关于检验前轮罩位置及调整前轮罩定位夹紧工装检具的设计研究
毕业设计论文夹具设计
xxx毕业论文摘要本文研究的是汽车左前纵梁及轮罩的焊接夹具设计问题,要求使工件定位迅速,装夹迅速,省力,减轻焊件装配定位和夹紧时的繁重体力劳动。
实现机械化,使焊接条件较差的空间位置焊缝变为焊接条件较好的平焊位置,劳动条件的改善,同时也有利于提高焊缝的质量。
本文首先分析了汽车左前纵梁及轮罩焊装夹具设计的必要性和可行性;然后围绕左前纵梁及轮罩焊装夹具设计这一核心,通过对汽车焊装生产线、汽车焊装夹具的结构特点进行分析,归纳了焊装夹具的设计步骤和要点;重点对汽车左前纵梁及轮罩焊接夹具的设计,包括定位器的设计,夹具体设计,夹紧装置的设计。
其中,定位器的设计是保证焊件在夹具中获得正确装配位置的零件和部件,应利用先装好的零件作为后装配零件某一基面上的定位支撑点,可以减少定位器的数量,提高装配精度;夹具体的设计是通过控制焊件角变形的夹紧力计算和控制焊件弯曲变形的夹紧力计算来确定的,通过公式计算得出拘束角变形所需的单位长度(焊缝)夹紧力,再根据焊件形状、尺寸来完成夹具体的设计。
夹紧装置的设计是本文设计的重中之重,这次设计的主要核心是通过气缸来改善传统手动夹紧的的繁重体力消耗以提高生产效率。
根据要求,设计气缸主要是对工件的夹紧,合理的气缸选择,合理的气动原理思路,极大地提高了生产效率和产品质量。
关键词:工装; 夹具;汽动;焊接AbstractThis study is the car left front rail and wheel cover welding fixture design, requirement for a workpiece positioning rapidly and clamping quickly, effort, reduce welding assembly positioning and the clamping heavy manual labor. Realization of mechanization, make for better conditions for the downhand welding position welding, improve working conditions and to improve the welding quality of poor condition of the space position of welding seam welding.This paper first analyzes the car left front longitudinal beam and the wheel cover the necessity and feasibility of welding fixture design, and then around the left front rail and wheel cover welding fixture design of the core, according to structural characteristics of car body welding production line, automobile welding fixture analysis, summed up the welding fixture design steps and main points; key to car left front longitudinal beam and the wheel cover welding fixture design, including locator design, clip specific design and clamping device design. Among them, design of locator is guarantee welding fixture in China obtain accurate position of the assembly of parts and components, should use first