彩盒彩卡来料检验规范
彩盒彩卡全检及出货检验规范
目视全数抽样检验*目视全数抽样检验*目测目视全数抽样检验*目视全数抽样检验*5-10个备注**********全数抽样检验3-5个5-10个5-10个全数抽样检验全数抽样检验目测目测目测试验目测目视目视3:如果彩盒及彩卡,客户有说明检验项目,则按客户相关说明检验。
4:产品包装按彩盒及彩卡规格及面积情况而定.23外观测试面(彩盒应保持不动),并在小纸片上加大500g的砝码.来回均匀地拉小纸片磨 擦彩盒表面50次后, 印刷图案无露底现象则示为OK,如出现露底将示为NG。
1:标有*项示为目视情况选择判定检验项目。
2:根据客户签样,(产品着色及其它外观)不良缺陷示为参考检验项目。
目测试验 一端顺延粘贴,用力顺向推致胶带平整,用手抓住胶带一端,在垂直方向(90°)迅速扯下胶纸,同一位置进行3次相同试验, 无脱落或粉状脱落。
示为OK:如有任何形状的块状脱落。
则示为NG3.4(彩盒耐磨性测试)在彩盒上剪一块状10cm*10cm 的小纸片,呈于彩盒表3.2(彩盒粘力牢固性测试)产品在后道工序生产时将彩盒按工艺要求用胶水驳接, 压后对己粘好彩盒接口处撕开查看内层低纸有无撕离连接面纸底层,及胶水 附着粘贴面纸面积长度的2/3示为OK,如粘层小于面积长度的2/3示为NG。
3.3:(彩盒油墨附着力测试)将彩盒着色部分使用3M胶带610P覆盖于彩盒高墨位2.6(盖线离线)彩盒粘位离线及盖线小于2MM以内可AC,大于者则判定NG。
2.7(粘花皱折)彩盒AB面出现粘花及皱折面积大于2CM不可修复者直接判定NG。
3.1:(彩盒可靠性爆列及爆色测试)彩盒印刷后道工序生产时,相关检验人员针对彩盒某一处进行对折180度折动3次,查看有无爆裂及爆色。
2.4:(脏污)全检OK的彩盒整个面积不可出现胶水及其它脏污,如有。
2.5:(色差)彩盒印刷内容与客户样板轻微偏深或偏浅1.0—2.0个△E可接收2.5.1 同批彩盒色差检验视觉判定,将彩盒1次排列10至15个与客供样板,标准颜色对比判定。
成品彩盒彩卡检验规范

審查
CI3B4-01C A0 1/3
檢驗規范
抽樣計划﹕MIL-STD-105E II
允收標准﹕CR:0 檢驗項目
1.內容 2.尺寸
MA:0.65 檢查 測量 方法 儀器 目視
量測 鋼尺
MI:1.5
判定依據
工作傳票 樣品 誤差小于3mm 誤差超過3mm
污點
目視
污點 <1.0mm污點分布不集中 一個平面少于3個﹐不在正面及機體上6.外觀 Nhomakorabea粘花
目視
小面積輕微粘花 大面積明顯粘花
粘爛
目視
表面明顯粘爛
掉色﹑染色 目視
表面輕微掉色﹑染色 表面明顯看到掉色﹑染色
切到字 目視
切掉到字邊 切掉到字不能辨認
未啤斷 目視
刀位部份未啤斷
返面擦花 目視
反面有刮傷痕跡
檢測儀器代號說明﹕A﹕卷尺
B: 鋼尺
C:厚薄規
修訂記錄
項次 修訂日期
修訂內容
修訂人 審查
核准 核准
缺點等級 CR MA MI
3.顏色
目視
樣稿 樣品(印色輕微偏差) 樣稿 樣品(印色明顯偏差)
4.亮度
目視
樣品 客戶要求
5.混裝
目視
混碼包裝
字體模糊 目視
字體輕微模糊可以辨認 字體明顯模糊不能辨認
划傷
目視
划傷 <10mm 看不到內層紙
臟點
目視
臟點 <1.0mm臟點不集中﹐ 一個平面少于3個﹐不在正面及機體上
彩盒类检验标准

彩盒检验通用标彩盒品质检验通用标准1.目的为使彩盒类品质能够得以保证,特制定此品质控制标准,以此为检验依据。
