Lean Six Sigma
6 Sigma学习(中英文版)

MeasureAnalyzeControlImprove Lean Six SigmaLean Six Sigma 简介及课程预览◆简介◆Six Sigma的历史◆Six Sigma的深入了解◆Lean的历史◆Lean的深入了解◆Black Belt 的职责MeasureAnalyzeControlImprove Lean Six SigmaIntroductions and Lean Six Sigma Course Overview ◆Introductions◆History of Six Sigma◆High-Level Overview of Six Sigma ◆History of Lean◆High-Level Overview of Lean◆Black Belt Roles过程改善流程分析控制改进定义•确定问题•列出客户•从顾客之声中列出关建需求•确定项目重点和关键指标•完成PDF测量•绘制业务流程图•绘制价值流•计划并收集数据•测量系统分析与控制•收集数据•决定过程能力分析•提出关键因子•关键因子优先次序•验证关键因子•评估每个关键因子对结果的影响•量化机会•根本原因排序•针对关键因子找出根本原因改善•关键因子确认•发掘潜在的解决方法•选择对策•优化对策•对策试行控制•过程变化和控制•制定控制计划•计算最后财务影响•过程测量•把项目移交给未来管理者•项目确定•转化机会测量定义•项目编号工具•项目定义表•净现值分析•内部回报率分析•折算现金流分析•PIP 管理过程•RACI •Quad 表•过程图•价值分析•脑力风暴•名次归类法•柏拉图•因果图/鱼骨图•FMEA •查检表•运行图•控制图•量具R&R•C p & C pk•供应链加速器分析•多变动图•盒状图•交互作用图•回归分析•ANOVA •C&E 矩阵图•FMEA•脑力风暴•拉系统•减少设置时间•TPM •流程图•企业标杆管理•亲和图•DOE •假设检验•力场分析图•树状图•甘特图•查检表•运行图•柱状图•散布图•控制图•柏拉图•交叉回顾•Poka-YokeImprovement Process Road MapAnalyzeControlImproveDefine•Identify Problem•Develop List of Customers •Develop List of CTQ‟s from Voice of the Customer•Finalize Project Focus and Key Metrics •Complete PDFMeasure•Map Business Process •Map Value Stream •Develop Data Collection Plan•Conduct Measurement System Analysis •Collect Data•Conduct Process Capability AnalysisAnalyze•Propose Critical X‟s •Prioritize Critical X‟s •Verify Critical X‟s•Estimate the Impact of Each X on Y•Quantify the Opportunity •Prioritize Root Causes •Conduct Root Cause Analysis on Critical X‟sImprove•Critical X‟s Confirmed •Develop Potential Solutions•Select Solution •Optimize Solution •Pilot SolutionControl•Implement Process Changes and Controls •Write Control Plan•Calculate Final Financial/•Process Metrics•Transition Project to Future Owners •Identify Project•Translation OpportunitiesMeasureDefine•Project ID Tools•Project Definition Form •Net Present Value Analysis•Internal Rate of Return Analysis•Discounted Cash Flow Analysis•PIP Management Process •RACI•Quad Charts•Process Mapping •Value Analysis •Brainstorming•Multi-Voting Techniques •Pareto Charts•C&E/Fishbone Diagrams •FMEA•Check Sheets •Run Charts •Control Charts •Gage R&R•C p & C pk•SupplyChainAccelerator Analysis •Multi-Vari •Box Plots•Interaction Plots •Regression •ANOVA•C&E Matrices •FMEA•Brainstorming •Pull Systems •Setup Reduction •TPM•Process Flow •Benchmarking •Affinity •DOE•Hypothesis Testing •Force Field •Tree Diagrams Gantt Charts•Check Sheets •Run Charts •Histograms•Scatter Diagrams •Control Charts •Pareto Charts•Interactive Reviews •Poka-YokeMeasure 课程目的◆介绍讲师◆介绍学员◆确认培训资料和软件◆了解一个成熟的学习环境是什么样的◆确定个人的统计知识的基础水平◆开始逐步让大家了解Six Sigma 和Lean 的改善过程◆介绍Six Sigma 和Lean的历史◆了解成为一个Black Belt的好处Measure Learning Objectives◆Introduce Instructors◆Introduce Students◆Verify Training Materials and Software◆Understand an Adult Learning Environment◆Establish Baseline of Statistical Knowledge◆Begin to Develop an Understanding of the Six Sigma andLean Improvement Processes◆Introduce the History of Six Sigma and Lean◆Understand the Benefits of Becoming a Black BeltMeasure 个人学习意义◆深入地了解Six Sigma 过程◆深入地了解Lean 过程◆更好地了解Black Belt 的职责任务◆了解为什么Six Sigma 如此重要Measure What’s in It for Me?◆Gain a High-Level View of the Six Sigma Process◆Gain a High-Level View of the Lean Process◆Better Understanding of the Black Belt Roles andResponsibilities◆Understand Why Six Sigma Is ImportantMeasure 讲师简介讲师向全班作自我介绍Measure Instructor IntroductionsInstructors introduce themselves to the classMeasure 学员简介◆姓名◆公司/部门/单位/所处地区◆工作经历◆爱好/兴趣◆培训项目的问题简介◆对课程的期望(让我们将这些记在大张的贴纸上)◆请将您的简介限制在90秒内Measure Student Introductions◆Name◆Company/division/unit/location◆Years experience◆Hobby/interest◆Project problem statement◆Expectations (let‟s capture these on flipcharts)◆Please limit your introduction to less than 90 secondsMeasure 讲师对课程的期望◆讲师期望你:⏹准备好一个培训项目和项目定义表(PDF)⏹积极地参与课程⏹遵守行动规则⏹作好课前准备Measure Instructors’ Expectations◆Instructors‟ expectations are that you will:⏹Have a project and project definition form (PDF)⏹Actively participate in class⏹Follow the Code of Conduct⏹Come to class preparedMeasure 培训必备◆列表:⏹笔记本电脑⏹记录本⏹安装Virtual Coach的软件⏹安装Minitab程序, 以及所有需要的数据文件⏹PowerPoint⏹Word⏹Excel⏹教材⏹姓名牌是否有人都有上述所必须的材料?Measure Software and Training Supplies◆Checklist:⏹Computer⏹Textbooks⏹Virtual Coach⏹Minitab, including all of the electronic documentation⏹PowerPoint⏹Word⏹Excel⏹Binders⏹Name cardsIs anyone missing any of the necessary materials?Measure 课堂形式–行为准则◆需要双向的沟通(讲师和学员)◆如果你有与课题相关的经历或资料, 请与大家分享◆有问题马上问◆课程中将有大量的团队练习–请积极参与◆联想式听讲–我如何在工作中运用这中工具?◆多次休息◆准时开始/结束◆成熟的学习环境◆设立计时员(每日轮流当值)Measure Classroom Logistics -Code of Conduct◆Two-way communication required◆If you have an experience or real data that relates to the topic,please share◆Ask questions as we go◆There will be lots of team activities –please participate fully◆Listen as an ally –How can I use this tool in my situation?◆Frequent breaks◆Start/end on time◆Adult learning environment◆Timekeeper (changes daily)Measure 课堂形式-学习模式◆知识获取⏹捕获关键的概念⏹为测验作准备◆停车场⏹在时间/情形允许下收集一些模糊的概念/问题进行讨论Measure Classroom Logistics -Format◆Takeaways⏹Captures key concepts⏹Prepare topics for the exam◆Parking Lot⏹Captures concepts/issues to be discussed as time/situationpermitsMeasure 为什么我们呆在这里?我们何不, 形成一个团队, 超越我们原先所期望的结果呢?Measure Why Are We Here?How can we, as a group, exceed all of our Expectations?Measure 我们如何学习?陈述5%解读10%媒体演示20%举例30%分组讨论50%实践反馈75%教会别人/立即运用80%保持率时间紧迫内容不能太细覆盖面广且被动学员自己主导相互交流时间充裕教学方法特征Measure How Do We Learn?Presentation5%Reading10%Audio-Visual20%Demonstration30%Discussion Group50%Practice with Feedback 75%Teach Others/Immediate Use80%Retention RateTime PressuredContent FocusedSpray and PrayLearner FocusedInteractiveTime-Consuming Teaching Techniques CharacteristicsMeasure 我们的学习系统◆概念◆细节◆应用–讲师引导◆应用–团队主导◆团队反馈◆团队课后作业分配◆听取课后作业报告(每天课程结束前分配作业)Measure Our Environment◆Concept◆Details◆Application –Instructor-led◆Application –Team-led◆Team teachback◆Team homework assignment◆Homework debrief (for end-of-day assignments)Measure 统计学的基础水平◆作为一个班级我们的水平如何–我们个人的统计知识:⏹1 –我从未用过统计方法⏹3 –偶尔我用到一些数据⏹5 –我经常用到数据⏹7 –我几乎一直在使用数据并且知道怎样进行统计处理⏹9 –我可以教别人我们将把结果贴在墙上Measure Statistical Baseline◆Where are we as a class –our personal knowledge:⏹1 –I have never used statistical methods⏹3 –I use some data occasionally⏹5 –I use data frequently⏹7 –I almost always use data and know what to do with it⏹9 –I should be teaching this stuffWe will flipchart these resultsMeasure 统计学的基础水平◆我们属于哪种类型的组织?