五金机加工件单价计算方法
机加工价格计算公式(自动化公司)
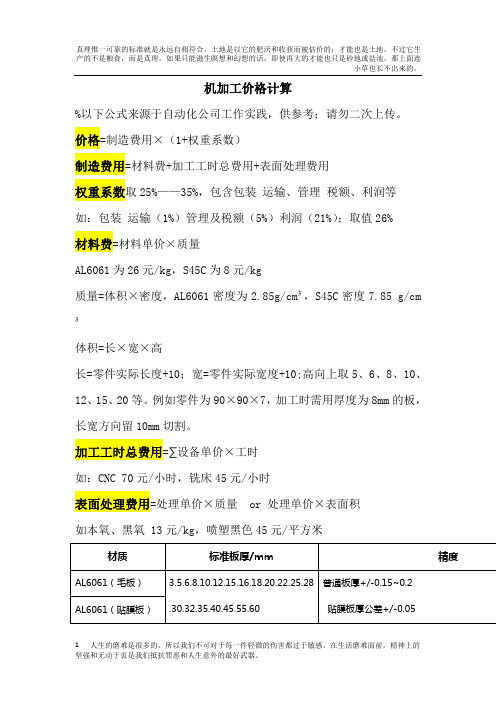
机加工价格计算
%以下公式来源于自动化公司工作实践,供参考;请勿二次上传。
价格=制造费用×(1+权重系数)
制造费用=材料费+加工工时总费用+表面处理费用
权重系数取25%——35%,包含包装运输、管理税额、利润等
如:包装运输(1%)管理及税额(5%)利润(21%);取值26%
材料费=材料单价×质量
AL6061为26元/kg,S45C为8元/kg
质量=体积×密度,AL6061密度为2.85g/cm³,S45C密度7.85 g/cm ³
体积=长×宽×高
长=零件实际长度+10;宽=零件实际宽度+10;高向上取5、6、8、10、12、15、20等。
例如零件为90×90×7,加工时需用厚度为8mm的板,长宽方向留10mm切割。
加工工时总费用=∑设备单价×工时
如:CNC 70元/小时,铣床45元/小时
表面处理费用=处理单价×质量 or 处理单价×表面积
如本氧、黑氧 13元/kg,喷塑黑色45元/平方米。
机加工价格计算公式(自动化公司)

机加工价格计算公式(自动化公司)标题:机加工价格计算公式(自动化公司)引言概述:机加工价格计算是自动化公司生产制造过程中的重要环节,正确的价格计算公式能够确保生产成本的准确计算,提高生产效率和产品质量。
本文将详细介绍自动化公司机加工价格计算的公式及其应用。
一、原材料成本计算1.1 材料种类和规格:根据产品的要求选择合适的材料种类和规格。
1.2 材料单价:根据市场行情和供应商报价确定材料的单价。
1.3 材料用量计算:根据产品设计图纸和加工工艺确定材料的用量。
二、人工成本计算2.1 人工工时:根据加工工艺和设备性能确定每个工序的工时。
2.2 人工单价:根据工人的技术水平和工作经验确定人工的单价。
2.3 人工成本计算:将每个工序的工时乘以对应的人工单价计算出人工成本。
三、设备折旧及维护成本计算3.1 设备折旧费用:根据设备的购置成本和使用寿命计算每年的折旧费用。
3.2 设备维护费用:根据设备的维护周期和费用计算设备的维护费用。
3.3 设备成本计算:将设备折旧费用和维护费用相加计算出设备的总成本。
四、管理费用及利润计算4.1 管理费用:包括生产管理、质量管理和人力资源管理等费用。
4.2 利润率:根据公司的盈利能力和市场竞争情况确定利润率。
4.3 价格计算:将原材料成本、人工成本、设备成本和管理费用相加,并按照利润率计算出最终的机加工价格。
五、实际应用与优化5.1 实际应用:根据实际生产情况对机加工价格计算公式进行调整和优化。
5.2 价格竞争力:根据市场需求和竞争情况灵活调整价格,提高产品的竞争力。
5.3 质量控制:通过价格计算公式的优化,提高生产效率和产品质量,实现经济效益最大化。
结论:机加工价格计算公式是自动化公司生产制造中的关键环节,正确的计算公式能够确保生产成本的准确计算,提高产品质量和市场竞争力。
通过不断优化和实践,自动化公司可以实现生产效率和经济效益的双赢。
机加工价格计算公式(自动化公司)

机加工价格计算公式(自动化公司)标题:机加工价格计算公式(自动化公司)引言概述:在自动化公司进行机加工时,准确计算价格是非常重要的。
机加工价格计算公式可以帮助公司合理制定报价,确保盈利。
本文将详细介绍机加工价格计算公式的相关内容。
一、原材料成本计算:1.1 确定加工零件所需的原材料种类和数量。
1.2 根据市场价格和供应商报价,计算原材料的采购成本。
1.3 考虑原材料的加工损耗率,计算实际使用的原材料成本。
二、人工成本计算:2.1 根据加工零件的复杂程度和工艺要求,确定所需的人工工时。
2.2 根据公司制定的工资标准,计算人工成本。
2.3 考虑加班、加急等情况,适当调整人工成本。
三、设备折旧和维护成本计算:3.1 根据设备的购置价格和预计使用寿命,计算每小时的设备折旧成本。
3.2 考虑设备的维护保养费用,计算每小时的设备维护成本。
3.3 将设备折旧和维护成本按小时计算,加入到机加工价格中。
四、管理费用和利润计算:4.1 将公司的管理费用按月或按年计算,转换成每小时的管理费用。
4.2 确定公司的期望利润率,将利润率转换成每小时的利润。
4.3 将管理费用和利润按小时计算,加入到机加工价格中。
五、综合计算和报价确定:5.1 将原材料成本、人工成本、设备折旧和维护成本、管理费用和利润按小时计算,得到总成本。
