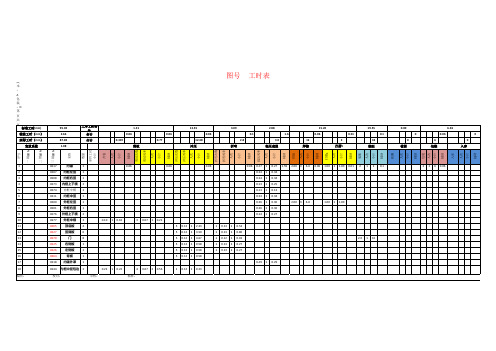
产品单台标准工时统计表 2013.9.28
合集下载
工时统计表
8165
顶底板
4
8127
竖隔板
6
8170
门
8
8125
右侧板
1
8126
左侧板
1
8164
背板
1
8118 内镶外罩 1
8144 内框中竖包边 2
校对:
0.06
0.06
0.06
0.06 0.27 1 0.27 1.59 2.00 3 6.0 0.06 1.00 1 1.00 0.01 2 1 2 0.1
0.34 1 0.34
1 0.13 1 0.80
5 0.12 1 4.67
1 0.12 1 0.93
2.0 1 16
5 0.12 1 0.58
1 0.13 2 0.27
5 0.12 1 0.58
1 0.13 2 0.27
5 0.12 1 0.58
0.29 1 0.29
0.22 1 0.22
4 0.07 2 0.56
1 0.12 1 0.23
版 本 : A 包 装 :D 第 页 共 页
标准工时(min)ຫໍສະໝຸດ 辅助工时(min)实际工时(min)
宽放系数
95.02 2.66 87.83 1.08
工序工时合 计
合计
合计
1.31 0.06 0.319
剪板
0.06 0.77
图号 工时表
13.55 0.06
12.48 冲压
3.09 0.1
2.8 折弯
2.88 1.6
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17
18
编制:
8117
内镶
1
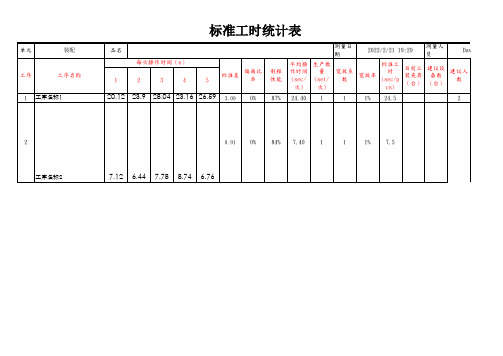
标准工时统计表样板
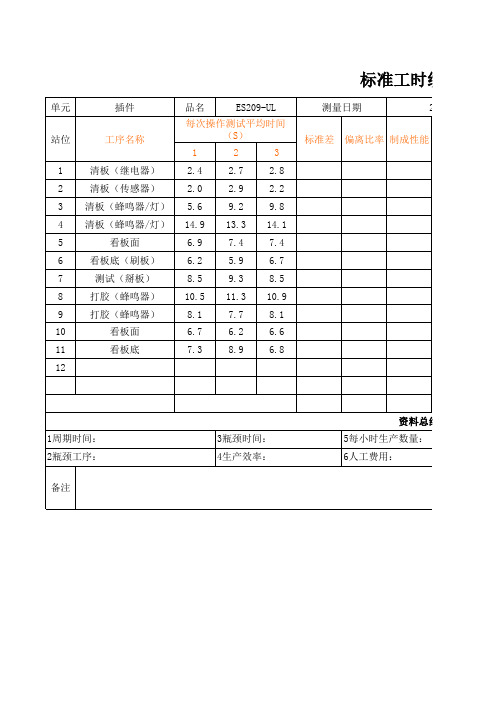
标准工时统计表
单元 站位 1 2 3 4 5 6 7 8 9 10 11 12 插件 工序名称 清板(继电器) 清板(传感器) 清板(蜂鸣器/灯) 清板(蜂鸣器/灯) 看板面 看板底(刷板) 测试(掰板) 打胶(蜂鸣器) 打胶(蜂鸣器) 看板面 看板底 品名 ES209-UL 测量日期 标准差 偏离比率 制成性能 2012.03.29 每次操作测试平均时间 (S) 1 2.4 2.0 5.6 14.9 6.9 6.2 8.5 10.5 8.1 6.7 7.3 2 2.7 2.9 9.2 13.3 7.4 5.9 9.3 11.3 7.7 6.2 8.9 3 2.8 2.2 9.8 14.1 7.4 6.7 8.5 10.9 8.1 6.6 6.8
资料总结 1周期时间: 2瓶颈工序: 备注 3瓶颈时间: 4生产效率: 5每小时生产数量3.29 测量人员 宽放率 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 标准工时 sec/pcs 刘锦华 目前治具 建议治具 台数 建议人数 台数 (台) 平均操作 生产数量 时间sec/ 宽放系数 set/次 次 2.6 2.4 8.2 14.1 7.3 6.2 8.8 10.9 8.0 19.5 23.0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
111 资料总结 7上线人数: 8每班日产能(8H):
生产数量:
用:
