线材成本核算标准
干货分享|电线电缆成本构成的计算方法,太实用了!
干货分享|电线电缆成本构成的计算方法,太实用了!摘要:一、电线电缆成本构成概述二、电线电缆成本计算方法1.材料成本2.生产成本3.人工成本4.管理成本5.营销成本6.物流成本三、降低电线电缆成本的策略四、总结正文:一、电线电缆成本构成概述电线电缆作为现代社会中不可或缺的基础产品,其成本构成直接影响着企业的盈利能力和市场竞争力。
电线电缆的成本构成主要包括材料成本、生产成本、人工成本、管理成本、营销成本和物流成本。
下面将详细介绍电线电缆成本的计算方法,以帮助企业更好地控制成本,提高盈利水平。
二、电线电缆成本计算方法1.材料成本材料成本是电线电缆成本的主要部分,主要包括导体材料、绝缘材料、护套材料等。
企业在采购材料时,应充分了解市场价格,合理选择供应商,争取获取较低的材料成本。
此外,合理规划材料用量、降低浪费也是降低材料成本的有效途径。
2.生产成本生产成本包括直接生产费用和间接生产费用。
直接生产费用主要包括设备折旧、电力消耗、工具耗材等;间接生产费用包括生产管理费用、设备维修费用等。
企业可通过优化生产流程、提高生产效率、降低能耗等方式降低生产成本。
3.人工成本人工成本主要包括生产工人的工资、福利和培训费用等。
企业可通过提高生产自动化水平、减少人工投入、提高员工技能和素质等方式降低人工成本。
4.管理成本管理成本包括企业内部管理费用、财务费用、研发费用等。
企业应优化组织结构、提高管理水平、加强内部沟通与协作,降低管理成本。
5.营销成本营销成本是企业在产品推广、市场拓展等方面的投入。
企业可通过制定合理的营销策略、利用网络营销、加强品牌建设等方式降低营销成本。
6.物流成本物流成本包括运输费用、仓储费用、报关费用等。
企业应合理安排物流渠道、提高运输效率、减少库存积压,降低物流成本。
三、降低电线电缆成本的策略1.优化供应链管理,降低材料成本。
2.提高生产自动化水平,降低生产成本。
3.提高员工技能和素质,降低人工成本。
线材相关计算

线材成本计算线材成本计算方法通常就是根据线材制造时所采用的导体(铜线)、绝缘(PVC、PE、PU或橡胶)、屏蔽(隔离)(泡沫麦拉、铝箔麦拉、铜丝缠绕或编织)及外被(PVC、PU或橡胶)及填充物(绵线、纤维、尼龙)等之每千英尺所使用的各种材料用量重量,单位是千克1.芯线铜丝导体绞合(或芯线绞合)之外径的计算也可使用如下方法:k*d (其中,k是成缆外经系数,d为单根线芯铜丝导线或单条芯线的直径)1~10根(条)的线芯铜丝导体绞合(或芯线绞合)之外经之成缆系数是:1根(条):1,2根(条):2,3根(条):2.154,4根(条):2.414,5根(条):2.7,6根(条):3,7根(条):3,8根(条):3.3,9根(条):3.6,10根(条):4,10根(条)以上之成缆外经系数请查证。
2.线芯铜丝导体绞合(或芯线绞合)之外径的计算方法是:√N*1.155*d (其中N为线芯铜丝导体根数量或芯线条数量,d是每根线芯铜丝导体的直径或每条芯线的直径)3. 截面积计算方式:导体半径2*π*N=导体截面积(N为铜丝数量)4. 双并线铜丝用量计算:0.7854*D2*N*8.89*0.305*1.02/305*2 =kg/m or 4.344*n(d)2 /305=kg/m(其中,D是导体直径,N为线芯(铜丝)根数量),单芯无需*2,芯线如有N则需要*N5. 铜丝缠绕用量计算:0.7854*d2*8.89*N*1.04*0.305(其中d是单根铜丝直径, N是缠绕铜丝条数量)6. 双并线胶料:(长径*短径-铜的截面积)*1.45*0.8/1000=kg/m7. 绝缘材料用量计算:(D2-d2)*0.7854*0.305*1.49*N*k1*k2/305=KG/M(其中,D是芯线直径,d是线芯铜丝导体(绞合)外径,N是芯线根数,常数k1=1.02,常数k2=1.03~1.06)8. 编织材料用量计算:d2x0.7854x8.89xTxNx1.1=KG/KM(d是单根铜丝导体,T是编织锭数,N是编织每锭的条数,1.1为绞入系数)9. 外被材料用量计算:[D2–(d+ t*2)2]*0.7854*0.305*1.49*k/305=KG/M(其中,D是外被直径OD,d是芯线绞合外径,t是缠绕铜丝直径或编织屏蔽层厚度,绞合不平系数k=1.02~1.06)10. 椭圆外被用量计算:(宽*高-芯线OD)*1.48*0.82=KG/KY(1000m)11. 外被OD芯线ID计算方式(芯线全壁厚0.5最小,外被全壁厚0.5最小)12.尼龙丝计算公式:250D尼龍絲9000米重250g 0.25kg/9Km/1000*305*21000D尼龍絲9000米重1000g 1kg/9Km/1000*305*2500D尼龍絲9000米重500g 0.5kg/9Km/1000*305*213.铝箔麦拉带用量计算:3.14159*(D+t*2+0.05)*0.025*1.8*0.305*1.25(其中,D是包铝箔前的芯线绞合外经,t是泡沫麦拉厚度)14.泡沫麦拉带用量计算:3.14159*(D+T*2)*T*ρ*0.305*1.25(其中,D是包泡沫麦拉前的芯线绞合外经,T是泡沫麦拉带厚度,ρ是泡沫麦拉之假比重)。
电线电缆成本计算公式
电线电缆成本计算公式电线电缆成本计算是指对电线电缆的生产、运输、销售等方面的成本进行计算。
准确计算电线电缆成本对企业管理以及产品定价具有重要意义。
下面将从材料成本、劳动力成本、设备成本、间接成本等方面详细介绍电线电缆成本的计算公式。
一、材料成本材料成本是指电线电缆制造所使用的原材料的成本,主要包括导体材料、绝缘材料、护套材料等。
电线电缆的材料成本计算公式如下:材料成本=导体材料成本+绝缘材料成本+护套材料成本+其他材料成本导体材料成本=导体长度×导体单位重量×导体材料单价绝缘材料成本=导体长度×绝缘材料单位重量×绝缘材料单价护套材料成本=导体长度×护套材料单位重量×护套材料单价其他材料成本=其他材料数量×其他材料单价二、劳动力成本劳动力成本是指电线电缆制造过程中所需的人工成本,包括工人的工资、社会保险费等。
电线电缆制造的劳动力成本计算公式如下:劳动力成本=工人工资+社会保险费工人工资=单位时间内工人数量×工人平均工资社会保险费=工人工资×社会保险费率三、设备成本设备成本是指用于电线电缆制造过程中所使用的设备的成本,包括设备的购置费用、折旧费用、维护费用等。
电线电缆制造的设备成本计算公式如下:设备成本=设备购置费用+设备折旧费用+设备维护费用设备购置费用=设备购置数量×设备单价设备折旧费用=设备原值×设备折旧率设备维护费用=设备原值×设备维护费用率四、间接成本间接成本是指电线电缆制造过程中除了材料成本、劳动力成本、设备成本之外的其他费用,如管理费用、销售费用、财务费用等。
电线电缆的间接成本计算公式如下:间接成本=管理费用+销售费用+财务费用管理费用=管理人员工资+办公费用+其他管理费用销售费用=销售人员工资+销售费用+广告费用财务费用=会计人员工资+财务费用+其他财务费用除了上述主要成本以外,还可以根据实际情况考虑其他成本因素,如运输成本、税费等。
电线电缆成本核算标准