5.2 根据市场行情和竞争对手的价格,适当调整总成本。
5.3 最终确定机加工价格,制定报价单并与客户商议。
结论:通过合理计算机加工价格,自动化公司可以确保盈利并提高竞争力。
机加工价格计算公式是公司经营的重要工具,需要不断优化和调整,以适应市场需求和公司发展。
机加工报价的大概计算方法
机加工报价的大概计算方法
机加工报价的大概计算方法通常包括以下几个步骤:
1. 材料成本计算:根据机加工零件所需材料的种类和规格,查询供应商的材料价格,并计算所需材料的成本。
2. 工艺成本计算:根据机加工零件的加工工艺和工序,估算所需的加工工时和人工成本。
这包括零件加工、磨削、车削、铣削等工艺过程的工时和相关设备的折旧及维护成本。
3. 工装夹具成本计算:根据零件的形状、尺寸和加工要求,估算所需的工装夹具的成本。
工装夹具用于固定和定位零件,在加工过程中保持零件的准确位置。
4. 成品加工和交付成本计算:根据加工零件的数量和交付日期,估算成品加工和交付的成本。
这包括产品的包装、运输和组装等过程的成本。
5. 利润和费用计算:在上述成本的基础上,加上所需的利润和费用,计算出最终的机加工报价。
需要注意的是,机加工报价的计算方法可能会因不同的企业和行业而有所不同,此处提供的是一般性的计算方法,具体的计算过程需根据实际情况进行调整。
另外,技术要求、质量标准、订单量等因素也会对报价产生影响,需要综合考虑。
机加工价格怎么报价?-机加工零件加工报价
机加工价格怎么报价?_机加工零件加工报价机加工零件加工报价,机加工价格成本主要是由材料成本和加工成本构成的,其中材料成本由零件毛坯的尺寸和材料的种类来确定的,加工成本则是由于设备费用和人工费用来进行决定的。
材料成本基本是固定的,加工成本主要区别就在加工公司不同的人工成本、运输成本、消耗成本以及税收这部分。
这里主要说的是加工成本这一块。
机加工价格怎么报价?详细计算方法:1、首先你可以对关键或复杂零件要求对方提供初步的工艺安排,详细到每个工序,每个工序的耗时2、根据每个工序需要的设备每小时费用可以算出加工成本。
具体设备成本你也可以问供给商要,比方说,普通立加每小时在¥60~80之间〔含税〕铣床、普车等普通设备一般为¥30。
3、在按照比例加上包装运输、管理费用、工装刀具、利润就是价格了当然,价格一定程度上会和该零件的年采购量和难易程度有很大关系。
单件和批量会差很多价格,这也是很容易理解的。
机加工零件加工报价粗略计算方法:1〕对于大件,体积较大,重量较重。
难度一般的:加工费用大概与整个零件原材料成本之比为1:1,这个比与采购量成反比;难度较大的:加工费用大概与整个零件原材料成本之比为:1,这个比与采购量成反比;2〕对于中小件难度一般的:加工费用大概与整个零件原材料成本之比为2~3:1,这个比与采购量成反比;难度较大的:加工费用大概与整个零件原材料成本之比为5~10:1,这个比与采购量成反比;由于机械加工存在很大的工艺灵活性,也就是一个零件可以有很多种工艺安排,那么成本当然是不一样的,但是供给商有时会报价时给你说一种复杂工艺提高价格,而实际生产时会采用其他简单工艺,所以采购员自身对图纸的阅读和对零件加工方面的知识的多少就决定你对成本的把握,所以机械零件采购需要比较全面的机械加工知识。
机加工费用构成,一般按照工时给的!如果你要加工一个工件,首先是对方的材料费用;然后是为了购买工件的一些差旅费用〔一般没有〕;最主要的是你要加工的工件所需要的加工工时,一般车工10-20元/小时,钳工要少一点大概10-15/小时;其余不在例举;如果没有现成的工具〔如刀具、模具〕,所购买的费用也是需要你承担一部分的或全部;最后加起来就是你要付的加工费用!材料费、机器折旧、人工费、管理费、税等基本的是要的。
五金成本核算标准50459

五金成本核算标准单价={材料费+[加工费*(1+税17%)]}*[1+损耗费(4%)+管销费(5%)+利润(10%)]一。
