刀片材质对照
刀刃材料:常用钢材举例说明
刀刃材料:常用钢材举例说明世界上的刀具制造商使用几十种类型的钢材来制造刀片,哪一种能得到你的青睐?我们来看看世界上较为流行的刀具品牌使用的十种钢材,以帮助您选择正确的刀片材料。
三个主要属性特征使钢材有了区别——耐腐蚀性、硬度和韧性。
420HC钢420HC钢在420的基础上添加多一些的碳(HC为“high carbon”高碳)。
虽然增加了一些碳,但是它仍然只含有非常低的碳含量,钢材中的硬微晶体提供了刀具稳定和锋利边缘所需的硬度。
420HC的刃口保持性不是特别优秀,但是它具有相对较好的抗污染性(防锈)、韧性以及良好的耐磨性。
另外,巴克的420HC,它是使用专有热处理生产的。
这种钢材实际上相当不错,是一种价格低廉的钢材,性能就像中等价位的钢材一样。
1095钢这是一种高碳钢(非不锈钢),应用十分广泛,韧性非常好,但是不耐锈,因此在使用时经常被涂覆上涂层,特别是在直刀中。
在大量的传统风格的折刀中也多使用1095,热处理后,硬度会变得相当不错。
1095是一种低成本、坚韧的钢材,自第二次世界大战中以来,1095的性能发生了很大的变化,在技术和热处理方面有很大的调整。
CRKT Foresight使用的Aus 8钢AUS-8钢AUS-8是一种较常见的不锈钢,在世界各地的许多地方使用,AUS-8是一种高碳低硌不锈钢,足够坚硬、足够坚韧、耐锈、锐利度的保持度相当不错。
8Cr13MoV(任何CR系列)钢这是中国生产的钢材,9Cr这个是系列的顶端(有一些国外刀友认为9Cr比AUS-8还好)。
而8Cr,比AUS-8差一点,更容易腐蚀,而且硬度并不是很高,但是价格非常便宜,从价值的角度来说,它是一个真正的赢家。
1.4116钢这是用于瑞士军刀的钢材,它是初学者的优秀钢材,特别耐腐蚀,硬度非常好。
十分容易锐化,可以在几分钟内将其恢复到剃刀级别的水平。
154CM钢虽然不是粉末钢(使用超纯净的钢,加热压制在一起的微晶钢制造方法),但是154CM被广泛地用于比较好的刀。
刀片材质分类
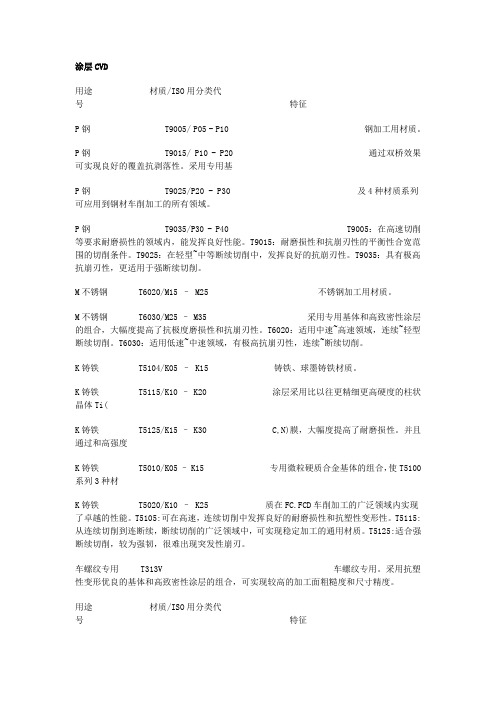
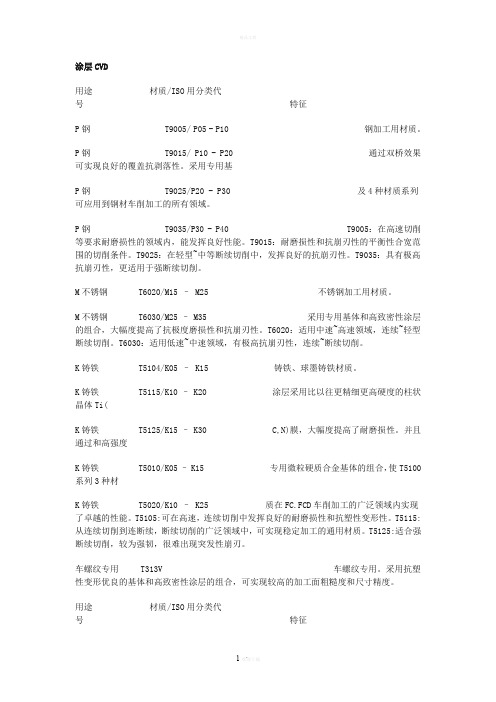
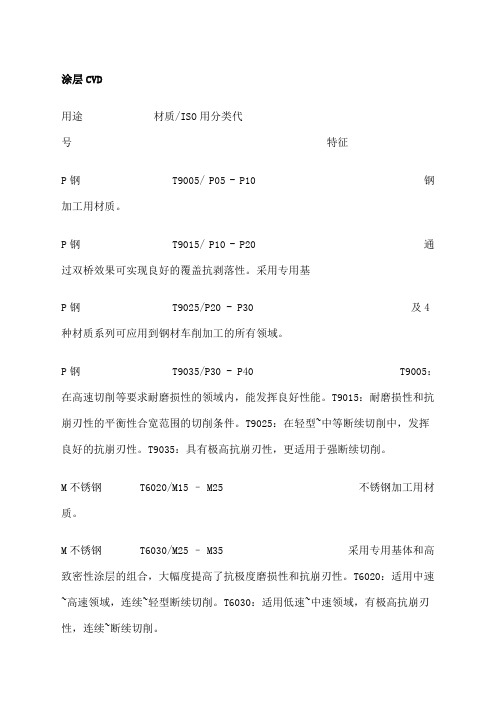
刀片材质分类Company Document number:WTUT-WT88Y-W8BBGB-BWYTT-19998涂层CVD用途材质/ISO用分类代号特征P钢 T9005/ P05 - P10 钢加工用材质。
P钢 T9015/ P10 - P20 通过双桥效果可实现良好的覆盖抗剥落性。
采用专用基P钢 T9025/P20 - P30 及4种材质系列可应用到钢材车削加工的所有领域。
P钢 T9035/P30 - P40 T9005:在高速切削等要求耐磨损性的领域内,能发挥良好性能。
T9015:耐磨损性和抗崩刃性的平衡性合宽范围的切削条件。
T9025:在轻型~中等断续切削中,发挥良好的抗崩刃性。
T9035:具有极高抗崩刃性,更适用于强断续切削。
M不锈钢 T6020/M15 – M25 不锈钢加工用材质。
M不锈钢 T6030/M25 – M35 采用专用基体和高致密性涂层的组合,大幅度提高了抗极度磨损性和抗崩刃性。
T6020:适用中速~高速领域,连续~轻型断续切削。
T6030:适用低速~中速领域,有极高抗崩刃性,连续~断续切削。
K铸铁 T5104/K05 – K15 铸铁、球墨铸铁材质。
K铸铁 T5115/K10 – K20 涂层采用比以往更精细更高硬度的柱状晶体Ti(K铸铁 T5125/K15 – K30 C,N)膜,大幅度提高了耐磨损性。
并且通过和高强度K铸铁 T5010/K05 – K15 专用微粒硬质合金基体的组合,使T5100系列3种材K铸铁 T5020/K10 – K25 质在车削加工的广泛领域内实现了卓越的性能。
T5105:可在高速,连续切削中发挥良好的耐磨损性和抗塑性变形性。
T5115:从连续切削到连断续,断续切削的广泛领域中,可实现稳定加工的通用材质。
T5125:适合强断续切削,较为强韧,很难出现突发性崩刃。
车螺纹专用 T313V 车螺纹专用。
采用抗塑性变形优良的基体和高致密性涂层的组合,可实现较高的加工面粗糙度和尺寸精度。
硬质合金刀片牌号大全和型号的识别说明
硬质合金刀片牌号大全和型号的识别说明内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.按晶粒大小区分,可分为普通硬质合金、细晶粒硬质合金和亚细、超细晶粒硬质合金,新推出的双晶硬质合金。
型号厂家不同型号不同。
硬质合金刀片,是由硬质合金制成,硬质合金是由难熔金属的硬质化合物和粘结金属通过粉末冶金工艺制成的一种合金材料。
硬质合金刀具型号:1、整体硬质合金刀具类,包含麻花钻,铣刀,铰刀,镗刀,铣刀片,球头铣刀,锯片铣刀,锥度铣刀,光面塞规,圆棒及阶梯钻。
