio (TUR), and clamp meters to 1500 A.Technical improvements include 30 A continuous current output with no duty cycle and synthesized inductancefunctionality. These improvements enable you to calibrate modern and full-functional benchtop multimeters and clamp meters. A large variety of thermocouple types and a new thermocouple connector enables easier connection and broadens the temperature workload coverage. The workload is expanded even further when the 5560A is used with a 52120A amplifier and appropriate coil to increase the current output to 6000 A, for calibrating high-current devices such as Rogowski coils.5560A: The next generation high-performing calibrator supporting the widest workload coverageThe 5560A Calibrator defi nes a newclass of high-performance multi-product calibrator, providing the broadest electrical workload coverage andhighest accuracy for calibrating the most demanding modern workloads.5550A: Optimized for your multimeter workloadThe 5550A Performance Multi-Product Calibrator enhances the 5522A with new calibration ranges optimized to better match your existing digital multimeter workload in a modern, ruggedized instrument with intuitive graphical interface.5540A: Better performance for on-site or mobile calibrationThe 5540A Multi-Product Calibratorextends the capabilities of the 5502A with better performance suited for on-site or mobile calibration.5550A: Optimized for your multimeter workloadThe 5550A Performance Multi-Product Calibrator enhances the 5522A Multi-Product Calibrator with new calibration ranges optimized to better match your existing digital multimeterworkload in a modern, ruggedized instrument with an intuitive graphical interface.It calibrates the most popular benchtop digital multimeters with improved test uncertainty ratios (TURs), and clamp meters to 1000 A with continuous current output.Technical improvements include 30 A continuous current output, which reduces wait time during heavy usage. A range redesign enables you to calibrate your existing benchtop multimeters with greater confidence. A larger variety of thermocouple types and a new thermocouple connector enables easier connection and broadens the temperature workload coverage. The workload is expanded even further when the 5550A is used with a 52120A amplifier to increase the current output to 6000 A, for calibrating high-current components such as Rogowski coils.5540A: Better performance for on-site or mobile calibrationThe 5540A Multi-Product Calibrator extends the capabilities of the 5502A Multi-Product Calibrator with better performance suited for on-site or mobile calibration, covering many of the most demanding field instrumentation workloads. It calibrates the most popular handheld digital multimeters with increased test uncertainty ratios (TURs) and clamp meters to 1500 A with continuous current output.Technical improvements include a current range increase from 20 A to 30 A of continuous current output, which reduces wait time during heavy usage. A range redesign enables you tocalibrate your existing handheld digital multimeters with greater confidence. A larger variety of thermocouple types and a new thermocouple connector enables easier connection and broadens the temperature workload coverage. The workload is expanded even further when the 5540A is used with the 52120A amplifier to increase the current output to 6000 A, for calibrating high-current components such as Rogowski coils.The 5560A provides the broadest workload coverage, including most 6.5-digit multimeters.The 5550A calibrates the most popular 5.5-digit desktop multimeters.The 5540A calibrator offers better performance suited for on-site or mobile calibrationMatch your setup to your applicationA variety of options and accessories lets you match your setup to your applications. An optional portability kit makes the 5560A, 5550A or 5540A an excellent fit for on-site or mobile calibration. The DMM AUTOCAL Adapter minimizes lead changes during digital multimeter calibration, increasing efficiency without sacrificing and compromising accuracy. The portability kit provides ruggedized handles and bumpers, including protection for the front panel with a cover that also acts as storage for cablesand accessories.52120A Transconductance AmplifierWorkload is expanded even further when the 5560A is used with a 52120A Transconductance Amplifier to increase the current output to 6000 A, for calibrating high-current components such as Rogowski coils.Calibrating digital multimeters4:1 test uncertainty ratioThe 5560A calibrates a complete range of electrical workload, but it is especially ideal asa 6.5-digit multimeter calibrator, with a 4:1 test uncertainty ratio (TUR) for most popular bench-top models.The 5550A is functionally similar to the Fluke Calibration 5522A Multi-Product Calibrator; however, this new model has been enhanced with the latest technology and usability features. It calibrates most 5.5-digit multimeters and even some 6.5-digit multimeters with a 4:1 TUR across its measurement range.The 5540A Multi-Product Calibrator extends the workload capabilities of the 5502A Multi-Product Calibrator, improving performance suited for real-time demand on-site or mobile calibration. It calibrates most 4.5-digit multimeters with a 4:1 TUR across its measurement range.A 4:1 TUR enables you to quickly meet or exceed manufacturers’ specifications for calibrating digital multimeters without guardbanding and the need for additional equipment. This simpli-fies setup and reduces the number of standards required to calibrate the most demanding digital multimeters.Inductance sourcing expands 5560A and 5550A workload coverageA new inductance sourcing function expands workload coverage to more types of modern digital multimeters.Analog-to-digital converter design independent of switch resistanceA new patented ultra-linear analog-to-digital design enables the 5560A, 5550A and 5540A to achieve performance specifications that were not possible in the 5522A and 5502A, allowing you to calibrate a more accurate and demanding workload.Optimized ranging for complete workload coverage“Ranging” refers to the range over which a particular specification applies.In the 5522A and 5502A calibrators, ranging occurs in multiples of 3.3x; however, most bench top multimeters typically range at 1.2x. Since ranging is different, at some points the calibrator alone is not optimized to calibrate the digital multimeter at its ideal specification point.Calibrate a wide workload of modern test instrumentsThe 5560A, 5550A and 5540A are now optimized to match the range switching of the most popular 6.5-digit, 5.5-digit and 4.5-digit DMMs. These ranging improvements enable you to calibrate more of your multimeter workload with a single calibrator.Fast settling timeCalibrate multimeters significantly faster with improved settling time in both the 5560A, 5550A and 5540A. You’ll have less wait time and more time actually performing the tests.Re-mapped output terminals limits lead changesWe’ve re-mapped the output terminals on the 5560A, 5550A and 5540A, decoupling Aux and Sense outputs, making it possible to calibrate this type of workload with minimal lead changes. The new terminal layout marks a distinct improvement over older models. The 5522A and 5502A, for example, has shared Sense and AUX terminals, as well as shared ground and guard, so you have to change leads frequently duringa multimeter calibration. On the 5560A, 5550A and 5540A, all the terminals are dedicated and the guard terminal is moved to the side, enabling you to connect the leads once and complete the meter calibration efficiently.High-quality lead set included; optional DMM AUTOCAL Adapter for dedicated multimeter calibration5560A, 5550A and 5540A ship with a Fluke Calibration lead set that gives you a high-quality connection, matched to your calibrator.An optional DMM AUTOCAL Adapter lets you easily dedicate the calibrator to a digital multi-meter workload. The adapter plugs directly into the calibrator’s output terminals and gives you the same functionality as the included leads but with greater convenience and efficiency, reduc-ing user error.Optional DMMAUTOCAL Adapterlets you dedicatethe calibrator to adigital multimeterworkload.Calibrating clamp meters and ammetersThe increased 30 A output enables you to use the 5560A, 5550A, and 5540A as a 30 A calibrator for higher current workloads, such as clamp meters up to 1500 A (with optional current coil). Continuous output means you don’t need to put the calibrator on standby for cool down periods while using the current function. That lets you increase throughput, which can be a real time-saver if you calibrate a lot of ammeters.A new optional 1-, 2-, 10-turn current coil and a redesigned 50-turn current coil work with the 5560A, 5550A and 5540A to enable you to calibrate workload that includes clamp-type current meters and oscilloscope current probes. Each coil, like the calibrator, is designed for continuous use at 30 A with a minimum duty cycle which improves calibration throughput as much as four times. Expand workload coverage even more. Use the 5560A, 5550A or the 5540A with the Fluke Calibration 52120A Transconductance Amplifier to increase the current output to 6000 A, ideal for cali-brating high-current components such as Rogowski coils.A new optional 1-, 2-, 10-turn current coil (left) and a redesigned 50-turn current coil (right) work with the 5560A, 5550A and 5540A, enabling you to calibrate workload that includes clamp-type current meters and oscilloscope current probes.Rugged design for laboratories or on-site workReverse power protection without false trippingThe 5560A, 5550A and 5540A provide reverse power protectionand immediate output disconnection on the output terminals forall functions. The protections apply to external voltages up to300 Vpk and help protect the calibrator’s internal circuitry fromcostly operator error—preventing damage and keeping thecalibrator up and running.1000 V direct amplifierA newly designed amplifier enables the calibrator to generate lowfrequency AC voltages without the use of a transformer.Optional portability kitFor those who work in the field, the portability kit protects thecalibrator and makes it easier to transport. The kit includesfront/rear bumpers and an easy-grip side handle.A transit case (included) is designed for shipping the calibrator,with or without the portability kit.The optional portability kit protects the calibrator and makes it easier to transport.is used for outputs during oscilloscope calibrations. Active with option installedused to trigger the oscilloscope during oscilloscope calibra-tions. Active with option installedNew patented thermocouple connector lets you connectmultiple types of thermocouple types, including bare wire.Internal circuit boardsInternal printed circuit boards feature the latest digital design technologyCalibration 52120A Amplifierand USB interfacesrotate the output dial and the error is displayed directly in ppm or percentcan be stored on USB memory sticks for easy transfer to a PCOutput unitsSelect output units easily after entering the valueMultiplier keysThese keys let you conveniently step a measure-ment up or downFeatures you expect from a modern instrumentFront and rear panel improvementsVisual Connection Management™ outputterminals light up to indicate which terminals are active, guiding the user to make the correct con-nections and reducing user error.USB ports are placed both on the front and rear of the