三峡压力钢管爆炸法消除焊缝应力的应用
压力容器设计中的热处理问题分析

压力容器设计中的热处理问题分析作者:马海霞王战山来源:《城市建设理论研究》2013年第20期摘要:金属的性能通过热处理可以得到良好的改善。
压力容器在设计的过程中如果进行了热处理,如焊后热处理,就可以使焊接的残余应力大大的降低,并且使焊接处的接头性能大大提高。
本文就压力容器设计中热处理问题进行深入探讨,首先从相关概念入手,然后重点分析了不同压力容器中的热处理问题。
目的是不断提高压力容器设计中的热处理水平。
关键词:压力容器设计热处理问题分析中图分类号:S611 文献标识码:A 文章编号:一、压力容器及热处理相关概述压力容器在我们的工业生产中有着非常广泛的作用,主要用途主要有:盛装气体或者液体,并且能够承受一定程度的压力,被广泛的应用到能源工业、军队工程、科学研究事业以及石油化工工程等多种行业中。
压力容器是工业安全和达标生产过程中的一项重要设备。
压力容器是否能够安全运行与它的设计是紧密相连的。
压力容器的安全运行直接关系到国家的财产安全和人们的生命安全甚至影响到整个社会的稳定。
容器能够承受压力的各个部件的断裂破坏伴随着介质能量的释放会形成一定程度的爆炸,具有很大的杀伤力,会造成大面积的破坏和对人身的伤害。
压力容器的爆炸事件不仅影响压力容易本身的使用,还给周围的设备和建筑造成一定的损害,有时还会引起重大的伤亡,甚至爆炸过程中释放的有毒物质还会对周围居民的生活造成影响,留下让人惶恐的后遗症。
在压力容器的设计过程中,往往会涉及到一些很复杂很有技术含量的处理,其中的热处理就是一项技术要求相当严格的环节,还包括其他的一些传统的重要环节。
热处理技术对压力容器金属材料的改善以及完善起到很重要的作用。
但是热处理作为一种传统并行之有效的改善和恢复金属性能的方法在压力容器设计、制造等环节中一直属于相对薄弱的环节。
因此,为了保证压力容器的安全运行,有必要探讨压力容器设计中的热处理问题。
随着我国生产力的不断发展,我国的自然科学也有了突飞猛进的发展。
爆炸消除焊接残余应力的数值模拟

1 )将 盲 孔 法 测 得 的焊 接 残 余 应 力 分 布 预 置 到 模 型 中 , 算 了爆 炸 载 荷 作 用 下 不 同 布 药 方 式 时 焊 接 残 余 应 力 的 再 分 计 布 , 将 其 与 对 应 的 实 测 结 果 进 行 比较 。研 究 结 果 表 明 , 属 材 料 的 塑 性 流 动 是 爆 炸 消 除 焊 接 残 余 应 力 的 根 本 因 素 。 并 金
加卸 载准 则为 : 若 1 7=0 d 一H d >0 则继 续 塑性加 载 ; , 6 , 若 F:0 d 一H d <0 则 由塑 性按 弹 性 卸 , 6 ,
2 )在 模 型 的 焊 缝 区引 入 面 状 裂 纹来 表 征 焊缝 中 的 凝 固 裂 纹 , 用 A A U 利 B Q S用 户 自定 义 子 程 序 开 发 的基 于 虚 拟 裂 纹
闭 合 法 的三 维 断 裂单 元 , 算 能 量 释 放 率 对爆 炸 载 荷 的 响 应 。研 究 结 果 表 明 , 炸 载 荷 并 不 一 定 会 导 致 裂 纹 的 扩 展 。 计 爆
fcoso h ei f ligrsd a t s h o g n e poie t ame t a tr n terl fo dn eiu ls e stru h a x ls r t n.2)w h rce z h ln r e we r v e e c aa tr e te pa a i ca k i h ed b a ftemo e stewedn oiic t n ca k,n s B rc nt ew l e d o d l h lig sl f ai rc a d u e A AQU srs bo t e t h a di o S u e u ru i o n
消除焊接件应力的工厂方法

消除焊接件应力的工厂方法所谓工厂方法,就是立刻见效并且投资很小,极其具备操作性的方法。
某些焊接件,完工后存在极大应力。
比如,使用油压机压配合装配的工件,铸钢件,铸铁冷焊件。
消除应力的方法:1.日光暴晒!在夏天,如果产品不急于赶工,这是个最省钱的办法。
头天晚上把工件拖到露天,当中午2点太阳最毒辣的时候,立刻施焊。
然后让日光暴晒15天,应力得到基本消除。
适用于16Mn之类的结构件和铸钢件,不过弟兄们可就太辛苦啦,需事先预备水壶若干,诸葛行军散少许···,在此先行道乏。
2.敲击!首先用高速钢(报废钻头改,但不是所有钻头都是高速钢的,事先必须查明)磨削一个尖头锤,然后敲击焊缝,标准是每平方厘米至少15点,要敲出坑,切实产生强制变形,才有效果。
