汽车车身用铝合金冷金属过渡点塞焊工艺分析_曹睿_黄倩_朱海霞_陈剑虹
铝合金客车车身中的焊接加工技术
铝合金客车车身中的焊接加工技术(一)时间:2009-12-01 15:06来源:互联网作者:宋杰点击:248次近年来,随着汽车工业的迅速发展,能源问题、环境保护问题变得愈发突出。
于是减轻汽车自重、降低油耗和废气排放量成为各大汽车生产厂商提高竞争能力的关键,而减轻汽车质量的重要途径就是使汽车材料轻量化。
客车车身焊接加工技术的发展趋势汽车行业多年来一直在促进汽车的轻量化,而车身作为汽车三大部件之一,已越来越受到重视。
减轻车身质量主要有两方面措施:一是改进车身结构,努力采用轻型结构;二是大量应用轻质材料。
铝合金的体积质量是钢材体积质量的1/3,采用铝合金材料制造汽车车身,在保证其具有与钢材同样强度和刚度的前提下,可以减轻车身质量60%左右,从而达到减少燃料消耗、降低环境污染的目的。
其次,铝合金材料可反复回收利用,回收重熔铝合金所需能量仅是生产新铝合金所需能量的5%。
再生铝合金材料可以保持原有材料的性能,所以铝合金材料的回收使用得到人们的普遍重视。
相对于一般钢材,铝合金材料具有较高的比强度,虽然弹性模量低,但有很好的挤压性,能得到复杂截面的构件,从结构上补偿部件的刚度,因而可在满足刚性及强度等多方面力学性能下,大大降低材料的消耗及构件的质量,从而降低产品的成本,提高经济效益。
国外汽车制造业中铝合金的使用已超过总体材料的10%,Audi8、Audi2等全铝汽车已商业化并进人我国市场。
铝合金材料因表面有一层致密的氯化物保护膜,其表面无需进行镀层处理即可获得满意的抗腐蚀性。
电镀、热镀锌的镀层处理,不仅工艺复杂、成本高,还严重污染环境。
因此,采用铝合金材料是21世纪汽车制造业发展的趋势,但在焊接铝合金的过程中,必须充分掌握铝合金的焊接工艺,才能获得优质的焊接接头。
铝合金车身空间框架结构由挤压杆件、冲压板件和精密压铸件通过焊接而成,采用此结构车身质量可减轻47%,车身整体由于设计和构件截面的改进使抗扭、抗弯能力也显著增加。
铝合金车体焊接工艺分析
铝合金车体焊接工艺分析发布时间:2022-12-20T00:49:38.819Z 来源:《中国电业与能源》2022年第15期作者:连晓江[导读] 随着社会经济的发展和人民生活水平的提高,连晓江东风汽车有限公司东风日产乘用车公司 510800摘要:随着社会经济的发展和人民生活水平的提高,消费者对汽车也提出了新的要求,除了质量与美观之外,轻量化也是考量因素中的一个。
铝合金作为密度低,强度高,可塑性强的合金,被广泛应用于汽车车体的制造中。
本文首先总结汽车铝合金车体焊接工艺中存在的问题,然后分析汽车铝合金车体常见焊接工艺的特点、优势与缺陷,希望能够提高铝合金车体焊接工艺的应用水平。
关键词:铝合金车体;焊接工艺;汽车制造引言:现阶段的汽车行业正在开拓新的发展方向,在保证安全,提升汽车性能的基础上也在向着低碳环保的方向转型。
汽车的轻量化同样是汽车企业转型升级的要求,能够降低燃油消耗,减少汽车造成的空气污染。
而想要提高铝合金在汽车制造的使用率,就要对铝合金车体焊接工艺作出进一步的整合,了解焊接工艺的应用范围与优势劣势,根据现实需求选择合适的焊接工艺,提升其实用价值。
一、汽车铝合金车体焊接工艺中存在的问题第一,焊接接头出现软化现象,在焊接过程中,铝合金的性能很容易受到影响,导致铝合金的金属特性与强度发生变化,甚至在受影响最为直接、集中的焊接接头出现软化的现象。
这一现象不仅影响焊接接头的承载能力,甚至可能影响汽车成品的安全性。
第二,焊接过程中出现裂纹。
由于焊接过程中,焊接接头以及周边区域难以避免出现温度变化,导致裂纹产生,而根据采用铝合金焊接工艺的不同,生成的裂纹也会有不同的性状与分布特点。
第三,焊接过程中铝合金产生形变。
铝合金本身就有着较高的热膨胀系数,在焊接过程中,温度变化较大,且焊接接头部位难以达到均匀受热,于是就会导致接头部位不同程度的形变。
第四,铝合金表面氧化膜的形成。
铝合金的金属性本来就较为活泼,与空气接触会形成致密的氧化膜,对铝合金起到一定的保护作用[1]。
汽车铝合金焊接技术的研究

汽车铝合金焊接技术的研究摘要:随着可持续发展理念的不断深化,汽车制造行业中,实现汽车轻量化是未来汽车发展的必然趋势。
要结合制造要求落实更加可控的制造模式,发挥相应技术的优势作用,从而保证技术体系满足焊接要求,基于此,本文对汽车制造中铝合金焊接技术概述以及汽车铝合金焊接技术的措施进行了分析。