电线电缆成本核算标准电线电缆成本核算公式电线电缆材料用量核算公式电线电缆工时核算公式!这是电缆厂的一位工程师曝光的电线电缆生产制造过程中经常用到的计算公式,包括电线电缆成本核算标准,电线电缆成本核算工式,电线电缆材料用量核算工式,电线电缆工时核算工式等信息。
电线电缆的日常报价都是按以下工式核算成本再加上合适的利润来对外报价。
本资料由金山综合社区综合网络信息为您整理发布。
先看各个电线电缆线材成本核算标准单价(元/Km)=人工成本+原料成本+水电成本+设备折旧成本+包装成本一、人工成本(C1):人工成本(元/Km)=(D×K÷V÷T÷60÷F÷S)×(1+A)×1000D:操作员的日薪(元/人日)K:成品中该制程的条数,以LAN Cable为例,芯线制程为8,对绞为4,集合与外被为1; V:制程中机器的线速(M/min);T:一天的工时,以12小时计(hr/日);F:制程中机器的操作率(%)S:每人操作台数(台/人)A:间接人工成本(%)二、原料成本(C2):原料成本(元/Km)=U×B×(1+E)U:原料单价(元/Kg)B:原料用量(Kg/ Km)E:制程中原料消耗量(%)三、水电成本(C3):水电成本(元/Km)=P×T×R×G÷V÷T÷60÷FP:制程中机器的用电量(Kw);T:一天的工时,以12小时计(hr/日);R:用电汇率(元/Kw hr)G:用电比率(%);V:制程中机器的线速(M/min)F:制程中机器的操作率(%)四、设备仪器折旧成本(C4):设备仪器折旧成本(元/Km)=H÷(Y×12×25)÷(V×24×60×F)H:设备仪器取得金额(元)Y:设备仪器折旧年数(年);V:制程中机器的线速(M/min)F:制程中机器的操作率(%);备注:检验仪器之V与F参照外被押出机五、包装成本(C5):包装成本(元/Km)=K÷L×1000K:包装材料单价(元/个)L:每个包装之线材单长(M/个)承接电线电缆加工工程一般报价C=直接材料成本C1+加工成本C2C1=原材料用量M×原材料单价P1;C2=机时H1×加工单价P2+人时H2×加工单价P3H1(h/km)=(1/r/60)×1000×N H1=h10+h11+……+h18+h19(r为线速m/min ; N为电线次数)H2(h/km)=机时H/单个人所开机台数量N H2=h21+h22+…..+h29+h20则依工序不同而有所不同:束绞人时h21=束绞机时h11/ 7; 绝缘人时h22=绝缘机时h12/ 1;对绞人时h23=对绞机时h13/ 7; 缭绕人时h24=缭绕机时h14/ 10;中被人时h25=中被机时h15/ 1; 返捻人时h26=返捻机时h16/ 6;立式包带人时h27=立式包带机时h17/ 5; 集合人时h28=集合机时h18/ 2;编织人时h29=编织机时h19/ 6; 外被人时h20=外被机时h10/ 1.电线电缆材料用量计算公式1.单导体A单股材料用量(kg/km)==(πd2/4)×σ×C×λ2×λ3 (捻入率(%)=√((πD’/P)2+1) ;d:单股铜线径(mm) ; σ:铜比重=8.9 ;C:电缆芯数;λ2:对绞捻入率(%);λ3:集合捻入率(%);D’:层心径(mm);P:对绞平均绞距或集合绞距(mm)2.绞铜线:材料用量(kg/km)=(πd2/4)×σ×N×C×λ1×λ2×λ3 (N:铜绞线股数;λ1:铜绞线捻入率(%) )1. 绝缘: 单股材料用量(kg/km)=(π(D2-d2)/4)×σ×C×λ2×λ32.. 绞线材料用量(kg/km)=((D2-d2)/4+0.3048×d2/4)×π×σ×C×λ2×λ3 (d:绞线径(mm);D:绝缘外径(mm) )3. 包带(绕包) 材料用量(kg/km)=W×T×σ (W:带宽(mm);T:带厚(mm);σ:带模拟重)4. 包带( 卷包) 材料用量(kg/km)=(D+T)×π×T×σ×(N/(N±1)) (D:集合外径(mm);N:重迭或分开率之倒数,重迭:-,分开:+)5. 被覆材料用量(kg/km)=(D2-d2+d2×K)/4×π×σ (d:被覆前芯线外径(mm);D:被覆后完成外径(mm);K:管型押出K=0,半管型押出K=0.15~0.2,充实押出K=0.2~0.36.. 编织材料用量(kg/km)=(πd2/4)×N×C×σ×λ (λ2=π2×(D+5d)2/(25.4×C/2/P)2+1;P=(tan(A)×C×25.4)/(2×π×D) ; A=cos-1((C×N×d)/(2×π×D×F));F=1-√(1-K) ; d:编织单股铜线径(mm) ;N:每锭铜线条数(6~9条);C:锭数(16锭或24锭) ; σ:镀锡铜比重8.8;P:每吋交叉花数;D:编织前线径(mm);A:编织角度(°);F:单向编织率(%);K:编织遮蔽率(%)电线电缆制程一般损耗率:一﹐束绞0.20%﹔二﹐绝缘0.50%﹔三﹐集合0.20%﹔四﹐立式包带0.10%﹔五﹐编织0.10%﹔六﹐外被2.20%﹔七﹐剪线1.80%电线电缆公式中常用到的材料比重参数:一般材料比重﹕Cu-8.89;AL/MY-3.69*10-5;PVC-1.45;充麻-0.47(1.775g/m);棉线-0.75(0.288g/m);PP膜-0.74﹔。
电线电缆成本核算
电线电缆成本核算2008-07-17 17:591、导体用量单支:W=π×d2/4×ρ(kg/km)绞合:W=π×d2/4×λ×N×ρ(kg/km)直放:W=π×d2/4×N×ρ (kg/km)π:圆周率d:导体直径(mm)N:导体根数λ:绞合系数λ=1+(π*d1/H)2各类不同线材的绞合系数:1、普通A/V线的绞合系数:λ=1.022、喇叭线的绞合系数:λ=1+(π*d1/H)2 ,λ1=1.05;λ2=1.02;只有一次绞合的λ=1.023、UL线材和其他线材的绞合系数:λ=1.025(绞合节距按照 D1的20倍设计)其中: H为绞合节距单位:mm d1为绞合后基圆直径单位:mmρ:导体的密度2、带材用量纵包:W=宽×厚×ρ(kg/km)绕包:W=宽×厚×ρ×1.5 (kg/km)ρ:带材密度D2:绞合外径:各规则绞合线绞合外径D2=M*D1,M值为绞合倍数,参看表1-1D1为单线绝缘线径。