否则没用。
弟兄们偷懒不得啊!此法适用于结构钢件。
铸钢件敲击不要太狠了,铸铁件更要轻敲,但点数要增加一倍。
3.使用30度窄坡口!一般坡口都是60度,操作方便,但是焊接时间长,填充金属多,变形大,自然焊接应力就大。
使用窄坡口,不仅降低成本(焊条和焊丝价格比钢板贵至少2倍),提高操作速度(弟兄们对于高效率的工艺从来都是欢迎的),而且极大地降低应力。
除了薄板和特厚板,都适用。
就是对弟兄们的操作技能提出更高要求。
只要抓住一条,焊枪摆动时,坡口两端要停留时间足够(其实不超过0.3秒),看到坡口边缘已经熔化并且液态金属产生波纹才向另一侧摆动,就不会产生未熔合。
焊道层间打磨时要把熔渣除尽,X光检测保证条条焊缝都是I级片,一个缺陷都不会有。
接头要采用冷接法,事先把接头磨削成斜坡状,又美观质量又好。
4.强制加热!如果构件能够预热,后热,应力都能减小。
但是,一个拳头大的铸铁件用507焊条热焊都要两把气割枪加热,稍微大一点的铸件就无法有效加热,也就不能用507焊条热焊,而冷焊应力是比较大的。
怎么办?作一个10孔加热头就行了。
就像猪八戒那个耙子一样。
用20号气焊枪一把,其实气割枪火力更大,别用气割枪啊!回火爆炸了不负责啊!把喷嘴取下,用紫铜棒加工一个10孔加热头,图纸回头我上传过来,现在在王霸里边,然后对要焊接的铸件加热,火焰厉害得多!此法适用于铸铁,铸钢件。
水电站压力钢管的焊接技术及消应工艺探讨

水电站压力钢管的焊接技术及消应工艺探讨作者:路彬来源:《城市建设理论研究》2014年第06期摘要:近几年来,我国水电站压力管道发展速度快,在其安装过程中,焊接技术是其中最重要的一个环节,焊接技术的质量好坏对整个压力管道安装甚至是水电站的安全使用都具有直接影响。
因此必须保证水电站压力管道在焊接时的施工质量,同时,在焊接过程中,由于钢材强度越来越高,对于焊接消应处理技术还不够完善,对此,本文通过新疆某水电站的压力钢管焊接技术和消应处理方法,做一些分析和探讨。
关键字:压力管道;焊接技术;消应处理;新疆中图分类号:TV741 文献标识码:A水利水电工程是我国的基础产业,对社会生产和人民生活有巨大影响。
因此,水电站在结构设计和施工质量等方面就要非常严格。
其中,压力钢管是水电工程的重要组成部分,在水电站的运用中,由于水流的不稳定,承受着非常大的内水压力,常因为钢管焊接质量而发生严重事故,对此,针对压力钢管承受水压特点,对钢管材质、焊接材料及焊接技术方面就要提出更高标准,保证水电站的安全使用。
一、国内外压力钢管焊接技术现状目前,我国很多水电站压力钢管的焊接都使用传统、简单的手工焊,主要是手工电弧焊技术,只有少数的水电工程中会使用到埋弧焊技术,而压力钢管的全位置自动化焊接技术很少被使用。
随着水电建设的进程加快,对于大直径厚壁压力钢管的焊接,就要采用新型的焊接技术才可以保证其质量,其中,全位置自动化的焊接技术就可以适应这种钢管施工需要。
其次,在国外的焊接技术上,基本采用的是高效率的焊接技术,尤其是埋弧焊技术。
但在环缝焊接中,仍然主要使用手工电弧焊。
比如在德国的很多水电工程中,就使用熔化极氢弧焊的全位置自动焊接技术,但因为大直径厚壁压力钢管开发难度大,目前这种全位置焊接技术主要用于直径比较小的钢管。
二、新疆某水电站的压力钢管焊接技术和消应工艺分析(一)、工程概况新疆某水电站工程是一项具有灌溉、发电、防洪和改善生态等综合利用效益的大型水电站工程。
钢结构的焊接残余应力与消除方法

钢结构的焊接残余应力与消除方法摘要:钢结构在焊接的过程中,经常会有焊接参与应力的存在,这会对其总体的施工质量及使用质量产生一定的影响,为了消除这种焊接残余应力,要对其形成原因及影响因素进行分析,在此基础上提出相关的消除措施,本文就针对此予以简单分析。
关键词:钢结构;焊接残余应力;消除在钢结构的施工过程中,其中一种非常重要的施工工艺就是焊接,这是一个非常复杂的过程,其中涉及到力学、冶金、传热、电弧物理等各个学科的,在进行钢结构的焊接时,为了保证其焊接质量及各种使用性能参数,对其焊接残余应力的产生原因进行分析,并提出相关的消除方法是非常必要的。
一、焊接残余应力的概念在进行钢结构中的相关构件的焊接时,会产生一定的内应力即焊接应力,而这种焊接应力的作用时间的长短是有一定的区别的,按照其作用时间的长短有焊接残余应力与焊接瞬时应力的区别,焊接瞬时应力的作用会在焊接之后的短时间内消失,而另一部应力会在焊接结束之后残留于构件之中,继续作用,这种焊接应力就是焊接残余应力。
