ZGMn13奥氏体高锰钢的焊接工艺
ZGMn13热处理

ZGMn13简介
高锰耐磨钢是(HIGH MANGANESE STEEL)抵抗强冲击、 大压力物料磨损等耐磨材料中的最佳选择,具有其它耐磨 材料无法比拟的加工硬化特性。在较大冲击或较大接触应 力的作用下,高锰钢板表层产生加工硬化,表面硬度由 HB200迅速提升到HB500以上,从而产生高耐磨的表面层, 而钢板内层奥氏体仍保持良好的冲击韧性。高锰耐磨钢的 含碳量高,碳的质量分数达wC=0.9%~1.45%,wMn=11%~ 14%。由于高锰耐磨钢极易冷变形强化,很难进行切削加工, 因此高锰耐磨钢件大多是铸态的。GB/T 5680—1998共包含 五个牌号:ZGMn 13-1 、ZGMn 13-2、ZGMn 13-3 、 ZGMn 13-4、ZGMn 13-5 ,这五个牌号的成分与性能稍有 差异。
ZGMn13热处理
班级:材料1201 负责人:孙益栋 合作者: 赵琴思 .李跃. 尹磊.吴雪松.朱殊 指导教师:罗珍
热处理
热处理是现代工业中不可缺少的一项重要工序, 它可以不破坏材料而提高材料的性能使材料达到 需要的性能,对提高零件的性能,挖掘材料的潜 力,节约用材,延长机器零件使用寿命起着重要 作用。热处理在日常生活、医药、通讯、国防乃 至航天领域也有着极其重要的作用。是国家工业 技术发展水平的象征。随着人们对热处理这一技 术的认识和掌握,必将进一步推动人类的进步和 文明。因此,热处理在机械装备制造业中占有十 分重要的地位
结语
通过均衡入炉温度、 降低加热速率及合理安排码放 位置等,经固溶处理可有效地减少裂纹的产生,提 高 ZGMn13 高锰钢力学性能及产品质量
ZGMn13组织与性能
提高ZGMn13钢的含碳量虽然可提高耐磨性,但易使铸 件形成裂纹的倾向增大,且使其韧性降低。由于锰的 碳化物析出,降低了晶界处的含锰量和含碳量,在水 韧处理时易析出马氏体组织,从而降低ZGMn13钢的强 度和韧性;并使铸件容易开裂和在加热时脱碳。经水 韧处理后的ZGMn13钢,在较大冲击载荷或接触应力的 作用下,其表面即产生加工硬化,从而具有良好的耐 磨性,而且心部则仍保持高的韧性。高锰钢由于加工 硬化快,因此切削加工困难,故仅限于铸造零件。常 用来制造要求耐磨并承受大冲击载荷的零件
高锰钢的焊接工艺
高锰钢的焊接工艺介绍高锰钢是一种具有高强度和耐磨性的特殊钢材,常用于制造机械零件、工具和耐磨构件等。
在进行高锰钢的焊接时,需要采取特定的工艺和措施,以确保焊接接头的质量和性能。
焊接前准备在进行高锰钢的焊接之前,需要进行充分的准备工作,包括材料准备和设备准备。
材料准备选择合适的高锰钢焊接材料,确保其符合焊接要求,并具有良好的可焊性和相容性。
材料准备还包括对焊接材料进行清洁和除锈处理,以确保焊接接头的质量。
设备准备选择适合高锰钢焊接的设备,包括焊接机、电极、焊丝等。
确保所有焊接设备都经过良好的维护,并具备稳定的电力供应和良好的接地条件。
焊接工艺高锰钢的焊接工艺与普通钢的焊接工艺有所不同,需要采取一些特定的措施以确保焊接接头的质量和性能。
选择适当的焊接方法高锰钢的焊接方法可以选择电弧焊、气焊、激光焊等,根据具体情况选择适合的焊接方法。
其中,电弧焊是常用的焊接方法,可以分为手工电弧焊和自动电弧焊。
控制焊接参数在进行高锰钢的焊接时,需要控制好焊接参数,包括焊接电流、焊接电压、焊接速度等。
合理的焊接参数可以保证焊接接头的质量和性能。
采用预热和后热处理高锰钢的焊接过程中容易产生焊接应力和氢裂纹等问题,为了避免这些问题的发生,可以采用预热和后热处理的方法。
预热可以减少焊接应力,后热处理可以消除氢裂纹。
进行焊接试验和检测在完成高锰钢的焊接后,应进行焊接试验和检测,以确保焊接接头的质量和性能。
常用的焊接试验和检测方法包括断口观察、硬度测试、X射线检测等。
结论高锰钢的焊接工艺需要采取特定的工艺和措施,以确保焊接接头的质量和性能。
选择适当的焊接方法、控制好焊接参数、采用预热和后热处理,以及进行焊接试验和检测,都是保证高锰钢焊接质量的关键步骤。
以上为高锰钢的焊接工艺文档的内容。
高锰耐磨钢板Mn13材料的详细解析