(单位:mm)3、编织材料用量编织用量:W=(π×d2/4×Sinα)×2×8×N×ρ(kg/km)α=ATAN{L/[π*(D1+2*d)]}编织计算编织目数 5 编半锭子数 8编织节距: 40.64 编织角: 70.0编织前外径: 5.5 编织系数: 0.58编织导体直径: 0.12 编织密度R: 82.6%并线根数: 10 编织用量: 17.619α:编织角L:编织节距D1:编织前外经d:编织导体直径N:并线导体根数ρ:编织导体密度R:编织密度4、屏蔽绕包导体用量单芯绕包用量:W=π×d2/4×λ×N×ρ(kg/km)λ:绕包系数λ=[1+(π*D2/H)2]^0.5 绕包节距H一般为固定值24MMD2:绕包后基圆直径 D2=D1+d*2 单位:mm多芯绕包用量:W=π×D2/4×λ×N×ρ(kg/km)λ:绕包系数λ=[1+(π*D2/H)2]^0.5 绕包节距H一般为固定值24MMD2:绕包后基圆直径 D2=D1*M+d*2 单位:mm (M 为芯线绞合倍数,见表1-1)d:绕包导体直径单位:mmD1:单根芯线绝缘外径单位:mm单芯缠绕屏蔽率计算绝缘线径: 1.1 节距: 24缠绕导体线径: 0.12 缠绕导体根数: 30缠绕角度: 0.9875 单向屏蔽率P: 0.95116463188两芯共缠绕屏蔽率计算单芯线径: 1.25 节距: 24缠绕导体线径: 0.12 缠绕导体根数: 48缠绕角度: 0.96208 单向屏蔽率P: 0.879930041355、绞线计算:λ:数据线类芯线对绞λ=1.025成缆系数λ=1.02H:绞线节距:H=M*D1*20 单位:mmD2:绞后基圆直径 D2=D1*M 单位:mmM:芯线绞合倍数(见表1-1)D1:单根芯线绝缘外径,单位:mm(表1-1)序号芯线根(对)数绞合倍数M 中芯空隙面积系数II 外层空隙面积系数OI1 2C2 0 1.5712 3C 2.154 0.04 1.2483 4C 2.414 0.215 1.224 5C 2.7 0.543 1.2595 6C 3 1.025 1.3296 7C 3 0 1.3297 9C 3.7 0 1.6798 20C 5.154 0 1.9446、绝缘材料用量1)PVC材料W=π(D12 – d12)/4×ρ(kg/km)2)配料材料PP:EVA:色母 =14:1:0.04PP用量:W=π(D12 – d12)/4×ρ×1400/1504(kg/km)EVA用量:W=π(D12 – d12)/4×ρ×100/1504(kg/km)色母用量:W=π(D12 – d12)/4×ρ×4/1504(kg/km)PP:色母=10:0.026PP用量:W=π(D12 – d12)/4×ρ×10000/10026(kg/km)色母用量:W=π(D12 – d12)/4×ρ×26/10026(kg/km)LDPE:HDPE:色母=3:1:0.06LDPE用量:W=π(D12 – d12)/4×ρ×300/406 (kg/km)HDPE用量:W=π(D12 – d12)/4×ρ×100/406(kg/km)色母用量:W=π(D12 – d12)/4×ρ×6/406(kg/km)LDPELDPE用量:W=π(D12 – d12)/4×ρ(kg/km)LDPE:PP:色母=7:1:0.03LDPE用量:W=π(D12 – d12)/4×ρ×700/803(kg/km)PP用量:W=π(D12 – d12)/4×ρ×100/803(kg/km)色母用量:W=π(D12 – d12)/4×ρ×3/803(kg/km)LDPE:HDPE:成核剂:色母=3:1:0.02:0.06LDPE用量:W=π(D12 – d12)/4×ρ×(1-发泡度)×300/408(kg/km)HDPE用量:W=π(D12 – d12)/4×ρ×(1-发泡度)×100/408 (kg/km)成核剂用量:W=π(D12 – d12)/4×ρ×(1-发泡度)×2/408(kg/km)色母用量:W=π(D12 – d12)/4×ρ×(1-发泡度)×6/408(kg/km)发泡度为:0.35%(适用一般的线材)D1:芯线绝缘外径d1:导体绞合外径 d1=((4*N-1)/3)^0.5*d 其中:N为导体的根数,d为导体直径。
线材成本计算公式

线材成本计算公式一、人工成本(C1):人工成本(元/Km)=(D×K÷V÷T÷60÷F÷S)×(1+A)×1000D:操作员的日薪(元/人日)K:成品中该制程的条数,以LAN Cable为例,芯线制程为8,对绞为4,集合与外被为1; V:制程中机器的线速(M/min);T:一天的工时,以12小时计(hr/日);F:制程中机器的操作率(%)S:每人操作台数(台/人)A:间接人工成本(%)二、原料成本(C2):原料成本(元/Km)=U×B×(1+E)U:原料单价(元/Kg)B:原料用量(Kg/ Km)E:制程中原料消耗量(%)三、水电成本(C3):水电成本(元/Km)=P×T×R×G÷V÷T÷60÷FP:制程中机器的用电量(Kw);T:一天的工时,以12小时计(hr/日);R:用电汇率(元/Kw hr)G:用电比率(%);V:制程中机器的线速(M/min)F:制程中机器的操作率(%)四、设备仪器折旧成本(C4):设备仪器折旧成本(元/Km)=H÷(Y×12×25)÷(V×24×60×F)H:设备仪器取得金额(元)Y:设备仪器折旧年数(年);V:制程中机器的线速(M/min)F:制程中机器的操作率(%);备注:检验仪器之V与F参照外被押出机五、包装成本(C5):包装成本(元/Km)=K÷L×1000K:包装材料单价(元/个)L:每个包装之线材单长(M/个)六﹐线材成本:线材成本(元/Km)=C1+C2+C3+C4+C5工程一般报偿C=直接材料成本C1+加工成本C2C1=原材料用量M×原材料单价P1; C2=机时H1×加工单价P2+人时H2×加工单价P3H1(h/km)=(1/r/60)×1000×N H1=h10+h11+……+h18+h19(r为线速m/min ; N为电线次数)H2(h/km)=机时H/单个人所开机台数量N H2=h21+h22+…..+h29+h20则依工序不同而有所不同:束绞人时h21=束绞机时h11/ 7; 绝缘人时h22=绝缘机时h12/ 1;对绞人时h23=对绞机时h13/ 7; 缭绕人时h24=缭绕机时h14/ 10;中被人时h25=中被机时h15/ 1; 返捻人时h26=返捻机时h16/ 6;立式包带人时h27=立式包带机时h17/ 5; 集合人时h28=集合机时h18/ 2;编织人时h29=编织机时h19/ 6; 外被人时h20=外被机时h10/ 1.材料用量计算公式一1.导体: A单股材料用量(kg/km)=N×(πd2/4)×σ×λ2 (d:铜线径(mm) σ:铜比重8.9 λ2:集合捻入率 1.004)B绞线材料用量(kg/km)=N×(πd2/4)×σ×N×C×λ1×λ2 (d:单股铜线径(mm) σ:铜比重8.9 N:铜绞线股数C:电缆芯数;λ1:铜绞线捻入率 1.015 λ2:集合捻入率 1.004);N是芯线数2.绝缘 A.单股材料用量(kg/km)=N×(πd2/4)×σ×C×λ2 (d:铜线径(mm) σ:绝缘比重PVC=1.41,SR-PVC=1.45,LDPE=0.925;C:电缆芯数λ2:集合捻入率 1.01 )B绞线材料用量(kg/km)=N×((D2-d2)/4+0.3048×d2/4)×π×σ×C×λ2 (d:绞线径(mm) D:绝缘外径(mm) σ:绝缘比重PVC=1.41,SR-PVC=1.45,LDPE=0.925;C:电缆芯数λ2:集合捻入率 1.01 )3.包带材料用量(kg/km)=D×π×σ/(W×(1±n)) (D:绝缘外径(mm) σ:带类单位重量(kg/km) W:带宽(mm) n:重迭或分开率(%),重迭:-,分开:+)4.被覆材料用量(kg/km)=((D2-d2)/4+d2/4×0.2)×π×σ(d:被覆前外径(mm) D:被覆后外径(mm) σ:被覆比重PVC=1.41,SR-PVC=1.45,LDPE=0.925)5.