精典---工时分析表
精典---工时分析表
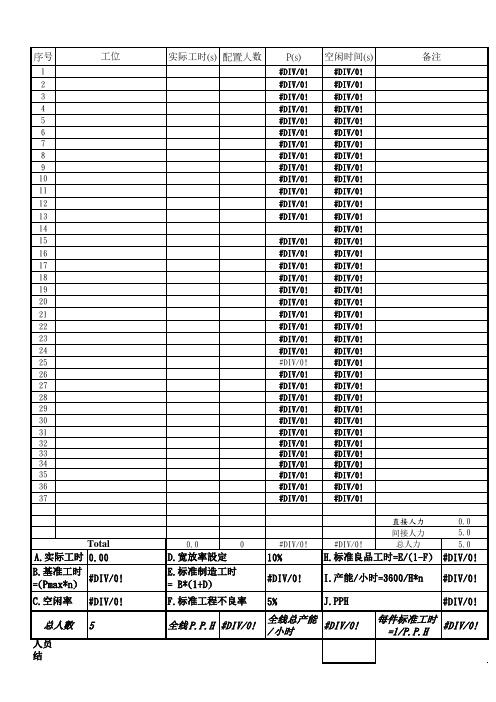
备注
Total A.实际工时 0.00 B.基准工时 #DIV/0! =(Pmax* n) C.空闲率 #DIV/0!
0.0
0
#DIV/0!
#DIV/0!
直接人力 间接人力 总人力
0.0 5.0 5.0
D.宽放率設定 E.标准制造工时 B*(1+D) F.标准工程不良率
10% = #DIV/0! 5%
H.标准良品工时=E/(1-F) #DIV/0! I.产能/小时=3600/H*n #DIV/0! J.PPH #DIV/0!
总人數
人员结构:
5
全线 P.P.H #####
全线总产能 #DIV/0! / 小时
每件标准工时 ##### =1/P.P.H
作业员 70 PREPARED BY:
QC检查員 13
空闲时间(s)
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
QA检查员 11
修理员 2
供料员 1
prod組长 1
QA組长 1
总计 5
备注:请不要改动紅色字体数值.
CHECKED BY: APPROVED BY:
工作时间统计分析
间。
4、缺勤时间:在规定工作时间内由于个人的原因 没有上班的时间。
5、出勤时间:在规定的制度工作时间内实际上班 的时间。
6、停工时间:由于企业的原因造成工人上 班以后没有从事生产活动的时间。分为: 停工被利用时间(停工后从事非本职其 他生产工作的时间)和损失的时间。
制度公休工日=1000×8=8000 (工日) 制度公休工时=1000×8×8=64000 (工时)
制度工作工日= 30000-8000=22000(工日) 制度工作工时= 240000-64000=176000 (工时)
缺勤工日=1000(工日) 缺勤工时
=全日缺勤工日×工作日制度长度+非全日缺勤工时 =1000×8+4500=12500(工时)
三、工作时间统计的目的
1、为合理安排作业计划和定岗定员提供依 据。 2、为检查计划执行情况提供依据。 3、为成本核算提供依据。 4、为合理发放劳动报酬、考核、奖励、晋升提
供依据。 5、为提高工作效率提供依据。
第二节 生产工人工作时间利用统计
一、生产工人工作时间的概念
1、定义:生产工人从事生产劳动全过程的 时间。 2、核算单位: 工作时间的计量单位是劳动者数量×时间 长度,一般用工日、工时表示。
=全日非生产工日×制度工作日长度+非全日非生产工时
(8) 制度内实际工作工日 =制度工作工日-缺勤工日-停工工日-
非生产工日+停工被利用工日
制度内实际工作工时 =制度工作工时-(缺勤工时+停工工时
+非生产工时)+停工被利用工时 =出勤工时-(停工工时+非生产工时)
+停工被利用工时
(9)
加班工日: 利用工休日加班满一个工作轮班叫加班工日。
标准工时测量分析表
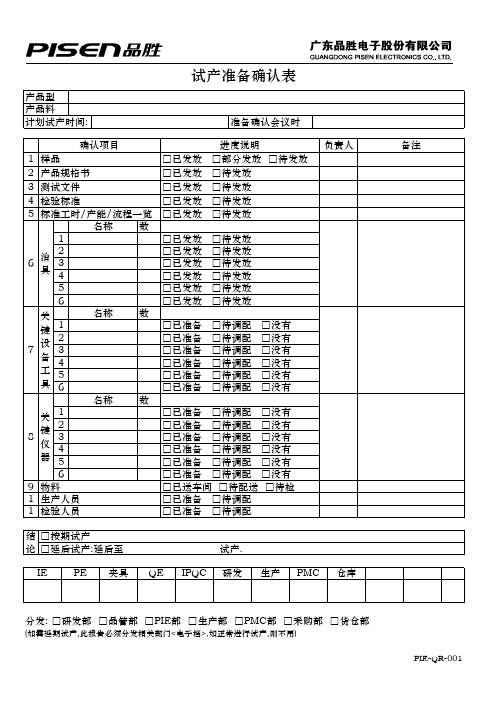
产品型号: 产品料号: 计划试产时间: 确认项目 1 2 3 4 5 准备确认会议时间: 进度说明 □部分发放 □待发放 □待发放 □待发放 □待发放 □待发放 负责人 备注
6
7
8
9
10 11
