各厂家刀片材质对照表
刀片材质分类
涂层CVD用途材质/ISO用分类代号特征P钢 T9005/ P05 - P10 钢加工用材质。
P钢 T9015/ P10 - P20 通过双桥效果可实现良好的覆盖抗剥落性。
采用专用基P钢 T9025/P20 - P30 及4种材质系列可应用到钢材车削加工的所有领域。
P钢 T9035/P30 - P40 T9005:在高速切削等要求耐磨损性的领域内,能发挥良好性能。
T9015:耐磨损性和抗崩刃性的平衡性合宽范围的切削条件。
T9025:在轻型~中等断续切削中,发挥良好的抗崩刃性。
T9035:具有极高抗崩刃性,更适用于强断续切削。
M不锈钢 T6020/M15 – M25 不锈钢加工用材质。
M不锈钢 T6030/M25 – M35 采用专用基体和高致密性涂层的组合,大幅度提高了抗极度磨损性和抗崩刃性。
T6020:适用中速~高速领域,连续~轻型断续切削。
T6030:适用低速~中速领域,有极高抗崩刃性,连续~断续切削。
K铸铁 T5104/K05 – K15 铸铁、球墨铸铁材质。
K铸铁 T5115/K10 – K20 涂层采用比以往更精细更高硬度的柱状晶体Ti(K铸铁 T5125/K15 – K30 C,N)膜,大幅度提高了耐磨损性。
并且通过和高强度K铸铁 T5010/K05 –K15 专用微粒硬质合金基体的组合,使T5100系列3种材K铸铁 T5020/K10 – K25 质在FC.FCD车削加工的广泛领域内实现了卓越的性能。
T5105:可在高速,连续切削中发挥良好的耐磨损性和抗塑性变形性。
T5115:从连续切削到连断续,断续切削的广泛领域中,可实现稳定加工的通用材质。
T5125:适合强断续切削,较为强韧,很难出现突发性崩刃。
车螺纹专用 T313V 车螺纹专用。
采用抗塑性变形优良的基体和高致密性涂层的组合,可实现较高的加工面粗糙度和尺寸精度。
用途材质/ISO用分类代号特征P钢 T3030/P20 – P40 钢,不锈钢加工用材质。
美国肯纳刀具刀片材质表

肯纳刀片材质表:(自己收集,如有错误,请见谅)KC5510材质结构:晶粒细化的硬质合金,配以先进的PVD TiAlN涂层。
应用:KC5510是专门为高效率加工高温合金而设计的刀片材质。
超级晶粒细化的硬质合金包含6%的基结构。
具有极强的韧性。
先进的PVD涂层使刀片具有极强的抗变形能力,所以可比其它PVD涂层刀具提高两倍以上的切削速度进行加工。
KC5525材质结构:晶粒细化的高钴硬质合金,配以先进的PVD TiAlN涂层。
应用:和KC5510一样具有先进的PVD涂层,同时拥有极晶细化的硬质合金10%钴基,高含量的钴为刀片在断续切削时提供了更高的刃口安全性。
而且在高切削速度情况下保持抗变形能力,得益于同样细化的WC颗粒,可用于高温合金的中等到重型断续切削。
KU10T材质结构:极具抗变形能力的硬质合金基体。
配有先进的PVD涂层。
应用:KU10T是理想的用于半精加工的通用刀片材质。
在加工状况稳定的情况下加工大多数钢、不锈钢、铸铁、非铁金属和高合金钢时表现优良。
KU10T同样在加工淬硬钢和短屑材料时表现优良。
KU25T材质结构:具有高韧性的和高耐磨性的硬质合金基体,并配以先进的PVD涂层。
应用:KU25T是大多数工件材料理想的精加工到通用加工刀片材料。
比切断加工。
在加工状况稳定的情况下,可加工大多数钢、不锈钢、铸铁、非铁金属和高合金钢。
KU25T可以有效地加工淬硬钢和短屑工件材料。
KC8050材质结构:新研平的带有厚氧化铝涂层的富钴硬质合金刀片材质。
应用:对于大范围的工件材料(钢、不锈钢、铸铁)从粗加工到精加工都有良好的加工表现。
适应性强。
极具有耐磨性能和防止细微崩碎,使工件表面加工质量优良。