关键词:汽车;铝合金;焊接技术节省能源、环保低碳、舒适性、安全性以及车身轻量化是现在汽车工业发展的方向。
在汽车车身上采用高强度钢的比例逐渐提高,在高端车身上已经运用了铝合金等新材料,为了使车身装焊精度得到提高而建立的尺寸控制工程,现在已经成为车身制造的重要环节,现在开发的车身总成成形以及地面空中传输相结合的多种解决方案,实现了车身装焊多车型柔性化和自动化生产。
1汽车制造中铝合金焊接技术概述一方面,受到全球能源紧张等因素的影响,汽车油耗受到了更多的关注,因此,汽车轻量化已经成为各大汽车企业产品设计的目标。
而在轻量化发展体系内,中高强钢结构、铝和铝合金结构、镁和镁合金结构等轻质金属将逐步替代传统钢板结构,其中,铝和铝合金被广泛应用在汽车车身轻量化体系中。
究其原因,相较于钢结构,铝的重量要低60%,替代传统材料能有效实现整车减重45%以上,承受同样的冲击力时,铝和铝合金能吸收更高的冲击能。
另一方面,基于节能环保的发展理念,铝合金是较为环保的应用材料,满足节能降耗的要求,并且铝合金零部件的回收率较高,能在提升整体车辆安全性的同时,最大程度上减少制造项目的工序,有效优化装配效率。
综上所述,在汽车制造过程中有效融合铝合金焊接技术具有重要的实践意义。
2 汽车铝合金焊接技术的措施2.1 自冲铆接SPR半空心铆钉自冲铆接通过将铆钉穿透上层的板材,铆钉腿部的中空结构在铆模的作用下,向下层板材料周围扩张并刺入底层板材,但是不会对下层板材进行冲裁,最后铆钉与上下层板材之间形成机械互锁结构。
SPR技术优势主要有:①SPR可以实现异种金属板材的连接,如铝和钢的连接。
冷金属过渡焊接技术在汽车行业的应用
LOW CARBON WORLD 2018/1低碳技术冷金属过渡桿接技术在汽车行业的应用李伟,陆玉娇,周杨智(中机中联工程有限公司,重庆400039)【摘要】近年来,汽车行业迅猛发展,越来越多的工艺方法在汽车制造领域得到应用。
熔化焊是汽车制造过程中必不可少的制造工艺,但由于 汽车板件薄、外观质量高、焊接速度快等特点,传统的MI(;/MA(;焊工艺在汽车焊接中使用受限,而新型的悦酝栽冷金属过渡焊接技术可完美的 解决汽车薄板焊接难题。
【关键词】冷金属过渡;焊接;CMT;汽车【中图分类号】TG457.14 【文献标识码】A【文章编号】2095-2066( 2018 )01-0055-02_>JL> _»_*.刖言焊接技术是汽车制造业中必不可少的一种连接工艺,是白车身制造中极为关键的一项工种,车身焊接质量直接决定着车身的强度及穗定性。
目前,汽车制造过程中,主要的焊接方法有电阻点焊、凸焊、激光焊、复合焊、MIG/M AG焊以及C〇2气体保护焊等。
MIG/M A G焊、CO2气体保护焊由于焊接质量好、效率高、使用方便等优点在汽车行业得到了充分的应用。
近年来,随着汽车行业的快速发展,越来越多的新材料在汽车白车身上得到广泛的使用,新的焊接方法也在汽车白车身上得到推广应用。
本文将介绍一种新的气体保护焊接方法—CM T冷金属过渡焊接技术在汽车行业的应用。
1MIG/M A G焊的原理及特点1.1MIG/MAG焊的原理MIG/M A G焊采用可熔化电极以保护气体作为电孤介质,对焊接熔池、熔滴、焊接区高温金属进行隔离保护,称为熔化极气体保护焊。
MIG/M A G焊采用可熔化的焊丝作为电极,以电孤热来熔化焊丝和母材金属;焊接过程中,通过焊枪喷嘴持续喷出保护气到焊接区,使电孤、熔池及其附近的母材金属与外界空气隔离以达到保护效果。
熔化的焊丝以熔滴形式过渡到熔池中,并与母材金属熔合,最后冷凝形成焊缝金属[1]。
铝合金客车车身的焊接加工技术探析
2.3 各种型材和连接件之间激光焊接技术 激光焊接在质量、生产精细程度和工作效率方面都令人称赞,
是一种符合环保要求,在功能、适应性和可靠性方面都很杰出的加 工方法,在客车工业上具有很大的发展潜力。但也存在一些不足, 比如能量转换的效率并不高,一般不高于10%。而日本对于此技术 早就进行了深入研究,对操作中产生的裂纹、焊接加工中产生的不 足及激光焊接铝合金时等离子控制问题都有了很好的解决方案,所 以我国要进行的研究还有很多[5]。
作者简介: 朱铭,中级机械工程师,本科,研究方向为客车车身设计。
Copyright©博看网 . All Rights Reserved.