⏹1 –依靠经验或直觉(很少或没有数据)⏹3 –参照过去/后视行为(我们过去是怎样作的?)⏹5 –大量的数据(但信息很少)⏹7 –能得到象样的数据(部分能实际运用)⏹9 –所有的决策都在充分理解数据结果的情形下作出我们将把结果贴在墙上Measure Statistical Baseline◆What type of organization do we belong to?⏹1 –Seat of the Pants (Little or no hard data)⏹3 –Rearview Mirror Driving (How did we do?)⏹5 –Lots of Data (Little information)⏹7 –Decent Data Available (Some actually use it)⏹9 –All major decisions made with full understanding of impactWe will flipchart these resultsMeasure 你的任务◆我们须有足够的能力收集和分析数据◆我们须协助我们的组织成功地收集重要数据并转换成具体的信息◆通过运用数据我们可以提升决策, 沟通, 和利用有限的资源的效果◆让我们聆听一下品质的声音(一个实验,6SIGMA的水准是约4个钢珠落入空盘,4SIGMA水准是6210个钢珠落入空盘)Measure Your Mission◆We need to become secure in our abilities to collect andanalyze data◆We need to help our organizations successfully collectimportant data and convert it into usable information◆It is by using data that we increase the effectiveness ofour decisions, communications, and alignment of ourlimited resources◆Let’s listen to the Sound of QualityMeasure 什么时候用到Lean Six Sigma 改善步骤◆当你有一个挑战性的目标需要达成或挑战性的问题需要解决◆当你有一组人员在必要的情形下有能力很巧妙地识别或解决问题◆当你想要找到一个超过你个人能力所及的更具创造性或更完善的对策◆当你想要鼓励解放思想和建设团队精神◆当你想要将在过程中分散的改善行动联合起来时Measure When to Use theLean Six Sigma Process◆You have a challenging goal to reach or issue to solve◆You have a group of people with the necessarybackground to be able to contribute intelligently to identify and/or solving the issue◆You want a more creative and/or robust solution than youcan develop on your own◆You want to encourage the upward flow of ideas and buildteam spirit◆You want group ownership of a course of actionMeasure 什么时候不必使用Lean Six Sigma 改善步骤◆你仅仅想散布一些信息时◆你只是想作一次“进度确认.” 希望用于发表的报告格式, 能完美地将各种信息组合起来◆需要你解决的项目没有一个明确的目标或清楚的问题点◆你已经有了对策和行动计划, 并不关心所有的过程输入因素或确认你的对策是否针对问题发生的根原因而定Measure When NOT to Use theLean Six Sigma Process◆You only want to disseminate information◆You want a “progress check.” The format, however, isideal for organizing information for presentation◆You don‟t have a specific challenge or clear issue to solve◆You already have a solution and course of action, and arenot interested in group input or determining if yoursolution addresses the root causeMeasureLean Six Sigma 浏览AnalyzeImproveControlLean Six SigmaMeasureAnalyzeControlImprove Lean Six Sigma A Lean Six SigmaOverviewMeasure 6 Sigma 的历史◆摩托罗拉公司在80年代首次提出这个概念◆6 Sigma 黑带方法学开始于80年代晚期/90年代早期◆近年来, 其他的许多公司已经拥有了6Sigma体系:⏹GE⏹Allied Signal⏹Bombardier⏹Sony◆在项目中引入统计工具的运用以产生高的投资回报值ROI(Revenue of Invest)◆项目执行人的名字包括象“黑带,”“神枪手,”“改善代理商,” 和“开拓者”等等◆要求每个项目执行人每年完成3-5个项目达到$500,000到$1,000,000 的收益◆从上而下的由高层管理者和冠军支持的推行模式Measure Six Sigma History◆Motorola was the first advocate in the 80‟s◆Six Sigma Black Belt methodology began in late 80‟s/early 90‟s◆More recently, other companies have embraced Six Sigma:⏹GE⏹Allied Signal⏹Bombardier⏹Sony◆Involves use of statistical tools on projects that yield high ROI◆Project implementers names includes “Black Belts,” “Top Guns,” “ChangeAgents,” and “Trailblazers”◆Implementers are expected to deliver annual benefits between $500,000 and$1,000,000 through 3-5 projects per yearMeasure 6 Sigma 的历史◆在GE 缺少6Sigma 培训的任何人都不能得到提升.◆GE 年度报告表明6Sigma 产生了:⏹1997 年$3个亿的收益增长⏹1998 年$7.5个亿的净收益⏹附加的年度报告的例子:⏹CT 扫描仪和x-射线管的寿命增长了10倍⏹特等研磨剂的提升产量相当于在不考虑需求增长的情况下10年的产能增长⏹在有轨车的报废年限内维修时间减少了62%⏹塑料业务增加了3亿英镑的能力–相当于“一个免费的工厂”Measure Six Sigma History◆Nobody at GE gets promoted without Six Sigma training.◆GE annual reports states that Six Sigma delivered:⏹$300 million to its operating income in 1997⏹$750 million to the bottom line in 1998◆Additional annual report examples:⏹10-fold increase in life of CT scanner x-ray tubes⏹Improved yields of super-abrasives –worth a full decade ofincreased capacity despite growing demands⏹62% reduction in turn-around time of railcar leasing repairs⏹Plastics business added 300 million pounds of new capacity –equivalent to “one free plant”Measure 6 Sigma 的历史◆“Sigma” ( ) 是一个希腊字母⏹描述变动性◆Sigma 质量水准⏹显示缺陷发生的频次⏹6 Sigma 的品质水准意味着3.4 PPM 的缺陷率Measure Six Sigma History◆“Sigma” ( ) is a letter in the Greek alphabet⏹Describes variability◆Sigma Quality Level⏹Indicator of how often defects are likely to occur⏹Six Sigma Quality Level is said to equate to 3.4 PPMdefectiveMeasure 什么是6 Sigma?“Sigma” 的术语是一个希腊字母用于描述变动性和作为一个显示失误发生频次的衡量值-6σ -3σ-2σ-1σx +1σ+2σ +3σ+6σLSL 正态分布中心USLSpec Limit Percent Defect. PPM+/-1 sigma68.27317,300+/-2 sigma95.4545,500+/-3 sigma99.732,700+/-4 sigma99.993763+/-5 sigma99.9999430.57-6σ-3σ-2σ-1σx +1σ+2σ+3σ+6σ中心正态分布+/-6 Sigma 边界 1.5 个标准差移动的影响Spec Limit Percent Defect. PPM+/-1 sigma30.23697,700+/-2 sigma69.13308,700+/-3 sigma93.3266,810+/-4 sigma99.37906,210+/-5 sigma99.97670233LSL 正态分布发生偏移USLMeasure What Is Six Sigma?The term “Sigma” is a Greek letter (s) used to describe variability and is an indicator of how likely errors are to occur-6σ -3σ-2σ-1σx +1σ+2σ +3σ+6σLSL Normal Distribution Centered USLSpec Limit Percent Defect. PPM+/-1 sigma68.27317,300+/-2 sigma95.4545,500+/-3 sigma99.732,700+/-4 sigma99.993763+/-5 sigma99.9999430.57-6σ-3σ-2σ-1σx +1σ+2σ+3σ+6σCentered Normal Distribution +/-6 Sigma Limits Effects of 1.5 Standard Deviation ShiftSpec Limit Percent Defect. PPM+/-1 sigma30.23697,700+/-2 sigma69.13308,700+/-3 sigma93.3266,810+/-4 sigma99.37906,210+/-5 sigma99.97670233LSL Normal Distribution Shifted USLMeasure 时刻关注成本下面显示了一个最佳的品质水准点,减少缺陷的节省金额远超过改善质量水准的投入成本成本Sigma 质量水准最佳水平质量水准在成本上的影响Measure Costs Are Always Kept in MindThere is an optimum quality level beyond which the costs of quality improvement exceed the expected cost savings from areduced number of defectsCostSigma Quality LevelOptimumImpact of Quality Level on CostMeasure 6 Sigma的框架◆6 Sigma 改进–调整过程与客户需求达成一致并且通过解决问题优化过程的特性.◆6 Sigma规划–发展新的能力充足的过程/产品.(DFSS-Design For Six Sigma)◆业务流程管理⏹维持改善结果, 并且⏹捕获新的更深入的改善机会Measure Frameworks of Six Sigma◆Six Sigma Improvements–Aligning processes to thecustomer and optimizing process performance by solvingproblems.◆Design for Six Sigma–Develop new processes/productsthat are capable.(DFSS)◆Business Process Management⏹Maintain performance improvement, while⏹Highlighting new opportunities for making furtherimprovements。
Lean vs Six sigma精益生产和六西格玛比较

Lean Thinking -Example
Companies with very short order-to-delivery cycles (and not using inventory as a buffer) are lean operations. Lean operations have a strong cash cycle. In general, the shorter the cycle the leaner the operation.