高锰耐磨钢板Mn13材料的详细解析Mn13是抵抗强冲击、大压力物料磨损等耐磨材料中的最佳选择,具有其它耐磨材料无法比拟的加工硬化特性,在较大冲击载荷或较大接触应力的作用下,钢板表层产生加工硬化,表面硬度由HB200迅速提升到HB500以上, 从而产生高耐磨的表面层,而钢板内层奥氏体仍保持良好的冲击韧性。
高锰钢最大的特点有两个:一是外来冲击载荷越大,其自身表层耐磨性越高;二是随着表面硬化层的逐渐磨损,新的加工硬化层会连续不断形成。
高锰钢的特殊性能,适于制作长时间经受高冲击物料磨损的耐磨构件,长期以来广泛应用于冶金、矿山、建材、铁路、电力、煤炭等机械设备中。
尤其是近几十年年来,随着现代工业的高速发展和科学技术的突飞猛进,高锰钢已成为磁悬浮列车、保险柜、防弹车、凿岩机器人、新型坦克等先进设备中首选的耐磨材料。
许多新型材料和现代表面工程技术在性价比上仍无法与高锰钢相比。
抗拉强度≥800MPa;冲击性能ak≥90J;延伸率≥40%化学成分特点Mn13是高锰耐磨钢(HIGH MANGANESE STELL )是抵抗强冲击、大压力物料磨损等耐磨材料中的最佳选择。
高锰钢最大的特点有两个:一是外来冲击越大,其自身表层耐磨性越高;二是随着表面硬化层的逐渐磨损,新的加工硬化层会连续不断形成。
Mn13扎制钢板对强冲击磨损和大应力磨损有极好的耐磨性能,在使用过程中不会出现破碎,而且具有便于切割、焊接、弯曲等易机械加工性能。
传统使用的高铬铸铁仅仅对移动磨损有较好的耐磨性。
Mn13轧制钢板可以有效降低设备易损件的使用成本并节省设备检修费用,提高成品竞争力。
标准其相关的国家标准和国际标准如下:我国高锰钢铸件的国家标准(GB/T5680-2010)牌号有:ZGMn13-1、ZGMn13-2、ZGMn13-3、ZGMn13-4、ZGMn13-5;美国ASTM奥氏体锰钢铸件标准(ASTMA128/A128M-1993)钢号有:ASTM-A(UNS-J91109)、ASTM-B-1(UNS-J91119)、ASTM-B-2(UNS-J91129)、ASTM-B-3(UNS-J91139)、ASTM-B-4(UNS-J91149)、ASTM-C(UNS-J91309)、ASTM-D(UNS-J91459)、ASTM-E-1(UNS-J91249)、ASTM-E-2(UNS-J91339)、ASTM-F(说明:如果用户无其它要求,一般供给钢号A铸件);日本高锰钢铸件国家标准[JISG5131(1991)]牌号有:SCMnH1、SCMnH2、SCMnH3、SCMnH11、SCMnH21;俄罗斯铸造高锰钢标准ΓOCT977-1988钢号有:110Γ13π、110Γ13X2BPπ、110Γ13ΦTπ、130Γ14XMΦAπ、120Γ10Φπ;ISO奥氏体锰钢铸件国际标准[ISO13521:1999(E)]牌号有:GX120MnMo7-1、GX110MnMo13-1、GX100Mn13、GX120Mn13、GX120MnCr13 2、GX120MnNi13-3、GX120Mn17、GX90MnMo14、GX120MnCr17-2;英国铸造高锰钢标准:Hadfield 钢加工工艺1、Mn13高锰耐磨钢板的切割,建议采用等离子切割。
奥氏体不锈钢及镍基合金焊接特殊技术要求

奥氏体不锈钢及镍基合金焊接特殊技术要求
焊接奥氏体不锈钢及镍基合金宜采用钨极氩弧焊、焊条电弧焊、熔化极气保焊、埋弧焊等方法。
坡加工宜采用机械方式。
当采用等离子切割进行下料和坡加工时,应预留不少于5mm的加工余量。
奥氏体不锈钢和镍基合金应单独存放,不应与与碳钢或其他合金钢混放接触,以防止铁离子污染。
测量坡和焊缝尺寸应采用不锈钢材料或其他防止铁离子污染的专用焊检测工具。
坡清理、修整接头、清理焊渣和飞溅用的电动或手动打磨工具,宜选用无氯铝基无铁材料制成的砂布、砂轮片、电磨头,或选用不锈钢材料制成的錾头、钢丝刷或其他专用材料制成的器具。
钨极氩弧焊焊接时,焊机应具有高频引弧及保护气体提前和滞后功能。
焊接前宜采用酒精或丙酮等溶剂对焊接坡及其有热影响的相邻区域进行清洗。
当可以进行双面焊接时,最后一层焊缝宜安排在介质侧。
钨极氩弧焊时宜选用直径不大于2.5mm的焊丝,焊条电弧焊时宜选用直径为2.5mm〜3.2mm的焊条。
压力管道和耐腐蚀部件
异种材料焊接时宜选用镍基等焊丝。