材料费的计算:总用料重量*材料价格-(总用料重量-产品净重)*废料回收价格⑴单重的计算:①圆柱形: πr∧2 * 密度* 10∧-6②冲压片板材: 长*宽*厚*密度*10∧-6⑵冲压件留边料尺寸:冲压件厚度(T) 单边留料T≤0.5mm 1.2mm0.5mm<T≤1.5mm 1.5mmT>1.5mm 2.0mm⑶常用材料密度:材料名称密度g/cm3(t/m3)铁7.8钢7.85铝2.7紫铜8.9铅黄铜8.5猛铜8.5⑷常用材料价格:材料名称含税(17%)价格(元/Kg)单光铁¥6.2不锈钢¥18铝¥20紫铜¥76铅黄铜¥51猛铜¥85⑸废料回收价格:材料名称价格(元/Kg)废铁¥2.2不锈钢¥14.6紫铜¥44.0铅黄铜¥33.0二、冲制费:一个产品往往由多个工序构成,每个工序可能用不同吨位的压机,现将不同吨位啤机冲制一次的价格列如下:冲床吨位(T) 冲制费(元/次)16T ¥0.00625T ¥0.00835T ¥0.01045T ¥0.01260T ¥0.01580T ¥0.020110T ¥0.025160T ¥0.030200T ¥0.050200T(双轴) ¥0.060250T(双轴) ¥0.090连续模,以上的吨位的冲制费要少,例如250T(双轴)-- ¥0,050 三、机加工费:加工机床种类每小时收费(RMB)传统机床(车,铣,平面磨,内外园磨等) ¥30快走丝线切割¥40CNC加工¥60慢走丝线切割(日立) ¥100分享一采购员的工作总结 Post By:2010-7-22 8:40:00工作有计划:在每一天结束前我会在头脑里打旋我什么事没完成,明天的主要事情是什么,做个计划。
很重要的,或事情较多,我会记录下来,逐个或交*处理。
学会主动与人沟通:经常与车间,仓库,打样车间、品质的相关人员接触,这样便于自己了解产品,跟踪需要,减少工作失误,提高工作效率。
(完整版)机加工报价的大概计算方法
机加工报价的大概计算方法,材料成本是一定的主要区别就在每家公司不同的人工成本、运输成本、消耗成本以及税收这部分,那么这些部分机加工工厂大都通过什么样的方式计算的呢,以下小编整理了部分资料供参考,(计算方法因各地物价有出入)详细计算方法:1)首先你可以对关键或复杂零件要求对方提供初步的工艺安排,详细到每个工序,每个工序的耗时2)根据每个工序需要的设备每小时费用可以算出加工成本。
具体设备成本你也可以问供应商要,比如说,普通立加每小时在¥60~80之间(含税)铣床、普车等普通设备一般为¥30。
3)在按照比例加上包装运输、管理费用、工装刀具、利润就是价格了当然,价格一定程度上会和该零件的年采购量和难易程度有很大关系。
单件和批量会差很多价格,这也是很容易理解的。
粗略估算法:1)对于大件,体积较大,重量较重。
难度一般的:加工费用大概与整个零件原材料成本之比为1:1,这个比与采购量成反比;难度较大的:加工费用大概与整个零件原材料成本之比为1.2~1.5:1,这个比与采购量成反比;2)对于中小件难度一般的:加工费用大概与整个零件原材料成本之比为2~3:1,这个比与采购量成反比;难度较大的:加工费用大概与整个零件原材料成本之比为5~10:1,这个比与采购量成反比;由于机械加工存在很大的工艺灵活性,也就是一个零件可以有很多种工艺安排,那么成本当然是不一样的,但是供应商有时会报价时给你说一种复杂工艺提高价格,而实际生产时会采用其他简单工艺,所以采购员自身对图纸的阅读和对零件加工方面的知识的多少就决定你对成本的把握,所以机械零件采购需要比较全面的机械加工知识。
机加工费用构成,一般按照工时给的!如果你要加工一个工件,首先是对方的材料费用;然后是为了购买工件的一些差旅费用(一般没有);最主要的是你要加工的工件所需要的加工工时,一般车工10-20元/小时,钳工要少一点大概10-15/小时;其余不在例举;如果没有现成的工具(如刀具、模具),所购买的费用也是需要你承担一部分的或全部;最后加起来就是你要付的加工费用!材料费、机器折旧、人工费、管理费、税等基本的是要的。
机加工件参考价格计算公式
机加工件参考价格计算公式在机械加工行业中,机加工件的价格是一个非常重要的指标。
对于加工厂家和客户来说,了解机加工件的参考价格计算公式是非常有必要的。
本文将介绍机加工件参考价格计算公式,并对其各个因素进行详细解析。
一、机加工件参考价格计算公式。
机加工件的价格通常由以下几个因素决定:材料费用、加工工艺费用、人工费用、设备折旧费用、管理费用等。
根据这些因素,可以得出机加工件的参考价格计算公式如下:价格 = 材料费用 + 加工工艺费用 + 人工费用 + 设备折旧费用 + 管理费用。
其中,各个费用的具体计算公式如下:1. 材料费用 = 材料单价×材料用量。
2. 加工工艺费用 = 加工工艺单价×加工工艺用量。
3. 人工费用 = 人工时费×加工时间。
4. 设备折旧费用 = 设备折旧费率×设备原值。
5. 管理费用 = 管理费率×(材料费用 + 加工工艺费用 + 人工费用 + 设备折旧费用)。