二、钢结构焊接残余应力的产生原因通过试验分析发现,产生焊接残余应力的原因是多种多样的,对其主要的产生原因进行分析,可以得出以下几点:(1)焊接方法及焊接顺序的不合理会导致焊接残余应力的出现,尤其是对于一些焊接部位较多,焊接程序复杂的构建来说,采用不同的焊接顺序进行焊接,最终产生的焊接应力也是不尽相同的。
(2)焊接工艺参数设置不合理,在构件的焊接过程中,需要综合考虑构建的结构、材质、厚度等各种因素才能进行焊接方法的选择及焊接参数的设置,否则很容易在焊接的过程中形成凹坑、气孔、裂纹等缺陷。
(3)焊缝的位置及数量分布的不合理,如果在构件的焊接过程中具有较多的封闭焊缝,并且不同焊缝的疏密程度具有较大差别,甚至出现焊缝的相互交叉,这种现象的存在,很容易导致较大焊接残余应力的产生。
(4)焊缝的接头形式、尺寸等设计不合理,焊缝尺寸的大小与焊接应力的大小有着直接的关系,并且焊接间隙、焊接坡口形式、焊接零件之间的搭接方式等都会对焊接残余应力的大小产生直接的影响。
爆炸消除焊接应力在铝行业中的应用
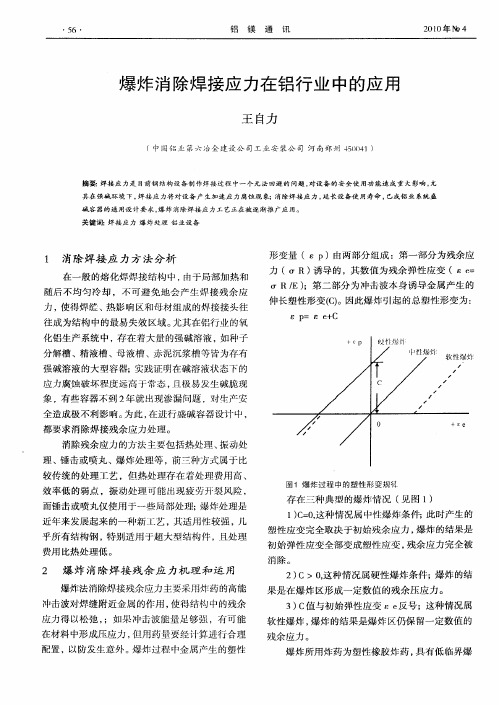
随后 不 均匀 冷 却 ,不 可避 免地 会 产 生 焊接 残 余 应
力 , 得焊 缝 、热影 响 区和母 材 组成 的焊 接接 头往 使
往成 为结构 中的最易 失效 区域 。 尤其在 铝行 业 的氧
化 铝生产 系统 中 , 在着 大 量的强 碱溶 液 , 存 如种 子
其 在 强碱 环 境 下 , 接 应 力将 对 设 备 产 生加 速 应 力 腐 蚀 现 象;消 除焊 接 应 力 , 长 设 备 使 用 寿命 , 焊 延 已成 铝 业 系统 盛
碱 容 器 的 通 用设 计 要 求 , 炸 消 除 焊 接 应 力 工 艺 正 在 被 逐 渐 推 广 应 用 。 爆 关 键 词:焊接 应 力 爆 炸 处 理 铝 业 设 备
・
5 6
铝
镁
通
讯
2 0年 № 4 01
爆 炸 消 除焊接应 力在 铝 行 业 中的应 用
王 自力
( 固铝 业 第 六 ;金 建 设 公 司 工 业 安 装 公 司 河 南 郑 州 4 o11) 中 台 5( 4
摘 要: 接 应 力 是 目前 钢 结 构设 备 制 作 焊 接 过 程 中一 个 无 法 回 避 的 问题 , 设 备 的 安 全 使 用功 能 造 成 重 大影 响 , 焊 对 尤
测量 其 应变 值 的变 化 ,换算 为 应 力值 的变化 , 运 将
算 结 果进 行 对 比分 析 ,最后 再进 行 通 水 渗漏 试验 。
表 1 爆 炸 前 后 实测 点 位 应 力 表
测 点 编号 处理 前 应 力情 况 ( p ) 处 理 后应 力 情 况 (p ) M o  ̄ a , t 备 注 纵 向应 力 横 向应 力 纵 向应力 横 向应 力 ( 板厚 度 ) 韭
2爆炸合成新材料中的几个关键问题

爆炸合成新材料中的几个关键问题李晓杰1、2汪旭光1、3张勇1、4王耀华1、5邓家艾1、61 中国工程爆破学(协)会;2 大连理工大学工业装备结构分析国家重点实验室3 北京矿冶研究总院;4 大连船舶重工集团爆炸加工研究所有限公司5 中国人民解放军理工大学;6 南京三邦金属复合材料有限公司一、引言随着现代实验技术、计算技术的发展,人们对爆炸这样高速猛烈现象的认识正在逐步深入,炸药爆炸的应用不再仅限于战争、采矿、拆除建(构)筑物这些破坏效应;人们还开发了利用爆炸的高速度、高压力、高温环境,以及物理、化学效应的众多工业应用。
爆炸加工就是其中的一朵奇葩,如:用薄片炸药去爆炸冲击奥氏体钢材,可以使材料表面硬化,由此衍生的爆炸硬化技术[1](Explosive Hardening)已经在工厂室内进行大量的铁道辙叉预硬化加工(如乌克兰和我国秦皇岛等地);用小量的爆炸处理大型容器的焊缝的爆炸消除焊接残余应力技术[2、3],可以消除焊缝应力、改善应力腐蚀,已经用于大型化工储罐和三峡等水利工程引水压力管线,实现了焊接应力现场消除;利用水中爆炸实现了金属板料的无模成型和连铸结晶器等精密部件成型[4、5];在数千米的油井下也正在进行射孔、整形、补贴和压裂增采等爆炸作业[6]。
人们甚至将爆炸冲击效应用于食品、生物材料的处理,如:对于肉类进行的冲击爆炸嫩化[7]、对木纤维进行爆炸膨化等等[8]。
其中用于新材料合成的爆炸加工技术包括有:用于制造金属包覆材料的爆炸复合(焊接)技术,用于金属与陶瓷粉末冶金的爆炸粉末烧结技术,用于陶瓷粉末和金刚石等超硬材料粉末制造的冲击波合成方法,以及制备纳米粉末的气相爆轰合成方法等。
二、爆炸复合爆炸复合(Explosive Cladding)是一种制造金属包覆材料的技术,也是焊接异种金属的特种焊接技术,是力学与金属材料学相结合的产物。