单元 站位 1 2 3 4 5 6 7 8 9 10 11 12 插件 工序名称 清板(继电器) 清板(传感器) 清板(蜂鸣器/灯) 清板(蜂鸣器/灯) 看板面 看板底(刷板) 测试(掰板) 打胶(蜂鸣器) 打胶(蜂鸣器) 看板面 看板底 品名 ES209-UL 测量日期 标准差 偏离比率 制成性能 2012.03.29 每次操作测试平均时间 (S) 1 2.4 2.0 5.6 14.9 6.9 6.2 8.5 10.5 8.1 6.7 7.3 2 2.7 2.9 9.2 13.3 7.4 5.9 9.3 11.3 7.7 6.2 8.9 3 2.8 2.2 9.8 14.1 7.4 6.7 8.5 10.9 8.1 6.6 6.8
资料总结 1周期时间: 2瓶颈工序: 备注 3瓶颈时间: 4生产效率: 5每小时生产数量3.29 测量人员 宽放率 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 标准工时 sec/pcs 刘锦华 目前治具 建议治具 台数 建议人数 台数 (台) 平均操作 生产数量 时间sec/ 宽放系数 set/次 次 2.6 2.4 8.2 14.1 7.3 6.2 8.8 10.9 8.0 19.5 23.0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
111 资料总结 7上线人数: 8每班日产能(8H):
生产数量:
用:
标准工时表样板
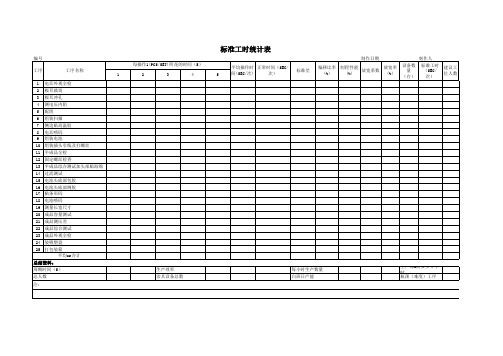
标准工时统计表
编号 每操作1(PCS/SET)所花的时间(S) 工序 1 2 3 4 5 6 7 8 9 工序名称 电芯外观全检 极耳裁切 极耳冲孔 测电压内阻 配组 组装扫描 侧边贴高温胶 电芯喷码 组装电池 1 2 3 4 5 平均操作时 正常时间(/ 间(SEC/次) 次) 标准差 制作日期 偏移比率 制程性能 放宽率 放宽系数 (%) (%) (%) 设备数 量 (台) 制作人 标准工时 (SEC/ 次) 建议工 位人数
10 组装插头引线及打螺丝 11 半成品全检 12 固定螺丝检查 13 半成品综合测试加头部贴海绵 14 过流测试 15 电池头底部包胶 16 电池头底部缠胶 17 贴条形码 18 电池喷码 19 测量长宽尺寸 20 成品容量测试 21 成品测压差 22 成品综合测试 23 成品外观全检 24 装吸塑盘 25 打包装箱 平均or合计 总结资料: 周期时间(S) 总人数 注: 生产效率 治具设备总数 每小时生产数量 白班日产能 生产每K需要多少小 时 瓶颈(难度)工序
备注
编号 每操作1(PCS/SET)所花的时间(S) 工序 1 2 3 4 5 6 7 8 9 工序名称 电芯外观全检 极耳裁切 极耳冲孔 测电压内阻 配组 组装扫描 侧边贴高温胶 电芯喷码 组装电池 1 2 3 4 5 平均操作时 正常时间(/ 间(SEC/次) 次) 标准差 制作日期 偏移比率 制程性能 放宽率 放宽系数 (%) (%) (%) 设备数 量 (台) 制作人 标准工时 (SEC/ 次) 建议工 位人数