样品 □已发放 产品规格书 □已发放 测试文件 □已发放 检验标准 □已发放 标准工时/产能/流程一览表□已发放 名称 数量 1 □已发放 □待发放 2 □已发放 □待发放 治 3 □已发放 □待发放 具 4 □已发放 □待发放 5 □已发放 □待发放 6 □已发放 □待发放 名称 数量 关 □已准备 □待调配 □没有 键 1 2 □已准备 □待调配 □没有 设 3 □已准备 □待调配 □没有 备 4 □已准备 □待调配 □没有 工 5 □已准备 □待调配 □没有 具 6 □已准备 □待调配 □没有 名称 数量 □已准备 □待调配 □没有 关 1 2 □已准备 □待调配 □没有 键 3 □已准备 □待调配 □没有 仪 4 □已准备 □待调配 □没有 器 5 □已准备 □待调配 □没有 6 □已准备 □待调配 □没有 物料 □已送车间 □待配送 □待检 生产人员 □已准备 □待调配 检验人员 □已准备 □待调配
结 □按期试产 论 □延后试产:延后至 IБайду номын сангаас PE 夹具 QE IPQC
试产. 研发 生产 PMC 仓库
分发: □研发部 □品管部 □PIE部 □生产部 □PMC部 □采购部 □货仓部
(如需延期试产,此报告必须分发相关部门<电子档>,如正常进行试产,则不用) PIE-QR-001
负责人备注1234567891011进度说明样品已发放部分发放待发放产品规格书已发放待发放测试文件已发放待发放检验标准已发放待发放标准工时产能流程一览表已发放待发放名称数量1已发放待发放2已发放待发放治3已发放待发放具4已发放待发放5已发放待发放6已发放待发放名称数量关已准备待调配没有键12已准备待调配没有设3已准备待调配没有备4已准备待调配没有工5已准备待调配没有具6已准备待调配没有名称数量已准备待调配没有关12已准备待调配没有键3已准备待调配没有仪4已准备待调配没有器5已准备待调配没有6已准备待调配没有物料已送车间待配送待检生产人员已准备待调配检验人员已准备待调配结按期试产论延后试产
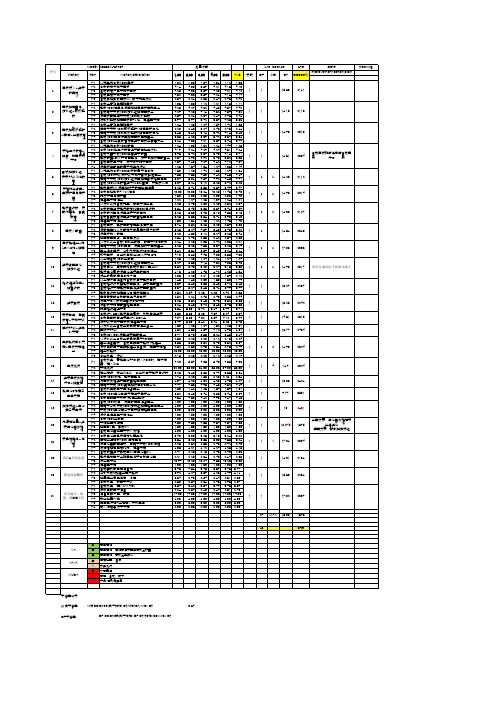
工时分析表
1.26 1.05 1.32 1.26 1.49 1.28
装指示灯胶套& 1-2 拿取1pcs指示灯胶套组于前壳指示灯孔
4.19 4.26 4.29 4.24 4.31 4.26
4
听筒,扣主板端 1-3 拿取吸笔吸取1pcs听筒组于前壳
3.98 3.42 3.54 3.45 4.16 3.71 1
FPC
1-4 撕除前壳LCM FPC离型纸,将FPC贴附在前壳上 2.57
1-5 拿取主板与FPC,将FPC卡扣于主板
4.59
2.95 2.92 3.45 3.52 3.08 4.65 4.29 4.62 4.72 4.57
1-6 将主板与前壳放置于托盘内流线
1.23 1.34 1.06 1.24 1.08 1.19
1-5 将散热硅胶贴在主板CPU处,传递至下站
3.94 3.97 3.42 3.59 4.25 3.83
1-1 拿取上序加工完的主板
1.26 1.23 1.24 1.59 1.42 1.35
3
主板贴散热硅胶 1-2 用镊子夹取1pcs散热硅胶1贴在主板IC处
&铜箔&光感胶套
1-3 1-4
用镊子夹取1pcs散热硅胶2贴在主板IC处 撕取1pcs铜箔将其贴在主板屏蔽盖上
9
LCM BTB&贴铜 1-2 用镊子夹取1pcs铜箔,将其贴附于屏蔽盖上
5.25 5.28 4.85 5.34 5.23 5.19 1
箔
1-3 盖上治具盖板,分别吸取锁附2pcs螺丝, 1-4 掀开盖板,拿出机台扣合LCM PFC BTB