爆炸复合的基本原理是利用炸药爆炸驱动复板与基板产生高速斜碰撞,碰撞在材料接触面上剥离并喷出微量的金属射流,产生“自清理”作用使焊合面露出无污染的洁净金属本体;同时射流后部的金属本体接触面在碰撞高压、大变形,以及高速近乎绝热变形和高压压缩所产生高温的联合作用下,产生固相扩散和熔化焊合;焊合后界面的高温又会迅速向小变形的低温基体内散热,使高压界面结合态被快速淬火固定下来,阻止金属过度扩散反应和大量脆性相的生成。
爆炸法消除应力在电站压力钢管上的应用
[ 文章编号 ]0 2 6 4 2 1 )1 0 0 3 10 —0 2 (0 0 1 —02 —0
东北水利水电
2 1 年第 1 期 00 1
爆炸法消除应力在电站压力钢管上的应用
郭 乾 , 书平 , 俊 张 张
( 中国水 利 水应 变 法 测 ■ 残 余 应 力示 慧 图
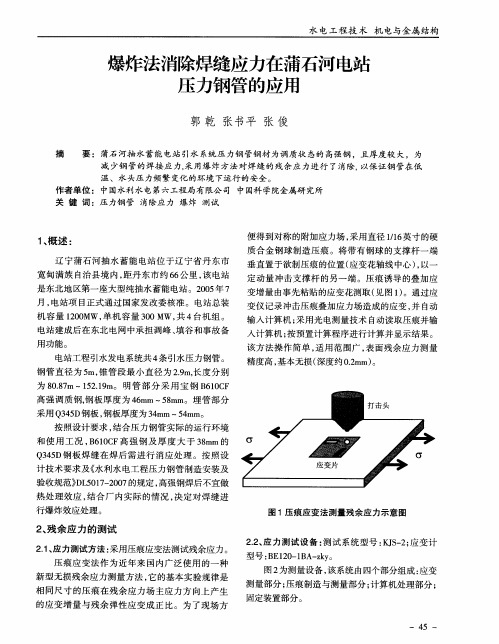
钢管是否进行爆炸处理主要取决于原始焊接应力大
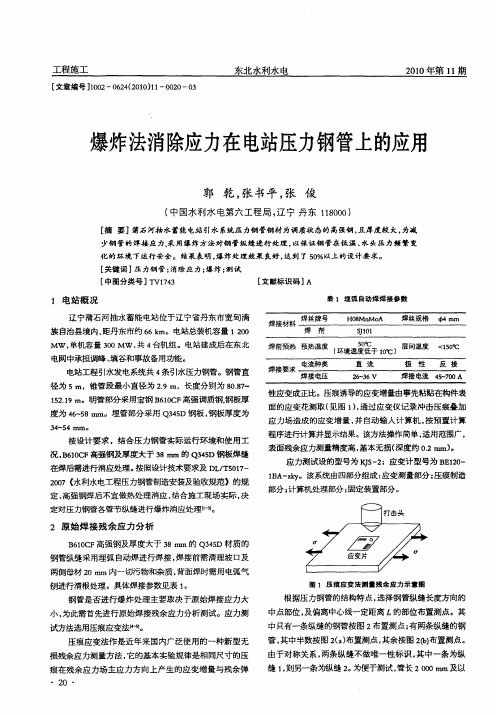
根据压 力钢管 的结构特点 , 择钢管纵 缝长度方 向的 选
小, 为此需首先进行原始焊接残余应力分析测试。应力测
试方 法选 用压痕应变 法H 。
中点部位 , 及偏离中心线一定距离 £的部位布置测点。其 中只有一条纵缝的钢管按图 2 布置测点; 有两条纵缝的钢 管, 其中半数按图 2a布置测点, () 其余按图 2b ( 布置测点。 )
度为 4~ 8 Tl 65 l 。埋管 部分采 用 Q 4D钢板 , lI f 35 钢板厚 度为
3 "5 1T。 4 4 nIl
性应变 成正比。压痕 诱导的应变增量由事先粘贴在构件表
面 的应变花 测取 ( 图 1 , 见 )通过 应变 仪记录 冲击压痕 叠加 应 力场造 成的应 变增 量 , 自动输 入计 算机 , 预置 计算 并 按
焊 预 热 度( 温 1 ) 问 度 1C 前 热预 温 环 ; 0 层 温 5 境 ℃ 0  ̄
焊 要 皇 接求 鎏鲞
焊接电压
皇鎏
2 " 6V 6- 3
坚 竺 垦苎
焊接 电流 4" 0 5' 0A 7
1 . 。明管部分采用宝钢 B 1C 高强调质钢。 51m 29 60 F 钢板厚
位 布点外 , 另一布点部位 在中点偏 下位 置 。
内侧
去应力方法
去应力方法
去应力方法主要有两种:
1. 热处理方法:将焊件加热到较高温度(低于母材的临界点温度)后保温一定时间,然后缓慢冷却下来。
这个过程可以使焊件中的扩散氢加速向外逸出,同时使金属原子获得能量,通过原子迁移,达到较稳定的状态,从而降低或消除焊接残余应力。
这种方法的优点是简单易行,缺点是需要加热设备和较大的加热空间,加热时间较长,有时可能引起变形或造成焊接接头的组织和性能变化。
2. 机械方法:包括锤击、爆炸和振动等。
锤击法是通过用小锤均匀敲击焊缝及其附近的金属,使金属产生塑性变形,从而减小残余应力的方法。
爆炸法是在焊缝及其附近钻孔,然后向孔内装入炸药,通过爆炸产生的冲击力和振动,使金属产生塑性变形,从而减小残余应力。
振动法则是通过使焊件产生振动,使金属产生塑性变形,从而减小残余应力的方法。
这些方法的优点是可以局部处理,对整体结构影响小,缺点是需要一定的设备和操作技术,处理效果可能受多种因素影响。
以上信息仅供参考,具体使用哪种方法,需要根据实际情况综合考虑。
爆炸法消除焊缝应力在蒲石河电站压力钢管的应用
.
图 4 两 条纵缝 管节 测点布 置 示意 图 1
图 5 两 条纵缝 管节 测点 布置 示意 图 2 表1
锥 管测试 结 果 (5= 0 m,2 纵缝 ,材质 B 1 CF) 5r a 条 6O
内侧 测点位置
焊缝 1 焊缝 2
外侧
残余应J /y Jxr c c r
焊缝 1 焊缝 2 6 04 7 2 /9 6 34 4 3 /5
表3 外侧
残余 应力 c /y r c xr 6 73 0 0 /9 5 72 6 3/4
测 点位 置
纵 缝
I
熔 合线 3
HAZ 4
6 94 0 8/6
5 2 51 1/ 3
5 72 1 2/5
用功能。
定动量冲击支撑杆 的另一端 。压痕诱导的叠加应
变增 量 由事 先粘 贴 的应 变 花测 取 ( 图 1 。通 过应 见 )
变仪记录冲击压痕叠加应力场造成的应变 , 自动 并 输入计算机 ; 采用光 电测量技术 自动读取压痕并输 入计算机 ; 按预置计算程序进行计算并显示结果 。 该方法操作简单 , 适用范围广 , 表面残余应力测量 精度高 , 基本无损( 深度约0 m ) . m。 2
一
98
3 7— 4 6 /8 .