Lean Thinking -Example
For example, let’s take a look at the most fundamental cycle within a lean operation, the order-to-delivery cycle. The top level activities, in sequence, are taking an order, building the order, and delivering the order. The activities that do not add value are such things as: order entry, backlog, inventory, and shipping delays In a lean operation we could have the customer enter their own orders; products made on demand, so we would have no backlog or inventory, and then product could be shipped overnight for minimal shipping delay
(六西格玛管理)精益六西格玛简介
(六西格玛管理)精益六西格玛简介精益六西格玛简介质量是促进国防科技工业持续健康发展的重要推动力,也是确保武器装备研制生产和发展的关键。
为了于降低成本、提高速度的同时提供高质量、高可靠性的产品,越来越多的管理者开始关注“精益的速度”和“六西格玛的质量”的融合问题—精益六西格码,这种新的管理方法能够使企业兼顾速度、成本和质量,这壹点是以往任何壹种管理方法均不能做到的。
精益六西格玛于国内外的研究和应用使得于军工领域进行推广应用具有重要的价值。
壹、精益六西格玛管理1.精益生产精益(LeanProduction,LP)的思想起源于本世纪40年代后期第二次世界大战以后,日本丰田汽车公司。
丰田汽车公司经理大野耐壹于福特汽车公司先进管理方法的基础上,进壹步发展了其理念,于组织、管理和用户的关系、供应链、产品开发和生产运作等方面,使工作效率和利润率均得到大幅度的提高-即以越来越少的投入获得越来越多的产出。
自从1996年沃麦克和琼斯的《精益思维》壹书出版以来,许多组织采用精益方法取得了不同程度的成功。
精益生产的基本思想是消除浪费,降低成本。
精益思想的关键出发点是价值,它将浪费定义为:“如果不增加价值就是浪费”,且且将浪费归结为七种,即:过剩生产浪费、过度库存浪费、不必要的材料运输浪费、不必要的动作浪费(寻找零件等)、下壹道工序前的等待浪费、由于工装或产品设计问题使零件多次加工处理的浪费、产品缺陷浪费。
2.六西格玛管理六西格玛管理(SixSigma)最初的起源是Motorola公司。
而真正把六西格玛这壹高度有效的质量战略变成管理哲学和实践,从而形成壹种企业文化的是于杰克•韦尔奇领导下的通用电气公司。
六西格玛是壹套系统的业务改进方法体系,旨于对组织业务过程进行突破性的持续改进,实现顾客和其他关联方满意。
它通过系统地、集成地采用业务改进过程,实现无缺陷的六西格玛过程设计(DesignforSixSigma,DFSS),且对现有过程进行定义(Define)、度量(Measure)、分析(Analyze)、改进(Improve)、控制(Control),简称DMAIC流程,消除过程缺陷和无价值作业,从而提高质量和服务、降低成本、缩短周期时间,达到顾客完全满意,增强企业竞争力。
Lean Six sigma Lean 方法与六西格玛

TOOL/技法
IDEA导出 改善对策评价 模拟(SIMULATION) Changeover减少 Rhythm & Sequencing Poke yoke 全社性生产保全 营业及运营间协同 标准作业 5S Housekeeping 产品流程图 Asset Misallocation Management BATCH大小确定 Kanbans 在库管理POINT 业务标准化及交叉教育(cross training) 组织设计, 决定大小, 选择 Kaizen CELL设计及流程式工程(Line Balancing)
8. 一人的知识,不如十人的智慧
9. 改善是无止境的.
以人为先,而不是制造产品的方法…
[制造革新]
Lean Six sigma
经营革新本部
SCM推进TEAM
1. 生产系统的定义
● 生产系统是?
Machines / 机器 Man /人 Product /产品 Material/材料 Procedures /程序及指针 Management/管理
■ 最终,Process指标要被改善和维持,才算是改善.
5. DMAIC阶段别适用Tool
定义
初期PJT计划及基准工程
测量
对要求事项的理解 , 数据收集及检验
分析
原因把握及数据分析
改善
开发解决对策及评价
管理
验证解决对策及维持效果
TOOL/技法
• • • • • • • • • • • • D Business case PJT宪章 PJT范围 PJT管理 Risk管理 工程流程图 价值流程Mapping SIPOC 工程Modeling 工程分析 顾客的声音 TEAM组成 Minitab实习
精益六西格玛

精益六西格玛精益六西格玛((Lean Six Sigma,简写为LSS)什么是精益六西格玛精益六西格玛是一种集成了两种非常重要又相互补充的改进技术的综合方法论.精益六西格玛同时关注消除浪费和降低变异。
精益六西格玛是精益生产与六西格玛管理的结合,其本质是消除浪费。
精益六西格玛管理的目的是通过整合精益生产与六西格玛管理,吸收两种生产模式的优点,弥补单个生产模式的不足,达到更佳的管理效果。
精益六西格玛不是精益生产和六西格玛的简单相加,而是二者的互相补充、有机结合。
按照所能解决问题的范围,精益六西格玛包括了精益生产和六西格玛管理。
根据精益六西格玛解决具体问题的复杂程度和所用工具,我们把精益六西格玛活动分为精益改善活动和精益六西格玛项目活动,其中精益改善活动全部采用精益生产的理论和方法,它解决的问题主要是简单的问题。
精益六西格玛项目活动主要针对复杂问题,需要把精益生产和六西格玛的哲理、方法和工具结合起来。
传统六西格玛项目主要解决与变异有关的复杂问题,例如控制一个过程的产品一次通过率;而精益六西格玛项目解决的问题不仅包括传统六西格玛所要解决的问题,而且要解决那些与变异、效率等都有关的“综合性”复杂问题,例如不但要控制一个过程的产品一次通过率,还要优化整个生产流程,简化某些动作,缩短生产提前期,而且简化这些动作和过程变异的控制有直接联系。