167 2018.05
铝合金客车车身的焊接加工技术探析
朱铭
(厦门金龙旅行车有限公司 361000)
摘要:随着社会的发展,人们环保意识不断提升,公共交通成为人们出行的首选交通方式。本文主要阐述了关于客车车身和通过焊接加工技术,得到提高车身品质的 有效方法及一些个人观点[1]。
关键词:铝合金;客车;焊接加工
中图分类号:U466 文献标示码: A
1 客车车身焊接技术发展趋势 1.1 客车行业的现状
客车行业一直注重客车的轻量化,仅车身质量就占据整车比重 的约1/3。所以我们应该把关注点放在车身上,想办法减轻它的质 量,主要可以从车身结构和车身材料出发[2]。 1.2 铝合金的重要性
铝合金的体积质量比较轻,是钢材体积质量的1/3,而且利 用率高,可以重复回收使用,且还具有不错的“柔韧性”,可以 制成更为复杂的零件。铝合金材料对经济效益有很大的帮助, 既达到减轻车身质量的目的,又可以保护环境减少污染。因此 铝合金被迅速投入到汽车工业生产中,成为近期汽车行业的研 究热点。有好的材料就必须要用好的技术加工,所以精细焊接 技术要求也越来越高。
汽车中冷器用耐高温铝合金复合带材及其制造方法[发明专利]
![汽车中冷器用耐高温铝合金复合带材及其制造方法[发明专利]](https://img.taocdn.com/s3/m/891effb7804d2b160a4ec01a.png)
专利名称:汽车中冷器用耐高温铝合金复合带材及其制造方法专利类型:发明专利
发明人:曹琦,张敏达,赵娜,吴永新,俞芳
申请号:CN201410541495.9
申请日:20141014
公开号:CN104264013A
公开日:
20150107
专利内容由知识产权出版社提供
摘要:本发明公开了一种汽车中冷器用耐高温铝合金复合带材及其制造方法,由芯材和上下两面的钎焊层组成,每面钎焊层厚度占总厚度的5~10%,所述芯材组成成分及重量百分比为:Fe:0.12~0.30%、Si:≤0.12%、Cu:0.30~0.60%、Mn:1.0~1.7%、Mg:0.25~0.40%、Zn:
≤0.05%、Er:0.05~0.10%、Ni:0.02~0.10%、Ti:0.05~0.15%,其它元素单个含量
≤0.03%,总量≤0.15%,余量为铝;所述钎焊层为铝硅合金,所述铝硅合金组成成分及重量百分比为:Fe:≤0.20%,Si:8.0~11.0%,Zn:≤0.10%,Cu:≤0.10%,Mn:≤0.05%,Sr:0.03~0.06%,Ti:≤0.05%,其它元素单个含量≤0.03%,总量≤0.15%,余量为铝。
本发明铝合金复合带材除了具有良好的加工性能、焊接性能、耐腐蚀性能以及钎焊后力学性能,在240℃温度下仍然具备高的抗拉强度。
申请人:江苏常铝铝业股份有限公司
地址:215500 江苏省苏州市常熟市古里镇白茆西
国籍:CN
代理机构:南京苏高专利商标事务所(普通合伙)
代理人:张俊范
更多信息请下载全文后查看。
汽车工业中的铝合金及其焊接技术

汽车工业中的铝合金及其焊接技术蒋玉秀;王丽君【摘要】铝及其合金在汽车工业的应用中具有轻量化、节能减排、改善环境、提高汽车平稳性和安全性等特点.铝及其合金熔化焊存在焊缝易产生气孔,焊接接头易软化等缺陷.讨论了激光-电弧复合焊、激光拼焊、搅拌摩擦焊在汽车用铝及其合金焊接的应用和特点.%Aluminum and its alloy in the automobile industrial application with light weight,energy saving and emission reduction, improving the environment, improve the vehicle stability andsafety .Analysis of aluminum and its alloy fusion welding seam gasification are generated,weld joints are easy to soften and other defects.Discussed the application and its characteristics of lser arc hybrid welding, laser welding, FSW in automobile industry.【期刊名称】《电焊机》【年(卷),期】2012(042)004【总页数】4页(P109-112)【关键词】铝合金;汽车;激光+TIG复合焊接;激光拼焊;搅拌摩擦焊【作者】蒋玉秀;王丽君【作者单位】广西工业职业技术学院汽车工程系,广西南宁530001;西南交通大学材料学院,四川成都610031【正文语种】中文【中图分类】TG457.14汽车工业的发展和应用与能源、环保和安全息息相关。
汽车行业多年来一直从汽车产品自身结构设计、制造材料的选用和制造工艺等方面着手,研制现代新型汽车,并特别注重节能和环保问题,并将汽车轻量化作为首要解决的问题。
汽车铝合金车身焊接工艺开发与应用分析

132AUTO TIMEMANUFACTURING AND PROCESS | 制造与工艺汽车铝合金车身焊接工艺开发与应用分析1 引言随着社会的发展,汽车已经成为人们生活中不可或缺的交通工具。
面对日益严重的能源危机和环境污染问题,汽车工业逐渐向轻量化、节能和环保方向转型。
其中,轻量化是汽车工业在节能和减排方面最有效的手段之一。
铝合金具有重量轻、比强度高、导热性好等优点,成为了汽车轻量化生产的核心组成材料。
铝合金车身的生产工艺是汽车轻量化中至关重要的一环。
然而,铝合金车身焊接存在一些问题,例如铝合金熔点低、易氧化、焊缝质量不稳定等,给车身制造带来了很大的难度。