以上各项费用的计算公式可以根据具体情况进行调整,但总体上可以作为机加工件参考价格的计算依据。
二、各个因素的详细解析。
1. 材料费用。
材料费用是指机加工件所使用的原材料的成本。
通常情况下,材料费用是由材料单价和材料用量两个因素决定的。
材料单价是指每单位原材料的价格,材料用量是指加工件所使用的原材料的数量。
在计算材料费用时,需要根据具体的加工件图纸和材料规格来确定材料用量,并结合市场行情来确定材料单价。
2. 加工工艺费用。
加工工艺费用是指机加工件在加工过程中所使用的各种工艺的成本。
通常情况下,加工工艺费用是由加工工艺单价和加工工艺用量两个因素决定的。
加工工艺单价是指每种加工工艺的价格,加工工艺用量是指加工件在加工过程中所使用的各种工艺的数量。
在计算加工工艺费用时,需要根据具体的加工工艺流程和加工工艺用量来确定加工工艺单价。
3. 人工费用。
人工费用是指机加工件在加工过程中所需要的人工成本。
机加工机加工报价计算

1.机加工方法报价表格(范例)一般件、小批量时的单个计价方法加工方法小类和基本参数参数1 参数2和单位价格钻孔单个孔L/d≤2.5d≤25 X*d元"L=孔深,d=孔径" 25≤d<60 X*d元L/d>2.5 d≤25 X*d元(*L/d/2.5)25≤d<60 X*d元(*L/d/2.5)孔径公差<0.1 对应基价的倍数 X倍孔距公差<0.1 对应基价的倍数 X倍单个孔加工的最低价格 X元附带攻丝钢件 X*d元d=螺纹直径铸铁件 X*d元L=螺纹长度铝件加不锈钢丝套费用 X*d元不加丝套费用 X*d元铜件 X*d元批量优惠批量>200个孔且<10000个孔对应基价的倍数 X倍批量>10000个孔对应基价的倍数 X倍车类加工光轴加工"L=轴长,d=轴径,D=毛坯轴径" 一般精度L/d≤10 X*D*L元 L/d>10 X*D*L元(*L/d/10)精度<0.05 L/d≤10 X*D*L元L/d>10 X*D*L元(*L/d/10)带锥度轴 L/d≤10 X*D*L元L/d>10 X*D*L元(*L/d/10)阶梯轴对应光轴基价的倍数 X倍一般精度的丝杠对应光轴基价的倍数 X倍法兰盘类零件d≤430 X*D元d=法兰外径,D=毛坯直径 d>430 X*D元圆螺母零件 X*D元d=圆螺母外径,D=毛坯直径六角螺母零件 X*D元d=六角螺母外径,D=毛坯直径轴套类零件(直径小于100径长比小于2)"d<100,d/L≤2" X*D元 d=轴套外径,L=轴套长度"d<100,d/L>2" X*D元(*d/L/2)修补轴承座(台)类零件 "t<2,d<40,B<25" X元"t=磨损量,d=轴承外径,B=轴承座宽度""t<2,d>40或B>25" X元(*d/40*B/25)需要上中心架的对应上述基价的倍数 X倍铣床加工一般键槽L=键槽长度,B=键槽宽度位置度公差7级以下的L/B≤10 X*B元 L/B>10 X*B元(*L/B/10)最低价 X元位置度公差7级和以上的对应上述基价的倍数 X倍硬度>HRC40的材料加工对应上述基价的倍数 X倍一般花键L/d≤5 X*d元L=键槽长度,d=轴径 L/d>5 X*d元(*L/d/5)最低价 X元一般齿轮类Z=齿数,m=模数一般圆柱直齿轮 X*Z*m元斜齿轮,伞齿轮,变位齿轮对应上述基价的倍数 X倍铣一般平面每mm2 X元铣沉孔每个 X*d元d=孔径最低价 X元刨床加工平面每mm2 X元t=刨削深度磨削加工一般精度内、外圆 t=磨削深度每mm2 X元一般精度平面 t=磨削深度每mm2 X元一般精度成形磨 t=磨削深度每mm2 X元高精度、小粗糙度对应上述基价的倍数 X倍线切割一般零件S=切断面积每mm2 X元慢走丝每mm2 X元要穿丝每个穿丝孔 X元电火花一般零件S=切断面积每mm2 X元每处最低价 X元电焊 L=焊接长度焊条成本(各种焊条不同:碳钢、不锈钢、铸铁、有色金属等用)每条 X元焊缝长度每mm价格(与材料和焊缝种类有关) X*L元气割一般板件S=切割面积每mm2 X元等离子切割一般碳钢每mm2 X元不锈钢每mm2 X元剪板机一般板件S=剪切面积一般碳钢t≤8每mm2 X元一般碳钢8<t<12 每mm2 X元t=板厚铝板t≤12每mm2 X元铜板t<12 每mm2 X元特别加急件与加班件特别加急件定义为:第一时间安排为某特定客户维修或制造紧急零件。
机加工价格计算公式(自动化公司)
