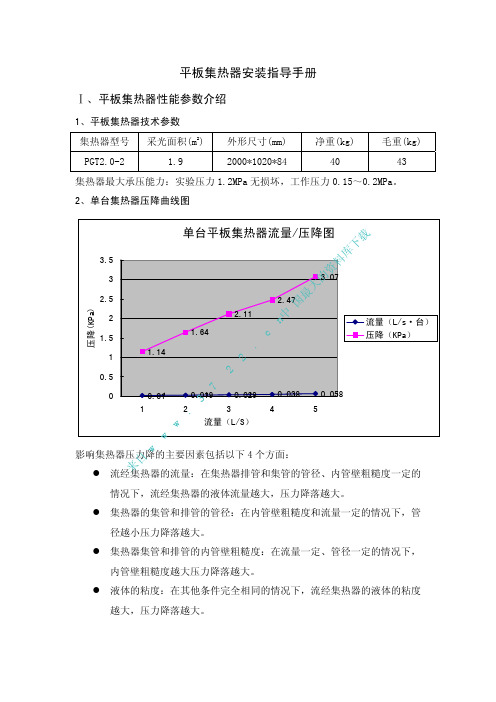
平板太阳能芯、组装工艺流程
太阳能光伏组件工艺流程

太阳能光伏组件工艺流程1.硅料准备:太阳能光伏组件的主要材料是硅,硅料准备是工艺流程的第一步。
硅料一般以高纯度多晶硅为主,通过与氢气反应生成氯化硅,再经过还原反应制得硅气。
硅气被冷凝成小颗粒或棒状,然后经过冶炼、熔炼等工艺步骤得到硅锭。
2.硅片生产:硅锭通过切割机切割成硅片。
硅片表面进行化学抛光,去除氧化层和其他杂质,然后通过酸处理,利用等离子刻蚀技术去除表面残留的氧化层,得到表面光亮的硅片。
3.电池片生产:硅片经过磷掺杂、扩散、蚀刻、电极印制和器件隔离等工艺步骤形成太阳能电池片。
首先,在硅片表面喷涂磷酸二氢铵溶液,然后进行扩散烧结过程,通过高温高压的条件,使磷元素在硅片中扩散形成n型硅片,形成p-n结。
然后,在硅片正负两侧分别印刷上导电铝和导电银电极,通过层层烧结、蚀刻等工艺步骤,形成电池片的正负电极和器件隔离结构。
4.组件加工:电池片经过磨边、打孔、清洗等加工步骤,形成太阳能光伏组件。
首先,对电池片进行磨边处理,去除边缘毛刺和表面缺陷。
然后,在组件上打孔,以便后续的组件的串并联。
最后,通过喷水或者超声波清洗等工艺步骤,去除表面的杂质和污染物,使电池片表面干净。
5.测试:组件加工完成后,需要进行测试,以确保其质量和性能。
测试包括外观检查、电气特性测试等。
外观检查主要检查组件外观是否完整,有无破损、刮花等缺陷。
电气特性测试主要测试组件的开路电压、短路电流、最大功率等关键指标,评估组件的性能。
6.封装:测试合格的组件需要进行封装,以保护其内部电池片免受环境的损害。
常见的封装方式有玻璃封装和背板封装。
玻璃封装是将组件表面覆盖一层透明玻璃,利用背单面多层复合材料将电池片与后面的材料粘合在一起。
背板封装则是将组件背面用背板封住,并加入密封胶进行固定,使电池片与背板紧密连接。
以上就是太阳能光伏组件工艺流程的简要介绍,从硅料准备到最终的封装,每个步骤都十分重要。
这些步骤的精确操作和质量控制,直接影响太阳能光伏组件的性能和可靠性。
平板太阳能工程安装指导手册
5、防冻液充满后关闭所有自动排气阀下面. 的阀门 4,以免系统在运行过程中介
2
质蒸发;
2
7 3 维护要求及注意事项: . 1、如果长期不使用时可w以拿不透明物体将平板集热器遮盖住并断开电源,防止 w 集热器过热。 w 2、定期检查系来自统是否运行正常,检查压力表所示压力值是否正常,如果压力值
偏小,检查管路是否有泄漏地方,如没有泄漏则需要对系统补充防冻液。
c 3:支架斜杆 . 4、7:螺栓
5、8:螺母 6:槽钢
9:集热器2固定挂钩 2
第一步:将角钢 1 用膨胀螺栓固7定在混凝土基础上;
第二步:将角钢 2、3 通过螺栓3 4 和螺母 5 连接成三角状; .
