Aspen plus 节能分离过程
第四章 aspen多组分平衡级分离过程计算(一)

第 50 页
第 51 页
4.1.3 Decanter ---倾析器
Decanter 模块执行给定热力学条件下的 液-液平衡或液-游离水平衡计算,输出两股液 相产物。用于模拟液 - 液分离器、水倾析器等。
第 52 页
Decanter
第 53 页
Decanter — 模型参数(1) Decanter 模块的模型参数有 3 组:
第 8 页
Flash3 — 三相闪蒸器
Flash3 模块执行给定热力学条件下的汽-液-液平衡计算,输出一 股汽相和两股液相产物。用于模拟闪蒸器、蒸发器、汽-液-液分 离器等。
第 9 页
Decanter ---倾析器
Decanter 模块执行给定热力学条件下的液 -液 平衡或液- 游离水平衡计算,输出两股液相产物。用 于模拟液-液分离器(沉降槽,离心机)、水倾析器等。
p182
分离器
换热器(Chap 5)
Heater HeatX MHeatX Hetran Aerotran
DSTWU Distl RadFrac Extract MultiFrac SCFrac PetroFrac Rate-Frac BatchFrac
加热器/冷却器 双物流换热器 多物流换热器 与BJAC 管壳式换热器的接口程序 与BJAC 空气冷却换热器的接口程序
第 36 页
变量关系图---Plot (1)
步骤1:选择横坐标变量 在列表数据中选中一列,从窗口菜单 Plot 项的下 拉框里选择X轴变量(X-Axis Variable);
第 37 页
变量关系图---Plot (1)
第 38 页
变量关系图---Plot (2)
步骤2:选择纵坐标变量 再选中列表数据的另一列,从窗口菜单Plot项的下 拉框里选择Y轴变量(Y-Axis Variable);
南京工业大学ASPEN学习第四章多组分平衡级分离过程计算分析
第 13 页
关键组分 - Example
例如,石油裂解气分离中的C2-C3塔,其进料 组成中有甲烷、乙烯、乙烷、丙烯、丙烷和 丁烷,分离要求规定塔釜中乙烷浓度不超过 0.1%,塔顶产品中丙烯浓度也不超过0.1%, 试问其轻重关键组分分别是哪两个?
RateFrac
对各塔和多塔执行严格核算 蒸馏塔、吸收塔、汽提塔、反应系
基于流率的蒸馏 与设计。基于非平衡级计算, 统、热整合单元、石油应用例如原
不需要效率和HETPs。
油和减压单元、吸收/汽提塔组合
Extract
严格液-液萃取
使用一个溶剂模拟一个液体 物流的逆流抽提
液-液抽提塔
第 23 页
RadFrac模拟的多级气-液精馏操作
温度、压力、热负荷和气相摩尔分率中的任意两项。 需要注意的是,在闪蒸模型中不允许同时规定热负荷和
气相摩尔分率。
例4-2(P127):摩尔组 成分别为50/50的正戊烷 和正己烷混合物在55℃和 510 kPa条件下进入闪蒸 罐,闪蒸压力为95 kPa, 计算在50℃温度下达到平 衡的气相和液相产品组成。 热力学模型采用理想模型 (IDEAL)。
算法逊色。
近似算法虽然适于手算,但为了快速、准确,采用 计算机进行数值求解也已广泛应用。
第 11 页
多组分精馏的FUG简捷计算法
多组分精馏的FUG简捷计算法(Fenske– Underwood-Gilliland)
①用芬斯克(Fenske)公式估算最少理论板数和 组分分配;
②用恩特伍德(Underwood)公式估算最小回流 比;
Aspenplus模拟环丁砜萃取精馏苯乙烯工艺过程_陈会
A spenplus模拟环丁砜萃取精馏苯乙烯工艺过程陈会1,2梅智明2(11石油化工科学研究院,北京,100083;21中国石化扬子石化有限公司芳烃厂,江苏南京,210048)摘要使用A s penp l u s模拟软件对裂解汽油C8馏分萃取精馏苯乙烯工艺进行模拟计算,得出萃取精馏塔的塔板数、进料位置,同时给出主要操作参数及工况条件。
为该工艺流程的开发建立基础。
关键词模拟苯乙烯萃取精馏裂解汽油中图分类号:TQ241.2文献标识码:B文章编号:1009-9859(2009)03-0182-041前言我国苯乙烯的供应量将在很长一段时间内处于相对紧缺的状态,需要大量进口,2009年我国的苯乙烯需求将达到319M t[1]。
随着苯乙烯后续产品需求量的增加,苯乙烯的生产成为重要的制约因素。
以石脑油、柴油为原料的乙烯厂的裂解汽油中苯乙烯的质量分数约为4%~6%,传统的加工方法是将裂解汽油C6~C8馏分进行两段加氢,其中苯乙烯被饱和成为乙苯后,随二甲苯一同作为汽油调合组分,或作为C8异构化的原料。
如果从裂解汽油C8馏分中直接回收苯乙烯,不但可以廉价地获得部分苯乙烯产品,而且可以大幅度地减轻装置的加氢负荷,降低氢耗量,同时C8芳烃因不含乙苯,作为异构化原料的使用价值也相应地提高了。
从裂解C8馏分中回收苯乙烯包括原料的预处理脱苯乙炔、萃取精馏以及粗苯乙烯的精制等环节,但萃取精馏是技术关键,该工艺开发与应用前景十分广阔。
在萃取精馏苯乙烯的溶剂研究方面已经取得了一些进展。
李福民[2]等人选用环丁砜作为溶剂取得了非常好的效果,针对该工艺的应用进行的基础性研究比较多,但是工艺计算部分却非常少。
由于Aspenplus大型模拟软件具有完备的物性模型、数据库和多种精馏模型,可结合工艺自身特点,使得最终的计算结果精确可靠。
其中包括裂解汽油C8馏分中所有主要组分的模型参数,提供了该工艺模拟计算的基础,本文使用Aspenp l u s 软件模拟开发该工艺。
AspenPlus应用基础-分离过程-1

Sep 组份分离器
Sep 模块可以接受多股输 入物流,输出多股物流,并把 输入混合物中的各个组份分别 按照指定的比例分配到每一股 输出物流中去。
Sep —— 连接
Sep 模块的连接图如下:
Sep — 模型参数
Sep 模块的模型参数有 3 组: 1、设定 (Specifications)
3、液沫夹带
( Liquid Entrainment in Vapor Stream)
分别设定两个液相被夹带入汽相中 的分率。
Flash3 — 应用示例(1)
流量为 1000 kg/hr、压力为 0.11 MPa 、含乙醇30 %w、正己烷30%、水40 %w 的饱和蒸汽在蒸汽冷凝器中部分冷凝,冷 凝物流的汽/液比(摩尔)=1/9。求离开冷 凝器的汽、液、液三相的温度、质量流量 和组成。
Flash2 —— 模型参数
Flash2 模块的模型参数有 3 组:
2、有效相态 ( Valid Phase) (1) 汽-液相(Vapor-Liquid) (2)汽-液-液相(Vapor-Liquid-Liquid) (3)汽-液-游离水相
(Vapor-Liquid-Free Water) 从以上 3个参数中选定 1 个。
Flash2 — 应用示例(2)
流量为 1000 kg/hr、压力为 0.5 MPa 温度为120 ℃ 、含乙醇70 %w、水30 %w的物料绝热闪蒸到0.15 MPa。求 离开闪蒸器的汽、液两相的温度、流 量和组成。
Flash2 — 应用Байду номын сангаас例(3)
流量为 1000 kg/hr、压力为 0.2 MPa 温度为20 ℃ 、含丙酮30 %w、水70 %w的物料进行部分蒸发回收丙酮, 求丙酮回收率为90%时的蒸发器温度 和热负荷以及汽、液两相的流量和组 成。
化工流程模拟实训:Aspen_Plus教程_第7章分离单元模拟PartB
7.1 概述
模块 DSTWU Dis适用对象
使用Winn-Underwood-Gilliland 方法的多组分精馏的简捷设计模 块
