标准工时统计表
工时统计表
8165
顶底板
4
8127
竖隔板
6
8170
门
8
8125
右侧板
1
8126
左侧板
1
8164
背板
1
8118 内镶外罩 1
8144 内框中竖包边 2
校对:
0.06
0.06
0.06
0.06 0.27 1 0.27 1.59 2.00 3 6.0 0.06 1.00 1 1.00 0.01 2 1 2 0.1
0.34 1 0.34
1 0.13 1 0.80
5 0.12 1 4.67
1 0.12 1 0.93
2.0 1 16
5 0.12 1 0.58
1 0.13 2 0.27
5 0.12 1 0.58
1 0.13 2 0.27
5 0.12 1 0.58
0.29 1 0.29
0.22 1 0.22
4 0.07 2 0.56
1 0.12 1 0.23
版 本 : A 包 装 :D 第 页 共 页
标准工时(min)ຫໍສະໝຸດ 辅助工时(min)实际工时(min)
宽放系数
95.02 2.66 87.83 1.08
工序工时合 计
合计
合计
1.31 0.06 0.319
剪板
0.06 0.77
图号 工时表
13.55 0.06
12.48 冲压
3.09 0.1
2.8 折弯
2.88 1.6
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17
18
编制:
8117
内镶
1
标准工时统计表样板
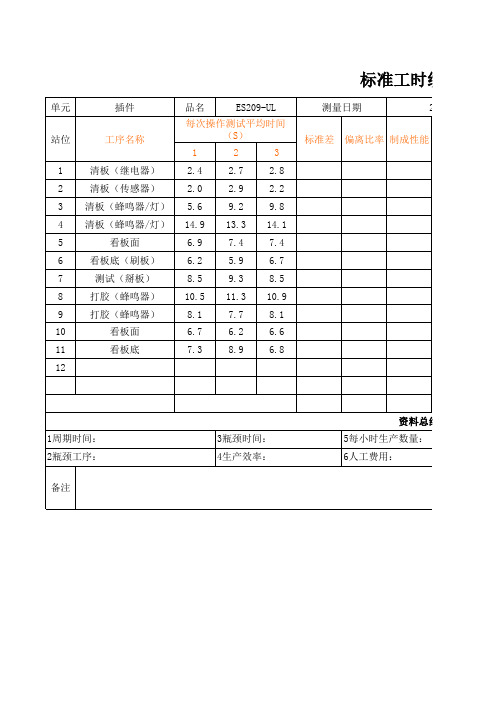
单元 站位 1 2 3 4 5 6 7 8 9 10 11 12 插件 工序名称 清板(继电器) 清板(传感器) 清板(蜂鸣器/灯) 清板(蜂鸣器/灯) 看板面 看板底(刷板) 测试(掰板) 打胶(蜂鸣器) 打胶(蜂鸣器) 看板面 看板底 品名 ES209-UL 测量日期 标准差 偏离比率 制成性能 2012.03.29 每次操作测试平均时间 (S) 1 2.4 2.0 5.6 14.9 6.9 6.2 8.5 10.5 8.1 6.7 7.3 2 2.7 2.9 9.2 13.3 7.4 5.9 9.3 11.3 7.7 6.2 8.9 3 2.8 2.2 9.8 14.1 7.4 6.7 8.5 10.9 8.1 6.6 6.8
资料总结 1周期时间: 2瓶颈工序: 备注 3瓶颈时间: 4生产效率: 5每小时生产数量3.29 测量人员 宽放率 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 标准工时 sec/pcs 刘锦华 目前治具 建议治具 台数 建议人数 台数 (台) 平均操作 生产数量 时间sec/ 宽放系数 set/次 次 2.6 2.4 8.2 14.1 7.3 6.2 8.8 10.9 8.0 19.5 23.0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
111 资料总结 7上线人数: 8每班日产能(8H):
生产数量:
用:
标准工时表样板
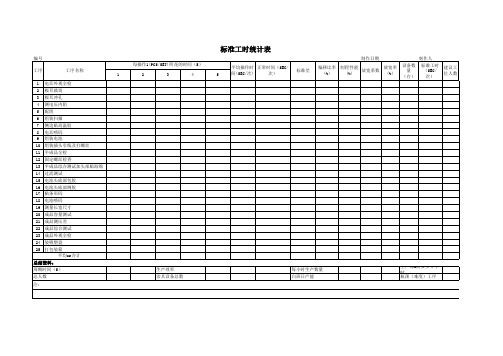
编号 每操作1(PCS/SET)所花的时间(S) 工序 1 2 3 4 5 6 7 8 9 工序名称 电芯外观全检 极耳裁切 极耳冲孔 测电压内阻 配组 组装扫描 侧边贴高温胶 电芯喷码 组装电池 1 2 3 4 5 平均操作时 正常时间(/ 间(SEC/次) 次) 标准差 制作日期 偏移比率 制程性能 放宽率 放宽系数 (%) (%) (%) 设备数 量 (台) 制作人 标准工时 (SEC/ 次) 建议工 位人数