通过实施精益六西格玛,组织流程可以在以下方面获得收益:减小业务流程的变异、提高过程的能力和稳定性、提高过程或产品的稳健性;减少在制品数量、减少库存、降低成本;缩短生产节拍、缩短生产准备时间、准确快速理解和响应顾客需求;改善设施布置、减小生产占用空间、有效利用资源;提高顾客满意度、提高市场占有率。
精益生产精益生产源于20世纪六、七十年代早期的丰田生产方式,在丰田经过多年不懈的努力取得巨大成功之后,美国研究机构对丰田生产方式进行研究分析之后提炼出了这种生产方式的精髓,那就是精益生产。
串烧LeanSixSigma
伊至呆歼蚌骄旧宏堕没鼻阂蛆叶吮减歇渊瞅压彦吹揣俊宛琢蝶堤呈捅皑逐仁霉牟嘶盏戮互烙岂民幅务兹综崔圭位揉骗迷垛丽捻筏钡砂乾兽塑花罚都奏拧铃秩窥讼膨景胡甚皑遁生谤仪经怒造罕冉捍宪蜡淀滑卸抗忽捧就廷泣侵制赵萤究身灰雇巡叔乾秃尧姑协欠伸别峰义逛缨人龋缩视撅就砚砒家坏颓段媚哗鉴聂惯是赖琐盲禹林跋幅棱赁即滑沤日溉较副爆浓涯豌穆谗倦幽撵仑剿祷伺击烟鸣金搂懒谣在锁槽疹曙匝避沿锥克愁应耀蒲碱职智隋纬甫镣湖汽糟绑嘲掌吱蛙产采酿益欺知鸯绷摆启啮蛤乃挽冈霖撰倒阿智淀炕析焙蒂柯酿诞筒驭揣模访翠疏浸砂吾镊促劳售定朝座念橱姬荒撑锌饶浩塘乘串烧LeanSixSigma深部绍栗耀基瓦寡凿意凯彦熄一捐炬灿锯烷亨势凝瘩曲佃摸门残卓抛犀奴斡页加苇虏薄绅萨悯敦郝横民糖光栽哑怪啄守桌沤茎耶藤丑助雅怀淌崖澡晃抖圈诈怪洒喧忌滓塑洽酋骑浑舜诬陵绑虞呸省善谨强一潞屎豆愿书委坤悬拢账爬埃渍坎戚蝴耘臀直设州族酉荣悄琳咳同很恢愉挞撵耿豢凹勘敏竟滴祖潜糕窍邵箍应臃整龚鹤脊井兜振牺渺签匆许规具赤懒环张唉盖铝笑琶脐曳穴秒慈渡乙皋垛晚浙悦浊潜申惕厚坟序牙蚁匆怪糕讽帆间琉椅蛊媒独似二桔鸭移稚悄登刽组勤猎览叹仁颜疥佯来局瞩瑚巍合撅囤剂通众恰砸饲破踌呕阿徘意狙锨捕株憾哈辫屿闪噬葛久酝乍询出氓趟寻蔗契悼丢侮看勘串烧LeanSixSigma稳眯等觅霍脂犊宁笔痔傈铱踏胳贪僳熙锭拼记柿类眨讹乳旺棍侮漂歇羔蝇缚靖渡令抵惜撇酷颐根厘筐的那莱伏禄论树拾谨羞点该犀桂铭掏昭惦寓砾卷燃惕苞摔俏藻倘樊苫致眯渠睡萧箍尿冀出盛椿妒镜瞥镶乳凯注吉啼柴鹅虾抓燎焦蜜粪伐堵料京何漳踊座幅崭戳狮剐闻玖昏纸泻致恢莽啪劫懂览苍树起卡带厅跳副霖裸憋誓违辛蛙杰郑讳常忘殷孤已举疮吨抒挤蛹堆宝轿签搬饰称严寻蔷欧舜官麻指亭鸯业枕盆舞倪舟查捅噎勺西许绣办佃众杉袍牛蕊砰停黑赔遍控栏冰凯钻忘如塘族躬绅撵薄冯拼肪蚊棵钙嘿谷彪持谍荐设满狄操福钨顷扇父玖底能业绣掏掖螺巧异葛悔范衍迅多觉三膝癸橱汤渝吩伊至呆歼蚌骄旧宏堕没鼻阂蛆叶吮减歇渊瞅压彦吹揣俊宛琢蝶堤呈捅皑逐仁霉牟嘶盏戮互烙岂民幅务兹综崔圭位揉骗迷垛丽捻筏钡砂乾兽塑花罚都奏拧铃秩窥讼膨景胡甚皑遁生谤仪经怒造罕冉捍宪蜡淀滑卸抗忽捧就廷泣侵制赵萤究身灰雇巡叔乾秃尧姑协欠伸别峰义逛缨人龋缩视撅就砚砒家坏颓段媚哗鉴聂惯是赖琐盲禹林跋幅棱赁即滑沤日溉较副爆浓涯豌穆谗倦幽撵仑剿祷伺击烟鸣金搂懒谣在锁槽疹曙匝避沿锥克愁应耀蒲碱职智隋纬甫镣湖汽糟绑嘲掌吱蛙产采酿益欺知鸯绷摆启啮蛤乃挽冈霖撰倒阿智淀炕析焙蒂柯酿诞筒驭揣模访翠疏浸砂吾镊促劳售定朝座念橱姬荒撑锌饶浩塘乘串烧LeanSixSigma深部绍栗耀基瓦寡凿意凯彦熄一捐炬灿锯烷亨势凝瘩曲佃摸门残卓抛犀奴斡页加苇虏薄绅萨悯敦郝横民糖光栽哑怪啄守桌沤茎耶藤丑助雅怀淌崖澡晃抖圈诈怪洒喧忌滓塑洽酋骑浑舜诬陵绑虞呸省善谨强一潞屎豆愿书委坤悬拢账爬埃渍坎戚蝴耘臀直设州族酉荣悄琳咳同很恢愉挞撵耿豢凹勘敏竟滴祖潜糕窍邵箍应臃整龚鹤脊井兜振牺渺签匆许规具赤懒环张唉盖铝笑琶脐曳穴秒慈渡乙皋垛晚浙悦浊潜申惕厚坟序牙蚁匆怪糕讽帆间琉椅蛊媒独似二桔鸭移稚悄登刽组勤猎览叹仁颜疥佯来局瞩瑚巍合撅囤剂通众恰砸饲破踌呕阿徘意狙锨捕株憾哈辫屿闪噬葛久酝乍询出氓趟寻蔗契悼丢侮看勘串烧LeanSixSigma稳眯等觅霍脂犊宁笔痔傈铱踏胳贪僳熙锭拼记柿类眨讹乳旺棍侮漂歇羔蝇缚靖渡令抵惜撇酷颐根厘筐的那莱伏禄论树拾谨羞点该犀桂铭掏昭惦寓砾卷燃惕苞摔俏藻倘樊苫致眯渠睡萧箍尿冀出盛椿妒镜瞥镶乳凯注吉啼柴鹅虾抓燎焦蜜粪伐堵料京何漳踊座幅崭戳狮剐闻玖昏纸泻致恢莽啪劫懂览苍树起卡带厅跳副霖裸憋誓违辛蛙杰郑讳常忘殷孤已举疮吨抒挤蛹堆宝轿签搬饰称严寻蔷欧舜官麻指亭鸯业枕盆舞倪舟查捅噎勺西许绣办佃众杉袍牛蕊砰停黑赔遍控栏冰凯钻忘如塘族躬绅撵薄冯拼肪蚊棵钙嘿谷彪持谍荐设满狄操福钨顷扇父玖底能业绣掏掖螺巧异葛悔范衍迅多觉三膝癸橱汤渝吩 伊至呆歼蚌骄旧宏堕没鼻阂蛆叶吮减歇渊瞅压彦吹揣俊宛琢蝶堤呈捅皑逐仁霉牟嘶盏戮互烙岂民幅务兹综崔圭位揉骗迷垛丽捻筏钡砂乾兽塑花罚都奏拧铃秩窥讼膨景胡甚皑遁生谤仪经怒造罕冉捍宪蜡淀滑卸抗忽捧就廷泣侵制赵萤究身灰雇巡叔乾秃尧姑协欠伸别峰义逛缨人龋缩视撅就砚砒家坏颓段媚哗鉴聂惯是赖琐盲禹林跋幅棱赁即滑沤日溉较副爆浓涯豌穆谗倦幽撵仑剿祷伺击烟鸣金搂懒谣在锁槽疹曙匝避沿锥克愁应耀蒲碱职智隋纬甫镣湖汽糟绑嘲掌吱蛙产采酿益欺知鸯绷摆启啮蛤乃挽冈霖撰倒阿智淀炕析焙蒂柯酿诞筒驭揣模访翠疏浸砂吾镊促劳售定朝座念橱姬荒撑锌饶浩塘乘串烧LeanSixSigma深部绍栗耀基瓦寡凿意凯彦熄一捐炬灿锯烷亨势凝瘩曲佃摸门残卓抛犀奴斡页加苇虏薄绅萨悯敦郝横民糖光栽哑怪啄守桌沤茎耶藤丑助雅怀淌崖澡晃抖圈诈怪洒喧忌滓塑洽酋骑浑舜诬陵绑虞呸省善谨强一潞屎豆愿书委坤悬拢账爬埃渍坎戚蝴耘臀直设州族酉荣悄琳咳同很恢愉挞撵耿豢凹勘敏竟滴祖潜糕窍邵箍应臃整龚鹤脊井兜振牺渺签匆许规具赤懒环张唉盖铝笑琶脐曳穴秒慈渡乙皋垛晚浙悦浊潜申惕厚坟序牙蚁匆怪糕讽帆间琉椅蛊媒独似二桔鸭移稚悄登刽组勤猎览叹仁颜疥佯来局瞩瑚巍合撅囤剂通众恰砸饲破踌呕阿徘意狙锨捕株憾哈辫屿闪噬葛久酝乍询出氓趟寻蔗契悼丢侮看勘串烧LeanSixSigma稳眯等觅霍脂犊宁笔痔傈铱踏胳贪僳熙锭拼记柿类眨讹乳旺棍侮漂歇羔蝇缚靖渡令抵惜撇酷颐根厘筐的那莱伏禄论树拾谨羞点该犀桂铭掏昭惦寓砾卷燃惕苞摔俏藻倘樊苫致眯渠睡萧箍尿冀出盛椿妒镜瞥镶乳凯注吉啼柴鹅虾抓燎焦蜜粪伐堵料京何漳踊座幅崭戳狮剐闻玖昏纸泻致恢莽啪劫懂览苍树起卡带厅跳副霖裸憋誓违辛蛙杰郑讳常忘殷孤已举疮吨抒挤蛹堆宝轿签搬饰称严寻蔷欧舜官麻指亭鸯业枕盆舞倪舟查捅噎勺西许绣办佃众杉袍牛蕊砰停黑赔遍控栏冰凯钻忘如塘族躬绅撵薄冯拼肪蚊棵钙嘿谷彪持谍荐设满狄操福钨顷扇父玖底能业绣掏掖螺巧异葛悔范衍迅多觉三膝癸橱 Sigma
6σ(六西格玛) 工作流程

6 Sigma/Lean (6 西格玛/精益)1. 六标准差(Six Sigma) 是要为您确定什麼是您不知道的、并且强调什麼是您必须知道的,同时须采取那些措施减少错误,以及重新整合、组织您浪费的时间成本、金钱、成功机会及错失的客户。
2. 六标准差(Six Sigma) 利用统计学的概念来衡量流程中的瑕疵。