纵缝 I I
焊缝 5 焊缝 6
3 74 3 l/2 6 /6 82 0
6 71 3 2 /9 4 32 7 /4
直 管 测试 结果 (5= 8 5 mm,2条纵 缝 ,材质 B 1 C 6 O F) 内倾 4 残余 应 力 r c c /y xr
25 应 力测试 的数 据 : .、
贴一打击压痕一应力测试 。
爆炸法消除焊接接头残余应力的数值模拟
第21卷 第2期应用力学学报Vol.21 No.2 2004年6月CHINESE JOURNAL OF APPL IE D MECHANICS J un.2004文章编号:100024939(2004)022*******爆炸法消除焊接接头残余应力的数值模拟Ξ刘凯欣1 张晋香1 刘 颖1 李晓杰2 张 凯2(北京大学 北京 100871)1 (大连理工大学 大连 116023)2摘要:利用非线性动力有限元法对爆炸处理消除焊接接头残余应力的全过程进行了数值模拟。
首先,采用温度场与位移场的间接耦合方法计算了钢板对接焊的焊后冷却及残余应力的生成过程,求得焊接接头处由高温冷却到室温由于变形受到阻碍而产生的不均匀的残余塑性变形和应力。
然后,在焊缝区引入移动的爆炸载荷,计算了爆炸波作用下该钢板焊接接头附近应力的变化。
计算结果表明,爆炸处理可引起板内应力的重新分布,从而有效地释放超过塑性极限的残余应力。
利用炸药爆炸消除大型焊接结构残余应力是一种经济有效的方法,本文的数值模拟为研究炸药爆炸消除焊接结构残余应力的机理提供了有力的工具。
关键词:非线性动力有限元;焊接;残余应力;爆炸处理中图分类号:O383;TG404 文献标识码: A1 引 言焊接结构广泛应用于工程实际。
在焊接过程中,焊接区以远高于周围区域的速度被急剧加热,焊接区材料温度升高后屈服极限下降。
在焊后冷却过程中,金属的收缩变形受到周围较冷区域的约束,产生热应力,热应力可部分地超过该温度下的屈服极限,引起塑性应力和变形。
焊接区冷却到室温后比周围区域相对缩短、变窄或减小,因此呈现拉伸残余应力,周围区域则承受压缩残余应力[1]。
焊接残余应力的存在,会降低结构的疲劳强度和承载能力。
爆炸法消除焊接残余应力是近年来发展起来的一种新技术,其显著特点是快速简便、节省成本、降低能耗,而且不受构件和设备尺寸、材质以及场地的限制。
经过大量研究和多年的推广应用,已经发展成为一种比较成熟的大型焊接结构消除残余应力技术。
爆炸处理消除焊接残余应力

文章编号:167127953(2002)05208207收稿日期:2002203225作者简介:侯海量(1977-),男,硕士生爆炸处理消除焊接残余应力侯海量 朱 锡(海军工程大学,武汉430033)摘 要:介绍目前爆炸处理消除焊接残余应力的研究与应用现状,主要包括爆炸处理消除焊接残余应力机理的研究,爆炸冲击波对材料力学性能的影响,爆炸处理消除焊接残余应力工艺的研究及其在工程中的应用,分析了其相对于传统残余应力消除方法的优势。
关键词:爆炸法;冲击波;焊接;焊接结构;残余应力;消除残余应力中图分类号:U671.99 文献标识码:AAbstract :Research progress of explosion method in relieving welding residual stresses and its application are introduced briefly ,mainly include the mechanism of explosion method ,the in fluence of shock wave on material.The advantage of ex 2plosive method and its applying prospect in ship engineering is analyzed.K ey w ords :explosive method ;shock wave ;weld ;welding structure ;residual stress ;residual stress relief1 引言据统计有45%的结构失效与焊接接头有关,而这类失效中又有一半以上是由于焊接残余应力引起的[1,2]。
爆炸作为消除残余应力的方法是20世纪60年代由前苏联Parton 焊接研究所首先开,前苏联和前南斯拉夫两国已得到一定规模的工业生产应用[3,4]。
焊后消除应力处理

焊后消除应力处理焊后如何消除应力处理焊后消除应力处理:1、整体热处理:消除应力的程度主要决定于材质的成分、组织、加热温度和保温时间。
低碳钢及部分低合金钢焊接构件在650度,保温20~40h,可基本消除全部残余应力。
另外还有爆炸消除应力。
2、局部热处理:大型焊接结构,受加热炉的限制或要求不高时采用这种方法。
可采用火焰、红外、电阻、感应等加热方式,应保持均匀加热并具有一定的加热宽度。
低合金高强钢,一般在焊缝两侧各100~200mm。
3、机械拉伸、水压试验、温差拉伸、振动法等这几种方法只能消除20~50%的残余应力,前两种方法在生产上广泛应用。
焊接后进行去应力处理,有自然时效处理(时间长,去应力不彻底,)、震动时效(效率高,费用低,只能去除焊接应力的70%左右)人工加热时效(时间短费用较高,能100%去除焊接应力,同时能进行去氢处理)。
采用大型燃油退火炉,进行焊后退火处理。
采用多点加热、多点温度控制方式,温控采用热电偶自动控制仪表控制加热,使炉内各部温度均匀的控制在退火温度,保证工件的退火,同时能去除焊接过程中渗入焊缝中的H原子,消除了焊接件的氢脆。
在冷热加工过程中,产生残余应力,高者在屈服极限附近。
构件中的残余应力大多数表现出很大的有害作用;如降低构件的实际强度,降低疲劳极限,造成应力腐蚀和脆性断裂。
并且由于残余应力的松弛,使零件产生翘曲,大大的影响了构件的尺寸精度。
因此降低构件的残余应力,是十分必要的。
传统的时效方法有:热时效、振动时效、自然时效、静态过载时效、热冲击时效等。
后两种方法应用较少,这里不作介绍自然时效(NSR)是将工件长时间露天放置(一般长达六个月至一年左右),利用环境温度的季节性变化和时间效应使残余应力释放,在温度应力形成的过载下,促使残余应力发生松弛而使尺寸精度获得稳定。