因此,为了解决这些问题,需要探讨合适的焊接工艺,提高生产效率和焊接质量。
2 汽车铝合金车身焊接工艺铝合金具有良好的强度和轻量化的特点,其强度高、重量轻、耐腐蚀性好等特点使其在汽车制造领域得到广泛的应用。
而铝合金车身的焊接工艺也成了车身生产的重要环节之一。
目前铝合金车身焊接主要采用电阻点焊、电弧焊、激光焊接和搅拌摩擦焊等技术。
2.1 电阻点焊电阻点焊是一种快速、低成本的金属焊接方法,适用于焊接铝合金车身等薄板材料。
其操作简单,只需要将焊接材料放置于夹具中,通过电流通过连接部位形成局部加热,使铝合金材料熔化,然后冷却形成对一定形状的连接点。
这种焊接技术在铝合金车身制造中得到广泛应用,可以快速、高效地完成焊接工作,有效降低了制造成本。
然而,电阻点焊也有其局限性,主要表现在焊接强度较低,不能承受高负载或冲击负荷。
在实际应用中,既要确保产品的质量,又要考虑使用的安全性,因此,电阻点焊的应用场合较为有限。
2.2 电弧焊电弧焊是一种常用的焊接方法,广泛应用于铝合金焊接领域。
其原理是在电极和焊接材料表面之间产生电流弧,使焊接材料表面熔融,在氧化保护气氛下形成焊缝并冷却。
电弧焊可以使用于较大的工件,操作简单,焊接效果良好,因此被广泛采用。
然而,铝合金在高温环境下很容易熔化,这就要求在电弧焊过程中需要采用气体保护焊,以避免焊接材料的氧化。
汽车铝合金车身焊接工艺开发与应用分析

汽车铝合金车身焊接工艺开发与应用分析摘要:随着工业的发展,焊接技术水平也有了很大提升。
轻量化是汽车发展的方向之一,铝合金作为重要的轻量化材料应用于汽车车身中。
本文讨论了铝合金作为汽车轻量化材料在车身焊接过程中存在的问题,并对电阻点焊、电弧焊、激光焊接和搅拌摩擦焊等方法进行了分析和讨论。
这些焊接方法各有优缺点,需要根据实际工艺需求选择合适的方法。
此外,为了优化铝合金车身的焊接工艺,本文还提出了一些优化措施,这些措施有助于提高焊接质量和效率,为汽车轻量化提供技术支持和指导。
关键词:汽车;铝合金;车身焊接;工艺开发;应用分析引言汽车是人们常用的交通工具,白车身焊接的质量直接影响汽车的整体性能,如车辆外观、风噪、震动等参数。
汽车白车身由上百种冲压件通过焊接、铆接等方式连接而成,因此,白车身焊接工艺显得尤其重要,是改善汽车质量的重要因素,本研究从汽车白车身焊接工艺、设计要素进行分析,并对焊接技术发展趋势进行展望。
1汽车铝合金车身焊接工艺1.1感知技术机器人焊接技术中的感知技术是实现自动焊接的关键之一。
通过采集焊接过程中的关键信息,焊接机器人能够实现自动跟踪、实时控制和质量检测,从而提高焊接效率和质量。
其中,焊缝检测和机器人姿态检测是最常用的感知技术,其主要通过对焊缝形状、大小、位置等信息的识别,实现对焊缝的自动跟踪和实时控制,从而保证焊接质量。
焊缝检测的装置主要有视觉传感器、激光传感器和热传感器等。
机器人姿态检测是另一项关键的感知技术,其主要通过传感器获取机器人的位置和姿态信息,以确保焊接头部与焊缝之间的距离和角度符合要求。
常用的姿态检测装置包括激光扫描、位移传感器和陀螺仪等。
除了焊缝检测和机器人姿态检测外,气体控制和电弧检测也是常用的感知技术。
气体控制主要作用是保护焊接区域免受氧化和污染,电弧检测用于检测电弧的稳定性和工作状态。
感知技术的综合应用,可以使机器人实现高精度、高效率和高质量的自动焊接。
1.2激光焊工艺激光焊接是利用高能量密度的激光束作为热源的一种高效精密焊接方法,将高能量的激光束辐射至被焊工件的表面,被焊工件吸收能量熔化后冷却结晶完成焊接。
冷金属过渡条件下AZ61镁合金在两种钢板上的润湿行为

冷金属过渡条件下AZ61镁合金在两种钢板上的润湿行为曾承宗;林巧力;曹睿;陈剑虹【摘要】The wetting behavior and interfacial microstructures of molten magnesium AZ61 alloy on the surface of two different Q235 and galvanized steel plates under the condition of cold metal transfer were investigated by using dynamic sessile drop method.The results show that the wetting behavior is closely related to the wire feed speed.Al-Fe intermetallic layer was observed whether the substrate is Q235 steel or galvanized steel, and the formation of Al-Fe intermetallic layer should satisfy the thermodynamic condition of such Mg-Al/Fe system.The wettability of molten AZ61 magnesium alloy is improved with the increase of wire feed speed whether on Q235 steel surface or on galvanized steel surface, good wettability on Q235 steel surface is due to severe interface reaction when wire feed speed increases, good wettability on galvanized steel surface is attributed to the aggravating zinc volatilization.When the wire feed speed is ≤10.5m·min-1, the wettability of Mg alloy on Q235 steel plate is better than on galvanized steel plate.However, Zn vapor will result in instability for metal transfer process.