CVC冷轧机
CVC四辊冷轧机板形控制策略探讨

1 CVC 四 辊 冷 轧 机 的 工作 原 理 及 模 型 分 析
定 的凸 度 值 许 用 范 围之 内 : 要 符合 保 证 板形 良好 的 凸 度相 似准 则: 因此 , 对 于 实 际 的铝 带 生 产 来 说 目标 凸 度 值 的设 定 按 照 如
的距 离 ,到达指 定位置 E X D 时 . 产 生 有 载 辊 缝 凸 度 改 变 量 A C w g , A C w g = C w  ̄E X D,对 E X D 的要 求 如 下 : E X D 在板 件 形 状 规
求, 因此 , 在 板 带 类 铝 材 的生 产 过 程 中 , 对 于 板 带 类 铝 材 的板 形
Q = ( 口 1 + a z Q J w + a 3 F ) * ( 啦 + 0 + n ) ( 3 ) a 。 、 n 2 、 ∞、 a 4 、ቤተ መጻሕፍቲ ባይዱa 5 、 o 6 为预设常数 , Q 为 轧 机 的预 设 定 轧 制 力 ;
W 为 板件 宽度 ; F为 当 前预 设 定 弯 辊 力值 。 在 实 际 的 板 件 生 产 中 .铝 带 的 凸 度值 为 铝 带 的 期 望 厚 度
度 精度 、 板形精度 、 成形性能及表面质量 等 , 而 在 实 际 的工 业 生 产 应 用 中 ,对 于 板 带 类 铝 材 的几 何 形 状 往 往 有 极 为严 格 的 要
F 0 、 Q 是 与 辊 型 有 关 的常 数 , p 是 考 虑 轧制 力 、弯 辊 力及
板 宽 的综 合 影 响 因素 。
中 图分 类 号 : T G 3 3 3 文献标识码: A 文章编号 : 1 0 0 3 — 5 1 6 8 ( 2 0 1 3 ) 1 7 — 0 0 7 0 — 0 2
浅析UCM系列和CVC系列冷轧机特点
APR 2008
BEIJING SHOUGANG INTERNATIONAL ENGINEERING TECHNOLOGY CO.,LTD.
从CQ考核产品中的最薄,最厚和中间相近规格产品来 看,虽然两者的厚度尺寸公差和平直度相近,但UCM轧机 方案还是更优一些;而且其多数产品压下率更大些,这与 其工作辊径小有一定关系,也符合冷轧原料增厚的发展趋 势要求。其他品种也有类似特点。当然,这有待于进一步 的生产实践检验。据某些曾采用两种机型生产冷轧产品的 用户介绍,虽然在酸轧线检测的尺寸和板形指标相近,但 在下游的后续生产线来说,UCM轧机产品的板形更有优势。
BEIJING SHOUGANG INTERNATIONAL ENGINEERING TECHNOLOGY CO.,LTD.
2.3 产品质量保证值指标的分析比较 虽然产品质量是受多种因素影响的,对于同样的产品大纲 和产品档次要求,以及相当的自动控制水平而言,产品质 量指标很大程度上受轧机的结构功能特点的影响。我们通 过对首钢京唐公司一冷轧厂UCM轧机和CVC轧机方案的产品 质量考核保证指标值分析,可以得到如下一些结论: 对于头尾超差长度两者的保证值是一致的,从厚度公差 和平直度指标来看,UCM轧机方案要好于CVC轧机方案。
2.1 UCM系列轧机和CVC系列轧机简述
2.2 UCM系列轧机和CVC系列轧机主要不同性能特点的比较分析
2.3 产品质量保证值指标的分析比较 3、结语
APR 2008
BEIJING SHOUGANG INTERNATIONAL ENGINEERING TECHNOLOGY CO.,LTD.
1、前言
APR 2008
BEIJING SHOUGANG INTERNATIONAL ENGINEERING TECHNOLOGY CO.,LTD.
CVC冷轧机的介绍
• 压强:10bar
• 功率:5.5kw
• 高压泵
• 流量:180l/min
• 压强:280bar
• 功率:110KW
• 皮囊储能器:V=32L
•
V=10L
• 配管:不锈钢
高压系统
高压系统
• 控制位置: • 铝卷准备站 • 开卷机 • 入口段 • 轧机机架梯形板 • 出口段 • 卷取机 • 皮带助卷器 • 运卷小车 • 铝卷检查站
6. 轧辊: 工作辊:直径:max490 min450 辊身长度:2800 中间辊:直径:max560 min510 辊身长度:3100 辊身形状:CVC+辊型 支承辊:直径:max1400 min1300 辊身长度:2800
7. 轧制油喷射冷却系统:向辊缝供应轧制油,冷却工作辊, 选整性的冷却两个工作辊,利用辊身的温度变化控制带材 的板型。通过加热工作辊两边,减少边紧问题
润滑点:开卷机齿轮箱 (Q = 120 l/min) 轧机机架齿轮箱(Q = 300 l/min) 卷取机齿轮箱(Q = 160 l/min)
稀油润滑系统
稀油需求量:580l/min 流体:矿物油 油温:40℃ 油箱容积:15m³ 加热功率:4×18KW 油箱材质:碳钢带保护
冷却水入口Tmax:33℃ 冷却水需要量:50m³/h 冷却能力:170KW
低速段:7.8/180KN
• 带材张力
高速段:4.2/96KN
二、轧机设备组成介绍
• 准备站 • 入口侧 • 轧机本体 • 出口侧 • 卷取机 • 换辊装置 • 检查站 • 介质部分
准备站
• 准备站由开卷机、 压带辊、起头铲及 过渡台、夹送辊、 矫直单元、摆剪和 废料箱横移装置组 成。
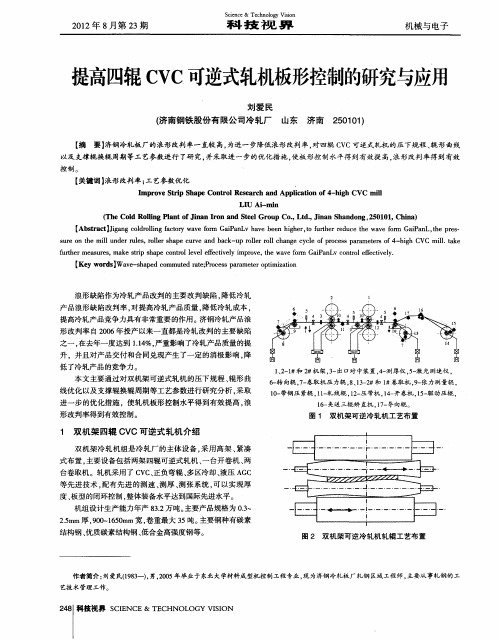
四辊CVC可逆冷轧机轧辊辊形优化

processing of rolling,the control range of roller crown does not reach design request,it is diffcuh to contde the flatness of the trip.overpass ameliorating CVC roller form curve,it could improve the control range of roller crown eficiently,the capability of flatness controlling.