第三步:将槽钢 6 通过螺w 栓 7 和螺母 8 固定在第二步组装成的三角架上;
第四步:防腐处理。支w 架加工完进行热镀锌防腐处理或刷防腐漆防锈处理。若刷 w
防腐漆进行防腐自处理,首先对角钢和槽钢进行除锈、除油、除污渍,然后刷防锈 来
漆两遍,再刷面漆两遍。
第五步:在下边的一根槽钢上装好集热器固定挂钩 9,并放上橡胶垫
(2)组装完成的支架
3、平板集热器安装
1
7
3
.
w
w
2
w
自 来
载 下 库 料 资 的 大 最 国 n中 c . 2 2
4
3
1:平板集热器 2:集热器固定挂钩 3:槽钢 4:橡胶垫
顶的横梁上
第三步:将折弯好的集热器连接件 3 焊接在角钢件 5 上(可在安装前先焊接好)
第四步:用螺栓 6 将打好孔的槽钢 1 与集热器连接件 3 连接起来
载 下 库 料 资 的 大 最 国 n中 c . 2 2
7 3 . ② 预留螺栓连接固定法w w w 自 来
光伏板组装工艺
光伏板组装工艺一、准备材料在开始组装光伏板之前,需要准备以下材料:1.光伏板组件2.导轨及附件3.连接器及电缆4.保护装置(如防雷器、断路器等)5.紧固件(如螺丝、螺栓等)6.绝缘材料7.清洁剂和润滑剂二、检验光伏板在安装前,需要对光伏板进行仔细的检验,确保其质量符合要求。
主要检验内容包括:1.检查光伏板表面是否完好无损,无划痕、凹陷等缺陷。
2.检查光伏板上的电池片是否完好,无破损、开裂等现象。
3.检查光伏板的电气性能,如开路电压、短路电流等是否符合要求。
4.检查光伏板的标签和说明书是否齐全。
三、安装导轨根据设计要求,确定导轨的安装位置,并按照安装图纸进行安装。
安装时需注意以下几点:1.确保导轨与地面平行,且安装牢固。
2.确保导轨的间距和高度符合设计要求。
3.在安装过程中,应使用水平尺进行校准,确保导轨的水平度。
四、组装光伏板按照设计图纸,将检验合格的光伏板组装到导轨上。
组装时需注意以下几点:1.确保光伏板与导轨的连接牢固,无晃动现象。
2.按照设计图纸的顺序进行组装,确保组装正确。
3.在组装过程中,应使用绝缘材料对电缆进行保护,防止短路和漏电现象。
五、检查连接在光伏板组装完成后,需要进行电气连接的检查。
主要检查内容包括:1.检查连接器的插拔是否正常,无卡滞现象。
2.检查电缆的连接是否牢固,无松动现象。
3.检查电气性能参数是否符合要求,如开路电压、短路电流等。
4.在检查过程中,应使用万用表等工具进行测量和测试。
六、安装保护装置为了保护光伏系统免受雷击和过电压等危害,需要安装保护装置。
主要保护装置包括:防雷器、断路器等。
安装时需注意以下几点:1.按照设计要求选择合适的保护装置,并按照说明书进行安装。
平板太阳能热水器的安装
平板太阳能热水器的安装太阳能热水器因其利用可再生能源的先进技术以及方便的生活供水,覆盖了我国各个城市,很多人甚至将其看作是必备的家居设备。
太阳能热水器包括平板太阳能热水器和真空管太阳能热水器,其中平板太阳能热水器凭借节能环保、与建筑一体化等优势成为太阳能热水器的一大发展趋势。
那么,对于怎样安装平板太阳能热水器这一问题您是否了解呢?一起看看以下的介绍。
平板太阳能热水器组成部分平板太阳能主要是由平板集热器、储水箱、水管、支架及配件等部分组成,平板集热器是平板热水器的关键部件,其热性能高低是衡量热水器好坏的重要指标。
组装支架先组装前支架,用螺栓把前支架连接起来,在将尾座安装在前支架竖框连接孔上,然后组装后支架。
如果有中间框这时要加上中间框,并且要求与左右框分别在同一平面且三点同时着地,而后用连杆连接前后支架,并把桶托与前后支架用螺栓连接好,最后上铁鞋。
装配完毕后,要保证后支架竖框与地面成直角。
安装水箱与真空管先把水箱放置在组装完毕的支架桶托上,将水箱与桶托用螺栓连接,拧紧架子与桶托连接螺母,使水箱两端与支架左右两端距离相等。
真空管中心线与前支架平面平行,然后把硅胶密封圈放入内桶翻边孔内放平,把防尘圈套在真空管上端,并在真空管上端涂水,用力均匀轻旋推入内桶,再轻轻下拉拉入尾托内,紧顶在尾托环面内胶垫上。
最后将连接螺栓上螺母拧紧,再将防尘圈上推贴紧真空管孔囗处。
至此,太阳能热水器主机组装就完毕了。
主机的固定主机组装完毕后,把钢丝绳或大号钢筋套在前支架左右框及桶托左右U型环上,并用螺母拧紧。
将连接好的四根钢丝绳或钢筋向热水器四角方向拉伸,在女儿墙(即建筑屋顶外围的矮墙)或其他地方选择适当位置,钻孔按膨胀挂钩,将钢丝绳或钢筋与相应膨胀挂钩用U形环牢固连接。
如果确无合适位置,可浇筑钢筋混凝土块固定,如果是尖顶屋脊安装太阳热水器,则需做特定支架选取牢固合适的固定方式和固定位置。