由于周期太长和占地面积大,仅适应长期单一品种的批量生产和效果不理想,目前应用的较少。
热时效(TSR)是将构件由室温(或不高于150℃)缓慢、均匀加热至550℃左右,保温4~8小时,再严格控制降温速度至150℃以下出炉,达到消除残余应力的目的,可以保证加工精度和防止裂纹产生。
爆炸法整体消除球罐的焊接应力[发明专利]
![爆炸法整体消除球罐的焊接应力[发明专利]](https://img.taocdn.com/s3/m/3e0e3dcf915f804d2a16c1b1.png)
专利名称:爆炸法整体消除球罐的焊接应力专利类型:发明专利
发明人:王南海,张天许
申请号:CN89107970.X
申请日:19891025
公开号:CN1051135A
公开日:
19910508
专利内容由知识产权出版社提供
摘要:本发明涉及的是在金属压力容器制造领域中采 用爆炸法整体消除球、柱型压力容器和管道组焊后产 生的焊接应力,及其在成型时造成的应力。
方法是以 炸药做能源,根据容器、管道结构特点将炸药放在一 定位置上引爆,由水将能量传递到容器、管道上,从而 达到消除和改善应力的目的。
以球罐应力消除为例, 本发明生产成本仅为目前普遍采用的内燃法成本的 千分之一、生产周期的百分之一。
从采用本发明完成 的产品来看,其质量和效益均是可喜的。
申请人:王南海
地址:北京市海淀区永定路4号院912-3-11
国籍:CN
更多信息请下载全文后查看。
水电站钢岔管消应处理方法研究

| 工程管理 | Engineering Management ·148·2019年第23期水电站钢岔管消应处理方法研究赵冰青(中国水利水电第十一工程局有限公司,河南 郑州 450001)摘 要:文章结合工程实际,分析了水电站钢岔管焊接过程中产生的焊接残余应力,以及焊接残余应力对钢岔管产生的危害,并根据以往经验,采取爆炸法对钢岔管进行消应处理。
从现场采集的消应前后的数据可以看出,焊缝应力明显降低,平均剩余应力低于母材屈服强度的50%。
总体来看,焊接残余应力的消除率可达到60%以上,爆炸处理结果可以满足规范和设计使用要求。
关键词:钢岔管;爆炸法;焊接残余应力中图分类号:TV732.4 文献标志码:A 文章编号:2096-2789(2019)23-0148-03作者简介:赵冰青(1987—),女,工程师,研究方向:水电站机电设备安装造价。
1 工程概况云南阿墨江普西桥水电站机组采用一管两机联合供水方式,由地下压力钢管、钢岔管及2条支管组成。
压力钢管主管直径7m ,长194m ,上下平段高差60.423m ,采用斜井连接,斜井角度45°,圆形断面。
支管直径4.5m ,支管长30.71m ,圆形断面。
岔管的材料为Q345R ,板厚为46mm ,月牙肋钢板厚度为80mm ,材料为CSG610D 。
钢岔管是钢管直径由7m 变为4.5m ,岔管制作过程中采用的焊接方法是二氧化碳气体保护焊,焊丝型号为H08MnA 埋弧焊丝,月牙肋焊接采用的是607焊条进行的焊接。
钢岔管共由10大块组成,如图1所示,为了满足岔管的制作及安装的要求,每一大块又分成不等的小块,本岔管共由41小块拼装组成。
2 焊接残余应力钢岔管是钢管直径由7m 变为4.5m ,共由41小块拼装组成,采用焊接的方法进行拼装。
焊接采用二氧化碳气体保护焊,焊接量大且焊接环境差,焊接过程中会释放大量的热,焊缝周围温度发生急剧变化,产生不均匀的温度场进而引起钢岔管的塑性变形,在焊接过程中会产生较大且不均匀的焊接残余应力。
黄金坪水电站压力钢岔管焊接应力消除技术应用

黄金坪水电站压力钢岔管焊接应力消除技术应用冯俊【摘要】由于施工现场空间狭窄,黄金坪水电站右岸压力钢岔管在安装过程中,结合经济效益和消除应力效果综合分析,选择了在现场进行振动时效的方法消除残余应力,实际效果都达到了标准.黄金坪水电站压力钢岔管管采用振动时效消除焊接应力,使残余应力峰值降低、分布均匀化,提高了其抗变形能力和疲劳寿命.【期刊名称】《水力发电》【年(卷),期】2016(042)003【总页数】3页(P85-87)【关键词】振动时效;钢岔管;应力消除;黄金坪水电站【作者】冯俊【作者单位】四川大唐国际甘孜水电开发有限公司,四川康定626001【正文语种】中文【中图分类】TV547.6黄金坪水电站分为左右厂房,左岸为一管一机的布置格局,右岸为一管两机的布置格局。
右岸管轴线高程1 407.7 m,壁厚20~24 mm,主管内径6 m,岔管内径由6 m逐渐缩至4 m,支管段内径由4 m逐渐缩至3.2 m,材质为Q345R。
岔管基本锥板厚24 mm,月牙肋板板厚38 mm,岔管总质量为33.334 t。
月牙肋岔管参数见表1。
由于现场空间狭窄,黄金坪水电站右岸压力钢岔管在安装过程中,结合经济效益和消除应力效果综合分析,选择了在现场进行振动时效消除残余应力。
(1)振动时效系统(见图1)。
其中,主机控制电机,识别、处理信息,显示、打印参数。
激振器强迫工件振动并反馈给主机电机转速或激振频率。
拾振器把振动响应如加速度等反馈到主机。
卡具把激振器固定在工件上。
胶垫隔振、降噪。
(2)振动时效原理。
振动消除应力实际上就是用周期的动应力叠加,使局部产生塑性变形而释放应力。
振动处理时,通过激振器对压力钢岔管施加一交变应力,如果交变应力幅与压力钢管岔管上某些点所存在的残余应力之和到达材料的屈服极限时,这些点将产生晶格滑动,尽管宏观上没有达到屈服极限,也同样会产生微观的塑性变形;而且,这种塑性变形往往首先发生在残余应力最大的点上,使这些受约束的变形得以释放,从而降低了残余应力。
爆炸焊接应用
爆炸焊接应用爆炸焊接是一种固相焊接方法,通常用于异种金属之间的焊接。
如钛、铜、铝、钢等金属之间的焊接,可以获得强度很高的焊接接头。
而这些化学成分和物理性能各异的金属材料的焊接,用其他的焊接方法很难实现。
现代工业需要多种多样的金属复合材料,爆炸焊接工艺应运而生。
利用炸药爆炸产生的冲击力造成工件迅速碰撞而实现焊接的方法。
20世纪50年代末期,在用爆炸成形方法加工零件时,发现零件与模具之间产生局部焊合现象,由此产生了爆炸焊接的方法。