2、镶合金刀具类,包含铰刀、螺旋立铣刀,钻扩成型刀,汽车轮毂刀,三面刃,T型铣刀和各种成型刀。
3、可转位刀具类,包括硬质合金可转位立铣刀,可转位面铣刀,可转位燕尾铣刀和可转位三面刃。
4、高速钢刀具类,包括高速钢成型铣刀,左旋钻,球面铣刀,钴高速钢刀具及各种非标成型高速钢刀具。
5、行业专用刀具类,包含汽车行业专用刀、动员机行业专用刀、缝纫机行业专用刀、模具行业专用刀、纺机业专用刀和印制线路板行业专用刀。
硬质合金车刀是以硬质合金刀片与碳钢材料刀杆焊接而成,具有较高的硬度、耐磨性与耐热性,硬质合金刀片是用高耐磨和高耐热的WC(碳化钨)、TiC(碳化钛)、TaC(碳化钽)和Co(钴)粉末经高温烧结而成,常用的硬质合金刀片有以下几类:1)钨钴(WC+Co)类刀片钨钴类刀片,国内标称YG类,对应的国际标称K类,此类合金刀片用于加工产生短切屑的黑色金属、有色金属及非金属材料,如铸铁、铝合金、铜合金、塑料、硬胶木等。
常用的牌号有YG3、YG6、YG8等,2)钨钛钴(WC+TiC+Co)类刀片钨钛钴类刀片,国内标称YT类,对应的国际标称P类此类合金刀片用于加工产生长切屑的金属材料,如钢、铸钢、可锻铸铁、不锈钢、耐热钢等。
刀具的几种选材

刀具给你个介绍几种参考:W6Mo5Cr4V2;硬度63HRC,可用于制造各种承受冲击力较大的刀具、一般刀具大型及热塑成形刀具,也可作高负荷下的磨损的零件、冷作模具等。
5Cr5WMoSiV,硬度25.58HRC;5Cr5wMoSiV钢超长剪切刀片采用井式炉低温淬火处理后,刀片性能优良,变形符合要求。
经生产应用,5Cr5WMoSiV钢剪切刀片工作寿命是5CrW2Si钢刀片的 2.5倍以上,而且FAG轴承失效形式为正常磨损,不会出现早期剥落等早期失效现象H13K,硬度60-63HRC,新型高合金材质剪刃、其具有高强度、高硬度、高韧性、高淬透性等特点,在使用中表现出极佳的性能。
在中厚板、棒材、螺纹钢、冷带轧钢和大直径园盘剪刀片使用过程中,被剪切材料切口平整光滑、无毛刺、使用寿命长等,都不同程度的表现出新型材质剪刃的优越性,从而提高剪切质量和效率,减轻劳动强度,通常剪切量为原有材质的2-5倍。
4Cr5MoV1Si,硬度55HRC,具有中等耐磨损能力、中等和高的切削加工性。
它能广泛应用于制造热挤压模具、压铸模具、热切边模、热锻模和热冲孔模具等,有的场合还可用于制造塑料模具。
Cr12MoV,硬度60-62HRC,有高淬透性,截面为 300 ~ 40 0㎜以下者可以完全淬透,在 300 ~40 0℃时仍可保持良好硬度和耐磨性,韧性较Cr12 钢高,淬火时体积变化最小。
可用来制造断面较大、形状复杂、经受较大冲击负荷的各种模具和工具。
W18Cr4V,硬度>63HRC,高速工具钢简称高工钢或高速钢,俗称“锋钢”或“风钢”,是一种适于高速切削的高碳高合金工具钢。
其突出特点是具有很高的硬度、耐磨性及热硬性(也称红硬性),当刃具温度高达500~600摄氏度左右时,硬度仍无明显下降,能以比低合金刃具钢更高的速度进行切削,主要用于制造切削速度高、负荷重、工作温度高的各种切削刀具。
刀片材质 刀片材质总结

CA5525
CA5535
CA5025
CR7015
CR7025
CR9025
PR915
PR930
PR630
PR660
CA6015 CR7015
CR9025
PR915
PR930
PR630
PR660
CA4010 CA4115 CA4120
CR7015
KA30 A65 A66N KS500 KS6000
硬质合金 CBN
总
TN30
TN30
结
TN系列
TN60
TN60
TN60
TN90
TN90
TC系列 瓷
金 超微颗粒瓷金
TC40
TC60
TN6020
TC60 TN6020
TC40
PV7020
PV7020
PV系列
PV30 PV60
PV60
PV30
PV90
PV90
CA系列
涂
பைடு நூலகம்
层
硬
质 合
CR系列
金
PR系列
陶瓷
CA5505
CA5515
KW10 KBN65B
KBN900
被加工材料
切削范围
精加工
JIS(日本工业规格)分类 N01
涂质 CA系列
层合 CR系列 硬金
PR系列
陶瓷
硬质合金
非铁材料 (铝/非铁金属)
N10
N20
KW10
CBN
金刚石
KPD001 KPD025 KPD010
KPD002
粗加工 精加工
N30
S01
难于加工材料 (钛合金/镍合金)
刀片材质分类
涂层CVD用途材质/ISO用分类代号特征P钢 T9005/ P05 - P10 钢加工用材质。
P钢 T9015/ P10 - P20 通过双桥效果可实现良好的覆盖抗剥落性。
采用专用基P钢 T9025/P20 - P30 及4种材质系列可应用到钢材车削加工的所有领域。
P钢 T9035/P30 - P40 T9005:在高速切削等要求耐磨损性的领域内,能发挥良好性能。
