常用材料热处理及热处理代号
常用钢材热处理参数
常⽤钢材热处理参数热处理⼯艺规程B/Z61.012-95(⼯艺参数)⽬录1.主题内容与适⽤范围 (1)2.常⽤钢淬⽕、回⽕温度 (1)2.1要求综合性能的钢种 (1)2.2要求淬硬的钢种 (4)2.3要求渗碳的钢种 (6)2.4⼏点说明 (6)3.常⽤钢正⽕、回⽕及退⽕温度 (7)3.1要求综合性能的钢种 (7)3.2其它钢种 (8)3.3⼏点说明 (8)4.常⽤钢去应⼒温度 (10)5.各种热处理⼯序加热、冷却范围 (12)5.1淬⽕……………………………………………………………………………………………1 2 5.2 正⽕及退⽕ (14)5.3回⽕、时效及去应⼒ (15)5.4⼯艺规范的⼏点说明 (16)6.化学热处理⼯艺规范 (17)6.1氮化 (17)6.2渗碳 (20)7.锻模热处理⼯艺规范 (22)7.1锻模及胎模 (22)7.2切边模 (24)7.3锻模热处理注意事项 (25)8.有⾊⾦属热处理⼯艺规范 (26)8.1铝合⾦的热处理 (26)8.2铜及铜合⾦ (26)9.⼏种钢锻后防⽩点⼯艺规范 (27)9.1第Ⅰ组钢 (27)9.2第Ⅱ组钢 (28)热处理⼯艺规程(⼯艺参数)1.主题内容与适⽤范围本标准为“热处理⼯艺规程”(⼯艺参数),它主要以企业标准《⾦属材料技术条件》B/HJ-93年版所涉及的⾦属材料和技术要求为依据(不包括⾼温合⾦),并收集了我公司⽣产常⽤的⼯具、模具及⼯艺装备⽤的⾦属材料。
本标准适⽤于汽轮机、燃⽓轮机产品零件的热处理⽣产。
2.常⽤钢淬⽕、回⽕温度2.1 要求综合性能的钢种:表1技术要求材料牌号强度σs硬度HB(d10)淬⽕温度(℃)冷却介质有效⾯积(mm)淬⽕后硬度(d10)回⽕温度(℃)回⽕后硬度(d10)45 440197~229(4.30~4.00)820~840 ⽔≤80 540~560 4.00~4.20≤35 2.7~3.0 580~60036~70 3.1~3.4 570~580390192~223(4.35~4.05)71~160 3.4~3.6 560~5704.00~4.10≤35 2.7~3.0 570~58036~70 3.1~3.4 560~570490217~255(4.10~3.80)71~120 3.4~3.6 550~5603.80~3.90油≤40 2.7~3.0 560~570590241~277(3.90~3.65)⽔油 41~60 2.5~3.0 590~620 3.65~3.80油≤30 2.7~3.0 550~56040CrA685269~302(3.50~3.70)840~860⽔油31~40 2.6~3.0 570~6003.50~3.60≤40 3.0~3.2 590~61041~70 3.25~3.4 570~590490217~255(3.80~4.10)71~120 3.45~3.6 550~5703.80~4.00油≤40 3.0~3.2 560~58035CrMoA241~277(3.90~3.65)850~870⽔油41~70 2.6~3.0 580~610 3.65~3.80*40CrNiMoA 690255~293(3.80~3.55)840~860 油≤80 2.7~3.1 580~600 3.65~3.80 590241~277(3.90~3.65)≤300 670~690*30Cr1Mo1V690255~285(3.80~3.57)950~970 油≤250 660~680690255~293(3.80~3.55)1030~1050油≤190 700~72020Cr1Mo1VTiB*732.6~3.0 640~660油≤1003.1~3.4 630~6402.6~3.0 650~670590241~277 (3.90~3.65)⽔油101~1603.1~3.2 630~650 3.65~3.902.6~3.0 630~650油 ≤503.1~3.3 610~630277~302 (3.65~3.50)⽔油51~1003.0~3.2 620~6403.50~3.65油 ≤40 2.7~3.2 610~6302.6~3.0 630~65038CrMoAlA785293~321 (3.55~3.40) 930~950⽔油41~603.1~3.2 610~6303.40~3.50油 ≤30 3.6~3.8 550~60015CrMoA 490207~241 (4.20~3.90)900~920⽔ 31~70 3.4~3.8 570~620 3.90~4.10≤60 2.8~3.1 660~680590241~277(3.90~3.65) 61~200 3.2~3.45 660~6703.60~3.90≤60 2.8~3.1 660~67025Cr2MoV A735269~302 (3.70~3.50) 920~940 油61~150 3.2~3.3 650~6703.55~3.652.8~3.0 640~660690241~282 (3.90~3.62) ≤350 3.1~3.3 620~640 3.65~3.9255~284(3.80~3.58) ≤300 3.1~3.3 600~620 3.6~3.752.8~3.0 600~62034CrNi3Mo 785271~298 (3.65~3.52) 870~890 油≤250 3.1~3.3 580~600 3.55~3.65*15MnMoVN 490≥217(≤4.1) 960~980 油 ≤105 600~6201Cr12Mo 550229~255(4.0~3.8) 960~980油≤100 670~690 3.80~3.953.0~3.25 710~730355187~229 (4.4~4.0)3.3~3.5 690~7104.10~4.303.0~3.25 680~7001Cr13①440197~229 (4.3~4.0) 1030~1050油≤1003.3~3.5 650~6804.0~4.201Cr12① 440197~229(4.30~4.00) 1030~1050油 ≤100 3.0~3.30 680~710 4.00~4.20 187~2072.8~3.2 720~7402.8~3.0 700~720490217~248 (4.10~3.85) ≤80 3.1~3.2 670~700 3.90~4.102.8~3.0 660~6802Cr13①590235~269 (3.95~3.70) 980~1000油②≤603.1~3.2 650~6603.80~3.90235~269 (3.95~3.70) 空 ≤40 2.6~3.0 650~670590269~302 (3.70~3.50)油 41~1302.6~3.2 640~6603.70~3.90空 ≤40 2.6~3.0 590~610690286~321 (3.60~3.40) 油 41~100 2.6~3.2 580~590 3.50~3.60 3Cr13980~10202.8~3.0 710~730390192~241 (3.90~4.35) ≤100 3.1~3.3 690~7103.90~4.302.8~3.0 700~720490217~248(4.10~3.85) ≤100 3.1~3.3 680~700 3.90~4.052.8~3.0 670~6901Cr11MoV590235~269 (3.95~3.70) 1000~1030油 ≤60 3.1~3.3 660~680 3.80~3.90 590235~269(3.95~3.70) ≤150 3.0~3.4 680~700 3.90~3.70690269~302(3.70~3.50) ≤100 3.0~3.4 660~680 3.55~3.651Cr12W1MoV*735286~331(3.6~3.3) 1000~1050油 3.0~3.2 660~6702Cr12NiMo1W1V760293~331(3.55~3.35) 970~990 油 ≤200 660~680 3.55~3.45≤60 2.8~3.1 670~690590241~277 (3.70~3.50) 61~250 3.2~3.45 670~6803.60~3.80≤60 2.8~3.1 670~68030Cr2MoV735269~302(3.70~3.50) 940~960 油61~150 3.2~3.3 660~6803.55~3.65205≤187 ~1Cr18Ni9Ti 225(≥5.4) 1080~1100⽔ 5.0~5.1 800~820 4.75~4.85≤1871Cr18Ni9Ti 0Cr19Ni9205≥5.41050~1100⽔ ~ZG1Cr13 390187~217(4.40~4.10)1020~1040油梅花试棒~70700~720ZG2Cr13 440197~227(4.30~4.00) 980~1000空叶⽚本体 2.8~2.9 730~740 4.00~4.10ZG1Cr11MoV 490197~227(4.30~4.00 1020~1040油梅花试棒~70 700~720ZG1Cr12W1MoV490197~227(4.30~4.001020~1040油梅花试棒~70700~720精铸叶⽚ZG0Cr19Ni9190 1050~1100⽔ ~ ~注:①采⽤⽇本材料时,淬⽕温度为960~980℃,回⽕温度允许⽐表中温度⾼10~30℃。
(完整)热处理工艺守则
一、热处理代号和材料标注方法(一)热处理代号1. 适用于结构钢和铸件代号:0—自然状态1—正火(或正火+回火)2—退火3—精锻+回火(如精锻或精辊叶片在精锻后只需高温回火)4—淬硬5—调质6—化学热处理(渗碳或氮化)7—除应力(包括活塞环定型处理)9—表面淬火或局部淬火2.适用铸造有色金属和奥氏体钢的代号:0—原始状态1—再结晶退火T—除应力退火T1-人工时效T4—淬火(固溶处理)T5—淬火和不完全时效T6-淬火和完全时效(固溶处理和完全时效到最高硬度)3.压力加工有色金属代号:0—原始状态M—退火C-淬火CZ—淬火和自然时效CS-淬火和人工时效(二)材料的标注方法:1.零件的材料或毛坯(包括铸锻件)如不作任何处理,也不作机械性能检查,则只标材料牌号(其热处理代号“0”在图纸上不标注)如:A3,20,35,ZQSn6—6-3。
2.零件的材料或毛坯在热处理后,不作硬度及机械性能检查者则只标注材料牌号和热处理代号:如:45-1,若有几种热处理,可用热处理代号按工艺路线顺序逐项填写:如:15CrMoA-1+7。
3.有些材料的技术条件,有几种检查组别,但强度等级只有一种或可按材料截面尺寸来决定强度等级,只注明材料牌号,热处理代号和检查组别:如:45—5(Ⅱ) 35CrMoA—5(Ⅱ)4.有些材料的技术条件,有几种组别,在同一热处理状态中有不同的强度等级,则注明材料牌号、热处理代号强度等级和检查组别,不需要规定检查组别时,检查组别可省略。
25Cr2MoVA-5 25Cr2MoVA-5如:735—Ⅲ 7355。
有些零件或者是比较重要或者是技术要求比较复杂,用上述标注方法不能说明全部要求者,则应注明标准号,在同一热处理状态中有不同的强度级别时,还应注明强度级别。
35CrMoA-5 35CrMoA-5如:Q/CCF M 3003-2003 590×Q/CCF M 3003—20036。
大锻件如叶轮、铸造轴、整体转子等的材料标注方法钢号锻件级别×标准编号7。
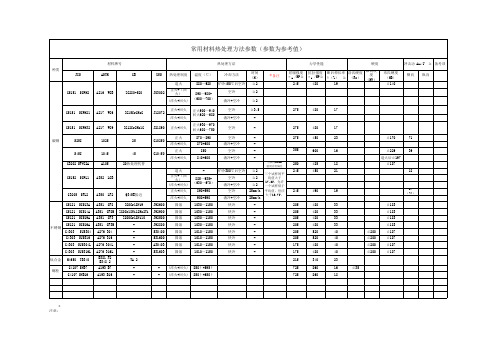
常用钢材热处理参数表
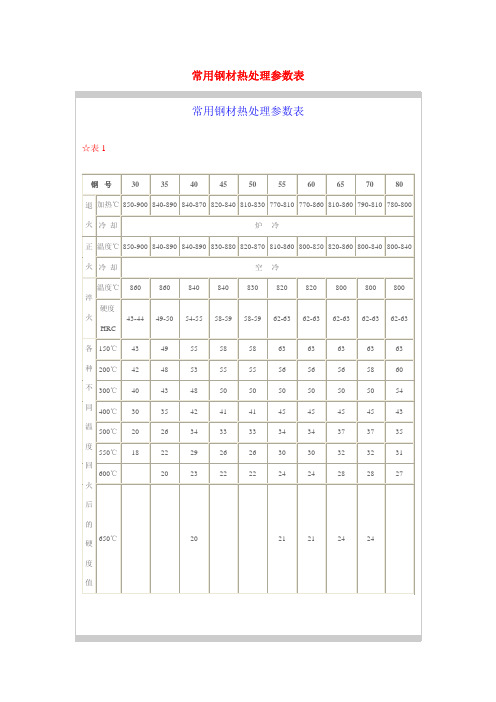
火 等温℃
炉冷
710
炉冷
正 温度℃ 火 冷却
900-950 900-950
900-950 870-880
空冷
930-950
温度℃ 980
880
840 820
淬
硬度
火
61-64 58-60 >62
65
HRC
840
860 800
800 840
53-58 62-66 62 62-64 62-65
150℃ 63
810-870 800-870 780-800 炉冷
850-870
正 温度℃ 820-860 820-860 830-860 850-880
火 冷却
空冷
温度℃ 淬
硬度 火
HRC
810 57-64
810 57-64
870 >60
860 56-62
880 54-56
880 950 1050 1130 58-60 60-62 62-63 42-45
各 150℃ 61
61
61
56
54
59
60
63
42
种 200℃ 58
58
60
55
52
58
59
62
42
不 300℃ 54
54
56
51
48
53
58
59
43
同 400℃ 47
47
51
49
42
48
57
57
44
温 500℃
39
39
43
45
39
42
54
55
48
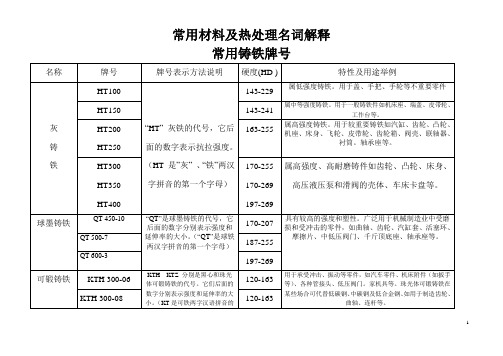
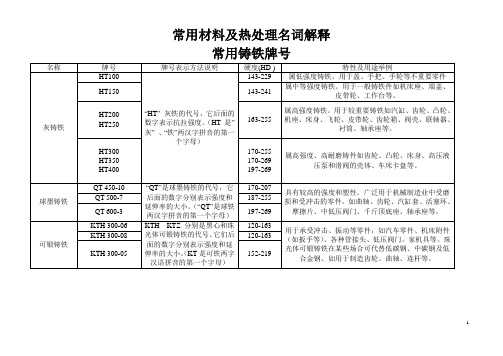
常用材料及热处理名词解释
曲轴、摇杆、拉杆、键、销、螺栓、转轴齿轮、齿条、链轮、凸轮、轧辊、曲柄轴齿轮、轴、联轴器、衬套、活塞销、链轮活塞杆、齿轮、不重要的弹簧
齿轮、连杆、扁弹簧、轧辊、偏心轮、轮圈、轮缘
叶片、弹簧
1.数字表示钢中平均含碳量的万分数,例如45表示平均含碳量为0.45%
2.序号表示抗拉强度、硬度依次增加,延伸率依次降低
30Mn
40Mn
50Mn
60Mn
螺栓、杠杆、制动板
用于承受疲劳载荷零件:轴、曲轴、万向联轴器
用于高负荷下耐磨的热处理零件:齿轮、凸轮、摩擦片弹簧、发条
含锰量0.7%~1.2%的优质碳素钢
合金结构钢
铬钢
15Cr
20Cr
30Cr
40Cr
45Cr
渗碳齿轮、凸轮、活塞销、离合器较重要的渗碳件
常用材料及热处理名词解释
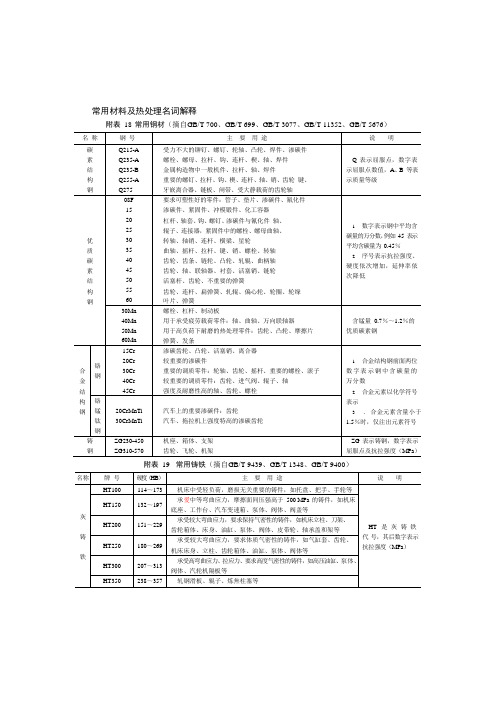
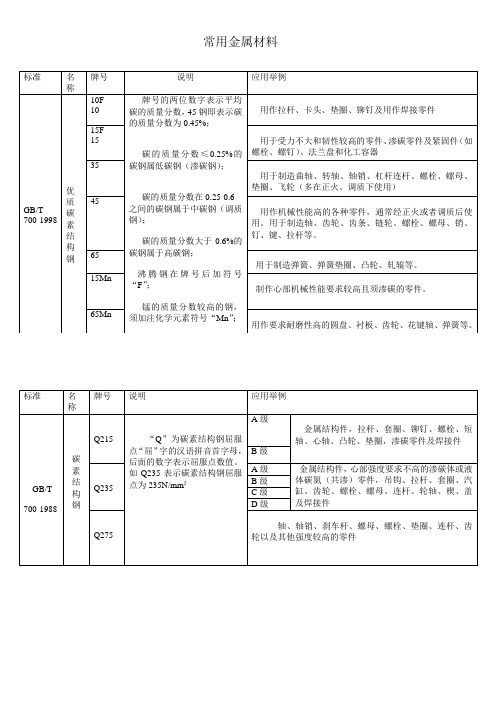
附表18常用钢材(摘自GB/T 700、GB/T 699、GB/T 3077、GB/T 11352、GB/T 5676)
名称
钢号
主要用途
说明
碳素结构钢
Q215-A Q235-A Q235-B Q255-A Q275
受力不大的铆钉、螺钉、轮轴、凸轮、焊件、渗碳件螺栓、螺母、拉杆、钩、连杆、楔、轴、焊件
汽车、拖拉机上强度特高的渗碳齿轮
铸
钢
ZG230-450
ZG310-570
机座、箱体、支架
齿轮、飞轮、机架
ZG表示铸钢,数字表示
屈服点及抗拉强度(MPa)
附表19常用铸铁(摘自GB/T 9439、GB/T 1348、GB/T 9400)
常用金属材料热处理方法