编织材料用量(kg/km)=(πd2/4)×N×C×σ×λ(λ2=π2×(D+5d)2/(25.4×C/2/P)2+1 d:编织单股铜线径(mm) ;N:每锭铜线条数C:锭数σ:镀锡铜比重8.8 P:每锭交叉花数;D:编织前线径(mm) )材料用量计算公式二1.单导体A单股材料用量(kg/km)==(πd2/4)×σ×C×λ2×λ3(捻入率(%)=√((πD’/P)2+1) ;d:单股铜线径(mm) ; σ:铜比重=8.9 ;C:电缆芯数;λ2:对绞捻入率(%);λ3:集合捻入率(%);D’:层心径(mm);P:对绞平均绞距或集合绞距(mm)2.绞铜线:材料用量(kg/km)=(πd2/4)×σ×N×C×λ1×λ2×λ3(N:铜绞线股数;λ1:铜绞线捻入率(%) )1.绝缘: 单股材料用量(kg/km)=(π(D2-d2)/4)×σ×C×λ2×λ32.. 绞线材料用量(kg/km)=((D2-d2)/4+0.3048×d2/4)×π×σ×C×λ2×λ3(d:绞线径(mm);D:绝缘外径(mm) )3. 包带(绕包) 材料用量(kg/km)=W×T×σ(W:带宽(mm);T:带厚(mm);σ:带模拟重)4. 包带( 卷包) 材料用量(kg/km)=(D+T)×π×T×σ×(N/(N±1)) (D:集合外径(mm);N:重迭或分开率之倒数,重迭:-,分开:+)5. 被覆材料用量(kg/km)=(D2-d2+d2×K)/4×π×σ(d:被覆前芯线外径(mm);D:被覆后完成外径(mm); K:管型押出K=0,半管型押出K=0.15~0.2,充实押出K=0.2~0.36.. 编织材料用量(kg/km)=(πd2/4)×N×C×σ×λ(λ2=π2×(D+5d)2/(25.4×C/2/P)2+1;P=(tan(A)×C ×25.4)/(2×π×D) ; A=cos-1((C×N×d)/(2×π×D×F));F=1-√(1-K) ; d:编织单股铜线径(mm) ;N:每锭铜线条数(6~9条);C:锭数(16锭或24锭) ; σ:镀锡铜比重8.8;P:每吋交叉花数;D:编织前线径(mm);A:编织角度(°);F:单向编织率(%);K:编织遮蔽率(%)制程一般损耗率% 一﹐束绞0.20%﹔二﹐绝缘0.50%﹔三﹐集合0.20%﹔四﹐立式包带0.10%﹔五﹐编织0.10%﹔六﹐外被2.20%﹔七﹐剪线1.80%一般材料比重﹕Cu-8.89;AL/MY-3.69*10-5;PVC-1.45;充麻-0.47(1.775g/m);棉线-0.75(0.288g/m);PP膜-0.74﹔损耗率计算方式﹕a. A1+A3-A2 =W1 (kg) A1为期初在制品A2为期末在制品A3为当月领料量b.(W1-W2)÷W1×100%=Y(%) W1为理论入库数W2为实际入库数Y为损耗率c.(B1+B2)÷Z×100%=Y(%) B1为现场废品B2为仓库废品Z为原物料数量。
线材成本计算公式
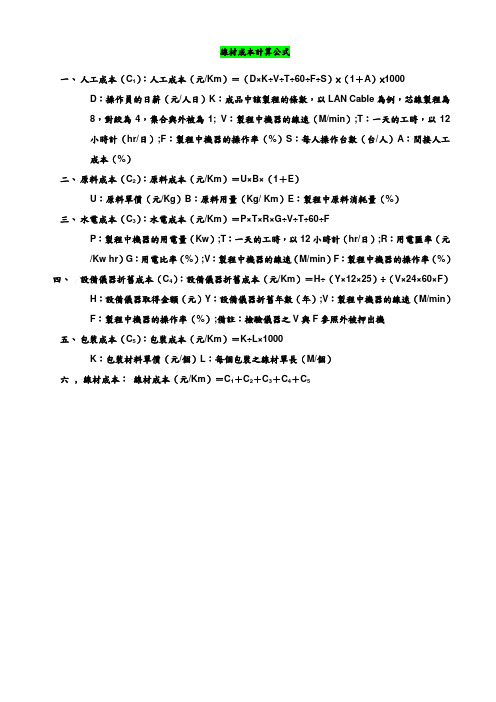
線材成本計算公式一、人工成本(C1):人工成本(元/Km)=(D×K÷V÷T÷60÷F÷S)×(1+A)×1000D:操作員的日薪(元/人日)K:成品中該製程的條數,以LAN Cable為例,芯線製程為8,對絞為4,集合與外被為1; V:製程中機器的線速(M/min);T:一天的工時,以12小時計(hr/日);F:製程中機器的操作率(%)S:每人操作台數(台/人)A:間接人工成本(%)二、原料成本(C2):原料成本(元/Km)=U×B×(1+E)U:原料單價(元/Kg)B:原料用量(Kg/ Km)E:製程中原料消耗量(%)三、水電成本(C3):水電成本(元/Km)=P×T×R×G÷V÷T÷60÷FP:製程中機器的用電量(Kw);T:一天的工時,以12小時計(hr/日);R:用電匯率(元/Kw hr)G:用電比率(%);V:製程中機器的線速(M/min)F:製程中機器的操作率(%)四、設備儀器折舊成本(C4):設備儀器折舊成本(元/Km)=H÷(Y×12×25)÷(V×24×60×F)H:設備儀器取得金額(元)Y:設備儀器折舊年數(年);V:製程中機器的線速(M/min)F:製程中機器的操作率(%);備註:檢驗儀器之V與F參照外被押出機五、包裝成本(C5):包裝成本(元/Km)=K÷L×1000K:包裝材料單價(元/個)L:每個包裝之線材單長(M/個)六﹐線材成本:線材成本(元/Km)=C1+C2+C3+C4+C5工程一般報償C=直接材料成本C1+加工成本C2C1=原材料用量M×原材料單价P1; C2=机時H1×加工單价P2+人時H2×加工單价P3 H1(h/km)=(1/r/60)×1000×N H1=h10+h11+……+h18+h19(r為線速m/min ; N為電線次數)H2(h/km)=机時H/單個人所開机台數量N H2=h21+h22+…..+h29+h20則依工序不同而有所不同:束絞人時h21=束絞机時h11/ 7; 絕緣人時h22=絕緣机時h12/ 1;對絞人時h23=對絞机時h13/ 7; 繚繞人時h24=繚繞机時h14/ 10;中被人時h25=中被机時h15/ 1; 返撚人時h26=返撚机時h16/ 6;立式包帶人時h27=立式包帶机時h17/ 5; 集合人時h28=集合机時h18/ 2;編織人時h29=編織机時h19/ 6; 外被人時h20=外被机時h10/ 1.材料用量計算公式一1.導體: A單股材料用量(kg/km)=N×(πd2/4)×σ×λ2 (d:銅線徑(mm) σ:銅比重8.9 λ2:集合撚入率 1.004)B絞線材料用量(kg/km)=N×(πd2/4)×σ×N×C×λ1×λ2 (d:單股銅線徑(mm) σ:銅比重8.9 N:銅絞線股數C:電纜芯數;λ1:銅絞線撚入率 1.015 λ2:集合撚入率 1.004);N是芯線數2.絕緣 A.單股材料用量(kg/km)=N×(πd2/4)×σ×C×λ2 (d:銅線徑(mm) σ:絕緣比重PVC=1.41,SR-PVC=1.45,LDPE=0.925;C:電纜芯數λ2:集合撚入率 1.01 )B絞線材料用量(kg/km)=N×((D2-d2)/4+0.3048×d2/4)×π×σ×C×λ2 (d:絞線徑(mm) D:絕緣外徑(mm) σ:絕緣比重PVC=1.41,SR-PVC=1.45,LDPE=0.925;C:電纜芯數λ2:集合撚入率1.01 )3.包帶材料用量(kg/km)=D×π×σ/(W×(1±n)) (D:絕緣外徑(mm) σ:帶類單位重量(kg/km) W:帶寬(mm) n:重疊或分開率(%),重疊:-,分開:+)4.被覆材料用量(kg/km)=((D2-d2)/4+d2/4×0.2)×π×σ(d:被覆前外徑(mm) D:被覆後外徑(mm) σ:被覆比重PVC=1.41,SR-PVC=1.45,LDPE=0.925)5.編織材料用量(kg/km)=(πd2/4)×N×C×σ×λ(λ2=π2×(D+5d)2/(25.4×C/2/P)2+1 d:編織單股銅線徑(mm) ;N:每錠銅線條數C:錠數σ:鍍錫銅比重8.8 P:每錠交叉花數;D:編織前線徑(mm) )材料用量計算公式二1.