2.范围适用于公司所有进料、制程、出货检验控制.3.检验条件3.1目视检验条件a)检验照明光线:功率(2×40W)的日光灯,光源距离被测面45~50cm,光强1000-1200lux。
b)观察角度:待测物被检测面与视线成45度,距离约45cm,上下左右转动被测物15度以内。
c)验员视力:裸视或矫正视力在1.0以上,且不可有色盲。
d)观察时间:每件检验时间8s。
3.2检验工具:对样、测试仪器、样机等。
3.3抽样方案抽检方案依据AQL:GB2828-87《逐批检查计数抽样程序及抽样表》,其中检查水平为一般检查水平Ⅱ,AQL=0(CR)、AQL=1.0(MA)、AQL=2.5(MI)。
根据合格质量水平和检查水平所确定的抽样方案及样品检查的结果,若在样品中发现的不合格数小于合格判定数,则判定该批为合格批;若在样本中发现的不合格数大于或等于不合格判定数,则判定该批是不合格批。
4.检验要求4.1 检验面定义A级面:暴露在外,通常为包材正面,如彩盒、折盒、内托正表面,PC镜片等。
B级面:暴露在外,且正常使用时并不直接看到的次要表面,如彩盒、折盒、内托侧面和背面等。
C级面:不易看见或看不见的次表面,如彩盒内部等。
(C级面不良允收缺陷不做明确标准定义,以实际情况而定)4.2缺陷等级定义a)致命缺陷:零件存在对使用者的人身及财产安全构成威胁的缺陷,或由于其缺陷,组装成成品后,会对使用者的人身及财产安全构成威胁的缺陷。
b)主要缺陷:-功能缺陷影响正常使用;-性能参数超出规格标准;-漏部件、配件或主要标识,多出无关标识及其他可能影响产品性能的物品;-导致最终客户拒绝购买的结构及外观缺陷。
c)次要缺陷:不影响产品使用,最终客户有可能愿意让步接受的缺陷。
4.3缺陷代码对照表a )点状缺陷:寬W長L寬W長L直徑D(Diameter) = 1/2(L+W)直徑D(Diameter) = 1/2(L+W)b )线状缺陷間距DistanceLWc )针孔d )锯齿5,检验标准代码 名称 代码 名称 N 数目(个) D 直径(mm) L长度(mm) DS 距离(mm) W宽度(mm)H深度(mm)5.2.1彩盒、彩卡、内卡、说明书、条码等6.可靠性测试标准6.2 环保要求:所有材料需附有效SGS报告。
彩盒检验规范
*性能
条码扫描 (5-10PCS)
包裝
料号(包装标 ①包装袋上应标明数量、品号、品名、 示) 规格、型号、生产日期及生产厂家; ②与承认样品比较厂商所交实物的料号 品名(包装标 以及外箱标识的品名料号与检验验收单 中的品名和实物及料号应一致 示) 包装外观 不可有破损及脏污 不可混料﹑错料 检查是否有出货检验报告 审核:
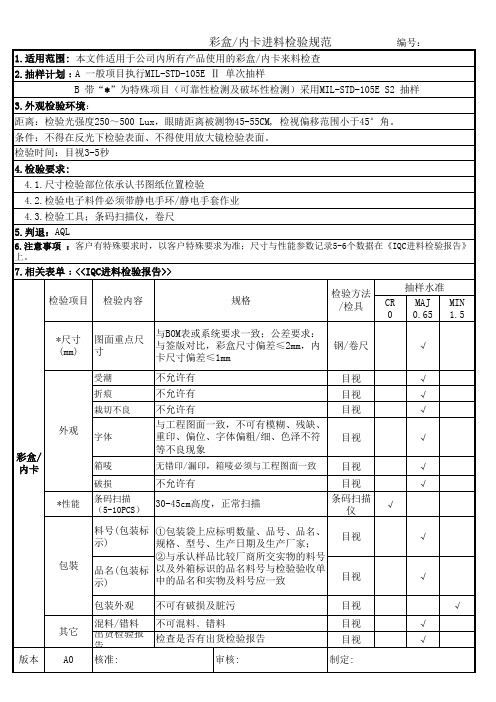
彩盒/内卡进料检验规范
1.适用范围: 本文件适用于公司內所有产品使用的彩盒/内卡来料检查 2.抽样计划﹕A 一般项目执行MIL-STD-105E Ⅱ 单次抽样
编号:
B 带“*”为特殊项目(可靠性检测及破坏性检测)采用MIL-STD-105E S2 抽样 3.外观检验环境: 距离:检验光强度250~500 Lux,眼睛距离被测物45-55CM, 检视偏移范围小于45°角。 条件:不得在反光下检验表面、不得使用放大镜检验表面。 检验时间:目视3-5秒 4.检验要求: 4.1.尺寸检验部位依承认书图纸位置检验 4.2.检验电子料件必须带静电手环/静电手套作业 4.3.检验工具;条码扫描仪,卷尺 5.判退:AQL
目视 目视 目视 目视 制定:
√ √ √ √
其它 版本 A0
混料/错料 出货检验报 告 核准:
受潮 折痕 栽切不良
钢/卷尺 目视 目视 目视 目视 目视 目视 条码扫描 仪 目视
不允许有 不允许有 不允许有 与工程图面一致,不可有模糊、残缺、 重印、偏位、字体偏粗/细、色泽不符 等不良现象
无错印/漏印,箱唛必须与工程图面一致
外观 彩盒/ 内卡
字体 箱唛 破损
不允许有 30-45cm高度,正常扫描
6.注意事项 :客户有特殊要求时,以客户特殊要求为准;尺寸与性能参数记录5-6个数据在《IQC进料检验报告》 上。
彩盒类检验标准

目视
√
肥油
正常检视条件下不明显可接收
若隐藏在内部,可适当放宽标准
目视
√
内容不符
不可接收
不可接收
目视
√
套色偏位
A级面:误差允许0.15mm
B,C级面:误差允许0.2mm
目视
√
印刷整体偏位
偏位DS≤0.5mm,正常检视条件下不明显可接收
若隐藏在内部,可适当放宽标准
目视
√
切边不良
B级面:文字图案部位S≤0.2㎡,N≤1;其它部位S≤0.㎡,D≥100mm,N≤2可接受
C级面:文字图案部位S≤0.5㎡,N≤1;其它部位S≤1.0㎡,D≥100mm,N≤3可接受
菲林尺/直尺/目视
√
当缺陷的直径D≤0.10mm且不连续时,可不视为缺陷。
线缺陷(划伤、刮花等)
A级面:文字图案不可有,其它部位L≤20mm,W≤0.15mm,N≤1可接受;
参考标准:GB/T9286-1998
测试方法:选择10m/m区域,百格刀划1mm²方格100个,使用3M600#胶纸附着牢固并以反方向60度角迅速拉起,同一位置进行3次相同试验。检验要求:若产品面积不足10m/m,则参照执行。针对喷涂(UV、橡胶油漆、普通油漆)、真空溅镀表层性能测试。
刀口不可以出现明显毛刺、毛絮、切刀不齐等不良现象
刀口不可以出现明显毛刺、毛絮、切刀不齐等不良现象
目视
√
超边。短边
短边允许0.2mm,超边允许0.1mm
目视/菲林尺
√
粘胶
不可有脱胶,溢胶现像
目视
√
折边不顺
不可接收
不可接收
手试
√
彩盒检验标准检验规范--

目旳: 掌握彩盒旳检查原则, 使来料质量更好地符合我公司旳品质规定。
2. 合用范畴:合用于我司所有彩盒、贴纸、彩卡等产品旳检查。
3. 参照根据:3.1:A面为正面, 产品在对旳旳使用过程中, 面对使用者旳一面为正面。
3.2:B面为底面, 相对于正面旳下部为底面。
3.3:C面为右侧面, 相对于正面旳右侧为右侧面。
3.4:D面为背面, 相对于正面旳背面为背面。
3.5:E面为顶部, 相对于正面旳正上部分为顶部。
3.6:F面为左侧面, 相对于正面旳右侧为左侧面。
4. 产品表面等级划分: 产品表面等级根据产品旳重要限度,可划分为: A级面,B级面,C级面。
4.1: A级面: 客人常常可以看到旳表面。
如彩盒正面和正上方, 在不移动或转动产品时都能看到旳表面。
4.2:B级面:在不移动产品旳状况下, 客人偶尔可以看到旳表面。
如彩盒旳侧面和背面,彩盒下部。
4.3: C级面: 客人在移动产品或转动产品, 或产品被打开后, 才可以看到旳表面。
如彩盒底面, 彩盒内部面, (一般表面不作解决旳面)。
5. 检查旳条件:5 .1:物件放置于距人体50CM距离, 在自然光或40W旳日光灯下, 光线从人体旳后上方45度角或与人眼视线呈90度角照射(正前方以45度照射), 被检测物体表面与人眼视线呈45度角。
5.2:检查者眼睛视力良好(≥1.0以上), 不能有近视或色盲或弱视等不良现象。
5.3:观测时间为5秒。
5.4:观测物件不在反光旳条件进行观测。