GB/T 1220 ASTM A564
淬火+回火 淬火+回火
固溶 固溶 固溶 固溶 淬火+回火 淬火+回火
淬火+回火 淬火+回火 淬火+回火
固溶 固溶 淬火+回火 淬火+回火 正火+回火
空冷 空冷
1.硬度HB167~HB229; 2.要符合NACE要求,需进行二次回火; 3.调质处理(淬火+回火,硬度HB240~HB270)。
固溶
1040℃~1100℃
水冷 硬度≤HB237
固溶 固溶 固溶 固溶+稳定化处理
淬火+回火
淬火+回火
1040℃~1080℃
1040℃~1080℃
111180℃~1210℃
1150℃~1180℃
910℃~930℃
1150℃~1180℃水冷到 940℃~990℃保温再水冷
1180℃~1210℃
680℃±10℃
淬火850℃~880℃ 回火700℃±15℃ 1120℃~1150℃炉冷到 1020℃,然后水冷 1120℃~1150℃炉冷到 1050℃,然后水冷
LC1
ASTM A182
ASTM A182 ASTM A182 ASTM A182 ASTM A182 ASTM A182 ASTM A350 ASTM A350 ASTM A351 ASTM A352 ASTM A352
常用金属材料热处理方法
热处理方式 正火 正火
固溶+沉淀硬化
常用材料热处理
种类 JIS
材料牌号
ASTM
GB
G5151 SCPH2 A216 WCB
ZG280-520
热处理方法
UNS 热处理制度 温度(℃)
冷却方法
J03002
退火 正火+(回
火)
(淬火+回火)
880~920 炉冷450℃后空冷
890~980+ (600~700)
空冷 液冷+空冷
G10250
淬火+回火
870+600
液冷+空冷
-
275
450
S45C
1045
正火
850
空冷
-
45
G10450
淬火+回火
840+600
液冷+空冷
-
355
600
G3202 SFVC2A
A105
20热处理代替
方法同SCPH2 温度存有偏差
250
485
G5152 SCPL1 A352 LCB
G3205 SFL2 A350 LF2
TA 2
175
480
215
340
G4107 SNB7
A193 B7
-
螺栓
G4107 SNB16 A193 B16
-
- (淬火+回火) 850↑+595↑ - (淬火+回火) 850↑+650↑
725
860
725
860
17
17
23
≦170
71
16
≦229
39
退火后≦197
常用材料及热处理名词解释
不经热处理可用于中等载荷的零件,如拉杆、轴、套筒、钩子等。经调质处理后适用于强度及韧性要求较高的零件如传动轴等。
普通含锰钢
15
用于强度要求较高的零件。通常在调质或正火后使用。用于制造齿轮,机床主轴,花键轴,联轴器等。由于它淬透性差,因此截面大的零件很少采用。
60
这是一种强度和弹性相当高的钢。用于制造连杆,轧辊。弹簧、轴等。
硬度测定是为了检验材料经热处理后的机械性能—硬度
用于经退火、正火、调质的零件及铸件的硬度检查。
HRC洛氏硬度
用于经淬火、回火及表面化学热处理的零件的硬度检查。
HV维氏硬度
特别适用于薄层硬化零件的硬度检查。
HT200
HT250
163-255
属高强度铸铁。用于较重要铸铁如汽缸、齿轮、凸轮、机座、床身、飞轮、皮带轮、齿轮箱、阀壳、联轴器、衬筒。轴承座等。
HT300
HT350
HT400
170-255
170-269
197-269
属高强度、高耐磨铸件如齿轮、凸轮、床身、高压液压泵和滑阀的壳体、车床卡盘等。
球墨铸铁
冰冷处理
冰冷处理
将淬火钢继续冷却至室温以下的处理方法
进一步提高硬度,耐磨性并使其尺寸趋于稳定
用于滚动轴承的钢球、量规等。
发蓝发黑
发蓝发黑
氧化处理。用加热方法使一件表面形成一层氧化铁所组成的保护必薄膜。
防腐蚀,美观
用于一般常见的紧固件
硬度
HB布氏硬度
材料抵抗硬的物体压入零件表面的能力称”硬度”。根据测定方法不同,可以分布氏硬度,洛氏硬度、维氏硬度等。
A6
A7
延伸率低,拉拉强度高,耐磨性好,焊接性不够好。用于制造不重要的轴、键。弹簧等。
常用材料及热处理名词解释及钢临界点(全)
常用材料及热处理名词解释常用铸铁牌号常用钢材牌号热处理名词解释钢的临界点(1)Ac1 钢加热时,开始形成奥氏体的温度。
(2)Ac3 亚共析钢加热时,所有铁素体都转变为奥氏体的温度。
(3)Ac4 低碳亚共析钢加热时,奥氏体开始转变为δ相的温度。
(4)Accm 过共析钢加热时,所有渗碳体和碳化物完全溶入奥氏体的温度。
(5)Arl 钢高温奥氏体化后冷却时,奥氏体分解为铁素体和珠光体的温度。
(6)Ar3 亚共析钢高温奥氏体化后冷却时,铁素体开始析出的温度。
(7)Ar4 钢在高温形成的δ相在冷却时,开始转变为奥氏体的温度。
(8)Arcm 过共析钢高温完全奥氏体化后冷却时,渗碳体或碳化物开始析出的温度。
(9)A1 也写做Ae1,是在平衡状态下,奥氏体、铁素体、渗碳体或碳化物共存的温度,也就是一般所说的下临界点。
(10)A3 也写做Ae3,是亚共析钢在平衡状态下,奥氏体和铁素体共存的最高温度,也就是说亚共析钢的上临界点。
(11)A4 也写做Ae4,是在平衡状态下,δ相和奥氏体共存的最低温度。
(12)Acm 也写做Aecm,是过共析钢在平衡状态下,奥氏体和渗碳体或碳化物共存的最高温度,也就是过共析钢的上临界点。
(13)Mb 马氏体爆发形成温度,以Mb表示(Mb≤MS)。
当奥氏体过冷至MS点以下时,瞬间爆发式形成大量马氏体,并伴有响声,同时释放相变潜热,使温度回升。
(14)Md 马氏体机械强化稳定化临界温度。
(15)MF 马氏体相变强化临界温度。
(16)Mf 有的文献以Mf表示奥氏体转变为马氏体的终了温度。
(17)MG 奥氏体发生热稳定化的一个临界温度。
(18)MS 钢奥氏体化后冷却时,其中奥氏体开始转变为马氏体的温度,符号中的“S”是“始”字汉语拼音第一个字母,也就是俄文书籍中的MH和英文书籍中的MS。
(19)MZ 奥氏体转变为马氏体的终了温度,符号中的“Z”是“终”字的汉语拼音第一个字母,也就是俄文书籍中的MK和英文书籍中的Mf。
常用金属材料热处理汇总表

常用金属材料热处理汇总表该文档旨在汇总常用金属材料的热处理方法和工业应用。
通过对这些金属材料的不同热处理方法的了解,可以更好地选择适合特定应用的材料和处理方法,以满足项目的需求。
金属材料热处理简介热处理是通过加热和冷却金属材料来改变其结构和性能的过程。
热处理通常包括四个基本步骤:加热、保温、冷却和回火。
根据对金属材料进行的热处理方式的不同,可以改变其硬度、强度、韧性、耐腐蚀性和其他物理和机械性能。
常用金属材料的热处理方法1. 钢普通碳素钢•正火:将钢加热至临界温度,保温一段时间然后迅速冷却。
•淬火:将钢加热至临界温度,迅速冷却,使其变硬。
•马氏体淬火:将钢加热至临界温度,迅速冷却到贝氏体转变温度以下,再回火处理。
•淬火回火:先淬火再回火,以降低硬度,提高韧性。
不锈钢•固溶处理:加热钢至固溶温度,保温一段时间然后迅速冷却。
•奥氏体化处理:将不锈钢加热至临界温度,保温一段时间后迅速冷却。
•全淬火:将不锈钢加热至临界温度,迅速冷却到室温。
•弥勒体化处理:将不锈钢加热至适当温度,保温一段时间后迅速冷却。
2. 铝合金固溶处理•固溶退火:将铝合金加热至固溶温度,保温一段时间后冷却,以解决硬化问题。