确定最小回流比、最小理论板数以 及实际回流比、实际理论板数等
仅有一股进料和两股产品的简 单精馏塔
使用Edmister方法的多组分精馏 的简捷校核模块
DSTWU模块的模拟结果可给出
最小回流比(Mimimum reflux ratio) 最小理论板数(Mimimum number of stages) 实际回流比(Actual reflux ratio) 实际理论板数(Number of actual stages) 进料位置( Feed stage) 冷凝器负荷(Condenser cooling required) 再沸器负荷(Reboiler heating required) 等参数
7.2 精馏塔的简捷设计模块DSTWU
Specifications——关键组分回收率 (Key component recoveries)
(1)轻关键组分(Light key)在塔顶产品中的摩尔回 收率
塔顶产品中的轻关键组分摩尔流率/进料中的轻关键组分摩尔流率
(2)重关键组分(Heavy key)在塔顶产品中的摩尔回 收率
计算产品组成
仅有一股进料和两股产品的简 单精馏塔
单个塔的两相或三相严格计算模 块
精馏塔的严格核算和设计计算
普通精馏、吸收、汽提、萃取 精馏、共沸精馏、三相精馏、 反应精馏等
Extract 液-液萃取严格计算模块 MultiFrac 严格法多塔蒸馏模块
液-液萃取严格计算
萃取塔
对一些复杂的多塔进行严格核算和 原油常减压蒸馏塔、吸收/汽提
所需理论板数,均不包括再
第四章 aspen多组分平衡级分离过程计算(一)
第 10 页
Sep --- 组份分离器
Sep 模块可以接受多股输入物流,输出多 股物流,并把输入混合物中的各个组份分别按 照指定的比例分配到每一股输出物流中去。
第 11 页
第 12 页
4.1.2 闪蒸的理论模型
单级蒸馏过程,使进料混合物部分汽化或冷凝得到含易挥发 组分较多的蒸汽和含难挥发组分较多的液体。
简单分离单元模型:Separators
塔设备单元模型:Columns
第 6 页
简单分离单元模型包含五个模块:
两相闪蒸器: Flash2
三相闪蒸器:Flash3
倾析器:Decanter
组份分离器:Sep
两出口组份分离器:Sep2
第 7 页
Flash2 两相闪蒸器
Flash2 模块执行给定热力学条件下的汽-液平衡或汽-液液平衡计算,输出一股汽相和一股液相产物。用于模拟闪蒸 器、蒸发器、分液罐等。
固体
Crystallizer Crusher Screen FabFl Cyclone Vscrub ESP HyCyc CFuge Filter SWash CCD User User2
除去混合产品的结晶器 固体粉碎器 固体分离器 滤布过滤器 旋风分离器 文丘里洗涤器 电解质沉降器 水力旋风分离器 离心式过滤器 旋转真空过滤器 单级固体洗涤器 逆流倾析器 用户提供的单元操作模型 用户提供的单元操作模型
i 1 i 1
c
c
热量衡算式(Heat balance)
FH F Q LH L VHV
其他关联式 : 相平衡常数(Ki) 气相摩尔焓(HV) 液相摩尔焓(HL)
第 14 页
流股输入表单
第 15 页
第四章ASPENPLUS多组分平衡级分离过程计算(四)精品PPT课件
RadFrac — 塔板核算(Tray rating)
第 22 页
RadFrac — 塔板核算(Tray rating)
第 23 页
RadFrac — 塔板核算 (Tray rating)
在降液管(Downcomer)表单中输入: 降液管底隙(Clearance); 顶部宽度(Width at top); 底部宽度(Width at bottom); 直段高度(Straight height) 。
3、最大降液管液位/板间距(Maximum
backup / Tray spacing),应该在
0.2 ~0.5之间。
第 26 页
ห้องสมุดไป่ตู้
RadFrac— 塔板核算 (Tray rating)
第 27 页
RadFrac — 填料设计(Pack sizing)
填料设计(Pack sizing) 计算:
选用某种填料时的塔内径。
第4页
RadFrac — 塔板设计(Tray sizing)
塔板设计(Tray sizing):
计算:
给定板间距下的塔径。可将塔分成多个塔段
分别设计合适的塔径。
规定:
Specification表单,塔段(Trayed section)的起始
塔板(Starting stage)和结束塔板(Ending stage)
第 36 页
塔板和填料的设计与核算
作业3:根据作业2计算得到的精馏塔,对浮阀塔进 行核算,浮阀信息如下:
Tray type:Nutter float Valve BDH Number of passes: 2 Column diameter:1.0 m Tray spacing: 0.5 m. Weir height: 0.05 m Valve density: 129/sqm Downcomer clearance: 0.15 m Side downcomer width: 0.22 m Center downcomer width: 0.18 m Straight height:0.05 求最大液泛因子,以及profile中每一级的计算结果。
Aspen Plus分离苯-乙腈体系流程的优化

图2-2溶剂进料位置对塔顶组成的影响
由图2-2可知,当萃取剂进口N1位于第5块板时,塔顶产品的组成XD达到最大值99.95%;随着N1的增大,X无明显变化,直至N1为13时;当N1≥13时,X呈明显的下降趋势。由此可知,萃取剂的最佳进口位置为第5块板。
0.0286
24
0.8292
0.1424
0.0284
25
0.7798
0.1919
0.0283
26
0.7126
0.2589
0.0285
27
0.6241
0.3465
0.0294
28
0.5177
0.4520
0.0303
29
0.4096
0.5653
0.0250
30
0.2667
0.7053
0.0279
31
0.1480
0.0015
0.0301
9
0.9678
0.0020
0.0301
10
0.9671
0.0028
0.0301
11
0.9662
0.0038
0.0301
12
0.9649
0.0050
0.0301
13
0.9633
0.0067
0.0300
14
0.9612
0.0088
0.0300
15
0.9585
0.0116
0.0299
Keyword:Benzene-acetonitrilesystemExtractive distillation Extractant DMSOAspen Plus
第四章ASPENPLUS多组分平衡级分离过程计算详解
MultiFrac 严格法多塔精馏
PetroFrac
石油精馏模块
对石油炼制应用中的复杂塔 执行严格核算和设计计算
RateFrac
非平衡级速率模 块
对各塔和多塔执行严格核算 蒸馏塔、吸收塔、汽提塔、反应系 与设计。基于非平衡级计算, 统、热整合单元、石油应用例如原 不需要效率和HETPs。 油和减压单元、吸收/汽提塔组合 使用一个溶剂模拟一个液体 物流的逆流抽提 液-液抽提塔,萃取塔
ASPEN PLUS在化工过程设计中的应用
第四章 多组分平衡级分离过程计算 (二)
第四章
多组分平衡级分离过程计算
4.1 多组分单级分离过程
4.2 多组分多级分离塔的简捷计算 4.3 多组分多级分离塔的严格计算
核算型(精馏塔参数——〉分离性能?) 设计型(分离性能——〉精馏塔结构尺寸?)