【关键词 lcvc轧辊 :辊形曲线 ;凸度
Roll Form ing Optimization of 4一high CVC mill LIU Ai-min
(The Cold Rolling Plant of Jinan Iron and Steel Group Co.,Ltd.,Jinan Shandong,250101,China)
科技信 息
0机械 与电子0
SCIENCE&TECHNOLOGYINFORMATION
2012年 第 5期
四辊 CVC可逆冷轧机轧辊辊形优化
刘 爱 民 (济南钢 铁 股份 有 限公 司冷 轧厂 山东 济 南 250101)
【摘 要 】济钢 冷轧板 厂四辊 CVC可逆式轧机采 用的轧辊 CVC曲线为三 次辊形 曲线 ,在 实际轧制过程 中,轧辊 凸度控制范 围没有 达到设 计要 求 。带钢板形的控制难度较大。通过改进 CVC辊 形曲线.能够有效提 高轧辊 凸度控制 范围,提高板形控 制能力。
CVC可逆冷轧机设计-工作辊及弯辊资料==

目录摘要 (I)Abstract (III)第1章绪论 (1)1.1 世界及我国钢铁工业的发展 (1)1.1.1 世界钢铁工业发展概况 (1)1.1.2 我国钢铁工业发展现状及展望 (4)1.2 世界及我国冷轧带钢的发展状况 (7)1.2.1 世界冷轧带钢的发展状况 (7)1.2.2 我国冷轧带钢的发展状况 (9)1.3 轧钢先进技术 (10)1.4 HC轧机在冷轧带钢中的应用 (11)第2章 HC轧机工作原理及结构特点 (15)2.1 HC轧机工作原理 (15)2.1.1 HC轧机工作原理 (15)2.1.2 HC轧机的板形控制 (16)2.1.2.1 横向厚度偏差的有效控制 (16)2.1.2.2 中间辊轴移对板形控制的有效性 (17)2.1.2.3 弯辊力调节板形的作用 (18)2.1.2.4 HC轧机板形控制的稳定性 (18)2.1.3 HC轧机的轧辊驱动 (19)2.1.4 HC轧机的类型 (19)2.2 HC轧机结构及特点 (20)2.2.1 HC轧机的结构 (20)2.2.2 HC轧机的特点 (20)第3章 HC轧机主要技术特性及结构说明 (23)3.1 工艺流程图 (23)3.2 轧机主要技术特性 (23)3.3 轧机关键结构说明 (24)第4章轧制规程及相关参数确定 (25)4.1 轧辊主要参数确定 (25)4.2 轧制规程制定 (25)4.3 确定各道次变形抗力 (26)I4.4 计算各道次带钢张力 (27)4.5 各道次轧制力计算 (27)4.6 确定轧制速度制度 (30)4.7 计算轧制力矩 (30)4.8 机架主要结构参数确定 (31)第5章部件校核 (33)5.1 支承辊强度校核 (33)5.2 工作辊强度校核 (34)5.3 机架强度校核 (35)第6章 HC轧机辊系稳定性分析 (39)6.1 工作辊的稳定条件 (39)6.2 中间辊的稳定条件 (41)6.3 支撑辊的稳定条件 (41)6.4 有关角度的计算 (42)6.5 辊系的稳定条件 (43)结论 (45)参考文献 (47)致谢 (50)附录1 开题报告 (I)附录2 文献综述 (V)附录3 英文翻译 (IX)II摘要摘要板带材在国民经济各部门中具有广泛而重要的应用。
UCM、CVC、VCMS六辊冷轧机机型研究

UCM、CVC、VCMS六辊冷轧机机型研究[我的钢铁] 2010-01-25 08:12:29随着我国钢铁工业的迅速发展,板带材产品的比例在不断扩大,国内新建的许多先进的冷热带钢生产线,尤其是近年来所新建的大型宽带钢冷连轧机。
用户近年来所引进六辊冷轧设备绝大多数都是引进日本三菱一日立公司的UCM系列冷轧机或德国西马克的CVC系列冷轧机。
国内非引进的国产大型六辊冷连轧机目前选用的都是中国一重自主研发、设计制造的VCMS系列冷轧机。
UCM一一日本三菱一日立公司冷轧技术代表用户及机型,有宝钢1550毫米冷连轧机、武钢2140毫米冷连轧机、宝钢1730毫米酸洗冷连轧机。
VCMS一一中国一重冷轧技术代表用户及机型,有鞍钢1780毫米、2130毫米、1500毫米冷连轧机,梅钢1420毫米冷连轧机、武钢1550毫米酸洗冷连轧机目前正在调试和制造中。
一重的VCMS机型是UCM系列的改进。
1UCM、CVC轧机UCM轧机是日本三菱一日立公司开发的一种六辊冷轧机,它是在HC轧机基础上发展起来的新一代冷轧机之一,它相比HCM轧机增加了中间辊弯曲,其中间辊不仅轴向移动还设有正弯辊,工作辊设有正负弯辊,它的进一步演变是增加工作辊轴向移动。
CVC系列六辊冷轧机是德国西马克公司开发的,其中间辊辊面有一定曲线形状(支承辊有的有,有的没有),因其辊面曲线方程由低次方(3次)发展到高次方(5次),并与相关配套的控制软件包结合,发展成了CVCplus(+)轧机,其控制板形的能力得到进一步加强。
UCM轧机与六辊CVC轧机不同在于UCM轧机的中间辊为平辊,通过适当改变中间辊和工作辊的接触长度,可改变作用于中间辊和工作辊压力分布规律,消除由于轧制力引起对带钢横向厚度差的影响。
轧辊在轧制过程中产生的弹性弯曲通过调整中间辊和工作辊的弯曲力得以补偿。
六辊CVC轧机中间辊带有高次方曲线的辊型,通过中间辊的轴向移动改善工作辊的辊缝形状来补偿轧辊弹性变形,再辅以弯曲力从而控制轧制精度。
UCM和CVC系列六辊冷轧机特点初步分析

UCM和CVC系列六辊冷轧机特点初步分析随着我国钢铁业的迅速发展,板带材产品的比例不断扩大,新建了一大批先进的冷热轧带钢生产线。
这些大型的板带材轧机设备,尤其是近年来新建的大型宽带钢冷连轧机设备大多都是引进日本三菱-日立公司的UCM系列冷轧机或德国西马克的CVC系列冷轧机。
首钢京唐钢铁联合有限责任公司第一冷轧厂的冷轧机设备也是引进三菱—日立公司的UCM轧机。
表1为我国近年新建的或在建的主要冷轧宽带钢轧机情况。
从表中可以看到,采用UCM系列轧机的有5家,采用CVC 系列轧机的有6家,可见两种冷轧机型在我国市场份额相近。
除鞍钢冷轧在自主集成方面有所进展外,国内真正采用自主知识产权的大型宽带冷连轧机几乎没有。
国内在冷轧机设备设计方面与国外存在较大的差距的原因在于,除了国外冶金设备公司有其独到的先进技术和丰富的设计经验外,还与国内在引进设备的同时,对消化提升和对核心技术的研发力度重视不够有关。
就酸轧联合机组的整体设备构成与布置而言,两家公司的差别不大,但就轧机单体设备而言,则各有其特点。
本文将结合首钢有关冷轧项目的设计与建设中的实践,对UCM系列和CVC系列冷轧机部分特点进行探讨,以期对今后的冷轧机选型和设计提供借鉴。