压力管道和耐强腐蚀介质部件焊接时,应采取小线能量焊接,焊层厚度不宜大于焊条(丝)直径。
焊接宜采用多层多道焊,焊接过程中采用红外测温仪或其他测量器具测量层间温度,层间温度应控制在150°C以下。
当用水冷却时,宜采用纯净水。
钨极氩弧焊封底及次层的填充焊接,应采取背面充惰性保护气体或其他防止焊接区域与空气直接接触的措施。
当焊接小径管采用充惰性气体保护时,宜采用整根管子内部充气的方式。
不锈钢焊缝表面色泽不应出现灰色和黑色。
单一奥氏体钢焊缝金属的金相组织中不得有5铁素体存在。
Mn13钢板切割和焊接方法
湖北频开实业有限公司主营宝武集团、华菱集团、山钢集团、河钢集团等一线钢厂生产的高强钢、汽车钢、耐磨钢、耐候钢、耐酸钢等特殊钢。
Mn13高锰钢的切割和焊接方法Mn13是一种高锰耐磨钢,是抵抗强冲击、大压力物料磨损等耐磨材料中的最佳选择,具有其它耐磨材料无法比拟的加工硬化特性。
那么硬度如此高的Mn13钢板应该如何切割和焊接呢?1、Mn13焊接方法Mn13钢板的焊接可采用最普通的手工电弧焊的方法。
焊条选用D256(堆256)或D266(堆266)焊条;焊接前应打磨焊缝,要彻底清理工件坡口及边缘,去除铁锈、油污、同时将焊条烘干;焊接时,选择小直径焊条(3.0mm~3.5mm),小电流、高电压、多焊层、多焊道、快速焊接;如采用直流焊接,焊条接正极;焊接每层后要锤击焊缝,以提高其抗热裂纹能力。
焊接后,应使焊缝快速降温,以免影响使用,有条件的可采用流动水降温。
2、Mn13切割方法(1)Mn13高锰耐磨钢板的切割,建议采用等离子切割。
等离子切割分为水下等离子和空气等离子切割两种。
采用水下等离子切割时,等离子气体可产生几千度的高温,Mn13钢板切口处迅速熔化,并因水的阻隔避免了氧化,水又对钢板及时进行冷却,阻止碳化物析出,使钢板切割面光滑平整,无热影响区,切割质量高成本低,是切割高锰钢的首选。
也可采用空气等离子切割。
(2)Mn13高锰耐磨钢板也可采用传统的火焰切割。
采用火焰切割时,建议采用轨道切割小车,根据钢板厚度不同,采用不同规格的枪头,燃气和氧气配比调整适当(最好是中性火焰),最好是全部调整好后再开始下料,防止因中途熄火引弧造成断面缺口,影响切割质量。
切割后,应使切口快速降温。
高锰钢Mn13常备规格:(4~25)*(1000~2000)*(2000~14000)(mm),库存充足,规格齐全,与上海、娄底、武汉、佛山各大仓库均有合作,提货方便,价格合理,服务周到,产品可提供加工服务,可代订期货。
湖北频开实业有限公司是中国专业的高强度钢板供应商,是集高强度钢板的国际贸易、国内销售、钢板加工、仓储配送、电子商务业务为一体的综合性企业。
奥氏体不锈钢焊接工艺

奥氏体不锈钢焊接工艺目的:为规范焊工操作,保证焊接质量,顺利完成六月份全厂停车检修中的焊接任务。
1 奥氏体不锈钢的焊接工艺1.1 常用焊接接头形式1.2 随着不锈钢板厚度的增加,应采用夹角小于60°的V形坡口或U 形坡口。
1.2 常用奥氏体不锈钢焊条及焊丝选择序号旧牌号(GB)新牌号(GB)美标电焊条牌号氩弧焊丝1 0Cr18Ni9 06Cr19Ni10304A102H0Cr21Ni102 00Cr19Ni10 022Cr19Ni10304LA002H00Cr21Ni103 0Cr17N i12Mo2 06Cr17Ni12Mo2316A202H0Cr18Ni14MO24 00Cr17 Ni14Mo 022Cr17Ni12M31A02H00Cr19Ni12MO1.3 手工焊接焊接电流1.4 焊接方法选择厚度在2㎜以上的不锈钢板以焊条电弧焊为主;厚度小于0.5㎜的薄板不锈钢,要求用10~15A电流焊接,并采用脉冲TIG焊;对于重要承压管道要求氩弧焊打底,手工电弧焊填充、盖面。
2 奥氏体不锈钢焊接工艺要点2.1 减小热输入焊接奥氏体不锈钢所需的热输入比碳钢低20%~30%,应采用小电流、低电压(短弧焊)和窄道快速焊,采用必要的急冷措施可以防止接头过热的不利影响。
厚板焊接采用尽可能小的焊缝截面的坡口形式,如夹角小于60°的V形坡口。
2.2 防止焊缝污染为防止焊缝裂纹、力学性能改变、降低耐蚀性,焊前必须对焊接区表面进行彻底清理,清除全部碳氢化合物及其他污染物,操作时,可用砂轮抛光机、角磨机、或钢丝刷进行清理。