Rate-Frac: 非平衡级连续蒸馏
BatchFrac: 严格的间歇蒸馏
第 4 页
塔设备单元模型—分类
第 5 页
ASPEN PLUS中的简捷法精馏塔设计模型
模型 描述 目的 用于
DSTWU
使用Winn– 确定最小级数、最小 Underwood- Gilliland 回流比或者实际回流 方法设计简捷法精馏 比、实际级数
③用吉利兰(Gilliland)图或相应的关系式估算实际回流比 下的理论板数。
第 9 页
理论板数的简捷算法
全回流及最少理论板层数
全回流时,D=0, F=0,W=0 ;达到给定分离程度所需 的理论板层数最少为Nmin。 1)Nmin的求法 a)图解法
xW
xD
第 10 页
b)解析法——芬斯克(Fenske)方程式
商业计划书模板AspenPlus应用基础-分离过程PPT18页
11、获得的成功越大,就越令人高兴 Nhomakorabea野心 是使人 勤奋的 原因, 节制使 人枯萎 。 12、不问收获,只问耕耘。如同种树 ,先有 根茎, 再有枝 叶,尔 后花实 ,好好 劳动, 不要想 太多, 那样只 会使人 胆孝懒 惰,因 为不实 践,甚 至不接 触社会 ,难道 你是野 人。(名 言网) 13、不怕,不悔(虽然只有四个字,但 常看常 新。 14、我在心里默默地为每一个人祝福 。我爱 自己, 我用清 洁与节 制来珍 惜我的 身体, 我用智 慧和知 识充实 我的头 脑。 15、这世上的一切都借希望而完成。 农夫不 会播下 一粒玉 米,如 果他不 曾希望 它长成 种籽; 单身汉 不会娶 妻,如 果他不 曾希望 有小孩 ;商人 或手艺 人不会 工作, 如果他 不曾希 望因此 而有收 益。-- 马钉路 德。
谢谢!
36、自己的鞋子,自己知道紧在哪里。——西班牙
37、我们唯一不会改正的缺点是软弱。——拉罗什福科
xiexie! 38、我这个人走得很慢,但是我从不后退。——亚伯拉罕·林肯
39、勿问成功的秘诀为何,且尽全力做你应该做的事吧。——美华纳
40、学而不思则罔,思而不学则殆。——孔子
第四章 ASPEN PLUS多组分平衡级分离过程计算.

第 2 页
4.2.1多组分分离过程模型的分类
Aspen Plus中的分离过程模型:
简单分离单元模型:Separators
塔设备单元模型:Columns
第 3 页
塔设备单元模型包含九个模块:
DSTWU: 简捷蒸馏设计 Distl: 简捷蒸馏核算 RadFrac: 严格蒸馏 Extract: 严格液-液萃取器 MultiFrac: 复杂塔的严格蒸馏 SCFrac: 复杂塔的简捷蒸馏 PetroFrac: 石油的严格蒸馏
第 29 页
DSTWU — 计算选项
第 30 页
DSTWU — 计算选项
第 31 页
DSTWU — 计算选项
率合 绝理 对的 值理 较论 小板 的数 区应 域在 内曲 选线 择斜 。
第 32 页
ASPEN PLUS的简捷法精馏塔设计——示例 例1:书(P79)
由精馏塔分离某泡点混合物,其进料组成、塔顶产 品要求见表,全塔压力P=4.4atm。采用全凝器,回 流比为1.8,热力学计算采用物性方法PENG-ROB。 试用DSTWU模块设计满足上述分离要求的精馏塔。
③用吉利兰(Gilliland)图或相应的关系式估算实际回流比 下的理论板数。
第 9 页
理论板数的简捷算法
全回流及最少理论板层数
全回流时,D=0, F=0,W=0 ;达到给定分离程度所需 的理论板层数最少为Nmin。 1)Nmin的求法 a)图解法
xW
xD
第 10 页
b)解析法——芬斯克(Fenske)方程式
设计一个丙烷精馏塔,操作平均压力为22 atm,进料 为汽、液混合物,其中气相占60%,进料组成为甲 烷0.26、乙烷0.09、丙烷0.25、正丁烷0.17、正戊烷 0.11和正己烷0.12(摩尔分数); 塔顶设一全凝器,塔釜有再沸器,要求丙烷在塔釜 的收率不大于0.04,丁烷在塔顶的收率不超过0.0175; 确定该精馏塔的理论板数、回流比、塔顶和塔釜的 采出量及换热器的热负荷。 假定进料100kmol/h, 塔共有16块,物性选PENG-ROB。
AspenPlus应用基础-分离过程-2
1、塔板数(Number of Stages)
2、冷凝器(Condenser)
3、再沸器(Reboiler)
4、有效相态(Valid Phase)
5、收敛方法 (Convergence)
6、操作设定
(Operation Specifications)
2021/7/1
19
RadFrac — 配置(冷凝器)
EffiM ,j y yii*,,jj
yi,j1 yi,j yi,j1 yi,j1 Ki,jxi,j yi,j1
下标 i 代表组分,j 代表塔板编号。
2021/7/1
40
RadFrac — 应用示例 (3)
如果示例(2)中的精馏段的 墨弗里效率为0.45,提馏段的墨弗 里效率为0.55,试求满足分离要求 所需的塔板数和加料板位置。
含乙苯30%w、苯乙烯70%w的混合物 (F=1000kg/hr、P=0.12MPa、T=30 C)用 精馏塔(塔压0.02MPa )分离,要求99.8% 的乙苯从塔顶排出,99.9%的苯乙烯从塔底 排出,采用全凝器。求: Rmin,NTmin,R=1.5 Rmin 时的R、NT和NF。
2021/7/1
指定塔顶压力、冷凝器压降和塔压降。
2、压力剖型(Pressure Profile)
指定每一块塔板压力。
3、塔段压降(Section Pressure Drop)
指定每一塔段的压降。
2021/7/1
27
RadFrac —— 冷凝器
冷凝器设定有两组参数: 1、冷凝器指标(Condenser Specification)
2021/7/1
15
RadFrac 精密分离模块
RadFrac 模块同时联解物料 平衡、能量平衡和相平衡关系, 用逐板计算方法求解给定塔设备 的操作结果。
Aspen plus模拟煤焦油分离过程的研究解析
3.2.1状态方程法
3.2.2活度系数法
第四章煤焦油分离过程模拟研究
4.1煤焦油的组成
4.2物性估算
4.3煤焦油物性方法的选择
4.4煤焦油模拟流程的建立
4.5煤焦油分离过程工艺模拟
结论
参考文献
致谢
引
1.1
煤焦油简称焦油,是煤在干馏和汽化过程中生成的液体产品,是具有刺激性臭味的黑色或黑褐色的黏稠状液体,是生产一系列芳烃、工业油和电极沥青等的原料。
引言
第一章前言
1.1研究背景
1.2研究内容与意义
第二章文献综述
2.1煤焦油的组成及性质
2.1.1煤焦油的形成
2.1.2煤焦油的组成
2.1.3煤焦油的性质
2.2煤焦油馏分
2.2.1轻油馏分
2.2.2酚油馏分
2.2.3萘油馏分