6 .缺陷等级及鉴定原则:6.1: 缺陷等级定义:6.1.1:致命缺陷: 产品缺陷也许会导致对人体生命导致伤害或危及生命.如:血液或不明污染物,放射性物质,有毒物质或液体,腐蚀性物质、logo错误等。
6.1.2:严重缺陷: 产品缺陷也许会影响产品旳使用性或功能缺失,或者严重影响产品旳欣赏性,对人体也许导致伤害,或不可擦拭旳污物,或缺失重要标记.如产品无法使用,不定位,或严重损伤,破裂,锋利尖角,功能或警告标记等。
彩盒类检验标准

制 审 核彩盒品质检验通用标准彩盒检验通用标准1.目的为使彩盒类品质能够得以保证,特制定此品质控制标准,以此为检验依据。
2.范围适用于公司所有进料、制程、出货检验控制.3.检验条件3.1目视检验条件a)检验照明光线:功率(2×40W)的日光灯,光源距离被测面45~50cm,光强1000-1200lux。
b)观察角度:待测物被检测面与视线成45度,距离约45cm,上下左右转动被测物15度以内。
c)验员视力:裸视或矫正视力在1.0以上,且不可有色盲。
d)观察时间:每件检验时间8s。
3.2检验工具:对样、测试仪器、样机等。
3.3抽样方案抽检方案依据AQL:GB2828-87《逐批检查计数抽样程序及抽样表》,其中检查水平为一般检查水平Ⅱ,AQL=0(CR)、AQL=1.0(MA)、AQL=2.5(MI)。
根据合格质量水平和检查水平所确定的抽样方案及样品检查的结果,若在样品中发现的不合格数小于合格判定数,则判定该批为合格批;若在样本中发现的不合格数大于或等于不合格判定数,则判定该批是不合格批。
4.检验要求4.1检验面定义A级面:暴露在外,通常为包材正面,如彩盒、折盒、内托正表面,PC镜片等。
B级面:暴露在外,且正常使用时并不直接看到的次要表面,如彩盒、折盒、内托侧面和背面等。
C级面:不易看见或看不见的次表面,如彩盒内部等。
(C级面不良允收缺陷不做明确标准定义,以实际情况而定)4.2缺陷等级定义a)致命缺陷:零件存在对使用者的人身及财产安全构成威胁的缺陷,或由于其缺陷,组装成成品后,会对使用者的人身及财产安全构成威胁的缺陷。
b)主要缺陷:-功能缺陷影响正常使用;-性能参数超出规格标准;-漏部件、配件或主要标识,多出无关标识及其他可能影响产品性能的物品;-导致最终客户拒绝购买的结构及外观缺陷。
c)次要缺陷:不影响产品使用,最终客户有可能愿意让步接受的缺陷。
4.3缺陷代码对照表4.4缺陷识别a )点状缺陷:寬W長L寬W長L直徑D(Diameter) = 1/2(L+W)直徑D(Diameter) = 1/2(L+W)b )线状缺陷間距DistanceLWc )针孔d )锯齿5,检验标准 代码 名称 代码 名称 N 数目(个) D 直径(mm) L长度(mm) DS 距离(mm) W宽度(mm)H深度(mm)5.2.1彩盒、彩卡、内卡、说明书、条码等6.可靠性测试标准6.2环保要求:所有材料需附有效SGS报告。
彩盒检验标准检验规范--

目的:掌握彩盒的检验标准,使来料质量更好地符合我公司的品质要求。
2. 适用范围:适用于本公司所有彩盒、贴纸、彩卡等产品的检验。
3. 参考依据::A面为正面,产品在正确的使用过程中,面对使用者的一面为正面。
:B面为底面,相对于正面的下部为底面。
:C面为右侧面,相对于正面的右侧为右侧面。
:D面为背面,相对于正面的反面为背面。
:E面为顶部,相对于正面的正上部分为顶部。
:F面为左侧面,相对于正面的右侧为左侧面。
4. 产品表面等级划分:产品表面等级根据产品的重要程度,可划分为:A级面,B级面,C级面。
:A级面:客人经常能够看到的表面。