2.3 焊条电弧焊操作要领平焊时,弧长一般控制在2~3㎜,直线焊不做横向摆动,多层焊时,层间温度不宜过高,可待冷到60℃以下再清理渣和飞溅物,然后再焊,其层数不宜过多,每层焊缝接头相互错开。
焊缝收弧一定要填满弧坑,必要的时候使用引弧板和收弧板。
2.4 非熔化钨极氩弧焊操作要领氩气流量一般在10~30L/min,焊接时风速应小于0.5m/s,否则要有挡风设施;采用恒流直流电源,正接(钨极接负极)法焊接。
Mn13高锰钢焊接工艺
Mn13高锰钢焊接工艺
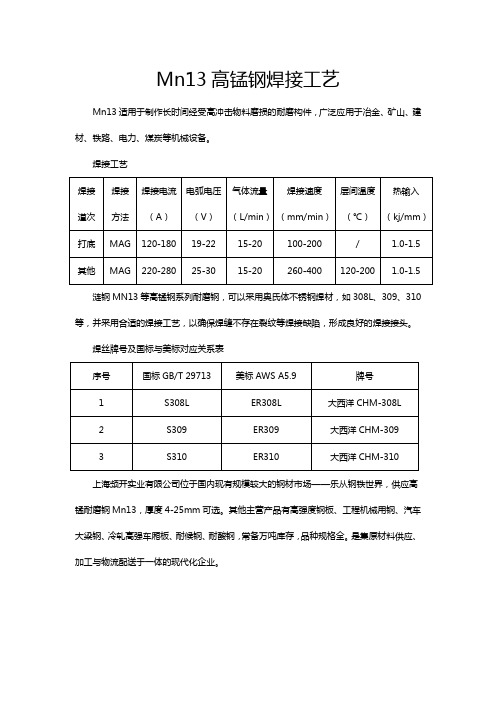
Mn13适用于制作长时间经受高冲击物料磨损的耐磨构件,广泛应用于冶金、矿山、建材、铁路、电力、煤炭等机械设备。
焊接工艺
涟钢MN13等高锰钢系列耐磨钢,可以采用奥氏体不锈钢焊材,如308L、309、310等,并采用合适的焊接工艺,以确保焊缝不存在裂纹等焊接缺陷,形成良好的焊接接头。
焊丝牌号及国标与美标对应关系表
上海频开实业有限公司位于国内现有规模较大的钢材市场——乐从钢铁世界,供应高锰耐磨钢Mn13,厚度4-25mm可选。
其他主营产品有高强度钢板、工程机械用钢、汽车大梁钢、冷轧高强车厢板、耐候钢、耐酸钢,常备万吨库存,品种规格全。
是集原材料供应、加工与物流配送于一体的现代化企业。
高锰钢工艺
高锰钢工艺(总9页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--高锰钢工艺1.高锰钢有哪几种其性能如何锰含量约为11%~18%的钢称高锰钢。
常用的铸造高锰钢ZMn13的化学成分为:Mn含量11%~14%,c含量%~%,Si含量%~%,P含量<%,S 含量<%。
高锰钢是一种耐磨钢,经过水韧处理的高锰钢可以得到较高的塑性和冲击韧性。
所谓水韧处理,就是把钢加热到1000℃~1100℃,保温一段时间,使钢中的碳化物全部溶入奥氏体中,然后迅速冷却,使碳化物来不及从奥氏体中析出,从而保持了单一的均匀的奥氏体组织。
经过水韧处理的高锰钢称为高锰奥氏体钢。
其力学性能为:σb =980 MPa,σs=392 MPa,HB210,δ=80%,αk= MJ/m2。
高锰钢具有很高的耐磨性,虽然它的硬度只有HB210,但它的屈服点σs较低,只有σb的40%,因此具有较高的塑性和韧性。
高锰钢在受到外来压力和冲击载荷时,会产生很大的塑性变形或严重的加工硬化现象,钢被剧烈强化,硬度显著提高,可达HB450~550,因此有了较高的耐磨性。
高锰钢可分为高碳高锰耐磨钢、中碳高锰无磁钢、低碳高锰不锈钢和高锰耐热钢。
几种高锰钢的牌号和性能见表5-1。
2.高锰钢有哪些切削加工特点?高锰钢锰含量高达11%~18%,具有较高的塑性和韧性,在切削加工中有以下特点:(1)加工硬化严重:高锰钢在切削过程中,由于塑性变形大,奥氏体组织转变为细晶粒的马氏体组织,从而产生严重的硬化现象。
加工前硬度一般为HB200~220,加工后表面硬度可达HB450~550,硬化层深度~ mm,其硬化程度和深度要比45号钢高几倍。
严重的加工硬化使切削力增大,加剧了刀具磨损,也容易造成刀具崩刃而损坏。
(2)切削温度高:由于切削功率大,产生的热量多,而高锰钢的导热系数比不锈钢还低,只有中碳钢的1/4,所以切削区温度很高。
锰钢焊接工艺流程
锰钢焊接工艺流程Welding manganese steel is a complex process that requires careful attention to detail in order to achieve a successful outcome. 锰钢焊接是一个复杂的过程,需要认真的细节处理才能取得成功的结果。
First and foremost, it is important to properly prepare the manganese steel before welding. This includes cleaning the surface to remove any contaminants that could affect the quality of the weld. Additionally, it is essential to preheat the steel to reduce the risk of cracking during the welding process. 首先,重要的是在焊接之前正确准备好锰钢。