單導體A單股材料用量(kg/km)==(πd2/4)×σ×C×λ2×λ3(撚入率(%)=√((πD’/P)2+1) ;d:單股銅線徑(mm) ; σ:銅比重=8.9 ;C:電纜芯數;λ2:對絞撚入率(%);λ3:集合撚入率(%);D’:層心徑(mm);P:對絞平均絞距或集合絞距(mm)2.絞銅線:材料用量(kg/km)=(πd2/4)×σ×N×C×λ1×λ2×λ3(N:銅絞線股數;λ1:銅絞線撚入率(%) )1.絕緣: 單股材料用量(kg/km)=(π(D2-d2)/4)×σ×C×λ2×λ32.. 絞線材料用量(kg/km)=((D2-d2)/4+0.3048×d2/4)×π×σ×C×λ2×λ3(d:絞線徑(mm);D:絕緣外徑(mm) )3. 包帶(繞包) 材料用量(kg/km)=W×T×σ(W:帶寬(mm);T:帶厚(mm);σ:帶類比重)4. 包帶( 捲包) 材料用量(kg/km)=(D+T)×π×T×σ×(N/(N±1)) (D:集合外徑(mm);N:重疊或分開率之倒數,重疊:-,分開:+)5. 被覆材料用量(kg/km)=(D2-d2+d2×K)/4×π×σ(d:被覆前芯線外徑(mm);D:被覆後完成外徑(mm); K:管型押出K=0,半管型押出K=0.15~0.2,充實押出K=0.2~0.36.. 編織材料用量(kg/km)=(πd2/4)×N×C×σ×λ(λ2=π2×(D+5d)2/(25.4×C/2/P)2+1;P=(tan(A)×C×25.4)/(2×π×D) ; A=cos-1((C×N×d)/(2×π×D×F));F=1-√(1-K) ; d:編織單股銅線徑(mm) ;N:每錠銅線條數(6~9條);C:錠數(16錠或24錠) ; σ:鍍錫銅比重8.8;P:每吋交叉花數;D:編織前線徑(mm);A:編織角度(°);F:單向編織率(%);K:編織遮蔽率(%)制程一般損耗率% 一﹐束絞0.20%﹔二﹐絕緣0.50%﹔三﹐集合0.20%﹔四﹐立式包帶0.10%﹔五﹐編織0.10%﹔六﹐外被2.20%﹔七﹐剪線1.80%一般材料比重﹕Cu-8.89;AL/MY-3.69*10-5;PVC-1.45;充麻-0.47(1.775g/m);棉線-0.75(0.288g/m);PP膜-0.74﹔損耗率計算方式﹕a. A1+A3-A2 =W1 (kg) A1為期初在制品A2為期末在制品A3為當月領料量b.(W1-W2)÷W1×100%=Y(%) W1為理論入庫數W2為實際入庫數Y為損耗率c.(B1+B2)÷Z×100%=Y(%) B1為現場廢品B2為倉庫廢品Z為原物料數量。
电线电缆的成本核算步骤

电线电缆的成本核算步骤嘿,咱就说说电线电缆的成本核算步骤呗。
这电线电缆成本核算啊,得先算原材料的成本。
电线电缆主要就是铜啊、铝啊这些金属,还有塑料啥的绝缘材料。
得知道这些材料的价格,再看看用了多少量。
比如说铜,一斤多少钱,这电线电缆里用了多少斤铜,一算就知道铜的成本是多少了。
塑料也一样,算算用了多少,价格是多少。
这就跟做饭买菜似的,得知道买的菜多少钱,用了多少。
然后呢,得算人工成本。
生产电线电缆得有人干活吧,工人的工资就是人工成本。
看看有多少工人,干了多长时间,工资是多少,一合计就知道人工成本有多少了。
要是有加班啥的,还得另算。
还有啊,得算设备成本。
生产电线电缆得用机器设备吧,这些设备得花钱买,还得维护保养。
把设备的折旧费、维修费啥的都算上,就是设备成本了。
就跟咱家里买个大件电器似的,得考虑使用成本。
另外呢,还得算运输成本。
把电线电缆运到客户那里得花钱吧,运费、装卸费啥的都得算进去。
要是运得远,成本就高。
咱举个例子哈。
俺们村有个老张,他开了个电线电缆厂。
他每次算成本的时候都可仔细了。
他先算原材料成本,看看铜啊、铝啊的价格,再算算用了多少量。
然后算人工成本,看看有多少工人干活,工资是多少。
接着算设备成本,把设备的折旧费、维修费都算上。
最后算运输成本,看看运费是多少。
有一回,他接了个大单子,得好好算算账。
他一算,原材料成本花了不少钱,人工成本也不低,设备成本和运输成本加起来也不少。
他就根据这个成本来定价,可不敢乱要价。
从那以后,老张算成本就更有经验了。
这电线电缆成本核算啊,虽然有点麻烦,但算清楚了才能赚钱。
咱要是做这行生意,也得好好算算成本,可不能糊涂。
电线电缆成本计算
电线电缆成本计算电线电缆是现代化生产和生活必需的电力设备,广泛应用于电力、通信、交通、石油、化工等各个行业。
电线电缆的成本计算是企业生产经营的重要环节之一,直接影响到企业的盈利能力和竞争力。
本文将从原材料成本、人工成本和其他成本三个方面对电线电缆的成本计算进行分析。
一、原材料成本电线电缆的原材料主要包括铜或铝导体、绝缘材料以及电缆外护套等。
其中,导体材料是电线电缆成本的主要组成部分,占到了总成本的近70%。
导体材料的价格与国际市场铜价或铝价密切相关,而铜和铝的价格波动较大,对电线电缆的成本计算造成一定的不确定性。
此外,绝缘材料和外护套的价格也会对成本计算产生影响,不同的绝缘材料和外护套材料价格差异较大。
二、人工成本电线电缆的生产过程需要一定的人工操作,包括导体的拉拔、绝缘和护套的挤出、绕线和绝缘处理等。
人工成本主要包括工人工资和福利等。
工人的工资水平和技术水平对成本产生直接影响,技术水平较高的工人可以提高生产效率,降低生产成本。
此外,企业的管理费用也是人工成本的一部分,包括管理人员的工资和企业的各项费用。
三、其他成本除了原材料成本和人工成本外,还有一些其他成本需要计算。
例如设备的折旧和维修费用、电能的消耗费用、包装和运输费用等。
设备的折旧费用通常按设备的使用寿命和残值率计算,维修费用则包括设备的维护和修理费用。
电能的消耗费用因企业的生产规模和设备的能耗而异,需要根据实际情况进行计算。
包装和运输费用主要包括电线电缆的包装材料费用和运输车辆的费用。
此外,还需要考虑企业的税费和利润率。
税费包括增值税、所得税和城市建设税等,根据国家和地区的政策进行计算。
利润率则是企业的盈利能力的体现,通常根据行业的具体情况和企业的财务状况进行确定。
综上所述,电线电缆成本计算涉及多个方面,包括原材料成本、人工成本、设备折旧和维修费用、电能消耗费用、包装和运输费用等。
不同的企业和产品在成本计算上会有差异,需要根据具体情况进行计算和分析,以降低生产成本,提高企业的竞争力。
线材成本计算公式

线材成本计算公式
1.原材料成本
原材料成本是指用于线材生产的材料成本,包括金属原材料的成本。
原材料成本的计算公式为:
原材料成本=材料单价×材料用量
其中,材料单价指的是单位材料的价格,材料用量指的是生产一定数量线材所需的材料数量。
2.人工成本
人工成本是指用于生产线材的人工劳动力成本。
人工成本的计算公式为:
人工成本=人工单价×生产人工时间
其中,人工单价指的是单位时间的人工费用,生产人工时间指的是生产一定数量线材所需的工人工作时间。
3.设备成本
设备成本是指用于生产线材的设备折旧、维护和运营成本。
设备成本的计算公式为:
设备成本=折旧费用+维护费用+运营费用
其中,折旧费用指设备价值按一定年限和折旧率计算的费用,维护费用指设备的维修和保养费用,运营费用是指设备能源消耗费用等。