unit. Use the port at the front to download internal calibration constants; use the rear port for remote communication with a PC—or choose the LAN, IEEE or serial interfaces.For previous 55XXA users, the 5560A, 5550A and 5540A maintain many front-panel details that characterize their predecessors, including the calculator-style keyboard for entering values easily, an output dial for varying output and keys for selecting common parameters with a single touch.Graphical user interface optimized for touchscreen useA 17.8 centimeter (7-inch) graphical user interface offers intuitive menus that are easy to navigate and read, providing access to common func-tions with the touch of a finger and eliminating the menu scrolling that was required in previous 55XXA models.The screen displays all of the information you need for each parameter you’re calibrating, with color-coded fields that make it easy to see where you enter data. The menu is simplified and functions are laid out consistently so that once you learn how to operate one you know how to operate them all. Training new users just became much easier.Status indicators for OPERATE, STANDBY, and HAZARDOUS VOLTAGE appear on the screen in bright letters or icons you can recognize from across the calibration lab.The touch screen interface is available in nine languages, including English, French, German, Spanish, Japanese, Chinese, Portuguese, Russian and Korean.The graphical user interface lets you navigate easily with the touch of a finger.Visual Connection Management output terminals guide the user to make the correct connections.USB ports are placed on the front and rear for downloading constants and remote PC communication.MET/CAL™ automation increases throughput and efficiencyQuality standards impose stringent requirements for documenting, reporting, and controlling cali-bration processes and results. MET/CAL™ Calibration Management Software helps you meet these requirements while increasing throughput and streamlining voltage calibration, resistance calibration, and current calibration processes.MET/CAL™ is a powerful application for creating, editing and testing calibration procedures and collecting and reporting results on a wide variety of instruments. As the industry-leading software for automated calibration, thousands of calibra-tion procedures have been written to automate a vast array of calibrators around the world.The 5560A, 5550A and 5540A work with MET/CAL, including hundreds of automated calibration pro-cedures to consistently and dramatically improve throughput. MET/CAL v10.6 and later includes a Function Select Code (FSC) that enables you to add the 5560A, 5550A and 5540A seamlessly to your existing calibration operations.You may purchase MET/CAL with MET/TEAM™,a dedicated asset management system. It is the most complete software solution available for calibration professionals. However, if you already use a calibration asset management system, you can integrate MET/CAL into your workflow with MET/CONNECT™ Calibration Integration Software. MET/CONNECT is the hub of a fast-growing community of mainline calibration software providers that have partnered with Fluke Calibration to support MET/CAL automa-tion. Whatever calibration management system you use, MET/CONNECT unlocks calibration and workflow automation in your lab.Priority software support helps you stay productiveMET/SUPPORT Gold is an annual membership program offering premium support and services to help you stay as productive as possible with MET/CAL software. Services include free soft-ware updates and upgrades, free access to the Fluke MET/CAL Warranted Procedures Library, plus discounts on training and custom procedure development. Members also receive invitations to regular calibration software web seminars and user group meetings. Use only a few of the Gold services and you can easily recover more thanthe cost of your membership fee.Automating calibration with MET/CAL software increases throughput and efficiency. Hundreds of procedures are available for the 5560A, 5550A and 5540A.Your choice of specificationsHow often to calibrate? You decide.The 5560A includes 90-day, 1-year, and 2-year specifications, whilethe 5550A includes 90-day and 1-year specifications and the 5540Aincludes 1-year specifications. You can manage the cost of owner-ship and maximize uptime by keeping the calibrator in service aslong as possible based on your unique specification requirements.That means you may not need to calibrate it every year.Metrology training builds team skillsCalibration and metrology training from Fluke Calibration improvesthe knowledge of you and your colleagues in a wide variety ofdisciplines. Instructor-led classroom training is available for generaltopics in metrology that include both hands-on training and trainingin measurement uncertainty, as well as classes on how to use FlukeCalibration software. On-site training is available for teams withspecific training needs. Instructor-led and self-paced online coursesare available as well.Fluke Calibration also offers web seminars, events and road showson a wide variety of topics. To stay informed about these events,register online and subscribe to our e-news.Calibration and repair services keep you up and runningFluke Calibration offers extensive calibration support and servicesto ensure long-term customer satisfaction and return on invest-ment. Our worldwide network of service centers offers accreditedcalibration traceable to national standards. We provide fast, qualityrepair services and full support in setting up your calibration lab.Calibration and metrology training includes a variety ofofferings including classroom, online, and on-site.Models Description5560A* 5560A High-Performance Multi-Product Calibrator5550A* 5550A Performance Multi-Product Calibrator5540A*5540A Multi-Product Calibrator*All models include full Accredited 17025 Calibration Certificate traceable tointernational standards with data.Optionalaccessories Description55XXA/LEADS Thermocouple and Test Lead Set with Case55XXA/COIL 101, 2 and 10-Turn Current Coil, Includes an Accredited 17025 Calibration Certificate Traceable to International Standards with Data55XXA/COIL 5050-Turn Current Coil, Includes an Accredited 17025 Calibration CertificateTraceable to International Standards with Data55XXA/DMM AUTOCAL AdapterDMMCAL5560A Portability Kit for On-Site Calibrations55XXA/PORTKIT55XX/CASE Extra case. 5560A, 5550A and 5540A include hard casePremium Instrument Service Plan (where available)Priority GoldInstrumentCarePlanSoftwareaccesories DescriptionMET/CAL-SERIAL Optional Closed Loop Procedure Serial Connectivity KitProduct Support Program (where available)MET/SUPPORTGoldOptional calibration procedures for MET/CAL Calibration Software WarrantedProceduresSoftware DescriptionMET/CAL/TEAM Software, MET/CAL w/MET/TEAMMET/CAL-TL License, Additional MET/CAL (TEAM)MET/TEAM-L License, Additional MET/TEAMMET/CAL/TEAMXP Software, MET/CAL with MET/TEAM ExpressMET/TEAMXP-L License, Additional MET/TEAM ExpressMET/TEAMMOBILE-L License, Additional MET/TEAM MobileMET/TEAMPORTAL Module, MET/TEAM Customer PortalMET/TEAMPORT-L100License, additional MET/TEAM Customer Portal (pack of 100)MET/TEAMCOMMERCE Module, MET/TEAM CommerceMET/CONNECT Calibration Integration SoftwareFluke CalibrationPO Box 9090, Everett, WA 98206U.S.A.Fluke Europe B.V.PO Box 1186, 5602 BDEindhoven, The NetherlandsWeb access: http://www.flukecal.euFluke Calibration.Precision, performance, confidence.™For more information callIn the U.S.A. (877) 355-3225In Europe/M-East/Africa +31 (0) 40 2675 200In Canada (800)-36-FLUKEFrom other countries +1 (425) 446-6110Web access: ©2022 Fluke Calibration.Specifications subject to change without notice.Printed in U.S.A. 05/2022 210049-6013522-enModification of this document is notpermitted without written permissionfrom Fluke Calibration.。
美科学家研制可拉伸触感材料
研 究 人 员花 了3 时 间不 断完 善 配 方 。最 年
穆 21年第8 6 ( 4期) 01 卷第 期 总第 5
科 汉 1 百
Sc e e a c i nc nd Te hno1 ogy I o m a i nf r t
终 这 些 碳 纳 米 管 定 向排 列 成 了 “ 簧 状 ” 。 弹 这 种 弹 簧 可 以 向任 意 方 向拉 伸 , 这 一 过 程 中 可 以测 量 施 加 在 材 料 上 的力 的 大 小 ,并 且 多 次 反复 拉伸 都 不会 导致 其 结构 破坏 。 这种 材 料采 用 了 电容 原理 ,如 下 :用 两块 平 行 的 导 电板 合 成 在 一 起 。 当 其 中一 块 或 全 部 两 块 板 受 力 压 迫 ,两 块 板 之 间 的 间距 将 减 小 , 从 而 增 加 感 受 器 的 电容 。 这 种 增 加 是 可 以被 定 量 测 量 的 。 拿 这 种 具 体 的 材 料 来 说 , 这 两 块 平 行 导 电板 是 用 镀 了碳 纳 米 管 层 的硅 材 料 制 成 的 , 中 间 还 加 了一 层 储 存 电荷 的硅
腐 蚀后 ,该 材料 的性 能仍 能保 持3 月不 变 。 个
研 究人 员 认为 ,这种 材料 将在 军事 、 医疗 和 太 阳 能 电池 方 面 有 着 广 泛 的应 用 。在 军 事 方 面 ,可 利 用 该 材 料 制 成 陶 瓷 光 盘 ,或 将 其 粉 末 与 涂 料 混 合 , 作 为 照 明 光 源 , 供 配 备 了 夜 视 装 备 的部 队使 用 。在 医疗 上 ,可 将 其 与 纳 米 粒 子 组 配 在 一 起 , 与癌 细 胞 结 合 ,将 癌 细 胞 的转 移 视 觉 化 。此 外 , 由于 这 种 材 料 具 有 非 凡 的存 储 和 转 换 太 阳 能 的 能 力 ,有 望 应
毫米波芯片级S参数测量校准技术说明书

Calibration Techniques for Millimetre-wave On-wafer S-parameterMeasurementsXiaobang Shang*, Jian Ding#, Nick Ridler*, Christopher Buck#, Mike Geen#*National Physical Laboratory, Teddington, TW11 0LW, UK#Filtronic Broadband Limited, Sedgefield, County Durham, TS21 3FD, UK Emails:*********************.uk,***********************,******************.uk,*******************************,***********************I. SummaryAccurate characterisation of S-parameters (scattering parameters) at chip level is of great importance to the development of next generation electronic devices. Such measurements are usually carried out on a Vector Network Analyzer (VNA), subject to an on-wafer calibration. Calibration techniques play a key role in determining the accuracy of on-wafer measurements. This paper is intended to provide an overview of conventional calibration techniques, including TRL (Thru, Reflect, Line), Multi-Line TRL,SOLT (Short, Open, Load, Thru), LRM (Line, Reflect, Match), and LRRM (Line, Reflect, Reflect, Match). Advantages and limitations of these different calibration techniques are discussed briefly and summarised. This paper also gives an insight into important factors that influence on-wafer measurement quality. These factors include design of calibration standards, testing environment (boundary and nearby structures), probes pitch sizes, etc.II. Conventional Calibration Techniques for Planar MeasurementsMost RF and microwave probes are designed to have probe tips suitable for probing on coplanar waveguide (CPW) structures. Fig. 1 shows the typical CPW ground-signal-ground (GSG) probe tip configuration. Calibrations using reference devices in the on-wafer domain are usually performed prior to further on-wafer measurements so as to remove the systematic and drift errors from measurement results. Basic calibration standards include OPEN, SHORT, LOAD, and THRU, as shown in Fig. 2, with each having electrical characteristics that are very different from each other, which is preferable for the calibration. These standards are however not ideal, due to parasitic capacitance or inductance, see Fig. 2. Such parasitic capacitance and inductance associated with standards need to be taken into account when performing an on-wafer calibration to the probe tips.Probe manufacturers usually specify calibration coefficients obtained using a commercial Impedance Standard Substrate (ISS).(a) (b)Fig. 1. (a) Illustration showing signal excitation at coplanar GSG probe tips [1]. (b) Photograph of the GSG probes tips of the D-band (110-170 GHz) probes at NPL. These probes have a pitch size of 100 µm.Fig. 2. Typical calibration standards with parasitic capacitance and inductance. [1]SOLT TRLLRM LRRMMTRLFig. 