这包括清洁表面以去除可能影响焊接质量的任何污染物。
此外,预热钢材以减少焊接过程中开裂的风险是必不可少的。
When it comes to choosing a welding method for manganese steel, it is important to consider the specific requirements of the project. Some common methods for welding manganese steel include shielded metal arc welding (SMAW), gas metal arc welding (GMAW), and flux-cored arc welding (FCAW). Each method has its own advantages and limitations, so it is important to select the one that is best suited for the job at hand. 在选择锰钢焊接方法时,重要的是考虑项目的具体要求。
奥氏体不锈钢焊接标准
奥氏体不锈钢焊接标准奥氏体不锈钢是一种具有良好耐腐蚀性能和机械性能的金属材料,广泛应用于化工、石油、食品、制药等领域。
在工程实践中,对奥氏体不锈钢的焊接工艺和焊接质量要求越来越高。
因此,制定奥氏体不锈钢焊接标准对于保证焊接质量、提高工程质量具有重要意义。
奥氏体不锈钢焊接标准主要包括焊接材料、焊接工艺、焊接质量要求等内容。
首先,焊接材料的选择对于奥氏体不锈钢的焊接质量具有重要影响。
一般情况下,应选择与母材相似或相近的奥氏体不锈钢焊丝或焊条,以保证焊缝与母材具有相似的组织和性能。
其次,焊接工艺的控制是保证焊接质量的关键。
在奥氏体不锈钢的焊接过程中,应控制好焊接电流、电压、焊接速度等参数,避免产生焊接缺陷,确保焊接质量。
最后,对于焊接质量的要求也是奥氏体不锈钢焊接标准的重要内容之一。
焊接接头应无裂纹、气孔、夹渣等缺陷,焊缝应具有良好的力学性能和耐腐蚀性能。
在实际工程中,奥氏体不锈钢焊接标准的制定应遵循国家标准和行业标准,同时结合工程实际,制定符合具体工程要求的标准。
在制定标准的过程中,应充分考虑奥氏体不锈钢的特性和焊接工艺的特点,确保标准的科学性和实用性。
同时,对于奥氏体不锈钢焊接工艺的研究也是未来的发展方向,通过不断改进焊接工艺,提高奥氏体不锈钢的焊接质量,推动奥氏体不锈钢在工程领域的应用。
总之,奥氏体不锈钢焊接标准对于保证焊接质量、提高工程质量具有重要意义。
通过制定科学合理的标准,控制好焊接材料、焊接工艺和焊接质量要求,可以有效提高奥氏体不锈钢的焊接质量,推动奥氏体不锈钢在工程领域的应用,为工程建设提供更加可靠的保障。
希望相关部门和专家学者能够加强奥氏体不锈钢焊接标准的研究和制定,为我国工程建设质量和安全保驾护航。
Mn13的焊接(修补)
高锰钢(Mn13)的焊接(焊补)高锰钢是指含碳量为0.9%~1.3%,含锰量为11.0%~14.0%的铸钢,即ZGMn13。
此材料在1000~1100 ℃之间为单一奥氏体组织,为保持此组织,需高温淬火,即在1100~1050 ℃间的温度内立即水淬至常温。
经过热处理后的高锰钢,如果再加热到250 ℃以上,就会有碳化物析出,其脆性增加,再有此材料的线胀系数大,易出现较大内应力,如果采取常规焊接工艺焊接会出现开裂现象,原因是焊后缓冷到950~250 ℃的温度区间内,会有大量碳化物析出,使母材变脆,再有内应力大,冷却后检查焊缝与母材间已开裂。
解决此问题,就要根据此材料的特殊性质,采取特殊焊接工艺,采取间断焊接、焊后立即水冷至常温的办法,使焊缝避开那段温度区。
它的特点是:抗强烈的挤压,冲击耐磨钢。
其表层迅速发生加工硬化现象,使其在心部仍保持奥氏体良好的韧性和塑性的同时硬化层具有良好的耐磨性能。