%采用动态座滴法研究冷金属过渡条件下,AZ61镁合金分别在Q235钢板和镀锌钢板表面的润湿行为及其界面微观结构.结果表明:润湿行为与焊接工艺参数中的送丝速率密切相关;无论基板采用镀锌钢还是Q235钢在界面处均观察到Al-Fe金属间化合物层,其形成符合热力学形成条件;在Q235钢表面润湿时,送丝速率增加,界面反应变得剧烈,因而润湿性变好,在镀锌钢表面润湿时,送丝速率增加,加剧锌的挥发,使裸露的表面显金属性,因而润湿性变好;当送丝速率≤10.5m·min-1时,镁在Q235钢板上的润湿性要好于镀锌钢板,且后者锌的挥发将导致工艺不稳定.【期刊名称】《材料工程》【年(卷),期】2017(045)004【总页数】6页(P21-26)【关键词】冷金属过渡;镁-钢异种金属;润湿性;界面结构【作者】曾承宗;林巧力;曹睿;陈剑虹【作者单位】兰州理工大学有色金属先进加工与再利用省部共建国家重点实验室,兰州 730050;兰州理工大学有色金属先进加工与再利用省部共建国家重点实验室,兰州 730050;兰州理工大学有色金属先进加工与再利用省部共建国家重点实验室,兰州 730050;兰州理工大学有色金属先进加工与再利用省部共建国家重点实验室,兰州 730050【正文语种】中文【中图分类】TG444+.2镁合金是目前工程应用中最轻的金属结构材料,具有比强度高,比刚度高,密度低,阻尼性高及较高的导电和导热性能,无磁性,无毒性和易回收利用等优点,广泛应用于汽车和航空航天等领域[1,2]。
汽车铝合金车身焊接工艺开发与应用分析

汽车铝合金车身焊接工艺开发与应用分析摘要:轻量化是汽车发展的方向之一。
铝合金以其重量轻、比强度高、导热性好等优点表现,铝合金已经成为汽车轻量化生产的核心组成材料。
因此,汽车铝合金焊接工艺进行应用与创新对推动汽车轻量化发展有着重要意义。
本文对铝合金车身焊接技术的应用难点进行分析,探讨汽车铝合金车身焊接工艺的方法,旨在为汽车车身板用铝合金的焊接工业化应用提供参考。
关键词:汽车;铝合金;焊接工艺铝合金具有典型的优质材料属性,不仅密度低、重量轻,而且具有更高的比强度与可塑性,这就使得铝合金逐步成为航空航天、轨道交通、建筑工业、石油工业等诸多制造业中的重要金属材料。
而随着我国汽车制造行业的发展,无论是安全性能还是低碳环保特性,铝合金都成为重要可靠的构件材料,对于提升汽车整体强度有着重要的实用价值。
因此,铝合金焊接技术在汽车制造行业中成为基础工艺之一,本文即以此为研究对象介入研讨,分析汽车铝合金车身的焊接工艺与方法。
1铝合金车身焊接存在问题在全球不可再生能源危机的影响下,如何提高作为人类社会进步的支柱产业汽车行业的节能低碳生产。
当前汽车轻量化生产能够实现节油与降低排放。
因此对汽车进行轻量化研究显得尤为重要。
汽车运用铝合金材料制造能够明显改善汽车性能,实现油耗降低,进而减少排放温室气体,目前已经成为国内外汽车工业界的研究热点。
汽车轻量化主要采取材料轻量化和结构轻量化相结合的方式。
铝合金其密度小、比强度高、可塑性较好,经过热处理强化的铝合金的强度可以达到低钢碳的强度。
铝合金能够代替传统的钢材料进行车身焊接,从而实际效果能够让车身结构重量减低一半左右。
然而在汽车铝合金焊接主要存在以下几点问题有:(1)在汽车车身焊接中使用铝合金往往造成焊接接头存在软化现象,实际车身强度系数不够完全标准。
汽车铝合金焊接接头软化将使焊接结构承载能力下降,由此带来结构服役的不安全因素。
(2)铝合金表面易产生难熔的氧化膜,阻碍母材的熔化和熔合,氧化膜的比重大,不出表面,易生成夹渣、未熔合、未焊透等缺欠,往往需要使用大功率的焊接工艺进行。
激光填丝熔焊在铝合金覆盖件中的应用与质量控制

激光填丝熔焊在铝合金覆盖件中的应用与质量控制张林阳;宋庆军;郑虹;陈学罡;高建昊;高翔;贾洪伟【摘要】基于全铝及钢-铝混合车身激光填丝熔焊工艺开发,以某车型铝合金车顶与侧围外板的激光填丝熔焊生产应用为例,描述了其几何连接结构设计与工艺实施过程.从设备、材料、结构、工装夹具及工艺参数选择等多个维度出发,讨论了影响连接质量的一些关键性因素,分析了该技术在生产应用中的一些常见工艺缺陷与形成原因,并从质量保证角度提出了一些建设性的改进意见与补救措施,旨在为轻量化车身的设计与工艺开发、试制与生产投放提供强有力的支撑.【期刊名称】《汽车工艺与材料》【年(卷),期】2019(000)007【总页数】7页(P30-36)【关键词】铝合金;连接;激光填丝熔焊;全铝及钢-铝混合车身;轻量化【作者】张林阳;宋庆军;郑虹;陈学罡;高建昊;高翔;贾洪伟【作者单位】中国第一汽车集团有限公司研发总院,长春 130011;中国第一汽车集团有限公司研发总院,长春 130011;中国第一汽车集团有限公司研发总院,长春130011;中国第一汽车集团有限公司研发总院,长春 130011;中国第一汽车集团有限公司研发总院,长春 130011;中国第一汽车集团有限公司研发总院,长春 130011;中国第一汽车集团有限公司研发总院,长春 130011【正文语种】中文【中图分类】TG456.71 前言随着乘用车“双积分”政策的实施,汽车轻量化势必将迎来新一轮的变革与发展。