loaded parts as assembly parts a base surface positioning supporting point, can reduce the locator number to enhance the assembly precision; to clamp the specific design is by the angle to control the welding deformation of the clamping force calculation and control of welding a bending deformation of the clamping force calculation to determine the, through the formula calculation show that angle restraint deformation required per unit length (weld) clamping force, then according to the welding shape, size to complete specific design clamp.Clamping device design is the most important in this paper, the main core of this design is through the cylinder to improve the traditional manual clamping of the heavy manual to improve production efficiency. According to the requirements, the design of the cylinder is mainly for the clamping of the workpiece, a reasonable choice of the cylinder, a reasonable aerodynamic principle of thinking, greatly improving the production efficiency and product quality.Key words: Tooling;fixtures;pneumatic;welding目录第1章绪论 (4)1.1 课题的背景及意义 (4)1.2 焊装夹具国内外研究概况 (4)1.3 汽车焊装夹具研究概况 (5)1.3.1 车身焊接原理 (5)1.3.2 汽车车身常用焊接方法 (6)1.3.3 焊装夹具的功用 (8)1.3.4 焊装夹具设计要求 (9)1.3.5 夹具的基本构成 (9)1.3.6 夹具的设计步骤 (10)1.4 本课题研究内容 (10)第2章车身焊装夹具设计 (12)2.1 定位加紧方案确定 (12)2.1.1 夹具的定位方案的确定 (12)2.1.2 夹具的夹紧方案的确定 (14)2.2 单元夹具设计思路 (16)2.2.1 主要控制断面形状(MCS) (16)2.2. 2夹具单元设计思路 (16)2.3 夹具单元设计过程 (17)2.3.1 U09夹具单元设计过程 (17)2.3.2 U14夹具单元设计过程 (23)第3章生成二维图 (29)3.1 装配图的二维图 (29)3.2 零件图的二维图 (32)结论 (35)致谢 (36)参考文献 (37)第1章绪论1.1课题的背景及意义汽车工业是我国国民经济支柱产业之一,在国民经济发展中有特殊地位和作用,汽车工业能极大地带动和促进其它工业和产业的发展,并且成为显示一个国家工业发达水平的重要标志。
汽车前轮定位检测设备及检测方法分析

宋 井 坤
科
汽车 前 轮 定位检 测设 备及检 测 方法分析
( 黑龙江省农垦北安 管局逊克农场交通科 。 黑龙江 黑河 14 2 ) 64 3