表1 国内近年新建及改造的主要连轧机组一览表——————————————————————————————————————————————————————序号机组所建设产品规格轧机机架构成及机型与工作辊尺寸(mm)备注在地时间板宽mm 板厚mm 速度m/min №1 №2 №3 №4 №5 辊身与带宽差——————————————————————————————————————————————————————1 宝钢1420mm 1997 730~1230 0.18~0.55 1600 CVC4CVC6 1350-1230=120WR:Φ445/500×1510;WR:Φ380/420×1350;——————————————————————————————————————————————————————2 宝钢1550mm 2000 700~1430 0.30~1.6 1200 UCMW 1580-1430=150WR:Φ435×1580;——————————————————————————————————————————————————————3 鞍钢一冷轧厂 1989 750~1600 0.30~3.0 1350 UCM4H 1676-1600=76WR:Φ430/490×1700 WR:Φ520/600×1676;——————————————————————————————————————————————————————4 鞍钢二冷轧厂 2002 800~1630 0.3~3.0 1350 4HHCM 1780-1630=150WR:Φ430/490×1780;WR:Φ520/600×1780;4HWR:Φ430/490×1780;——————————————————————————————————————————————————————5 攀钢冷轧厂 1996 720~1110 0.25~2.5 1200 HCMHCM 无 1220-1110=110WR:Φ460×1220 WR:Φ430×1220;——————————————————————————————————————————————————————6 本钢冷轧厂 1996 700~1500 0.3~3.0 1000 4H 无1676-1500=176WR:Φ560×1676;——————————————————————————————————————————————————————7 武钢冷轧厂 1978 700~1600 0.3~3.0 1540 4H4H 1900-1550=350WR:Φ540/510×1900;WR:Φ610/450×1700 1700-1550=1504HWR:Φ540/510×1900;——————————————————————————————————————————————————————8 上海益昌冷轧厂1991 550~1050 0.17~1.0 1200 4H 1219.2-1050=169.2WR:Φ500/550×1280;——————————————————————————————————————————————————————9 宝钢一冷轧厂 1985 900~1850 0.30~3.5 1800 CVC4CVC4 2230-1850=380WR:Φ615/550×2030;WR:Φ615/550×2230;2030-1850=180 ——————————————————————————————————————————————————————10 宝钢四冷轧厂 2005 800~1730 0.30~2.0 1650 UCM 1850-1730=120WR:Φ445×1850;——————————————————————————————————————————————————————11 武钢二冷轧厂 2005 900~2080 0.30~2.5 1400 CVC6(plus)2180-2080=100WR:Φ480/560×2180;——————————————————————————————————————————————————————12 鞍钢股份 2006 1000~1950 0.30~2.0 1500 6辊 6辊 2130-1950=180三冷轧厂 WR:Φ485/545×2130;WR:Φ545/605×21306辊WR:Φ485/545×2130 ——————————————————————————————————————————————————————13 首钢薄板 2007 800~1870 0.20~2.5 1400 CVC6(plus)1970-1870=100生产线 WR:Φ480/560×1970;——————————————————————————————————————————————————————14 本钢浦项冷轧 2005 800~1870 0.20~2.5 1650 UCM 1970-1870=100薄板有限公司 WR:Φ475/425×1970;——————————————————————————————————————————————————————15 马钢股份 2004 900~1575 0.30~2.5 1250 HC 无1720-1575=145冷轧板厂 WR:Φ425×1720;——————————————————————————————————————————————————————16 邯钢冷轧厂 2004 900~1665 0.25~2.0 1250 CVC6 1765-1665=100WR:Φ470/420×1765;——————————————————————————————————————————————————————17 包钢冷轧 2005 900~1540 0.25~3.0 1250 CVC6 1765-1540=225薄板厂 WR:Φ470/420×1765;——————————————————————————————————————————————————————18 涟钢冷轧板厂 2006 850~1600 0.25~3.0 250 UCM 1720-1600=120WR:Φ385/425×1720;——————————————————————————————————————————————————————1. UCM和CVC系列轧机简介UCM轧机是由日本三菱—日立公司开发的一种六辊轧机,它是在HC轧机基础上发展起来的新一代冷轧机之一,相比于HCM轧机增加了中间辊弯曲,其中间辊不仅能轴向移动还设有正弯辊(见图1)。