•固溶加时效:固溶处理后,再进行时效处理,以进一步提高强度。
热变形处理•热轧:将铝合金加热至塑性变形区,然后进行压力塑性变形。
•挤压:将铝合金加热至挤压温度,然后通过模具挤出。
3. 铜和铜合金固溶处理•固溶退火:将铜合金加热至固溶温度,然后迅速冷却,以解决冷变脆问题。
冷变形处理•冷轧:将铜合金加热至退火温度以下后进行塑性变形。
热变形处理•热轧:将铜合金加热至塑性变形区,然后进行压力塑性变形。
4. 镍合金固溶处理•固溶退火:将镍合金加热至固溶温度,保温一段时间后冷却,以解决冷变脆问题。
冷变形处理•冷轧:将镍合金加热至退火温度以下后进行塑性变形。
热变形处理•热轧:将镍合金加热至塑性变形区,然后进行压力塑性变形。
金属材料热处理的工业应用1. 汽车制造业在汽车制造业中,常用的金属材料如钢、铝合金和铜合金等都可通过热处理来提高强度和耐腐蚀性。
常用金属材料及表面处理

00Cr17Ni14Mo2
SUS316L
316L
常用不锈钢
17-4PH不锈钢
17-4PH 即为美国ASTM 630 俗称: 马氏体沉淀硬化不锈钢 PH: precipitation-hardening 沉淀硬化
热处理工艺:固溶 + 时效
马氏体沉淀硬化不锈钢固溶处理的硬度在30HRC左右,进行机加没有问题,机加成型后 进行最终的时效处理提高硬度在40HRC左右。建议时效在真空炉进行时效处理,表面有 浅黄色的氧化色可以使用。
常用不锈钢
不锈钢也会生锈 案例
常用不锈钢
300系列不锈钢
中国 1Cr17Ni7 日本 SUS301 美国 301
1Cr18Ni9
Y1Cr18Ni9 0Cr18Ni9 00Cr19Ni10 0Cr17Ni12Mo2
SUS302
SUS303 SUS304 SUS304L SUS316
302
303 304 304L 316
纯铝表示al含量百分小数点后的最低含量铝合金表示编号铝及其合金?铝和铝合金热处理状态代号及名称名称代名称代号号f加工状态t5人工时效不固溶处理在f状态下人工o退火状态t6时效适于铸件及型材h冷加工状态t7固溶处理后人工时效h1半冷加工状态t8固溶处理后在高温下人工时效4固溶处理后在自然时效状t9固溶处理后冷加工再人工时效w态中t10固溶处理后人工时效再冷加工t固溶处理后时效t41热加工冷却后人工时效再时行冷加工t2退火状态用于铸件t42固溶处理后沸水淬火t3固溶处理后冷加工再自然t62固溶处理后自然淬火t4时效时稳定状态固溶处理后高温时效固溶处理后自然时效铝及其合金?铝材加工及应用铝材类型主要用途1不受力装饰铝件铝牌装饰条常用105010601080状态避免使用11002高强度结构件航空航天常用202420112017最高可含铜10不建议阳极氧化但化学氧化有需求3性能类似纯铝延展好用于包装易拉罐常用30033004不合适超过5um的阳极氧化一般用胶印4最高含硅12焊接性好热膨胀小耐磨用于活塞和焊条常用400440434032阳极氧化一般不选用5最高含镁15用于要求强度的各种铝件包括外壳装饰用505250055083505052525657非常适合阳极氧化6各种工业铝型材和建筑型材常用646360636061适合阳极氧化7高强度铝用于航空航天常用7075707270057050硬质氧化选用但普通氧化不选用铸铝铝硅系最常用高强度铸件选用铝硅铜系常用zl101zl204ac4dadc1adc6adc10adc12a380a360阳极选用铝镁系铸铝adc6zl301ac7b铝及其合金?铝材加工及应用铜与铜合金铜与铜合金元素符号cucuprum认识铜原子量6354比重892gcm3熔点1083纯铜呈浅玫瑰色或淡红色合金类合金成分特性牌号举例红铜copper纯铜合金导体t1tu1黄铜brass铜锌合金易加工h65hni655青铜bronze铜锡合金
各种材料热处理硬度

常用金属材料热处理硬度常用金属材料热处理规范┏━━━┳━━━━┳━━━━━━━━━━━━━━━━━┳━━━━━┓┃┃临界点┃热处理规范┃硬度┃┃钢号┃┣━━━━┳━━━━━━━┳━━━━┫┃┃┃(℃)┃工序名称┃加热温度(℃)┃冷却方式┃HB HRC ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃Ac1 735 ┃正火┃ 880- 930 ┃空冷┃HB≤156┃┃20┃Ac3 855 ┃渗碳┃ 920- 950 ┃┃┃┃┃Ar3 835 ┃渗碳淬火┃ 860- 880 ┃水或油冷┃HRC>56 ┃┃┃Ar1 680 ┃高温回火┃ 650- 680 ┃空冷┃芯部HB150 ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃Ac1 724 ┃正火┃ 850- 890 ┃空冷┃HB≤185┃┃35┃Ac3 802 ┃退火┃ 840- 890 ┃炉冷┃┃┃┃Ar3 774 ┃高温回火┃ 650- 680 ┃空冷┃┃┃┃Ar1 680 ┃淬火┃ 850- 890 ┃水冷┃HRC≥47┃┃┃┃回火┃ 500- 540 ┃空冷┃HB241-286 ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃Ac1 724 ┃退火┃ 820- 840 ┃炉冷┃HB≤207┃┃45┃Ac3 780 ┃正火┃ 830- 870 ┃空冷┃HB≤229┃┃┃Ar3 751 ┃高温回火┃ 650- 680 ┃空冷┃┃┃┃Ar1 682 ┃淬火┃ 820- 860 ┃水冷┃HRC50-60 ┃┃┃┃回火┃ 520- 560 ┃空冷┃HB228-286 ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃Ac1 735 ┃正火┃ 900- 930 ┃空冷┃HB≤179┃┃┃Ac3 854 ┃高温回火┃ 659- 680 ┃空冷┃┃┃20Mn ┃Ar3 835 ┃┃┃┃┃┃┃Ar1 682 ┃┃┃┃┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃AC1 734 ┃退火┃ 830- 880 ┃炉冷┃┃┃35Mn ┃AC3 812 ┃正火┃ 850- 880 ┃空冷┃HB≤187┃┃┃Ar3 796 ┃高温回火┃ 650- 680 ┃空冷┃┃┃┃Ar1 675 ┃淬火┃ 850- 880 ┃水或油冷┃HRC50-55 ┃┃┃┃回火┃ 400- 500 ┃空冷┃HB302-332 ┃┗━━━┻━━━━┻━━━━┻━━━━━━━┻━━━━┻━━━━━┛┏━━━┳━━━━┳━━━━━━━━━━━━━━━━━┳━━━━━┓┃┃临界点┃热处理规范┃硬度┃┃钢号┃┣━━━━┳━━━━━━━┳━━━━┫┃┃┃(℃)┃工序名称┃加热温度(℃)┃冷却方式┃HB HRC ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃Ac1 726 ┃退火┃ 820- 850 ┃炉冷┃HB≤217┃┃45Mn ┃Ac3 790 ┃正火┃ 830- 860 ┃空冷┃┃┃┃Ar3 768 ┃高温回火┃ 650- 680 ┃空冷┃┃┃┃Ar1 689 ┃淬火┃ 810- 840 ┃水或油冷┃HRC54-60 ┃┃┃┃回火┃根据需要回火┃水或空冷┃┃┗━━━┻━━━━┻━━━━┻━━━━━━━┻━━━━┻━━━━━┛常用金属材料热处理规范┏━━━┳━━━━┳━━━━━━━━━━━━━━━━━┳━━━━━┓┃┃临界点┃热处理规范┃硬度┃┃钢号┃┣━━━━┳━━━━━━━┳━━━━┫┃┃┃(℃)┃工序名称┃加热温度(℃)┃冷却方式┃HB HRC ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃Ac1 725 ┃退火┃ 840- 870 ┃炉冷┃HB≤187┃┃20Mn2 ┃Ac3 844 ┃正火┃ 870- 900 ┃空冷┃┃┃┃┃高温回火┃ 650- 680 ┃空冷┃┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃35SiMn┃Ac1 750 ┃退火┃ 850- 870 ┃炉冷┃HB≤229┃┃┃Ac3 830 ┃正火┃ 880- 920 ┃空冷┃┃┃┃Ar3 --- ┃高温回火┃ 650- 680 ┃空冷┃┃┃┃Ar1 645 ┃淬火┃ 880- 900 ┃油冷┃HRC≥┃┃┃┃回火┃ 580- 600 ┃油冷┃HB235-277 ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃42Mn2V┃Ac1 725 ┃正火┃ 860- 900 ┃空冷┃┃┃┃Ac3 770 ┃高温回火┃ 640- 680 ┃空冷┃HB≤217┃┃┃┃淬火┃ 850- 870 ┃水冷┃HRC56-58 ┃┃┃┃回火┃ 530- 670 ┃空冷┃HB362-375 ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃Ac1 765 ┃退火┃ 850- 870 ┃炉冷┃HB≤187┃┃30CrMn┃Ac3 838 ┃正火┃ 870- 890 ┃空冷┃┃┃┃Ar3 798 ┃高温回火┃ 650- 680 ┃空冷┃┃┃┃Ar1 700 ┃淬火┃ 850- 880 ┃油或水冷┃HRC≈45┃┃┃┃回火┃ 560- 580 ┃空冷┃HB223-269 ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃AC1 760 ┃退火┃ 840- 860 ┃炉冷550℃后空冷┃┃30CrMn┃AC3 830 ┃正火┃ 860- 880 ┃空冷┃HB≤217┃┃Si ┃Ar3 705 ┃高温回火┃ 630- 710 ┃空冷┃┃┃(35) ┃Ar1 670 ┃淬火┃ 860- 900 ┃油冷┃┃┃┃┃回火┃ 590- 610 ┃油或水冷┃HB269-302 ┃┗━━━┻━━━━┻━━━━┻━━━━━━━┻━━━━┻━━━━━┛┃┃临界点┃热处理规范┃硬度┃┃钢号┃┣━━━━┳━━━━━━━┳━━━━┫┃┃┃(℃)┃工序名称┃加热温度(℃)┃冷却方式┃HB HRC ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃Ac1 740 ┃正火┃ 950- 970 ┃空冷┃HB156-207 ┃┃20CrMn┃Ac3 825 ┃渗碳淬火┃ 930- 950/850┃油冷┃HRC58-63 ┃┃Ti ┃Ar3 730 ┃┃┃┃芯部┃┃┃Ar1 650 ┃┃┃┃HRC30-45 ┃┃┃┃┃┃┃┃┗━━━┻━━━━┻━━━━┻━━━━━━━┻━━━━┻━━━━━┛┏━━━┳━━━━┳━━━━━━━━━━━━━━━━━┳━━━━━┓┃┃临界点┃热处理规范┃硬度┃┃钢号┃┣━━━━┳━━━━━━━┳━━━━┫┃┃┃(℃)┃工序名称┃加热温度(℃)┃冷却方式┃HB HRC ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃Ac1 766 ┃退火┃ 860- 890 ┃炉冷┃HB≤179┃┃20Cr ┃Ac3 838 ┃正火┃ 870- 900 ┃空冷┃┃┃┃Ar3 799 ┃渗碳淬火┃ 920- 950/850┃水或油冷┃HRC58-63 ┃┃┃Ar1 702 ┃高温回火┃ 650- 680 ┃空冷┃芯部HB≤300┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃Ac1 743 ┃退火┃ 825- 845 ┃炉冷┃HB≤207┃┃40Cr ┃Ac3 782 ┃正火┃ 850- 880 ┃空冷┃HB156-207 ┃┃┃Ar3 730 ┃高温回火┃ 650- 680 ┃空冷┃┃┃┃Ar1 693 ┃淬火┃ 830- 860 ┃油冷┃HRC52-60 ┃┃┃┃回火┃ 540- 580 ┃油或水冷┃HB269-302 ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃Ac1 735 ┃退火┃ 840- 850 ┃炉冷┃HB≤241┃┃40CrMn┃Ac3 780 ┃正火┃ 850- 880 ┃空冷┃HB≤321┃┃Mo ┃Ar3 - ┃高温回火┃ 660- 680 ┃空冷┃HB≤241┃┃┃Ar1 680 ┃淬火┃ 840- 860 ┃油冷┃┃┃┃┃回火┃ 670- 690 ┃水冷┃HB241-286 ┃┃┃┃正火回火┃ 680- 700 ┃空冷┃HB179-241 ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃Ac1 755 ┃正火┃ 860- 880 ┃空冷┃HB241-286 ┃┃35CrMo┃Ac3 800 ┃淬火┃ 850- 880 ┃水或油冷┃┃┃┃Ar3 750 ┃回火┃ 570- 590 ┃空冷┃HB235-277 ┃┃┃Ar1 695 ┃┃┃┃┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃AC1 800 ┃退火┃ 840- 870 ┃炉冷┃HB≤229┃┃38CrMo┃AC3 940 ┃正火┃ 930- 970 ┃空冷┃┃┃Al ┃Ar3 - ┃高温回火┃ 700- 720 ┃空冷┃┃┃┃Ar1 730 ┃淬火┃ 930- 950 ┃油或水冷┃┃┗━━━┻━━━━┻━━━━┻━━━━━━━┻━━━━┻━━━━━┛┃┃临界点┃热处理规范┃硬度┃┃钢号┃┣━━━━┳━━━━━━━┳━━━━┫┃┃┃(℃)┃工序名称┃加热温度(℃)┃冷却方式┃HB HRC ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃┃回火┃ 650- 670 ┃水或油冷┃HB241-277 ┃┃┃┃氮化┃ 550- 650 ┃┃HV≥850┃┃┃┃┃┃┃┃┃┃┃┃┃┃┃┗━━━┻━━━━┻━━━━┻━━━━━━━┻━━━━┻━━━━━┛┏━━━┳━━━━┳━━━━━━━━━━━━━━━━━┳━━━━━┓┃┃临界点┃热处理规范┃硬度┃┃钢号┃┣━━━━┳━━━━━━━┳━━━━┫┃┃┃(℃)┃工序名称┃加热温度(℃)┃冷却方式┃HB HRC ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃Ac1 727 ┃退火┃ 810- 860 ┃炉冷┃HB≤220┃┃65┃Ac3 752 ┃正火┃ 820- 860 ┃空冷┃┃┃┃Ar3 730 ┃高温回火┃ 650- 680 ┃空冷┃┃┃┃Ar1 696 ┃淬火┃ 780- 830 ┃水或油冷┃┃┃┃┃回火┃ 550- 650 ┃空冷┃HB207-241 ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃Ac1 726 ┃退火┃ 780- 840 ┃炉冷┃HB≤229┃┃65Mn ┃Ac3 765 ┃正火┃ 820- 860 ┃空冷┃HB≤269┃┃┃Ar3 741 ┃高温回火┃ 650- 680 ┃空冷┃┃┃┃Ar1 689 ┃淬火┃ 780- 800 ┃油冷┃HRC52-60 ┃┃┃┃回火┃ 500- 540 ┃油或水冷┃HB415-444 ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃Ac1 755 ┃退火┃ 740- 760 ┃炉冷┃HB≤222┃┃60Si2 ┃Ac3 810 ┃正火┃ 830- 860 ┃空冷┃HB≤302┃┃Mn ┃Ar3 770 ┃高温回火┃ 640- 680 ┃空冷┃┃┃┃Ar1 700 ┃淬火┃ 840- 870 ┃油或水冷┃┃┃┃┃回火┃ 400- 450 ┃空冷┃HB387-477 ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃Ac1 745 ┃退火┃ 790- 810 ┃炉冷┃┃┃GCr15 ┃Ac3 900 ┃球化退火┃ 780- 790 ┃炉冷┃┃┃┃Ar3 - ┃┃(等温710-720) ┃空冷┃HB207-229 ┃┃┃Ar1 700 ┃正火┃ 900- 950 ┃空或风冷┃HB ┃┃┃┃高温回火┃ 650- 700 ┃空冷┃HB229-285 ┃┃┃┃淬火┃ 825- 850 ┃油冷┃┃┃┃┃回火┃ 150- 170 ┃空冷┃HRC61-65 ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃AC1 730 ┃退火┃ 750- 770 ┃炉冷┃┃┗━━━┻━━━━┻━━━━┻━━━━━━━┻━━━━┻━━━━━┛┃┃临界点┃热处理规范┃硬度┃┃钢号┃┣━━━━┳━━━━━━━┳━━━━┫┃┃┃(℃)┃工序名称┃加热温度(℃)┃冷却方式┃HB HRC ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃T7┃AC3 770 ┃等温退火┃ 780- 790 ┃炉冷┃┃┃T8┃Ar3 - ┃┃(等温710-720) ┃空冷┃HB229-285 ┃┃┃Ar1 700 ┃正火┃ 790- 820 ┃空冷┃HB228-241 ┃┃┃┃高温回火┃ 650- 700 ┃空冷┃┃┃┃┃淬火┃ 800- 830 ┃水或油冷┃┃┃┃┃回火┃ 149- 160 ┃空冷┃HRC60-61 ┃┗━━━┻━━━━┻━━━━┻━━━━━━━┻━━━━┻━━━━━┛┏━━━┳━━━━┳━━━━━━━━━━━━━━━━━┳━━━━━┓┃┃临界点┃热处理规范┃硬度┃┃钢号┃┣━━━━┳━━━━━━━┳━━━━┫┃┃┃(℃)┃工序名称┃加热温度(℃)┃冷却方式┃HB HRC ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃Ac1 730 ┃退火┃ 750- 780 ┃炉冷┃┃┃T10 ┃Ac3 752 ┃等温退火┃ 620- 680 ┃炉或空冷┃HB≤197┃┃┃Ar3 730 ┃高温回火┃ 650- 680 ┃空冷┃┃┃┃Ar1 696 ┃淬火┃ 770- 810 ┃水或油冷┃┃┃┃┃回火┃ 140- 160 ┃空冷┃HRC58-62 ┃┃┃┃正火┃ 800- 850 ┃空冷┃┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃Ac1 800 ┃退火┃ 850- 870 ┃炉冷┃┃┃Cr12 ┃Ac3 ┃等温退火┃ 720- 750 ┃炉或空冷┃HB228-255 ┃┃┃Ar3 ┃淬火┃1000-1050 ┃油冷┃┃┃┃Ar1 760 ┃回火┃ 400- 450 ┃空冷┃HRC60-63 ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃Ac1 ┃退火┃ 850- 870 ┃炉冷┃┃┃W18Cr4┃Ac3 ┃等温退火┃ 850- 870 ┃炉冷┃┃┃V ┃Ar3 ┃┃(等温720-750) ┃炉或空冷┃HB207-255 ┃┃┃Ar1 ┃淬火┃1.预热800-850 ┃┃┃┃┃┃┃加热1260-1300 ┃油冷┃┃┃┃┃┃2.预热550-650 ┃┃┃┃┃┃┃ 800-850 ┃┃┃┃┃┃┃加热1260-1300 ┃油冷┃┃┃┃┃回火┃550-570回3次┃空冷┃HRC63-65 ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃Ac1 ┃退火┃ 870- 890 ┃炉冷至600℃空冷HB155┃┃2Cr13 ┃Ac3 ┃淬火┃1000-1050 ┃油或空冷┃ -180┃┃┃Ar3 - ┃回火┃ 150- 510 ┃空或油冷┃HRC35-45 ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃AC1 ┃退火┃ 870- 890 ┃炉冷至600℃空冷HB155┃┗━━━┻━━━━┻━━━━┻━━━━━━━┻━━━━┻━━━━━┛┏━━━┳━━━━┳━━━━━━━━━━━━━━━━━┳━━━━━┓┃┃临界点┃热处理规范┃硬度┃┃钢号┃┣━━━━┳━━━━━━━┳━━━━┫┃┃┃(℃)┃工序名称┃加热温度(℃)┃冷却方式┃HB HRC ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃3Cr13 ┃AC3 ┃淬火┃ 980-1100 ┃油或空冷┃ -180┃┃┃Ar3 ┃回火┃ 230- 540 ┃空冷┃HRC38-53 ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃┃退火┃ 880- 920 ┃炉冷至600℃空冷HB207┃┃9Cr18 ┃┃淬火┃1010-1050 ┃油或空冷┃ -235┃┃┃┃回火┃ 230- 375 ┃空冷┃HRC55-59 ┃┗。
常用材料的热处理

常用材料的热处理一、碳素结构钢牌号: Q235A化学成分质量分数%|C: 0.14~0.22化学成分质量分数%|Mn: 0.30~0.65优质碳素结构钢牌号: 20化学成分质量分数%|C: 0.17~0.23牌号: 35化学成分质量分数%|C: 0.32~0.39牌号: 45化学成分质量分数%|C: 0.42~0.50二、低合金高强度结构钢新牌号: Q345A旧牌号:18Nb、09MnCuPTi、10MnSiCu、12MnV、14MnNb、16Mn、16MnRE化学成分(质量分数%)|C≤: 0.20化学成分(质量分数%)|Mn: 1.00~1.60三、合金结构钢牌号: 20Cr化学成分(质量分数%)|C: 0.18~0.24化学成分(质量分数%)|Si: 0.17~0.37化学成分(质量分数%)|Mn: 0.50~0.80化学成分(质量分数%)|Cr: 0.70~1.00牌号: 40Cr化学成分(质量分数%)|C: 0.37~0.44化学成分(质量分数%)|Si: 0.17~0.37化学成分(质量分数%)|Mn: 0.50~0.80化学成分(质量分数%)|Cr: 0.80~1.10牌号: 20 Cr 20CrMnTi化学成分(质量分数%)|C: 0.17~0.23化学成分(质量分数%)|Si: 0.17~0.37化学成分(质量分数%)|Mn: 0.80~1.10化学成分(质量分数%)|Cr: 1.00~1.30四、结构钢的热处理:时效处理:重要的中小型低碳结构钢结构件焊接后采用人工时效处理,重要的大型低碳结构钢结构件焊接后采用振动时效处理调质处理(淬火+高温回火):中碳结构钢和中碳合金结构钢零件(45或40 Cr)不要求太高硬度时采用调质处理(220~250HB); 调质处理也可作为淬火的预处理。