用于ZGMn13奥氏体高锰钢的焊条有两种类型:一种是高锰钢型焊条D256(或D266)(EDMn-A-16)和(EDMn-B-16),主要用于堆焊受严重冲击磨料磨损零件,如碎石机颚板等;另一种是Cr-Mn型焊条D276(EDCrMo-B-16)和D277(EDCrMo-B-15),其堆焊金属处于介稳定状态的高锰奥氏体,当受到强烈冲击后转变为马氏体,主要用于耐气蚀的堆焊或高锰钢堆焊,如水轮机叶片、挖掘机斗齿等。
用于补焊ZGMn13奥氏体高锰钢的焊条用:A102(或A107).焊前焊条须经250℃左右烘焙1h。
焊补或焊接ZGMn13奥氏体高锰钢时,应该采用热源集中、线能量小的焊接方法,如手弧焊、熔化极气体保护焊等。
焊补或焊接工艺:1)焊前必须清理焊补处的泥垢、油垢和铁锈,仔细检查有无起层、裂纹、夹砂、气孔和缩孔等缺陷。
若有这些缺陷,必须用砂轮或电弧气刨铲出。
磨损的部位必须用砂轮磨去硬化层,因为硬化层的金属对裂纹十分敏感。
高锰钢焊接工艺要求
高锰钢焊接工艺要求嘿,朋友们!今天咱来聊聊高锰钢焊接工艺要求,这可真是个有趣又重要的事儿呢!你想想看,高锰钢就像是个特别的“钢铁侠”,它有着自己独特的脾气和特点。
要把它焊接好,那可得有点真本事。
首先说焊接材料吧,那可不能随便乱用啊!就好比你要给钢铁侠配装备,得合适才行呀!得选那些和高锰钢“合得来”的焊接材料,不然怎么能保证焊接质量呢?焊接电流和电压也得把握好分寸呢!这就像炒菜时的火候,大了小了都不行。
电流太大,容易把钢给“烧糊”了;电流太小呢,又焊不结实,那可不行!焊接速度也很关键呀!你不能慢悠悠地焊,那不得把高锰钢急坏啦?但也不能太快,不然质量能好吗?这就像跑步,得有个合适的节奏。
还有啊,焊接的环境也不能马虎!不能在脏兮兮、乱糟糟的地方焊吧?那多影响心情,也影响焊接效果呀!得找个干净、整洁的地方,让高锰钢也能舒舒服服地被焊接。
焊接前的准备工作也很重要哦!就像你要去参加重要活动,不得先打扮打扮呀?得把高锰钢清理干净,把焊接的部位准备好,这样才能开始大展身手呢!焊接的时候还得注意手法,要均匀、要稳定。
这可不是随便比划比划就行的,得用心去感受,去调整。
你说要是不注意这些要求,那会怎么样?那不就像盖房子没打好地基一样,早晚得出问题呀!咱可不能干这种不靠谱的事儿。
焊接完了也别以为就大功告成啦!还得检查检查呢!看看有没有裂缝呀,有没有没焊好的地方呀。
这就像考试完了要检查一遍试卷一样,可不能粗心大意。
总之呢,高锰钢焊接工艺要求可多了去了,但只要咱认真对待,细心操作,就一定能把这个“钢铁侠”焊接得棒棒的!让它在各种工程中发挥出强大的作用。
别小看了这焊接工艺,它可是能决定一个工程质量的关键呢!咱可得把好关,让高锰钢成为我们的得力助手,而不是麻烦制造者,对吧?原创不易,请尊重原创,谢谢!。
Mn13

标准型的 Mn13 高锰钢又称 Hadfield 钢,是由英国人 Hadfield 于 1882 年发 明的。 其相关的国家标准和国际标准如下:我国高锰钢铸件的国家标准 (GB/T5680-2010[1] )牌号有:ZGMn13-1、ZGMn13-2、 ZGMn13-3、 ZGMn13-4、ZGMn13-5;美国 ASTM 奥氏体锰钢铸件标准 (ASTMA128/A128M-1993)钢号有:ASTM- A(UNS-J91109)、 ASTM-B-1(UNS-J91119)、ASTM-B-2(UNS-J91129)、 ASTM-B-3(UNS-J91139)、ASTM-B-4(UNS-J91149)、 ASTM-C(UNS-J91309)、 ASTM-D(UNS-J91459)、ASTM-E-1(UNS-J91249)、 ASTM-E-2(UNS-J91339)、ASTM-F(说明:如果用户无其它要求,一般供给钢号 A 铸件);日本高锰钢铸件国家标准[JISG5131(1991)]牌号有:SCMnH1、 SCMnH2、SCMnH3、 SCMnH11、SCMnH21;俄罗斯铸造高锰钢标准Γ
Mn13 加工工艺