3. Diagrams of five conventional on-wafer calibration techniques.Fig. 3 illustrates five conventional on-wafer calibration techniques using these basic standards. These are briefly described below [1].•SOLT requires rigorous definitions of calibration standards. SOLT is robust, as long as all calibration standards are perfectly known. Calibration coefficients for standards are defined for a particular probe placement, therefore the resulting SOLT calibration is relatively sensitive to probe placement errors that are inherent in microwave probing.•TRL requires minimal knowledge of electrical behaviour of standards. The reference plane is usually set at the centre of the THRU standard. REFLECT standard can be either SHORT or OPEN, but identical reflects are required on both ports. LINE standard (with electrical phase around 20° ~ 160° at test frequencies) provides information about the characteristic impedance of the CPW transmission line. Each LINE standard can only cover a limited frequency range, hence multiple lines are required for broadband measurements.•Similar to TRL, characteristic impedance of LRM is determined by the MATCH standard (equivalent to an infinitely long reflectionless line). The reference plane is set at the middle of the LINE standard. REFLECT standard can be either SHORT or OPEN, however it should again beidentical on both ports. LRM does not need knowledge about parasitic capacitance of OPEN or parasitic inductance of SHORT. However, the behaviour of the MATCH needs to be well understood.•Reference plane of LRRM is usually set at the middle of LINE. REFLECT does not require known OPEN or SHORT, however it must be equal at both ports. MATCH standard could have known resistance and unknown inductance (assumed constant with frequency). MATCH inductance is calculable using OPEN. LRRM requires one MATCH standard, whereas LRM needs two. LRRM requires the same set of standards as SOLT but requires less information about the standards.This can give better results than SOLT and is less sensitive to small errors in probe placement. •Multi-Line TRL (MTRL), developed by NIST, has become established as a reference calibration technique. MTRL involves multiple lines and uses all lines, to some extent, at all frequencies.Varying weighting is applied to all the LINE data to resolve the problem of band breaks of conventional TRL.It is important to understand strengths and limitations of each calibration technique. Table I gives a comparison between these techniques. Note that the optimum calibration technique depends on the exact measurement requirements. Verification standards can be used to compare different calibration techniques.Table I: Comparison between conventional calibration techniques. [1]There are two common calibration approaches:•Probe tip calibration using ISSs (off-wafer) + de-embedding using additional on-wafer structures (optional)•On-wafer calibration using standards fabricated on the same wafer as the Device Under Test (DUT).III. TRL Calibrations Using Different Reflect StandardsTRL is a popular on-wafer calibration method, with the minimal requirement on prior knowledge of the standards. In addition, the desired reference plane for calibration can be set the same as the DUT. Therefore, TRL is ideally suited to on-wafer measurements for DUTs with the same reference plane and lead structure.A TRL calibration was applied to the measurement of some D-band (110-170 GHz) integrated circuits. The circuits and the TRL calibration standards were fabricated on the same GaAs substrate with a thickness of 50 µm. Two sets of TRL standards were produced, and the layout of one set of these standards is shown in Fig. 4 (a). The first set has launches from the GSG pads to the reference plane of 300 µm length (i.e. L=300 µm), the second set has 100 µm long launches. The launches should besufficiently long so that the microstrip mode can be fully established by the time it gets to the reference plane. EM full wave modelling of the launch can be carried out to calculate the optimum length. On the other hand, the launch length should be no greater than λg/8 [2], otherwise the LINE standard would behave like a λg/2 resonator and bring in resonance to the transmission response. In this work, the 100 µm long launches fulfil this requirement, and the 300 µm long launches are considerably longer than λg/8.For TRL calibration, the REFLECT standard can be either a SHORT or OPEN. In this work, both types of circuits have been implemented and utilised for de-embedding the raw measurement results of the verification device.The measurement was carried out at NPL on a manual probe station. The setup shown in Fig. 4 (b) was used to obtain uncorrected raw data for the TRL calibration standards and the DUT (verification line). This was then postprocessed by implementing the four different TRL calibrations (i.e. L=100 µm or 300 µm, and OPEN or SHORT as REFLECT standard). This approach minimises the uncertainty due to contact repeatability. The corrected results are shown in Fig. 5. It was found that better agreement with the physical structure of the verification line was obtained using the 100 µm launches because the 300 µm calibration set yielded transmission responses close to 0 dB at the high end of the frequency band which does not agree well with theory. The processed results using calibrations with different REFLECT standards are also shown in Fig. 5. There is not any noticeable difference between the results based on SHORT and OPEN.(a)(b)Fig. 4. (a) Diagram of the TRL calibration standards fabricated on the same wafer as the devices.(b) Test setup at NPL, for D-band on-wafer measurements.Fig. 5. Measurement results of the verification line subject to TRL calibrations using 4 different sets of standards (i.e. L=100 µm or 300 µm, and OPEN or SHORT as REFLECT standard).IV. Impact from Neighbouring StructuresFor on-wafer measurements, the probe shadow region should be kept free of structures, to avoid coupling between probes and the nearby structures surrounding the DUT or calibration standards, as shown in Fig. 6. Otherwise, there will be noticeable dips (or resonances) in the measured transmission responses, regardless of the calibration techniques employed. This is also discussed in detail in [3] and [4].The impact from neighbouring structures has also been studied in [5]. Full wave simulations have been carried out for a microstrip line with a short microstrip line nearby. The modelled structures together with the simulation results are shown in Fig. 7. It can be observed that the frequencies of these dips in the transmission responses are related to the lengths of the neighbouring lines. More dips could occur in the transmission responses if there were more than one neighbouring structures. This would degrade the accuracy of measurement and calibration.Fig. 6. Illustration diagram showing the probe shadow, where couplings between the probes and neighbouring structures may exist. This figure is reproduced from [4].mFig. 7. Simulated S21 of a microstrip line together with a nearby short microstrip line with three different lengths Lm. The frequency of dip in S21 response changes when Lm varies from 600 µm to 1400 µm. This figure is reproduced from [5].Fig. 8 (a) shows the layout of TRL calibration standards for on-wafer measurements at E-band (60-90 GHz). A line was measured after TRL calibration, and there is a dip (resonance) in the measured S21 response, as shown in Fig. 8 (b). Similarly, the measured S11 of an OPEN exhibits an unwanted resonance, whereas the S22seems normal, as can be observed from Fig. 8 (c). This is due to the calibration standards being too close to each other, resulting in coupling and parasitic from the neighbouring structures underneath the probes. To address this problem, the metal layer was removed from some areas of the calibration standards, as shown in Fig. 8 (d), so that the probe coupling to neighbouring structures was considerably reduced. A TRL calibration based on these modified standards was performed and the same devices measured. The corrected results are given in Fig. 8 (b) and (c). The unwanted resonances have been eliminated. This demonstrates that the calibration standards need to be properly separated on the wafer and no other standards or test structures should be underneath the probes during the calibration and measurement.The impact from neighbouring structures on on-wafer measurements can also be reduced by utilising special probe-to-pad transition, as shown in Fig. 9 (a). The closed and shielded probe-to-pad design has proved to be very effective, in terms of suppressing the influence from crosstalk, higher-order modes and neighbouring structures. This is demonstrated at D-band (110-170 GHz), using a set of calibration standards and DUTs that are placed close to each other on the same wafer, as shown in Fig. 9 (c). Both the closed and shielded probe-to-pad design and the conventional design [see Fig. 9 (b)] have been implemented and measured. The former offered better performance and greater consistency in results from different organisations, as described in detail in [6].(a)(b)(c)(d) Fig. 8. (a) Layout of the TRL calibration standards for on-wafer measurement at E-band (60-90 GHz). (b) Measured S 21 responses of the Line subject to two calibrations, one using the original calibration standards, and the other using the modified standards with metal selectively removed. (c) Measured S 11 and S 22 responses of the OPEN, subject to two different calibrations. (d) Photographs showing the modified calibration standards after selectively removing metal from some areas. Purple rectangles indicate the standards used during the TRL calibration.Metal removed Metal removedMetal removedS 21, d BRed curve : Original standardsBlue curve : Modified standardsRed curve : Original standardsBlue curve : Modified standardsS 11 S 22Fig. 9. A set of CPW calibration standards and DUTs fabricated on a 50 µm thick wafer. Two different types of probe-to-pad transitions are shown. (a) Closed and shielded pad configuration, capable of offering lower crosstalk, less higher-order mode interference, and less neighbouring effects. (b) Direct probing contact configuration without any special probe-to-pad design. (c) Layout of the calibration standards and DUTs only. Both types of probe-to-pad transitions were implemented and characterised. This figure is reproduced from [6].V. Testing Boundary ConditionsAt millimetre-wave frequencies, the testing environments (e.g. boundary conditions) have a significant impact on measurement quality. Fig. 10 shows the experiment setups for the same device that was placed on two different types of sample holders, one is a Cascade absorber holder (PN 116-344) and the other is glass. Their corresponding return loss performance can be found in Fig. 11, in which the response without sample holder under the substrate is also given for comparison. It is evident that the absorber holder has reduced the ripples in the measured responses effectively. These ripples are introduced by unwanted spurious modes usually excited at frequencies higher than 50 GHz [7]. If the device is placed on a metallic chuck, a small fraction of the signal can propagate as microstrip modes in that the chuck acts as the ground plane. The absorber holder is capable of suppressing these modes and ultimately reducing the ripples. Note that the DUT is effectively a different structure (electromagnetically) with and without the absorber. Therefore, boundary conditions need to be specified during measurement comparisons.The absorber