房脊拉钢丝绳处加上衬垫物,以免碰或压坏屋脊。
太阳能电池板封装新进员工培训资料及工艺流程

1、单片焊接:1 。
1 准备工作:插上电源,待电烙铁达到设置温度(针对155 × 155mm 电池片,温度设置在390±10℃,针对125×125mm 电池片,温度设置在380±10℃)后,将烙铁头放在海绵上擦拭干净,并在烙铁头表面上一层锡,方可进行焊接。
工作前所有人员工作服、工作帽必须穿戴整齐。
1 。
2 工作内容概述:将互连条焊接在电池片上.1.3 焊接过程:将待焊单片正面向上,平放在滤纸或者平板上,左手持互连条,并将其放置在电池主栅电极上,右手持电烙铁采用推焊的方式匀速将互连条熔焊在电池片的主栅电极上(焊接位置起始于距电池片边缘的第五根副栅线,终止于距另一条边的第四根副栅线).焊接时的跌落温度不能低于340℃。
电烙铁不要停留在主栅线上太长期,电池片的每条主栅线上的焊接时间约3 秒(针对125×125mm 电池片) 和4 秒 (针对155×155mm 电池片)。
1 。
4 焊接质量要求:① 主栅线与互连条之间不允许有虚焊,焊接后表面要平整。
② 焊接后表面不允许浮现焊锡堆积或者毛刺。
1 。
5 注意事项:① 由于电池片很薄,稍不注意很容易弄裂,所以在拿取或者搬运电池片时,一定要注意轻拿轻放。
② 恒温电烙铁采用的是合金烙铁头,为了防止其长期暴露于空气中而氧化, 因此在电烙铁不用时,应将烙铁头在海绵上擦拭干净,并在烙铁头表面上一层锡起到保护作用。
③ 焊接所用的海绵要时常清洗,海绵每次的吸水量不要过多。
④ 焊接前或者焊接后若发现电池片有裂纹(包括隐性裂纹)、缺角、主栅线缺失、表面污物(不能擦除的),应及时挑出,不允许流入下道工序2、单片串接:2 。
1 准备工作:将单片焊接工序送来的电池片摆放整齐.将电烙铁的电源插上,等待1 分钟摆布,使其达到焊接温度后,在烙铁头表面上一层焊锡。
工作前所有人员工作服、工作帽、手套必须穿戴整齐.2.2 工作内容概述:将焊接好的电池片串接起来。
太阳能电池组件生产的主要工艺流程

太阳能电池组件生产的主要工艺流程:测试分选→单片焊接→串联焊接→叠层→中间测试→层压→装框注胶→清洗→最终测试(1)测试分选电池片分选主要是为了检出不合格的电池片,同时,电池片的颜色一般呈蓝褐色、蓝紫色、蓝色、浅兰色等几种不同档次的蓝色,对电池片进行颜色分选并分档放置,保证单个组件所用到的电池片为同档次的颜色,从而使单个组件生产出来后颜色外观美观,各电池单片之间无明显色差现象。
若电池片不经过色差分选就直接做组件,做出来的组件外表颜色“参差不齐”,不美观。
因此,为了保证电池片的质量、外观和生产顺利高效率的运行,通过初选将缺角、栅线印刷不良、裂片、色差等电池片筛选出来。
在标准测试环境(温度25±2℃、湿度≤60%RH、光强1000±50W)下,绘制I-V曲线图,根据电池片的开路电压Voc、短路电流Isc、工作最佳功率Pm、工作最佳电压Vm、工作最佳电流Im、填充因子FF、转换效率n等指标把电池电性参数相近的电池分到一类,之后根据生产、工艺的数据分析要求,和客户的分档要求,对电池片进行测试并分档。
(2)单片焊接单片焊接将汇流带焊接到电池正面(负极)的主栅线上,从上至下,匀速焊接。
单片焊接的目的是将连接带(锡铜合金带)平直地焊接到电池片的主栅线上,要求保证电气和机械连接良好,外观光亮;焊带的长度约为电池边长的2倍,多出的焊带在串联焊接时与后面的电池片的背面电极相连。
(3)串联焊接背面焊接是将电池片接在一起形成一个电池片的串组,电池的定位主要靠一个膜具板,上面有放置电池片的凹槽,槽的大小和电池的大小相对应,槽的位置已经是设计好的,不同规格的组件使用不同的模板,操作者使用电烙铁和连接带(锡铜合金带)将单片焊接好的电池片的正面电极(负极)焊接到另一片的背面电极(正极)上,以此类推,依次将电池片串接在一起,并在组件串的正负极焊接出为叠层时准备的引线。
(4)叠层背面串接好且经过检验合格后,将电池片串、钢化玻璃和切割好的EVA 、背板(TPT)按照一定的层次敷设好,玻璃事先涂一层试剂(primer)以增加玻璃和EVA的粘接强度。
平板太阳能集热器焊接设备工艺解析

平板太阳能集热器焊接设备工艺解析摘要:平板太阳能热水器吸热板主要有铝片和铜片两种,流体管道也有铜、铝两种。
铝管由于需考虑腐蚀问题,基本都采用铜管。
除了早期很多厂家采用铜铝复合工艺外,现目前主流是采用焊接方法。
平板太阳能热水器吸热板主要有铝片和铜片两种,流体管道也有铜、铝两种。