摘 要: 随着汽车行驶 速度 的提 高、 对行驶 系的要求也越来越高。车轮 定位 参数 的变化 、 悬架系统松 旷、 主销与衬套磨损及 车轮不 平衡等 , 严重 影响 了汽车乘坐的舒 适性和行车安 全性 。而前轮 定位参数的变化对汽车安全性和舒 适性的影响是 最主要 的, 因此 , 必须对前轮 定位参数进行检测。 关键词 : 汽车前轮 定位 ; 测设备; 测方法; 检 检 分析研究 1 前轮定位检濒 懒备 通过转盘中心。 2 汽车的正确放置。在汽车两前 3 轮放在转盘 本 E 汽车前轮定位参数的检测,有静态检测法和 上之前。 汽车应前后稍许推动, 以便的轮 自 动处于 3 前轮前柬的检测 动态检测法两种。静态检测法是存汽车停 止 直线行驶状态。然后使前轮分别放在各 自的转盘 检测时,汽车两前轮放于转盘上找正直线行 盼睛 况下, 使用 量仪器对前轮定位进行 I 参数 上 ,并使主销 中心线的延长线基本上通过转盘中 驶位置后, 0 1 伺 l 在检测前束的过程中 不得再转动转 向 盘 的测量 ; 动态检测法是在汽车以—定车速行驶情况 心 。 在有工厂标记的条件下, 依工厂标记来确定转 或车轮。 下, 懂} 用澳 仪器或设案 澳 凇 【 哟轮定位产生的侧向力 向器的中间位置, 比 是 较方便而且 是准确的。 在没 3 调常防 . 1 粥长度 , 使同—标 牌之间 F 距离略 或由 比 J 引起的 车轮测 滑量。 有工程标记的条件下, 若认为前束在每个前轮 匕 是 大于被测轮距, 并能使聚光器光束指针大致投射到 使用 均匀分配的, 则可 标牌的中间位置, 两套标杆 一定要调整到等长, 且 的检测没备有气泡水准式、 光学式 、 激光式、 电子式 行驶位置 ; 取下转盘锁止销; 在两前轮 I = 分别安装 标牌之间的距离一定要相等 , 否则将影响检测结 和电脑式等车轮定位仪。 它们—般是利用前轮旋转 支架恶化聚光器, 将聚光器光束水平投向在后轮中 果 。 平面与各定位角问存在 的直接或间接的关系进行 心且后轮垂直的带三角的标尺上 , 标尺应紧靠在车 3 将已调好的两套标托孜瞽茁 懒 桥的前 2 坡澳 测量的。 这些仪器中气泡水淮仪在维赂企业中应用 轮中心上; 调节聚光器聚焦, 使在标尺上得到一清 后两侧, 并平行于i断 。两标杆之间的距离为前轮 最广, 以下主要介绍气泡水准车轮定位仪的组成与 晰自 一缺 口 的扇形图形 , 读出两侧标尺指针所 7 , 轩 倍 每— 僦 中 测量原理。 指的数值, 如果两侧数值相等 , 则认为前轮处于直 心的 睛 黼 匕 轮 规定 测点处半 谏 径的7 前 倍。 该仪器一般由水准仪 、 支架和转盘( 又称转角 线行驶位置。前轮直线行驶位置找好后, 应将转盘 轮 E 规定前束测点依车型而定。 有的测点在胎面中 仪阵组成。水准 两种, 它们均由 扇形刻度尺调到零位对准游动指针 , 然后固定。当 心处 , 有的测点在胎侧突出处 , 而有的测点在轮辋 壳体、 水泡管、 水泡调节装置和刻度盘等组成 , 可测 再转动转向盘时 , 前轮的转角便可由转盘刻度尺上 边缘处, 检测前 束前直注意查阅汽车使用说日书。 月 得前轮外倾值、 主销后倾值和主销内倾值。支架是 读出。 4 前轮外倾角度值的检测 水准仪与车辆之问的连接装置, 有卡紧式和磁力式 2 4支架的安装 。支架总威腼洧 内张式两种固 4 在前轮保持直线行驶位置不动的情况下 , 1 两种 , 转盘—般 由固定盘、 活动盘 形刻度尺、 游标 定脚 , 可按轮辋型式的不同 选用 , 安装支架时 , 先将 将水准仪黑箭头指示的定位销插 人 前轮 E 支架的 固定支架的两上固定脚卡在轮辋适应部位, 再移动 中心孔内, 并使水准仪在左右方向上大致处于水平 该仪器的测量原理是: 外倾角 1 1 可直接测得。 活动支架使其固定脚边长的轮车辋 E 然后用活动 状态, , 轻轻拧紧弹簧卡锁紧螺钉, 固定住水准仪。 前轮处于直线行驶位置有外倾角 a , 时 垂直于车轮 支架的偏心卡紧机构将三个固定脚卡紧在轮辋 匕 。 4 2转动水准仪 E A调节盘 , 的 直到对应的气 旋转平面安装的水准仪上的测外倾角的气泡管与 此时 , 三个固定脚定位端面应贴紧在轮辋的边缘 泡管内的气泡处于中间位置为止, 然后在黑刻度盘 水平平面的夹角即为前轮外倾 a 通过标定就可 上, 角 , 松开调整支座舞 l固定板定螺栓 , 生 使调整支座 上读出A盘红线所指角度值, 谚角度值即为前轮外 测得。