10 组装插头引线及打螺丝 11 半成品全检 12 固定螺丝检查 13 半成品综合测试加头部贴海绵 14 过流测试 15 电池头底部包胶 16 电池头底部缠胶 17 贴条形码 18 电池喷码 19 测量长宽尺寸 20 成品容量测试 21 成品测压差 22 成品综合测试 23 成品外观全检 24 装吸塑盘 25 打包装箱 平均or合计 总结资料: 周期时间(S) 总人数 注: 生产效率 治具设备总数 每小时生产数量 白班日产能 生产每K需要多少小 时 瓶颈(难度)工序
备注
标准工时测量记录表
备注
工 序: 一个 或一 组工 人在 同一 工作 地对 同一 个或 同时 对几 个工 件所 连续 完成 的那 一部 分工 艺过 程被 称为 工序 。
工 位: 同一 个工 站作 业的 数量 生产 基 数: 人或 机器 在一 个标 准工 时内 的生 产的 产品 数量
蜂窝纸/原纸 粘合/压合 裁切 裁切切角 折弯压痕 粘接组装 堆码
备 注:
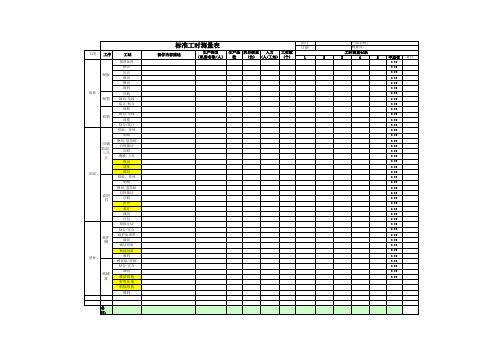
标准工时测量表
部门 日期
操作内容描述
生产类型
生产基 机台数量 人力 工位數
(机器名称/人) 数
(台) (人/工站) (个)12产品名称:测量员:
工时测量记录
3
4
5
平均值
0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00
工段 纸箱 印刷 型材
工序 制版
制箱 彩箱
印刷 彩面/ 卡纸
盒
说明 书
纸护 脚
纸蜂 窝
工站
预热加热 粘合 压合 纵切 横切 堆码 印刷
裁切/压线 装订/粘合
裱粘 裁切/压线
清废 粘合/装订 排版、菲林
制版 横切/卷筒纸
白料裁切 印刷
覆膜/上光 模切 清废 堆码
排版、菲林 制版
横切/卷筒纸 白料裁切 印刷 折页 装订 裁切 打包 原纸分切 粘合/压合 纸护角成型 裁切 裁切切角 粘接组装 堆码
标准工时统一表格(模板)
标准UPH (pcs/H)(含宽放)
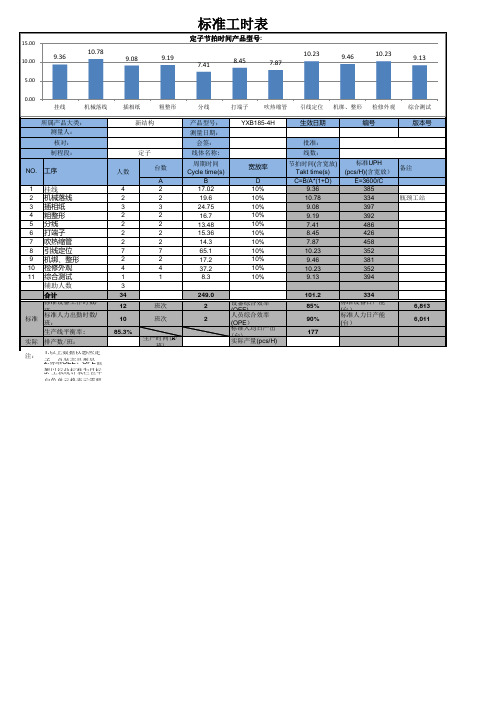
E=3600/C 385 334 397 392 486 426 458 352 381 352 394
备注 瓶颈工站
101.2 85% 90% 177
334 标准设备日产能
(标台准)人力日产能
(台)
6,813 6,011
新结构
定子
人数
4 2 3 2 2 2 2 7 2 4 1 3 34
12
10
85.3%
台数
A 2 2 3 2 2 2 2 7 2 4 1
班次 班次
生产时间(H/ 班)
产品型号: 测量日期:
会签:
线体名称: 周期时间 Cycle time(s)
B 17.02 19.6 24.75 16.7 13.48 15.36 14.3 65.1 17.2 37.2
1 挂线 2 机械落线 3 插相纸 4 粗整形 5 分线 6 打端子 7 吹热缩管 8 引线定位 9 机绑、整形 10 检修外观 11 综合测试
辅助人数
标准
合计 标准设备工作时数/ 班标: 准人力出勤时数/ 班:
生产线平衡率:
实际 排产数/班:
注:
1.以上数据以感应定 子2.标、准总O装E产E、品O型P号E值 暂3. 以上行表业统标计准表为栏目位标中 白色单元格表示需要
15.00
10.78
10.00
9.36
9.08
5.00
标准工时表
定子节拍时间产品型号:
9.19
7.41
8.45
7.87
10.23
9.46
10.23
9.13
0.00
挂线
机械落线
插相纸
标准工时统计表-新

之和;5.产线平 人)时间之和;8.