爆炸焊接时,通常把炸药直接敷在覆板表面,或在炸药与覆板之间垫以塑料、橡皮作为缓冲层。
覆板与基板之间一般留有平行间隙或带角度的间隙,在基板下垫以厚砧座。
炸药引爆后的冲击波压力高达几百万兆帕,使覆板撞向基板,两板接触面产生塑性流动和高速射流,结合面的氧化膜在高速射流作用下喷射出来,同时使工件连接在一起。
爆炸焊分点焊、线焊和面焊。
接头有板和板、管和管、管和管板等形式。
所使用炸药的爆轰速度、用药量、被焊板的间隙和角度、缓冲材料的种类、厚度、被焊材料的声速、起爆位置等,均对焊接质量有重要影响。
爆炸焊所需装置简单,操作方便,成本低廉,适用于野外作业。
爆炸焊对工件表面清理要求不太严,而结合强度却比较高,适合于焊接异种金属,如铝、铜、钛、镍、钽、不锈钢与碳钢的焊接,铝与铜的焊接等。
爆炸焊已广泛用于导电母线过渡接头、换热器管与管板的焊接和制造大面积复合板。
图2是异种金属爆炸焊的焊接界面金相照片,基板为12NiCrMoV钢,覆板为B30,焊接界面为良好的波状接合。
炸焊接是利用炸药的能量,将两件(或多件)复合材料,在爆轰波作用下,实现高速斜碰撞而焊接在一起。
爆炸焊接作为一种特种焊接技术,在国防、航空、航天、石油、化工、机械制造等许多领域得到了广泛的用。
爆炸焊接最突出的特点是:可将性能差异极大、用通常方法很难熔焊在一起的金属焊接在一起;爆炸焊接结合面的强度很高,往往比母体金属中强度较低的母体材料的强度还高。
爆炸消除焊接残余应力新技术在湘钢80t转炉检修中的应用

爆炸消除焊接残余应力新技术在湘钢80t转炉检修中的应用孙川莎
【期刊名称】《湘钢科技》
【年(卷),期】2002(000)004
【总页数】4页(P26-28,31)
【作者】孙川莎
【作者单位】建钢工程公司
【正文语种】中文
【中图分类】TF748.2
【相关文献】
1.爆炸法在消除焊接残余应力中的应用研究 [J], 孙建芳;符海明
2.爆炸消除焊接残余应力在贵州铝厂的应用 [J], 谭胜禹
3.爆炸处理消除焊接残余应力新技术在压力容器上的应用 [J], 李荣锋;谭伯聪
4.爆炸处理消除焊接残余应力新技术简介 [J], 李荣锋;王玉涛;梅安静
5.爆炸消除焊接残余应力技术在转炉检修中的应用 [J], 孙川莎
因版权原因,仅展示原文概要,查看原文内容请购买。
焊接应力释放
焊接应力释放说明致???工程名称:神华黄骅机车车辆检修中心工程关于本工程的焊接应力问题,建筑钢结构共有两本规程规范对此有规定,一本是《建筑钢结构焊接技术规程》JGJ81-2002简称焊接规程,一本是《钢结构焊接规范》GB50661-2011简称焊接规范,焊接规程的6.5节和焊接规范的7.8节的规定是相似的,焊接规范7.8.1条规定“设计或合同文件对焊后消除应力有要求时,需经疲劳验算的动荷载结构中承受拉应力的对接接头或焊缝密集的节点或构件,宜采用电加热器局部退火和加热炉整体退火等方法进行消除应力处理;如仅为稳定结构尺寸,可采用震动法消除应力”条文中有以下3个要点,①是设计有要求;②是需经疲劳验算的动荷载结构中承受拉应力的对接接头;③是焊缝密集的节点或构件。
对于一般的建筑钢结构符合上述要求的只有中级工作制起重量大于等于50t吊车梁的下翼缘和重级工作制吊车梁的下翼缘,参照锅炉压力容器的要求,对低合金结构钢当板厚达到30mm时,需要对对接焊缝做消除应力处理,一般采用电加热器局部热处理。
本工程没有满足上述要求的情况,无需做焊接应力释放。
消除焊接残余应力的方法一般有:1、时效法;2、振动法(锤击、超声波);3、热处理法(整体、局部);4、拉伸法(机械、温差)等等。
一般普通建筑钢结构用到的方法有局部热处理和振动,本工程均无需使用。
去应力的目的是为了降低焊接残余应力或保持结构尺寸稳定,对建筑钢结构而言,降低焊接残余应力保证焊缝受力可靠是主要目的,常用做法是焊缝无规范所列缺陷即可认为去应力达到了效果或无需做去应力。
北京东方诚国际钢结构工程有限公司神华项目部2013/11/18负温影响说明致???工程名称:神华黄骅机车车辆检修中心工程一、负温条件下使用的钢材,未进行负温冲击韧性实验。
《钢结构设计规范》GB50017-2003第3.3.4条要求对于需要验算疲劳的焊接结构的钢材,应具有常温冲击的合格保证。
当结构工作温度不高于0℃但高于-20℃时,Q235钢和Q345钢应具有0℃冲击韧性的合格保证。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2. 1 试验材料 H IT EN 610U 2 和 610F 调质高强钢板是一种
含碳 (C )、硫 (S) 量很低的 C r- M o - V 系合金钢, 有 着优良的综合力学性能。表 1 为该钢的化学成分, 表 2 为力学性能。
表 1 H IT EN 610U 2 化学成分 %
C Si M n P S N i Cr M o Cu V
西北水电·2004 年·第0 (2004) 01—0045—03
三峡压力钢管爆炸法消除焊缝应力的应用
欧阳明之1, 张永东2, 赵继江2
(1. 国家电力公司西北勘测设计研究院, 西安 710065; 2. 中国水利水电第三工程局, 西安 710016)
关键词: 压力钢管; 消除应力; 爆炸; 焊缝 摘 要: 近年来, 国内外水电站引水压力钢管的设计上较多使用大厚度的高强钢材料。对于减少引水压力钢管制造 和安装焊接中产生的应力, 特别是调质状态的高强钢压力钢管的焊接应力, 国内外报导不多。三峡工程引水压力钢 管应用爆炸方法消除焊缝残余应力, 对其它类似工程可起借鉴作用。 中图分类号: TV 547. 6 文献标识码: B
面的焊缝上, 部分在试板中心部位沿垂直焊缝的方
向测取了残余应力分布情况。
表 3 为对接试板原始焊接残余应力检测数据,
图 2 为试板的测量位置示意图。
表 3 对接试板原始焊接残余应力检测结果 (Ρx Ρy) M Pa
测点位置 焊 缝
凹面 465 592
对接试板
(546 641)
凸面 310 73
熔合线 热影响区1) 母材2)
© 1994-2012 China Academic Journal Electronic Publishing House. All rights reserved.