铝管由于需考虑腐蚀问题,基本都采用铜管。
除了早期很多厂家采用铜铝复合工艺外,现目前主流是采用焊接方法。
一、平板太阳能热水器集热器(集热板)焊接主要有两种方式。
1.激光焊代表生产商:深圳联赢激光。
激光焊是利用高能激光将所焊金属熔化而产生连接。
在太阳能吸热板焊接中采用间隔3-5mm一个焊点的形式焊接。
优点:在所焊工件上不需要加压,整体变形小(据五星鲍工反映:所用德国激光焊机焊出来的板会上凸,与玻璃接触产生磨花现象。
这个刚好和超声波焊相反,超声波焊是下凹);吸热层表面破坏小。
缺点:金属片和铜管之间绝对导热面积小,影响热传导效率;对铜管平直度要求高,不易对准焊接位;焊点强度较差,冷热交替频繁或受外力时,焊点易断裂。
2.超声波焊代表生产商:楚鑫机电。
超声波焊是利用超声波焊头所产生的往复加速度,使所焊金属在常温下产生的物理性连接。
优点:焊接牢固,热传导效率高。
缺点:在吸热层表面会留下3mm左右的焊痕,减小吸热面积;片材表面会产生波浪状变形,可通过表面压纹避免;对铜管机械强度要求高。
对于生产效率,两者差不多,激光焊稍逊。
对于热传导效率,即使超声波焊接会在吸热板上产生焊痕,超声波焊接的产品比激光焊热传导效率要高3%左右(即同等工况下,水温高3%左右)。
二、下面针对超声波焊接做详细分析:超声波滚焊机机械结构分两大门派:1.连续型结构;2.夹管型结构。
对于整板(如铜片材料为1mX2m),连续型结构是不能用的。
1.连续型结构代表生产商:德国STAPLA。
特点:超声波机头不动,铜管及片材移动。
优点:片材可用带卷料,可实现连续运行,好并线(如在生产线上可加装压纹结构);占地面积小。
太阳能电池的组装工艺流程

太阳能电池的组装工艺流程英文回答:The assembly process of solar panels typically involves several key steps. Here is a general outline of the process:1. Cell Cutting: The first step is to cut the solarcells into the desired size and shape. Solar cells are typically made from silicon wafers and are cut using specialized equipment.2. Cell Sorting: Once the cells are cut, they aresorted based on their electrical characteristics. This ensures that cells with similar performance are grouped together for better efficiency.3. Tabbing and Stringing: In this step, thin metalstrips called "tabs" are soldered onto the front and backof each solar cell. These tabs serve as the electrical connections between the cells. The cells are then strungtogether in series to form a solar panel.4. Encapsulation: The solar cells are then encapsulated in a protective layer to ensure durability and weather resistance. This is typically done using a transparent polymer material such as ethylene-vinyl acetate (EVA). The encapsulation process also helps to improve the efficiency of the solar panel by reducing reflection and increasing light absorption.5. Framing: Once encapsulated, the solar cells are framed to provide structural support and