CVC六辊冷轧机板形控制手段的研究

Ke y wo r d s : la f t n e s s;r o l l b e n di n g; C VC s h i f t i n g ; wi d e ma t e r i a l ;n a r r o w ma t e r i a l
可 通过 热 力学执 行 机构 消 除 。
形 误 差 ,没有 倾 辊 ,一侧 边 缘 将更 长 ,根 据 这项 功 能 ,倾 辊能 够 校 正 带材 不 对 称 的边 浪 和 上 弯拱
形。
热力 学 板 形 控 制是 通 过 向辊上 喷淋 冷 却 液来
改变工作辊不 同位置 ( 点 )的外形 ,使工作辊辊
身 发 生 热膨 胀 或 收 缩 的板 形 控 制 。为 了获 取平 整 度 热 力 学控 制 的有 效性 ,一 定 要保 证 冷 却 液 和 工
作 辊 有 一定 的温 度 差 。热 力 学 手段 有 :( 1 )基 本
机 械执 行 机 构 可 分 为 :( 1 )工 作 辊 弯辊 :处 理 对 称 的 板 形 误 差 ,没 有 弯 辊 ,带 材 中 心 将 更 长 ,有 弯 辊 ,带 材 各 部 分 压 下率 均 匀 ,能 够 纠正 对称边浪 ;( 2 ) 中间 辊 弯辊 :处 理 对 称 的板 形 误 差 没 有 弯 辊 ,带 材 中心 将更 长 ,中 间辊 弯辊 能校 正 带 材 的 中间浪 ,另 外 同工作 辊 弯 辊 一起 校 正 四 分之一浪 ;( 3 )中 间辊 C V C窜 动 ,应 用 于 6 辊 轧
DOh 1 0 . 3 9 6 9 / j . i s s n . 1 0 0 9 - 9 4 9 2 . 2 0 1 3 . 0 9 . 0 0 6
宝钢五冷轧连退CVC中间辊窜动控制系统
采用 位置反馈 闭环控制 和上 、 下辊 同步控 制 , 提高 了中 间辊窜动控 制 系统 的控 制精 度 和上 、 下辊 同步性 。实 际生产 表 明 , 控制 系 统 该
的位 置控制精度 和上 、 下辊位置偏 差控制 精度均达 ± m, 1 m 具有控 制精 度 高 、 同步控 制性 能好 等特 点 , 机组 的 自动板 形控 制打 下 了 为
Ke wod :C niu u n e ig S i asm l A tm t h p ot l( S Sn hoo scnrl C nrlacrc y rs o t o s n a n knp s i uo ai sa ec n o A C) y crn u ot o t cuay n a l l c r o o
o p e n e o es t c u a y o e c nr ytm n y c rnz i f e u p ra d l e e s r n a c d h frte u p ra d lw rrl r , e a c rc f h o t lsse a d te s n ho i t n o h p e n w rmU r ae e h n e .T e h o h t o h ao t o
s se fau e ih c nr la c a y a d g o e oma c fs n ho o sc n rl tp o ie x eln o n a o o a tmai h pec nr1 y tm e trshg o to c urc n o d p r r n e o y c r n u o to ,i rvd se c l tfu d t n t uo tcs a o to. f e i
良好 基 础 。
关键词 :连续退 火
HC轧机、UC轧机、VC辊系统、CVC轧机、FFC轧机、PC轧机、UPC轧机

143.什么叫HC轧机?HC轧机也叫做高性能轧辊凸度控制轧机。
在四辊轧机上,支撑辊辊身与工作辊辊身楚全长接触的,而另一边工作辊辊身仅与轧件宽度部分相接触。
工作辊与支撑辊间的受压情况和弹性压扁情况主要受带钢宽度的影响。
但是由于工作辊上、下两面的接触长度不相等,即工作辊与轧件的接触长度小于工作辊与支撑辊之间的接触长度,产生不均匀接触变形,并使工作辊产生附加弯曲,即图3-84a中指出的有害接触部分使工作辊受到悬臂弯曲力而产生附加弯曲。
如果将工作辊与支撑辊间的接触长度调整到与轧件接触长度接近,消除辊间的有害接触部分,如图3-84b所示,则工作辊由于弹性压扁分布不均匀造成的挠度将显著减小。
根据这一想法,设计出HC轧机。
图3-84一般四辊轧机和HC轧机轧辊变形情况比较HC轧机如图3-85所示。
在工作辊3和支撑辊1之间,增设了可以沿着轴线移动的中间辊2和4。
若将中间辊的辊身端部调整到与带钢边缘相对应的位置(图3-85所示的位置),这样,在非传动端,上工作辊上下两面的接触长度几乎相等,减小了压力分布的不均匀情况,弹性压扁分布较均匀,上工作辊的挠度相应减小。
在传动端,情况是相同的,只是上、下辊间的关系倒了一下。
HC轧机有下列优点:(1)增强了弯辊装置的效能。
由于工作辊的一端是悬臂的,所以用很小的弯辊力就能明显改变工作辊的挠度。
(2)扩大了辊形调整的范围。
由于中间辊位置可以移动,即使工作辊原始辊形为零(即轧辊没有凸度),配合液压弯辊也可以在较大范围内调整辊形,因此可减少备用轧辊的数量。
图3-85 HC轧机结构简图1-支撑辊;2-上中间辊;3-工作辊;4-下中闻辊;5-工作辊正弯曲液压缸(3)带钢板形稳定性好。
实践表明,当中间辊调整到某一位置时,轧制力波动和张力变化对板形的影响很小。
这样,可减小冷轧张力,也能控制良好的板形,并减少了板形控制的操作次数。
(4)可以显著提高带钢平直度,可以减小带钢边部变薄和裂边部分的宽度,减少切边损失。
CVC精轧机概述

CVC精轧机概述摘要:CVC轧机是在HC轧机的基础上发展起来的一种轧机,它虽然与HC轧机一样有轧辊轴向抽动装置,但其目的和板形控制的基本原理是不同的。
HC轧机是为了消除辊间的有害接触部分来提高轧缝刚度,以实现板形调整的,是刚性辊缝型。
CVC轧机则是通过轧辊轴向抽动装置来改变S形曲线形成的原始辊缝形状来实现板形控制的,是柔性辊缝型。
关键词:CVC轧机、CVC工作辊、液压弯辊缸、轴向横移缸1 CVC轧机的原理CVC时Continuously Variable Croun的英文缩写,所谓CVC轧机就是指为了满足调整热带钢板凸度和板型的需要,将工作辊加工成具有S性辊身的CVC辊,在将上下工作辊相互倒置180度,从而具有工作辊轴向移动时空载辊缝形状连续可变能力的轧机。
工作辊轴向移动可分为正向抽动和反向抽动,其中正向定义为加大辊型凸度的方向,反之定义为反向抽动。