除了上述的三个主要成本项以外,还需要考虑其他可能影响生产成本
的因素,例如管理费用、运输费用等。
总的线材生产成本可以按照如下公
式计算:
总成本=原材料成本+人工成本+设备成本+其他成本
需要注意的是,线材成本计算公式仅仅是一种计算方法,实际的成本
计算可能会受到多种因素的影响,例如市场价格波动、采购渠道的选择等。
因此,在计算线材成本时,需要结合实际情况灵活运用,并不断进行修正
和优化。
线缆与组件成本计算标准

2018-01-09
成 长 源 于 不 断 进 取
1
目录
第一部分:线缆成本分析 一,线缆材料成本
二,线缆制造成本
三、线缆成本分析 四、常规线缆成本分析 第二部分:线缆组件成本分析 一、组件加工成本 二、组件成本分析 三、常规组件成本分析
2
一,线缆材料成本
1.线缆结构:
单芯结构
绝缘 导体
D1:芯线绝缘外径
d1:导体绞合外径 d1=((4*N-1)/3)^0.5*d 其中:N为导体的根数,d为导体直径。
3.3 举例:
3.3.1 UL1015 30AWG(7/0.1) OD:1.94MM PVC黑色外被 d1 =((4*7-1)/3)^0.5*0.1=0.3MM PVC用量:W=3.1415*(1.94 2-0.3 2)/4*1.45=4.184 kg/km 3.3.2 UL3302 30AWG(7/0.1) OD:0.9MM PE黑色外被 d1 =((4*7-1)/3)^0.5*0.1=0.3MM PE用量:W=3.1415*(0.9 2-0.3 2)/4*0.935*10000/10026=0.527 kg/km
单面热熔铝箔:2.24
棉纸:0.75 棉纱(单支):0.053kg/km PET膜:1.35
11
二,线缆制造成本
1.人工费用
序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 名称 外被押出机工人 芯线押出机工人 拼丝机工人 高速编织机工人 PET编织机工人 高速绕包机工人 包纸机工人 HDMI绞包机 绞线机工人 裁线工人 成卷机工人 倒线机工人 串列式押出机工人 退扭绞对机工人 网线成缆机工人
W=π(3.52-(1.1*2)2-0.4332)/4*1.45=8.226 kg/km
线材成本计算方法
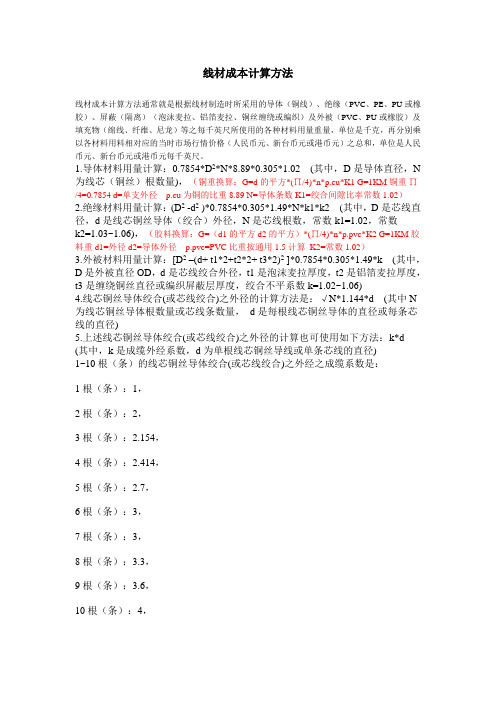
线材成本计算方法线材成本计算方法通常就是根据线材制造时所采用的导体(铜线)、绝缘(PVC、PE、PU或橡胶)、屏蔽(隔离)(泡沫麦拉、铝箔麦拉、铜丝缠绕或编织)及外被(PVC、PU或橡胶)及填充物(绵线、纤维、尼龙)等之每千英尺所使用的各种材料用量重量,单位是千克,再分别乘以各材料用料相对应的当时市场行情价格(人民币元、新台币元或港币元)之总和,单位是人民币元、新台币元或港币元每千英尺。
1.导体材料用量计算:0.7854*D2*N*8.89*0.305*1.02 (其中,D是导体直径,N 为线芯(铜丝)根数量),(铜重换算:G=d的平方*(∏/4)*n*p.cu*K1 G=1KM铜重∏/4=0.7854 d=单支外径p.cu为铜的比重8.89 N=导体条数 K1=绞合间隙比率常数1.02)2.绝缘材料用量计算:(D2 -d2 )*0.7854*0.305*1.49*N*k1*k2 (其中,D是芯线直径,d是线芯铜丝导体(绞合)外径,N是芯线根数,常数k1=1.02,常数k2=1.03~1.06),(胶料换算:G=(d1的平方d2的平方)*(∏/4)*n*p.pvc*K2 G=1KM胶料重 d1=外径 d2=导体外径p.pvc=PVC比重按通用1.5计算K2=常数1.02)3.外被材料用量计算:[D2–(d+ t1*2+t2*2+ t3*2)2 ]*0.7854*0.305*1.49*k (其中,D是外被直径OD,d是芯线绞合外径,t1是泡沫麦拉厚度,t2是铝箔麦拉厚度,t3是缠绕铜丝直径或编织屏蔽层厚度,绞合不平系数k=1.02~1.06)4.线芯铜丝导体绞合(或芯线绞合)之外径的计算方法是:√N*1.144*d (其中N 为线芯铜丝导体根数量或芯线条数量,d是每根线芯铜丝导体的直径或每条芯线的直径)5.上述线芯铜丝导体绞合(或芯线绞合)之外径的计算也可使用如下方法:k*d (其中,k是成缆外经系数,d为单根线芯铜丝导线或单条芯线的直径)1~10根(条)的线芯铜丝导体绞合(或芯线绞合)之外经之成缆系数是:1根(条):1,2根(条):2,3根(条):2.154,4根(条):2.414,5根(条):2.7,6根(条):3,7根(条):3,8根(条):3.3,9根(条):3.6,10根(条):4,10根(条)以上之成缆外经系数请查证。
电线电缆成本计算方法
电线电缆成本计算方法当然也不得小于按机械强度要求所允许的最小截面1.YJV铜芯电力电缆系列价格公式如下:铜的重量×铜价计算:每一百米线铜价=平方数×丝的根数×0.89×当时铜价+10%的加工费2.橡套电缆的成本价格计算平方×1.83=铜的重量×当时的铜价+橡胶的价格(重量×0.4元/斤)=成本价格+10%的加工费电缆的价格=制造材料成本+固定费用+税收+业务费+利润制造材料成本=材料成本×(1+材料消耗)(材料成本即为理论计算出来的值)固定费用根据各个公司的情况有所不同,一般包括生产工资、管理工资、水电费、修理费、折旧费、房租费、运输费用电力电缆YJV-1KV 3×95+1×70表示:意思就是3根95平方毫米加上一根70平方毫米的电缆压在一条线里面国标电线电缆的单丝 :bv电线1平方用丝1.141.5平方用丝1.382.5平方用丝1.784平方用丝2.25 6平方用丝2.76 10平方用丝1.34 16平方用丝1.705 25平方用丝2.13 35平方用丝2.52 50平方用丝1.83 70平方用丝2.166 95平方用丝2.52 V V电缆1平方用丝1.141.5平方用丝1.382.5平方用丝1.78 4平方用丝2.25 6平方用丝2.76 10平方用丝1.34 16平方用丝1.706 25平方用丝2.1335平方用丝2.52 50平方用丝2.52 70平方用丝2.52 95平方用丝2.52 70平方用丝2.52 95平方用丝2.52 120平方用丝2.52 150平方用丝2.52 185平方用丝2.52 240平方用丝2.52 300平方用丝2.52 BVR电线0.5平方用丝0.30.75平方用丝0.371 平方用丝0.421.5平方用丝0.5222.5 平方用丝0.41 4平方用丝0.516平方用丝0.63电缆载流量表电缆载流量口决:估算口诀:二点五下乘以九,往上减一顺号走三十五乘三点五,双双成组减点五条件有变加折算,高温九折铜升级穿管根数二三四,八七六折满载流说明:(1)本节口诀对各种绝缘线(橡皮和塑料绝缘线)的载流量(安全电流)不是直接指出,而是"截面乘上一定的倍数"来表示,通过心算而得由表5 3可以看出:倍数随截面的增大而减小"二点五下乘以九,往上减一顺号走"说的是2.5mm'及以下的各种截面铝芯绝缘线,其载流量约为截面数的9倍如2.5mm'导线,载流量为 