T9015:耐磨损性和抗崩刃性的平衡性合宽范围的切削条件。
T9025:在轻型~中等断续切削中,发挥良好的抗崩刃性。
T9035:具有极高抗崩刃性,更适用于强断续切削。
M不锈钢 T6020/M15 – M25 不锈钢加工用材质。
M不锈钢 T6030/M25 – M35 采用专用基体和高致密性涂层的组合,大幅度提高了抗极度磨损性和抗崩刃性。
T6020:适用中速~高速领域,连续~轻型断续切削。
T6030:适用低速~中速领域,有极高抗崩刃性,连续~断续切削。
K铸铁 T5104/K05 – K15 铸铁、球墨铸铁材质。
K铸铁 T5115/K10 – K20 涂层采用比以往更精细更高硬度的柱状晶体Ti(K铸铁 T5125/K15 – K30 C,N)膜,大幅度提高了耐磨损性。
并且通过和高强度K铸铁 T5010/K05 –K15 专用微粒硬质合金基体的组合,使T5100系列3种材K铸铁 T5020/K10 – K25 质在FC.FCD车削加工的广泛领域内实现了卓越的性能。
T5105:可在高速,连续切削中发挥良好的耐磨损性和抗塑性变形性。
T5115:从连续切削到连断续,断续切削的广泛领域中,可实现稳定加工的通用材质。
T5125:适合强断续切削,较为强韧,很难出现突发性崩刃。
车螺纹专用 T313V 车螺纹专用。
采用抗塑性变形优良的基体和高致密性涂层的组合,可实现较高的加工面粗糙度和尺寸精度。
用途材质/ISO用分类代号特征P钢 T3030/P20 – P40 钢,不锈钢加工用材质。
刀片材质分类
涂层CVD用途材质/ISO用分类代号特征P钢 T9005/ P05 - P10钢加工用材质。
P钢 T9015/ P10 - P20通过双桥效果可实现良好的覆盖抗剥落性。
采用专用基P钢 T9025/P20 - P30及4种材质系列可应用到钢材车削加工的所有领域。
P钢 T9035/P30 - P40 T9005:在高速切削等要求耐磨损性的领域内,能发挥良好性能。
T9015:耐磨损性和抗崩刃性的平衡性合宽范围的切削条件。
T9025:在轻型~中等断续切削中,发挥良好的抗崩刃性。
T9035:具有极高抗崩刃性,更适用于强断续切削。
M不锈钢 T6020/M15 – M25不锈钢加工用材质。
M不锈钢 T6030/M25 – M35采用专用基体和高致密性涂层的组合,大幅度提高了抗极度磨损性和抗崩刃性。
T6020:适用中速~高速领域,连续~轻型断续切削。
T6030:适用低速~中速领域,有极高抗崩刃性,连续~断续切削。
K铸铁 T5104/K05 – K15铸铁、球墨铸铁材质。
K铸铁 T5115/K10 – K20涂层采用比以往更精细更高硬度的柱状晶体Ti(K铸铁 T5125/K15 – K30 C,N)膜,大幅度提高了耐磨损性。
并且通过和高强度K铸铁 T5010/K05 –K15专用微粒硬质合金基体的组合,使T5100系列3种材K铸铁 T5020/K10 – K25质在FC.FCD车削加工的广泛领域内实现了卓越的性能。
T5105:可在高速,连续切削中发挥良好的耐磨损性和抗塑性变形性。
T5115:从连续切削到连断续,断续切削的广泛领域中,可实现稳定加工的通用材质。
T5125:适合强断续切削,较为强韧,很难出现突发性崩刃。
车螺纹专用 T313V车螺纹专用。
采用抗塑性变形优良的基体和高致密性涂层的组合,可实现较高的加工面粗糙度和尺寸精度。
用途材质/ISO用分类代号特征P钢 T3030/P20 – P40钢,不锈钢加工用材质。
数控刀片型号与材质
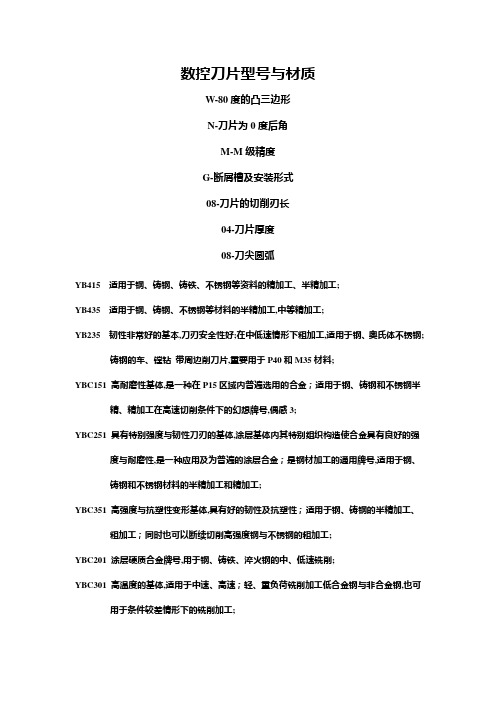
数控刀片型号与材质W-80度的凸三边形N-刀片为0度后角M-M级精度G-断屑槽及安装形式08-刀片的切削刃长04-刀片厚度08-刀尖圆弧YB415 适用于钢、铸钢、铸铁、不锈钢等资料的精加工、半精加工;YB435 适用于钢、铸钢、不锈钢等材料的半精加工,中等精加工;YB235 韧性非常好的基本,刀刃安全性好;在中低速情形下粗加工,适用于钢、奥氏体不锈钢;铸钢的车、镗钻带周边削刀片,重要用于P40和M35材料;YBC151 高耐磨性基体,是一种在P15区域内普遍选用的合金;适用于钢、铸钢和不锈钢半精、精加工在高速切削条件下的幻想牌号,偶感3;YBC251 具有特别强度与韧性刀刃的基体,涂层基体内其特别组织构造使合金具有良好的强度与耐磨性,是一种应用及为普遍的涂层合金;是钢材加工的通用牌号,适用于钢、铸钢和不锈钢材料的半精加工和精加工;YBC351 高强度与抗塑性变形基体,具有好的韧性及抗塑性;适用于钢、铸钢的半精加工、粗加工;同时也可以断续切削高强度钢与不锈钢的粗加工;YBC201 涂层硬质合金牌号,用于钢、铸铁、淬火钢的中、低速铣削;YBC301 高温度的基体,适用于中速、高速;轻、重负荷铣削加工低合金钢与非合金钢,也可用于条件较差情形下的铣削加工;YBC401 