轧辊抽动量一般为±80~±150毫米,CVC辊的辊型曲线设计在过去常采用二次曲线,目前已经开始采用高次(含三次及四次)曲线以便有利于控制更宽更薄的热带钢,其中辊型的最大直径与最小直径之差不超过1毫米,差值过大将使轴向力过大而无法应用。
CVC轧机通常采用CRA表示轧辊辊型,以数值形式体现出来,即:CRA=中间直径—边缘直径,对于CVC工作辊来讲,CRA应是一个经过换算的当量值。
CVC技术在热轧是仅用于对空载辊缝形状的调解,因此主要用于板型设定模型对辊缝形状的设定,在线控制一般只用液压弯辊进行调解,但是目前已经开始研究当热轧采用润滑油轧制时是否将CVC用于在线调节。
2 采用CVC技术的轧机具有很多显著的优点:1、具有良好的带钢平直度控制能力和稳定性,它可以通过调整工作辊的弯辊力和轴向抽动量来获得最佳辊风从而得到最理想的平直度。
2、其弯辊力在最佳辊缝情况下始终处于最小状态,大大提高了轧辊和轴承的使用寿命。
3、CVC轧机可以使用较小的工作辊直径,从而减小了轧制力,实现了大压下量轧制。
板形指标及CVC轧机

-150 -100
-150 -100
-50
50 -100 -200 -300 -400 -500
100
150
CRA = -500 µm
CRA = -700 µm
+
+
+
+
+
(a) )
(b) ) (c) ) 图8 CVC辊形曲线与轧辊原始凸度的关系
经过我们的理论推导,可以证明,CVC轧辊凸度与轧辊窜动量之 间的关系不是线性关系,而是图9所示的曲线关系。线性关系的导出 没有考虑轧辊移动后对实际辊缝的影响,这与轧辊的实际凸度有一定 的误差,原因在于在推导线性轧辊凸度关系时,当轧辊相对移动一定 的量后,仍然认为两个轧辊的接触长度为原始辊身长度,忽略了轧辊 移动距离对有效凸度的影响, 从而使计算轧辊凸度与轧辊 移动量之间的结果产生误差。 由于误差是由于忽略了轧辊 移动而引起的,因此,轧辊 移动量越大,则这些公式的 计算结果误差越大,图9中的 曲线a和曲线b证明了这一点。
带钢板形指标及CVC轧机
2006年5月15日
目
录
1.带钢板形指标 1.带钢板形指标 2.CVC轧机工作原理 2.CVC轧机工作原理
1. 带钢板形指标
带钢尺寸质量指标包括纵向和横向尺寸,其中纵向厚度 尺寸精度由AGC AGC(Automatic Gauge Control)系统控制,AGC AGC 经过几十年的应用,目前已经很成熟。最近几年,热轧、冷 轧带钢的板形控制研究及应用也日趋成熟,新建的板带轧机 都装备了板形控制系统。一个完整的板形控制系统必须具备 以下三个条件: 可靠的、高精度的板形指标检测系统; 成熟的板形理论模型; 快速的板形调节、执行机构。
hEL
CVC冷轧机的介绍

汇报人: 2023-12-13
目录
• 冷轧机概述 • CVC冷轧机基本结构 • CVC冷轧机工作原理 • CVC冷轧机技术参数与性能指
标 • CVC冷轧机选型与配置建议 • CVC冷轧机市场前景与发展趋
势
01
冷轧机概述
冷轧机定义与作用
定义
冷轧机是一种用于金属板材轧制的机 械设备,通过多道次轧制将原料板材 加工成所需厚度、宽度和表面质量的 成品板材。
维护保养
定期对设备进行维护保养,延长设备 使用寿命。
常见故障排除方法
故障排除方法
电气故障:检查电气线路和元件是否正常,排除 电气故障。
机械故障:检查机械部件是否松动或磨损,及时 更换损坏部件。
常见故障排除方法
液压故障
检查液压系统是否漏油或压力异常,调整液压系统参数。
其他故障
根据故障现象,分析原因并采取相应措施进行排除。
技术创新
未来CVC冷轧机将不断进行技术创新,提高生产效 率和产品质量,降低生产成本。
拓展应用领域
未来CVC冷轧机将拓展更多的应用领域,如 航空航天、新能源等领域,为更多行业提供 高品质钢材的生产设备。
THANKS
谢谢您的观看
高效化技术
为了提高生产效率,CVC冷轧机 将不断采用新的高效化技术,如 高速轧制技术、高效冷却技术等 。
绿色环保技术
随着环保意识的不断提高,CVC 冷轧机将更加注重绿色环保技术 的应用,如采用环保材料、节能 技术等。
未来发展方向探讨
产品升级换代
未来CVC冷轧机将不断进行产品升级换代, 提高产品质量和性能,满足不同行业的需求 。
安全防护
配置完善的安全防护装置,如急停按钮、安全光幕等,确保 操作人员安全。
冷轧CVC和DSR板形控制技术之比较
维普资讯
・9・ 22
北 京 科 技 大 学 学 报
20 02年 第 3 期
对 于工况 , 工作辊 直径D = 0 m 支持辊 w 5 0 m, 直径D = 0Tn板 宽B 1 0 m 单位轧制力 。1 0 I , 5 L r = 0 m, 0
关 键词 板 带轧 机 ; 形 ; VC技术 ; R技 术 板 C DS
分 类号 P 3 .1 G3 5】
DR C C S 和 V 都是新一代板形控制 技术 , 也 是高技术轧制( i - eh o i ) H g Tc R l g 的核心技术. h l n 它们都具有独 特的板形 控制原理 , 由此 决定 了
l ̄ 量 S W / m n- i R m
三 ! 塑 堡 堡
0
! !
5 0
A= . O 并且 , 中各 参数大 小及相互 比值取决 式
于 C C曲线及轧机 、 V 轧辊尺寸 与其他参数. 图 2 给出 了 D R各个 压块 的板形调控 功效曲线 , S
其 中横 坐 标 为板 宽 , 坐标 为 以 O0 1 纵 .0 表示 mm 的辊 缝 开 度 沿 板 宽方 向各处 的变 化 量 . D R的 功 效 函数 一 般 形 式 : S
V0 .4N oj 】2
S n 02 u .2 0
冷轧 C VC和 DS R板 形控 制技术之 比较
张清 东 ” 何安瑞 ” 周晓敏 ” 曲开宏 ” 昊 彬 王骏 飞
1 京科技大学机械工程学 院 , HE 北京 14 8 2宝钢股份公 司冷轧厂 , 003 ) ) 上海 2 0 4 09 1
限元仿真结果为一组离散值 f 称之 为功效矩 ) , 阵, 也可以将之拟合 为一 种函数Ex, ( 称之为功 )
UCM系列和CVC系列冷轧机特点的初步分析
SIDE TRIMMER
No.1 No.2
No.3 No.4 No.5 SHEAR
LOOPER
TCM (5 Stand UCMW) CARROUSEL TR.
•
图1 酸洗冷连轧联合机组配置示意图
•
APR 2008
ቤተ መጻሕፍቲ ባይዱ
BEIJING SHOUGANG INTERNATIONAL ENGINEERING TECHNOLOGY CO.,LTD.