2.2.4洗油馏分
2.2.5Ⅰ蒽油馏分
2.2.6Ⅱ蒽油馏分
2.2.7沥青
2.3煤焦油粗分离
链烷烃(脂肪烃) 烯烃 芳烃 酸性物质 盐基类 树脂状物质 其他
8.0% 2.8% 58.9% 12.1% 1.8% 14.4% 2%
初焦油中芳烃主要有甲苯、二甲苯、甲基萘、甲基联苯、菲、蒽及其甲基同系物,酸性化合物多为甲酚和二甲酚,还有少量的三甲酚和甲基吲哚;链烷烃和烯烃皆为C5~C32的化合物,盐基类主要是二甲基吡啶、甲苯胺、甲基喹啉等。炼焦过程析出的初次分解产物,在炭化室内的向上流动,约85%的产物是通过赤热的半焦及焦炭层和沿温度为1000℃左右的炉墙到达炭化室顶部空间的,其余,约25%的产物则通过温度一般不超过400℃,处在两侧胶质层之间的煤料层逸出。温度继续升高,胶质层开始固化形成半焦。挥发物从半焦中逸出,在高温作用下初次分解产物进一步分解或缩合形成二次热裂解的产物,即高温煤焦油。高温煤焦油主要含有稠环芳香族化合物。高温煤焦油实质是初煤焦油在高温作用下经热化学转化形成的。热化学转化过程非常复杂,包括热分解、聚合、缩合、歧化和异构化等反应。高温煤焦油在组成上与初焦油差别很大,见表1-1.
Aspen plus 节能分离过程

36.0 kw
D1
179.2 kw 114.7 C
9 B4
-1894.2 kw
1
-869.1 kw
PUM P
158.4 C
-154.0 kw
2 D2
南 京 工 业 大 学
B3 1FEED
162.6 C
MIX
B1
73 C
B2
4.58 kw
1924.0 kw 194.8 C
B
867.9 kw 82 C
E
南 京 工 业 大 学 包 宗 宏
13/47
3.3 多效蒸发 蒸发是用加热的方法,使溶液中部分溶剂气化并除去,从而 提高溶液的浓度,促进溶质析出的工艺操作。蒸发过程进行的 必要条件是不断地向溶液供给热能和不断地去除所产生的溶剂 蒸气。 多效蒸发是几个蒸发器连接起来操作,前一蒸发器内蒸发时 所产生的二次蒸汽用作后一蒸发器的加热蒸汽。 通常第一效蒸发器在一定的表压下进行操作,第二效蒸发器 的压强较低,从而造成适宜的温度差,使第二效蒸发器中的液 南 京 体得以蒸发。 工 业 同理,多效蒸发时,多个蒸发器中的温度经过一定时间后, 大 学 温度差及压力差自行调整而达到稳定,使蒸气能连续进行。由 包 于多次重复利用了热能,因次多效蒸发可以显著降低蒸发过程 宗 宏 的热能耗用量。
14/47
3.3 多效蒸发 依据二次蒸汽和溶液的流向,多效蒸发的流程可分为: ①并流流程。溶液和二次蒸汽同向依次通过各效。由于前效 压力高于后效,料液可借压差流动。但末效溶液浓度高而温度 低,溶液粘度大, 因此传热系数低。 ②逆流流程。溶液与二次蒸汽流动方向相反。需用泵将溶液 南 送至压力较高的前一效,各效溶液的浓度和温度对粘度的影响 京 工 大致抵消,各效传热条件基本相同。
AspenPlus应用基础-分离过程-1

Sep — 应用示例(1)
把F=500 kg/hr、P= 0.15 MPa、T=20 ℃含乙醇30 %w、 正丙醇20%w、正丁醇10%w、水40 %w的物流分成四股 输出物流,各组份在输出物流中的分配比例为:
乙醇 0.96 : 0.02 : 0.01 : 0.01
Flash3 —— 连接
Flash3 模块的连接图如下:
Flash3 —— 模型参数
Flash3 模块的模型参数有 3 组:
1、闪蒸设定 ( Flash Specifications) (1) 温度(Temperature) (2) 压力 (Pressure) (3) 蒸汽分率(Vapor Fraction) (4) 热负荷(Heat Duty)
Sep2 — 应用示例(1)
从F=500 kg/hr、P= 0.15 MPa、T=20 ℃、 含乙醇60 %w、正丙醇25%w、正丁醇 15 %w的物流中回收乙醇,要求: 1. 乙醇浓度达到98%w、正丁醇含量不大
于1%w; 2. 乙醇回收率达到95%。 求输出物流的组成和流量。
Sep2 — 应用示例(2)
• 组份分离器 • 两出口组份
分离器
Flash2 两相闪蒸器
Flash2 模块执行给定热 力学条件下的汽-液平衡或汽液-液平衡计算,输出一股汽 相和一股液相产物。用于模 拟闪蒸器、蒸发器、气液分 离器等。
Flash2 —— 连接
Flash2 模块的连接图如下:
Flash2 —— 模型参数
Flash2 模块的模型参数有 3 组:
3、液沫夹带
( Liquid Entrainment in Vapor Stream)
Aspen第五讲

Aspen第五讲————分离过程模拟设计(Separation Process)Aspen plus分离过程分为两大类:一、简单分离单元模型(Separators)二、塔设备单元模型(Columns)首先介绍简单分离单元模型:简单分离单元模型包含有5个模块两相闪蒸器Flash2模块执行给定热力学条件下的汽-液平衡或汽-液-液平衡计算,输出一股汽相和一股液相产物。
用于模拟闪蒸器、蒸发器、气液分离器等。
其物流连接图如下(只需连接红色物流箭头):Flash2模块(Block)的模型参数有3组:1、闪蒸设定(Flash Specifications)(1)温度(Temperature)(2)压力(Pressure)(3)蒸汽分率(Vapor Fraction)(4)热负荷(Heat Duty)从以上4个参数中选定2个。
2、有效相态(Valid Phase)(1)汽-液相(Vapor-Liquid)(2)汽-液-液相(Vapor-Liquid-Liquid)(3)汽-液-游离水相(Vapor-Liquid-Free Water)从以上3个参数中选定1个。
3、液沫夹带(Liquid Entrainment in Vapor Stream)液相在汽相中的夹带分率,介于0-1之间。
举例:第一步:建立模型:第二步:参数设置:第三步: 开始运算。