机加工价格计算公式(自动化公司)标题:机加工价格计算公式(自动化公司)引言概述:机加工是一种常见的创造工艺,自动化公司在进行机加工时需要准确计算价格,以确保生产成本和利润的平衡。
本文将介绍机加工价格计算公式,匡助自动化公司更好地控制成本和提高效益。
一、材料成本计算1.1 材料种类:根据加工零件的材料种类选择合适的价格计算公式。
1.2 材料数量:根据加工零件所需材料的数量确定总材料成本。
1.3 材料价格:根据材料的市场价格和供应商的报价确定每种材料的价格。
二、人工成本计算2.1 人工工时:根据加工零件的复杂程度和加工工艺确定所需的人工工时。
2.2 人工费率:根据公司内部的人工费率标准确定每小时的人工费用。
2.3 加班费用:如果加工需要加班或者加工时间超出预期,需要计算加班费用。
三、设备成本计算3.1 设备折旧费用:根据设备的购买价格和使用寿命确定每小时的折旧费用。
3.2 设备维护费用:根据设备的维护成本确定每小时的维护费用。
3.3 设备能耗费用:根据设备的能耗情况确定每小时的能耗费用。
四、管理费用计算4.1 管理人员费用:根据管理人员的工资和管理成本确定管理费用。
4.2 办公费用:包括办公用品、水电费等办公成本。
4.3 其他费用:如税费、保险费等其他管理成本。
五、利润计算5.1 利润率:根据公司的利润率标准确定所需的利润率。
5.2 定价策略:根据市场竞争和产品定位确定最终的价格。
5.3 盈利分析:根据机加工价格计算公式计算成本和利润,进行盈利分析。
结论:通过以上五个部份的详细介绍,自动化公司可以根据机加工价格计算公式准确计算每一个零件的价格,控制成本,提高效益,实现良性循环发展。
希翼本文能为自动化公司的机加工业务提供一定的参考和匡助。
(定价策略)五金件及纸箱的价格计算方法

普通箱cm:(长+宽+5)x(宽+高+3)x2x单价x1.55÷10000 五金成本核算标准单价={材料费+[加工费*(1+税17%)]}*[1+损耗费(4%)+管销费(5%)+利润(10%)] 一。
材料费的计算:总用料重量*材料价格-(总用料重量-产品净重)*废料回收价格⑴单重的计算:①圆柱形: πr∧2 * 密度* 10∧-6②冲压片板材: 长*宽*厚*密度*10∧-6⑵冲压件留边料尺寸:冲压件厚度(T) 单边留料T≤0.5mm 1.2mm0.5mm<T≤1.5mm 1.5mmT>1.5mm 2.0mm⑶常用材料密度:材料名称密度g/cm3(t/m3)铁7.8钢7.85铝2.7紫铜8.9铅黄铜8.5猛铜8.5⑷常用材料价格:材料名称含税(17%)价格(元/Kg)单光铁¥6.2不锈钢¥18铝¥20紫铜¥76铅黄铜¥51猛铜¥85⑸废料回收价格:材料名称价格(元/Kg)废铁¥2.2不锈钢¥14.6紫铜¥44.0铅黄铜¥33.0二、冲制费:一个产品往往由多个工序构成,每个工序可能用不同吨位的压机,现将不同吨位啤机冲制一次的价格列如下:冲床吨位(T) 冲制费(元/次)16T ¥0.00625T ¥0.00835T ¥0.01045T ¥0.01260T ¥0.01580T ¥0.020110T ¥0.025160T ¥0.030200T ¥0.050200T(双轴) ¥0.060250T(双轴) ¥0.090连续模,以上的吨位的冲制费要少,例如250T(双轴)-- ¥0,050三、机加工费:加工机床种类每小时收费(RMB)传统机床(车,铣,平面磨,内外园磨等) ¥30快走丝线切割¥40CNC加工¥60慢走丝线切割(日立) ¥100塑胶成本核算标准单价(VAT/17%)=材料费+加工费+包装费+管理费+税一、材料费:1、塑胶原料:A、透明产品:(产品净重+50%水口+5%损耗)X原料价格(VAT/17%)。
机加工报价的大概计算方法
机加工报价的大概计算方法,材料成本是一定的主要区别就在每家公司不同的人工成本、运输成本、消耗成本以及税收这部分,那么这些部分机加工工厂大都通过什么样的方式计算的呢,以下小编整理了部分资料供参考,(计算方法因各地物价有出入)详细计算方法:1)首先你可以对关键或复杂零件要求对方提供初步的工艺安排,详细到每个工序,每个工序的耗时2)根据每个工序需要的设备每小时费用可以算出加工成本。
具体设备成本你也可以问供应商要,比如说,普通立加每小时在¥60~80之间(含税)铣床、普车等普通设备一般为¥30。
3)在按照比例加上包装运输、管理费用、工装刀具、利润就是价格了当然,价格一定程度上会和该零件的年采购量和难易程度有很大关系。
单件和批量会差很多价格,这也是很容易理解的。