UCM系列和 UCM系列和CVC系列六辊冷轧机特点的初步分析 系列和CVC系列六辊冷轧机特点的初步分析
何云飞 何磊 侯俊达 孟祥军
北京首钢国际工程技术有限公司
2008年6月 年 月
APR 2008 BEIJING SHOUGANG INTERNATIONAL ENGINEERING TECHNOLOGY CO.,LTD.
借鉴。 期对今后的冷轧机选型和设计提供一点有益的借鉴。
APR 2008
BEIJING SHOUGANG INTERNATIONAL ENGINEERING TECHNOLOGY CO.,LTD.
TENSION LEVELLER Laser Beam Welder Two Pay off Reel LOOPER LOOPER
APR 2008
BEIJING SHOUGANG INTERNATIONAL ENGINEERING TECHNOLOGY CO.,LTD.
1、前言
随着我国钢铁业的迅速发展, 随着我国钢铁业的迅速发展,板带材产品的比例在不断 扩大,新建了一大批先进的冷热轧带钢生产线, 扩大,新建了一大批先进的冷热轧带钢生产线,而这些大型 的板带材轧机设备, 的板带材轧机设备,尤其是近年来所新建的大型宽带钢冷连 轧机设备绝大多数都是引进日本三菱-日立公司的UCM系列冷 轧机设备绝大多数都是引进日本三菱-日立公司的UCM系列冷 UCM 轧机或德国西马克的CVC系列冷轧机。 CVC系列冷轧机 轧机或德国西马克的CVC系列冷轧机。首钢京唐钢铁联合有限 责任公司的第一冷轧厂的冷轧机设备也是引进三菱—日立公 责任公司的第一冷轧厂的冷轧机设备也是引进三菱 日立公 司的UCM轧机。笔者对我国近年新建的或在建的18 UCM轧机 18套主要冷轧 司的UCM轧机。笔者对我国近年新建的或在建的18套主要冷轧 宽带钢轧机情况进行了初步统计。采用UCM系列轧机的有5 UCM系列轧机的有 宽带钢轧机情况进行了初步统计。采用UCM系列轧机的有5 家,采用CVC 系列轧机的有6家,可见两种冷轧机型在我国市 采用CVC 系列轧机的有6 场上的份额相近。除鞍钢冷轧在自主集成方面有所进展外, 场上的份额相近。除鞍钢冷轧在自主集成方面有所进展外, 国内真正采用自主知识产权的大型宽带冷连轧机几乎没有。 国内真正采用自主知识产权的大型宽带冷连轧机几乎没有。
CVC六辊轧机板形控制原理及冷轧带钢板形的概念解读
成品平直度 综 合 最 佳
成品横断面
24
CVC六辊轧机板形控制原理及冷轧带钢板形的概念
一、板形控制理论
⑤ 板形良好(带材失稳)判别模型——判断带材是否失稳
基本原理 最小势能原理
求解方法 经典特征值求解
CVC六辊轧机板形控制原理及冷轧带钢板形的概念
一、板形控制理论
⑥ 板形模式识别模型1——根据残余应力的分布及大小判断
PC四辊,HC轧机,UC轧机,UCMW轧机等
21
CVC六辊轧机板形控制原理及冷轧带钢板形的概念
一、板形控制理论
③ 轧件与轧辊温度场模型——计算带材与轧辊温度场 带材温度场
互为边界条件
轧辊温度场
基本方法 有限差分法:快速、稳定 基本原理
能量守恒原理 热传导方程
T 2T 1 T 2T c ( 2 ) t r r z 2 r
y2 ( x) a0 a1 (L x) a2 (L x) 2 a3 (L x) 3 y2 ( x) a0 a1 (L x) a2 (L x)2 a3 (L x)3 a4 (L x)4 a5 (L x)5
CVC六辊轧机板形控制原理及冷轧带钢板形的概念
a2 (2sm L)Cm (2sm L)Cn 2 L2 sm
2
R Rt (B0 ) Rt (0) B0 (a1 a2 B0 a3 B0 )
a1 与辊缝凸度无关,为了减小带钢参与应力 及改善带钢质量,实际生产中可以用辊径差 最小作为设计依据
解得:a1
1 2 3 (R a2 B0 a3 B0 ) B0 a0 R ( ) t 0
板凸度和板形控制
改变负载辊缝的形状
提高四辊CVC可逆式轧机板形控制的研究与应用
【 e od ] v—hpd o m t tPoes a m t t i tn K y rsWaes e m u dre r s pr e r p mzi w a c e a ; c a eo i ao
浪形缺陷作为冷轧产品改判的主要改判缺陷 , 降低冷轧
产 品浪形缺陷改判率 , 提高冷轧 产品质量 , 对 降低冷轧成本 , 提高冷轧产品竞争力具有非常重要 的作用 。济钢冷轧产 品浪
艺技 术管理工作。
2 8 科技视界 s Nc 4I c E E& T c E HN。L Y V s。N 。G
S in e& Te h oo  ̄ s n ce c c n l ̄ i o
21 02年 8 月第 2 3期
形改判率 自2 0 06年投产 以来一直都是冷轧 改判 的主要缺 陷 之一 。 在去年一度达到 1 4 严重影响了冷轧产 品质量 的提 . %, 1
升 .并且对产品交付和合 同兑现产生了一定的消极影响 , 降
低 了冷轧产品的竞争力 。
12 1 、 —#和 2 #机 架 ,一出 口对 中装 置 ,一 厚 仪 ,一 光 测 速仪 , 3 4测 5激 6 转 向辊 ,一 取 机 压 力 辊 ,、 3 2 一 7卷 8 1 — #和 1} 取机 ,一 力 测 量 辊 , }卷 9张
S i n e & Te h oo yV io ce c c n lg s n i
21 02年 8 第 2 月 3期
科 技 视 界
机械与电子
提高四辊 C C可逆式轧机板形控制的研究与应用 V
刘爱 民
( 济南钢铁股份有限公司冷轧厂 山东
济南
2 0 1 51 ) 0
【 要】 摘 济钢冷轧板厂的浪形改判率一直较高, 为进一步降低浪形改判率, 对四辊 C C可逆式轧机的压下规程、 V 辊形曲线