在加工钢和铸铁时,则推存使用的是具有正前角的-MP和-FP槽型。
KC9040材质结构:富钴基体的硬质合金,配以氧化铝涂层的刀片材质。
应用:适用于对刃口安全性有要求时,所有类型的钢、不锈钢和大多数工件材料的重型加工粗加工。
刀剑常用材料
刀剑常用材料刀剑常用材料1、440-C : 美国优质不锈钢材, 含铬量高达16-18%。
经熟处理後可达HRc58之硬度。
2、154CM : 美国优质不锈钢材, 铬含量达15%, 钼含量达15%, 钼含量达4%; 故定名为154CM。
经热处理後可达HRc60~61之硬度。
3、ATS-34 : 日本“日立金属工业”针对美制154CM 而开发之优质不锈钢, 用料和成份与154CM相近, 而各方面之性能皆达至154CM 之标准,, 但价格则较廉, 被业内认定为最佳刀具钢材之一, 现已成为手制及优质厂制刀具应用之主流。
经热处理後可达HRc60~61硬度。
4、AUS8(8A) : 日本“爱知制钢”所开发之优质不锈钢材, 耐蚀性, 刀锋耐损性及韧性皆达优异水平, 多被应用於日本制之优质刀具。
AUS 钢种分为10A (含碳量约1%), 8A (含量0.8%) 及6A (含碳量约0.6%) 三种。
8A 经热处理後HRc58~59之硬度。
5、Hi-Speed T ool Steel (高速工具钢): 高度加工制成成之工具钢材, 含碳量高, 而含铬量则低(约4%), 故打磨钢材表面之光泽较暗, 经热处理後可达HRc62之高硬度, 但耐锈性能不甚佳。
6、Cowry X(RT-6): 日本大同特殊纲(株)於1993年开发之超级粉末系合金钢材, 为近代日本冶金技术的新突破, 现已被日本刀匠们应用於大型砍伐刀具, 钢材含碳量高达3%, 经热处理後可得HRc67之高硬度。
7、Cowry Y(CP-4): 日本大同特殊钢(株) 於1993年开发之优质粉末系合金钢材, 含碳量达1.2%, 更罕有地混入金属元素 "钶" 达0.2%, 经热处理後可达HRc63之高硬度, 却仍保有极佳之延展性能。
8、VG10 : 日本“武生特制钢”之不锈钢材, 含碳量约1%, 含钼1.2%及钴1.5%, 经热处理後可达HRc60-62之硬度。
国内常见模具钢牌号对照表

STD61
韩国重工
热作模具钢
近似H13
具有良好的高温强度和韧性,用于压铸、热挤压、热冲压模
35
W302
奥地利百禄
热作模具钢
近似H13
用于铝、锌合金热挤压、热冲压模
36
420SS
美国AISI
耐蚀塑料模具钢
4Cr13
X38C13
马氏体型不锈钢
37
440C
美国AISI
耐蚀塑料模具钢
11Cr17
SUS440C
出厂硬度HRC27~34,,硬度均匀,耐磨性好,用于各种家用电器外壳模具
55
M202
奥地利百禄
预硬化塑料模具钢
P20型
出厂硬度HRC30~34,可进行电加工
56
M238
奥地利百禄
镜面塑料模具钢
P20+Ni型
出厂硬度HRC30~34,镜面抛光性好,M238H更高级
57
M300
奥地利百禄
耐蚀镜面塑料模具钢
NIMAX 40RC一胜百后灯灯罩抛光性好、皮纹效果好
718HH 35~39RC一胜百后灯灯罩抛光性好、皮纹效果好
718S 30~35RC一胜百寿命要求中等的模具抛光性较好、皮纹效果好
718 28~33RC一胜百寿命要求中等的模具抛光性较好、皮纹效果好
618HH 36~40RC一胜百后灯灯罩后模抛光性较好、皮纹效果好
AMPCO18 192HB AMPCO导套、导向条、耐磨片自润滑性极佳、耐磨
AMPCO21 30RC AMPCO导套、导向条、耐磨片自润滑性极佳、耐磨
Welcome To
Download !!!
欢迎您的下载,资料仅供参考!