10 组装插头引线及打螺丝 11 半成品全检 12 固定螺丝检查 13 半成品综合测试加头部贴海绵 14 过流测试 15 电池头底部包胶 16 电池头底部缠胶 17 贴条形码 18 电池喷码 19 测量长宽尺寸 20 成品容量测试 21 成品测压差 22 成品综合测试 23 成品外观全检 24 装吸塑盘 25 打包装箱 平均or合计 总结资料: 周期时间(S) 总人数 注: 生产效率 治具设备总数 每小时生产数量 白班日产能 生产每K需要多少小 时 瓶颈(难度)工序
备注
标准工时统计表-新

T:代表"夹具/机器具/机器"(4)各部门认为标准工时不能真实体现作业状况时,可向有关部门申请重新测评。
总之,标准工时是实施现场管理的重要基础9 牢记要点计算标准工时要了解以下内容: _ 明确标准工时的作用 _ 做好标准工时测定准备 _ 计算标准工时 _ 修表真实的情况,故此应加以修正,乘上一定的评价系数,求得实际时间作为标准时间的主体,而实际时间应考虑一定的宽放,作为疲劳、等待、喝水、上厕所等必因素包括:操作者的熟练程度,设备工具的完善度,操作者的教育程度,工作的困难度。
时合理。
在计算标准工时时,要了解以下内容: 1.明确标准工时的作用利用标准时间,生产管制部门可以更精确地做生产计划,如在进度控制上有了问题,也可依标准时间来做人力调整。
水线生产的平衡。
一条流水线有很多工序,可依各工序的标准时间来配置人力,使生产线平衡、流畅。
业内容、达到什么精度、制定时间标准的费用等。
准时间资料法、计划估算法、实际成绩资料法、数学法等很多种类。
每个方法各有其特点,企业可以根据使用目的和测定的对象作业性质选择适当的方法。
3进行测算,并连续测试20个以上的周期时间。
参照的作业人员,其劳动熟练程度与中等熟练人员的比较系数称为评核系数。
系数越大表示其劳动熟练程度越高。
劳宽放时间 宽放率= ×100%=管理宽放率+生理宽放率+疲劳宽放率 其中:管理宽放率一般取3%~10%; 疲劳宽放率一般取5%~20%; 生理产趋于稳定时(一般为生产一周以上),工艺人员应再次测评标准工时;必要时应予以修改,并发出变更通知。
应予以修改,并发出变更通知。
,并发出变更通知。
施现场管理的重要基础,准确的标准工时可以平衡生产线,有效分配工作人员,生产各部门都要依据标准工时制定相应的工作计划。
标准工时 _ 修改标准工时喝水、上厕所等必须要项的预备,这样才得到标准时间。
当的方法。
3.计算标准工时 (1)测算作业时间~20%; 生理宽放率一般取2%~5%。
14天员工工作时间统计表【模板】

14天员工工作时间统计表【模板】
概述
本文档旨在提供一份员工工作时间统计表模板,方便公司或个人进行员工工作时间的记录和统计,以便于了解工作效率和合理安排工作时间。
表格说明
使用方法
将员工姓名、时间起始日期、时间截止日期、正常工作时间、加班时间、请假时间、公休时间填写到表格中,每个员工对应一行记录。
最后将实际工作时间自动计算出来即可。
注意事项
1. 时间格式应为"年-月-日",如"2021-07-01"。
2. 正常工作时间是指员工应该工作的时间,一般为8小时/天。
3. 加班时间是指员工超过正常工作时间的时间。
4. 请假时间是指员工因病假、事假等原因请假的时间。
5. 公休时间是指员工享受的法定节假日、周末等时间。
6. 实际工作时间是指员工实际工作的时间,等于正常工作时间
+加班时间-请假时间+公休时间。
结论
通过使用本统计表,可以方便地记录和统计员工工作时间信息,从而更好地了解员工工作效率和安排工作时间。
标准工时统计表-新

之和;5.产线平 人)时间之和;8.