1 1 1 1 1 1 1 1 1 2 1 1 1 1 1 1 1 1 1 1
1.0 1.1 1.2 1.0 1.1 1.0 1.0 1.1 1.0 1.1 1.1 1.2 1.2 1.2 1.2 1.2 1.2 1.2 1.2 1.1
1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1.0%
8.5 25.9 11 9.6 11.6 16.7 1.3 21.4 34.6 33.1 16.8 21.5 40.5 54.6 22.5 40.4 38.3 61.9 47.9 30.9 549.00
1 1 1 1 1 1
1 1 1 1 1 1
1 1 1 1 1 1 1 1
1 1
1 1 1 1 1 1 1
8.3 25.9 11.2 9.3 11.2 17.2 1.3 20.3 32.7 65.2 15.4 21.3 39.5 54.4 22.3 40.6 38 61.3 46.8 35
0.93 0.09 0.69 1.08 1.75 1.01 0.65 1.10 1.09 0.32 1.10 0.65 0.62 0.71 3.51
标准工时及产能统计表
单元
工序
目标效率: 目标良率: 2018/11/23 8:55
平均操作 生产 数 时间 量 (sec/次) (set/次) 评定 系数 宽放率
90% 98% 吴木辉
装配
工序名称
品名
E123
每次操作时间(s) 标准差 0.27 0.54 0.37 0.13 0.22
测量日期
偏离 比率 制程 性能
8.9 26.2 11.4 9.5 11.8 17.6 1.2 21.3 34.8 68.7 17.6 20.9 40.2 54.7 22.8 41.3 37.9 61.5 48.2 29
标准工时统计表-新
T:代表"夹具/机器
固定不变的,企业应根据生产状况及客观实际重新测评。
(1) 产品正式投入生产后,生产趋于稳定时(一般为生产一周以上),工艺人员应再次测评标准工时;必要时应予以修改,并发出变更通知。
当生产工艺条件发生变化或技术变更对生产作业有明显影响时,有关部门应重新测评标准工时;必要时应予以修改,并发出变更通知。
(3)其他客观条件导致标准工时不能反映实际工作绩效时,有关部门应重新测评标准工时;必要时应予以修改,并发出变更通知。
部门认为
标准工时
不能真实
体现作业
状况时,
可向有关
部门申请
重新测评。
总之,标
准工时是
实施现场具/机器"
管理的重
要基础,
准确的标
准工时可
以平衡生
产线,有
效分配工
作人员,
生产各部
门都要依
据标准工
时制定相
应的工作
计划。
9
牢记要点
计算标准工时要了解以下内容: _ 明确标准工时的作用 _ 做好标准工时测定准备 _ 计算标准工时 _ 修改标准工时。
标准工时SAM模板
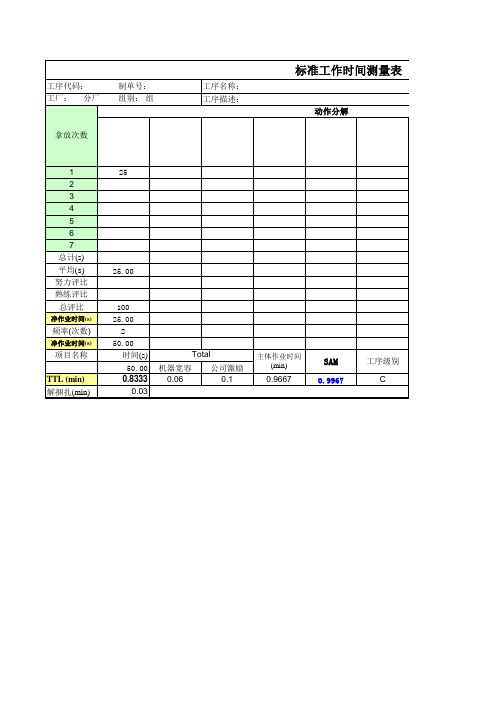
时间(s) 50.00
0.8333 0.03
Total
机器宽容 公司激励
0.06
0.1
主体作业时间 (min)
0.9667
SAM
0.9967
工序级别 C
间测量表
工价
0.0949
款式:
日期: 操作 者:
工时差额(分/ 天)
98.33
净操作时间(s)
25.00
SAM宽放(s)
29.90
小时净产量(片) 144.00
备注: 没有解啡捆扎
小时SAM产量
120.40
日产量
1140.00
SAM日产量
1204.01
每日宽放件数
300
每日宽放分钟
125.00
合计
日收入(小时) 10
54.08
月收入(天数) 1406.16 26
IE:张军
尺码: 布料: 线迹密度: 针/寸 车缝长度: cm 衣车类型: 车速: 压脚类型: 附件: 简图(工作台)
工序代码: 工厂: 分厂
制单号: 组别: 组
拿放次数
工序名称: 工序描述:
标准工作时间测量表
动作பைடு நூலகம்解