极好韧性基体,适用于对钢及铸造不锈钢的中等及重型铣削加工;YBM151 涂层基体内存在特别组织构造,具有良好的切削强度与耐磨性,合适于在切削条件较好情形下进行不锈钢的精加工、半精加工;YBM251 通用性极好的涂层牌号合金,具有良好的韧性与耐磨性,优先用于在持续切削与断续切削条件下不锈钢的半精加工到粗加工;YBM351 有极好的切削强度与抗冲击性能及非常好的耐磨性,实用于车加工和镗加工不锈钢及在P30加工范畴内资料的低速重负荷粗加工;YBM252 具有良好韧性与耐磨性,适用于精车、镗加工和轻型铣削不锈钢及钻加工铸铁不锈钢合金铸铁,也可用于中、低速切断与切槽;YBM301 涂层硬质合金牌号,用于不锈钢、耐热合金、低碳钢的中高速铣削;YBM401 涂层硬质合金牌号,用于不锈钢、耐热合金、低碳钢的中低速铣削;YBD051 基体能蒙受高温而不产生塑性变形;适用于球墨铸铁、高强度可锻铸铁和灰口铸铁的精加工;YBD052 是专为高速切削灰口铸铁时获得最佳耐磨性而优化的,这是其能利用于过往由陶瓷牌号主宰的范畴;YBD102 专为高速切削球墨铸铁时在耐磨性和抗剥落性之间取得最佳平衡而优化的;YBD151 拥有极好的高温性能和高耐磨性是加工球墨铸铁与灰口铸铁的首选牌号,容许较高的切削速度;YBD152 适合于铸铁中高速车削加工,在中速时还能蒙受稍微断续切削;此牌号利用于铸铁的铣削时也有较强的通用性;YBD251 是球墨铸铁、灰口铸铁粗加工的幻想排好;YBD252 耐磨性和韧性能良好联合,适用于有韧性请求的铸铁例如球墨铸铁的中低速温式铣削,也合适断续条件下的车削加工;YBG102 合适于轻、中等负荷铣削加工特殊实用于铸铁;YBG201 具有良好的韧性和耐磨性,对加工钢、不锈钢和铸铁拥有良好的性能,是高质量的螺纹加工专用牌号也用于钻削加工;YBG202 适用于各类被加工材料的轻、中等到负荷铣削以及不锈钢和高温合金的精、半精车削加工;YBG302 合适于各类被加工材料的中等负荷铣削和孔加工、不锈钢和高温合金的半精、粗车削加工、切断、切槽加工,实现了安全性和耐磨性能的完善联合;YNG051 进步了化学稳固性和耐磨性,联合锐利的切削刃应用,无论在高速成和低速条件下都能进步加工表面质量;适用于P10-P20类材料及不锈钢;铸铁的精加工;YNG151 与YNG051相比,一个老板的三句忠言,韧性更好,具有更好的抗塑性变形和抗积屑瘤性,适合于P10-P20类材料及不锈钢、铸铁的半精及精加工;YNG251 与YNG051相比,韧性更好,具有极好的抗塑性变形和抗积屑瘤性,适合于P10-P20类材料及不锈钢、铸铁的半精及粗加工;YC10 实用于刚,铸钢的精加工和半精加工,宜采取较高切削速度和中、小进给量,也可做仿形车和螺纹车削;YC30 用于钢的粗加工,宜采取中等切削速度和交大进给量,能在不利条件下工作;YC40 用于钢、铸钢的强力切削减,宜在恶劣的条件下采取低速切削和大给量切削加工;YD051 适用于铸铁,有色金属的精加工;YD101 适用于铸铁、有色金属的精加工、半精加工、亦可加锰钢,淬火钢等硬材料;YD201 用于铸铁、耐热合金的半精加工及铝材的半精加工粗加工,亦是铝材铣削的首选牌号也应用于塑料、橡胶、木头等非金属资料加工;特殊适用与航空产业有锋利刀刃请求道具;宜采用中切削速度和较大进给量;具有良好的耐磨性和韧性;。
刀具材质
基层:
6%Co Grade
The TiAlN 的优点
3000 2500
TiCN
¬ Ï ² È Î Ê Ó ¶
2000 1500 1000 500 0 200 400 600 800
TiAlN TiN
1000
Â È Î ¶ (C)
KC9215
适用于连续切削,半精加工不锈钢加工。加工低碳钢合金的效果甚佳
KENLOC 刀片材质
Steel 不锈钢 Cast Iron Non Ferrous High Temp. Alloy Hardened Materials
耐磨性
KT315 KC9010 KC9025 KC9040
KT315 KC5010 KC9225 KC9240 KC9245
KT315
KD100
Structure
基层:
TiCN (63%)
KC5010 ( KC7310 )
适用于高温合金,钛合金的半精加工,与传统的PVD涂层材质相比 KC5010具备了更高速的切削的能力
涂层: PVD TiAlN
Structure
•用于毛胚成型甚好. •非常好的抗变形能力. •KC730的升级产品. •效率高于 KC730 20至 30倍 •刃口坚固.
涂层: MT-CVD TiN Al2O3 3x MT-TiCN / TiN (中等温度)
tot 11,5µm
Structure
•后抛光工艺 . •Alumina 抗月牙洼. •MT-TiCN 侧向具备良好耐磨性FLANK RESISTANC •基层与KC935,KC9025相同 •加工低碳钢的首选材质.