如彩盒正面和正上方,在不移动或转动产品时都能看到的表面。
:B级面:在不移动产品的情况下,客人偶尔能够看到的表面。
如彩盒的侧面和后面,彩盒下部。
:C级面:客人在移动产品或转动产品,或产品被打开后,才可以看到的表面。
如彩盒底面,彩盒内部面, (通常表面不作处理的面)。
5. 检验的条件:5 .1:物件放置于距人体50CM距离,在自然光或40W的日光灯下,光线从人体的后上方45度角或与人眼视线呈90度角照射(正前方以45度照射),被检测物体表面与人眼视线呈45度角。
:检验者眼睛视力良好(≥以上),不能有近视或色盲或弱视等不良现象。
:观察时间为5秒。
:观察物件不在反光的条件进行观察。
6 .缺陷等级及判定标准:: 缺陷等级定义:6.1.1:致命缺陷:产品缺陷可能会导致对人体生命造成伤害或危及生命.如:血液或不明污染物,放射性物质,有毒物质或液体,腐蚀性物质、logo错误等。
6.1.2:严重缺陷:产品缺陷可能会影响产品的使用性或功能缺失,或者严重影响产品的观赏性,对人体可能造成伤害,或不可擦拭的污物,或缺失重要标识.如产品无法使用,不定位,或严重损伤,破裂,锋利尖角,功能或警告标识等。
6.1.3:轻微缺陷:产品缺陷可能会影响产品的观赏性,但不影响产品的结构/功能和使用性.如可擦拭污物,标识模糊,产品表面轻微划伤等。
包装彩盒来料检验规范

版本变化版本修改内容起草人修订人日期A 第一版编制审核批准1.目旳:制定包装彩盒来料检查规范,指引IQC检查员检查作业,保证符合技术和品质规定。
2.范畴:适应于XX包装彩盒物料旳来料检查。
3.定义:CR :为一种缺陷,将导致在消费使用中将危及到人身安全,或无法使用。
MA :为一种或多种缺陷,它将在运送或使用过程中易损坏,或使用寿命短;性能差等。
以及直接影响顾客使用; MI :为一种或多种缺陷,不影响产品旳装配和使用性能。
A 级面: 在正常使用过程中能直接看到旳表面;如前面/顶面; B 级面: 在正常使用过程中不常常观测到旳表面,如:侧面/背面; C 级面: 在正常使用时不易观测到旳部分,如:底面。
4. 参照文献:4.1 抽样原则:MIL-STD-105E4.2 创明抽样检查规范 CHAM-WI-QA-3435. 职责:5.1 IQC 检查员:负责物料检查,记录和异常反馈; 5.2 品质主管/工程师:负责不良确认和异常解决。
6. 程序:6.1抽样方案6.2检查条件6.2.1光源:在30-40W 旳萤光灯下,物件距光源50~65cm ; 6.2.2 检视距离: 将物件放在检查人员正前方35~45cm 处; 6.2.3 检视角度: 将物件旳检查面与检查人员旳眼睛成30~60°; 6.2.4 检视时间: 3~5S ;6.2.5 环境: 溫度:25±5℃湿度:60±20%。
项目 检查水平允收水准CRMAMI外观 II 类0.651.5尺寸/性能/其他S-26.3 代码对照表6.4 作业程序7.记录:IQC来料检查记录8.流程图:N/A。
彩盒检验标准

彩盒品质检验通用标准1.目的为使彩盒类品质能够得以保证,特制定此品质控制标准,以此为检验依据。
2.范围适用于公司所有进料、制程、出货检验控制.3.检验条件3.1目视检验条件a)检验照明光线:功率(2×40W)的日光灯,光源距离被测面45~50cm,光强1000-1200lux。
b)观察角度:待测物被检测面与视线成45度,距离约45cm,上下左右转动被测物15度以内。
c)验员视力:裸视或矫正视力在1.0以上,且不可有色盲。
d)观察时间:每件检验时间8s。
3.2检验工具:对样、测试仪器、样机等。