淬火处理:中碳钢(45或40 Cr)或低合金结构钢经渗碳处理后提高零件硬度采取淬火处理(40~45HRC);表面淬火处理:中碳钢(45或40 Cr)零件要求芯部韧性好,表面硬度高时采用表面淬火处理(40~45HRC);渗碳+淬火、回火处理要求芯部韧性好表面硬度高的低碳或低合金结构钢(20 20 Cr 20CrMnTi)零件采用渗碳+淬火、回火处理(58~62HRC,DC=0.8~1.2㎜40~45HRC);五、弹簧钢牌号: 65Mn化学成分质量分数(%)|C: 0.62~0.70化学成分质量分数(%)|Si: 0.17~0.37化学成分质量分数(%)|Mn: 0.90~1.20化学成分质量分数(%)|Cr: ≤0.25弹簧钢的热处理:一般为淬火+中温回火淬火+中温回火:一般为淬火+中温回火(40~45HRC)六、灰铸铁新牌号: HT150旧牌号: HT15-33抗拉强度σb/MPa|最小值: 150新牌号: HT200旧牌号: HT20-40抗拉强度σb/MPa|最小值: 200七、球墨铸铁新牌号: QT400-18旧牌号: QT40-17抗拉强度σb/MPa|最小值: 400铸铁的热处理:1完全退火:一般中小型铸件采用完全退火,细化组织,消除铸造应力,提高铸件的冲击韧性、塑性和强度;2高温退火:用于灰铸铁和球墨铸铁加工过程中出现白口时采用高温退火;3去应力退火:用于精度高、形状复杂的铸件为了稳定尺寸,消除加工变形的工序间热处理采用去应力退火4时效处理:分为自然时效和人工时效。
常用耐热钢的牌号化学成分热处理力学性能及用途

常用耐热钢的牌号化学成分热处理力学性能及用途耐热钢是指在高温下仍能保持一定强度和稳定性能的钢材。
常用的耐热钢材料主要有以下几种:1.1Cr5Mo:也被称为12Cr1MoV,其化学成分包括碳(C)≤0.15、硅(Si)≤0.50、锰(Mn)0.30-0.60、磷(P)≤0.025、硫(S)≤0.025、铬(Cr)0.80-1.10、镍(Ni)≤0.30、钼(Mo)0.45-0.65、铜(Cu)≤0.30,热处理状态为调质状态。
该材料具有高温强度好、抗氧化性能高、耐气腐蚀性好的特点,适用于石化设备、电力设备等高温工作环境中。
2.15CrMo:化学成分包括碳(C)0.12-0.18、硅(Si)0.17-0.37、锰(Mn)0.40-0.70、磷(P)≤0.03、硫(S)≤0.03、铬(Cr)0.80-1.10、钼(Mo)0.40-0.55,热处理状态为调质状态。
该材料具有强度高、塑性好、耐高温性能好的特点,适用于制造高压锅炉、石油化工设备、瓦斯燃烧器等。
3.25Cr2MoVA:化学成分包括碳(C)0.22-0.29、硅(Si)≤0.35、锰(Mn)0.40-0.70、磷(P)≤0.03、硫(S)≤0.03、铬(Cr)1.50-1.80、钼(Mo)0.45-0.65、钒(V)0.15-0.30、铝(Al)≤0.05、铜(Cu)≤0.35,热处理状态为调质状态。
该材料具有高温强度高、热变形性能好、抗氧化性能好的特点,适用于制造高温设备、航空发动机等。
4.12Cr2MoWVTiB:化学成分包括碳(C)0.08-0.15、硅(Si)0.17-0.37、锰(Mn)0.40-0.70、磷(P)≤0.03、硫(S)≤0.03、铬(Cr)1.00-1.30、钼(Mo)0.25-0.35、钨(W)0.90-1.10、钛(Ti)0.03-0.06、硼(B)0.001-0.005,热处理状态为调质状态。
该材料具有高温强度高、耐氧化性好、耐蠕变性能好的特点,适用于制造高温工作的炉具、高压容器等。
常用零部件材料热处理及技术要求

发动机关重件材料、热处理方式及主要技术要求(参考)序号配件名称配件材料热处理方式主要技术要求备注1凸轮轴QT700-2(球铁)高频淬火HRC50-60,硬层深1-4mm 铸件硬度HRB85-982排气门5Cr21Mn9Ni4N 调质处理、氮化并退火杆部调质HRC30-40,头部≥48HRC氮化层深0.01mm以上3进气门4Cr10Si2Mo 调质处理、氮化并退火杆部头部调质HRC26-33,氮表面渗碳、高频淬火m以上4摇臂轴20CrMo渗碳淬火HRA74-765气门摇臂20CrMo 表面渗碳、高频淬火深度0.5~0.8mm,硬度为80~83HRA6正时从动链轮20CrMnTi渗碳淬火渗碳层深0.3~0.5mm,硬度50-60HRC。
7正时主动链轮20CrMnTi渗碳淬火渗碳层深0.5~1mm,淬火深度:0.3-0.5mm,齿面硬度56-60HRA,心部硬度25-30HRC8活塞环二QT700-2(球铁)1、外圆表面处理:Ep·Cr50hd,硬度800~1100HV;2、环两侧面的磷化层总厚度为0.02~0.06mm3、球墨铸铁环的硬度为100~112HRB;4、金相组织按GB/T3509有关规定,并符合:石墨:径向厚度<4.5mm时,要求1~6级,径向厚度≥4.5时,要求1~5级。
磷共晶分布要求1~4,磷共晶大小要求1~3,铁素体要求1~4级。
9活塞环一55CrSi 1、外圆表面处理:Ep·Cr50hd,镀铬层厚0.05~0.1mm,硬度800~1100HV;2、磷化处理,磷化层总厚度为0.003~0.006mm。
3、基体组织为回火索氏体,基体硬度为69~74HRA;10活塞ZL109淬火、时效、退火1、硬度114~140HB;2、金相组织要求:粗晶si呈细小块状分布,晶体尺寸一般在10~20μm之间,共晶si呈短条状及点状均匀分布,其它应符合GB/T3508《内燃机铸造铝活塞金相组织检验标准》的要求。
常用材料的牌号、成分、性能、热处理及用途好

上一页 下一页 返 回 回主页
滚动轴承结构
上一页 下一页 返 回 回主页
模 具
上一页 下一页 返 回 回主页
量 具
上一页 下一页 返 回 回主页
9SiCr
名称:合金刃具钢。 成分:Wc=0.9%,WCr<1.5%. WSi<1.5% 性能:高的硬度和耐磨性、足够的强度和一 定的韧性。 热处理:淬火+低温回火。
铝合金经热处理后其强度硬度与淬火
前没有多大变化,其强化效果是通过 随后的时效处理而获得的。
上一页 下一页 返 回 回主页
ZL102(Al-Si)
名称:铸造铝合金。
成分:以硅为主要加入的合金元素。 性能:优良的铸造性能。
热处理:淬火+时效硬化。
用途:广泛应用于制造各种形状复杂的铝
铸件,如仪表、泵的壳体、汽缸,它是制造活 塞的理想材料。
设备及冷变形的低负荷零件,如吸收塔、酸槽 、管道等 。
上一页 下一页 返 回 回主页
0Cr18Ni9(304)
0 Cr18 Ni9
含镍量WNi≈9% 含铬量WCr ≈ 18 % 含碳量Wc < 0.08%