Heater Exam ple 4Stream ID FE ED LIQU ID VA POR Tem p eratu re C 87.3 82.4 82.4 Pressure bar 1.100 1.100 1.100 Vapo r Frac 1.000 0.000 1.000 Mo le Flow kmol/hr 31.847 23.885 7.962 Mass Flow kg/hr 1000.000716.066283.934 Vo lum e Flow cum/h r867.583 0.920213.961 En thalp y MMk cal/h r -1.790 -1.577 -0.445 Mass Flow kg/hrETH ANO L700.000469.274230.726 WATE R300.000246.792 53.208 Mass FracETH ANO L 0.700 0.655 0.813 WATE R 0.300 0.345 0.187 Mo le Flow kmol/hrETH ANO L 15.195 10.186 5.008 WATE R 16.653 13.699 2.954 Mo le FracETH ANO L 0.477 0.426 0.629 WATE R 0.523 0.574 0.371解:其他步骤同例1,仅需在Block中做如下改动:计算结果如下:He a t e r Exa mple 4St re am ID FEED LIQ UID VA PO RTe mpe ra ture C 120.0 90.3 90.3Pre ssure bar 5.000 1.500 1.500Va por F ra c 0.000 0.000 1.000Mole Fl ow kmol/hr 31.847 28.895 2.952Ma ss Fl ow kg/hr 1000.000 894.016 105.984Volum e Fl ow c um/hr 1.390 1.174 59.482Entha lpy MMk c al/hr -2.064 -1.899 -0.165Ma ss Fl ow kg/hrETHAN OL 700.000 613.302 86.698WATER 300.000 280.714 19.286Ma ss Fra cETHAN OL 0.700 0.686 0.818WATER 0.300 0.314 0.182Mole Fl ow kmol/hrETHAN OL 15.195 13.313 1.882WATER 16.653 15.582 1.071Mole Fra cETHAN OL 0.477 0.461 0.637WATER 0.523 0.539 0.363解:在Block中做如下改动:液沫夹带Liquid entrainment的值介于0-1之间,即液沫占气体总量的百分数。
用AspenPlus软件模拟热钾碱脱碳过程
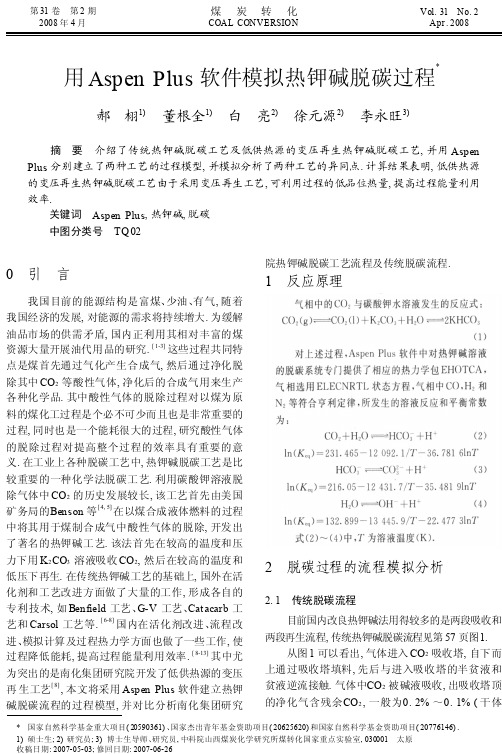
第31卷 第2期2008年4月煤炭转化COAL CONVERSIONVol.31 No.2Apr.2008 *国家自然科学基金重大项目(20590361)、国家杰出青年基金资助项目(20625620)和国家自然科学基金资助项目(20776146).1)硕士生;2)研究员;3)博士生导师、研究员,中科院山西煤炭化学研究所煤转化国家重点实验室,030001 太原收稿日期:2007-05-03;修回日期:2007-06-26用Aspen Plus 软件模拟热钾碱脱碳过程*郝 栩1) 董根全1) 白 亮2) 徐元源2) 李永旺3) 摘 要 介绍了传统热钾碱脱碳工艺及低供热源的变压再生热钾碱脱碳工艺,并用Aspen Plus 分别建立了两种工艺的过程模型,并模拟分析了两种工艺的异同点.计算结果表明,低供热源的变压再生热钾碱脱碳工艺由于采用变压再生工艺,可利用过程的低品位热量,提高过程能量利用效率.关键词 Aspen Plus ,热钾碱,脱碳中图分类号 TQ 020 引 言我国目前的能源结构是富煤、少油、有气,随着我国经济的发展,对能源的需求将持续增大.为缓解油品市场的供需矛盾,国内正利用其相对丰富的煤资源大量开展油代用品的研究.[1-3]这些过程共同特点是煤首先通过气化产生合成气,然后通过净化脱除其中CO 2等酸性气体,净化后的合成气用来生产各种化学品.其中酸性气体的脱除过程对以煤为原料的煤化工过程是个必不可少而且也是非常重要的过程,同时也是一个能耗很大的过程,研究酸性气体的脱除过程对提高整个过程的效率具有重要的意义.在工业上各种脱碳工艺中,热钾碱脱碳工艺是比较重要的一种化学法脱碳工艺.利用碳酸钾溶液脱除气体中CO 2的历史发展较长,该工艺首先由美国矿务局的Benson 等[4,5]在以煤合成液体燃料的过程中将其用于煤制合成气中酸性气体的脱除,开发出了著名的热钾碱工艺.该法首先在较高的温度和压力下用K 2CO 3溶液吸收CO 2,然后在较高的温度和低压下再生.在传统热钾碱工艺的基础上,国外在活化剂和工艺改进方面做了大量的工作,形成各自的专利技术,如Benfield 工艺、G-V 工艺、Catacarb 工艺和Carsol 工艺等.[6-8]国内在活化剂改进、流程改进、模拟计算及过程热力学方面也做了一些工作,使过程降低能耗,提高过程能量利用效率.[8-13]其中尤为突出的是南化集团研究院开发了低供热源的变压再生工艺[8],本文将采用Aspen Plus 软件建立热钾碱脱碳流程的过程模型,并对比分析南化集团研究院热钾碱脱碳工艺流程及传统脱碳流程.1 反应原理2 脱碳过程的流程模拟分析2.1 传统脱碳流程目前国内改良热钾碱法用得较多的是两段吸收和两段再生流程,传统热钾碱脱碳流程见第57页图1.从图1可以看出,气体进入CO 2吸收塔,自下而上通过吸收塔填料,先后与进入吸收塔的半贫液和贫液逆流接触.气体中CO 2被碱液吸收,出吸收塔顶的净化气含残余CO 2,一般为0.2%~0.1%(干体图1 传统热钾碱脱碳流程F ig.1 Conventional process for CO2rem ova l usingaqueous pot assium car bonate system1——Abs orber;2—Regeneration column;3——Reboiler;4——Gas-liquid separ ator;5——Air cooler;6——Hydrau lictur bine;7——Circulation pump;8——Cooler积).出塔净化气经分离后,送后续工段,被分离出的碱液送再生塔再生.现有热钾碱脱碳行业一般用:转化度表示转化为KHCO3的K2CO3的摩尔数比溶液中K2CO3的总摩尔数,用再生度表示溶液中总CO2摩尔数比总K2O的摩尔数.进入CO2吸收塔的溶液有两股,一股从再生塔中部来的转化度为0.30~0.42的半贫液,通过半贫液泵送到吸收塔中部.半贫液温度为110℃~115℃,称为等温吸收.半贫液的流量占总溶液量的75%,另一股溶液来自再生塔底部,这部分溶液已经过较彻底的再生,转化度已降至0.15~0.30.这股溶液从再生塔底部出来,用泵送出.先经冷却器冷却到70℃~75℃后进入吸收塔顶部.降低贫液温度的目的在于降低CO2的平衡分压,保证出吸收塔顶的净化气的CO2浓度小于0.20%~0.10%.从塔顶入塔的贫液流量占循环总量的25%.