在当今发动机技术提升难度日趋增大、动力电池效率不尽人意的大背景下,不论对于传统燃油汽车,还是新能源汽车,轻量化车身的快速开发与投放将成为各大整车厂获取燃油消耗积分、实现节能减排的一项重要和关键举措。
关于轻量化车身的开发,一个重要路径就是通过逐步提高铝合金材料的应用比例来实现。
当前,国内外汽车公司,如奥迪、通用、蔚来等,已经开发出全铝或者钢-铝混合车身,降重效果十分显著,并且相应的商品车也已上市销售。
浅析钢铝车身先进连接工艺

浅析钢铝车身先进连接工艺发布时间:2022-06-29T08:26:05.299Z 来源:《中国科技信息》2022年5期作者:苏华,安珂,李金山[导读] 汽车车身的连接设计与制造是汽车生产中的重要环节,也是汽车生产新技术研究的主要内容。
文章主要阐述了汽车车身相关连接设计方法及过程中的讲解应用。
苏华,安珂,李金山(奇瑞用车(安徽)有限公司,安徽芜湖 241000)摘要:汽车车身的连接设计与制造是汽车生产中的重要环节,也是汽车生产新技术研究的主要内容。
文章主要阐述了汽车车身相关连接设计方法及过程中的讲解应用。
关键词:车身;连接设计;新技术前言:低碳环保、安全节能、智能化、轻量化是汽车行业发展趋势,车身连接设计开发与制造是整车开发重要组成部分。
随着中国汽车保有量的不断增加,汽车增速逐渐放缓,更新换代周期越来越短,汽车市场的竞争也越来越激烈,如何提高车身的连接设计及制造水平,提升产品竞争力是当前研究的热点。
1、汽车车身连接设计技术为保证整车结构刚度及安全性能要求,采用了以轻质铝合金材料为主,超高强度钢板为辅的钢铝混合车身结构。
整车铝合金比例达到88%。
在钢铝混合车身结构连接设计时,大量使用了钢铝混合车身连接工艺:自冲铆接(SPR)、自攻螺接(FDS)、螺栓连接、压铆、拉铆等冷连接工艺以及铝点焊、激光焊、铝弧焊、铝螺柱焊等热连接工艺。
汽车在使用钢铝混合车身。
2、钢铝车身连接方式分:焊接:CMT(冷金属过渡电弧工艺)、?Deltaspot 电极带式电阻点焊铆接:SPR、FDS、压力铆3、CMT(冷金属过渡电弧工艺)CMT定义及工艺流程CMT冷金属过渡技术是在短路过渡基础上开发的,但同普通GMAW不同的是,送丝不是一成不变的往前送,焊丝不仅会向前送丝,而且还有往回抽的动作。
其焊接过程是:电弧燃烧,加热工件和熔化焊丝,同时焊丝往前送,直到形成的熔滴同工件接触,在这一刻,焊机将焊接电流降至几乎为零,同时枪头处的伺服马达倒转,焊丝往回抽,通过机械方式将熔滴从焊丝端分离,实现熔滴向焊缝处过渡。
解析铝合金汽车配件的焊接技术

解析铝合金汽车配件的焊接技术发布时间:2021-07-20T02:33:22.464Z 来源:《中国科技人才》2021年第10期作者:马云胡相勇郑禄炎郑一俊苏晓金[导读] 基于铝合金材料的突出优势,目前被广泛应用于汽车配件制造业。
但是从技术总结及维修经验等方面来看,铝合金材料在焊接过程中存在着不少技术性缺陷,由于过去的汽车配件多使用铁、钢等材料,相关焊接技术和铝合金焊接内容上有天壤之别,因此需改进现行的技术,从而有效提升铝合金焊接工艺水平,保证配件功能良好,使汽车更加安全。
建达电气有限公司浙江温州 325000摘要:近年来我国汽车产业发展迅猛,车辆普及率与日俱增,今后的发展要着眼于汽车轻量化,实现节能减排资源回收再利用。
汽车铝合金零部件具有高耐腐性、高强度、密度低及美观等特征,目前汽车零部件多以铝合金材质为主,有必要探讨焊接技术的特点,并归纳其中的不足,确保铝合金焊接工艺质量满足汽车整体需求。
关键词:铝合金;汽车配件;焊接技术;解析引言:基于铝合金材料的突出优势,目前被广泛应用于汽车配件制造业。
但是从技术总结及维修经验等方面来看,铝合金材料在焊接过程中存在着不少技术性缺陷,由于过去的汽车配件多使用铁、钢等材料,相关焊接技术和铝合金焊接内容上有天壤之别,因此需改进现行的技术,从而有效提升铝合金焊接工艺水平,保证配件功能良好,使汽车更加安全。
一、铝合金焊接技术特点及其缺陷分析第一,氧化膜对焊接有影响。
铝合金材料表层有氧化膜,不利于焊接作业,主要有两点原因:1.二者相对密度不同,氧化膜密度在3.8左右,铝的密度只有2.6;2.二者熔点不同,氧化膜熔点大于2000摄氏度,铝熔点只有660摄氏度[1]。
氧化膜阻挡了铝合金与焊材的接触,容易出现夹杂物。
第二,热膨胀系数较高是铝合金的又一特征,容易导致焊接作业出现裂缝,主要因为铝合金温度从高逐渐向低的同时有焊接应力形成,致使基体形变。
第三,液态铝具有较强的溶解能力,可吸收水的氢分子,相反固态铝却不具备这方面功能,当铝合金焊接后温度降低时会产生气孔,无法保证焊接作业质量。
汽车车身修复塞焊教学研究

汽车车身修复塞焊教学研究
郭有瑞
【期刊名称】《汽车维修》
【年(卷),期】2016(000)012
【摘要】塞焊作为车身修复过程中电阻点焊的替代焊接技术,在车辆维修企业车身板件更换的过程中使用广泛,因此塞焊作为职业学校汽车专业焊接技术的一项基本技能被收录教材,开展教学。
塞焊实施起来时间短,质量要求高,不易掌握,教学过程也存在不少问题。
本文简述通过实践经验总结出改善教学效果,低碳环保的方法,供大家参考。
一、塞焊简介塞焊是点焊的一种形式,在需要焊接的上层待焊钢板上(一般厚度在1mm及以上)钻或冲一个孔(见图1),焊接时电弧穿过此孔熔化下层钢板和上层钢板孔边缘,熔化的焊丝将孔填满(见图2),
【总页数】2页(P15-16)
【作者】郭有瑞
【作者单位】苏州建设交通高等职业技术学校
【正文语种】中文
【相关文献】
1.汽车车身修复专业数字资源建设与课程教学研究
2.汽车车身修复基础知识讲座(十二)——车身面板修复
3.《汽车车身修复技术》课程项目式教学研究
4.《汽车车身修复技术》课程项目式教学研究
5.铝合金点塞焊在汽车面板修复中的应用
因版权原因,仅展示原文概要,查看原文内容请购买。
铝合金焊接技术研究进展