Structure
基层: 5.75% 富钴层
KC9240 ( 850 CV )
户外刀具常用钢材的对比
户外刀具常用钢材的对比第一篇:户外刀具常用钢材的对比户外刀具常用钢材的对比喜爱野外求生运动的朋友都会对户外刀有割舍不了的情感,只是由于平时诸多条件因素的限制,对于有关户外刀具的知识了解非常有限,所以我就想把我所知道的写出来与爱刀的朋友们分享。
刀刃的钢材最好是高碳不锈钢,虽然在硬度与韧性方面,高碳钢是最出色的,但考虑到刀子的保养问题,高碳不锈钢无疑是上选。
产品好不好,首先取决于它用什么造的。
一开始就用最好的材料来生产,在实际应用中,它会给产品带来最精彩的表现和最高层次的成功。
所以当今世界上高品质的刀绝大多数都选取用高碳不锈钢。
最常见的不锈钢材质:1.440A-440B-440C440系列为含碳量和硬度由A-B-C逐次增加(A-0.6-0.75%,B-0.75-0.95%,C-0.951.2%)。
440C 是一种比较优秀的高端不锈钢,硬度通常达到56-58 Rc。
这三种钢材的抗锈能力都不错,440A最好,而440C相比最低。
SOG SEAL 2000用的是440A,Randall 用440B 来生产他们的不锈钢刀具。
440C 用的非常普遍,大多数美国刀具以及部分欧洲刀具大多采用440C。
如果你的刀标有“440”,那么它很可能比440A便宜;如果厂商用更贵的440C,他们会很愿意宣传这一点。
普遍感觉440A对于日常使用来说刚刚好,尤其是经过优质热处理的440A。
440B更加结实,而440C是优秀的。
从品质来说,440C会低于N690CO,因为N690CO比440C有更高的钴含量。
所以在欧洲,440C作为中高端刀具使用,N690CO作为高端刀具使用在美国很多品牌,包括戈博,巴克把440C作为其高端的刀具使用。
在欧洲比如全球知名品牌FOX,其高端的军用系列刀具基本都采用N690CO,而比起民用部分的中高端刀具采用440C,在售价上N690CO的刀具售价大约是440C的一倍。
2、0C-420HC420C从系列上就看出是比440C低一档的刀具,其碳含量很低,钢材很软,达不到高碳钢的标准。
刀片材质分类

刀片材质分类Company Document number: WTUT-WT88Y-W8BBGB-BWYTT-19998涂层CVD用途材质/ISO用分类代号特征P钢T9005/ P05 - P10钢加工用材质。
P钢T9015/ P10 - P20通过双桥效果可实现良好的覆盖抗剥落性。
采用专用基P钢T9025/P20 - P30及4种材质系列可应用到钢材车削加工的所有领域。
P钢T9035/P30 — P40 T9005 :在高速切削等要求耐磨损性的领域内,能发挥良好性能。
T9015 :耐磨损性和抗崩刃性的平衡性合宽范围的切削条件。
T9025 :在轻型〜中等断续切削中,发挥良好的抗崩刃性。
T9035 :具有极高抗崩刃性,更适用于强断续切削。
M不锈钢T6020/M15 - M25不锈钢加工用材质。
M不锈钢T6030/M25 - M35采用专用基体和高致密性涂层的组合,大幅度提高了抗极度磨损性和抗崩刃性。
T6020 :适用中速〜高速领域,连续〜轻型断续切削。
T6030 :适用低速〜中速领域,有极高抗崩刃性,连续〜断续切削。
K铸铁T5104/K05 - K15铸铁、球墨铸铁材质。
K铸铁T5115/K10 - K20涂层采用比以往更精细更高硬度的柱状晶体Ti(K铸铁T5125/K15 - K30 C,N)膜,大幅度提高了耐磨损性。
并且通过和高强度K铸铁T5010/K05 - K15专用微粒硬质合金基体的组合,使T5100系列3种材K铸铁T5020/K10 - K25质在车削加工的广泛领域内实现了卓越的性能。
T5105:可在高速,连续切削中发挥良好的耐磨损性和抗塑性变形性。
T5n5:从连续切削到连断续,断续切削的广泛领域中,可实现稳定加工的通用材质。
T5125:适合强断续切削,较为强韧,很难出现突发性崩刃。
车螺纹专用T313V车螺纹专用。
采用抗塑性变形优良的基体和高致密性涂层的组合,可实现较高的加工面粗糙度和尺寸精度。
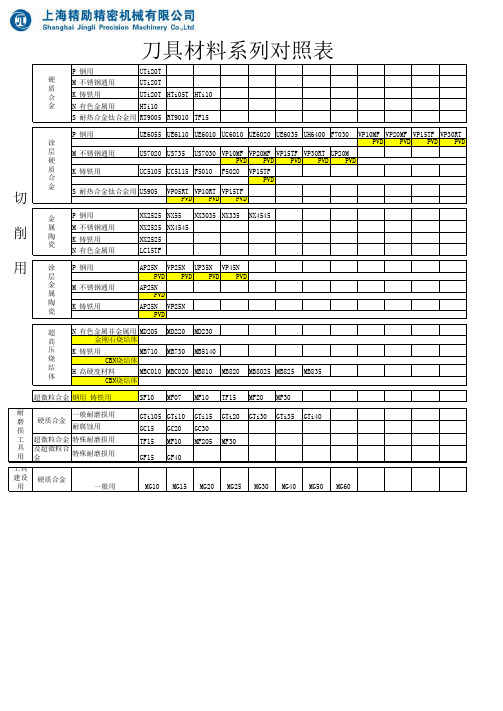
刀具材料系列对照表
GTi20 MF30
GTi30
GTi35
GTi40
GF15 GF40
MG10 MG15 MG20 MG25 MG30 MG40 MG50
MG60
AP25N PVD
AP25N VP25N PVD
超 N 有色金属非金属用 MD205 MD220 MD230
高
金刚石烧结体
压 K 铸铁用
MB710 MB730 MB5140
烧
CBN烧结体
结 体
H 高硬度材料
MBC010 MBC020 MB810 MB820 MB8025 MB825 MB835
CBN烧结体
刀具材料系列对照表
切 削 用
P 钢用
硬
M 不锈钢通用
质
合 K 铸铁用
金 N 有色金属用
UTi20T UTi20T UTi20T HTi05T HTi10 HTi10
S 耐热合金钛合金用 RT9005 RT9010 TF15
P 钢用
UE6055 UE6110 UE6010 UC6010 UE6020 UE6035 UH6400 F7030 VP10MF VP20MF VP15TF VP30RT
PVD PVD PVD
金 P 钢用
属 M 不锈钢通用
陶
K 铸铁用
瓷
N 有色金属用