effectively acts like a lossy boundary during measurements, which has an impact on the loss and relative phase constants as well as the characteristic impedance of the CPW lines [8]. This may result in an inaccurate definition of the calibration reference impedance at high frequencies. More discussions on this topic can be found from [8], which reports on a detailed investigation into different boundary conditions and their impacts on calibration accuracy. Note that there is still active research in the testing boundary conditions, particularly at millimetre-wave and terahertz frequencies. Fig.10. Photographs of two different experiment setups with different boundary conditions.On glass On absorber Device Under Test(c)Fig. 11. Measured S 11 of the DUT with different experiment setups shown in Fig. 10.VI. Other Considerations for Planar MeasurementsThere exist many other factors that impact the accuracy of on-wafer measurements, these factors include design of CPW, probes with different pitch sizes, contact repeatability [9], cross-talk between probes [10], etc. This section includes a brief discussion on the first two factors. The investigation was carried out by colleagues across Europe and was described in detail in [3] and [4].Design of CPWMeasurement quality also depends upon the design of CPW, particularly the ground width and the ground-to-ground spacing. Dips may occur in the transmission responses (i.e. S 21 and/or S 12), as shown in Fig. 12, and this is attributed to radiation from the CPW and the ground plane. Full-wave simulations indicate that the total CPW width (W tot ) determines the frequency where the dip occurs, and the ground-to-ground spacing influences the significance of the dip behaviour [4], as shown in Fig. 12 (b) and (c). Minimizing ground-to-ground spacing is helpful in terms of eliminating the dips.Fig. 12 (d) exhibits the relationship between the CPW width and the dip frequency. To avoid the appearance of such dips, the recommended total CPW width can be calculated as follows [11].W tot < 2×cf max ×√2×(εr −1)where c is the velocity of light in free-space, εr is the relative permittivity of substrate, and f max is the upper frequency limit. There is excellent agreement between this equation and the full-wave simulation results, as shown in Fig. 12 (d).On metalchuck: ripplesOn glass: no ripplesOn absorber:no ripplesFrequency (GHz) S 11 (d B )(a)(b) (c) (d)Fig. 12. (a) Illustration diagram of the CPW. The total CPW width, W tot, equals to W g+S+W+S+W g.(b) Simulated transmission response as a function of frequency, for different CPW ground width W g. (c) Simulated transmission response as a function of frequency, for different ground-to-ground spacing S, whilst maintaining a characteristic impedance of 50 Ω and a width W tot of 1000 μm. (d) Relationship between W tot and dip frequency. The orange line was extracted from full-wave simulations whereas the blue line was plotted using the equation. These figures are reproduced from [4].Probes with different pitch sizeProbes of different pitch sizes can result in noticeable difference in on-wafer measurement results. Fig. 13 shows the error-corrected measured transmission responses of an attenuator using GGB probes with two different pitch sizes (100 µm versus 150 µm). The experiment was performed at PTB in a closely controlled environment, with the same measurement setup, calibration structures, chuck material (testing boundary), and the same operator. It can be observed from Fig. 13 that, there exists a systematic deviation for frequencies above 50 GHz, this can be attributed to the difference in probe geometries. It is expected that probes from different vendors could lead to even larger deviations in S-parameter results.Fig. 13. Influence of probe pitch width (blue – 100 µm, red – 150 µm) on transmission measurement of an attenuator. This figure is reproduced from [3].VII. ConclusionsThis paper has briefly reviewed conventional calibration techniques for on-wafer measurements. Some recent research activities in on-wafer measurements, at millimetre-wave frequencies, have been reviewed. Other considerations, e.g. repeatability of calibration, definition of reference plane, test environment, parasitic mode effects, etc, have not been covered in this paper. However, these also play an important role in the on-wafer measurement quality and should be taken into account for precise measurement.AcknowledgementsThis work was supported in part by the EMPIR research projects 18SIB09 TEMMT and 14IND02 PlanarCal, and in part by the Innovate UK Project 103438. The EMPIR initiative is co-funded by the European's Horizon 2020 research and innovation programme and the EMPIR Participating States.References[1] E. Lourandakis, “On-wafer microwave measurements and de-embedding”, Artech House, 2016[2] TRL calibration, online publication: https:///encyclopedias/trl-calibration[3] “Best Practice Guide for Planar S-Parameter Measurements using Vector Network Analysers”,EMPIR 14IND02 PlanarCal, 2018. DOI: https:///10.7795/530.20190424B[4] “Guidelines for the design of calibration substrates, including the suppression of parasitic modesfor frequencies up to and including 325 GHz”, EMPIR 14IND02 PlanarCal, 2018. DOI: https:///10.7795/530.20190424A[5] V. Krozer, R. Doerner, F. J. Schmückle, N. Weimann, W. Heinrich, A. Rumiantsev, M. Lisker, B.Tillack, "On-wafer small-signal and large-signal measurements up to sub-THz frequencies," 2014 IEEE Bipolar/BiCMOS Circuits and Technology Meeting (BCTM), Coronado, CA, 2014, pp. 163-170. DOI: 10.1109/BCTM.2014.6981306[6] R. Lozar, M. Ohlrogge, R. Weber, N. Ridler, X. Shang, T. Probst, and U. Arz, "A ComparativeStudy of On-Wafer and Waveguide Module S-Parameter Measurements at D-Band Frequencies," in IEEE Transactions on Microwave Theory and Techniques, vol. 67, no. 8, pp.3475-3484, Aug. 2019. DOI: 10.1109/TMTT.2019.2919538[7] G. Fisher, “A Guide to Successful On Wafer Millimeter Wave RF Characterisation,” onlinepublication: https:///upload/cmc_upload/All/OnWaferMillimeter.pdf[8] A. Rumiantsev, R. Doerner and E. M. Godshalk, "The influence of calibration substrate boundaryconditions on CPW characteristics and calibration accuracy at mm-wave frequencies," 2008 72nd ARFTG Microwave Measurement Symposium, Portland, OR, 2008, pp. 168-173. DOI:10.1109/ARFTG.2008.4804293[9] R. G. Clarke, C. Li and N. M. Ridler, "An intra-laboratory investigation of on-wafer measurementreproducibility at millimeter-wave frequencies," 2017 90th ARFTG Microwave Measurement Symposium (ARFTG), Boulder, CO, 2017, pp. 1-6. DOI: 10.1109/ARFTG.2017.8255866 [10] C. Liu, A. Wu, C. Li and N. Ridler, "A New SOLT Calibration Method for Leaky On-WaferMeasurements Using a 10-Term Error Model," in IEEE Transactions on Microwave Theory and Techniques, vol. 66, no. 8, pp. 3894-3900, Aug. 2018. DOI: 10.1109/TMTT.2018.2832052 [11] F. Schnieder, T. Tischler and W. Heinrich, "Modeling dispersion and radiation characteristics ofconductor-backed CPW with finite ground width," in IEEE Transactions on Microwave Theory and Techniques, vol. 51, no. 1, pp. 137-143, Jan. 2003. DOI: 10.1109/TMTT.2002.80692611。
肌松监测仪的使用流程

肌松监测仪的使用流程英文回答:Preparation:1. Gather necessary equipment: electromyography (EMG) electrodes, nerve stimulator, isolette or warmer, and suction.2. Calibrate the monitor according to manufacturer's instructions.3. Prepare the patient: remove clothing or dressings from the surgical site and clean the skin with an antiseptic solution.Application of EMG Electrodes:1. Choose an appropriate electrode placement site, typically on the patient's forehead or zygomatic arch.2. Attach the EMG electrodes to the skin using appropriate adhesive.3. Ensure that the electrodes are securely attached and making good contact with the skin.Nerve Stimulation and Train-of-Four (TOF) Test:1. Place the nerve stimulator electrodes on the ulnar nerve at the wrist or elbow.2. Adjust the stimulation frequency and intensity to elicit a visible twitch in the thumb.3. Perform a TOF test by applying four consecutive 0.2-millisecond pulses at 2 Hz.4. Count the number of evoked twitches and record the TOF ratio (T4/T1).Interpretation of Neuromuscular Blockade:T4/T1 ratio of 100%: complete blockade; no spontaneous or stimulated muscle activity.T4/T1 ratio of 75-99%: moderate to deep blockade; weak spontaneous or stimulated muscle activity.T4/T1 ratio of 50-74%: moderate blockade; spontaneous muscle activity may be present with stimulated muscle activity.T4/T1 ratio of 25-49%: mild blockade; spontaneous muscle activity may be present with or without stimulated muscle activity.T4/T1 ratio of 0-24%: no blockade; spontaneous and stimulated muscle activity present.Monitoring During Surgery:1. Continuously monitor the EMG signal and T4/T1 ratio.2. Administer neuromuscular blocking agents as needed to maintain the desired level of blockade.3. Observe the patient for any signs of inadequate or excessive blockade.Recovery from Neuromuscular Blockade:1. Monitor the T4/T1 ratio until it reaches the desired level for extubation or discontinuation of surgical stimulation.2. Administer a reversal agent, such as neostigmine or pyridostigmine, as indicated.3. Observe the patient for signs of reversed neuromuscular blockade and any residual effects.中文回答:肌松监测仪使用方法。
黑体温度计用户手册说明书
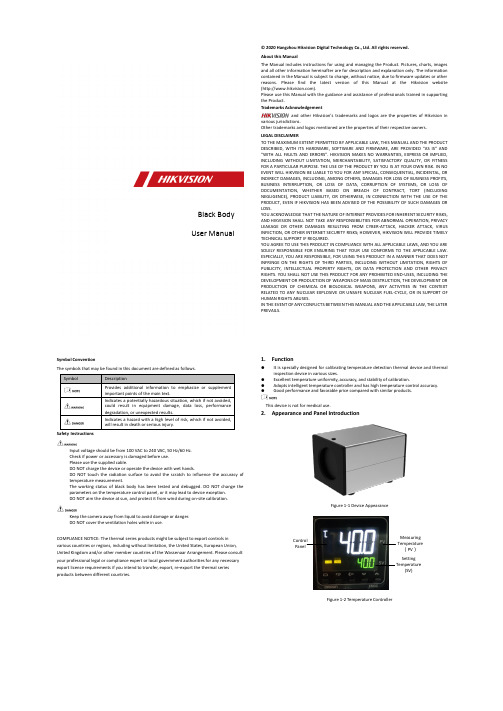
Symbol ConventionThe symbols that may be found in this document are defined as follows. SymbolDescriptionProvides additional information to emphasize or supplement important points of the main text.Indicates a potentially hazardous situation, which if not avoided, could result in equipment damage, data loss, performance degradation, or unexpected results.Indicates a hazard with a high level of risk, which if not avoided, will result in death or serious injury.Safety InstructionsInput voltage should be from 100 VAC to 240 VAC, 50 Hz/60 Hz. Check if power or accessory is damaged before use. Please use the supplied cable.DO NOT charge the device or operate the device with wet hands.DO NOT touch the radiation surface to avoid the scratch to influence the accuracy of temperature measurement.The working status of black body has been tested and debugged. DO NOT change the parameters on the temperature control panel, or it may lead to device exception.DO NOT aim the device at sun, and protect it from wind during on-site calibration.Keep the camera away from liquid to avoid damage or danger.DO NOT cover the ventilation holes while in use.COMPLIANCE NOTICE: The thermal series products might be subject to export controls in various countries or regions, including without limitation, the United States, European Union, United Kingdom and/or other member countries of the Wassenaar Arrangement. Please consult your professional legal or compliance expert or local government authorities for any necessary export license requirements if you intend to transfer, export, re-export the thermal series products between different countries.