铝合金焊接技术研究进展发布时间:2021-11-12T06:47:16.890Z 来源:《中国科技人才》2021年第22期作者:臧铁军林旭东张磊李志强[导读] 近年来,随着焊接技术的发展,高效、高性能的焊接方法得到了推广,铝合金在汽车、船舶、建筑、桥梁等结构中的应用也得到发展。
中车长春轨道客车股份有限公司吉林省长春市摘要:近年来,随着焊接技术的发展,高效、高性能的焊接方法得到了推广,铝合金在汽车、船舶、建筑、桥梁等结构中的应用也得到发展。
铝合金材料具有密度小、强度高、导热系数高、耐腐蚀性强、物理力学性能好等优点,广泛应用于工业产品结构中。
本文总结了铝合金的基本特点,以及焊接中常见的问题,并对铝合金焊接技术进行了详细的阐述。
关键词:铝合金;焊接方法;技术;进展1、铝合金的焊接特性1.1易氧化性在空气中焊接时,容易形成氧化铝膜。
其熔点在2050℃左右,非常稳定,对母材的熔化造成阻碍。
氧化铝膜表面易吸水,在焊接过程中,容易形成气孔、夹渣、未熔合等缺陷,导致焊接性能下降。
焊接前应严格用机械或化学方法清理表面,去除表面氧化膜。
同时,在焊接过程中,进一步加强保护,防止氧化。
1.2易产生气孔氢是造成铝合金焊接气孔的主要原因。
因为液态铝可以溶解大量的氢气,而固态铝很难溶解氢气,当熔池温度迅速冷却凝固时,氢气无法逸出,因此很容易在焊缝中聚集形成气孔。
氢的来源很多,目前氢气孔很难完全避免。
如弧焊气氛中的氢、铝板和焊丝表面吸附的空气中的水分等。
实践表明,即使保护性氩气的纯度达到99.99%,当含水量达到20ppm时,也会产生大量的气孔。
当空气的相对湿度大于80%时,焊缝会出现明显的气孔。
因此,必须严格控制氢源,防止焊接气孔。
1.3高温强度和塑性低在高温下,铝的强度和塑性很低,破坏了焊缝金属的成形,有时会引起焊缝金属的塌陷。
铝合金由固态变为液态,没有明显的颜色变化,使操作人员难以把握温度,以便降低焊接热裂纹的概率。
在焊接因素中,主要目的是调整焊接合金体系或填充方向,防止焊接过程中产生沿晶热裂纹1.4热导率和比热容较高在导热系数和比热容方面,铝和铝合金的性能是低合金钢和碳钢的两倍。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
图 7 焊接接头的断裂位置 Fig. 7 Fracture location of welded joints
中分析可以得出,焊核直径越大,从上铝板上撕裂的 面积越大,拉伸载荷越大. 从图 8 中可以看出,随着 焊核直径的增加,拉伸载荷增加. 点塞焊时间和铝 板孔直径对拉伸载荷的影响比较显著,而送丝速度 在保证焊点成形良好的前提下,在一定合理的范围 内拉伸载荷变化不大. 三者需要配合才能得到性能 较好的接头. 而在保证焊点外观成形良好的前提 下,焊点直径与拉伸载荷关系不大,因此点塞焊接头 的拉伸载荷主要取决于焊核直径的大小.
文中用冷金属过渡技术对 6061 铝合金薄板进 行了点塞焊分析,分析了送丝速度、铝合金板上的孔 直径和点塞焊时间对焊点直径和拉伸载荷的影响, 为汽车工业中铝合金的连接提供了基础.
1 试验方法
试验材料为 6061 变形铝合金,尺寸为 125 mm × 50 mm × 1 mm,焊接示意图如图 1 所示. 焊接时 选用的焊丝为直径 1. 2 mm 的 ER4043( AlSi5 ) ,采用 的试验设备为 Fronius 公司生产的 TPS3200 系列数 字化 CMT 焊机.
图 7 为点塞焊接头断裂位置示意图,在拉伸试 验时,断裂沿着图 7 中标出的应力集中点的部分从 上铝板上撕裂,这是因为焊核直径的两端为缺口处, 容易造成应力集中,成为裂纹的起点.
图 8 为拉伸载荷随焊核直径的变化曲线,从图 8
图 9 为铝合金点塞焊接头的截面形貌,从图 9 中可以看到,接头为典型的熔焊接头,AlSi5 焊丝熔 化并与熔化的铝板结合形成熔焊接头.
3 接头的微观组织
2. 5 接头性能分析及讨论 通过前面的分析可以看出,送丝速度对焊点直
径的影响最为显著,图 3 中焊点直径增加的速度最 大. 根据 CMT 焊接方法的特点,随着送丝速度的增 加,焊接电流增加,热输入增加,焊丝的熔化量和上 面铝板的熔化量均增加,导致焊点直径的增加. 而 点塞焊时间和铝板孔直径对焊点直径的影响不是很 显著,在保证焊点成形良好的前提下,将二者控制在 一定范围内,焊点直径变化不大.
2. 3 点塞焊时间对焊点 /焊核直径以及拉伸载荷的 影响
图 5 为送丝速度 6 m / min,铝板工艺孔直径 6 mm 时,焊点直径、焊核直径和拉伸载荷随点塞焊时 间的变化曲线.
图 2 点塞焊焊点形貌 Fig. 2 Appearance of spot plug welding joints
2. 2 送丝速度对焊点/ 焊核直径以及拉伸载荷的影响 图 3 为铝合金板工艺孔直径为 6 mm,点塞焊时
图 9 焊接接头的截面形貌 Fig. 9 Cross section of welded joint
图 10 为点塞焊接头的微观组织形貌,为了分析 焊缝组织,对其进行能谱成分分析. 结果表明,焊缝 主要由 α-Al 和 Al-Si 共晶相组成. 焊接时熔化的铝
18
焊接学报
第 36 卷
焊丝和铝母材混合形成熔焊接头.
图 3 送丝速度对焊点 /焊核直径以及拉伸载荷的影响 Fig. 3 Effect of wire feed speed on spot diameter,nugget
diameter and tensile load
图 4 点塞焊接头焊点形貌 Fig. 4 Weld appearance of spot plug joint
变化趋势相同,说明当铝板工艺孔直径和点塞焊时 间一定时,有相对应送丝速度合理的匹配范围.