1、Mn13 高锰耐磨钢板的切割,建议采用等离子切割。 等离子切割分为水下等离子和空气等离子切割两种。采用水下等离子切割时,等 离子气体可产生几千度的高温,高锰钢板切口处迅速熔化,并因水的阻隔避免了氧 化,水又对钢板及时进行冷却,阻止碳化物析出,使钢板切割面光滑平整,无热影响 区,切割质量最佳,是切割高锰钢的首选。也可采用空气等离子切割。 2、Mn13 高锰耐磨钢板也可采用传统的火焰切割。 采用火焰切割时,建议采用切割小车,根据钢板厚度不同,采用不同规格的枪头,燃 气和氧气配比调整适当(最好是中性火焰),最好是全部调整好后再开始下料,防止 因中途熄火引弧造成断面缺口,影响切割质量。 3、Mn13 高锰耐磨钢板的焊接: 高锰耐磨钢板的焊接可采选用手工电弧焊的方法。 焊条选用 D256(堆 256)或 D266(堆 266)焊条;焊接前应打磨焊缝,要彻 底清理工件坡口及边缘,去除铁锈、油污,同时将焊条烘干;焊接时,应选择小 直径焊条(一般为 3mm-3.5mm),小电流、高电压、多焊层、多焊道、快速焊 接;如采用直流焊接,焊条接正极;焊接每层后要锤击焊缝,以提高其抗热裂纹 能力。也可使用流动水快速降温。
ZGMn13 Mn13 工艺

ZGMn13 Mn13 工艺ZGMn13高锰钢的铸造工艺在高能量冲击的工作条件下,高锰钢与超高锰钢铸件的应用范围是广阔的。
许多铸造厂,对生产此类钢种铸件缺乏必要的认识。
现对具体操作做简要的说明,供生产者参考。
1 化学成分高锰钢按照国家标准分为5个牌号,主要区别是碳的含量,其范围是0.75%-1.45%。
受冲击大,碳含量低。
锰含量在11.0%-14.0%之间,一般不应低于13%。
超高锰钢尚无国标,但锰含量应大于18%。
硅含量的高低,对冲击韧度影响较大,故应取下限,以不大于0.5%为宜。
低磷低硫是最基本的要求,由于高的锰含量自然起到脱硫作用,故降磷是最要紧的,设法使磷低于0.07%。
铬是提高抗磨性的,一般在2.0%左右。
2 炉料入炉材料是由化学成分决定的。
主要炉料是优质碳素钢(或钢锭)、高碳锰铁、中碳锰铁、高碳铬铁及高锰钢回炉料。
这里特别提醒的是由人认为只要化学成分合适,就可以多用回炉料。
这个人士是有害的。
某些厂之所以产品质量不佳,皆出于此。
不仅高锰钢、超高锰钢,凡是金属铸件,绝不可以过多的使用回炉料,回炉料不应超过25%。
那么,回炉料过剩该如何?只要把废品降到最低,回炉料就不会过剩。
3 熔炼这里着重讲加料顺序,无论用中频炉,还是电弧炉熔炼,总是先熔炼碳素钢,而各类锰铁和其他贵重合金材料,要分多次,每次少量入炉,贵重元素在最后加入,以减少烧损。
料块应尽量小些,以50-80mm为宜。
熔清后,炉温达到1580-1600℃时,要脱氧、脱氢、脱氮,可用铝丝,也可用Si-Ca合金或SiC等材料。
将脱氧剂一定压到炉内深处。
金属液面此时用覆盖剂盖严,隔断外界空气。
还要镇静一段时间,使氧化物、夹杂物有充足时间上浮。
然而,不少企业,只将铝丝甚至铝屑,撒再金属液面上,又不加覆盖,岂不白白浪费!在此期间,及时用中碳锰铁来调整锰与碳的含量。
钢液出炉前,将浇包烘烤到400℃以上是十分必要的。
在出炉期间用V-Fe、Ti-Fe、稀土等多种微量元素做变质处理,是使一次结晶细化的必要手段,它对产品性能影响是至关重要的。
奥氏体不锈钢焊接工艺

奥氏体不锈钢焊接工艺
奥氏体不锈钢焊接工艺可以分为以下几个步骤:
1. 准备工作:首先需要准备好焊接设备和工具,包括焊接机、电极、磨具、钢刷等。
同时,需要清洁焊接表面,去除各种污物和氧化物。
2. 预热:在焊接之前,需要对奥氏体不锈钢进行预热,目的是提高焊接效果和减少变形。
预热温度根据具体材质和厚度来确定。
3. 选择合适的焊接电极:奥氏体不锈钢焊接需要选择合适的焊接电极,常用的有E308、E309、E316等电极。
同时,根据具
体要求和工艺选择合适的焊接方法,如手工电弧焊、氩弧焊等。
4. 确定焊接位置和顺序:根据焊接要求和结构形状,确定焊接位置和顺序,确保焊缝均匀、牢固。
5. 进行焊接:根据预定的焊接方法和电极,进行焊接操作。
在焊接过程中,要控制好电流和焊接速度,保证焊缝的质量和强度。
6. 修整和清理焊缝:焊接完成后,对焊缝进行修整和清理,去除焊渣和氧化物,使焊缝表面光滑。
7. 善后处理:焊接完成后,需要对焊接部位进行冷却和处理,防止产生应力和变形。
根据需要进行后续的抛光、打磨等处理。
需要注意的是,奥氏体不锈钢焊接过程中要注意保护氩气环境,防止氧化和污染。
同时,要选择合适的焊接参数和工艺,根据具体情况进行调整和优化。