protection. The frames are usually made of aluminum or stainless steel and are designed to withstand various weather conditions.6. Electrical Wiring: The framed solar cells are then connected to the electrical components of the solar panel, such as the junction box and connectors. This wiring allows the solar panel to generate and transmit electricity.7. Testing and Quality Control: Before the solar panels are shipped, they undergo rigorous testing to ensure theirperformance and quality. This includes checking for electrical output, insulation resistance, and visual inspection for any defects or damage.8. Packaging and Shipping: Finally, the assembled solar panels are packaged and prepared for shipping to their destination. Special care is taken to ensure proper packaging to prevent any damage during transportation.中文回答:太阳能电池板的组装工艺通常包括以下几个关键步骤:1. 切割电池片,首先要将太阳能电池片切割成所需的尺寸和形状。
太阳能电池组件工艺流程文档
一、晶体与非晶体太阳能电池板:在猛烈阳光底下,单晶体式太阳能电池板较非晶体式能够转化多一倍以上的太阳能为电能,但可惜单晶体式的价格比非晶体式的昂贵两三倍以上,而且在阴天的情况下非晶体式反而与晶体式能够收集到差不多一样多的太阳能。
太阳电池基本知识太阳电池最早问世的是单晶硅太阳电池。
硅是地球上极丰富的一种元素,几乎遍地都有硅的存在,可说是取之不尽,用硅来制造太阳电池,原料可谓不缺。
但是提炼它却不容易,所以人们在生产单晶硅太阳电池的同时,又研究了多晶硅太阳电池和非晶硅太阳电池,至今商业规模生产的太阳电池,还没有跳出硅的系列。
其实可供制造太阳电池的半导体材料很多,随着材料工业的发展、太阳电池的品种将越来越多。
目前已进行研究和试制的太阳电池,除硅系列外,还有硫化镉、砷化镓、铜铟硒等许多类型的太阳电池,举不胜举,以下介绍几种较常见的太阳电池。
单晶硅太阳电池单晶硅太阳电池是当前开发得最快的一种太阳电池,它的构成和生产工艺已定型,产品已广泛用于宇宙空间和地面设施。
这种太阳电池以高纯的单晶硅棒为原料,纯度要求99.999%。
为了降低生产成本,现在地面应用的太阳电池等采用太阳能级的单晶硅棒,材料性能指标有所放宽。
有的也可使用半导体器件加工的头尾料和废次单晶硅材料,经过复拉制成太阳电池专用的单晶硅棒。
将单晶硅棒切成片,一般片厚约0.3毫米。
硅片经过成形、抛磨、清洗等工序,制成待加工的原料硅片。
加工太阳电池片,首先要在硅片上掺杂和扩散,一般掺杂物为微量的硼、磷、锑等。
扩散是在石英管制成的高温扩散炉中进行。
这样就在硅片上形成P/FONT>N结。
然后采用丝网印刷法,将配好的银浆印在硅片上做成栅线,经过烧结,同时制成背电极,并在有栅线的面涂覆减反射源,以防大量的光子被光滑的硅片表面反射掉,至此,单晶硅太阳电池的单体片就制成了。
单体片经过抽查检验,即可按所需要的规格组装成太阳电池组件(太阳电池板),用串联和并联的方法构成一定的输出电压和电流,最后用框架和封装材料进行封装。
太阳能电池组件串接操作规程

太阳能电池组件串接操作规程一.准备工作:1.1穿好工作衣工作鞋戴好工作帽,手套。
1.2清洁整理工作场地和工具,用具。
二.对上道来料进行检验,检验要求如下:2.1涂锡带焊接平直,牢固,无虚焊,漏焊。
2.2芯片背面及边沿无碎裂,裂纹现象,缺角小于1mm2,每片不超过2个。
2.3芯片表面干净无锡渣和挂锡现象,无手指纹或助焊剂印记。