© 2020 Hangzhou Hikvision Digital Technology Co., Ltd. All rights reserved. About this ManualThe Manual includes instructions for using and managing the Product. Pictures, charts, images and all other information hereinafter are for description and explanation only. The information contained in the Manual is subject to change, without notice, due to firmware updates or other reasons. Please find the latest version of this Manual at the Hikvision website ().Please use this Manual with the guidance and assistance of professionals trained in supporting the Product.Trademarks Acknowledgementand other Hikvision’s trademarks and logos are the properties of Hikvision invarious jurisdictions.Other trademarks and logos mentioned are the properties of their respective owners. LEGAL DISCLAIMERTO THE MAXIMUM EXTENT PERMITTED BY APPLICABLE LAW, THIS MANUAL AND THE PRODUCT DESCRIBED, WITH ITS HARDWARE, SOFTWARE AND FIRMWARE, ARE PROVIDED “AS IS” AND “WITH ALL FAULTS AND ERRORS”. HIKVISION MAKES NO WARRANTIES, EXPRESS OR IMPLIED, INCLUDING WITHOUT LIMITATION, MERCHANTABILITY, SATISFACTORY QUALITY, OR FITNESS FOR A PARTICULAR PURPOSE. THE USE OF THE PRODUCT BY YOU IS AT YOUR OWN RISK. IN NO EVENT WILL HIKVISION BE LIABLE TO YOU FOR ANY SPECIAL, CONSEQUENTIAL, INCIDENTAL, OR INDIRECT DAMAGES, INCLUDING, AMONG OTHERS, DAMAGES FOR LOSS OF BUSINESS PROFITS, BUSINESS INTERRUPTION, OR LOSS OF DATA, CORRUPTION OF SYSTEMS, OR LOSS OF DOCUMENTATION, WHETHER BASED ON BREACH OF CONTRACT, TORT (INCLUDING NEGLIGENCE), PRODUCT LIABILITY, OR OTHERWISE, IN CONNECTION WITH THE USE OF THE PRODUCT, EVEN IF HIKVISION HAS BEEN ADVISED OF THE POSSIBILITY OF SUCH DAMAGES OR LOSS.YOU ACKNOWLEDGE THAT THE NATURE OF INTERNET PROVIDES FOR INHERENT SECURITY RISKS, AND HIKVISION SHALL NOT TAKE ANY RESPONSIBILITIES FOR ABNORMAL OPERATION, PRIVACY LEAKAGE OR OTHER DAMAGES RESULTING FROM CYBER-ATTACK, HACKER ATTACK, VIRUS INFECTION, OR OTHER INTERNET SECURITY RISKS; HOWEVER, HIKVISION WILL PROVIDE TIMELY TECHNICAL SUPPORT IF REQUIRED.YOU AGREE TO USE THIS PRODUCT IN COMPLIANCE WITH ALL APPLICABLE LAWS, AND YOU ARE SOLELY RESPONSIBLE FORENSURING THAT YOUR USECONFORMS TO THE APPLICABLE LAW. ESPECIALLY, YOU ARE RESPONSIBLE, FOR USING THIS PRODUCT IN A MANNER THAT DOES NOT INFRINGE ON THE RIGHTS OF THIRD PARTIES, INCLUDING WITHOUT LIMITATION, RIGHTS OFPUBLICITY, INTELLECTUALPROPERTYRIGHTS,OR DATAPROTECTION AND OTHER PRIVACY RIGHTS. YOU SHALL NOT USE THIS PRODUCT FOR ANY PROHIBITED END-USES, INCLUDING THE DEVELOPMENT OR PRODUCTION OF WEAPONS OF MASS DESTRUCTION, THE DEVELOPMENT OR PRODUCTION OF CHEMICAL OR BIOLOGICAL WEAPONS, ANY ACTIVITIES IN THE CONTEXT RELATED TO ANY NUCLEAR EXPLOSIVE OR UNSAFE NUCLEAR FUEL-CYCLE, OR IN SUPPORT OF HUMAN RIGHTS ABUSES.IN THE EVENT OF ANY CONFLICTS BETWEEN THIS MANUAL AND THE APPLICABLE LAW, THE LATER PREVAILS.1. Function● It is specially designed for calibrating temperature detection thermal device and thermal inspection device in various sizes.● Excellent temperature uniformity, accuracy, and stability of calibration.● Adopts intelligent temperature controller and has high temperature control accuracy. ●Good performance and favorable price compared with similar products.This device is not for medical use.2. Appearance and Panel IntroductionFigure 1-1 Device AppearanceMeasuring Temperature (PV )Setting Temperature(SV)Control PanelFigure 1-2 Temperature ControllerBlack Body User Manual3.4.Mounting1.Check the power supply. The working voltage should be 100 VAC-240 VAC, 35 W.2.Check if the desk is horizontal.3.Mount the device on the desk or a tripod in front of the thermal camera firmly. Makesure that the front of black body can show in the live view of thermal cameracompletely, and outside the temperature measurement area.4.Switch on the device, and the power indicator is on. The factory default settingtemperature is 40 °C.5.Operation1.Connect the black body with a 10 A socket via the power cable.2.Switch on the device, and the power indicator is on. The factory default settingtemperature is 40 °C.3.Wait for 30 minutes after switching on device. You can calibrate the thermal camerawhen the temperature is stable at 40 °C.4.Switch off the black body and store it after use.6.Maintenance1.The black body should be managed and maintained by professional person, andmaintenance and usage should be recorded.2.DO NOT use the device in an environment with oil or chemical air.3.To ensure the temperature accuracy, place the device firmly in the environment withstable temperature. The recommended using environment temperature is 10 °C to25 °C (50 °F to 77 °F)4.Power off the device before mounting or removing it.5.Clean the surface of device with a neutral detergent. Clean the dust on the black bodywith a soft brush.6.Store the device in the packing box after use to prevent dust. Make sure theenvironment temperature is suitable.7.DO NOT dismantle the device without authorization. Contact the professionalspecialist for repairing.8.To ensure the temperature accuracy, it is recommended to calibrate the black bodyonce a year. Please send the device to qualified calibration institute.UD22526B。
触摸屏校准
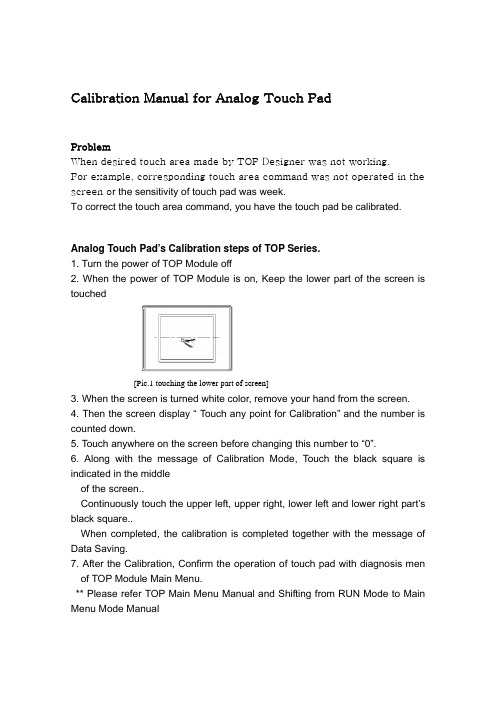
Calibration Manual for Analog Touch PadProblemWhen desired touch area made by TOP Designer was not working.For example, corresponding touch area command was not operated in the screen o r the sensitivity of touch pad was week.To correct the touch area command, you have the touch pad be calibrated.Analog Touch Pad’s Calibration steps of TOP Series.1. Turn the power of TOP Module off2. When the power of TOP Module is on, Keep the lower part of the screen is touched[Pic.1 touching the lower part of screen]3. When the screen is turned white color, remove your hand from the screen.4. Then the screen display “ Touch any point for Calibration” and the number is counted down.5. Touch anywhere on the screen before changing this number to “0”.6. Along with the message of Calibration Mode, Touch the black square is indicated in the middleof the screen..Continuously touch the upper left, upper right, lower left and lower right part’s black square..When completed, the calibration is completed together with the message of Data Saving.7. After the Calibration, Confirm the operation of touch pad with diagnosis men of TOP Module Main Menu.** Please refer TOP Main Menu Manual and Shifting from RUN Mode to Main Menu Mode Manual。
提高抗疲劳寿命的工艺方法英文

提高抗疲劳寿命的工艺方法英文提高抗疲劳寿命的工艺方法英文1. Surface treatment: The surface of the material can be treated by shot peening or polishing, which can improve the resistance to fatigue and reduce the stress concentration on the surface.2. Heat treatment: Heat treatment can improve the fatigue resistance of materials by changing their microstructure and mechanical properties. For example, quenching and tempering can improve the strength and toughness of materials, while carburizing can improve their wear resistance.3. Material selection: Choosing materials with high fatigue strength and toughness, such as titanium and nickel alloys, can improve the fatigue resistance of components.4. Design optimization: The design of components can be optimized to reduce stress concentrations and improve load distribution, which can reduce the risk of fatigue failure.5. Lubrication: Proper lubrication can reduce friction and wear, which can improve the fatigue resistance of components.6. Maintenance and inspection: Regular maintenance and inspection can detect and repair fatigue cracks before they lead to catastrophic failure, which can significantly improvethe fatigue life of components.。
开启片剂完整性的窗户(中英文对照)
开启片剂完整性的窗户日本东芝公司,剑桥大学摘要:由日本东芝公司和剑桥大学合作成立的公司向《医药技术》解释了FDA支持的技术如何在不损坏片剂的情况下测定其完整性。
太赫脉冲成像的一个应用是检查肠溶制剂的完整性,以确保它们在到达肠溶之前不会溶解。
关键词:片剂完整性,太赫脉冲成像。
能够检测片剂的结构完整性和化学成分而无需将它们打碎的一种技术,已经通过了概念验证阶段,正在进行法规申请。
由英国私募Teraview公司研发并且以太赫光(介于无线电波和光波之间)为基础。
该成像技术为配方研发和质量控制中的湿溶出试验提供了一个更好的选择。
该技术还可以缩短新产品的研发时间,并且根据厂商的情况,随时间推移甚至可能发展成为一个用于制药生产线的实时片剂检测系统。
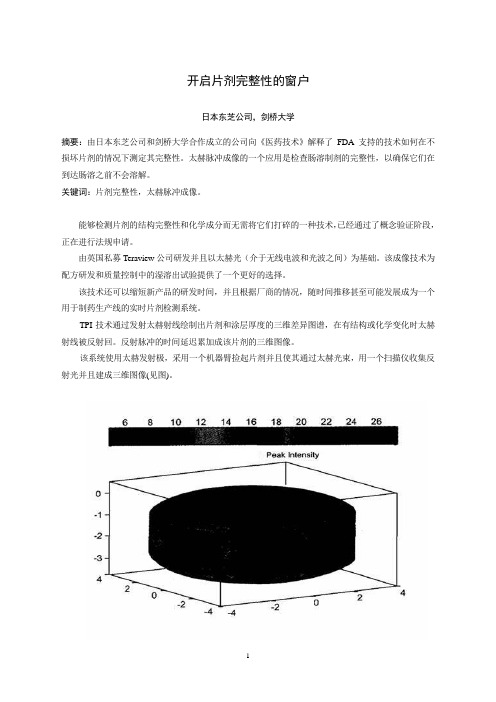
TPI技术通过发射太赫射线绘制出片剂和涂层厚度的三维差异图谱,在有结构或化学变化时太赫射线被反射回。
反射脉冲的时间延迟累加成该片剂的三维图像。
该系统使用太赫发射极,采用一个机器臂捡起片剂并且使其通过太赫光束,用一个扫描仪收集反射光并且建成三维图像(见图)。
技术研发太赫技术发源于二十世纪九十年代中期13本东芝公司位于英国的东芝欧洲研究中心,该中心与剑桥大学的物理学系有着密切的联系。
日本东芝公司当时正在研究新一代的半导体,研究的副产品是发现了这些半导体实际上是太赫光非常好的发射源和检测器。
二十世纪九十年代后期,日本东芝公司授权研究小组寻求该技术可能的应用,包括成像和化学传感光谱学,并与葛兰素史克和辉瑞以及其它公司建立了关系,以探讨其在制药业的应用。
虽然早期的结果表明该技术有前景,但日本东芝公司却不愿深入研究下去,原因是此应用与日本东芝公司在消费电子行业的任何业务兴趣都没有交叉。
这一决定的结果是研究中心的首席执行官DonArnone和剑桥桥大学物理学系的教授Michael Pepper先生于2001年成立了Teraview公司一作为研究中心的子公司。
TPI imaga 2000是第一个商品化太赫成像系统,该系统经优化用于成品片剂及其核心完整性和性能的无破坏检测。
科学家巧用沾笔纳米光刻技术获得生物超材料

科学家巧用沾笔纳米光刻技术获得生物超材料作者:暂无来源:《发明与创新·大科技》 2010年第6期你或许没有想过将坚硬的金属或半导体与柔软的有机物或生物产品结合起来会是何种情景,不过美国科学家可以告诉你的是,他们获得了自然界从没有见过的混合材料,而这些混合材料在医学和制造业中将具有惊人的应用前景.,美国佛罗里达州立大学综合纳米研究所(INSI)的科学家完成了这项开创性的工作。
综合纳米科学研究所新成员、生物学家史蒂文·勒恩荷特与同事们共同发表了相关研究文章。
这篇题为《脂质多层光栅》的文章介绍了勒恩荷特设计出的基于沾笔纳米光刻(DPN)的新工艺。
沾笔纳米光刻是一种用锋利的笔状工具和“墨水”在固体物质表面上勾画纳米级图形的技术。
勒恩荷特将沾笔纳米光刻经过改进,让它成为一种让柔性材料(作为墨水)与坚硬材料结合从而形成新材料的工艺。
实验中,研究人员通过自上而下及自下而上的制造方法,让多种柔性纳米级物质按需要以任意图案被“刻写”在预备好的结构物质表面,形成结构复杂的材料和器件。
譬如,用该工艺对脂质材料进行操作,他们获得了易溶性光学衍射光栅。
衍射光栅由多层脂质组成,高度被控制在5纳米至1(J()纳米之间。
勒恩荷特说,将柔性材料与硬性材料结合,他们获得了从本质上讲可以说是全新的一类物质,事实上它们就是学术界所称的生物超材料,它们并不存在于自然界中。
科学家表示,用生物纳米技术和沾笔纳米光刻技术制造的新材料,可用于需要材料的任何领域,从人体组织工程到药物开发以及计算机芯片制造。
目前最有可能实现的是新材料在医学诊断领域的应用,科学家设想利用新材料生产出便于携带、价格便宜和用后可丢弃的芯片,并将其安装在手机中用于医学诊断。
MORTOR技术

根据环境光线强弱,在0.2秒内瞬间调节镜片透光度,过滤有害光,反射光,保护眼球不受刺激,明显增加 清晰度和视距。
灵魂核心——仿生化智能设计
“让眼镜完美地呼应眼睛,打造独一无二的专人专镜”是MORTOR技术的灵魂所在。传统眼镜让“眼球去适应 眼镜,度数年年升”,而MORTOR的设计哲学是从自然中寻找灵感,让“眼镜能自动调节去主动适应眼睛,同时提 升视力”。融入仿生智能化设计的MORTOR技术和镜片完全具备了功能智能化的特征:
镜片上嵌入无数仿生智能按摩光学点,能通过光线的进入和智能调节,对睫状肌进行光学仿生按摩,增强睫 状肌弹性,最终恢复睫状肌自我调节功能,逐渐提升视力。
MGM数位验光法(国际标准的 验光程序)
囊括屈光度、裸眼视力、散光、轴位、瞳距、正负相对调节(包括:正相对调节、负相对调解)、瞳距(包 括:左右眼单眼瞳距、双眼瞳距)、瞳高(包括左眼右眼的)、眼位(包括:正视眼、内隐斜、外隐斜、上隐斜、 下隐斜)、调节幅度(即最近能看到多少毫米)、眼镜倾斜面、顶点距离(镜片中心点到角膜之间的距离)、立 体视觉、双眼融相、倾斜角、后顶点距离、镜架尺寸、镜面角、CSF(对比敏感度函数)等40多项精确验光数据。
感谢观看
四大系列完美应用
眼妈妈研发中心将MORTOR视光技术进行改良和深入创新,完美呈现4款MORTOR技术智能眼镜:有“科学分镜” 和“智能变焦”强势结合的拳头产品——智能AB学生镜;通过MORTOR技术在镜片上设计了弹性焦距,遏制了白内 障的形成的智能高清老花镜;通过MORTOR技术加工的镜片能够抗99.8%的紫外线,阻断电磁波,有效保护角膜的 智能白领专用镜;以及能智能调整眼界光线,白天柔化强光,夜晚增强弱光,具有防眩目、防雨防雾功能的智能 驾驶专用镜,满足不同消费者的个性化需求。
IMC01银行notes计数器用户手册说明书

Munbyn, More choice for your growing businessIMC01 Banknote CounterUser Manual 1.09Contents1.0 Machine Overview012.0 Packing Open and Installation2.1 Packing List2.2 Installation and Use Location 2.3 Installation Instructions 2.3.1 Installation Warnings 2.3.2 Power Supply Connection 2.3.3 Banknote Guider Installation4.1 Start-up4.2 S election of Counting Mode4.2.1 Single Currency Counting Mode 4.2.2 Automatic Recognition Mode 4.2.3 Multi-currency Counting Mode4.2.4 Non-Volatile Memory for Currency Mode 4.3. Counting Function Options 4.3.1 Automatic Banknote Counting 4.3.2 SN Reading 4.3.3 Batch Setting 4.3.4 Accumulation 4.3.5Face Function 4.3.6Orient Function 4.4. C ounting Speed Setting 4.5. Check Detail of Counting 4.5.1 Check the Serial Numbe 4.6. P rint Information4.6.1Printer prints banknote data 4.6.2Data transfer to PC 4.7. C FD Level 4.8.Face Function 4.9.ORI Function5.1. Service Menu5.1.1 Read Sensor Values 5.1.2 CIS Calibration 5.1.3 MG/MT Waveforms 030304050505050809091112131313141416162223232424171718181819202021163.0 Display and Operation Interface3.1 Display Appearance3.2 Operational Instructions for Function Keys 3.3 Display Interface0608323230210606074.0 Operating Instructions5.0. Menu Setting6.0. Software Upgrade7.0. Maintenance8.0. Technical Parameters5.1.4 Password Setting 5.1.5 Auto Diagnostic 5.1.6 PCS Counted and Reset 5.1.7 Acquire CIS image 5.1.8 Detection Level 5.1.9 IP Address5.1.10 Back to Default setting 5.1.11. Back to Default setting 5.2 Version Information 5.3 Time Setting 5.4 Language Selection252626272728282829291.0 Machine OverviewFigure 1 -�1 IMC01 Front DiagramFigure 1�- 2 IMC01 Back DiagramFigure 1�- 3 IMC01 Top DiagramFigure 1�- 4 IMC01 Side DiagramTable 2�- 1 Packing ListAs shown in figure 2-1, please stay away from the surrounding walls and reserve sufficient operation space for placement of banknotes, opening or closing of the cover plate, as well as for maintenance.When you receive the package, open and check the packing list in the package.Mixed denomination Banknote counterExternal LED display screen with RJ12 cable Power supply cable of American standard Power supply cable of European standard Power supply cable of UnitedKingdom’s standardInstall at the hopper Used for the CIS calibration Clean the machine Clean the CIS or the othersensors The backup fuse for thepower protectionUSB flash drive with IMC01 manualand troubleshooting videoItem NameBanknoteCounter111112111111ExternalDisplayPower Cable Banknote Guiders CIS CalibrationPaper Nylon BrushSoft cleaningClothUSB flash drive Fuse User ManualPictureQuantity (pcs)Description2.0 Packing Open and Installation2.1 Packing List2.2 Installation and Use LocationFigure 2-1 Installation and use locationInstallation SpaceMaintenance Space(1) This machine is specially designed for indoor use. Please do not install or use it outdoors.