5.62 5.86 5.89 5.65 5.26 5.66 4.10 3.68 4.45 4.05 3.85 4.03
最重要作业时间分析表模板

页次
产品名称
工作说明
部门名称
机器名称
作业人员
分ห้องสมุดไป่ตู้
析
记
月
日
开始
时间
结束
时间
工作
时间
开始
时间
结束
时间
工作
时间
开始
时间
结束
时间
工作
时间
录
说明
时间范围
次数
统
记录次数
次
计
工作总时间
资
平均工作时间
数
料
最慢工作时间
最快工作时间
绘图间隔
工作时间
—————————————注意事项————————————
模板表格填写注意不要出现数据缺失、漏填漏报,忘记注明金额单位、报表期间和制表人等项目,范文模板根据实际需求填写编辑修改。
验厂工资考勤分析 - 周工时分析表Weekly Working Hours Analysis

23
15
10
20
21
73-80 hrs / week 73-80小时/周 81 hrs / week &above 81小时/周及以上 workforce 总人数
1
6
5
26
26
26
26
26
25
27
后道 周 Below 60 hrs / week 少于60小时/周 61-72 hrs / week 61-72小时/周 73-80 hrs / week 73-80小时/周 81 hrs / week &above 81小时/周及以上 workforce 总人数 18 18 18 18 14 14 14 2011-1-2--2011-1-9 2011-1-9--2011-1-16 2011-1-16--2011-1-23 2011-1-23--2011-1-30 2011-1-30--2011-2-6 2011-2-6--2011-2-13 2011-2-13--2011-2-20 7 7 11 5 14 14 10
15
10
20
13
2
10
12
10
485
2
1
1
94
2
26
26
25
26
26
26
28
28
1194
2011-2-20--2011-2-27 2011-2-27--2011-3-6 2011-3-6--2011-3-13 2011-3-13--2011-3-20 2011-3-20--2011-3-27 2011-3-27--2011-4-3 2011-4-10--2011-4-17 2011-4-17--2011-4-24 13 17 15 14 16 16 15 17 588
工时分析表

NO. 客 户 产品名称 产品件号 月预示量
7000 7000 7000 7000 7000
单位 SET SET PCS SET SET PCS PCS PCS PCS PCS PCS PCS PCS SET SET PCS PCS PCS PCS PCS PCS PCS PCS PCS PCS PCS PCS PCS PCS PCS