上一页 下一页 返 回 回主页
1Cr18Ni9Ti(321)
1 Cr18 Ni9 Ti
含钛量WTi≤1.5 % 含镍量WNi≈9% 含铬量WCr ≈ 18 % 含碳量Wc ≈ 0.1%
上一页 下一页 返 回 回主页
火车螺旋弹簧
汽车板簧
上一页
下一页
返 回
回主页
GCr15
名称:滚动轴承钢。 成分:Wc=0.95~1.1%,WCr=1.5% 性能:高的接触疲劳强度、高的硬度和耐磨 性、足够的韧性和淬透性。 热处理:球化退火+淬火+低温回火。
常用材料及零件热处理

常用材料及零件热处理
3.表面热处理方法特点和应用
表面热处理是通过改变零件表层组织,以获得硬度很高的马氏体,而保留心部韧性和朔性(即表面火),或同时表层的化学成分,以获得耐蚀、耐酸、耐碱性,及表层硬度更高的处理方法。
6.钢的淬透性
不同的钢种,接受淬火的能力不同,淬透层深度愈大,表明该钢种的淬透性愈好。
淬透性大的钢,其力学性能沿截面分布均匀;而淬透性小的钢心部力学性能低。
但全部淬透的工件,通常表面残留拉应力,对工件承受疲劳不利,工件热处理中也易变形开裂。
未淬透工件表面可残留压应力,反而有一定好处。
淬透层深度是指由淬火表面马氏体---50%马氏体+50%珠光体层的深度。
碳钢的淬透性低。
在设计大尺寸零件时,用碳钢正火比用碳钢调质更经济,而效果相似。
直径较大并具有几个台阶的台阶轴,需经调质处理时,考虑到淬透性影响,应先粗车成形,然后调质。
如果以棒料先调质,再车外圆,由于直径大,表面淬透层浅,阶梯轴尺寸较小的部分调质后的组织在粗车时可能被车去,起不到调质作用。
7.几种典型零件热处理示例
机床齿轮等零件常用材料及热处理。
常用材料成份及热处理温度 回火温度硬度

870-900 860-890 860-880 62
61
52
SCr2 740 815
860
860-890 850-870 56
55
45
SCr4 743 782
850-880 825-845 830-860 55
53
51
45Cr
5145
42Cr4
SCr5 721 771
830-850 810-830 830-850 55
≤0.09
/
0.75-1.05
/
≤0.15
/
0.85-1.15
/
SUM43 0.40-0.48
/
1.35-1.65
/
SCM440 0.38-0.43 0.15-0.35 0.60-0.85 0.90-1.20
S45C SCM415H SUM31
0.42-0.48 0.15-0.35 0.60-0.90 ≤0.20
/
≤0.030 ≤0.040 ≤0.040
≤0.030 ≤0.030 ≤0.030
≤0.30 3.00-5.00
/
≤0.035 0.02-0.04
/
≤0.040 ≤0.030
热处理常用钢材对照表
临界点℃ 热处理温度℃
中国GB
美国AISI
德国DIN 瑞典ASSAB 日本 JIS Ac1
Ac3 Accm 正火
60
T8
W1-0.8C 1625
SK6 730 750 750 760-780 740-760 730-750 61
60
T9
W1-81/2
SK5 740 760 760 790-830 750-780 760-800 61
常用金属材料与热处理
标准
名称
牌号
说明
应用举例
GB/T
9439-1988
灰
铸
铁
HT150
“HT”为灰铸铁的汉语拼音的首位字母,后面的数字表示抗拉强度。如HT200表示抗拉强度为200N/mm²的灰铸铁
用于小负荷和对耐磨性无特殊要求的零件,如端盖、外罩、手轮、一般机床底座、床身及其复杂零件,滑台、工作台和低压管等
ZL202表示铜的质量分数为9-11%、余量为铝的铝铜合金
耐磨性中上等,用于制造负荷不大的薄壁零件
GB/T3190-1996
硬铝
ZA12(LY12)
LY12表示铜的质量分数为3.8%-4.9%、美的质量分数为1.2%-1.8%、锰的质量分数为0.3%-0.9%、余量为铝的硬铝
焊接性能好,适用于制造中等强度的零件
标准
名称
牌号
说明
应用举例
GB/T
5676-1985
铸钢
ZG230-450
“ZG”为铸钢汉语拼音的首位字母,后面数字表示屈服点和抗拉强度。如ZG230-450表示屈服点230N/mm²、抗拉强度450N/mm²
轧机机架、铁道车辆摇枕、侧梁、铁铮台、机座、箱体、锤轮、450摄氏度以下的管路附件等
ZG310-570
较高硬度
中等硬度
可在-30到+100摄氏度、且压力不大的条件下,于热空气、蒸汽介质中工作,用作冲制各种垫圈和隔热垫板
常用金属热处理名词解释
名词代号及标注示例源自说明应用退火5111
将钢件加热到临界温度以上,
保温一段时间,
然后缓慢冷却(一般在炉中冷却)
用来消除铸、锻、焊、零件的内应力,降低硬度,便于切削加工,细化金属晶粒,改善组织,增加韧性
镁合金热处理符号
镁合金热处理符号
镁合金热处理符号如下:
退火状态。
经完全退火获得最低强度的加工产品。
加工硬化状态。
通过加t硬化提高强度的产品,产品在加t硬化经过(也可不经过)使强度有所降低的附加热处理,h代号丿必须跟有两位或三位阿拉伯数字。
固溶处理状态。
一种不稳定状态,仅适用于经固溶热处理后,室温下自效的合金,该状态代号仅表示产品处于自然时效阶段。
热处理状态。
适用于执处理后,经过(或不经过)加工硬化达到稳定的产品说明与应用to固溶热处理后,经自然时效再通过冷加工状态。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
常用金属材料及热处理代号
硬度
材料牌号 图纸热处理标注
HB HRc
热处理目的
Q235-A ─ 不热处理
16Mn─ 不热处理
渗碳淬硬S-C59 表面≥59表面耐磨,心部韧性高,去碳处可钻孔
20 20Cr 渗碳高频淬硬
S-G59
表面≥59表面耐磨,心部韧性高,不淬硬处可钻孔正火Z ≤230 组织均匀化,消除应力
调质T235 220~250提高性能,改善组织
调质T265 250~280提高性能,改善组织
淬硬C35 30~40 变形小,硬度略提高
淬硬C42 40~45 提高强度和耐磨性,有一定的韧性 淬硬C48 45~50 提高强度和耐磨性,有一定的韧性高频淬硬G48 表面45~50表面耐磨,心部韧性高,变形小
45
40Cr
高频淬硬G52 表面50~55表面耐磨,心部韧性高,变形小
调质T265 250~280提高性能,改善组织
38CrMoAlA
氮化D900 HV≥850 提高表面硬度及耐磨性,耐疲劳,耐腐蚀性能
退火Th ≤230 降低硬度 65Mn
60Si2MnA
50CrVA 淬硬C42 40~45 提高强度和弹性
退火Th ≤230 降低硬度 GCr15
淬硬C59 ≥59 提高硬度和耐磨性
退火Th ≤230 降低硬度 T8A
淬硬C58 55~60 提高硬度和耐磨性
退火Th ≤230 降低硬度 T10A
T12A 淬硬C62 ≥62 提高硬度和耐磨性
退火Th ≤255 降低硬度 9SiCr
Cr12MoV
W18Cr4V 淬硬C62 ≥62 提高硬度和耐磨性 HT100
HT200
HT250
热时效去应力
QT400-15
QT600-3
热时效去应力
ZG200-400
ZG270-500
正火Z
ZCuSn5Pb5Zn5 ─不热处理 ZAlSi7Mg ─不热处理 T2 ─不热处理
H62 ─不热处理
L2 ─不热处理。