2 焊接工艺试验
2. 1 点塞焊接头成形特点 图 2a 为铝合金点塞焊焊点的外观成形,从图 2a
中可以看到,焊点成形良好、表面光滑、无明显的焊 接缺陷. 铝焊丝熔化填充工艺孔并与熔化的铝板结 合形成熔焊接头. 图 2b 为焊点截面形貌. 焊点直径 和焊核直径分别如图 2b 所示. 试验中铝合金 CMT 点塞焊背面都存在不同程度的凸起,主要是由于铝 合金自身表面张力小容易下塌,如图 2b 所示.
0序 言
铝合金由于具有比强度高、耐腐蚀性强以及回 收再利用成本低等特点,在汽车工业中得到了广泛 的应用[1]. 汽车制造厂商正致力于推进汽车的轻量 化、增加燃油经济性以及改善驾驶性能[2]. 减轻车 身的重量,用轻质铝合金替代成为简单而有效的途 径,如欧洲的奥迪 A8,A2 以及美洲豹 XJ 系列都采 用了全铝车身[3]. 铝合金点焊具有变形小、环保易 于操作等优点,分析铝合金点焊工艺并应用于车辆 制造中有重要意义. 目前汽车车身焊接主要是传统 的电阻点焊[4],但由于铝合金电阻率低,热导率高, 传统的电阻点焊需要更大的电流,能耗高,最严重的 问题是电极烧损严重、寿命短、耗时费力[5 - 7]. 搅拌 摩擦点焊是一项新的点焊技术,绿色环保,在 2003 年率先应用于马自达 RX-8 运动型跑车铝合金车门 的焊接[8].
( 3) 铝合金点塞焊接头为典型的熔焊接头,焊 缝主要由 α-Al 固溶体和 Al-Si 共晶相组成. 断裂时 从上铝板撕裂,为典型的撕裂型断裂. 参考文献:பைடு நூலகம்
loys to automotive industry[J]. Materials for Mechanical Engineering,1999,3( 2) : 1 - 5. [2] 乔及森,周清林,朱 亮,等. 铝合金焊接接头的力学性能测 试[J]. 焊接学报,2006,27( 11) : 41 - 44. Qiao Jisen,Zhou Qinglin,Zhu Liang,et al. Characterization of mechanical properties for aluminium alloy welded joint[J]. Transactions of the China Welding Institution,2006,27( 11) : 41 - 44. [3] 肖 军. 现代轿车全铝车身的研究和发展趋势[J]. 铝加工, 2005,165( 6) : 32 - 35. Xiao Jun. Research and development trend of aluminum body of modern car[J]. Aluminum Fabrication,2005,165( 6) : 32 - 35. [4] 王 敏. 电阻焊在汽车工业中的应用[J]. 电焊机,2003,33 ( 1) : 1 - 6. Wang Min. Application of resistance welding in automobile industry[J]. Electric Welding Machine,2003,33( 1) : 1 - 6. [5] 崇玉良,孔 谅,宋 政,等. 高强钢与铝合金电阻电焊性能 [J]. 焊接学报,2013,34( 9) : 71 - 74. Chong Yuliang,Kou Liang,Song Zheng,et al. Properties of resistance spot weld between high strength steel and aluminum alloy [J]. Transactions of the China Welding Institution,2013,34 ( 9) : 71 - 74. [6] 程方杰. 铝合金点焊中的接触电阻与电极烧损问题的研究 [D]. 天津: 天津大学,2002. [7] 罗 震. 铝合金电阻点焊过程质量检测及控制方法的研究 [D]. 天津: 天津大学,2003. [8] Feng Z,Santella M,David S,et al. Friction stir spot welding of advanced high-strength steels-A feasibility study [R]. Detroit Michigan,General Motors,2005. [9] 石 玗,何翠翠,黄健康,等. 几种铝钢异种金属熔钎焊工艺 的对比与分析[J]. 焊接学报,2014,35( 5) : 1 - 4. Shi Yu,He Cuicui,Huang Jiankang,et al. Comparison and analysis on dissimilar metals welding of aluminumalloy to galvanized steel by different welding-brazing methods[J]. Transactions of the China Welding Institution,2014,35( 5) : 1 - 4.
收稿日期: 2013 - 08 - 10 基金项目: 国家自然科学基金资助项目( 51265028) ; 兰州理工大学
红柳杰出资助项目( J201203)
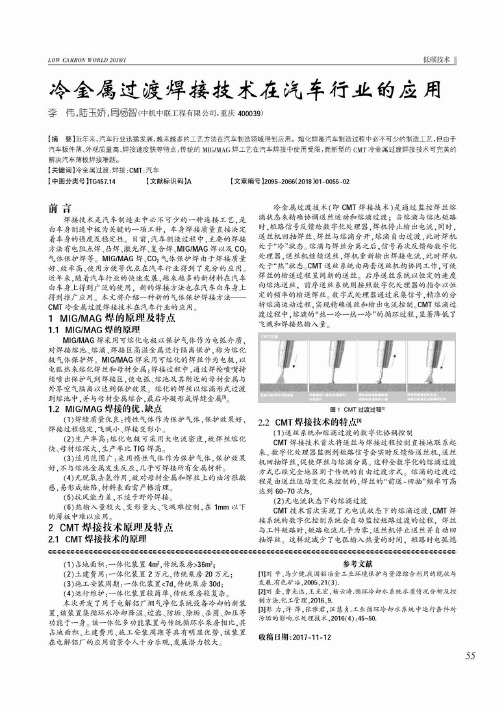
飞溅、高质量 MIG / MAG 熔焊和 MIG 钎焊[9]. 此外 CMT 方法的熔敷率比较大,焊接效率高,易于实现 自动化,特别适合于点焊的连接.
图 1 焊接装置示意图( mm) Fig. 1 Schematic diagram of welding device
焊前先在铝合金板上打工艺孔,用钢丝刷将铝 合金试件表面的氧化膜去除,再用丙酮去除铝合金 上的水渍和油污,最后对上述清洗后的铝合金分别
16