冷轧厂赫格里斯磨床磨削CVC轧辊实验
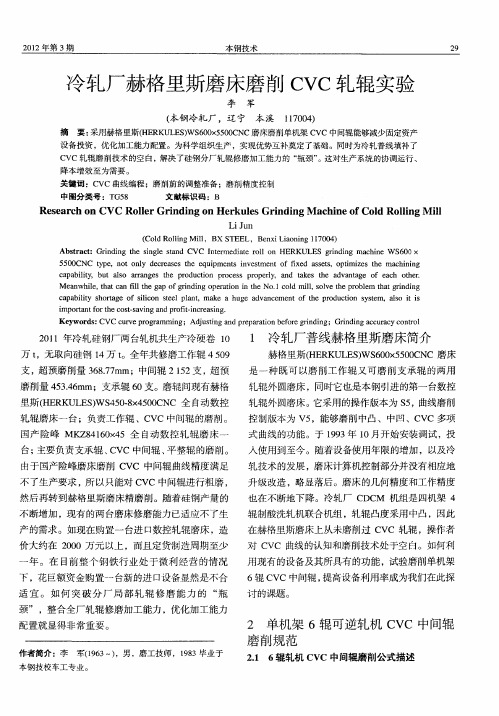
1 冷 轧厂普线赫格里斯磨床简介
赫格里斯( E K L SWS0 x 5 0 N 磨床 H R U E ) 6 0 50 C C 是一种既可 以磨削工作辊又 可磨削支承辊 的两用 轧辊外圆磨床 ,同时它也是本钢引进的第一 台数控 轧辊外圆磨床。 它采用的操作版本为 s , 5 曲线磨削
控制 版本 为 V5 ,能够磨 削 中 凸 、中凹 、C VC 多项 式 曲线 的功能 。于 19 93年 l 开始 安装 调试 ,投 0月
万 t 无取向硅钢 1 万 t , 4 。全年共修磨工作辊 4 0 9 5 支, 超预磨削量 3 8 7 m;中间辊 212 , 6. r 7a 支 超预 5 磨削量 4 3 6 m;支承辊 6 支。磨辊问现有赫格 5. m 4 O
然后 再 转 到赫 格里 斯磨 床精 磨 削 。随着 硅钢 产量 的 不断 增加 ,现有 的两 台磨床 修磨 能 力 已适 应 不 了生
入使用到至今。随着设备使用年限的增加 ,以及冷
轧技术的发展 , 磨床计算机控制部分并没有相应地
升级改造 ,略显落后。磨床的几何精度和工作精度
也 在不 断地 下 降。冷 轧厂 C M 机组 是 四机架 4 DC
里斯 ( E UL SWS 5 —x 50 NC 全 自动 数控 H RK E ) 4 084 0 C 轧辊磨 床 一 台 ;负责 工作 辊 、C C 中问辊 的磨 削 。 V 国 产 险 峰 MK 4 6 x 5 全 自动 数 控 轧 辊 磨 床 一 Z8 10 4
台; 主要负责支承辊 、 V C C中间辊 、 平整辊 的磨削。 由于 国产险峰磨床磨削 C C 中间辊曲线精度满足 V 不 了生产要求 , 以只能对 C C中间辊进行粗磨 , 所 V
c p b l y s o t g f sl o te l n ,ma e a h g d a c me t o e p o u t n s se a a i t h ra e o i c n se l p a t i i k u e a v n e n f t r d ci y tm,as ti h o lo i s i o a t o ec s- a i g a d p o ti c e sn . mp rn rt o ts vn n r f —n r a i g t f h i
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
低压系统
• • • • • • • • 低压液压系统(V=8m³) 流体:矿物油HLP46DIN51524, ISO VG46(清洁度class7) 冷却水 冷却能力130KW 用水量28m³ /h 入口温度max33℃ 加热功率P=8*1.5kW • 循环泵: • 压强10bar • 流量550l/min • 功率18.5KW • 高压泵(转向活塞泵) • 压强140bar • 流量360l/min • 功率110KW • 皮囊储能器:8*50l
出口侧
• • • • • • • • • 测厚仪 板型测量装置 弯折辊 挤干辊 导带台 熨平辊 料剪 卷取机 皮带助卷器
出口区域各部位功能简介
带材经本体轧制后,出口挤干辊挤去带材表面的 轧制油,弯折辊将带头压下,经导带台将带材导 向卷曲机。 开卷时,皮带助卷器将最初的几圈带材缠绕到卷 轴上。
入口侧
• • • • • 开卷机 压靠辊 对中装置 导带台 偏导辊(带夹送辊、 刷辊) 料头剪 测厚仪 五辊张紧 卸套筒(残卷)装置 上卷小车
• • • • •
入口设备功能介绍
• 带材经上卷装置将卷材上到开卷机,可通过带材对中装 置反馈信号进行横移,调节卷筒减速箱的位置,进行带 材对中,带材对中偏移的距离为±100mm,同时开卷机 可控制带材后张力。压靠辊压住带材,防止在穿带的过 程中带头反弹,经过导带台将料头导入夹送辊及偏导辊。 经五辊张紧装置将带材导入机架。 • 偏导辊用于在轧制期间控制带材偏导 • 五辊张紧可提供在收尾操作中要求的后张力,可液压退 回
低压系统
低压系统
气动系统
• 控制位置: • 吹扫装置 • 气动操作的液压缸
稀油润滑系统
功能:润滑系统向润滑点供给润滑油 油箱可作收集,脱水和除气 油泵可输送,过滤,控温,设压。
润滑点:开卷机齿轮箱 (Q = 120 l/min) 轧机机架齿轮箱(Q = 300 l/min) 卷取机齿轮箱(Q = 160 l/min)
1. 轧机牌坊:轧机基础,用于安装轧辊组件及其他设备。 2. 辊缝液压调节:安装在轧机机架上部,在上支承辊轴 承座和上牌坊顶之间。调节上辊,施加要求的轧制力。 轧辊磨削后,保持轧制线的高度。 最大轧制力30000KN。 3. 楔块调节系统:安装在机架底部,在下支承辊轴承 座和下牌坊叉架之间。用来保持轧制线恒定高度。 4. 缸块和弯辊块:各个缸块安装在牌坊柱上,各弯辊块 安装在缸块上。 缸块主要放置上支承辊的平衡缸,安放中间辊弯辊块 和工作辊弯辊缸的导向。 弯辊块主要提供工作辊和中间辊的弯辊缸的安装。
• • • • • • • • • 压强:10bar 功率:5.5kw 高压泵 流量:180l/min 压强:280bar 功率:110KW 皮囊储能器:V=32L V=10L 配管:不锈钢
高压系统
高压系统
低压系统
• • • • • • • • • • 控制位置: 铝卷准备站 开卷机 入口段 轧机机架梯形板 出口段 卷取机 皮带助卷器 运卷小车 铝卷检查站
轧机本体