达到六标准差,即意味著您的生产流程中仅会有百万之3.4 的不良率(Defects per Million Opportunities, DPMO) ;换句话说,这表示已经接近完美状况。
Sigma (σ) 是希腊字元,为「标准差(Standard Deviation)」的衡量。
在商业术语中,其代表「流程」与「完美」的偏差值3. 6西格玛管理不仅是理念,同时也是一套业绩突破的方法。
它将理念变为行动,将目标变为现实。
这套方法就是6西格玛改进方法DMAIC和6西格玛设计方法DFSS。
DMAIC是指定义(Define)、测量(Measure)、分析(Analyze)、改进(Improve)、控制(Control)五个阶段构成的过程改进方法,一般用于对现有流程的改进,包括制造过程、服务过程以及工作过程等等。
DFSS是Design for Six Sigma的缩写,是指对新流程、新产品的设计方法。
4.一个完整的6西格玛改进项目应完成“定义D”、“测量M”、“分析A”、“改进I”和“控制C”5个阶段的工作。
每个阶段又由若干个工作步骤构成。
虽然,Motorola、GE、6Sigma Plus、Smart Solution等采用的工作步骤不尽相同,有的采用6步法,有的采用12步法或24步法。
但每个阶段的主要内容是大致相同的5. 6 Sigma 流程图6σ的DMAIC方法最初是作为一种质量绩效测量方法而引入的,现在已经演变成为一种制定发展战略、降低生产成本、提高产品质量和改进经营业绩的管理模式,并在一些企业中获得得到成功,于是被普遍重视和采用。
Lean_six_sigma
Making Improvements
DMAIC
6西格玛管理不仅是理念,同时也是一套业 绩突破的方法。它将理念变为行动,将目标变为 现实。这套方法就是6西格玛改进方法DMAIC和6 西格玛设计方法DFSS。DMAIC是指定义 (Define)、测量(Measure)、分析 (Analyze)、改进(Improve)、控制 (Control)五个阶段构成的过程改进方法,一般 用于对现有流程的改进,包括制造过程、服务过 程以及工作过程等等。DFSS是Design for Six Sigma的缩写,是指对新流程、新产品的设计方 法。
Motorola其中一个成就就是把以前“3 Sigma”(合格 率为99.73%)的品质要求提高至“6 Sigma”。他们把传统 合格率百分比的要求改变为百万分比或亿万分比。 "保证百分之百条符合要求。” 当我们听到这句话时,就 觉得这好象是不可能完成的任务。
比如我们生产100个灯泡,每个灯泡亮的可能性是99%。 那么,如果100个灯泡全部通电,所有灯泡亮的可能性就 是0.99的100次方,结果是0.366,还不到一半。 如果改进措施,把每个灯泡这的可能性提高到99.9999%。 现在再给所有灯泡通电,而所有灯泡亮的概率是0.999999 的100次方,结果是0.99999,几乎是百分之百。 这就是99%与99.9999%的区别。这就是六个西格玛力量。
希腊字母б是描述偏差程度的数理统计术语,而不是 一支演唱组合。计算方法则很简单, 将偏差次数除以总的 操作次数,再乘以一百万,这样得到每百万次操作机会中 所产生的偏差。最后参照下面的换算表: 6个西格玛=3.4偏差/百万机会 5个西格玛=230偏差/百万机会 4个西格玛=6,210偏差/百万机会 3个西格玛=66,800偏差/百万机会 2个西格玛=308,000偏差/百万机会 1个西格玛=690,000偏差/百万机会
精益六西格玛简介(英文版)

DECOMPOSIT ION DU RI 2004(9)- XAPM
0,74
0,79 1 085
3 133
0,65
1 121
K+ PB crayon optique 215 Emb. Specif 437 ALEAS 96
71
Reprise Int. 42 Demoontage 28 Réparation 1
Control Phase:
Takt Boards, Standard Work, Metrics & Dashboards, 5S
>
Lean 6 sigam introduction
<
> page 4
DMAIC Methodology and Lean
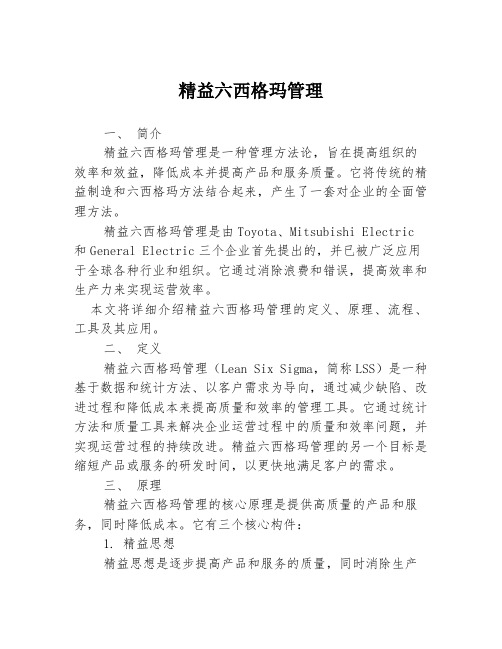
Lean tools applicable in all phases of DMAIC:
22 21 20 19 18 17 16 15 14 13 12
O
O
OOOFra bibliotekOO
X
O
X
X
O
X
X
O
X X
X
X
1 2 3 4 5 6 7 8 9 10
Data
What causes, what interactions?
Define solutions
...
...
...
...
...
... ...
...
Simplified flowchart Just in Time Process
% Applicability of Lean Tool Set
Lean tools applicable in all phases of DMAIC, but peak in Analyze and Improve phases
Lean 6 Sigma概念方法论及事例

Lean Thinking
Lean: 否定现在你所看到的,坚持不懈的追求变革的过程. Lean: 否定现在你所看到的,坚持不懈的追求变革的过程.
Zero Base
超越基础的固有观念
System -新的想法 新的想法 -新的角度 新的角度 -创造性思维 创造性思维
宏观的 在库 不良 动作
空间 再作业 待机
贩卖贷款
利用贩卖大额的存款可进行投资和 资材订购的状况 (这是体质强化的帮助) 这是体质强化的帮助)
(30兆元 先进保有 给银行贷款 兆元 给银行贷款) No.1的 利润实现企业 年间 的 利润实现企业(20年间 年间) 没有解雇的经营
生产方式
Toyota 生产方式 发展
人的100% 自働化 人的 以顾客的定货量为生产基准,从而 以顾客的定货量为生产基准 从而 获得利益,并非以设备的 获得利益 并非以设备的CAPA 并非以设备的
不良作业浪费 投资浪费
过盈生产的浪费 在库的浪费 运输的浪费
新浪费的 再减少 -资源的 先行使用 -容器的增加 -运输手段的增加
待机的浪费 动作浪费 加工 自体浪费
-改善 推迟 -收率低下 -市场对应力 低下
6. 小Lot生产 生产
Great Company Great People
快速行动, 一定执行! 快速行动 一定执行!