(2) Please do not install it in place that cannot bear the weight of this product or in places that are inclined or uneven.(3) Do not use or please combustible materials, inflammables and volatile items such as thinners around/inside this product.2.3 Installation Instructions3.0 Display and Operation Interface3.1 Display Appearance3.2 Operational Instructions for Function Keys2.3.1 Installation Warnings2.3.2 Power Supply Connection2.3.3 Banknote Guider InstallationFigure 2-2 Power and External Display ConnectionFigure 2-3 Banknote GuiderFigure 3-1 Display AppearanceOperational KeysDisplay AreaOperational KeysPrint key, to print the counted banknotes information.Batch key, to select the batch number.Menu key, to enter the menu interface by long pressing the key until a beep sound.Add key, to switch on/off the accumulation function.Return key, to return to the previous interface.Direction keys.Auto on key, to switch on/off the automatic operation. Auto: automatically counting as long as there is banknote on the hopper. Manual: manually counting by press the restart key.Speed key, to select the different available counting speeds.4.1 Start-upPower key, long press to enter the standby mode or resume to the working modeDetail key, to check the detail counted information.Mode key, to select CNT mode, SDC mode or MDC mode for counting.CFD level key, to select the Counterfeit Detection Sensitivity level.Restart key, to start counting, or to start other operations.Currency key, to select the one of currency, auto recognition or multi-currency mode for counting.3.3 Display Interfaceselected currencyspeedBatch NumberNumber of banknotesCounted amountAutostatusFigure 3-2 Main Display InterfaceFigure 4-1 Self-checking InterfaceFigure 4-2 Counting Ready State Interface4.0 Operating InstructionsTurn on the switch after connecting the machine to power supply. First, the machine enters the self-checking interface, as shown in Figure 4-1.Please wait patiently for about 20 seconds, and the machine will spin the banknote processing wheel several times to conduct a self-check, and then enter the main interface as shown in Figure 4-2.4.2 Selection of Counting Mode4.2.1 Single Currency Counting Mode4.2.1.1 MDC Mode4.2.1.2 SDC Mode4.2.1.3 CNT ModeFigure 4-3 Initial Interface of MDC ModeFigure 4-4 Interface after MDC CountingAfter the machine is turned on, the flag & currency graphic appears in the upper left corner, indicating that the machine is in the current currency counting mode.The default mode is MDC mode. By pressing the key of the control panel, three counting modes can be cyclically switched, and the 3 counting modes will be cyclically switched according to MDC-CNT-SDC sequence.As shown in Figure 4-3, the IMC01 is in MDC mode. In this mode, the IMC01 will count the banknotes of all denominations of the selected currency, and save the detail information of the counted banknotes at the same time, including the total amount and the total number of the banknotes in stacker, so as to facilitate users to check. In this mode, the IMC01 has 2 counting speed (800/1000 pcs/min) options.As shown in Figure 4-5, the IMC01 is in SDC mode. In this mode, the IMC01 will count the banknotes of the same denomination of the selected currency with the first banknote counted as a reference, and save the detail information of the counted banknotes at the same time, including the total amount and the total number of the banknotes in stacker, so as to facilitate users to check. In this mode, the IMC01 has 2 counting speed (800/1000/min) options.As shown in Figure 4-7, the IMC01 is in CNT mode. This mode does not limit the currency, and only count the number of banknotes. It only works with double note detection function and no other counterfeit detection function. In this mode, the IMC01 has 4 counting speed (800/1000/1200/1500 pcs/min) options.Note:In the MDC and SDC mode, the IMC has the functions of image acquisition, magnetic detection, ultraviolet detection and double note detection. While in the CNT mode, there is only a double note detection function.You can use this function to sort the mixed bill manually.Figure 4-5 Initial Interface of SDC Mode Figure 4-6 Interface after SDC CountingFigure 4-7 Initial Interface of CNT ModeFigure 4-8 Interface after CNT Counting4.2.2 Automatic Recognition Mode4.2.3 Multi-currency Counting ModeIn the process of counting banknotes, the IMC01 uses the first banknote pass-ing through the sensor as the judgment rule to recognize the banknotes of all denominations of the same currency. When banknotes of other currencies are recognized, the machine will alarm and stop. At this time, banknotes from other currencies need to be taken out, and the machine will continue counting. The machine can only recognize all of the currencies displayed in the currency selection interface.Take out the USD in the stacker, and then put the EUR into the machine to count. The display screen is showed as Figure 4-12.Press the key , the currency selection interface is shown as Figure 4-9. Move the cursor to ‘AUTO’ by direction key (the default option is ‘AUTO’), and then press the menu key , the display screen will be automatically adjusted to the main interface, as shown in the Figure 4-10.Example: Put a handful of USD into the IMC01 hopper to count. The interface of the IMC01 displays as Figure 4-11 at the end of counting. The currency in the upper left corner is identified as USD.Multi-currency Mix Counting: Banknotes of multiple currencies are mixed together and put into the IMC01 to count. The IMC01 can recognize all the first 4 currencies displayed on the currency selection interface.As shown in Figure 4-9, press the key to select ‘MULT’ shown in Figure 4-13, and then press the menu key , the display screen will be automatically adjusted to the main interface, as shown in the Figure 4-14.Figure 4-9 Currency Selection InterfaceFigure 4-11 USD Counting ResultFigure 4-10 Auto Recognition Counting InterfaceFigure 4-12 EUR Counting ResultFigure 4-13 Multi-Currency Selection Figure 4-14 Multi-currency Counting ModeNote:Only MDC mode is effective in the Multi-currency mode.4.3 Counting Function Options4.2.4 Non-Volatile Memory for Currency Mode4.3.1 Automatic Banknote Counting4.3.2 SN Reading4.3.3 Batch SettingExample: Put a handful of banknotes (including USD, EUR, CAD, MXN) into the IMC01 hopper to count. The interface of the IMC01 displays as Figure 4-15 at the end of counting.The currency mode setting is non-volatile. For example, if you set multi-currency counting mode before power down the IMC01, next time the IMC01 is in multi-currency counting mode after power on. It is very convenient that you don’t need to reselect the currency every time you power on the IMC01.The key is used to enable or disable the SN reading function in the main interface. The default setting of SN reading is on. Every time the IMC01 resets, the setting is reset to be on state.Press the key to select the batch number in the banknote counting inter-face, the screen display is shown in Figure 4-17. By pressing the key of the control panel, the batch number will be cyclically switched according to 100-50-0 sequence.Press the key to enable or disable the automatic banknote counting in the main interface.The default setting of automatic counting is on. Every time the IMC01 resets, the setting will be reset to be on state.As shown in Figure 4-16, pressing the key is needed every time when you put banknotes in the hopper to start counting.Figure 4-15 Multi-currency MDC Counting ResultFigure 4-16 Auto Banknote Detecting OffFigure 4-17 Batch Setting Interface4.3.4 Accumulation4.3.5 Face Function4.3.6 Orient FunctionThe batch number will be increased by 10 by pressing the key , or decreased by 10 by pressing the key until it becomes 0. And it will be increased by 1 by pressing the key , or decreased by pressing the key .Press to enable the accumulation function.In any counting mode, the accumulation function of the number of the banknotes can be enabled by pressing the key .This function is available by pressing the FACE key in SDC mode until “FACE” is displayed on the main screen.It allows the user to sort the banknotes based on whether they are loaded into the hopper face up or face down. This first note in the hopper determines the sorting and counting orientation. If the first note through the machine is face up, all notes in the hopper that are face up will end up in the stacker, and the other notes will end up in the reject pocket. Total number and value will be displayed on the main screen.This function is available by pressing the ORI key in SDC mode until “ORI” is displayed on the main screen. This function allows the user to count and sort the notes by one of 4 orientations. The fist note in the hopper determines the counting orientation. Any time a note passes through the machine and does not conform to the orientation determined by the first note, the machine will reject this note into the reject pocket. Total amount and number of the notes will be displayed on the home screen.Press the key to return to the main interface if you confirm the batch number.Note: the stacker maximum capacity is 200 bills, so the batch number should be less or equal to 200.Figure 4-18 Batch Setting InterfaceFigure 4-19 Batch Number Indicator4.4 Counting Speed Setting4.5 Check Detail of Counting4.6.1 Printer prints banknote data4.6 Print InformationThere are four counting speed options: 1500, 1200, 1000 and 800 (Note: 1500 and 1200 are the only optional in CNT mode). The default speed is 1000 in three modes. If setting is required, different counting speed can be switched by pressing the key in any counting mode.In the MDC or SDC mode, press the key upon the completion of counting to enter the interface shown in the following figure to check the details of counting.As shown in Figure 4-22, if the SN reading is on, press the key again, the banknote’s serial number will be shown in the following figure.When the external printer has been connected and can be printed, after counting, press the key to enter the print interface shown in Figure 4-23, and then press the key, the printer starts print.Figure 4-20 IMC01 Speed IndicatorFigure 4-23 Printer InterfaceFigure 4-24 Start PrintingFigure 4-22 Serial Number Information4.5.1 Check the Serial NumberFigure 4-21 Detail Denomination Information4.6.2 Data transfer to PC4.7 CFD LevelFigure 4-25 The serial port tool settingsFigure 4-26 The serial port tool settings(1)Use the DB9 serial cable to connect the IMC01 to the computer, then turn on the computer.(2)Open the serial port tool (such as RS232 Hex Com Tool), select the serial port corresponding to the IMC01, and set the baud rate to 9600, as shown in the figure below.