主销后倾角 Y和主销内倾角均不能直接测 沿导轨滑动, 倾角 。 量, 只能采用建立几 关系上的间接测量。当前轮 或水准仪的孔 中心与前轮 中 何 心重合。然后拧紧螺 参考 文献 在水平平面分别向、 向右转过某一角度时, 由于主 栓 , 使珊醛 支座固定于导轨上。 经多移试验, 当支座 [ 登平, 1 邓武速 汽车前轮定位及其测试设备I 中 J l 销后倾角和主销内倾角的存在 , 使得转向节、 车轮 中心与车轮 偏 2 3 m时, -r a 对测量结果影响甚 国汽车保修设氟 19 () 9 85 . 还要绕转向节枢轴中心 微 , 故也可以目 视对 , 而 甩 芯棒。 线偏转●定角度。 此时气 泡管内气泡的位移量取决 2 轮孵 的 - 5 检查及补偿。 于气泡管与水平平面夹角, 因此气泡的位移量通过 2. .1 5 将聚光器定位销轴插入支座孔中, 使销 标定即可反映主销后倾角和主销内倾 角值。 轴定位端面与支座定位端面贴合, 然后拧紧弹簧卡 2 前轮定位检 的方法 测 固定螺钉, 使聚光器不至于从支座 t 滑落。2 2顶 ( 5 上接 7 7页 ) 响相邻部位 。改用 4 5普通硅 2 前轮定位包括前轮前柬、 前轮外倾 、 主销后倾 起被测前轮 , 同时尽可能减少水泥用量。 严格控制抹 使其离开转盘或地面、 当在其周围上 酸盐水泥, 和主销内倾 、 是前桥技术状况的重要诊断参数。前 施力时能 自由转动。 53 2 .将标杆以 7 倍轮辋半径的 灰砂浆的流动性和保水性 , 做到砂浆随拌随用, 在 轮定位值自检测主 g 要是对 匕 四 述 种参数的 4 桕坝 。 般 隋况 初凝 用完。 缸 返工至今已数月情况良 。 好 具体工序 常见气泡水准车轮定化仪的检测方法大同小 下 , 测前轮轮辋的变形量时, 可把标杆放于前桥之 操作如下。 异, 由于国 G D 1 产 C 一 型光束水准车轮定位仪配备 前; 测后轮轮辋变形量时 , 可把标杆放在后桥之后。 4 清理基面。基层 匕 1 的隔离剂、 油污用 1% 0 的装置多一些, 特别是能以聚光器配合标杆精确测 2 . 5 将聚光器 4 通以直流 1V电源, 2 聚光器发出强光 的氢氧化钠水溶液清理干净 , 扫净残浆 、 ; 1 灰尘 用 : 得前束值。而这一功能是其他定位仪所不具备的、 束指针。 转动聚光器的调节盘, 使光束指针的扇 形 1 水泥扫净, 1 % 17 掺 o 的 0 胶薄抹一层。 故以 该仪器为例介绍其方法。 缺口 朝上。调整聚光器伸缩套筒, 使光束指针清晰 4 2基层湿润。常温下在抹灰前 l 进行基层 d 2 汽华技术状况的预检。 情 . 1 检澳 噼 值时 , 地 指 在标杆 上带 有刻 度 的标牌上 。 手把 持 喷水湿润 , 用 抹灰时再洒水—遍 。 如无特殊说明,被检车之载荷应符合原厂规定; 轮 住 聚 光器 , 开 弹簧 卡 锁 紧螺 钉 。缓慢 转 动 松 4 分层抹灰。抹头道灰时 , . 3 与模板木纹的 方 胎气压嘘 杓啥 原厂规定; 前轮轮胎成为撕 或磨耗 车轮一 周 , 出光束 指 针指 示 的最 大 值与 最 向垂直, 船 读 并用钢皮抹子用力抹实 , 越薄越好 , 底子 紧跟抹第二遍找平 , 厚度 6 mm左右, 待 均匀的半新胎; 检查前轮轮数轴承、 转向节衬套与 小 们 最大 值与 最 小佾之 茅 即为轮 辋端 面的 灰抹完后, 主销是否松旷 , 检查制动器是否可靠。 摆差, 当 ̄ >3 m时, 认为轮辗姓不合格的 , 六七成干时 ,即罩面。刮杆刮抹灰面时要用力均 m —般 2 检测场地的要求。 2 检测场地表面应平整, 并 应预 换。 5 对于有摆差的前轮轮辋 , 2. 5 为了消除 匀 , 避免粘结面错动而起鼓。 抹灰层的平均总厚度 尽量处于水平状态; 检测场地如为专用地坪 , 可将 对检测前轮定位仪角度值的影响, 可转动调整支座 不大于 1m 。每遍抹灰完成时及时洒水, 5m 抹灰完 两转盘分 别 队 深为 6 m 意 0 m预留 坑内。 如 预 留 上的滚花调节螺钉 , 直到光束指针指示的最大值与 成后洒水养护 7 以上。 d 坑, 当前轮放在转盘 l 后轮应垫 以厚 6 rm平 最小值之差在 3 m之内为止。轮辋的 二 后、 0 a 4 加强管理, _ 4 每道工序由专人负责 , 并及时 a r 变形被补偿 整木块 , 保证前后轮接地面处于同—水平面上。 以 后, 将车轮放在转盘上 , 并伎主销中心线延长线基 检查 维修 。