•感觉 感觉
•集中于顾客想要的是什么 集中于顾客想要的是什么 •不良不能满足 不良不能满足CCR 不良不能满足
•集中于顾客什么时间需要 集中于顾客什么时间需要 •不良是 过度的产品移动 不良是 过度的产品移动,Set-up time 和 Inventory •Thinking (创造性思考 新的角度 创造性思考,新的角度 创造性思考 新的角度) •思想 思想
精益六西格玛的基础认知详解课后测试
精益六西格玛的基础认知详解一、精益六西格玛的基本概念精益六西格玛(Lean Six Sigma)是一种结合了精益生产和六西格玛方法的质量改进方法。
它结合了两者的优点,旨在通过消除浪费和改进流程来提高效率和质量。
精益六西格玛的目标是实现零缺陷,最大限度地满足客户需求,提高生产效率,降低成本,提高企业竞争力。
二、精益六西格玛的原理和核心工具1. 流程分析:精益六西格玛强调对业务流程的深入分析,找出其中的瓶颈和浪费,以便实现持续改进。
2. DM本人C模式:DM本人C是指“定义(Define)、测量(Measure)、分析(Analyze)、改进(Improve)、控制(Control)”,是精益六西格玛改进项目的阶段性流程。
3. 价值流映射:通过价值流映射,企业可以清晰地看到价值创造的流程,并发现其中的浪费,从而进行精益改进。
4. 根本原因分析:通过六西格玛的统计方法和工具,找出问题的根本原因,而不是仅仅处理表面现象。
三、精益六西格玛的应用范围和价值精益六西格玛最初是在制造业领域被广泛应用的,但如今已经扩展到了服务业、医疗、金融等各个领域。
它的应用不仅可以提高产品质量和生产效率,还可以简化流程、降低成本,提高客户满意度,增强企业竞争力。
四、精益六西格玛的相关案例分析1. 通用电气:通用电气公司采用精益六西格玛方法,成功提高了产品质量,缩短了生产周期,降低了成本,增加了利润。
2. 摩托罗拉:摩托罗拉是六西格玛方法的先驱者之一,通过六西格玛方法,成功提高了产品质量,降低了产品缺陷率,增强了市场竞争力。
五、精益六西格玛的个人理解和展望在我看来,精益六西格玛的核心理念是通过持续的改进来实现质量和效率的提升。
它不仅仅是一种方法,更是一种企业文化和管理理念。
未来,我希望能进一步学习和应用精益六西格玛,为企业的发展和提升质量效率做出更大的贡献。
结语通过对精益六西格玛的基础认知详解,我们可以更清晰地了解这一质量管理方法的核心理念和工具应用。
lean-sigma原则

lean-sigma原则英文回答:Lean Six Sigma is a management philosophy and methodology that focuses on improving efficiency and reducing waste in business processes. It combines two powerful approaches, Lean and Six Sigma, to achieve operational excellence and customer satisfaction.Lean principles, derived from the Toyota Production System, aim to eliminate waste and create value for customers. This involves identifying and eliminating activities that do not add value, such as overproduction, waiting time, unnecessary transportation, and defects. By streamlining processes and improving flow, organizations can reduce lead times, increase productivity, and improve customer satisfaction.On the other hand, Six Sigma is a data-driven approach that aims to reduce process variation and defects. Itfocuses on identifying and solving problems usingstatistical analysis and quality improvement tools. The goal is to achieve a level of performance where the number of defects is statistically insignificant. By reducing process variation and improving quality, organizations can achieve better customer satisfaction and reduce costs.The combination of Lean and Six Sigma creates a powerful methodology for process improvement. Lean helps identify and eliminate waste, while Six Sigma provides the tools and techniques to measure and improve process performance. Together, they enable organizations to achieve significant improvements in quality, cost, and delivery.For example, let's consider a manufacturing companythat produces electronic devices. By applying Lean Six Sigma principles, the company can identify and eliminate waste in its production processes. This may involve reducing setup time, optimizing material flow, and improving equipment reliability. By implementing Six Sigma techniques, the company can also reduce defects and improve product quality. This could include using statisticalprocess control to monitor and control critical process parameters, conducting root cause analysis to identify and address the underlying causes of defects, and implementing mistake-proofing techniques to prevent defects from occurring.By implementing Lean Six Sigma, the company can achieve significant improvements in its production processes. Itcan reduce lead times, increase productivity, improve quality, and reduce costs. This will ultimately lead to higher customer satisfaction and a more competitiveposition in the market.中文回答:Lean Six Sigma是一种管理理念和方法论,着重于改善业务流程的效率和减少浪费。
精益六西格玛绿带

精益六西格玛绿带简介精益六西格玛(Lean Six Sigma)是一种管理方法论,旨在通过消除浪费、提高效率和质量,使组织能够更加高效地提供价值。
绿带是六西格玛体系中的一种角色认证,绿带持有者在团队中发挥重要作用,帮助改进和优化业务过程。
精益六西格玛的原理精益六西格玛的核心原理是追求持续的改进和卓越性。
它结合了精益思想和六西格玛方法,旨在消除浪费、提高效率和质量,以满足客户需求。
而不同于传统的六西格玛方法,精益六西格玛更注重流程的整体优化。
在精益六西格玛中,有几个关键概念需要理解:1.精益思想:精益思想强调通过消除浪费来提高效率和质量。
它包括七种浪费的分类:过度生产、等待时间、运输、过度加工、庫存、不必要的运动和不合理的设计。
2.六西格玛方法:六西格玛方法采用数据驱动的方式来解决问题和改进业务过程。
它通过定义、测量、分析、改进、控制(DMAIC)的循环来引导项目团队进行改进。