刀片材质
-
MCP3020
PVD
TiA N/
ALCrN
超多层
采用纳米级的TiA N和ALCrN的超多层覆膜“超级MCP涂层”与专
用的强韧性母材组合,是抗崩刃性和耐磨损性平衡结合的优异的
通用性材质,适用于普通钢、模具钢的普通加工。
◎
-
-
MCP3030
PVD
TiA N/
ALCrN
超多层
采用纳米级的TiA N和ALCrN的超多层覆膜“超级MCP涂层”与超
超多层
将强韧的母材与MZ涂层组合使用,适用于不锈钢加工。
-
◎
-
MZ2012
PVD
TiN+A N
超多层
将模具加工用的专用母材与MZ涂层组合使用,实现了优良耐磨性。
◎
◎
◎
MCP3010
CVD
Ti类微粒+
AL2O3
采用具有Ti类微粒覆膜的新型涂层,耐磨性和耐热龟裂性优异,
适用于普通~高速加工、湿式加工。
◎
K1
K8735
IC10
涂层说明
材质名
涂层
用途、特性
分类
P
M
K
MZ2031
PVD
TiN+A N
超多层
将耐磨损性的母材与MZ涂层组合使用,适合进行铸铁加工。
-
-
◎
MZ2033
PVD
TiN+A N
超多层
将强韧的母材与MZ涂层组合使用,可广泛应用于从普通钢到模具
钢的各种工件材料。
◎
-
-
MZ3035
PVD
TiN+A N
CR9025
KC9025
KC935
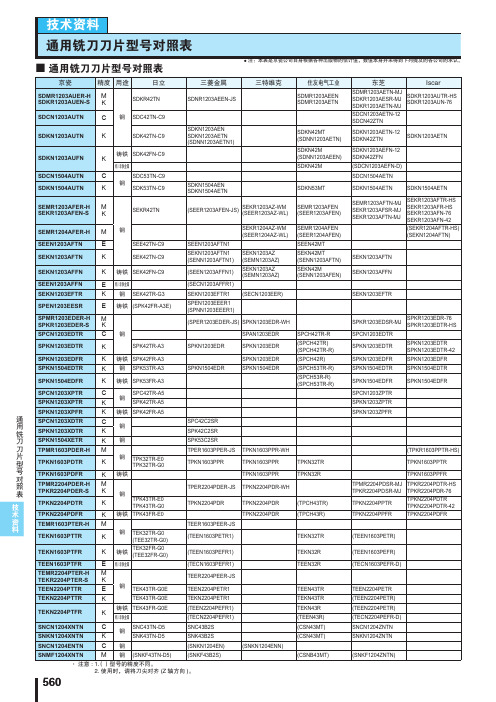
通用铣刀刀片型号对照表
TEEN1603PTFR
TEMR2204PTER-H TEKR2204PTER-S
TEEN2204PTTR
E 铝 / 非铁金属 M K E 钢 TEK43TR-G0E
(TECN1603PEFR1) TEER2204PEER-JS TEEN2204PETR1
TEEN32R TEEN43TR
(TECN1603PEFR-D) TEEN2204PETR
SPKN1203EDR SPKN1203EDR
(SPCH42TR) (SPCH42TR-R)
(SPCH42R)
SPKN1203EDTR SPKN1203EDFR
SPKN1203EDTR SPKN1203EDTR-42
SPKN1203EDFR
SPKN1504EDTR SPKN1504EDFR
K 钢 SPK53TR-A3N1603PPFR
TPMR2204PDSR-MJ TPKR2204PDTR-HS TPKR2204PDSR-MJ TPKR2204PDR-76
TPKN2204PPTR TPKN2204PPFR
TPKN2204PDTR TPKN2204PDTR-42
TPKN2204PDFR
(TEEN1603PETR) (TEEN1603PEFR)
TEKN1603PTFR
K
铸铁
TEK32FR-G0 (TEE32FR-G0)
SPC42C2SR SPK42C2SR SPK53C2SR TPER1603PPER-JS
TPKN1603PPR-WH
TPKN1603PPR
TPKN1603PPR
TPKN32TR
TPKN1603PPR
TPKN32R
TPER2204PDER-JS TPKN2204PDR-WH
世界知名品牌的刀具所采用的刀具材料
世界知名品牌的刀具所采用的刀具材料,性能及趋势。
刃材AUS-8:一种高碳低铬不锈钢,经过长时间证明具有非常优秀的折中特点;既坚硬又坚韧,既不生锈又能保持锋利长久。
ATS-34:日本钢隶属日本钢铁公司生产。
大多数手工刀采用的材料,也是名牌厂家选用之高级不锈钢材料。