车辆工程毕业设计127汽车车轮轮罩焊装夹具设计

车辆工程毕业设计127汽车车轮轮罩焊装夹具设计一、设计需求和目标:1.提高焊接质量,确保车轮轮罩与车身连接的牢固性和密封性。
2.提高焊接效率,减少焊接时间,提高生产效率。
3.简化操作,降低工人劳动强度。
4.提高夹具的稳定性和可靠性,确保长时间连续使用。
二、设计思路:1.夹具结构设计:夹具由固定夹具和移动夹具组成。
固定夹具用于夹住车轮轮罩的外侧边缘,移动夹具用于夹住车轮轮罩的内侧边缘。
夹具材料选用高强度铝合金,具有轻量化和耐用性。
2.夹具自动调节设计:夹具配备自动调节装置,可以根据车轮轮罩的尺寸进行调节,确保夹紧力的均匀分布,避免对车轮轮罩造成变形或破损。
3.焊接头设计:夹具内侧边缘设计有适配焊接头的形状,确保焊接过程中的工艺参数控制良好,避免焊接质量不合格。
4.兼容性设计:夹具的尺寸和形状要适配不同车型的车轮轮罩,确保可广泛适用于不同车辆的生产线。
5.操作人员人机工程设计:夹具的设计要考虑操作人员的人体工学要求,保证操作的舒适性和便利性。
三、设计方案:1.车轮轮罩焊装夹具整体结构设计,包括固定夹具、移动夹具和自动调节装置。
2.夹具材料选择和加工工艺设计:选用高强度铝合金材料,并根据材料性能进行加工和热处理,提高夹具的耐用性和稳定性。
3.夹具尺寸和形状设计:根据不同车型的车轮轮罩尺寸和形状要求,设计合适的夹具尺寸和形状。
4.夹具焊接头设计:根据焊接工艺要求,设计夹具内侧边缘适配焊接头的形状。
5.夹具自动调节装置设计:根据车轮轮罩尺寸的变化,设计夹具自动调节装置,确保夹紧力均匀分布。
6.夹具操作人员人机工程设计:根据人体工学原理,设计操作便利、舒适的夹具。
四、设计分析和评价:设计的夹具结构合理,功能完备。
夹具材料选择适当,具有较高的耐久性和稳定性。
夹具尺寸和形状设计兼容性好,适应不同车型的车轮轮罩。
夹具焊接头设计确保焊接质量。
自动调节装置设计可以提高夹具的使用效率和稳定性。
操作人员人机工程设计能够提高夹具的操作便利性和舒适性。
汽车车轮轮罩焊装夹具设计毕业设计论文

汽车车轮轮罩焊装夹具设计毕业设计论⽂本科学⽣毕业设计汽车车轮轮罩焊装夹具设计院系名称:汽车与交通⼯程学院专业班级:车辆⼯程 B07-2班学⽣姓名:指导教师:职称:教授⿊龙江⼯程学院⼆○⼀⼀年六⽉The Graduation Design for Bachelor's DegreeDesign of Automobile Wheel Cover Welding-Installation FixtureCandidate:Specialty:Vehicle EngineeringClass:B07-2Supervisor:Heilongjiang Institute of Technology2011-06·Harbin摘要焊装作为汽车⽣产过程的四⼤⼯艺之⼀,焊接质量的⾼低对轿车车⾝尺⼨的影响⾄关重要,可以说,在车⾝制造过程中,焊装是关键⼯序,是整个车⾝制造的核⼼,⽩车⾝焊接质量的优劣决定了整车的制造质量。
焊接夹具是保证车⾝焊接质量的最重要因素,焊接夹具的主要作⽤就是保证所有焊接冲压件之间的相对位置以及焊接件的尺⼨精度,合理的夹具设计、焊点规划、焊钳选择,可以确保焊接质量,降低⽣产成本,提⾼⽣产效率。
本⽂⾸先分析了汽车车轮轮罩焊装夹具设计的必要性和可⾏性;然后围绕车轮轮罩焊装夹具设计这⼀核⼼,通过对汽车焊装⽣产线、汽车焊装夹具的结构特点进⾏分析,归纳了焊装夹具的设计步骤和要点;重点对汽车车轮轮罩进⾏焊装⼯艺分析,研究了汽车车轮轮罩焊装夹具正确的夹紧位置及定位设计⽅式;最终完成汽车车轮轮罩焊装夹具的结构设计。