NX2525 NX55 NX3035 NX335 NX2525 NX4545 NX2525 LC15TF
NX4545
涂 P 钢用
层
金 M 不锈钢通用 属
陶 瓷
K 铸铁用
AP25N VP25N UP35N VP45N PVD PVD PVD PVD
超微粒合金 钢用 铸铁用
美工刀片标准规格型号

美工刀片标准规格型号简介美工刀片是一种常用于设计、工艺制作、模型制作等领域的切割工具。
它由刀片和刀柄组成,刀片通常由高硬度的材料制成,如钢、碳化钴等。
不同的刀片规格型号适用于不同的切割任务,选用适合的刀片能够提高工作效率和切割质量。
本文将介绍一些常见的美工刀片标准规格型号,帮助你选择适合自己需求的刀片。
常见的美工刀片标准规格型号#11 刀片•材质:碳钢•规格:长度:38mm,直径:9.6mm,厚度:0.45mm•适用范围:#11刀片是最常见和最常用的美工刀片之一。
它可用于各种切割任务,如纸张、织物、橡胶、塑料、皮革、木材等。
#18 刀片•材质:碳钢•适用范围:#18刀片适用于一些细密的切割任务,如薄膜、丝线、细线等。
#22 刀片•材质:碳钢•规格:长度:18mm,直径:5.8mm,厚度:0.8mm•适用范围:#22刀片适用于一些较粗的切割任务,如塑料板、泡沫板、软木板等。
#28 刀片•材质:碳钢•规格:长度:25mm,直径:8mm,厚度:0.3mm•适用范围:#28刀片适用于一些较薄的切割任务,如纸张、软木板、织物等。
#45 刀片•材质:铝合金•适用范围:#45刀片适用于一些需要精细切割的任务,如模型制作、手工艺品制作等。
#60 刀片•材质:钛合金•规格:长度:18mm,直径:5.9mm,厚度:0.6mm•适用范围:#60刀片适用于一些需要特殊的切割任务,如切割陶瓷板、光纤等。
其他刀片除了上述常见的刀片规格型号外,还有许多其他类型的刀片,如钻石刀片、陶瓷刀片等。
这些刀片通常用于特殊的切割任务,在一些特定的领域有特殊的应用。
如何选择合适的刀片在选择刀片时,我们需要考虑以下几个因素:•切割材料:不同的材料需要不同的刀片材质和规格。
如切割硬质材料时,应选择硬度高的刀片。
•切割厚度:切割厚度较大的材料时,一般选择较厚的刀片,而切割薄膜等较薄材料时则选择较薄的刀片。
•切割精度:对于需要较高切割精度的任务,如模型制作,应选择尖锐度高的刀片。
美国肯纳刀具刀片材质表

肯纳刀片材质表:(自己收集,如有错误,请见谅)KC5510材质结构:晶粒细化的硬质合金,配以先进的PVD TiAlN涂层。
应用:KC5510是专门为高效率加工高温合金而设计的刀片材质。
超级晶粒细化的硬质合金包含6%的基结构。
具有极强的韧性。
先进的PVD涂层使刀片具有极强的抗变形能力,所以可比其它PVD涂层刀具提高两倍以上的切削速度进行加工。
KC5525材质结构:晶粒细化的高钴硬质合金,配以先进的PVD TiAlN涂层。
应用:和KC5510一样具有先进的PVD涂层,同时拥有极晶细化的硬质合金10%钴基,高含量的钴为刀片在断续切削时提供了更高的刃口安全性。
而且在高切削速度情况下保持抗变形能力,得益于同样细化的WC颗粒,可用于高温合金的中等到重型断续切削。
KU10T材质结构:极具抗变形能力的硬质合金基体。
配有先进的PVD涂层。
应用:KU10T是理想的用于半精加工的通用刀片材质。
在加工状况稳定的情况下加工大多数钢、不锈钢、铸铁、非铁金属和高合金钢时表现优良。
KU10T同样在加工淬硬钢和短屑材料时表现优良。
KU25T材质结构:具有高韧性的和高耐磨性的硬质合金基体,并配以先进的PVD涂层。
应用:KU25T是大多数工件材料理想的精加工到通用加工刀片材料。
比切断加工。
在加工状况稳定的情况下,可加工大多数钢、不锈钢、铸铁、非铁金属和高合金钢。
KU25T可以有效地加工淬硬钢和短屑工件材料。
KC8050材质结构:新研平的带有厚氧化铝涂层的富钴硬质合金刀片材质。
应用:对于大范围的工件材料(钢、不锈钢、铸铁)从粗加工到精加工都有良好的加工表现。
适应性强。
极具有耐磨性能和防止细微崩碎,使工件表面加工质量优良。
在加工钢和铸铁时,则推存使用的是具有正前角的-MP和-FP槽型。
KC9040材质结构:富钴基体的硬质合金,配以氧化铝涂层的刀片材质。
应用:适用于对刃口安全性有要求时,所有类型的钢、不锈钢和大多数工件材料的重型加工粗加工。
刀片材质

– SIALON
• 6080,etc
– CBN
铸铁、淬硬件的精加工 铸铁、冷硬铸铁的粗加工 高温合金、淬硬件粗加工 高温合金
• 7015,7020,7050,CB20,CB50,etc – 淬硬钢件、铸铁的精加工
金刚石
• CD10,etc
– 铝合金
30
铣削刀片总结
涂层硬质合金
ISO P: 4230,4240,1030,4220
18
涂层硬质合金刀具的生产工艺
19
涂层硬质合金刀具的生产工艺
20
CVD and PVD
CVD 涂层设备
PVD 设备
21
硬质合金
钢车削牌号GC4225结构
GC4005
GC4015
新 GC4225 GC4025
GC4035
ISO P01 – P15
ISO P05 – P30
ISO P10 – P35
ISO P20 – P45
22
低应力技术的涂层材料和作用
GC4225
α- Al2O3 – 化学涂层,耐磨性好;
MTCVD TiCN-coating 抗机械磨 损性优异; 富钴区,作用:强度、韧性好, 支撑刃口又保护基体;
具有良好强度和耐磨性的硬质合 金基体。
23
为什么要使用多重涂层?