西北水电·2004 年·第 1 期
47
及母材的拉伸、弯曲、冲击韧性和硬度的影响和变化
情况进行了检测。结果表明, 爆炸消除应力处理没有
考虑到上述原因, 拟用爆炸法消除焊接残余应 力则能避免传统的热处理消应方案所带来的弊端。 在此主要对爆炸法消除焊接残余应力进行了研究试 验和应用。 必须根据压力钢管消除焊接残余应力的 要求及指标, 研究制定合理的爆炸处理施工工艺和 应力检测方案, 同时应弄清爆炸冲击波对材料基本 力学性能的影响, 在保证质量的前提下, 有效地减少 引水压力钢管制造和安装焊接中产生的应力。 确保 工程的顺利开展和完成。
0. 24
0. 13~ 0. 16
0. 23
0. 04
表 2 H IT EN 610U 2 力学性能
取样 位置
设计值 1 4 厚度
抽检 实测值 ∆= 60
冷弯
冲击韧性 J
Ρs
Ρb ∆5 180° - 40°C
应变时效后
M Pa M Pa % d= 3a 平均值 单个值 平均值 单个值
490 610~ ≥20 完好 ≥40 ≥28 ≥47 ≥33 740
© 1994-2012 China Academic Journal Electronic Publishing House. All rights reserved.
46
欧阳明之, 张永东, 赵继江. 三峡压力钢管爆炸法消除焊缝应力的应用
2 关于爆炸消应处理的工艺评定试验
Key W ords: p en stock; relieving st ress; b la st ing; w eld ing seam Abstract: In recen t yea rs, the hyd ropow er p ro ject design a t hom e and ab raod often adop t s th ick h igh st reng th steel m a teria l fo r head race p en stock. How ever, the repo rt is few on reducing st ress occu rred in w eld ing of fab rica t ion and in sta lla t ion of head race p en stock s, p a rt icu la rly the w eld ing st ress in h igh st reng th steel p en stock s in sea son ing sta te. T he app lica t ion of p en stock b la st ing m ethod fo r relieving the residua l w eld ing st ress in T GP m igh t p rovide reference fo r o ther sim ila r p ro ject s.
Appl ica t ion of pen stock bla st ing m ethod for rel iev ing weld ing stress in TGP OU YAN G M ing2zh i1, ZHAN G Yong2dong2, & ZHAO J i2jiang2
(1. Ch ina H yd ro N o rthw est Invest iga t ion, D esign & R esea rch In st itu te, X i’an 710065; Ch ina 2. Ch ina H yd ro N o. 3 Con st ruct ion B u reau, X i’an 710016, Ch ina)
果, 试验选择盲孔释放法。它是一种目前国内外较为 通用的焊接残余应力测量方法, 已于 1973 年列入美
双向残余应力的分布特征曲线。 爆炸处理前后残余应力检测结果十分明显, 削 减了残余应力峰值, 爆炸处理可以获得显著的消除 焊接残余应力效果。 2. 5 爆炸冲击波对材料力学性能的影响检测
爆炸冲击波对材料性能有无影响也是需要进行 研究和检测的, 试验对爆炸处理前后冲击波对焊缝
139 18 (70 24) 153 - 50
热影响区1) 母材2)
母材3)
-
-
-
-
-
-
-
-
-
-
-
-
- 160 87 - 105 - 255 - 99 - 162
(- 56 - 133) (- 114 - 229) (- 126 - 184)
- 326 - 46 - 137 - 210 - 164 - 196
图 3 对接试板中心部位爆炸处理前后残余应力分布
表 5 爆炸处理前后焊接接头横向拉伸性能
状态 焊后 炸后
抗拉强度 M Pa 627, 635 630, 642
平均值 M Pa 631 636
断裂位置 母材 母材
表 6 爆炸处理前后的冲击韧性 (A kv ) J
0°C
- 20°C
焊缝
原始 炸后
121, 138, 168 142
以下的某一温度进行消除残余应力处理。然而, 对于 在调质状态的高强钢的压力钢管, 传统的加热的消 应方案将大大改变钢材的调质状态, 其结果是强化 效果降低, 抗拉强度下降。另外会使钢材的低温冲击 韧性值降低, 钢材的无塑性转变温度升高。因此必需 用另一种消除应力方案, 对三峡工程引水压力钢管 下水平段焊缝的残余应力进行消除处理。
图 2 对接焊接试板应力测量位置示意图 (阴影为应变片)
爆炸处理后的表面残余应力: 表 4 为对接焊接 试板采用特殊炸药爆炸处理后的残余应力检测结
果。 图 3 还给出了对接试板中心部位爆炸处理前后
图 1 爆炸工艺评定用对接焊接试板
2. 3 残余应力的测量和评价方法 为了方便准确地评价爆炸处理后的消除应力效
明显影响材料的力学性能。
表 4 对接和角接试板爆炸处理后残余应力检测结果
(Ρx Ρy) M Pa
测点位置 焊 缝
凹面 1# 凸面 对
凹面 接 2# 凸面 试
凹面 板
4#
- 57 64 20 - 100 - 65 328 270 - 214
6 98 (63 197)
凸面 - 151 - 197
熔合线 -
三峡工程左岸发电机组共 14 条引水压力钢管。 钢管直径 12. 4 m。 其 HD 值为 1 730 m 2, 每条全长 为 122. 8 m。 分有上斜直段、上弯段、斜直段、下弯 段、下 水 平 段。 下 水 平 段 材 质 为 日 本 产 H IT EN 610U 2 和 610F 的 60 kg mm 2 级的高强调质钢, 钢 板材料厚度 60 mm。
3 关于爆炸消除焊缝应力的实际应用 和测试结果
通过对爆炸法消除焊接残余应力的研究试验, 证明采用爆炸法消除焊接残余应力, 对压力钢管焊 接残余应力的消除作用是明显的, 达到了应力削峰 作用, 使处理后的残余应力达到了不超过材料屈服 强度 50% 的要求。 按照工艺试验达到的结果, 试验 所制定的爆炸参数和应力检测方案, 可用于引水压 力钢管制造和安装焊缝实施爆炸法消除焊接残余应 力的实施。
设计值 ≤ 0. 15~ 1. 20~ ≤ 0. 09 0. 40 1. 60 0. 03
≤ 0. 02
≤ 0. 10~ 0. 10~ 0. 30 0. 30 0. 30
-
-
抽检 实测值
0. 06
0. 15~ 1. 22~ 0. 17 1. 33
< 0. 006
< 0. 22~ 0. 005 0. 24
母材3)
316 390 39 236 - 88 12 - 142 - 115
-
(- 68 202) (- 134 - 70) (- 213 - 213)
348 70 44 309 - 64 72 - 158 - 71