粗略估算法:1)对于大件,体积较大,重量较重。
难度一般的:加工费用大概与整个零件原材料成本之比为1:1,这个比与采购量成反比;难度较大的:加工费用大概与整个零件原材料成本之比为~:1,这个比与采购量成反比;2)对于中小件难度一般的:加工费用大概与整个零件原材料成本之比为2~3:1,这个比与采购量成反比;难度较大的:加工费用大概与整个零件原材料成本之比为5~10:1,这个比与采购量成反比;由于机械加工存在很大的工艺灵活性,也就是一个零件可以有很多种工艺安排,那么成本当然是不一样的,但是供应商有时会报价时给你说一种复杂工艺提高价格,而实际生产时会采用其他简单工艺,所以采购员自身对图纸的阅读和对零件加工方面的知识的多少就决定你对成本的把握,所以机械零件采购需要比较全面的机械加工知识。
机加工费用构成,一般按照工时给的!如果你要加工一个工件,首先是对方的材料费用;然后是为了购买工件的一些差旅费用(一般没有);最主要的是你要加工的工件所需要的加工工时,一般车工10-20元/小时,钳工要少一点大概10-15/小时;其余不在例举;如果没有现成的工具(如刀具、模具),所购买的费用也是需要你承担一部分的或全部;最后加起来就是你要付的加工费用!材料费、机器折旧、人工费、管理费、税等基本的是要的。
五金件及纸箱的价格计算方法

普通箱cm:(长+宽+5)x(宽+高+3)x2x单价x1.55÷10000 五金成本核算标准单价={材料费+[加工费*(1+税17%)]}*[1+损耗费(4%)+管销费(5%)+利润(10%)] 一。
材料费的计算:总用料重量*材料价格-(总用料重量-产品净重)*废料回收价格⑴单重的计算:①圆柱形: πr∧2 * 密度* 10∧-6②冲压片板材: 长*宽*厚*密度*10∧-6⑵冲压件留边料尺寸:冲压件厚度(T) 单边留料T≤0.5mm1.2mm0.5mm<T≤1.5mm1.5mmT>1.5mm2.0mm⑶常用材料密度:材料名称密度g/cm3(t/m3)铁7.8钢7.85铝2.7紫铜8.9铅黄铜8.5猛铜8.5⑷常用材料价格:材料名称含税(17%)价格(元/Kg)单光铁¥6.2不锈钢¥18铝¥20紫铜¥76铅黄铜¥51猛铜¥85⑸废料回收价格:材料名称价格(元/Kg)废铁¥2.2不锈钢¥14.6紫铜¥44.0铅黄铜¥33.0二、冲制费:一个产品往往由多个工序构成,每个工序可能用不同吨位的压机,现将不同吨位啤机冲制一次的价格列如下:冲床吨位(T) 冲制费(元/次)16T ¥0.00625T ¥0.00835T ¥0.01045T ¥0.01260T ¥0.01580T ¥0.020110T ¥0.025160T ¥0.030200T ¥0.050200T(双轴) ¥0.060250T(双轴) ¥0.090连续模,以上的吨位的冲制费要少,例如250T(双轴)-- ¥0,050三、机加工费:加工机床种类每小时收费(RMB)传统机床(车,铣,平面磨,内外园磨等) ¥30快走丝线切割¥40CNC加工¥60慢走丝线切割(日立) ¥100塑胶成本核算标准单价(VAT/17%)=材料费+加工费+包装费+管理费+税一、材料费:1、塑胶原料:A、透明产品:(产品净重+50%水口+5%损耗)X原料价格(VAT/17%)。
机加工价格怎么报价?_机加工零件加工报价

机加工价格怎么报价?_机加工零件加工报价机加工零件加工报价,机加工价格成本主要是由材料成本和加工成本构成的,其中材料成本由零件毛坯的尺寸和材料的种类来确定的,加工成本则是由于设备费用和人工费用来进行决定的。
材料成本基本是固定的,加工成本主要区别就在加工公司不同的人工成本、运输成本、消耗成本以及税收这部分。
这里主要说的是加工成本这一块。
机加工价格怎么报价?详细计算方法:1、首先你可以对关键或复杂零件要求对方提供初步的工艺安排,详细到每个工序,每个工序的耗时2、根据每个工序需要的设备每小时费用可以算出加工成本。
具体设备成本你也可以问供应商要,比如说,普通立加每小时在¥60~80之间(含税)铣床、普车等普通设备一般为¥30。
3、在按照比例加上包装运输、管理费用、工装刀具、利润就是价格了当然,价格一定程度上会和该零件的年采购量和难易程度有很大关系。
单件和批量会差很多价格,这也是很容易理解的。
机加工零件加工报价粗略计算方法:1)对于大件,体积较大,重量较重。