ATS-34:也属于高碳钢,其硬度可做到59-61HRC,有些人以为是目前最好的刀刃钢材之一。
另外,美国的154CM钢材与ATS-34等同。
GIN-1:以前也叫G2,是一种低本钱的钢材,稍软于AUS-8。
CPM-T440V:近来被以为是超级制刀钢材,比目前市场上的所有不锈钢都经久耐用,长时间无需磨刀。
SAN MAI III(三层钢):一种昂贵的日本薄片层压钢材。
高碳含量的坚硬里层作为刀刃的中心层,两边经过回火处理的坚韧弹性层,最终的刀刃集中了良种钢材的特点,品质级佳。
其比AUS-8的坚韧性高25%。
420J:属于低碳钢,坚韧(乃至不易折断),抗冲击,抗侵蚀,能维持适度锋利,易于保养,有很多观赏刀剑用此钢材。
CARBON V:一种纯粹的碳合金钢,冷钢公司在其购买的大量高级碳钢材料中加入少量合金元素增加了这种钢材的坚韧性和持久性,然后依照严格的规格滚轧取得最好的结晶化,使刀刃变的出类拔萃440C:也是目前在高档批量刀具市场上的优质不锈钢其强度及锋利性甚于ATSD2:最近KA-BAR厂采用了D2型钢材,这是一种优质工具钢,硬度59-60HRC,深度冷处置至-120度,两次退火,其长处是坚韧和较长时间的刀刃维持性。
手柄材料鹿角(STAG):原自野生牡鹿,经火烤之后呈现轻微的烤色,是一种非常优雅的随身小折刀材料。
骨节(BONE):原自天然的动物骨头,经挑选和加工后通常有特殊纹理,并可染上各类光亮的颜色,如绿色、兰色和黑色等。
是一种最为通用的随身小折刀手柄材料。
G-10:原自玻璃纤维的积层塑胶板。
她是玻璃纤维在树脂中浸泡后再进行紧缩和烘烤而成,质地轻盈而又结实、坚硬,结构纹理为精心印制的格子花。
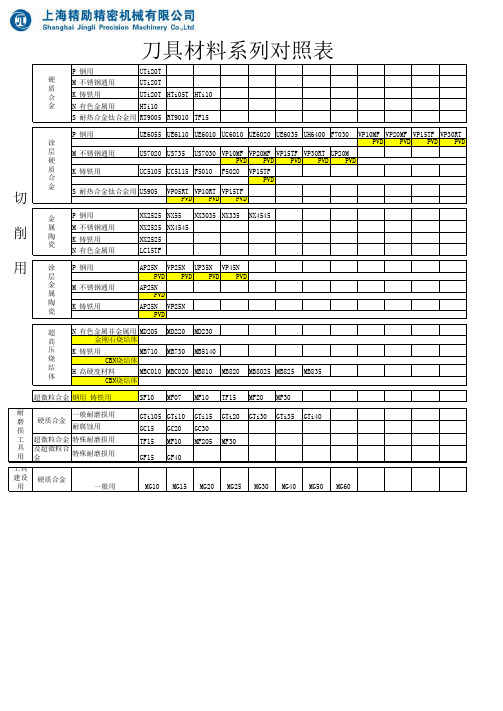
刀具材料系列对照表
GTi20 MF30
GTi30
GTi35
GTi40
GF15 GF40
MG10 MG15 MG20 MG25 MG30 MG40 MG50
MG60
AP25N PVD
AP25N VP25N PVD
超 N 有色金属非金属用 MD205 MD220 MD230
高
金刚石烧结体
压 K 铸铁用
MB710 MB730 MB5140
烧
CBN烧结体
结 体
H 高硬度材料
MBC010 MBC020 MB810 MB820 MB8025 MB825 MB835
CBN烧结体
刀具材料系列对照表
切 削 用
P 钢用
硬
M 不锈钢通用
质
合 K 铸铁用
金 N 有色金属用
UTi20T UTi20T UTi20T HTi05T HTi10 HTi10
S 耐热合金钛合金用 RT9005 RT9010 TF15
P 钢用
UE6055 UE6110 UE6010 UC6010 UE6020 UE6035 UH6400 F7030 VP10MF VP20MF VP15TF VP30RT
PVD PVD PVD
金 P 钢用
属 M 不锈钢通用
陶
K 铸铁用
瓷
N 有色金属用
NX2525 NX55 NX3035 NX335 NX2525 NX4545 NX2525 LC15TF
NX4545
涂 P 钢用
层
金 M 不锈钢通用 属
陶 瓷
K 铸铁用
AP25N VP25N UP35N VP45N PVD PVD PVD PVD
超微粒合金 钢用 铸铁用
可乐满刀片材质一览表

PVD TiN涂层
淬硬钢耐热合金
CB7050