3.3抽样方案抽检方案依据AQL:GB2828-87《逐批检查计数抽样程序及抽样表》,其中检查水平为一般检查水平Ⅱ,AQL=0(CR)、AQL=1.0(MA)、AQL=2.5(MI)。
根据合格质量水平和检查水平所确定的抽样方案及样品检查的结果,若在样品中发现的不合格数小于合格判定数,则判定该批为合格批;若在样本中发现的不合格数大于或等于不合格判定数,则判定该批是不合格批。
4.检验要求4.1检验面定义A级面:暴露在外,通常为包材正面,如彩盒、折盒、内托正表面,PC镜片等。
B级面:暴露在外,且正常使用时并不直接看到的次要表面,如彩盒、折盒、内托侧面和背面等。
C级面:不易看见或看不见的次表面,如彩盒内部等。
(C级面不良允收缺陷不做明确标准定义,以实际情况而定)4.2缺陷等级定义a)致命缺陷:零件存在对使用者的人身及财产安全构成威胁的缺陷,或由于其缺陷,组装成成品后,会对使用者的人身及财产安全构成威胁的缺陷。
b)主要缺陷:-功能缺陷影响正常使用;-性能参数超出规格标准;-漏部件、配件或主要标识,多出无关标识及其他可能影响产品性能的物品;-导致最终客户拒绝购买的结构及外观缺陷。
c)次要缺陷:不影响产品使用,最终客户有可能愿意让步接受的缺陷。
4.3缺陷代码对照表4.4缺陷识别a)点状缺陷:b)线状缺陷c)针孔d)锯齿5,检验标准5.2.1彩盒、彩卡、内卡、说明书、条码等6.可靠性测试标准6.1测试要求6.2环保要求:所有材料需附有效SGS报告。
彩盒彩卡来料检验规范
来料检验规范-彩盒彩卡
更多无偿资料下载请进: 好好学习小区
来料检验规范-彩盒彩卡
一、目及适用范围: 本检验规范目是确保本企业所购彩盒、彩咭质量符合要求。
二、参考文件: 本作业规范参考本企业程序文件《来料检验控制程序》、彩盒、彩咭以及
相关技术、设计参数资料及MIL-STD-105E抽样标准。
三、规范内容:
3.1检验环境:
视力: 含有正常1.0—1.2视力及色感。
照度: 近似正常日光, 室内无日光时用40W日光灯或60W一般灯泡照度为标准。
目测距离: 身体距产品30cm, 眼睛距产品40—50cm正视。
测量器具: 卷尺。
3.2检验方法: 外观检验项目依据MIL-STD-105E, 采取通常单次检验水准Ⅱ级进行抽检, 允
收品质水准AQL值: 极严重缺点(CRI)为0, 严重缺点(MAJ)为1.5, 轻微缺点(MIN)为4.0。
其她检验项目根据下表所表示抽样数量进行抽样。
3.3检验项目、检验内容和标准要求、等级判定一览表。
彩盒进料检验规
1、制定修改履历:2、传阅及培训:1.目的:适应本公司彩盒物料检验的要求。
2.适用范围:本公司IQC所有彩盒来料。
3.引用文件:《规格书》、BOM。
4.定义:4.1 致命缺陷:(CRI)指产品使用时,可能会对人身安全造成伤害的不合格。
4.2 主要缺陷:(MAJ)指造成产品使用性能下降,功能部分或全部丧失,及可能造成客户退货的外观严重不良的不合格,但不会造成人身伤害。
如:结构、尺寸、材料不符。
4.3 次要缺陷:(MIN)不影响产品的使用性能的轻微外观不良的缺陷。
如与样板颜色不一致等。
5.抽样方案:5.1 依据GB/T2828.1-2003 正常一次抽样Ⅱ类。
5.2 AQL取值(除特殊规定外):致命缺陷(A类):0;主要缺陷(B类):0.65;次要缺陷(C类):1.5当出现AQL取值不一致时、以最大数值为准。
6.检验内容:6.1 物料包装检验:6.1.1 来料入库单:要求来料入库单上的供应商、订单号、来货数量、物料编码、物料名称等与实物相符。