三,作业过程:3.1把一片已焊接好的单片,背面向上放在加热模板上,左边沿靠近模板的左边第一个靠山上,保持左边沿与下边沿紧靠模板的左边与下边靠山,并保持垂直不移位。
3.2把另一片单片也背面向上放在加热模板上定准位置,单片的汇流条引线覆盖在前一块单片背面的银层上。
3.3在汇流条上涂上助焊剂,用自动恒温电烙铁,温度调至380℃±5℃把汇流条压焊上去。
3.4根据串接要求,按照以上步骤和规定的间距串接一定数量的电池片。
3.5按照拼接要求,保持电极极性准确无误地把串接条平移放在拼接玻璃上。
3.6操作结束后,进行自检。
四.自检要求:4.1串接条外观平直不弯曲,单片间距均匀(2±0.2mm)4.2焊接牢固,无虚焊,漏焊.4.3单片间正反电极连接焊带必须绷直无扭曲现象。
4.4单片无碎裂。
4.5符合要求,做好相关记录,并流下工序。
4.6如果发现有批质量问题,立即通知生产主管。
五.注意事项:5.1对不符合上道来料检要求的单片退回上道工序返工。
5.2对不符合本工序加工自检要求的串接条自行返工。
5.3将操作时出现的待处理品和废片分类放置。
5.4每隔1个小时清理一次模板,防止模板上有焊渣等异物混入组件内。
1.1.1平板式集热器工艺流程

第一章工艺技术方案1.1工艺流程本项目按照国家有关标准,采用国内先进设备及先进生产工艺进行生产,本项目生产工艺流程简单,易于操作,产品质量可靠,每台出厂设备在工艺流程最后环节均进行试运行,检验设备的性能,保证产品质量。
主要工艺流程如下:1.1.1平板式集热器工艺流程图1. 平板集热器工艺流程图1.1.2承压式水箱工艺流程图2. 承压式水箱工艺流程1.1.3集中供热水工程集中供热水工程主要应用于住宅建筑、工业项目热水供应工程,根据项目特点及设计要求采用平板式或管式集热器为项目集中供热水,主要由集热器阵列、蓄热水箱、循环管路、变频控制供水系统、泵阀选用、辅助加热系统、传感系统、PLC可编程控制系统、人机界面触摸屏和远程监控系统等组成。
系统的组成如图所示:图3.太阳热水工程原理、供热水及其控制系统远程通信太阳辐照仪控制执行器件采集现场数据工业控制计算机PLC触摸屏人机界面项目主要的核心部件集热器、储热水箱、介质、管式换热器承压水箱由本公司自行生产,其余配套件,连管、密封件、盖板、支架、防护罩等以招标的形式外协配套。
生产机构主要由板金车间、机加工车间、焊接车间、介质配置车间、半成品物资管理车间、总装车间等组成。
5.1.4各部分的工艺流程分别进行简述:1、集热器主要由平板式集热芯板、透明盖板、保温层、外框组合而成。
各部分由不同的生产线同时加工制作,平板式集热芯板由裁剪好的铝板、铜管焊接而成,外涂吸收层。
透明盖板由裁剪、封口、抽真空加工而成。
外框由电泳铝合金型材组合而成,保温材料为聚氨酯高压一次发泡成型,四部分加工完毕经检验合格后组装成集热器模块。
2、储热水箱由外壳、保温、内胆组成:主要材料由不锈钢板、聚氨酯保温、彩涂板等材料,经过下料、冲压成型、焊接、组装、高压发泡等工艺加工而成,经检验合格后入库备用。
3、支架主要由角钢、钢板经剪切、冲孔等工序加工而成,由外协单位喷涂,经由本公司检验合格后入库备用。
4、连接平板式集热器和储热水箱之间的铜管和铜配件都由公司指定外协厂家加工生产,由本公司检验人员检验合格后入库备用。
平板太阳能集热器生产制作工艺
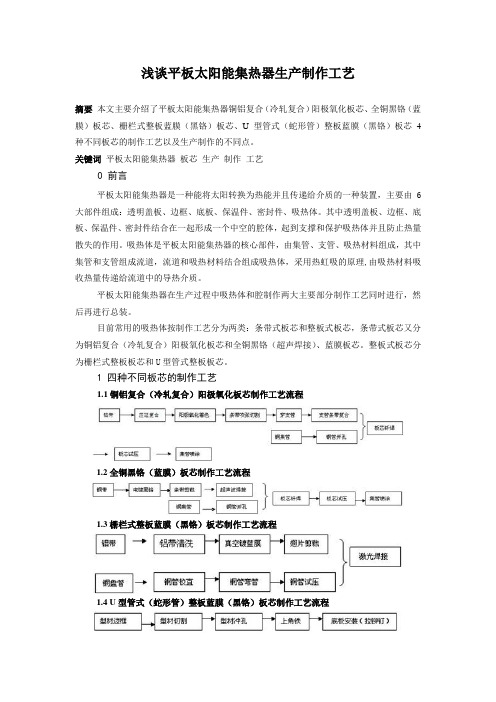
浅谈平板太阳能集热器生产制作工艺摘要本文主要介绍了平板太阳能集热器铜铝复合(冷轧复合)阳极氧化板芯、全铜黑铬(蓝膜)板芯、栅栏式整板蓝膜(黑铬)板芯、U型管式(蛇形管)整板蓝膜(黑铬)板芯4种不同板芯的制作工艺以及生产制作的不同点。
关键词平板太阳能集热器板芯生产制作工艺0 前言平板太阳能集热器是一种能将太阳转换为热能并且传递给介质的一种装置,主要由6大部件组成:透明盖板、边框、底板、保温件、密封件、吸热体。
其中透明盖板、边框、底板、保温件、密封件结合在一起形成一个中空的腔体,起到支撑和保护吸热体并且防止热量散失的作用。
吸热体是平板太阳能集热器的核心部件,由集管、支管、吸热材料组成,其中集管和支管组成流道,流道和吸热材料结合组成吸热体,采用热虹吸的原理,由吸热材料吸收热量传递给流道中的导热介质。
平板太阳能集热器在生产过程中吸热体和腔制作两大主要部分制作工艺同时进行,然后再进行总装。
目前常用的吸热体按制作工艺分为两类:条带式板芯和整板式板芯,条带式板芯又分为铜铝复合(冷轧复合)阳极氧化板芯和全铜黑铬(超声焊接)、蓝膜板芯。