(3)Click the "PRINT" button of IMC01, and then click the "RESTART" button, IMC01 will transmit the data to the serial port tool, as shown in the figure below.This is a tutorial video link for transferring IMC01 data to a computer:/DatatransfertoPCThe data is transmitted to the computer for display through the DB9 serial cable.There are 3 adjustable CFD levels. By pressing the key, the CFD level graphic appearing in the upper right corner will change.Note: CFD level 0, means no counterfeit detection, the most strictly detection is level 3.4.8 Face FunctionTo turn on the Face Function by long pressing the key until a beep sound, as shown in the following figure.Note: After turning on the "Face" function, the banknote counter will automati-cally stop and alarm when it detects that the face of the banknote is differentfrom the previous banknote.Figure 4-27 CFD LevelFigure 4 -28 Face Function5.1 Service Menu4.9 ORI FunctionTo turn on the Face Function by long pressing the key until a beep sound, as shown in the following figure.Press the key to enter service menu, you will be requested to input a pass-word with the following interface. The default password is 9999.After input the password, the interface showed in Figure 5-3 will be displayed. Use the cursor to select with sub-menu you want to enter, and press MENU button to confirm, and press ESC button to quit.Note: After turning on the "ORI" function, the banknote counter will automati-cally stop and alarm when it detects that the side of the banknote is different from the previous banknote.To enter the menu interface by long pressing the key until a beep sound, asshown in the following figure.Figure 4-29 ORI FunctionFigure 5-1 Menu Interface5.0 Menu SettingFigure 5-2 Password InterfaceFigure 5-3 Service Menu5.1.4.1 KEY BEEPMove the cursor to the KEY BEEP option, press the MENU button to turn on or off the key beep.To enter the Function Setting interface by press the key, as shown in the following figure.Use the cursor to select with sub-menu you want to turn on/off, and press MENU button to confirm, and press ESC button to quit.As shown in Figure 5-4, the sensors values are only for engineer to check whether any sensor has a malfunction. If you meet any problem about use, please take a photo of this page and contact us.If you meet cases about banknote detection errors, please try to calibrate the CIS. The CIS calibration steps are shown in Figure 5-5. For more detail instruction, we recommend you to see the maintenance manual or watchthe video: https://bit.ly/2C17fom.5.1.1 Read Sensor Values 5.1.2 CIS Calibration5.1.3 MG/MT Waveforms5.1.4 Function SettingFigure 5-4 Sensor ValuesFigure 5-5 CIS Calibration StepsFigure 5-6 MG/MT WaveformsFigure 5-7 MG/MT Waveforms5.1.4.2 WARNING BEEP5.1.4.3 BATCH NO CLEAR5.1.4.4 PC TERMINAL5.1.4.5 RJ OLD VER. USD5.1.4.6 PRINTER BAUD RATEMove the cursor to the WARNING BEEP option, press the MENU button to turn on or off the warnning beep.After turning on this setting, the data of the previous batch will not be clear, and will be accumulated to the next batch.This feature is still in internal testing.After enabling this function, the old version of banknotes will be rejected and it is not recommended to enable it.Switch the baud rate of the IMC01 serial port to 9600 or 115200.This is for production and professional servicing purpose.This is to tell you the total quantity of counted bills in this counter since last time clearing to zero.Figure 5-8 Auto DiagnosticFigure 5-9 PCS Counted and Reset5.1.5 Auto Diagnostic5.1.6 PCS Counted and ResetThis is for servicing purpose.5.1.7 Acquire CIS imageFigure 5-10 Acquire CIS ImageAs shown in Figure 5-11, you can use the left and right direction key to select, and up and down direction key to change the sensitivity levels. The currency code in the right part is indicating for which currency you are operating. You are available to check the version information.This is for production and professional servicing purpose.As shown in Figure 5-13, press the menu key to reset all of the settings you changed before.5.2 Version Information5.1.8 Detection Level 5.1.10 Unknown banknote5.1.11 Back to Default setting5.1.9 IP AddressNote: Please do not change without communicating with us.This is only for engineering use.Figure 5-11 CF LevelFigure 5-14 Version InformationFigure 5-12 IP SettingFigure 5-13 Back to the Default Setting6.0 Software UpgradeUSB Flash Drive upgrade method is adopted for the software upgrade of this product. Please upgrade the software according to the following steps.The upgrade file needs to be moved to the root directory of the USB Flash Drive. (please do not change the file name or format of the upgrade file, and there cannot be two or more upgrade files in the root directory of the USB Flash Drive)Insert the USB Flash Drive into the USB interface at the rear of the machine. Make sure the power is off before insert the USB Flash Drive.Turn on the IMC01, and the machine will automatically recognize the upgrade file. Upon successful recognition, the machine will read the file first.5.3 Time Setting5.4 Language Selection(1)(2)(3)Figure 5-15 Time SettingFigure 5-16 Language SelectionAs shown in Figure 5-15, you can set the date or time according to your preference.You are available to set the language you like.USB Upgrade PortFigure 6-1 USB Upgrade PortFigure 6-2 Upgrade File ReadingAnd program the file to the IMC01.(4)After finish the programming, unplug the USB Flash Drive and turn off the machine.(5)Turn on the machine to enter the main interface. Software upgrade has been finished.After starting the machine, it will go on self-check automatically. If the preset window shows the error code or tell you to clean the sensors, generally speak-ing, it is because of dust on the surface or sensor blocked by notes. So please clear the dust on the surface with brush or soft cloth, or take the notes away. Then restart the machine.For more troubleshooting methods, please refer to the IMC01 maintenance manual.(6)7.0 MaintenanceFigure 6-3 Program the Upgrade FileFigure 6-4 Program FinishEmail:******************Whatsapp: +86-178 **** ****Phone :+1 306227 8206Skype: live:munbynIf you meet any problem during using the IMC01, please contact us.Scan the QR code for Facebook online chatContact usCounterfeit Detection Error DetectionAvailable currenciesOptions Interfaces LCD Display KeypadHopper Capacity Stacker CapacityCounting SpeedSize of Countable Notes Thickness of Countable Notes Power Consumption Power Supply Weight DimensionDouble note detection, half note detection, chain note detectionUS/CA version: USD, EUR, CAD, MXN, GBPEU/UK version: EUR, USD, GBP, CHF, PLN, SEK, NOK, DKKThermal printer connection RS-232, 2 × USB, RJ123.5 inches TFT LCD display, 320×480Touch panel keypad 500 bills 200 bills800, 1000 pcs/min (MDC & SDC MODE)800, 1000, 1200, 1500 pcs/min (CNT MODE only)50x110 ~ 90x190 mm 0.075 ~ 0.15 mm ≤80WAC 100V-240V,50-60Hz 6.5 kg270 × 245 × 288 mmImage (2 CIS Sensors), Magnetic, Infrared, Ultraviolet Table 8-1 Technical Parameters8.0 Technical Parameters。
扫描电镜(本科教学)

24
Modern Analytical Instruments and Technology for Materials
25
Modern Analytical Instruments and Technology for Materials
32
1. 电子枪 Electron Gun
•Wehnelt Cap • Flament • Anode
Modern Analytical Instruments and Technology for Materials
33
2. 电磁透镜 Electron Lenses
功能:把电子枪 的束斑逐级聚焦 缩小,使原来直 径约为50 m束 斑缩小成一个只 有数纳米的细小 斑点。
既然是光源限制了显微镜的放大倍
数和分辨率的发展,人们自然会想 到:要想提高显微镜的放大倍数和 分辨率,就应该更换波长更短的光 源。随着人们对电磁波的认识,人 们了解到:在一定的电压下电子束 的波长可以达到零点几个纳米,使 用电子束做为光源,显微镜的分辨 率就可能提高几个数量级。
Modern Analytical Instruments and Technology for Materials
二次电子、背散射电子和透射电子
进入闪烁体,引起电离
离子和自由电子复合形成可见光
光信号放大,转换电流信号,视 频放大成为调制信号 Modern Analytical Instruments and Technology for Materials
38
三. 真空系统 Vacuum
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ISSN 1000-9825, CODEN RUXUEW E-mail: jos@Journal of Software, Vol.18, No.11, November 2007, pp.2955−2964 DOI: 10.1360/jos182955 Tel/Fax: +86-10-62562563© 2007 by Journal of Software. All rights reserved.∗面向多投影显示墙的画面校正技术王修晖1,2, 华炜2+, 林海2, 鲍虎军21(中国计量学院信息工程学院,浙江杭州 310018)2(浙江大学 CAD&CG国家重点实验室,浙江杭州 310058)Screen Calibration Techniques for Multi-Projector Tiled Display WallWANG Xiu-Hui1,2, HUA Wei2+, LIN Hai2, BAO Hu-Jun21(College of Information Engineering, China Jiliang University, Hangzhou 310018, China)2(State Key Laboratory of CAD & CG, Zhejiang University, Hangzhou 310058, China)+ Corresponding author: E-mail: huawei@Wang XH, Hua W, Lin H, Bao HJ. Screen calibration techniques for multi-projector tiled display wall.Journal of Software, 2007,18(11):2955−2964. /1000-9825/18/2955.htmAbstract: Multi-Projector tiled display wall is thought to be an effective technique to tackle the conflict betweenthe increasing demands for super-resolution display and the resolution limitations of a single display equipment, butcurrently there lack of normal forms and normalized methods to support screen calibration with a high precision andhigh reliability. This paper tries to solve this problem with a new color calibration scheme. The main problems inscreen calibration and the existing solutions are introduced first. Then the screen calibration process and geometrycalibration methods are listed. After that, evaluation criterions for screen calibration are discussed, and ageneralized color model for projectors color calibration and a visual seamlessness algorithm are presented in detail.Only employing a digital camera, the new scheme can build tiled display walls with high-precision visualseamlessness, which results in higher construction efficiency and lower maintenance cost. The methods have beenverified and applied in a variety of tiled display wall, and have shown great theoretical and practical significance forbuilding and maintain tiled display walls.Key words: multi-projector tiled display wall; screen calibration; generalized color model; visual seamlessness;genetic algorithm; simulated annealing摘要: 多投影显示墙是缓解对超高分辨率显示屏幕不断增长的需求与单台显示设备分辨率有限性之间矛盾的有效手段,但目前还缺乏规范化的模式和方法以支持高精度、高可靠性的画面校正.提出一种颜色校正方案以解决上述问题.首先介绍多投影显示墙画面校正中存在的主要问题和现有的解决方法;在此基础上,给出了多投影显示墙的画面校正流程和几何校正方法;然后讨论了多投影显示墙画面校正结果的评价标准,提出了投影仪的广义颜色模型和基于搜索技术的视觉无缝方法.该方案使用数码相机实现了高精度的视觉无缝画面校正,从而提高了构造多投影显示墙的效率并降低了维护成本.校正结果在多种类型的投影墙系统中得到验证和应用,对指导多投影显示墙的∗ Supported by the National Basic Research Program of China under Grant No.2002CB312100 (国家重点基础研究发展计划(973)); theNational High-Tech Research and Development Plan of China under Grant No.2006AA01Z325 (国家高技术研究发展计划(863))Received 2006-09-11; Accepted 2007-02-052956 Journal of Software软件学报 V ol.18, No.11, November 2007搭建和维护具有较高的理论与实践价值.关键词: 多投影显示墙;画面校正;广义颜色模型;视觉无缝;遗传算法;模拟退火中图法分类号: TP391文献标识码: A多投影显示墙被认为是缓解对超高分辨率显示屏幕不断增长的需求与单台显示设备分辨率有限性之间矛盾的重要手段.多投影显示墙是由多台投影仪通过拼接而组成的大规模显示设备,具有成本低和可扩展性强等优势.然而,要真正使其实用化,必须解决安装维护和画面拼接两方面的技术问题.最初的多投影显示墙是借助于精密的光学设备,通过手工调整投影仪位置实现相邻投影仪画面拼接的,这种显示墙不方便维护,而且无法消除投影仪之间的颜色差异.因此,通过软件实现的自动画面校正成为备受关注的研究热点.多投影显示墙的画面校正目前的研究成果可以归为两类:几何校正[1]和颜色校正[2].几何校正采用某种特征图案,通过摄像机或者录像机捕获一组特征样本并进行分析和识别,然后求取一个或者一系列的校正矩阵,并通过预扭曲实现显示墙画面的几何对齐.几何校正的精确度决定于所采用特征图案的可区分度和识别算法,代表性的方法见文献[3,4].这两种方法分别采用录像机和摄像机对每个投影仪投射的水平和垂直直线进行采样,并通过对大量对应点的最小二乘法拟合处理来实现亚像素的几何对齐.颜色校正则是通过直接或者间接的方法得到组成显示墙的每个投影仪的亮度响应曲线,然后计算显示墙的公共亮度响应区间并将所有投影仪亮度映射到公共区间,从而实现显示墙亮度均匀.颜色校正的主要问题是投影仪颜色模型的建立和公共亮度响应区间的求取,代表性的方法见文献[5−7].其中,文献[5]的方法依赖于昂贵的光学设备(分光辐射度计)来检测显示墙上的绝对亮度值;文献[6]的方法虽然仅需要使用数码相机进行颜色采样,但对样本的需求量巨大,严重降低了其实用性;而文献[7]的方法采用的优化方案则在很大程度上依赖于操作者的经验来选择初值和迭代结果.综合而言,多投影显示墙的画面校正,尤其是颜色校正方面,尚缺乏切实可行的模式和方法.本文在借鉴文献[8]中HDR(high dynamic range)技术的基础上,提出了一种广义颜色模型,并融合模拟退火和遗传算法思想解决了公共亮度区间的求取问题,提高了颜色校正的可行性和画面质量.1 多投影显示墙的画面校正概述画面校正技术是多投影显示墙安装和维护必须解决的首要问题.