2.5×9=22.5(A)从4mm'及以上导线的载流量和截面数的倍数关系是顺着线号往上排,倍数逐次减l,即4×8、6×7、10×6、16×5、 25×4"三十五乘三点五,双双成组减点五",说的是35mm"的导线载流量为截面数的3.5倍,即35×3.5=122.5(A)从50mm'及以上的导线,其载流量与截面数之间的倍数关系变为两个两个线号成一组,倍数依次减0.5即50、70mm'导线的载流量为截面数的3倍;95、 120mm"导线载流量是其截面积数的2.5倍,依次类推"条件有变加折算,高温九折铜升级"上述口诀是铝芯绝缘线、明敷在环境温度25℃的条件下而定的若铝芯绝缘线明敷在环境温度长期高于 25℃的地区,导线载流量可按上述口诀计算方法算出,然后再打九折即可;当使用的不是铝线而是铜芯绝缘线,它的载流量要比同规格铝线略大一些,可按上述口诀方法算出比铝线加大一个线号的载流量如16mm'铜线的载流量,可按25mm2铝线计算计算电缆载流量选择电缆(根据电流选择电缆):导线的载流量与导线截面有关,也与导线的材料、型号、敷设方法以及环境温度等有关,影响的因素较多,计算也较复杂各种导线的载流量通常可以从手册中查找但利用口诀再配合一些简单的心算,便可直接算出,不必查表1. 口诀铝芯绝缘线载流量与截面的倍数关系10下五,100上二,25、35,四、三界,.70、95,两倍半穿管、温度,八、九折裸线加一半铜线升级算说明口诀对各种截面的载流量(安)不是直接指出的,而是用截面乘上一定的倍数来表示为此将我国常用导线标称截面(平方毫米)排列如下:1、1.5、 2.5、 4、 6、 10、 16、 25、 35、 50、 70、 95、 120、 150、 185……(1)第一句口诀指出铝芯绝缘线载流量(安)、可按截面的倍数来计算口诀中的阿拉伯数码表示导线截面(平方毫米),汉字数字表示倍数把口诀的截面与倍数关系排列起来如下: 1~10 16、25 35、50 70、95 120以上﹀﹀﹀﹀﹀五倍四倍三倍二倍半二倍现在再和口诀对照就更清楚了,口诀"10下五"是指截面在10以下,载流量都是截面数值的五倍"100上二"(读百上二)是指截面100以上的载流量是截面数值的二倍截面为25与35是四倍和三倍的分界处这就是口诀"25、35,四三界"而截面70、95则为二点五倍从上面的排列可以看出:除10 以下及100以上之外,中间的导线截面是每两种规格属同一种倍数例如铝芯绝缘线,环境温度为不大于25℃时的载流量的计算:当截面为6平方毫米时,算得载流量为30安;当截面为150平方毫米时,算得载流量为300安;当截面为70平方毫米时,算得载流量为175安;从上面的排列还可以看出:倍数随截面的增大而减小,在倍数转变的交界处,误差稍大些比如截面25与35是四倍与三倍的分界处,25属四倍的范围,它按口诀算为100安,但按手册为97安;而35则相反,按口诀算为105安,但查表为117安不过这对使用的影响并不大当然,若能"胸中有数",在选择导线截面时,25的不让它满到100安,35的则可略为超过105安便更准确了同样,2.5平方毫米的导线位置在五倍的始端,实际便不止五倍(最大可达到 20安以上),不过为了减少导线内的电能损耗,通常电流都不用到这么大,手册中一般只标12安(2)后面三句口诀便是对条件改变的处理"穿管、温度,八、九折"是指:若是穿管敷设(包括槽板等敷设、即导线加有保护套层,不明露的),计算后,再打八折;若环境温度超过25℃,计算后再打九折,若既穿管敷设,温度又超过25℃,则打八折后再打九折,或简单按一次打七折计算关于环境温度,按规定是指夏天最热月的平均最高温度实际上,温度是变动的,一般情况下,它影响导线载流并不很大因此,只对某些温车间或较热地区超过25℃较多时,才考虑打折扣例如对铝心绝缘线在不同条件下载流量的计算:当截面为10平方毫米穿管时,则载流量为10×5×0.8═40安;若为高温,则载流量为10×5×0.9═45安;若是穿管又高温,则载流量为10×5×0.7═35安(3)对于裸铝线的载流量,口诀指出"裸线加一半"即计算后再加一半这是指同样截面裸铝线与铝芯绝缘线比较,载流量可加大一半例如对裸铝线载流量的计算:当截面为16平方毫米时,则载流量为16×4×1.5═96安,若在高温下,则载流量为16×4×1.5×0.9=86.4安(4)对于铜导线的载流量,口诀指出"铜线升级算",即将铜导线的的截面排列顺序提升一级,再按相应的铝线条件计算例如截面为35平方毫米裸铜线环境温度为25℃,载流量的计算为:按升级为50平方毫米裸铝线即得50×3×1.5=225安.对于电缆,口诀中没有介绍一般直接埋地的高压电缆,大体上可直接采用第一句口诀中的有关倍数计算比如35平方毫米高压铠装铝芯电缆埋地敷设的载流量为35×3=105安95平方毫米的约为95×2.5≈238安三相四线制中的零线截面,通常选为相线截面的1/2左右在单相线路中,由于零线和相线所通过的负荷电流相同,因此零线截面应与相线截面相同。
线材成本重量计算公式

线材成本重量计算公式线材重量(g)= (π/4) * 密度(g/cm³) * 线材直径²(cm²) *线材长度(cm)其中密度(g/cm³)是指线材材料的密度;线材直径(cm)是指线材的直径,相当于圆的直径,即线材的截面积;线材长度(cm)是指线材的长度。
详细解释:1.π/4:这是圆的面积与周长的关系。
圆的面积公式是π*r²,而周长公式是2*π*r,其中r是圆的半径。
由于线材的直径既可以用于计算线材的截面积,也可以用于计算线材的周长,所以需要将线材直径的平方除以4,得到线材截面积的一半。
2. 密度(g/cm³):密度是指线材材料的质量与体积之比。
密度通常以克(g)为单位,而线材的截面积是平方厘米(cm²)为单位,所以需要将密度单位转换成克每立方厘米(g/cm³)。
3. 线材直径²(cm²):线材的直径是线材直径的平方,即线材截面积。
线材截面积与线材的质量成正比,所以线材直径的平方越大,线材的重量越大。
4. 线材长度(cm):线材的长度是指线材的实际长度,一般以厘米为单位。
线材的长度与线材的质量成正比,所以线材长度越长,线材的重量越大。
通过上述公式,可以计算出线材的重量。
线材的成本可以通过将线材的重量乘以单位质量的价格得出。
需要注意的是,线材成本重量计算公式是一个理论模型,实际应用时还需要根据所使用的线材材料的具体性质和供应商的报价进行修正。
此外,公式中的密度、直径和长度等参数都需要以正确的数值进行计算,否则计算结果可能会产生误差。
电线成本计算方法
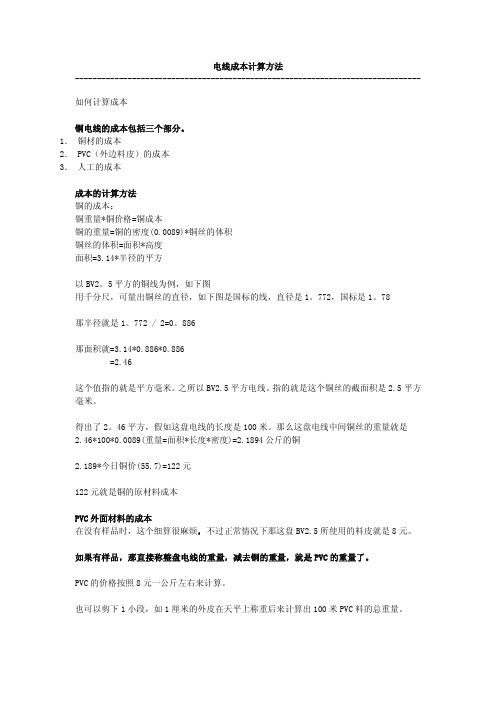
电线成本计算方法------------------------------------------------------------------------------- 如何计算成本铜电线的成本包括三个部分。
1. 铜材的成本2. PVC(外边料皮)的成本3. 人工的成本成本的计算方法铜的成本:铜重量*铜价格=铜成本铜的重量=铜的密度(0.0089)*铜丝的体积铜丝的体积=面积*高度面积=3.14*半径的平方以BV2。
5平方的铜线为例,如下图用千分尺,可量出铜丝的直径,如下图是国标的线,直径是1。
772,国标是1。
78那半径就是1。