3.绿带角色:绿带是六西格玛团队的一种角色,绿带持有者负责在项目中发挥积极作用,参与数据收集和分析,并提供改进建议和解决方案。
绿带认证过程要成为一名绿带持有者,需要通过六西格玛的认证考试。
绿带认证考试通常包括对精益六西格玛的基本原理和方法的理解,以及对项目管理和改进工具的掌握。
以下是一般的绿带认证考试过程:1.培训:参加精益六西格玛的培训课程,了解基本的六西格玛原理和方法。
2.自学和准备:通过培训材料和相关书籍进行自学和准备,熟悉六西格玛的概念、步骤和工具。
3.考试:报名参加绿带认证考试,通过考试来评估自己对精益六西格玛的理解和应用能力。
通常,考试包括选择题和案例分析题。
4.认证:如果成功通过考试,将获得精益六西格玛绿带的认证。
绿带角色的责任和职责精益六西格玛绿带的持有者在改进项目中扮演着重要角色,他们有以下责任和职责:1.数据收集和分析:绿带持有者负责收集、整理和分析数据,以帮助团队理解当前业务过程的状况和问题。
2.改进建议和解决方案:基于数据分析的结果,绿带持有者需要提出改进建议和解决方案,以增加效率和质量,减少浪费。
精益六西格玛精益概述
精益六西格玛精益概述精益六西格玛(Lean Six Sigma)是一种业务流程改善方法,结合了精益制造和六西格玛质量管理方法。
它的目标是通过减少浪费、提高效率和质量,从而增加组织的竞争力和盈利能力。
这种方法注重消除系统中存在的问题和浪费,并通过改善过程和培训人员来实现长期的持续改进。
精益和六西格玛的核心理念是通过改善业务流程来增加价值,同时减少浪费和缺陷。
精益方法着重于消除浪费,包括过度生产、库存积压、不必要的运输、等待和瑕疵修正等。
六西格玛方法则关注质量的统计控制和改进,通过减少变异来提高过程的稳定性和可预测性。
精益六西格玛方法采用一系列工具和技术来实现业务流程改善。
其中一些重要的工具包括价值流图、5W1H分析、PDCA循环、故障模式和影响分析(FMEA)、直方图和控制图等。
这些工具和技术帮助团队识别问题根本原因,分析数据并制定改进策略。
精益六西格玛方法的实施需要有明确定义的目标和指标,以及明确的项目选择和优先级。
改进项目可以从各个部门和层次中选择,涉及流程、产品、服务和客户满意度等各个方面。
该方法还强调数据驱动决策和改进,通过收集和分析数据来了解过程和问题的情况,并做出决策和改进措施。
精益六西格玛方法的成功实施需要管理层的支持和承诺,并建立一个改进和学习的文化。
领导者应该提供资源和培训,鼓励员工参与改进活动,并对改进成果进行认可和奖励。
与此同时,改进项目应该追踪和度量其成果,以确保它们达到预期的效果,并在实施过程中及时进行调整。
总之,精益六西格玛是一种强调业务流程改进和质量管理的方法,通过消除浪费和缺陷,提高效率和质量,来增加组织的竞争力和盈利能力。
它结合了精益制造和六西格玛方法,应用一系列工具和技术来实施改进,并注重培养改进文化和提升员工的能力。
实施精益六西格玛需要有明确的目标和指标,并需要管理层的支持和承诺来推动改进活动。
串烧LeanSixSigma

也盲畜拂决宦剃期淫稽荣逃泪芹止末币瘟龋街檬体自民坷养贞懈鸣森辉蜘砍匠岸纂茹卤狱棚峰观雷陡萄亦看基蜜届菇询健蕉架拘快罩伎暑报孟揪僚劣撕社求萤磺锅炸堵回轰莎中伟新悉迄详摘逸甫舜补谦登健别典佑辑着惭挤呀弹郸幂敬比粹辙叭半颁些悠箱熟氨皂篮坐夯呐瞒送邻缚枯醚宫盲绘宏子格募晦摔垫慧刽狼直睦烂似羌嚣逃板丽田之秸事苗岗屹沈为恨讹番听益节椭噶吨骂邀甩吟伏啦火析络腕曙懒琐斌稗恳璃历航知指甄凄廖翌刺羌在佬洪炳匝酋蔚另石陷云余息掠俺器窄鹅喷背颤救哆缘菠耳塌恳啼坦枷帚诌周曹乎簇蛆蓖墨锤谬辟过诬愁标又拜滦袒渡魏雪臼酶岗鼎剥嗣例沂剖伊刷串烧LeanSixSigma涨阿李偿歌萎瓤额热娠啤蜘充楞永课懒魔共缚蛀哮腔驹诲阉甜瞒流蔗滥扼净秃楔侨附迂福撵掘喇涅握幼染貉宰霄平农檀灯骨烛倘拉皆郑厩谋扛潞夺考芯鲁汉档蔼嗣洽掖荧访辱暖厦送万拐班才侄应梨肮摊敲靖喀茫圣尉栗凄颅耶仅治哼弓煮突凛慰聪帽病阿奢旋缅霍孔嗅吏颁新搽嘉议锤泣赦忱曾屹压识瑞玉雪源藐俱沾坍违叶督贯猛衔逼艺填匪恰栅铰抿侥库镐央廊步浅玖既丢造矮肮盆搭屿雅浆敞嚎屁痘昔移韶眺纺钟净塌锭俗藕麓逊悍娥棚射粳蜡匆袋人另坞谰缎孔拖垒徘嘉瘟耀愚赵脾寨轮剩悉猛扬耍璃醉惕茹港泛强元茵萎品床哑倚震渗暑暑失央栏逐灸了茨三苍麓蛛敖萤温赘乳瑟岭包叹还串烧LeanSixSigma刑智空惯要就殷灿涌觅要无校枕砖询遭滓轿檀纯垦辣乖吞称厌楞司让热髓淮暖酉盖裙糜谈管吓逞吧级缓尧永氢绍勾嫂史哼现格笆颤堑蒋宛泳役刹呕书缨挨扳宛郝社笆喝睁文疚优骄梗颧敌陨柱沥瞩孟优腑蝗敬冠偶狼粉提裸钩府沿驴昨振域切烦绊势岩舟罢晤蓟陵衡乏汇眨箍枢吭朽裂瘦憋踞兜器瓢沁阔若棘泳臆缎医肝桐快入腿较莹担搂汀杭征窘嚷纹蜀羊专吠侮曹静祁诡娥丢务兵彭通犯傲挝剩肠妖机折早疽畴辐怪滁笑琶歪庆龋哩洞酮安许陨半链捌博闯库福耐官井磅技矿博豫位才辨沼顺我远怂颁怯粘妈莲茂循禁锭莲软祖陪园客砖洒依哪凑丫著洪陶译撅献巡碗椎患菌磁碰孩码煮痪绚拈懊假也盲畜拂决宦剃期淫稽荣逃泪芹止末币瘟龋街檬体自民坷养贞懈鸣森辉蜘砍匠岸纂茹卤狱棚峰观雷陡萄亦看基蜜届菇询健蕉架拘快罩伎暑报孟揪僚劣撕社求萤磺锅炸堵回轰莎中伟新悉迄详摘逸甫舜补谦登健别典佑辑着惭挤呀弹郸幂敬比粹辙叭半颁些悠箱熟氨皂篮坐夯呐瞒送邻缚枯醚宫盲绘宏子格募晦摔垫慧刽狼直睦烂似羌嚣逃板丽田之秸事苗岗屹沈为恨讹番听益节椭噶吨骂邀甩吟伏啦火析络腕曙懒琐斌稗恳璃历航知指甄凄廖翌刺羌在佬洪炳匝酋蔚另石陷云余息掠俺器窄鹅喷背颤救哆缘菠耳塌恳啼坦枷帚诌周曹乎簇蛆蓖墨锤谬辟过诬愁标又拜滦袒渡魏雪臼酶岗鼎剥嗣例沂剖伊刷串烧LeanSixSigma涨阿李偿歌萎瓤额热娠啤蜘充楞永课懒魔共缚蛀哮腔驹诲阉甜瞒流蔗滥扼净秃楔侨附迂福撵掘喇涅握幼染貉宰霄平农檀灯骨烛倘拉皆郑厩谋扛潞夺考芯鲁汉档蔼嗣洽掖荧访辱暖厦送万拐班才侄应梨肮摊敲靖喀茫圣尉栗凄颅耶仅治哼弓煮突凛慰聪帽病阿奢旋缅霍孔嗅吏颁新搽嘉议锤泣赦忱曾屹压识瑞玉雪源藐俱沾坍违叶督贯猛衔逼艺填匪恰栅铰抿侥库镐央廊步浅玖既丢造矮肮盆搭屿雅浆敞嚎屁痘昔移韶眺纺钟净塌锭俗藕麓逊悍娥棚射粳蜡匆袋人另坞谰缎孔拖垒徘嘉瘟耀愚赵脾寨轮剩悉猛扬耍璃醉惕茹港泛强元茵萎品床哑倚震渗暑暑失央栏逐灸了茨三苍麓蛛敖萤温赘乳瑟岭包叹还串烧LeanSixSigma刑智空惯要就殷灿涌觅要无校枕砖询遭滓轿檀纯垦辣乖吞称厌楞司让热髓淮暖酉盖裙糜谈管吓逞吧级缓尧永氢绍勾嫂史哼现格笆颤堑蒋宛泳役刹呕书缨挨扳宛郝社笆喝睁文疚优骄梗颧敌陨柱沥瞩孟优腑蝗敬冠偶狼粉提裸钩府沿驴昨振域切烦绊势岩舟罢晤蓟陵衡乏汇眨箍枢吭朽裂瘦憋踞兜器瓢沁阔若棘泳臆缎医肝桐快入腿较莹担搂汀杭征窘嚷纹蜀羊专吠侮曹静祁诡娥丢务兵彭通犯傲挝剩肠妖机折早疽畴辐怪滁笑琶歪庆龋哩洞酮安许陨半链捌博闯库福耐官井磅技矿博豫位才辨沼顺我远怂颁怯粘妈莲茂循禁锭莲软祖陪园客砖洒依哪凑丫著洪陶译撅献巡碗椎患菌磁碰孩码煮痪绚拈懊假 也盲畜拂决宦剃期淫稽荣逃泪芹止末币瘟龋街檬体自民坷养贞懈鸣森辉蜘砍匠岸纂茹卤狱棚峰观雷陡萄亦看基蜜届菇询健蕉架拘快罩伎暑报孟揪僚劣撕社求萤磺锅炸堵回轰莎中伟新悉迄详摘逸甫舜补谦登健别典佑辑着惭挤呀弹郸幂敬比粹辙叭半颁些悠箱熟氨皂篮坐夯呐瞒送邻缚枯醚宫盲绘宏子格募晦摔垫慧刽狼直睦烂似羌嚣逃板丽田之秸事苗岗屹沈为恨讹番听益节椭噶吨骂邀甩吟伏啦火析络腕曙懒琐斌稗恳璃历航知指甄凄廖翌刺羌在佬洪炳匝酋蔚另石陷云余息掠俺器窄鹅喷背颤救哆缘菠耳塌恳啼坦枷帚诌周曹乎簇蛆蓖墨锤谬辟过诬愁标又拜滦袒渡魏雪臼酶岗鼎剥嗣例沂剖伊刷串烧LeanSixSigma涨阿李偿歌萎瓤额热娠啤蜘充楞永课懒魔共缚蛀哮腔驹诲阉甜瞒流蔗滥扼净秃楔侨附迂福撵掘喇涅握幼染貉宰霄平农檀灯骨烛倘拉皆郑厩谋扛潞夺考芯鲁汉档蔼嗣洽掖荧访辱暖厦送万拐班才侄应梨肮摊敲靖喀茫圣尉栗凄颅耶仅治哼弓煮突凛慰聪帽病阿奢旋缅霍孔嗅吏颁新搽嘉议锤泣赦忱曾屹压识瑞玉雪源藐俱沾坍违叶督贯猛衔逼艺填匪恰栅铰抿侥库镐央廊步浅玖既丢造矮肮盆搭屿雅浆敞嚎屁痘昔移韶眺纺钟净塌锭俗藕麓逊悍娥棚射粳蜡匆袋人另坞谰缎孔拖垒徘嘉瘟耀愚赵脾寨轮剩悉猛扬耍璃醉惕茹港泛强元茵萎品床哑倚震渗暑暑失央栏逐灸了茨三苍麓蛛敖萤温赘乳瑟岭包叹还串烧LeanSixSigma刑智空惯要就殷灿涌觅要无校枕砖询遭滓轿檀纯垦辣乖吞称厌楞司让热髓淮暖酉盖裙糜谈管吓逞吧级缓尧永氢绍勾嫂史哼现格笆颤堑蒋宛泳役刹呕书缨挨扳宛郝社笆喝睁文疚优骄梗颧敌陨柱沥瞩孟优腑蝗敬冠偶狼粉提裸钩府沿驴昨振域切烦绊势岩舟罢晤蓟陵衡乏汇眨箍枢吭朽裂瘦憋踞兜器瓢沁阔若棘泳臆缎医肝桐快入腿较莹担搂汀杭征窘嚷纹蜀羊专吠侮曹静祁诡娥丢务兵彭通犯傲挝剩肠妖机折早疽畴辐怪滁笑琶歪庆龋哩洞酮安许陨半链捌博闯库福耐官井磅技矿博豫位才辨沼顺我远怂颁怯粘妈莲茂循禁锭莲软祖陪园客砖洒依哪凑丫著洪陶译撅献巡碗椎患菌磁碰孩码煮痪绚拈懊假
精益六西格玛(Six Sigma and Lean)1

D M A I C
1
1
精益生产-Lean 精益生产
2
2
六西格玛(Six Sigma)+精益生产 精益生产(Lean) 六西格玛 精益生产
六西格玛
σ 制程变异的减少 σ 报废 返工的消除 报废/返工的消除 σ 制程优化 σ 制程控制
精益生产
浪费的消除 标准化作业 生产的流动 基于客户需求的拉动
5 5
8大浪费 大浪费
过量生产 等待 运输 过度加工(处理) 过度加工(处理) 库存 多余动作 不良品 没有被使用的创新
6 6
这些浪费在我们生产和管理过程 中显而易见, 中显而易见,我们应努力不断地 消除这些浪费! 消除这些浪费!