• 冷连轧本体设备: • 轧制区域:轧机牌坊、工作辊、中间辊、支承 辊、中间辊横向CVC窜动、辊缝液压调节、楔 块调节、各辊缸块和弯辊块 、轧制油喷射系统, 带材偏导板。
• 机架间区域:带材压下辊、板形辊、机架间带 材冷却及五辊张紧装置。 • 换辊装置:一台换辊车
轧机本体区域
轧制区域各部位功能简介
来料规格:0.3~7.5mm×1200~2650mm
•
轧制带材尺寸
成品规格:0.2~6.0mm×1200~2650mm 铝卷外径:1200~2800mm
• 卷材尺寸
铝卷内径:610/665(带套筒)mm
开卷机:0~720m/min
低速段 轧机机架:0~293/800m/min 卷取机:0~960m/min 开卷机:0~1350m/min 高速段 轧机机架:0~550/1500m/min 卷取机:0~1800m/min 低速段:7.8/180KN
入口区域各部位功持一个恒定的包 角,提供干净的带材,保证测量效果。 2. 板型测量辊:测量板型,含刷辊,保持辊身干净。 3. 机架间带材冷却:利用轧制油进行带材冷却。 总轧制流量:大约9000L/min 供应压力:大约3~5bar 4. 五辊张紧装置:功能和入口相同,用于导入带材,产生 需要的后张力。 轧机五辊张紧辊含有一根调色辊,用于控制板面的光暗 度,但一般不用。
介质部分
高压液压系统 低压液压系统 气动系统 稀油润滑系统 轧制油系统 油气润滑系统 空气净化系统
高压系统
• • • • • • • 控制位置:液压调整系统 支承辊平衡缸 工作辊弯曲缸 中间辊弯辊系统 中间辊串辊和锁紧系统 支承辊锁紧装置 辅助轧机机架移动
高压系统
• • • • • • • • • • 高压液压系统(V=2m³) 流体:矿物油HLP46 DIN51524,ISO VG46 冷却水 冷却能力:40KW 用水量:9m³ /h 入口温度:33℃ 加热:4*1KW 循环泵 流量:170l/min
稀油润滑系统
轧制油系统
• • • • • • • • • 循环轧制油的总流量 9000 l/min 轧机机架的轧制油流量(冷却和润滑)9000 l/min EBS模式下轧机机架轧制油流量(20 – 50 l/min ) 喷嘴系统压力 approx. 6 to 8 bar EBS模式下喷射梁的系统压力 approx.. 2 to 4 bar 1个系统储存罐 用以存储从轧机收集盘和过滤器过滤后的轧制油。 能力: 约 200 m³ 油箱,长方形,带箱盖和内部筋条和加固件。箱体配有所 有必要的连接件在入口,出口和溢流口及维修箱盖。箱体 内分脏油柜,2个再循环箱和净油箱。
轧制厚料时,第一次缠绕使用钢棍。然后把钢棍 抬升一定距离,断带时,接触带材。较薄带材使 用胶辊整个过程接触带材,稳定带材卷取。
检查站
• 检查站由开卷机、 带材过渡台、夹送 辊装置、拉剪、检 查台、料剪等装置 组成。 • 检查站主要用于打 开待检查的卷材头 端,进行检查带材 质量。检查完之后 重新卷取。
2800mm单机架6辊CVC冷轧机
讲师:杨光领
轧机简易图
一、轧机概括
• 轧机电气部分是ABB的,机械部分是SMS。 其特点是采用6辊单机架CVC不可逆轧机,。 轧机最大轧制力为30000KN,最高轧制速 度为1500m/min,可轧最大卷重可达30t, 年产能约13万T。可轧制1—8系铝合金, 主要生产罐盖,拉环,汽车板,飞机板, 船板等产品。
轧制区域各部位功能简介
5.
6.
7.
8.
中间辊横向CVC窜动:安装于中间辊操作侧弯辊块上。 采用CVC横向窜动来优化辊缝形状 轧辊: 工作辊:直径:max490 min450 辊身长度:2800 中间辊:直径:max560 min510 辊身长度:3100 辊身形状:CVC+辊型 支承辊:直径:max1400 min1300 辊身长度:2800 轧制油喷射冷却系统:向辊缝供应轧制油,冷却工作辊, 选整性的冷却两个工作辊,利用辊身的温度变化控制带材 的板型。通过加热工作辊两边,减少边紧问题 带材偏导板:分上下两板,防止带材缠绕至工作辊上,同 时用于带材吹扫。 机架的下带材偏导含抽吸油嘴,抽下轧制线下方带材边缘 的轧制油。
• 机列速度
• 带材张力
高速段:4.2/96KN
二、轧机设备组成介绍
• • • • • • • • 准备站 入口侧 轧机本体 出口侧 卷取机 换辊装置 检查站 介质部分
准备站
• 准备站由开卷机、 压带辊、起头铲及 过渡台、夹送辊、 矫直单元、摆剪和 废料箱横移装置组 成。 • 功能作用:用于带 材开卷,剪掉厚度 超差的料头,做好 卷材轧制的准备。
轧制油系统
• • • • • • • • • • 1个循环泵 卧式离心泵 输出流量: 1000 l/min 2个系统泵 卧式离心泵 每个泵的最大输出流量: 9000 l/min 2台EBS系统用供给泵 1个冷却器 3个过滤泵(1个位备用)卧式离心泵 输出量:1000 l/min 各种阀门 冷却水控制阀 压力控制 各式测量仪表 轧制油各种管路
(3)窜辊
(4)轧辊冷却
稀油润滑系统
稀油需求量:580l/min 流体:矿物油 油温:40℃ 油箱容积:15m³ 加热功率:4×18KW 油箱材质:碳钢带保护 冷却水入口Tmax:33℃ 冷却水需要量:50m³ /h 冷却能力:170KW
螺杆泵流量:710L/MIN 压强:7BAR 转速:1500RPM 功率:30KW 过滤器可滤过最大颗粒: 50μm 板式过滤器(双过滤器)
轧制油系统
空气净化系统
空气净化系统
板形调控手段 (1)轧辊倾斜 机架传动侧及操作侧各有一个主液压缸,两缸间的相对 位置决定了辊缝的倾斜程度,用来消除非对称性的板形缺陷, 如楔形,单边浪。 (2)弯辊 通过调整弯辊力的大小来改变工作和中间辊辊的挠度, 可较好的消除对称板形缺陷,如中间浪,双边浪等。 正弯 负弯