难度一般的:加工费用大概与整个零件原材料成本之比为1:1,这个比与采购量成反比;难度较大的:加工费用大概与整个零件原材料成本之比为1.2~1.5:1,这个比与采购量成反比;2)对于中小件难度一般的:加工费用大概与整个零件原材料成本之比为2~3:1,这个比与采购量成反比;难度较大的:加工费用大概与整个零件原材料成本之比为5~10:1,这个比与采购量成反比;由于机械加工存在很大的工艺灵活性,也就是一个零件可以有很多种工艺安排,那么成本当然是不一样的,但是供应商有时会报价时给你说一种复杂工艺提高价格,而实际生产时会采用其他简单工艺,所以采购员自身对图纸的阅读和对零件加工方面的知识的多少就决定你对成本的把握,所以机械零件采购需要比较全面的机械加工知识。
机加工费用构成,一般按照工时给的!如果你要加工一个工件,首先是对方的材料费用;然后是为了购买工件的一些差旅费用(一般没有);最主要的是你要加工的工件所需要的加工工时,一般车工10-20元/小时,钳工要少一点大概10-15/小时;其余不在例举;如果没有现成的工具(如刀具、模具),所购买的费用也是需要你承担一部分的或全部;最后加起来就是你要付的加工费用!材料费、机器折旧、人工费、管理费、税等基本的是要的。
加工件价格详细计算方法
详细计算方法:1)首先你可以对关键或复杂零件要求对方提供初步的工艺安排,详细到每个工序,每个工序的耗时2)根据每个工序需要的设备每小时费用可以算出加工成本。
具体设备成本你也可以问供应商要,比如说,普通立加每小时在¥60~80之间(含税)铣床、普车等普通设备一般为¥30。
3)在按照比例加上包装运输、管理费用、工装刀具、利润就是价格了当然,价格一定程度上会和该零件的年采购量和难易程度有很大关系。
单件和批量会差很多价格,这也是很容易理解的。
粗略估算法:1)对于大件,体积较大,重量较重。
难度一般的:加工费用大概与整个零件原材料成本之比为1:1,这个比与采购量成反比;难度较大的:加工费用大概与整个零件原材料成本之比为1.2~1.5:1,这个比与采购量成反比;2)对于中小件难度一般的:加工费用大概与整个零件原材料成本之比为2~3:1,这个比与采购量成反比;难度较大的:加工费用大概与整个零件原材料成本之比为5~10:1,这个比与采购量成反比;由于机械加工存在很大的工艺灵活性,也就是一个零件可以有很多种工艺安排,那么成本当然是不一样的,但是供应商有时会报价时给你说一种复杂工艺提高价格,而实际生产时会采用其他简单工艺,所以采购员自身对图纸的阅读和对零件加工方面的知识的多少就决定你对成本的把握,所以机械零件采购需要比较全面的机械加工知识。
小心我发飙﹎五金群:6653539,江浙沪丶铸锻阀门泵类铸件机加工。
湖南老乡群:25655338西风微月版主Less is moreUID 1070363精华 5积分 45564帖子 20439福步币 0 块阅读权限 150注册 2009-7-12来自 寡人状态 在线 #4 使用道具 发表于 2011-4-17 13:29 资料 个人空间 个人短信 加为好友 只看该作者还有下面这段分析机加工费用构成,一般按照工时给的!如果你要加工一个工件,首先是对方的材料费用;然后是为了购买工件的一些差旅费用(一般没有); 最主要的是你要加工的工件所需要的加工工时,一般车工10-20元/小时,钳工要少一点大概10-15/小时;其余不在例举; 如果没有现成的工具(如刀具、模具),所购买的费用也是需要你承担一部分的或全部;最后加起来就是你要付的加工费用! ------------- 材料费、机器折旧、人工费、管理费、税 等基本的是要的。
五金件及纸箱的价格计算方法

五金件及纸箱的价格计算方法五金成本核算标准单价={材料费+[加工费*(1+税17%)]}*[1+损耗费(4%)+管销费(5%)+利润(10%)]一。
材料费的运算:总用料重量*材料价格-(总用料重量-产品净重)*废料回收价格⑴单重的运算:①圆柱形: πr∧2 * 密度* 10∧-6②冲压片板材: 长*宽*厚*密度*10∧-6⑵冲压件留边料尺寸:冲压件厚度(T) 单边留料T≤0.5mm 1.2mm0.5mm<T≤1.5mm 1.5mmT>1.5mm 2.0mm⑶常用材料密度:材料名称密度g/cm3(t/m3)铁7.8钢7.85铝2.7紫铜8.9铅黄铜8.5猛铜8.5⑷常用材料价格:材料名称含税(17%)价格(元/Kg)单光铁¥6.2不锈钢¥18铝¥20紫铜¥76铅黄铜¥51猛铜¥85⑸废料回收价格:材料名称价格(元/Kg)废铁¥2.2不锈钢¥14.6紫铜¥44.0铅黄铜¥33.0二、冲制费:一个产品往往由多个工序构成,每个工序可能用不同吨位的压机,现将不同吨位啤机冲制一次的价格列如下:冲床吨位(T) 