1 2 3 4 5 6 7 总计(s) 平均(s) 努力评比 熟练评比 总评比
净作业时间(s)
频率(次数)
净作业时间(s)
项目名称
TTL (min) 解捆扎(min)
25
25.00
100 25.00
2 50.00
0.8333 0.03
Total
机器宽容 公司激励
0.06
0.1
主体作业时间 (min)
0.9667
SAM
0.9967
工序级别 C
间测量表
工价
0.0949
款式:
日期: 操作 者:
工时差额(分/ 天)
98.33
净操作时间(s)
25.00
SAM宽放(s)
29.90
小时净产量(片) 144.00
备注: 没有解啡捆扎
小时SAM产量
120.40
日产量
1140.00
SAM日产量
1204.01
每日宽放件数
300
每日宽放分钟
125.00
合计
日收入(小时) 10
54.08
月收入(天数) 1406.16 26
IE:张军
尺码: 布料: 线迹密度: 针/寸 车缝长度: cm 衣车类型: 车速: 压脚类型: 附件: 简图(工作台)
工序代码: 工厂: 分厂
制单号: 组别: 组
拿放次数
工序名称: 工序描述:
标准工作时间测量表
动作பைடு நூலகம்解
1 2 3 4 5 6 7 总计(s) 平均(s) 努力评比 熟练评比 总评比
净作业时间(s)
频率(次数)
净作业时间(s)
项目名称
TTL (min) 解捆扎(min)
25
25.00
100 25.00
2 50.00
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
单板工时 (H)
出货数量
标准产出工
时(单人节 拍时间×出
人数
货数量)
产能(标 准)
(PCS/H)
单板工 时(H)
标准产出工 出货 时(单人节 数量 拍时间×出
货数量)
总计单板工时(H)
55 0.03636364
0
0
0.193030303
2
130 0.01538462
0
0
0.172051282
0.156666667
2012.11.05 2012.11.05 2012.11.05 2012.12.03 2012.12.03 2013.1.4 2013.6.4 2013.8.12 2013.9.9 2013.9.28 2013.9.28 2013.9.28 2013.9.28 2013.9.28 2013.9.28 2013.9.28 2013.9.28 2013.9.28
时(单人节 拍时间×出
货数量)
人数
50
0.02 0
0
1
120 0.00833333
0
0
50
0.02 0
0
1
120 0.00833333
0
0
50
0.02 0
0
1
120 0.00833333
0
0
300 0.00667 0
0
52 0.01923 0
0
1
144 0.00694444
0
0
1
52 0.01923 0
-
-
单板 0.2455421 0.024 1 折叠式
总时间(H)
折合比系 数
0.25969697
1
0.205384615 0.790863
0.180666667 0.695683
0.395554321 1.523138
0.418776543 1.612558
0.269542071 1.03791
0.92
0.05
0
0
1
4
1000
0.004 0
0
0
0
0
0
0
2
4
130 0.0307692 0
0
9
120 0.075 0
0
3
48
0.0625
0
0
1
合计
RKE1A/1B/1C烧录 电阻加工 电容加工
0.04 0.0017 0.0011
产品
板数
单板时间 遥控器/分机(配套件)
(H)
单板时间 (H)
数量
状态
单板 0.1930303 0.0333333 2 分体式
单板 0.1720513 0.0333333 1 分体式
单板 0.1566667 0.024 1 折叠式