整板式板芯分为栅栏式整板板芯和U型管式整板板芯。
1 四种不同板芯的制作工艺1.1铜铝复合(冷轧复合)阳极氧化板芯制作工艺流程1.2全铜黑铬(蓝膜)板芯制作工艺流程1.3栅栏式整板蓝膜(黑铬)板芯制作工艺流程1.4 U型管式(蛇形管)整板蓝膜(黑铬)板芯制作工艺流程2 四种板芯的生产制作上的不同点2.1支管与翅片(条带)的结合方式不同支管与翅片(条带)的结合方式不同所使用的机器设备各有不同。
支管与翅片(条带)的结合方式主要有3种:压延复合包裹式(管翼式)、超声波焊接式(管板式)和激光焊接式(管板式)。
压延复合包裹式的主要设备为冷轧机主要以压力的方式将2片铝带和1条铝管(铜管)压合在一起。
超声波焊接方式主要设备为超声波焊接机,以超声波的形式将翅片(条带)和铜支管焊接在一起。
激光焊接方式(管板式)主要设备为激光焊接机,以激光的形式将翅片(条带)和铜支管焊接在一起。
平板集热器安装使用使用说明

2)特殊情况处理办法
购货凭单记载不清或无法提供购货凭单,则以产品生产日期(见产品合格证)为准计算保修时间。
7.5保修服务
在保修期内,符合保修条件,并不违反例外条件的情况下,产品出现故障或损伤,公司将根据规定提供全方位的保修服务,保修服务将包括:
平板型太阳能集热器
采光面积
1.8m2
总面积
2.0m2
边框材料
挤压铝合金
边框颜色
咖啡色
底板材料
镀锌板(0.5mm)
保温材料
底部:岩棉/聚酯棉;侧面:岩棉/聚酯棉
吸热片(翅片)的材料
铝板(≤0.40mm)
玻璃的种类
超白钢化玻璃(单层 3.2mm)
胶边的材质
胶圈:硫化橡胶 上层胶条:EVA,下层胶条:PVC
3.集热器的安装、热水系统的调试以及售后,由当地代理商或专卖店负责,请记录购买处电话及地址,以便及时为您服务。
4.本系列产品的说明书、集热器上均有相同编号,无编号或编号被损毁的均有可能是假冒产品,请选购时注意识别。
5.对室外上、下水管道使用电加热带进行保温防冻处理的,用水前,请务必切断电源。管道无辅助加热,任何形式的保温在长期低温情况下均有可能冻结,使集热器无法使用。
维修结束后,客户应在维修工单上签署意见,并签名认可;如果有疑问,及时向服务人员澄清。
如果用户对服务过程有异议或要求,可以拨打经销商电话询问,或直接拨打售后服务免费投诉电话400-890-8588。
重要提示:
上述条款规定了北京华业阳光新能源有限公司(原北京清华阳光太阳能设备有限责任公司)对产品的所有责任,并取代其它一切明示或默示的保证或其它责任。请您在产品安装前向经销商要求开箱对产品的质量进行检验,本产品一旦交付后,发现的瑕疵或故障(经使用才能发现的内在缺陷不在此限),推定为由非我公司的过错造成。
太阳能组件工艺流程
太阳能组件工艺流程
《太阳能组件工艺流程》
太阳能作为一种清洁能源,受到越来越多人的关注和认可。
而太阳能组件是太阳能发电系统中最核心的部分,其制造工艺流程则是至关重要的一环。
首先,在太阳能组件的制造过程中,原材料的选取非常关键。
太阳能电池板的主要原材料是硅片,而硅片的质量直接影响了电池板的性能和寿命。
因此,制造商需要选择高质量的硅片作为主要原材料。
其次,在太阳能组件的制造中,光伏电池的制备是一个至关重要的环节。
这一步骤包括硅片的清洗、电池片的切割、P-N结
的扩散等多个步骤,需要高精度的设备和技术来完成。
然后,太阳能组件的组装是另一个重要的制造环节。
组装过程中,电池片需要经过一系列的步骤,包括电池片的排列、加工、封装等。
而这些步骤的精准性和稳定性,将直接影响整个太阳能组件的发电效率和寿命。
最后,太阳能组件制造的质量控制是不可忽视的环节。
制造商需要对每一道工序和每一个组件进行严格的检验和测试,确保其质量符合标准,以保障整个系统的可靠性和稳定性。
总的来说,太阳能组件的制造工艺流程需要精密的设备、高水
平的技术和严格的质量控制,才能生产出性能优异、稳定可靠的太阳能组件,为清洁能源发电系统提供可靠支持。
昭通平板式太阳能工程施工
昭通平板式太阳能工程施工随着能源危机的日益严重,太阳能作为一种清洁、可再生的能源,越来越受到人们的关注。
在我国,太阳能的开发和利用已经取得了显著的成果,其中平板式太阳能工程的应用范围越来越广泛。
本文将以昭通平板式太阳能工程施工为例,介绍该工程的基本情况、施工流程及注意事项。
一、昭通平板式太阳能工程概述昭通平板式太阳能工程位于云南省昭通市,是一项利用太阳能进行热水供应的工程。
该工程采用平板式太阳能集热器,具有较高的集热效率和良好的稳定性。
工程主要包括太阳能集热器安装、管道铺设、控制系统安装等部分。