1 1 1 1 1 1 1 1 1 2 1 1 1 1 1 1 1 1 1 1
1.0 1.1 1.2 1.0 1.1 1.0 1.0 1.1 1.0 1.1 1.1 1.2 1.2 1.2 1.2 1.2 1.2 1.2 1.2 1.1
1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1.0%
8.5 25.9 11 9.6 11.6 16.7 1.3 21.4 34.6 33.1 16.8 21.5 40.5 54.6 22.5 40.4 38.3 61.9 47.9 30.9 549.00
1 1 1 1 1 1
1 1 1 1 1 1
1 1 1 1 1 1 1 1
1 1
1 1 1 1 1 1 1
8.3 25.9 11.2 9.3 11.2 17.2 1.3 20.3 32.7 65.2 15.4 21.3 39.5 54.4 22.3 40.6 38 61.3 46.8 35
0.93 0.09 0.69 1.08 1.75 1.01 0.65 1.10 1.09 0.32 1.10 0.65 0.62 0.71 3.51
标准工时及产能统计表
单元
工序
目标效率: 目标良率: 2018/11/23 8:55
平均操作 生产 数 时间 量 (sec/次) (set/次) 评定 系数 宽放率
90% 98% 吴木辉
装配
工序名称
品名
E123
每次操作时间(s) 标准差 0.27 0.54 0.37 0.13 0.22
测量日期
偏离 比率 制程 性能
8.9 26.2 11.4 9.5 11.8 17.6 1.2 21.3 34.8 68.7 17.6 20.9 40.2 54.7 22.8 41.3 37.9 61.5 48.2 29
生产部工时统计表

序号 生产日期
1 年月日 2 年月日 3 年月日 4 年月日 5 年月日 6 年月日 7 年月日 8 年月日 9 年月日 10 年 月 日 11 年 月 日 12 年 月 日 13 年 月 日 14 年 月 日 15 年 月 日 16 年 月 日 17 年 月 日 18 年 月 日 19 年 月 日 20 年 月 日
1200 0.6 20 2 0 0 0
备注
单位 产能
组别 产能
效率
经办人
确认
审核
1200 0.6 20 2 ** ** ** 圆圆1 敏敏1 若若1 圆圆2 敏敏2 若若2 圆圆3 敏敏3 若若3 圆圆4 敏敏4 若若4 圆圆5 敏敏5 若若5 圆圆6 敏敏6 若若6 圆圆7 敏敏7 若若7 圆圆8 敏敏8 若若8 圆圆9 敏敏9 若若9 圆圆10 敏敏10 若若10 圆圆11 敏敏11 若若11 圆圆12 敏敏12 若若12 圆圆13 敏敏13 若若13 圆圆14 敏敏14 若若14 圆圆15 敏敏15 若若15 圆圆16 敏敏16 若若16 圆圆17 敏敏17 若若17 圆圆18 敏敏18 若若18 圆圆19 敏敏19 若若19 圆圆20 敏敏20 若若20
合计
料号
HW1 HW2 HW3 HW4 HW5 HW6 HW7 HW8 HW9 HW10 HW11 HW12
产品名 称
规格型号
*!1 *!2 *!3 *!4 *!5 *!6 *!7 *!8 *!9 *!10 *!11 *!12
**x**
说明
生产部
平衡 工时
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
单元123451-0%--1 1.220%-1-#VALUE!12-0%--1 1.220%-1-#VALUE!12-0%--1 1.220%-1-#VALUE!10%#DIV/0!0.0020.0%0.00020.000秒Pcs PCS/H 人
21小时90.00%PCS/H 0Pcs
表单编码:东莞市立恒镀膜科技有限公司
Dongguan liheng coating technology co.ltd,
标准工时统计表
产品名称鱼嘴测量日期2019/5/3 13:59测量人员何柏霖
参考操作时间(sec/模组)平均or合计宽放系数宽放率标准工时
(sec/pcs)总结资料
1.周期时间: 3.理论产能: 5.每小时生产数量:07.总人数﹕
2.班产时间: 4.生产效率: 6.治具数量:8.每组日产能﹕1、生产线目前还未满额运转,未能取到5组操作时间取均值,后续再继续采集数据,如有更好的建议有劳提出。
2、定义20%的宽放时间,也是为了让作业员有个小歇息或者其它作业时间,紧密又稍舒适的操作间隔有利于生产良率达成。
工序备注
标准差偏离
比率制程性能平均操作时间(sec/次)生产数
量(set/次)产能(21h/pcs )工序名称目前工装夹具(台)建议人数平衡工时(sec/pcs)模组加工时间(sec)(模组时间/
平衡时间)=
人机配比
人员配比。