ATFC1B 0.2126085 0.024 1 折叠式
BCFC1A 0.1589459 -
-
-
ATFC1C 0.2264973 0.0333333 1 分体式
BCFC1A 0.1589459 -
0
0
4
75
0.05333333 0
0
1
140
0.05
0
0
4
75
0.05333333 0
0
1
0
02333333 0
0
2
120 0.058333 0
0
6
70
0.08571429 0
0
1
120 0.058333 0
0
6
70
0.08571429 0
0
1
150 0.053333 0
0
4
80
0.033333333
200
0.005
0
0
2
102 0.01961 0
0
0.212608454
200
0.005
0
0
2
144 0.01388889
0
0
2
102 0.01961 0
0
0.226497343
210 0.0047619
0
0
2
105 0.01905 0
0
0.158945867
0
0
0
0
0
0.024
1
103 0.00971 0
0
0.245542071 0.92
出货量
消耗工时(总 计单板工时X 出货量)--
(H)
约当系数
1 0.891317 0.811617 0.172684 1.101425 1.173377 0.823424 0.124333 1.272039 4.766091
0
1
144 0.00694444
0
0
1
67 0.01493 0
0
1
100
0.02 0
0
52 0.01923 0
0
1
120 0.00833333
0
0
3
75
0.04
0
0
打标
产能(标 准)
(PCS/H)
单板工时 (H)
标准产出工
出货数量
时(单人节 拍时间×出
货数量)
人数
2
配对
包装
产能(标 准)
(PCS/H)
3.54259
备注
增加新品BCLG-4产品工时 其余产品工时与10月份比较无变化 APFE1A/APNL1A更新SMT、插件、组装、测试、包装的工时 组别重新划分、细化 ATFC2A成品测试工时更改 去掉每段的线长 更新RKE1A/1B/1C测试工时 检查更新统计错误 更新RKE1A/1B/1C测试工时 BCM6分为BCM6(LG-1)和BCM6(LG-3) 更改插件段的段点 更新ATFC2A SMT段及手动测试的工时 增加RKE1A/1B/1C烧录的工时 增加原件剪脚的工时 增加电阻成型的工时 将SMT段人数统一为4人 FC-1分为FC-1(小改款)和FC-1(过度版) 删除DBLG1A、BCLC1B、ATFC1A、RKLG2A、RKLG2B、RKLC1B工时
工序
产品
SMT
人数
产能(标 准)
(PCS/H)
单板工时 (H)
标准产出工
出货 数量
时 (单板工时
×出货数
量)
4
160
0.025 0
0
4
160
0.025 0
0
4
160
0.025 0
0
4
1200 0.0033333 0
0
4
225 0.0177778 0
0
4
225 0.0177778 0
0
4
237 0.0168776 0
0
人数
7 7 7 0 7 7 8
插件(QC)
组装
标准产出工
产能(标 准)
(PCS/H)
单板工时 (H)
出货数 量
时 (单板工时
×出货数
人数
产能(标 准)(PCS/H)
量)
单板工时 (H)
标准产出工
出货数 量
时 (单板工时
×出货数
人数
量)
140
0.05
0
0
4
75
0.05333333 0
0
1
140
0.05
成品测试
接收模块测试
成品手动测试
产能(标 准)
(PCS/H)
单板工 时(H)
标准产出工 出货 时(单人节 数量 拍时间×出
货数量)
人数
产能(标 准)
(PCS/H)
单板工时 (H)
出货数量
标准产出工 时(单人节 拍时间×出
货数量)
人数
产能(标 准)
(PCS/H)
单板工时 (H)
标准产出工
出货数量