多投影显示墙的画面校正包括两方面的内容:几何校正和颜色校正.几何校正通常需要借助于某种图像采集设备(如数码相机、摄像头等)构造反馈支路,以便获取组成显示墙的不同投影仪之间的相对位置关系,并据此估计预补偿矩阵,从而实现不同投影仪所投射画面之间的匹配与对齐.颜色校正的目标是消除投影仪内部和投影仪之间的亮度差异,并实现相邻投影画面之间的光滑过渡.投影仪颜色模型的建立和公共亮度响应区间的确定是颜色校正要解决的关键技术问题.图1给出了多投影显示墙的画面校正流程,阴影区内的部分用来实现颜色校正.下面给出面向多投影显示墙画面校正技术的基本概念和思想.定义1(BTW(buffer to wall)矩阵). 从每个投影仪Buffer空间ΩB到显示墙空间ΩW的单应矩阵,定义为该投影仪的BTW矩阵,记作M BTW.对应每个投影仪,可以有一个或者分别对应不同投影子区域的一组BTW矩阵,后者通过对投影仪区域的细分,可以更好地补偿投影仪几何扭曲的非线性分量.定义2(补偿矩阵). 补偿矩阵是可以直接插入到绘制流水线终端来补偿投影仪的几何扭曲,实现几何校正的矩阵,记作M G.通常由用于实现几何对齐的矩阵与BTW矩阵组合生成.定义3(广义颜色模型). 除了投影仪本身固有的特性之外,还考虑投影仪与投影屏幕之间的距离、投影角度以及屏幕的光学特性等因素建立的投影仪颜色模型,定义为投影仪的广义颜色模型(generalized color model,记作GCM).定义4(颜色查找表). 颜色查找表(color lookup table,记作CLT)是指投影仪输入与输出之间的映射关系表,本文特指根据投影仪GCM的有理逼近得到的输入、输出对应表.王修晖 等:面向多投影显示墙的画面校正技术2957图1 多投影显示墙的画面校正流程定义5(公共亮度响应区间). 将以全部投影仪都能达到的最小亮度为下限、全部投影仪都能达到的最大亮度为上限的区间,定义为多投影显示墙的公共亮度响应(common achievable response,记作CAR)区间.多投影显示墙的画面校正共使用了3个样本集,如图1所示.其中,特征图案样本集是指当每个投影仪依次投射具有特定图案的画面时,采集的显示墙图像信息;RGB 纯色样本集是指当投影仪RGB 的3个颜色通道的输入值在[0,255]之间变化时,采集的显示墙图像信息;“黑白屏”样本集包含了所有投影仪输入均为0时的显示墙“黑屏”信息和投影仪一个颜色通道输入为255,另外两个颜色通道输入为0时的单通道“白屏”信息.2 几何校正几何校正的目标是保证多投影显示墙画面的几何完整性.因此,我们通过数码相机的反馈图像来预测每个投影仪产生的扭曲信息,并生成一个或多个Homography 矩阵[1]补偿投影扭曲带来的几何失真.在进行几何校正之前,需要采集所有投影仪依次投射某种特征图案时多投影显示墙的画面信息.特征图案的选择直接影响到校正矩阵的精度,本文采用文献[4]所描述的特征线图案来获取对应点,如图2所示.Fig.2 Features for geometry calibration图2 几何校正图案几何校正的具体步骤描述如下: (1) 特征图案样本集的预处理.分析样本集中特征线的分布状况,并通过水平方向和竖直方向的逐行扫描检测特征条的边缘点,分别生成对应每台投影仪I 的边缘点集{P HI }和{P VI }.(2) 借助霍夫变换对{P HI }和{P VI }进行直线拟合,得到特征线集{L HI }和{L VI }.(3) 求取{L HI }和{L VI }的交点集{P I }.2958Journal of Software 软件学报 V ol.18, No.11, November 2007(4) 采用最小二乘法,根据{P I }中点与Buffer 中像素点的对应关系,求取对应每台投影仪I 的BTW 矩阵集{M BTW }.(5) 求解将多投影显示墙从照片画面变换到期望画面时,每个投影仪需要应用的修正矩阵集{M R }.(6) 计算可以直接插入到绘制流水线的补偿矩阵集{M G }.要在绘制流水线中应用修正矩阵M R ,需要将M R 变换到投影之前,即转换为对Buffer 空间向量的作用.假设Buffer 空间中任意点的齐次坐标为X ,期望点的齐次坐标为X ′,则1()()()P R P P P R X X M M M M X M M −′=⋅⋅⋅⋅=⋅⋅ (1)其中,(M P )表示由投影仪自身投影变换的等价矩阵,1G P R P M M M M −=⋅⋅为补偿矩阵.由等式(1)可以看出,在 Buffer 内容被投影之前,根据M G 预先对Buffer 空间中的原始图像进行矩阵变换,即可补偿投影仪带来的图像扭曲,并实现显示墙投影区域的矩形化,如图3所示.(a) Before calibration(a) 几何校正前 (b) After calibration (b) 几何校正后 Fig.3 Schematic of geometry calibration图3 几何校正示意图在上述步骤(1)中,当有部分投影仪亮度较低或者由于投射方向与显示墙的法向偏差较大而发生严重衍射时,会造成部分特征线无法识别.可以通过提高特征线宽度加以解决,但是特征线尺寸过大会显著降低校正矩阵的精度.在步骤(4)中,如果将每个投影仪的投影区域进行细化,并分别对每个子区域求取一个BTW 矩阵,则可以更好地补偿投影仪镜头带来的非线性扭曲,从而提高几何校正的精度.3 颜色校正3.1 评价标准多投影显示墙的颜色校正可以通过畸变点孤立度和全局亮度偏差两个指标进行评价.其中:畸变点孤立度决定校正后多投影显示墙画面视觉亮度的均匀程度;而全局亮度偏差则表征了校正后画面绝对亮度的均匀 程度.定义6(视觉无缝显示墙). 根据人眼视觉特性,剔除多投影显示墙的黑屏样本数据中的严重偏亮点和白屏数据中的严重偏暗点,再求取公共亮度响应区间,从而生成的无缝显示墙,定义为视觉无缝显示墙.定义7(畸变点孤立度). 生成视觉无缝显示墙时被剔除的畸变点P (x ,y )在屏幕上的分散程度定义为该畸变点的孤立度,记作I E (x ,y ). ,111(,)(,)()m n E i i j I x y L x y L D W H m σ==i j j ⎡⎤=−×××⎢⎥××⎣⎦∑∑ (2) 其中,L (x ,y )为畸变点处的亮度值,W 和H 为屏幕分辨率,m 为所有可能的亮度值个数,n 为投影仪个数,L i 为第i 种可能亮度值,D i ,j 为亮度值L i 在屏幕j 上出现的次数,σj 为屏幕j 的样本方差.王修晖 等:面向多投影显示墙的画面校正技术2959定义8(全局亮度偏差). 视觉无缝显示墙上所有子投影区域的平均样本方差,定义为校正后多投影显示墙的全局亮度偏差,记作E G . 1nG jE n j σ=×∑ (3) 其中,n 为投影仪个数,σj 为每个投影仪的样本方差.3.2 广义颜色模型在多投影显示墙环境下,除了投影仪本身的固有特性之外,屏幕画面的颜色还取决于投影距离、投影角度和屏幕的光学特性等因素.实验结果表明,当投影仪的RGB 输入超过某一定值τ之后,投影墙上相关投影区域的亮度和颜色趋于饱和;同时,当投影仪的RGB 输入在低于某一定值ξ的范围内变化时,对投影墙的输出亮度和颜色信息影响极小.综合考虑我们实验采用的LCD 投影仪的投影原理和上述实验规律,提出了有理分式函数形式的广义颜色模型.广义颜色模型是针对RGB 的3个通道分别给出的,不失一般性,这里以R 通道为例.设(R i ,f (R i )),i =0,1,…,p +q 是当给定投影仪的RGB 输入值为(R i ,0,0)时的一系列采样点,其中,R i (i =0,1,…,p +q )互异,f (R i )(i =0,1,…,p +q )为相应的亮度输出.定义该投影仪的广义颜色模型如下:01,01...()()()...p p P p q q q q a a R a R M R C R N R b b R b R +++==+++ (4) 满足插值条件: ,()()()()P i p q i i q i M R C R f R N R == (5) 并称R 0,R 1,…,R p +q 为插值节点,C p ,q (R )为插值函数,f (R )为期望广义颜色模型.3.3 最优有理逼近有理插值问题(4)和问题(5)的解不恒存在[9],但是容易证明,当多投影显示墙的输入R i 和亮度输出f (R i )均在区间[0,255]中取值时,存在最优逼近有理分式ϖp ,q (R )满足插值条件(5).定义有理插值的误差函数E (R )为 (6) ,0255()max |()()|p q R E R f R C R ≤≤=−期望广义颜色模型f (R )的最优有理逼近问题,就是寻求多项式M p (R )和N p (R )的特定系数集A k ={a i |i =0, 1,…,p }和B k ={b i |i =0,1,…,p },使得(7),()min(()())k k A B E R E R W R =⋅其中,W (R )为权重函数,对位于区间[0,255]中不同位置的采样点给予不同的权重.实验结果表明,当采样点接近区间端点时,显示墙输出颜色的畸变程度变化相对较大,因此权重因子较大;另一方面,对于区间中部的输入值,输出畸变程度相对较小,因而使用较小的权因子.算法1. 期望广义颜色模型f (R )的最优有理逼近算法.输入:当投影仪的RGB 输入在[0,255]之间变化时的输出亮度样本集.输出:期望广义颜色模型f (R )的最优逼近有理分式ϖp ,q (R ).(1) 预处理输入的亮度样本集,随机获取初始化系数集A (t )和B (t ).(2) 由等式(6)构造当前系数集A (t )和B (t )对应的误差函数E (R ),并计算当R 在区间[0,255]中取值时的最大误差E m ,若E m 小于预设阈值E ∆,则转步骤(5).(3) 根据式(7)计算加权逼近误差,若满足期望误差,则转步骤(5).,()k k A B E R ,()k k A B E R (4) 根据E (R )的负梯度方向搜索新的系数集A (t+1)和B (t+1),转步骤(2).(5) 由A (t )和B (t )生成ϖp ,q (R ).如果取消上述第(2)步的循环出口,则得到的逼近有理分式将是全局最优的,但由于R 是在有限集合中取值,可能导致寻优失败,因此,通过预设一个最大误差阈值E ∆得到近似最优解.第(4)步采用负梯度方向作为最速下降方向来搜索新的系数集,在具体应用中,也可以采用深度优先的分支定界方法来搜索新的系数集.2960Journal of Software 软件学报 V ol.18, No.11, November 20073.4 视觉无缝算法 多投影显示墙颜色校正的目标是实现显示画面的颜色和亮度均匀,因此,需要根据投影仪的颜色模型和采样数据,求取显示墙的公共亮度响应,并进行逐个像素的色彩调整.在样本图像的生成与采集过程中,由于受到投影仪颜色失真、系统噪声以及数码相机曝光不足或过量等因素的影响,往往使样本图像出现一些离散的色彩畸变点.另一方面,考虑人眼的视觉特性,当上述孤立的畸变点在显示墙上分布得足够分散时,它们对画面的视觉效果影响极小.因此,如果在计算多投影显示墙的CAR 区间之前能够识别并预先剔除这些畸变点,则可以有效地扩展显示墙画面的灰度级范围,从而提高画面显示质量,这是本文视觉无缝(visual-based seamless,简称VSL)算法的基本思想.为了搜索并剔除对视觉效果影响足够小的畸变点,VSL 算法综合了模拟退火[10]和遗传算法[11]的优势,将模拟退火操作穿插在遗传算法的变异操作之后,虽然增加了每一代群体进化的开销,但使局部搜索得到优化,避免了搜索过程陷入局部最优解.通过种群中个体的反复遗传求精操作,逐渐淘汰孤立度较小的像素点,最后得到颜色差异和分散程度都较大的畸变点集合.在从样本集中剔除这些畸变点之后,再计算多投影显示墙的CAR 区间,并生成逐个像素的调整因子集CAFS .根据上述分析,我们给出求解视觉无缝色彩调整因子的VSL 算法.由式(2)可以看出,畸变点的判断主要基于两个因素:与相邻像素的亮度差和在显示墙上的全局分散度.考虑到单个投影仪投影画面内部的亮度偏差一般较小,而投影区域边缘,尤其是不同投影仪对应的投影区域邻接处亮度差别较大,因此在构造适应性函数时,使用权函数w i (x ,y )给不同区域赋予不同的权重.VSL 算法采用如下的适应性函数来评估一个像素点的畸变程度: (,)(,)1e (,)ei i i i i i w x y D x y W H mi M W H m i f x y σ⋅⋅××××==∑ (8)其中,f i (x ,y )为第i 个个体的适应度,σi 为第i 个个体的方差,w i (x ,y )为权重函数,D i (x ,y )为屏幕上(x ,y )处的亮度值在大屏幕上的分布系数,M 为当前种群容量,W 和H 为子屏幕分辨率,m 为所有可能的亮度值个数.算法2. VSL 算法.输入:分别对应于每个投影仪的黑屏和白屏样本集.输出:逐个像素的色彩调整因子集{CAFS i },i =1,2,…,n 为投影仪编号.(1) 预处理输入的黑屏和白屏图像样本,分别获取对应于黑、白屏样本的点集{P W }和{P B }.然后对多投影显示墙画面上的像素点进行二进制编码.考虑到搜索目标是最佳畸变点集合,因此,基因的编码使用了两个二进制码的串接,这两个二进制码分别对应于像素点在显示墙画面上的坐标i 和j .(2) 统计{P B }和{P W }中亮度值的分布情况,并分别从{P B }中亮度最高的和{P W }中亮度值最低的30%像素点中随机产生一定数量的初始种群G B 0(t )和G W 0(t ).(3) 进行种群G B 0(t )和G W 0(t )中的个体间选择、交叉和变异迭代,以逐步淘汰孤立度较小的像素点,得到新种群G B 1(t )和G W 1(t ).遗传迭代过程如图4(a)所示.(4) 对G B 1(t )和G W 1(t )中的个体分别调用个体模拟退火操作,从而得到具有更高整体畸变度的新种群G B 2(t )和G W 2(t ).个体模拟退火操作如图4(b)所示.(5) 将G B 2(t )和G W 1(t )中畸变度最大的30%个体直接复制到下一代中,并以权重相关的选取概率P t 选择剩余个体到下一代中,共同产生新一代种群G B 0(t+1)和G W 0(t+1),其中,1(,)(,)(,)(,)).n t t t i i i P f x y w x y f x y w x y ==⋅⋅∑(6) 若连续ϕ代所包含的种群个体没有发生变化,则认为当前种群为最优或者近似最优的畸变点集合;否则,转步骤(3).其中,ϕ为判断近似最优的终止阈值.(7) 从{P B }中剔除G B 3(t )中个体对应的像素点后得到P B −N ,并据此计算CAR 区间的下限;同理,从{P W }中剔除G W 3(t )中个体对应的像素点后得到{P W −N },并从中获取CAR 区间的上限.王修晖等:面向多投影显示墙的画面校正技术2961(8) 参照颜色查找表和上述CAR区间逐个计算像素的调整因子集{CAFS}.上述步骤(2)主要考虑到在通常情况下,多投影显示墙画面中畸变点所占比例不会超过30%,而且当剔除的畸变点超过30%时,已经无法保证画面的视觉无缝.对于步骤(3),我们认为,随着候选畸变点的选择、交叉和变异过程不断重复,虽然不能保证找到最优解,但通常能够很快地收敛到相当好的解.步骤(5)中除了将最适应的部分个体直接复制到下一代之外,还根据概率选择了剩余个体,是为了避免过高的选择压力,导致搜索过程陷入到一个局部极值,从而完全丢失全部最优解.由步骤(6)得到{CAFS}之后,根据几何校正结果,进一步将调整因子集转换为逐像素的调整纹理,即可利用多重纹理技术,实时地进行视觉无缝的颜色校正.generation_counter=0; /*initiate inherit counter*/termination_condition=fasle; /*initiate inherit termination condition*/while (!termination_condition){selectParents(generation_counter); /*select parents from current population for intercross*/generation_counter++; /*update inherit counter*/introgressParents(generation_counter); /*apply intercross factor*/applyGenovariation(generation_counter); /*apply variation factor*/evaluateAdaptability(generation_counter,termination_condtion); /*update terminate condition*/ }(a) Genetic iteration(a) 遗传迭代过程T0=|x|; /*initiate temperature*/Counter=0; /*initiate loop counter*/While {rStart=randomize(1,|x|); /*create random start index, rStart<|x|*/rEnd=randomize(1,|x|); /*create random terminate index, rEnd<|x|*/x=randomRevise(x,rStart,rEnd); /*create new individual: x*/diff=E(x)−E(x); /*calculate energy increment*/if (diff<=0){acceptIndividual(x); /*accept the new indivilual*/continue; /*terminate current loop*/if (exp(−diff/Ti)>randomize(0,1)){acceptIndividual(x); /*accept the new indivilual*/continue; /*terminate current loop*/}if (T(x)<=DELTA temp)break; /*exit if the new temperature is greater than given threshold*/if (Counter>Delta) /*exit if the loop counter greater than given threshold*/break;Counter++; /*anneal again*/}(b) Individual simulated annealing(b) 个体模拟退火操作Fig.4 Process for selection of distortion points图4 畸变点选择过程4 误差分析与结果比较4.1 误差分析VSL算法在两个尺寸分别为1×3和2×2的正投模式以及一个尺寸为3×5的背投模式多投影显示墙环境下得到验证.表1给出了在处理不同类型的投影墙黑屏和白屏样本图像时的统计结果.从表1可以看出,在全局亮度偏差E G较大时,只要剔除的畸变点具有足够大的孤立性,仍然能够实现视觉无缝的多投影显示墙颜色校正,这是VSL算法与严格CAR算法的主要不同点.因为在组成多投影显示墙的每个投影仪内部都存在着少量的严重偏亮和严重偏暗畸变点,如果使用严格CAR算法求取公共亮度响应区间,那么这2962 Journal of Software 软件学报 V ol.18, No.11, November 2007 些畸变点的亮度值将成为公共亮度响应区间的端点值,从而过度压缩了多投影显示墙的有效颜色范围,人为地降低了显示画面的质量和亮度.VSL 算法则借助于搜索技术,预先检测并剔除亮度畸变点,从而有效改善了多投影显示墙的显示画面.下一节的结果将显示,与保证全局亮度偏差足够小的严格CAR 算法相比,存在适当全局亮度偏差的视觉无缝算法可以得到更好的校正结果.Table 1 Isolation factor of distortion points and global intensity error表1 畸变点平均孤立度和全局亮度偏差 White screen Black screen Display wall sizeDisplay wall type I E E G I E E G 1×3Front 0.785 2 0.562 4 0.812 1 0.651 0 2×2Front 0.623 8 0.634 1 0.693 0 0.712 4 3×5 Back 0.596 0 0.595 7 0.636 8 0.673 34.2结果比较为了比较基于不同类型CAR 的颜色校正算法对多投影显示墙亮度和画面质量的影响,我们实现了文献[5]所描述的采用严格一致性CAR 进行全局颜色校正的算法(记作严格CAR 算法)和本文描述的视觉无缝算法,并分别在1×3的正投模式和3×5的背投模式多投影显示墙环境下,给出了投射真实场景和纯红色画面时的不同校正结果.图5和图6分别给出了在1×3的正投模式显示墙上投射实际场景和显示纯红色画面时,采用视觉无缝校正算法与严格CAR 算法得到的不同结果.可以看出,在投射实际场景时,视觉无缝技术能够很好地满足视觉上的亮度均匀性.同时,由于视觉无缝算法使用了剔除畸变点之后的CAR 进行颜色映射,较大幅度地扩展了多投影显示墙的灰度级范围,从而提高了画面质量和整体亮度.(a) Visual seamless algorithms(a) 视觉无缝算法 (b) Restricted CAR algorithms (b) 严格CAR 算法Fig.5 Calibration result comparison of dynamic scene图5 动态场景校正结果比较(a) Visual seamless algorithms(a) 视觉无缝算法 (b) Restricted CAR algorithms (b) 严格CAR 算法Fig.6 Calibration result comparison of solid color backgrounds图6 纯色背景校正结果比较王修晖 等:面向多投影显示墙的画面校正技术2963图6(a)和图6(b)更清楚地显示了视觉无缝算法的优势.在相机曝光量和环境光照条件基本相同的情况下,两幅图分别给出了显示纯红色图案时,视觉无缝算法和严格CAR 算法得到的不同校正结果.可以看出,采用视觉无缝算法的多投影显示墙画面具有更高的亮度.图7(a)和图7(b)分别给出了在3×5的背投模式多投影显示墙环境下,采用严格CAR 算法和本文描述的视觉无缝算法的校正结果.容易看出,当组成显示墙的投影仪个数增加到15时,由于发生畸变像素点的数量显著增加,这时,如果采用严格CAR 算法,则屏幕的亮度将被进一步降低,同时,画面质量下降也更加严重.而采用视觉无缝算法剔除孤立分布的畸变点后再计算CAR 区间,可以显著提升多投影显示墙的整体亮度和画面质量.(a) Visual seamless algorithms(a) 视觉无缝算法 (b) Restricted CAR algorithms (b) 严格CAR 算法Fig.7 Calibration result comparison of static scene图7 静态场景校正结果比较5 结 论多投影显示墙通过若干台普通投影仪的拼接组合来提供高亮度、高分辨率的显示平台,在虚拟环境、数字化商业展出和科学计算可视化等领域中有广阔的应用前景.多投影显示墙的画面校正目标是实现屏幕画面的几何对齐和颜色均匀.本文引入一种广义颜色模型来刻画投影仪在多投影显示墙环境下的亮度响应特性,并通过有理函数逼近来获取颜色查找表.然后,在几何校正和广义颜色模型的基础上,提出了基于搜索技术的视觉无缝方法.最后,通过对两个尺寸分别为1×3的正投模式以及一个尺寸为3×5的背投模式多投影显示墙的校正实践,对上述算法的有效性进行了验证.References :[1] Yang RG, Majumder A, Brown MS. Camera based calibration techniques for seamless flexible multi-projector displays. IEEETrans. on Visualization and Computer Graphics, 2005,11(2):193−206.[2] Majumder A, Stevens R. Color nonuniformity in projection-based displays: Analysis and solutions. IEEE Trans. on Visualizationand Computer Graphics, 2004,10(2):177−188.[3] Raskar R, Welch G, Fuchs H. Seamless projection overlaps using image warping and intensity blending. In: Proc. of the 4th Int’lConf. on Virtual Systems and Multimedia. Gifu: IOS Press, 1998. 179−188.[4] Chen H, Sukthankar R, Wallace G, Li K. Scalable alignment of large-format multi-projector displays using camera homographytrees. In: McPherson A, ed. Proc. of the Conf. on Visualization 2002. Washington: IEEE Press, 2002. 339−346.[5] Majumder A, He Z, Towles H, Welch G. Achieving color uniformity across multi-projector displays. In: Ertl T, Hamann B,Varshney A, eds. Proc. of the IEEE Visualization. Los Alamitos: IEEE Press, 2000. 117−124.[6] Raij A, Gill G, Majumder A, Towles H, Fuchs H. PixelFlex2: A comprehensive, automatic, casually-aligned multi-projector display.In: Sukthankar R, ed. Proc. of the IEEE Int’l Workshop on Projector-Camera Systems 2003. IEEE Press, 2003. 203−211.。