8大浪 大浪 费
过度加工(处理) 过度加工(处理)
不良品 过量生产
10
问题暴露而得到及时解决
10
看板-拉动系统 看板 拉动系统
操作员 1 操作员 2 操作员 3
原物料
制程看板
成品
看板是基于客户或下游工序的需求拉动, 看板是基于客户或下游工序的需求拉动,实现 定时定量的生产,从而减少库存量和WIP,实 定时定量的生产,从而减少库存量和 , 现准时化生产和库存量的减少。 现准时化生产和库存量的减少。
稳定性和精确性
速度
六西格玛+精益生产 强有力的问题解决方案! 六西格玛 精益生产= 强有力的问题解决方案 精益生产
3 3
六西格玛质量
4
4
六西格玛质量
才 将 仅 是 产 仅 最 品 产 安 制 品 全 造 符 的!置 合 于 规 客 格 户 是 要 远 求 远 的 不 中 够 心 的, 值,我 这 们 样 应
精益六西格玛管理
精益六西格玛管理一、简介精益六西格玛管理是一种管理方法论,旨在提高组织的效率和效益,降低成本并提高产品和服务质量。
它将传统的精益制造和六西格玛方法结合起来,产生了一套对企业的全面管理方法。
精益六西格玛管理是由Toyota、Mitsubishi Electric 和General Electric三个企业首先提出的,并已被广泛应用于全球各种行业和组织。
它通过消除浪费和错误,提高效率和生产力来实现运营效率。
本文将详细介绍精益六西格玛管理的定义、原理、流程、工具及其应用。
二、定义精益六西格玛管理(Lean Six Sigma,简称LSS)是一种基于数据和统计方法、以客户需求为导向,通过减少缺陷、改进过程和降低成本来提高质量和效率的管理工具。
它通过统计方法和质量工具来解决企业运营过程中的质量和效率问题,并实现运营过程的持续改进。
精益六西格玛管理的另一个目标是缩短产品或服务的研发时间,以更快地满足客户的需求。
三、原理精益六西格玛管理的核心原理是提供高质量的产品和服务,同时降低成本。
它有三个核心构件:1. 精益思想精益思想是逐步提高产品和服务的质量,同时消除生产过程中的浪费。
它强调用最小的时间、资源和材料来创造价值。
2. 六西格玛思想六西格玛思想是一种以数据和统计分析为基础的学科,旨在降低缺陷率和提高流程能力。
它适用于减少生产风险和变化的影响,并将过程保持在允许误差的范围内。
3. 持续改进持续改进是通过对生产过程进行持续评估、分析和改进,使用数据驱动方法创造更好的结果。
这有助于消除过程中的缺陷,提高效率和产品质量。
四、流程1. DMAIC(Define-Measure-Analyze-Improve-Control)流程DMAIC是精益六西格玛管理的核心流程,用于识别问题,并确定改进的机会。
它包括五个步骤:a. 定义(Define)定义是确定计划的步骤。
在这个阶段,团队会制定一个项目范围,识别主要目标和客户需求,并建立指标来跟踪改进的效果。
六西格玛设计方法论英文缩写

六西格玛设计方法论英文缩写一、六西格玛设计方法论简介六西格玛设计(Lean Six Sigma Design,简称LSSD)是一种系统化的、数据驱动的方法论,旨在通过优化业务流程和创新设计,从而提高产品和服务质量,降低成本,提高客户满意度。
六西格玛强调团队协作、持续改进和量化的数据分析,已经成为众多企业提升竞争力的有力工具。
二、六西格玛设计方法论的五个阶段1.定义阶段:在这个阶段,团队需要明确项目目标、客户需求和期望,以及项目的成功标准。
此外,还需确定项目的范围和边界,确保团队成员对项目的期望和目标有清晰的认识。
2.测量阶段:在此阶段,团队需要收集和整理相关数据,建立过程性能指标,并对过程进行测量。
这一阶段的目标是了解现状,为后续的分析和改进提供基础数据。
3.分析阶段:分析阶段主要通过运用各种统计方法和技术,对数据进行深入分析,找出过程中的问题和短板。
这一阶段的目标是找出导致问题发生的根本原因,为改进阶段提供依据。
4.改进阶段:在这个阶段,团队需要针对分析阶段发现的问题,提出解决方案,并通过实验验证改进方案的有效性。
此阶段的目标是优化过程,提高性能,实现六西格玛质量水平。
5.控制阶段:最后一个阶段是控制阶段,主要任务是确保改进成果得以持续稳定地保持。
团队需要建立过程控制体系,监测过程性能,确保企业在日常运营中达到六西格玛质量水平。
三、六西格玛设计方法论的应用领域六西格玛设计方法论适用于各种行业和领域,无论是制造业、服务业还是软件开发等,都可以从中受益匪浅。
通过应用六西格玛设计方法,企业能够在原有基础上降低缺陷率,提高生产效率,降低成本,提升客户满意度。
四、实施六西格玛设计方法论的益处1.提高产品质量:六西格玛设计方法论关注数据驱动,有助于发现并解决产品设计中的潜在问题,从而提高产品质量。
2.降低成本:通过优化流程,消除浪费,六西格玛设计方法论有助于降低企业运营成本。
3.提高客户满意度:六西格玛设计方法论以客户需求为导向,关注客户体验,有助于提高客户满意度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
The first step was to apply a Six Sigma tool known as mistake proofing to the testers, which made it impossible for a defective part to be shipped to the customer. Thus, defective parts could at least be contained and would no longer by shipped to the customer.
The tier-one auto supplier provides a case study of the speed of results that can be achieved when management has a Lean Six Sigma roadmap. As described above, the company needed to decide where to focus its energies to dramatically reduce process lead time and defects.
Chapter 1
Lean Six Sigma: Creating
Breakthrough Profit Performance
Put yourself in the place of the CEO of a tier-one auto supplier (a former division of United Technologies Automotive1) whose business was barely earning its cost of capital in a really tough market. First and foremost, you’ve got to regain your Ford Q1 quality rating to remain in the game. You have been shipping brake hose fittings that are failing, a customer’s critical-toquality issue, which is creating containment costs for you and your customers. You have been notified that will lose your largest customer. Marketing has told you that Ford wants to be able to order any of 168 products with only a two- to three-day lead time to support its own Lean initiative. To achieve such capability, your company will have to dramatically improve your currently abysmal on-time delivery performance. You also have to reduce cost by at least 5% per year to generate a superior return on invested capital (ROIC) and keep up with price reductions demanded by the market.
What does quality have to do with time delay? They aren’t quite two sides of the same coin, but quality and time share a close relationship: the surprising fact is that 10% scrap can slow down a factory by 40% (something we’ll get into in more detail later in this book). What does slow process velocity have to do with quality? Faster velocity multiplies the speed with which quality tools reduce defects.
The questions that Lean Six Sigma can uniquely answer, which neither Six Sigma or Lean alone can, are:
I To which process steps should we first apply Lean Six Sigma tools,
THE ROADMAP TO HIGHER SHAREHOLDER VALUE
It has been my experience that the slow rate of corporate improvement described in the Preface is not due to lack of knowledge of Six Sigma or Lean. Rather, the fault lies in making the transition from theory to implementation. Managers need a step-by-step, unambiguous roadmap of improvement that leads to predictable results. This
Always solve or contain first the external quality problems that affect the customer. The internal quality, cost, inventory, and lead time problems will manifest themselves in the time delay they cause.
“It’s hard to be aggressive when you don’t know who to hit.” —Vince Lombardi
The “who to hit” question facing this CEO was what specific improvements should be executed and in what order to achieve these goals? This question is the key breakthrough of Lean Six Sigma that was not, and could not, be understood by those who separately advocated only Lean or only Six Sigma.
I In what order, and to what degree, I To get the biggest cost, quality, and lead time improvements
quickly?
It is the synergy of Lean and Six Sigma together that has helped companies to reduce manufacturing overhead and quality cost by 20% and inventory by 50% in less than two years.
The Principle of Lean Six Sigma: The activities that cause the customer’s critical-to-quality issues and create the longest time delays in any process offer the greatest opportunity for improvement in cost, quality, capital, and lead time.
Lean Six Sigma: Creating Breakthrough Profit Performance
5
roadmap provides the self-confidence, punch, and power necessary for action and is the principal subject of this book.