锰13焊接方法
锰13焊接方法嘿,朋友们!今天咱来唠唠锰 13 焊接方法这档子事儿。
锰13 啊,那可是个厉害的角色,要把它焊接好,可得有点真功夫。
就好像你要驯服一匹烈马,得知道它的脾气和喜好。
首先呢,焊接前的准备工作那可不能马虎。
就跟运动员上场前要热身一样,咱得把焊接的地方清理得干干净净,不能有啥杂质、油污啥的,要不然就跟在泥巴地里跑步似的,能顺畅吗?然后就是焊接的工艺啦。
电流、电压这些参数可得调好,这就好比做饭时火候的掌握,火大了容易糊,火小了又不熟。
焊条的选择也很重要啊,就像战士手里的武器,得选趁手的。
在焊接过程中,那可得小心谨慎。
你想啊,这就像盖房子,一砖一瓦都得放对地方,焊接也是一样,每一道焊缝都得认认真真。
要是马马虎虎,那最后出来的东西能结实吗?说不定哪天就“哗啦”一下散架了。
还有啊,焊接的速度也得控制好。
太快了不行,太慢了也不行,这跟跑步的节奏似的,得找到那个刚刚好的点。
太快了就像一路狂奔,容易喘不上气;太慢了又像蜗牛爬,啥时候能到终点啊。
焊接的时候还得注意变形的问题。
这就好比你穿衣服,要是尺码不合适,那得多别扭啊。
所以得想办法控制好焊接时的变形,让它乖乖地按照咱的想法来。
哎呀,说了这么多,其实就是要细心、耐心、用心。
这焊接可不是随随便便就能干好的事儿,得下功夫。
你想想,要是大桥、高楼用了焊接不好的锰 13,那多危险啊!咱可不能拿生命开玩笑,对不?总之呢,锰13 焊接方法就像是一门艺术,需要我们不断地去钻研、去实践。
只有这样,我们才能真正掌握这门技术,让锰 13 在各种工程中发挥出它应有的作用。
咱可不能小瞧了这焊接,它可是能决定一个工程质量好坏的关键因素之一呢!所以,朋友们,好好学,好好练,让我们一起成为焊接大师吧!。
ZGMn13奥氏体高锰钢的焊接工艺

ZGMn13奥氏体高锰钢的焊接工艺。
焊补或焊接ZGMn13奥氏体高锰钢时,应该采用热源集中、线能量小的焊接方法,如手弧焊、熔化极气体保护焊等,不推荐使用气焊和钨极氩弧焊。
焊补或焊接工艺:
1)焊前必须清理焊补处的泥垢、油垢和铁锈,仔细检查有无起层、裂纹、夹砂、气孔和缩孔等缺陷。
若有这些缺陷,必须用砂轮或电弧气刨铲出。
磨损的部位必须用砂轮磨去硬化层,因为硬化层的金属对裂纹十分敏感。
2)焊前不应预热,多层焊时层间温度不应超过300℃,以防止过热使热影响区脆化。
3)焊接时要尽可能地采用小线能量,尽量减少基本金属受热,采取措施为尽可能地加快接头的冷却。
为此,用短弧、直流反极性、跳焊、短段焊、间隙焊、脉冲焊等工艺措施,采用这些措施能在一定程度上减少碳化物的析出。
4)为防止产生热裂纹,可采用Cr-Mn或Cr-Ni奥氏体钢焊条打底。
如果在低碳钢或低合金钢上堆焊ZGMn13奥氏体高锰钢时,可以先焊一层Cr-Ni或CR-Mn奥氏体钢作隔离焊道,以防产生裂纹。
5)焊后为消除焊接应力,可用尖锤锤击焊接区。
为使熔敷金属得到奥氏体组织,锤击后要迅速将焊接区进行喷水冷却。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ZGMn13奥氏体高锰钢的焊接工艺。
焊补或焊接ZGMn13奥氏体高锰钢时,应该采用热源集中、线能量小的焊接方法,如手弧焊、熔化极气体保护焊等,不推荐使用气焊和钨极氩弧焊。
焊补或焊接工艺:
1)焊前必须清理焊补处的泥垢、油垢和铁锈,仔细检查有无起层、裂纹、夹砂、气孔和缩孔等缺陷。
若有这些缺陷,必须用砂轮或电弧气刨铲出。
磨损的部位必须用砂轮磨去硬化层,因为硬化层的金属对裂纹十分敏感。
2)焊前不应预热,多层焊时层间温度不应超过300℃,以防止过热使热影响区脆化。
3)焊接时要尽可能地采用小线能量,尽量减少基本金属受热,采取措施为尽可能地加快接头的冷却。
为此,用短弧、直流反极性、跳焊、短段焊、间隙焊、脉冲焊等工艺措施,采用这些措施能在一定程度上减少碳化物的析出。
4)为防止产生热裂纹,可采用Cr-Mn或Cr-Ni奥氏体钢焊条打底。
如果在低碳钢或低合金钢上堆焊ZGMn13奥氏体高锰钢时,可以先焊一层Cr-Ni或CR-Mn奥氏体钢作隔离焊道,以防产生裂纹。
5)焊后为消除焊接应力,可用尖锤锤击焊接区。
为使熔敷金属得到奥氏体组织,锤击后要迅速将焊接区进行喷水冷却。