冲制费(元/次)16T ¥0.00625T ¥0.00835T ¥0.01045T ¥0.01260T ¥0.01580T ¥0.020110T ¥0.025160T ¥0.030200T ¥0.050200T(双轴) ¥0.060250T(双轴) ¥0.090连续模,以上的吨位的冲制费要少,例如250T(双轴)-- ¥0,050 三、机加工费:加工机床种类每小时收费(RMB)传统机床(车,铣,平面磨,内外园磨等) ¥30快走丝线切割¥40CNC加工¥60慢走丝线切割(日立) ¥100塑料单位换算表纸箱价格:(长+宽+2)*(宽+高+1)*单价*2 /1000纸板价格:(长+1)*(宽+1)*单价/1000保力龙:长*宽*高*单价/648000胶袋价格:长*宽*厚度*0。
262*单价/1000玻璃价格:长*宽*单价/10000(正规)(长+1)*(宽+1)*单价/ 10000汽泡袋价格:长*宽*2*单价/10000收缩袋价格:长*宽*3。
机加工报价的大概计算方法

机加工报价的大概计算方法,材料成本是一定的主要区别就在每家公司不同的人工成本、运输成本、消耗成本以及税收这部分,那么这些部分机加工工厂大都通过什么样的方式计算的呢,以下小编整理了部分资料供参考,(计算方法因各地物价有出入)详细计算方法:1)首先你可以对关键或复杂零件要求对方提供初步的工艺安排,详细到每个工序,每个工序的耗时2)根据每个工序需要的设备每小时费用可以算出加工成本。
具体设备成本你也可以问供应商要,比如说,普通立加每小时在¥60~80之间(含税)铣床、普车等普通设备一般为¥30。
3)在按照比例加上包装运输、管理费用、工装刀具、利润就是价格了当然,价格一定程度上会和该零件的年采购量和难易程度有很大关系。
单件和批量会差很多价格,这也是很容易理解的。
粗略估算法:1)对于大件,体积较大,重量较重。
难度一般的:加工费用大概与整个零件原材料成本之比为1:1,这个比与采购量成反比;难度较大的:加工费用大概与整个零件原材料成本之比为1.2~1.5:1,这个比与采购量成反比;2)对于中小件难度一般的:加工费用大概与整个零件原材料成本之比为2~3:1,这个比与采购量成反比;难度较大的:加工费用大概与整个零件原材料成本之比为5~10:1,这个比与采购量成反比;由于机械加工存在很大的工艺灵活性,也就是一个零件可以有很多种工艺安排,那么成本当然是不一样的,但是供应商有时会报价时给你说一种复杂工艺提高价格,而实际生产时会采用其他简单工艺,所以采购员自身对图纸的阅读和对零件加工方面的知识的多少就决定你对成本的把握,所以机械零件采购需要比较全面的机械加工知识。
机加工费用构成,一般按照工时给的!如果你要加工一个工件,首先是对方的材料费用;然后是为了购买工件的一些差旅费用(一般没有);最主要的是你要加工的工件所需要的加工工时,一般车工10-20元/小时,钳工要少一点大概10-15/小时;其余不在例举;如果没有现成的工具(如刀具、模具),所购买的费用也是需要你承担一部分的或全部;最后加起来就是你要付的加工费用!材料费、机器折旧、人工费、管理费、税等基本的是要的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
200车床
300以上的车床 铣床 钻床 镗床 磨床 插床
牛头刨床 龙门刨、铣
滚园机 立车\50车床
摇臂钻
2,工序加工费
价格(元/小时)
60 20
30 22 15 35 35 15 25 30 60 60 20
T68镗床 加工中心 慢走丝线切割(日立)
火花机
表面处理电镀按 每KG25元计,喷 粉按每平35元计。
机加工件计价公式
1, 材料费=材料体积x材料密度x材料单价+批次不良率损耗(10%)
材料名称 价格
(元/Kg)含税
材料名称
密度g/cm3(t/m3)
单光铁
¥6.20
铁
7.8
不锈钢
¥18
钢
7.85
铝
¥20
铝
2.7
紫铜
¥76
紫铜
8.9
铅黄铜
¥51
铅黄铜
8.5
猛铜
¥85
猛铜
8.5
一个产品往往由多个 工序构成,每个工序
30 100 100 80
4,表面处理
序号 1 2 3 4 5 6 7 ---
费用名称
费用
材料费
工序加工费
表面处理
包装费 运输费 管理费用
利润
小计;
1到4项占总成本 的70%. 5到8 项占总成本30%
最后机加工件成品是以上7项之和。
备注