关键词:汽车;轮罩;焊接;夹具;设计ABSTRACTWelding production process as a vehicle one of the four processes, the level of welding quality on body size of car is essential, can be said that the manufacturing process in the body, welding is the key process is the core of the whole body manufacturing, white body determines the merits of quality welding vehicle manufacturing quality.Welding fixture is guarantee body welding quality most important factor, the main role of welding fixture to ensure that all welding is the relative position between the stamping and welding parts for dimensional accuracy, and reasonable fixture design, solder joint planning, welding clamp selection, to ensure weld quality, reduce production costs and increase productivity.Firstly, this paper analyzes the automobile wheel cover design of welding fixture necessity and feasibility; Then around the wheel cover on the core welding fixture design, welding production line of automobile, car welding fixture to analyze the structural characteristics, summarizes the steps and welding fixture design elements; Focus on the car hood for welding wheel analysis of the technology of automobile wheel cover clamp welding fixture correct location and orientation design approach; Finally completed the car wheel covers the structural design of welding fixture.Key words: Automobile; Wheel Casing; Welding ; Jig; Design⽬录摘要......................................................................................................................................... I Abstract ................................................................................................................................ II 第1章绪论 .. (1) 1.1课题的背景及意义 (1)1.2国内外研究现状 (2)1.3汽车焊装夹具的发展趋势 (3)1.4本课题研究内容 (3)第2章汽车焊装⼯艺特点 (4)2.1 汽车车⾝部件焊装⼯艺特点 (4)2.2 零部件尺⼨对焊装的影响 (4)2.3 焊装夹具质量 (5)2.4 焊接变形 (5)2.5 操作影响 (6)2.6 ⾯向焊接的车⾝尺⼨控制⽅法 (7)2.6.1 车⾝基准统⼀系统 (7)2.6.2 夹具精度控制 (8)2.6.3 ⽣产过程控制 (9)2.7 本章⼩结 (9)第3章焊装夹具设计基础 (10)3.1 焊装夹具的基本概念 (10)3.1.1 焊装夹具的基本作⽤ (10)3.1.2 焊装线发展过程及现状 (11)3.1.3 焊装线的分类 (11)3.1.4 汽车焊装⽣产线的⼏种常见形式 (12)3.1.5 焊装⽣产线的组成 (13)3.1.6 焊装线的总体布局 (14)3.1.7 中国国内现有焊装线状况 (14)3.1.8 焊装⽣产线的选型 (15)3.2 焊装夹具设计的基本要求 (15)3.3 汽车焊装夹具设计⽅法 (17)3.3.1 夹具的基本构成 (17)3.3.2 夹具的设计步骤 (17)3.4焊装夹具定位可靠性设计⽅法 (18)3.4.1 “N-2-1”定位原理 (18)3.5 本章⼩结 (19)第4章基于轿车车轮轮罩焊装夹具设计 (20)4.1 夹具⽅案分析 (20)4.1.1 前期准备 (20)4.1.2 ⽅案设计 (21)4.2 轮罩夹具设计 (24)4.2.1 轮罩的结构特点 (24)4.2.2 定位孔的选择 (24)4.2.3 夹具结构设计 (25)4.3 本章⼩结 (28)结论 (29)参考⽂献 (30)致谢 (32)附录 (33)第1章绪论汽车车⾝制造是汽车制造业中的⼀项系统⼯程,随着我国汽车制造业的飞速发展,对汽车焊装线的需求量巨⼤,对其质量上的要求也⽇益提⾼。
关于检验前轮罩位置及调整前轮罩定位夹紧工装检具的设计研究
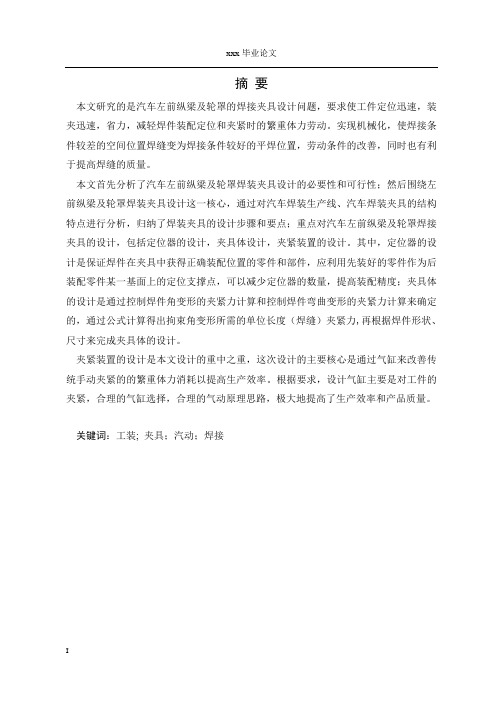
关于检验前轮罩位置及调整前轮罩定位夹紧工装检具的设计研究《装备制造技术》2008年第12期在汽车前车体焊接总成中,前轮罩焊接质量的好坏直接影响到前轮的定位,前轮定位包括前轮外倾角、主销内倾角、主销后倾角、汽车前束,前轮定位能保证汽车在直线行驶中,保持稳定并且转向轻便,即使在转向轮遇到外力偏转时,也能自动回位。
目前对前车体焊接拼台中前轮罩定位夹紧工装的测量检验工具,是通过CM M (三坐标测量仪)来完成,对前轮罩位置的检测也是通过CM M (三坐标测量仪)来完成。
前轮罩基于汽车坐标系X 轴及Y 轴都旋转了一定的角度,所形成的前轮罩中心线是三维角度,用CM M 测量前轮罩中心角度,需要半天的时间,而且测量值会因不同的人产生很大的误差,前轮罩定位夹紧工装也因此调来调去,影响车身焊接的进度和精确度。
现设计检验前轮罩位置及调整前轮罩定位夹紧工装检具,把检具放在前轮罩的相对位置后,用定位销将检具和前轮罩定位好,用精度为0.02/1000㎜的水平仪,对检具应保持水平的平面进行测量水平检验。
水平仪是测量角度变化的一种常用量具,一般用来测量直线度和垂直度。
它是利用水准泡的移动来测量被测部位角度变化。
常用的是框式水平仪,其由框架和弧形玻璃管组成,框架的测量面有平面和V 形槽,V 形槽是便于放在圆柱面上测量。
弧形玻璃管的表面有刻度,内装乙醚(或酒精),并留有一个气泡(即水准泡),这个气泡总是停留在玻璃管内的最高处。
若水平仪倾斜一个角度,气泡就向左或向右移动,根据移动的距离(格数),直接或通过计算即可知道被测零件的直线度、平面度或垂直度。
精度为0.02/1000㎜的水平仪,玻璃管刻线距离每格为2㎜。
通过调整检具水平面的水平度,来保证前轮罩角度的正确性,使得测量简单,操作方便,前轮罩定位夹紧工装的调整也变得灵活和可靠。
1在汽车坐标系下前轮罩角度的三维分解(图示为右边,左边与之对称)下图所示①、②、③坐标轴所形成的坐标系为只将汽车坐标系的圆点转到前轮罩圆心上的相对坐标系;注有提示的线为前轮罩的中心线,从图上可看出,前轮罩的中心线相对坐标系的X 轴顺时针旋转α=7.2578°,将相对坐标系绕着X 轴顺时针旋转α值,结果如图2所示:从图2可看出坐标旋转后的Z 轴与前轮罩的中心线有一定的角度β。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
影 响到前轮 的定位 , 轮定位包 括前轮外 倾角 、 前 主销 内倾 角 、 主销后 倾角 、 汽车前束 , 轮定位 能保证汽 车在直 线行驶 中 , 前
保持稳定并且转 向轻便 , 即使在转 向轮遇到外力偏转 时 , 能 也