二、施工流程1. 前期准备在施工前,首先要对施工现场进行勘察,了解地形、地貌、光照情况等因素,为太阳能集热器的安装位置提供依据。
同时,根据设计图纸,准备相应的施工材料和设备。
2. 太阳能集热器安装根据勘察结果,确定太阳能集热器的安装位置。
安装时,要保证太阳能集热器与地面垂直,以便最大限度地接收阳光。
集热器之间的距离要适当,以便管道连接和维护。
3. 管道铺设在太阳能集热器安装完毕后,开始进行管道铺设。
管道铺设应遵循美观、安全、实用的原则,尽量减少管道的弯曲和折叠。
管道连接处要牢固,防止泄漏。
4. 控制系统安装控制系统是太阳能工程的重要组成部分,主要包括温度控制器、流量控制器、防冻控制器等。
控制系统安装要符合设计要求,与太阳能集热器、管道等设备连接可靠。
5. 验收调试施工完成后,进行验收调试。
检查太阳能集热器、管道、控制系统等设备是否正常运行,是否存在泄漏、故障等问题。
如有问题,及时进行整改。
三、注意事项1. 施工过程中,要严格按照设计图纸和施工规范进行,确保工程质量。
2. 太阳能集热器的安装位置和角度要准确,以保证太阳能的充分利用。
3. 管道铺设要遵循美观、安全、实用的原则,防止管道受到外力损坏。
4. 控制系统安装要符合设计要求,确保设备正常运行。
5. 施工过程中,要注重环境保护,减少对周边环境的影响。
6. 施工完成后,要进行验收调试,确保工程质量达到预期效果。
平板型太阳能集热器屋面镶嵌式施工工法(2)
平板型太阳能集热器屋面镶嵌式施工工法一、前言近年来,随着对可再生能源需求的不断增长,太阳能集热器作为一种有效利用太阳能的装置得到了广泛关注。
平板型太阳能集热器屋面镶嵌式施工工法是一种在屋面上直接安装太阳能集热器的方法,本文将详细介绍该工法的特点、适应范围、工艺原理、施工工艺、劳动组织、机具设备、质量控制、安全措施、经济技术分析以及工程实例。
二、工法特点平板型太阳能集热器屋面镶嵌式施工工法具有以下特点:1. 利用屋面安装太阳能集热器,充分利用房屋自身的空间,不占用其他土地资源。
2. 采用平板型太阳能集热器,外观美观,符合建筑美学要求。
3. 具有较强的适应能力,可根据不同建筑物的屋面结构和无阻挡阳光照射条件进行定制。
4. 可有效减少系统的热能损失,提高能源利用效率。
三、适应范围平板型太阳能集热器屋面镶嵌式施工工法适用于多种建筑类型,包括居民楼、商业建筑、工业厂房等。
同时,该工法还适用于地域条件较好的地区,如阳光充足、无高层建筑遮挡等。
四、工艺原理平板型太阳能集热器屋面镶嵌式施工工法的实施基于以下工艺原理:1. 通过倾斜的安装方式,最大程度地接收太阳辐射,增加热量吸收效果。
2. 通过特殊材料的选择和设计,减少热能的损失,提高能源转化效率。
3. 通过合理的管道布局和循环水系统,实现热量的传输和利用。
五、施工工艺平板型太阳能集热器屋面镶嵌式施工工法包括以下施工阶段:1. 屋面准备:清理屋面,检查屋面结构的承载能力等。
2. 安装托架:根据设计要求,安装太阳能集热器的托架架设系统。
3. 连接管路:将太阳能集热器与热水储罐等设备进行管道连接。
4. 测试运行:对太阳能集热系统进行测试运行,确保各项功能正常运行。
5. 环境保护:对施工现场进行清理,保护周围环境。
六、劳动组织平板型太阳能集热器屋面镶嵌式施工工法的施工需要组织具有相关经验和技术的劳动力。
其中,包括项目经理、施工队长、技术工人等。
七、机具设备平板型太阳能集热器屋面镶嵌式施工工法所需的机具设备包括:1. 手动工具:如扳手、锤子、电钻等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
平板集热器板芯生产工艺流程
1、工艺流程图
2、工艺流程说明
铜管、铜管接头、焊条、焊接气体等备好后,首先将铜管两边分层放料车;用数控拔孔机将Φ22铜管拔孔;用打点机将Φ10打点;将Φ22铜管和铜管接头组装到一起并焊接,再把Φ10、Φ22和铜管接头连接并固定组装成H架并用气焊焊接完毕后,到水箱试漏并保压1小时;试漏完毕后将H架风干或烘干,同裁剪完毕后的集热板放到一起用激光焊接机自动焊接。
平板太阳能封装工艺流程
1、工艺流程图
2、工艺流程说明
备好边框、压条、角码、底板钢化超白玻璃等;边框、压条切45角后装两边分层放料车;边框冲孔、钻孔;角码下料装盒;切割底板,将底板、边框组装到一起;焊接四角、用底板压机自动压底板并喷涂保温材料;同集热板芯、保温棉、卡板等配件组装到一起后,装盖板、压条用压条机压紧压条;最后将集热器输送到工作台,检验、装箱、打标签、码垛。