从吸收塔顶和中部进入的这两股碱液,沿填料流下,与工艺气体逆流接触,吸收气体中的CO2.同时碱液的转化度逐渐提高到0.75~0.90,成为富液.富液从吸收塔的底部流出,在水力透平中回收能量后,溶液压力减低而直接引到再生塔顶,由于压力较低,溶液的温度也有所下降,富液中的CO2和水蒸气在再生塔顶部就有部分被闪蒸出来.然后沿再生塔填料下流,与自下而上的蒸汽逆流接触,同时进行传质和传热,液相中的CO2不断地被汽提出来,碱液从而得到再生.当下流到再生塔中部,富液的转化度降至0.30~0.42时,分出75%的流量作为半贫液出塔,由泵送至吸收塔中部.其余25%溶液继续下流到下塔填料层,碱液被从再沸器来的大量水蒸气和CO2气体进一步加热汽提,最后剩下的溶液直接进入再沸器加热到沸点,大量水分蒸发,CO2被蒸出,碱液得到彻底再生,溶液的转化度降到0.15~0.30后,成为贫液.CO2气体从再生塔顶出来后,经冷却到40℃,分离出冷凝水后送到用户.冷凝液由一台泵送到再生塔下部补充到系统中,以保证贫液不至于过分浓缩.如果系统水分有剩余,此冷凝液可排放一部分.2.2 南化集团公司研究院专利流程低供热源的变压再生工艺见图2.图2 低供热源的变压再生工艺Fig.2 CO2r emoval pr ocess wit h pr essur e swing r egener ation and low gr ade heat source1—Abs or ber;2——Pressu rized regeneration column;3——Normal regeneration column;4——Reboiler;5——Gas-liquid separa-tor;6——Air cooler;7——Hydraulic turbin e;8——Circulation pum p;9——Cooler由南化集团研究院开发的变压再生工艺由CO2吸收系统和溶液再生系统两部分组成,CO2吸收系统中二次脱碳吸收塔采取上、下两段,上段进低温贫液,下段进高温贫液的分流优化操作法,上段温度60℃~85℃,下段高温贫液100℃~115℃.溶液再生系统采用由加压再生塔的加压闪蒸段、加压汽提段、常压汽提塔、可调式亚音速喷射器和贫液闪蒸槽组成的变压再生流程.其中,加压再生塔塔顶压力范围为0.14MPa~0.18MPa(绝对压力),以加压再生塔塔顶出来的CO2再生气作为亚音速喷射器的动力气来抽吸常压汽提再生塔,使常压汽提再生塔塔顶压力范围为0.095MPa~0.105MPa(绝对压力).加压闪蒸段出口溶液再生度范围是1.5~1.7,分别流入两个再生塔的汽提段,根据供热量的品位和数量多少,入加压再生塔溶液分流比例范围是15%~50%,入常压再生塔溶液分流比例范围是57第2期 郝 栩等 用Aspen Plus软件模拟热钾碱脱碳过程101℃,再生度范围1.3~1.5,加压汽提段出口贫液温度范围是114℃~118℃,再生度范围是1.10~1.30,经贫液闪蒸槽闪蒸后的贫液温度范围是103℃~106℃,闪蒸出来的蒸气供常压汽提塔使用.加压闪蒸段入口吸收富液组成是:K 2CO 320%~35%,溶液温度范围95℃~102℃,溶液再生度范围是1.65~1.95.3 流程模拟及计算结果用Aspen Plus 流程模拟软件建立了传统热钾碱脱碳流程和南化集团研究院开发的热钾碱脱碳流程(见图3),Aspen Plus 建立的过程模型中,三个主图3 用Aspen P lus 模拟南化院开发的低供热源变压再生热钾碱脱碳流程F ig.3 Pr ocess simulation for the CO 2removal processof pressure swing r egener ation and low gr adeheat sour ce with Aspen Plus1——Absorber;2,6——Gas -liquid separator;3——Mixer;4——Pres sur ized regeneration column;5——Normal regener ation colum n;7,8——Pump;9——Cooler;10——M ixer ;11,12——Fs plit要装置CO 2吸收塔(模块1)、热钾碱加压解析塔(模块4)和常压解析塔(模块5)分别选用Rad Frac 模块,在每块塔板上的反应选用Aspen Plus 推荐热力学包EHOTCA 中规定的反应,而CO 2,H 2和CO 及低碳烃服从Henry 定律,气体状态方程选用ELECNRT L ,模块10为混合器,模块12为分割器,用于分配两个流股的比例,模块11为fsplit 模块,保持吸收剂在循环回路的循环量不变,模块9为冷却器将一部分贫液冷却到60℃~85℃.用建立的Aspen Plus 过程模型分别模拟分析了南化集团公司研究院专利中的两个实例(分别为case 1和case 2),计算结果见表1和第59页表2.由表1和表2可看出,南化集团公司研究院开发的热钾碱脱碳流程,由于加压再生塔塔顶出来的再生气CO 2作为通过亚音速喷射器的动力气来抽吸常压汽提再生塔,使常压再生塔塔顶压力范围在0.1002MPa ~0.102MPa(绝),由于常压再生塔操作压力较低,再生温度相对较低,这样就可以大量地利用流程中的低品位热量,在实例1和实例2中分别应用变换气的热量,从而提高了能量利用效率.在实例2中,由于常压再生塔被抽吸,其塔底温度比加压再生塔塔底温度低15℃左右,为了充分利用变换气的热量,南化流程中采用两个变换气再沸器,变换气在加压再生塔底变换气再沸器中加热贫液后,再进入常压再生塔变换气再沸器加热半贫液.4 结 论在用Aspen Plus 软件建立了热钾碱脱碳流程,表1 专利中实例1传统流程和南化集团公司研究院开发的变压再生流程计算值和专利数据比较T able 1 Pr ocess simulation compar isons between convent ional CO 2removal pr ocess and the CO 2removal process developed by t he resear ch institute of Nanjing chemicalindustrial gr oup for case 1in CN 1089263CCO 2removal proces sFeed flowrate /(kmol ・h -1)T emp erature/℃Pres sur e/MPa Steam partial press ure/M PaCO 2Others Energy cons umption /(kJ ・m -3CO 2)Conven sional process (case 1)CN 1089263C 2870146 