6.1.2 物料的包装:要求箱内、外无水、灰尘、破裂等情况。
6.1.3 求标签正确,内容填写完整与实物相符。
6.2 核对来料是否同样板相符。
6.3 外观检查:6.3.1 检验工具:目视,样品。
6.3.2 检验方法:检查包装上应注明生产日期、机型、订单号、供应商、来料数量、物料编码、物料名称、与实物相符。
6.3.3 印刷的图案、文字、色彩、与样品相符。
6.3.4 印刷字体不能有重印、错印、不清晰。
6.3.5 文字印刷不能有模糊、少笔划,不能少于三分之二字体、多笔划、套印不准。
6.4 尺寸检查6.4.1 检验工具:直尺。
6.4.2 检验方法:用直尺测量彩盒的长、宽、高、是否符合样板图纸要求。
6.5 材料检查:6.5.1 必须符合订单号、样品要求。
6.5.2 不能有潮湿、发软、折皱、变形、破损、磁铁易掉现象。
6.5.3 粘性良好、不容易开裂。
6.6 性能检查。
6.6.1 切口处必需切到位。
包装彩卡进料检验标准

4.纸卡表面不可有油污、水渍及其他脏物。由运输材料引起而且能够被空气吹走的灰尘是可被接收的。
样板;
PANTONE
目视
《工程图纸》
《进料检验抽样方案》
《缺陷分级作业指导书》
《进料抽样检验作业指导书》
尺寸检验
外形尺寸,配合尺寸
5.根据图纸测量产品的长度、厚度等尺寸应符合要求;
量作业标准,规范物料的进料检验方式,确保进料质量满足公司及客户质量要求。
二、适用范围
凡供货商交货进厂之物料需执行检验的工作均适用。
三、检验内容及方法
检验项目
检验内容
检验方法及要求
检验工具
参考文件
外观检验
颜色、印刷、外观
1.检查来料应包装完好,标识清晰;
2.与样板或PANTONE核对,目视检验纸卡的颜色,图案,印刷内容、位置应符合要求。
4.2结果判定参照《缺陷分级作业指导书》和《进料抽样检验作业指导书》。
6.有装配要求的纸卡应进行实物配合,不应出现实配不到位和不能装配的缺陷。
卡尺
直尺
试验
(必要时)
印字坚牢度试验
7.用橡皮擦沿纸卡印刷面成45°角来回磨擦10个循环,橡皮擦移动距离50mm,施加力1.5~2Kg,之后检查,基底不可见者为合格。
橡皮擦
四、抽样方案及结果判定:
4.1依照《进料检验抽样方案》和来料数量抽取相应的样本进行检验。试验属于破坏性检验,可根据需要抽取3~5 pcs进行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
来料检验规范-彩盒彩卡
更多免费资料下载请进:好好学习社区
来料检验规范-彩盒彩卡
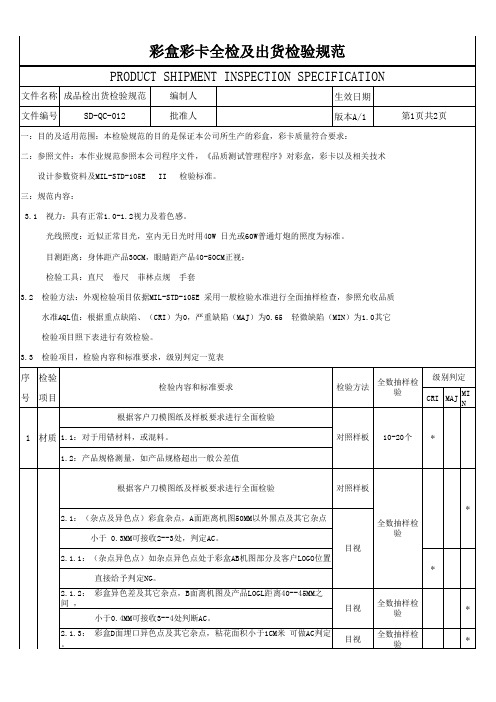
一、目的及适用范围:本检验规范的目的是保证本公司所购彩盒、彩咭质量符合要求。
二、参照文件:本作业规范参照本公司程序文件《来料检验控制程序》、彩盒、彩咭以及相
关技术、设计参数资料及MIL-STD-105E抽样标准。
三、规范内容:
3.1检验环境:
视力:具有正常1.0—1.2视力及色感。
照度:近似正常日光,室内无日光时用40W日光灯或60W普通灯泡的照度为标准。
目测距离:身体距产品30cm,眼睛距产品40—50cm正视。
测量器具:卷尺。
3.2检验方法:外观检验项目依据MIL-STD-105E,采用一般单次检验水准Ⅱ级进行抽检,
允收品质水准AQL值:极严重缺点(CRI)为0,严重缺点(MAJ)为1.5,轻微缺点(MIN)为4.0。
其他检验项目按照下表所示的抽样数量进行抽样。
3.3检验项目、检验内容和标准要求、级别判定一览表。