772 / 2=0。
886那面积就=3.14*0.886*0.886=2.46这个值指的就是平方毫米。
之所以BV2.5平方电线。
指的就是这个铜丝的截面积是2.5平方毫米。
得出了2。
46平方,假如这盘电线的长度是100米。
那么这盘电线中间铜丝的重量就是2.46*100*0.0089(重量=面积*长度*密度)=2.1894公斤的铜2.189*今日铜价(55.7)=122元122元就是铜的原材料成本PVC外面材料的成本在没有样品时,这个细算很麻烦,不过正常情况下那这盘BV2.5所使用的料皮就是8元。
如果有样品,那直接称整盘电线的重量,减去铜的重量,就是PVC的重量了。
PVC的价格按照8元一公斤左右来计算。
也可以剪下1小段,如1厘米的外皮在天平上称重后来计算出100米PVC料的总重量。
人工成本生产2.5平方的需要2元的人工电费。
那么这盘电线生产出来的总成本就是122+8+2=132元。
加上点润就是卖价了。
电线电缆成本计算
电线电缆成本计算随着现代社会的迅猛发展,电力行业作为重要的基础产业得到了长足的发展。
作为电线电缆这一基础配套的产品,其用途非常广泛,市场需求也非常大。
因此,了解电线电缆的成本计算方法,对于生产厂家和用户都具有非常重要的意义。
一、电线电缆的成本构成电线电缆的成本主要包括以下几个方面:1.原材料成本:电线电缆主要由导体、绝缘层、护套等组成,因此,在成本结构中占据了相当大的比重。
导体的原材料是电解铜或者铝棒,绝缘层是由聚乙烯、交联聚乙烯、聚氯乙烯等材料制成的,护套一般采用聚氯乙烯或者聚乙烯材料制成。
原材料的成本与品质有直接关系,因此,原材料的选择和使用对于成本控制非常关键。
2.劳动力成本:电线电缆生产带有一定的劳动力成本,这包括工人的薪酬、员工社保等各项福利支出。
3.生产设备成本:生产线设备是企业电线电缆生产的重要工具。
购买引进设备的成本,设备的维护和保养,也是成本构成的一个重要方面。
生产设备的更新换代,也会对成本产生影响。
4.税费成本:包括企业所得税、增值税、房产税、土地使用税、劳动力保障金等一系列政府规定的费用。
5.运输成本:电线电缆的生产、销售和使用都需要运输手段,这个环节的成本也应该考虑在内。
6.管理成本:也就是企业的管理费用,包括人力、财务、市场、研发等各个方面的管理费用。
,电线电缆的成本主要由原材料成本、劳动力成本、生产设备成本、税费成本、运输成本和管理成本等几个方面构成。
二、电线电缆成本的计算方法电线电缆的成本计算需要根据企业实际生产情况进行具体分析。
以下是一种比较常见的计算方法:1.单项成本计算法单项成本计算法,即针对电线电缆生产的每一个具体环节进行成本核算,在此基础上计算出产品生产的成本。
这个方法能够比较准确地反映出每个环节的成本情况,但是不太灵活。
2.综合成本计算法综合成本计算法就是把每个环节的成本全部加总,计算总体成本。
这个方法便于把握整体情况,但是并不能够反映出每个环节的具体成本情况。
线材成本计算方法
线材成本计算方法线材成本计算方法通常就是根据线材制造时所采用的导体(铜线)、绝缘(PVC、PE、PU或橡胶)、屏蔽(隔离)(泡沫麦拉、铝箔麦拉、铜丝缠绕或编织)及外被(PVC、PU或橡胶)及填充物(绵线、纤维、尼龙)等之每千英尺所使用的各种材料用量重量,单位是千克,再分别乘以各材料用料相对应的当时市场行情价格(人民币元、新台币元或港币元)之总和,单位是人民币元、新台币元或港币元每千英尺。
1.导体材料用量计算:0.7854*D2*N*8.89*0.305*1.02 (其中,D是导体直径,N 为线芯(铜丝)根数量),(铜重换算:G=d的平方*(∏/4)*n*p.cu*K1 G=1KM铜重∏/4=0.7854 d=单支外径p.cu为铜的比重8.89 N=导体条数 K1=绞合间隙比率常数1.02)2.绝缘材料用量计算:(D2 -d2 )*0.7854*0.305*1.49*N*k1*k2 (其中,D是芯线直径,d是线芯铜丝导体(绞合)外径,N是芯线根数,常数k1=1.02,常数k2=1.03~1.06),(胶料换算:G=(d1的平方d2的平方)*(∏/4)*n*p.pvc*K2 G=1KM胶料重 d1=外径 d2=导体外径p.pvc=PVC比重按通用1.5计算K2=常数1.02)3.外被材料用量计算:[D2–(d+ t1*2+t2*2+ t3*2)2 ]*0.7854*0.305*1.49*k (其中,D是外被直径OD,d是芯线绞合外径,t1是泡沫麦拉厚度,t2是铝箔麦拉厚度,t3是缠绕铜丝直径或编织屏蔽层厚度,绞合不平系数k=1.02~1.06)4.线芯铜丝导体绞合(或芯线绞合)之外径的计算方法是:√N*1.144*d (其中N 为线芯铜丝导体根数量或芯线条数量,d是每根线芯铜丝导体的直径或每条芯线的直径)5.上述线芯铜丝导体绞合(或芯线绞合)之外径的计算也可使用如下方法:k*d (其中,k是成缆外经系数,d为单根线芯铜丝导线或单条芯线的直径)1~10根(条)的线芯铜丝导体绞合(或芯线绞合)之外经之成缆系数是:1根(条):1,2根(条):2,3根(条):2.154,4根(条):2.414,5根(条):2.7,6根(条):3,7根(条):3,8根(条):3.3,9根(条):3.6,10根(条):4,10根(条)以上之成缆外经系数请查证。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
线材成本核算标准(2007/04/05 15:42)
(引用地址:未提供)
标签:采购供应商报价
目录:【电子类采购知识】
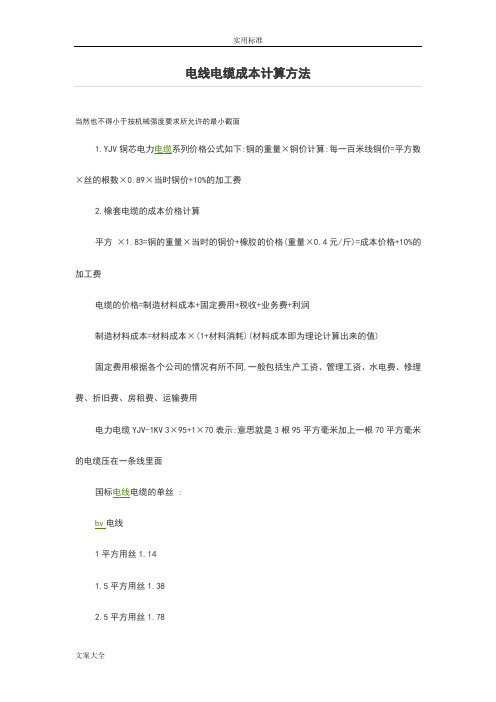
浏览字体:大中小单价(元/Km)=人工成本+原料成本+水电成本+设备折旧成本+包装成本
一、人工成本(C1):人工成本(元/Km)=(D×K÷V÷T÷60÷F÷S)×(1+A)
×1000
D:操作员的日薪(元/人日)
K:成品中该制程的条数,以LAN Cable为例,芯线制程为8,对绞为4,集合与外被为1;
V:制程中机器的线速(M/min);
T:一天的工时,以12小时计(hr/日)
F:制程中机器的操作率(%)S:每人操作台数(台/人)
A:间接人工成本(%)
二、原料成本(C2):原料成本(元/Km)=U×B×(1+E)
U:原料单价(元/Kg)
B:原料用量(Kg/ Km)
E:制程中原料消耗量(%)
三、水电成本(C3):水电成本(元/Km)=P×T×R×G÷V÷T÷60÷F
P:制程中机器的用电量(Kw);
T:一天的工时,以12小时计(hr/日);
R:用电汇率(元/Kw hr)
G:用电比率(%);
V:制程中机器的线速(M/min)
F:制程中机器的操作率(%)
四、设备仪器折旧成本(C4):设备仪器折旧成本(元/Km)=H÷(Y×12×25)
÷(V×24×60×F)
H:设备仪器取得金额(元)
Y:设备仪器折旧年数(年);
V:制程中机器的线速(M/min)
F:制程中机器的操作率(%);
备注:检验仪器之V与F参照外被押出机
五、包装成本(C5):包装成本(元/Km)=K÷L×1000
K:包装材料单价(元/个)
L:每个包装之线材单长(M/个)。