2.10.4360.2980.7024396Calcu lated28701462.10.4360.2980.7024505Process developed by res earch ins ti- tute of the resear - ch ins titu te of Nan jing chemical indus trial group (case 1)CN 1089263C 2870146 2.10.4360.2980.7023140Calcu lated 2870146 2.10.4360.2980.702314858煤 炭 转 化 2008年表2 专利中实例2传统流程和南化集团公司研究院开发的变压再生流程计算值和专利数据比较T able 2 Pr ocess simulation compar isons between convent ional CO 2removal pr ocess and the CO 2removal process developed by t he resear ch institute of Nanjing chemicalindustrial gr oup for case 2in CN 1089263CCO 2removal proces sFeed flowrate /(kmol ・h -1)T emp erature/℃Pres sur e/MPa Steam partial press ure/M PaCO 2Others Energy cons umption /(kJ ・m -3CO 2)Conven sional process (case 2)CN 1089263C 2000200 1.650.50.2290.7714815Calcu lated20002001.650.50.2290.7714899Process developed by res earch ins ti- tute of the resear - ch ins titu te of Nan jing chemical indus trial group (case 2)CN 1089263C 2000200 1.650.50.2290.7713349Calcu lated 2000200 1.650.50.2290.7713454模型采用了Aspen Plus 推荐的热力学包EHOTCA,用所建立的过程模型分别模拟分析了热钾碱传统脱碳流程及由南化集团研究院开发的低供热源变压再生工艺.计算结果表明,南化集团研究院开发的变压再生工艺由于加压再生塔顶解析气作为亚音速喷射器的动力气来抽吸常压再生塔,使常压再生塔能够在较低的压力下操作,这样常压再生塔可利用流程中低品位热量,从而提高全流程的能量利用效率.参 考 文 献[1] 白 亮,邓蜀平,董根全等.煤间接液化技术开发现状及工业前景[J].化工进展,2003,22(4):441-447.[2] 李 伟,张希良.国内二甲醚研究述评[J].煤炭转化,2007,30(3):88-95.[3] 王 勇.煤炭直接液化反应动力学研究进展[J].煤炭转化,2006,29(4):84-88.[4] Bens on H E,Field J H ,J imes on R M.CO 2Adsorption Employing Hot Potass ium Carbonate Solutions [J ].Chemical Enginee-ring Progres s ,1954,50(7):336-364.[5] B ens on H E ,Field J H,Haynes W P.Im proved Proces s for CO 2Adsorption U ses Hot Carb on ate Solution s [J ].Chem icalEngineerin g Progress ,1956,52(10):433-438.[6] Cullinane J T,Gary T R.T hermodynamic of Aqueous Potas sium Carbonate,Piperazine,and Carbon Dioxide[J].Fluid Ph as eEquilib ria,2005,227:197-213.[7] 龙晓达,钟国利,马 卫等.Benfield 工艺技术进展[J].化肥工业,2005,32(5):8-15.[8] 王祥云.低供热源的变压再生工艺:中国,98100929[P].[9] 曲 平,谷振宇,农泽民等.苯菲尔节能型工艺的模拟分析[J ].化肥设计1998,36(4):14-16.[10] 曲 平,贾爱娟,冷万里等.变压苯菲尔工艺模拟计算及节能效果分析[J ].大连理工大学学报,1997,37(5):542-546.[11] 王祥云,王安荣,郝爱香等.低供热源变压再生脱碳新工艺的开发和应用[J ].化学工业与工程技术,2000,21(6):28-31.[12] 李 波.合成氨脱碳系统的模拟与研究[D].大连:大连理工大学,2006.[13] 王挹薇,张成芳,饮淑均.自吸式搅拌鼓泡反应器测定汽液平衡数据[J ].华东化工学院学报,1991,17(1):39-42.SIMULATION OF THE HOT POTASSIUM CARBONATE PROCESSFOR CO 2REMOVAL WITH ASPEN PLUSHao Xu Dong Genquan Bai Liang Xu Yuanyuan and Li Yongwang (Sta te Key Labor atory o f Coa l Covernsion ,I nstitute of Coal Chemistry ,Chinese Academy of Sciences ,030001Taiyua n )59第2期 郝 栩等 用Aspen Plus 软件模拟热钾碱脱碳过程60煤 炭 转 化 2008年ABSTRACT T he conventional hot potassium carbonate process for CO2removal and the hot potassium carbonate process for CO2removal with pressure swing r egeneration and low heat supply wer e described.T he comparisons of two processes were simulated with Aspen Plus.T he results show that the low grade thermal energy can be