1 玛克特 朗逸前门左饰条 18D867439/440K-1 2 玛克特 朗逸前门右饰条 18D867459/460K-1 3 玛克特 朗逸后门左饰条 10071690 4 玛克特 朗逸后门右饰条 5 上汽 朗逸仪表板右饰条 6 华翔饰件 980前门左上饰条 7 华翔饰件 980前门右上饰条 980前门左下饰条 8 980前门右下饰条 9 980后门右上饰条 10 980后门左上饰条 11 980后门左下饰条 12 980后门右下饰条 13 APII光亮条 14 BP31防擦条前门左饰条 15 BP31防擦条前门右饰条 16 BP31防擦条后门左饰条 17 BP31防擦条后门右饰条 18 S100格栅 19 W261光亮条 20 W261面板 21 ZPII标牌底座 22 狮子 23 灯带 24 字母“O” 25 字母“P” 26 字母“T” 27 字母“E” 28 字母“G” 29 字母“U” 30
负荷分析表
工时利 人员配 用率 置 85% 85% 85% 85% 85% 85% 85% 85% 85% 85% 85% 85% 85% 85% 85% 85% 85% 85% 85% 85% 85% 85% 85% 85% 85% 85% 85% 85% 85% 85% 5 5 5 5 3 3 3 2 3 3 3 3 3 2 2 2 2 2 2 2 2 1 3 3 3 3 3 3 3 3 总工时 317.72 317.72 317.72 317.72 343.14 0.00 0.00 26.08 35.00 0.00 0.00 41.56 41.56 421.67 0.00 0.00 0.00 0.00 111.21 175.33 186.17 67.44 272.06 294.12 54.41 54.41 54.41 163.24 54.41 54.41 备注
员工工时统计表-概述说明以及解释

员工工时统计表-概述说明以及解释1.引言1.1 概述员工工时统计表是一种非常重要的管理工具,用于记录和统计员工在工作中所消耗的时间。
这个表格可以帮助企业管理者更好地了解员工的工作情况,提高工作效率,优化资源配置,以及评估员工的工作绩效。
在现代企业中,时间是一种宝贵的资源。
有效地管理员工的工作时间对于企业的成功非常关键。
通过使用员工工时统计表,管理者可以更好地了解员工的工作量和工作时长,进而合理分配任务和资源,确保每位员工都能在适当的时间内完成工作。
同时,这也有助于发现低效的工作环节,从而进行改进和优化。
另外,统计员工的工作时长还可以用来确定员工的加班情况,便于管理者根据实际情况进行薪资和福利的调整。
员工工时统计表的主要内容包括员工的姓名、工作日期、上班时间、下班时间、工作时长等。
这些内容可以根据实际情况进行调整和拓展。
通常,这个表格会以表格的形式呈现,通过填写和记录这些信息,可以呈现出员工的工作时间分布情况,以及每天的工作时长。
填写和使用员工工时统计表需要一定的方法和规范。
首先,所有的员工都应该严格按照实际情况填写表格,确保准确性和真实性。
其次,管理者需要及时收集和整理这些表格,以便进行后续的统计和分析。
第三,管理者应该及时与员工沟通,了解他们的工作进展和可能存在的问题,以及对员工工时统计表的使用进行必要的指导和培训。
总之,员工工时统计表在现代企业管理中起到了不可忽视的作用。
通过对员工工作时间的统计和分析,管理者可以更好地了解员工情况,优化资源配置,提高工作效率,进而推动企业的发展。
该表格的应用前景是非常广泛的,可以适用于各个行业和企业规模,为企业的管理提供了强有力的支持。
1.2 文章结构本文主要分为引言、正文和结论三个部分,下面对各个部分进行详细说明。
1. 引言部分(Introduction)引言部分主要对本文的背景和目的进行概述。
首先,介绍员工工时统计表在企业管理中的作用和重要性,说明为什么需要进行工时统计。