自动 回位 。 目前对 前车体焊接拼 台中前轮罩 定位夹 紧工装 的 测量 检验工具 , 通过 C 是 MM( 三坐标测 量仪 ) 完成 , 前轮 来 对
动 的距 离( 格数 )直接 或通过计 算 即可知道被测 零件 的直线 , 度 、 面度 或垂 直度 。精度为 00 /0 0 m 平 .210 m 的水平 仪 , 玻璃管刻 线距离每格为 2 m m 。通过调 整检具水平 面的水平度 , 来保证前 轮罩角 度的正确性 , 使得测 量简单 , 作方便 , 轮罩定 位夹 操 前 紧工装 的调整也变得灵活和可靠 。
图 3 汽车坐标 系 X轴与前轮罩 中心 线 夹角
从 图 3可得 到 /= 0 8 .7 6 64 8 。 。 3 9 — 3 = .24 51
将 相对 坐标 系绕着 Y轴顺时针旋 转 /值 , 果如图 4 3 结 :
1 在 汽 车坐 标 系下前轮 罩 角度 的 三维 分 解 ( 图示 为
一
图 2 汽 车坐标 系绕 轴顺 时针 旋转 a角
从 图 2可看出坐标旋转后 的 z轴 与前轮罩 的中心线有一
定的角度 / 3 。
YC Z基准面矢量轴① 与前轮罩 中心线 的夹角如 图 3 :
个气 泡( 即水 准泡 ) 这个气 泡总是停 留在玻璃 管 内的最高 ,
处 。若水平仪倾斜一个 角度 , 气泡 就向左 或向右移动 , 根据移
右 边 , 边 与之对 称 ) 左
下图所示① 、 、 ② ③坐标轴所形 成的坐标 系为 只系 ;注有提示的线 为前轮罩的 中心线 , 从图上可看 出, 前轮罩 的中心线相对坐标
收 稿 日期 :0 8 0 — 6 2 0 — 9 0
图 4 相对坐标 系绕 着 ,轴顺 时针旋转 口值 ,
水 平 的平 面 进 行 测 量 水 平 检 验 。
图 1 右 前 轮 罩 角 度 示 意 图
水平仪是测量 角度变化的一种常用量具 ,一 般用来测量 直线度 和垂直度 。它是利用水准泡 的移动来测量 被测部位角 度变化 。常用 的是框式水 平仪 , 由框架 和弧形玻璃管组成 , 其 框架 的测量面有平 面和 v形 槽 , V形槽是 便于放 在 圆柱面上 测量 。弧形玻璃管 的表 面有刻 度 , 内装 乙醚( 或酒 精 )并 留有 ,
罩位置 的检测也是通过 C M( M 三坐标测量 仪 ) 来完成 。前轮罩
基 于汽车坐标 系 x轴及 Y轴都旋转 了一定 的角 度 , 所形成 的
前轮罩 中心线是三维角度 ,用 C MM测 量前轮罩 中心角度 , 需 要半天 的时 间, 而且测量值 会因不 同的人产生很大 的误差 , 前 轮罩定位夹 紧工装 也因此调来调去 ,影 响车 身焊接的进度 和 精确度 。现设计 检验前轮罩位置及调整前轮罩 定位夹 紧工装 检具 , 把检具放在前轮罩 的相对位置后 , 用定位 销将检具和前 轮罩定 位好 , 精度为 0 210 r的水平仪 , 用 . /0 0fl 0 I l I 对检具 应保持
关键 词: 前轮 罩 ; 工装夹具 ; 检具
中 图分 类 号 : H 2 T 8 文 献 标 识 码 : A
文章编号 :6 2 5 5 2 0 )2 0 9 — 2 1 7 - 4 X( 0 8 1 — 0 5 0
在 汽车前车体 焊接总成 中,前轮罩焊接质 量 的好坏直 接
系 的 轴顺时针旋转 =72 7 。 ,将相对 坐标系绕着 轴 .5 8 顺时针旋转 a值 , 结果如 图 2所示 :
作者简介: 菁 (9 7 ) 江苏苏州人 , 管 17 一 , 女, 工程师 , 主要研究方向: 车身焊接线上工装夹具 的设计 。
9 5
《 装备制造技术> os ) o 年第 1 期 2 2
关于检验前轮罩位置及调整前轮罩 定 位夹紧工装检 具 的设计研 究
管 菁
( 汽通用 五菱汽车股份有限公司 , 上 广西 柳州 5 5 0 ) 4 0 7
摘要: 汽车前轮 罩的位置 , 决定前轮的定位。在 车身焊接过程 中, 过设计检 具对前轮 罩定位 夹紧工装进行调 整 , 通 并对前车体焊接 总成 中前轮 罩位 置正确与否进行检 验 , 其栓具设计 简单 、 作简便 , 操 配合 水平仪 的使 用 , 使前轮罩位置测量精度 可靠。