“薄弱处”
单涂层
29
车削刀片总结
硬质合金 – 涂层硬质合金
• ISOP:4205,4215,4225,4235,1025,etc
– 钢件的加工
• ISOM:2015,2025,2035,1025,etc
– 不锈钢的加工
• ISOK:3205,3210,3215,etc
刀片材质分类
涂层CVD用途材质/ISO用分类代号特征P钢 T9005/ P05 - P10 钢加工用材质。
P钢 T9015/ P10 - P20 通过双桥效果可实现良好的覆盖抗剥落性。
采用专用基P钢 T9025/P20 - P30 及4种材质系列可应用到钢材车削加工的所有领域。
P钢 T9035/P30 - P40 T9005:在高速切削等要求耐磨损性的领域内,能发挥良好性能。
T9015:耐磨损性和抗崩刃性的平衡性合宽范围的切削条件。
T9025:在轻型~中等断续切削中,发挥良好的抗崩刃性。
T9035:具有极高抗崩刃性,更适用于强断续切削。
M不锈钢 T6020/M15 –M25 不锈钢加工用材质。
M不锈钢 T6030/M25 –M35 采用专用基体和高致密性涂层的组合,大幅度提高了抗极度磨损性和抗崩刃性。
T6020:适用中速~高速领域,连续~轻型断续切削。
T6030:适用低速~中速领域,有极高抗崩刃性,连续~断续切削。
K铸铁 T5104/K05 – K15 铸铁、球墨铸铁材质。
K铸铁 T5115/K10 –K20 涂层采用比以往更精细更高硬度的柱状晶体Ti(K铸铁 T5125/K15 –K30 C,N)膜,大幅度提高了耐磨损性。
并且通过和高强度K铸铁 T5010/K05 –K15 专用微粒硬质合金基体的组合,使T5100系列3种材K铸铁 T5020/K10 – K25 质在FC.FCD车削加工的广泛领域内实现了卓越的性能。
T5105:可在高速,连续切削中发挥良好的耐磨损性和抗塑性变形性。
T5115:从连续切削到连断续,断续切削的广泛领域中,可实现稳定加工的通用材质。
T5125:适合强断续切削,较为强韧,很难出现突发性崩刃。
车螺纹专用 T313V 车螺纹专用。
采用抗塑性变形优良的基体和高致密性涂层的组合,可实现较高的加工面粗糙度和尺寸精度。
用途材质/ISO用分类代号特征P钢 T3030/P20 –P40 钢,不锈钢加工用材质。
刀片分类及功能

常用于制作刀片的五类材质作者:admin发布时间:2012-11-15 17:03:13点击次数:595常用于制作刀片的五类材质一、高速钢高速钢是一种加人了较多的钨、铬、钒、相等合金元素的高合金工具钢,有良好的综合性能。
其强度和韧性是现有圆刀片材料中最高的。
高速钢的制造工艺简单,容易刃磨成锋利的切削刃;锻造、热处理变形小,目前在复杂的刀片,如麻花钻、丝锥、拉刀、齿轮刀片和成形刀片制造中,仍占有主要地位。
高速钢可分为普通高速钢和高性能高速钢。
普通高速钢,如W18Cr4V广泛用于制造各种复杂刀片。
其切削速度一般不太高,切削普通钢料时为40-60m/min。
高性能高速钢,如W12Cr4V4Mo是在普通高速钢中再增加一些含碳量、含钒量及添加钴、铝等元素冶炼而成的。
它的耐用度为普通高速钢的1.5-3倍。
粉末冶金高速钢是70年代投入市场的一种高速钢,其强度与韧性分别提高30%-40%和80%-90%.耐用度可提高2-3倍。
目前我国尚处于试验研究阶段,生产和使用尚少。
二、硬质合金按GB2075—87(参照采用ISO标准)可分为P、M、K三类,P类硬质合金主要用于加工长切屑的黑色金属,用蓝色作标志;M类主要用于加工黑色金属和有色金属,用黄色作标志,又称通用硬质合金,K类主要用于加工短切屑的黑色金属、有色金属和非金属材料,用红色作标志。
P、M、K(后面的阿拉伯数字表示其性能和加工时承受载荷的情况或加工条件。
数字愈小,硬度愈高,韧性愈差。
P类相当于我国原钨钛钴类,主要成分为WC+TiC+Co,代号为YT。
K类相当于我国原钨钴类,主要成分为WC+Co,代号为YG。
M类相当于我国原钨钛钽钴类通用合金,主要成分为WC+TiC+TaC(NbC)+Co,代号为YW。
三、涂层刀片简述涂层刀片是近20年出现的一种新型刀片材料,是刀片发展中的一项重要突破,是解决刀片材料中硬度、耐磨与强度、韧性之间矛盾的一个有效措施。
涂层刀片是在一些韧性较好的硬质合金或高速钢刀片基体上,涂覆一层耐磨性高的难熔化金属化合物而获得的。
数控刀具命名规则-及牌号(材质)详情
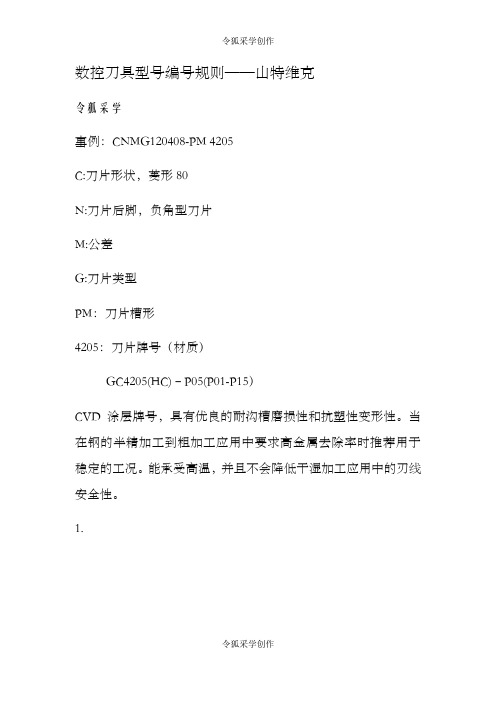
数控刀具型号编号规则——山特维克令狐采学事例:CNMG120408-PM 4205C:刀片形状,菱形80N:刀片后脚,负角型刀片M:公差G:刀片类型PM:刀片槽形4205:刀片牌号(材质)GC4205(HC)–P05(P01-P15)CVD涂层牌号,具有优良的耐沟槽磨损性和抗塑性变形性。
当在钢的半精加工到粗加工应用中要求高金属去除率时推荐用于稳定的工况。
能承受高温,并且不会降低干湿加工应用中的刃线安全性。
1.2.刀片牌号(车削)用于普通车削的牌号----P钢、铸钢、长切屑可锻铸铁。
基本牌号CT5015(HT)–P10(P01-P20)具有优良的抗积屑瘤和抗塑性变形能力的非涂层金属陶瓷牌号。
新型配方提高了韧性。
用于要求高表面质量与/或低切削力的低合金钢和合金钢的精加工。
fnxap<0.35mm2GC1125(HC)–M25(M10-M30PVD涂层微颗粒硬质合金。
推荐用于中等到低切削速度下各种不锈钢的精加工。
锋利的切削作用与优良的切削刃韧性相结合时,或要求很高的表面质量时,该牌号表现优异。
其很高的耐热冲击性能适用于轻间断切削。
GC1525(HC)-P15(P05-P25)PVD涂层金属陶瓷牌号。
具有优良的耐磨损性和刃口韧性。
用于低碳钢和低合金钢的精加工和半精加工。
适用于中等和高切削速度下要求高表面质量的场合。
fnxap<0.35mm2GC4205(HC)–P05(P01-P15CVD涂层牌号,具有优良的耐沟槽磨损性和抗塑性变形性。
当在钢的半精加工到粗加工应用中要求高金属去除率时推荐用于稳定的工况。
能承受高温,并且不会降低干湿加工应用中的刃线安全性。
GC4215(HC)-P15(P01-P30)用于精加工到粗加工的CVD涂层硬质合金牌号,适合于钢和钢铸件的连续切削至轻型间断切削应用。
梯度基体与耐磨涂层相结合,最佳化了硬度和韧性。
不论湿切削还是干切削均能承受高温,同时又不会牺牲刃线安全性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
H1P
K605
H02
K10
HTi10
EH10
EH510
G1F