PVD TiN涂层
铸铁耐热合金
CB20
焊接CBN
淬硬钢耐热合金
CB50
焊接CBN
铸铁耐热合金
人造金刚石(Polycerystalline)
CD
CD10
焊接金刚石
铜铝合金
CD1810
PVD涂层金刚石
同铝合金
可乐满刀片材质一览表
系列
刀片材质代号
涂层
主要加工工件材料
涂层硬质合金
(Coated carbide)
GC1000系列
GC1025
PVD车镗
M
GC1020
PVD槽螺纹钻头刀片
PMK
GC1125
PVD槽
GC1525
PVD车镗
属于Cermet 525+TiN
GC1690
PVD车镗
属于Ceramics 690+TiN
S6
P
SMA
P
SA
MK
H10
MK
H10A
MK
H10F
MK
HM
MK
陶瓷刀片
(Ceramics)
CC
CC620
Al2O3
淬硬钢
CC650
Al2O3
淬硬钢
CC690
Si3N4
铸铁
CC1690
Si3N4
铸铁
CC670
晶须陶瓷
耐热合金
CC6080
耐热合金
CC6090
铸铁
立方氮化硼(Boron nitride)
涂层硬质合金
(Coated carbide)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
主要数控刀具公司材质对照表
涂层说明
材质名涂层用途、特性
分类
P M K
MZ2031 PVD TiN+A N
超多层
将耐磨损性的母材与MZ涂层组合使用,适合进行铸铁加工。
--◎
MZ2033 PVD TiN+A N
超多层
将强韧的母材与MZ涂层组合使用,可广泛应用于从普通钢到模具
钢的各种工件材料。
◎--
MZ3035 PVD TiN+A N
超多层
将强韧的母材与MZ涂层组合使用,适用于不锈钢加工。
-◎-
MZ2012 PVD TiN+A N
超多层
将模具加工用的专用母材与MZ涂层组合使用,实现了优良耐磨性。
◎◎◎
MCP3010 CVD Ti类微粒+
AL2O3
采用具有Ti 类微粒覆膜的新型涂层,耐磨性和耐热龟裂性优异,
适用于普通~高速加工、湿式加工。
◎--
MCP3020 PVD TiA N/
ALCrN
超多层
采用纳米级的TiA N和ALCrN的超多层覆膜“超级MCP涂层”与专
用的强韧性母材组合,是抗崩刃性和耐磨损性平衡结合的优异的
通用性材质,适用于普通钢、模具钢的普通加工。
◎--
MCP3030 PVD TiA N/
ALCrN
超多层
采用纳米级的TiA N和ALCrN的超多层覆膜“超级MCP涂层”与超
强韧母材组合,抗崩刃性能优异,适用于断续加工、不锈钢加工。
-◎-
MCK3030 PVD TiA N/
ALCrN
超多层
采用纳米级的TiA N和ALCrN的超多层覆膜“超级MCP涂层”与微
粒强韧性母材组合,抗崩刃性能优异,适用于灰铸铁、球墨铸铁
的普通加工~断续加工。
--◎
MDL1 -DLC 将耐磨性强的母材与DLC(Diamond Like Carbon)涂层组合使
用,适用于铝材的加工。
---
MK01
硬质合金
(无涂层)
适用于铸铁、非铁金属的高速精加工。
--◎
MK20
硬质合金
(无涂层)
耐磨性高,适用于铸铁一般加工用。
--◎
MP30
硬质合金
(无涂层)
可广泛用于钢材的一般~重切削加工。
◎--
MT2025
金属陶瓷
(无涂层)
刃先强度高、耐崩刃性强,广泛用于从一般钢~不锈钢等的加工。
◎◎◎。