TH10
KW10
KG10
KT9
CR1
WH10
H1P
H10
HM
K10*K133
KF1*K110M
THM*THM-U
890
IC20
H01
H05
K20
UTi20T
G10E
EH20
EH520
G2F
G2
KS20
KG10
KT9
CR1
WH20
H13A
A30
A30N
TX30
UX30
PW30
SR30
DX30
DX35
EX35
EX40
SM30
GK
K600
TTR
IC50M
IC54
MA2
P40
ST40E
TX40
SR30
DX35
EX45
S6
G13
IC54
M10
U10E
TU10
UMN
UM10
WA10B
H10A
K313
890
U10
M20
UTi20T
U2
TU20
DX25
分类代号
三菱
住友
东芝
京瓷
黛杰
日立
山特维克
肯纳
山高
伊斯卡
科劳伊
P01
SRU
P10
ST10P
ST15E
TX10S
SRT
WS10
S1P
P10
IC70
ST05
ST10
P20
UTi20T
ST20E
TX20
TX25
SRT
DX30
EX35
SMA
K125M
TTM
IC70
IC50M
ST10
ST15
ST20
P30
UTi20T
TX100
IC9007
NC305K
K10
UC511
UC501
UE601
UC601
AC700G
T5010
T5020
CA4010
CA4115
JC105V
JC110V
GM8015
GM8020
GC3005
GC3015
GC3115
BC3205
BC3210
KC9315
TN5015
TN7010
TX100
TX150
IC9025
NC3015
NC3020
P30
UE603
UH640
US735
AC3000
T9025
T9035
CA5525
CA5025
CA9025
JC215V
JC325V
GM8035
GM25
GC4025
GC4035
GC2025
GC305
KC8050
KC850
TN7025
TP3000
TP300
TP400
IC656
GC4005
KC9110
TN7005
TP1000
NC310
P10
UE600
UE601
UE602
UC601
AC700G
AC2000
T9015
CR7015
JC110V
JC215V
GM8015
GM8020
GM10
GC4005
GC4015
GC3115
KC9110
TN7005
TN7010
TP1000
TP2000
NX2525
CT5015
T110A
NS520
AT520
GT520
K10
TN60
TN6020
PV60
PV7020
LN10
CH350
NX2525
AP25N
CT5015
CT525
NS520
AT530
GT530
KT315
HTX
K20
CX75
NX2525
AP25N
粗体字表示PVD涂层金属陶瓷
车削用
硬质合金(车削)
GC1525
CM
T130A
T3000A
NS530
AT530
GT530
PS5
KZ205
P30
VP45N
CN20
T3000Z
NS530
M10
TN6020
TN60
PV60
PV7020
CX50
LN10
CH350
NX2525
CT5015
CT525
GC1525
CM
T110A
T2000Z
NS5ቤተ መጻሕፍቲ ባይዱ0
AT530
GT530
IC9054
NC330
P40
UE603
UH640
US735
AC3000
T9035
JC325V
JC450V
GM8035
GM30
GF30
GC4035
GC235
KC9040
TP400
TP40
IC9054
IC635
M10
US702
AC2000
T9015
CA6015
JC110V
GM10
GC2015
TN7010
IC418
IC428
NC6010
NC315K
K20
UE601
UC601
AC700G
T5020
CA4120
JC110V
JC215V
GM8020
GM25
GC3215
GC3025
KC9315
TN5020
TN7015
TP200
TX150
IC9015
K30
JC215V
GM25
KC8050
TP200
PVD涂层材料(车削)
CH350
CZ25
CZ25
AP25N
NX2525
CC115
CT5015
CT525
GC1525
CM
T2000Z
T1200A
NS520
AT520
AT530
KT175
HT2
P20
TN6020
TN90
PV90
PV7020
CX50
CX75
CH550
CZ1025
NX2525
NX335
AP25N
UP35N
CN200
KBN900
JBN330
K30
BNS800
P钢M不锈钢K铸铁N非铁金属H高硬度材料S难切削
KT315
KT125
M20
TN6020
TV90
PV90
PV7020
CX50
CX75
CH550
CZ1025
AP25N
NX2525
CN200
GC1525
T2000Z
T1200A
NS530
KT175
HT12
PS5
M30
CX75
AP25N
NX2525
T3000Z
KZ205
K01
TN30
PV30
LN10
AP25N
TP200
TX150
IC9015
NC3015
P20
UE601
UE602
UC601
AC2000
T9015
T9025
CA5515
CA5525
CA5025
CR9025
JC110V
JC215V
GM8020
GM25
GC4015
GC4025
GC2015
GC3025
LC25
KC9125
TN7015
TP2000
TP200
UM20
UMS
EX35
H13A
K68
KMF
K125M
TTM
HX
883
IC08
U20
M30
UTi20T
A30
A30N
UX30
DX25
UM30
UMS
EX40
EX45
H10F
SM30
K600
TTR
IC08
IC28
U40
M40
TU40
UM40
EX45
S6
G13
IC128
K01
HTi05T
H1
H2
TH03
KG03
IC308
IC908
P30
VP15TF
VP20MF
GH330
AH120
PR660
JC5015
CP500
IC308*IC908
IC328*IC3028
IC354
P40
AH120
GC1020
GC2145
CP500
IC328*IC3028
IC354
M10
VP10MF
EH510Z
PR630*PR915
JC5003
JC5015
GC1020
GC2035
KC5025
KC5525
KC710
CP500
IC328
IC1028
M40
GC2145