used in the latter process and the energy efficiency can be incr eased because of its regeneration at swing pr essure.KEY WORDS A spen Plus,hot potassium carbonate,CO2removal(上接第55页) ABSTRACT Anthracite was activated by KOH/NaOH to prepare high specific surface ar ea activated carbons.T he effects of preparation parameter s on the yield,density,surface area,pore structure and crystalline structure of the r esulting products wer e investigated.The admixture activating agent was prepared thr ough physical blend of KOH and NaOH with different mass ratios.The activation consisted of impregnation of reagent followed by car bonization in nitrogen at1073K.Activation with NaOH resulted in a lower specific surface area,pore volume,car bon yield and higher density than those with KOH.For KOH/NaOH as activating agent,specific surface area,pore volume,carbon yield of the resulting car bons increased,but the density,pore size and crystallinity of pseudographitic structure decreased with the mass ratio of KOH to NaOH.KOH/N aOH may be a promising candidate for activating agent for the production of activated carbons for a specific end use.KEY WORDS activated carbon,activating agent,pore structure热烈庆祝《煤炭转化》创刊30周年!。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
南 京 工 业 大 学 包 宗 宏
8/47
3.1.2热集成网络分析 Aspen能量分析器软件采用过程系统最优化的方法进行过程 热集成的设计,其核心是窄点技术。 它主要是对过程系统的整体进行优化设计,包括冷热物流之 间的恰当匹配、冷热公用工程的类型和能级选择;加热器、冷 却器及系统中的一些设备如分离器、蒸发器等设备在网络中的 合适放置位置;节能、投资和可操作性的三维权衡;
3/47
南 京 工 业 大 学 包 宗 宏
3.1.1 冷热流体换热 例3-1.乙醇与苯双塔双压精馏系统内冷热流体换热。 在例2-19中,设计了一个双塔双压精馏分离乙醇与苯共沸物 的流程:
B5 RECYC
163 C
69.8 C
2RECYC
215.2 KW
B4
-1894.2 kw
D1
-869.1 kw 73 C
3.3 多效蒸发 丙烯腈装置废水双效蒸发模拟流程图:
南 京 工 业 大 学 包 宗 宏
消耗蒸汽27850 kg/h,蒸发水分61580 kg/h。可以算出, 双效蒸发装置1kg蒸汽蒸发了2.21 kg水分,与单效蒸发流 19/47 程相比,节省蒸汽118%。
3.4 精馏过程 3.4.1 多效精馏 多效精馏是利用高压塔顶 蒸汽的潜热向低压塔的再沸器 提供热量,高压塔顶蒸汽同时 被冷凝的热集成精馏系统。根 据进料与压力梯度方向的一致 性,多效精馏可以分为: ①并流结构,即原料分配 南 京 到各热集成塔进料;
包 宗 宏
16/47
3.4.2 多效蒸发 例3-4。某丙烯腈装置废水流率74332.1 kg/h,其中含有丙烯 腈聚合物(以C6H8N2O计算)816 kg/h,温度113℃,压力 600 kPa。 要求通过蒸发把废水中的水份蒸出83%,冷凝后的净化水作为 工艺循环水使用,使浓缩液中的丙烯腈聚合物浓度达到5.9% 以上。
大 学 包 宗 宏
12/47
3.4.1 蒸汽优化配置 例3-2。用汽提罐低压蒸汽汽提方法降低二氯甲烷废水的浓度。 已知废水流率10×105 kg/h,二氯甲烷质量分数0.014,温度 40℃,压力2 bar。低压蒸汽饱和压力2 bar,汽提罐操作压力 不 低 于 1.2 bar 。 要 求 净 化 水 中 二 氯 甲 烷 质 量 分 数 不 高 于 150×10-6,求蒸汽消耗量。
化工计算与软件应用
第三章 节能分离过程
1
南 京 工 业 大 学 包 宗 宏
化工过程是一个技术密集、资金密集型的行业,也是耗能 大户。我国炼油、化工等过程工业的能耗占全国总能耗的一 半左右,如何提高过程工业能源的利用率已经成为影响国民 经济发展的重要因素。 目前全球能源日趋紧张,我国更是一个能源匮乏的国家, 原油的对外依存度超过50%,节能减排已成为我国的基本国 策。在化工设计过程中,采用新技术精心设计,从化工生产 的源头上节能降耗,是每一个化工设计人员义不容辞的责任。 在化工生产流程中,分离过程是能耗比重最大的部分。所 有的分离过程都需要以热和(或)功的形式加入能量,其费用与 设备折旧费相比占首要地位,是生产操作费用的主要部分。 因此,在化工设计过程中,应该优先选用节能的分离方法。
南 京 工 业 大 学 包 宗 宏
10/47
3.1.2热集成网络分析 推荐的乙醇与苯双塔双压精馏节能流程:
与例2-19比较,换热器 的数量相同,换热面积 303.9 m2,降低1.3%; 热公用工程负荷降低 28.9%,冷公用工程负 荷降低28.0%;另外还 产生了1024.9 kw的低 压蒸汽。 换热器的设备成本指数 降低2.1%,操作成本指 数降低0.3%,总年度费 用成本指数降低0.8%。 不过,图3-22流程的控 制操作条件要复杂一些。
B6
2RECYC
D1
179.2 kw
9
-1894.2 kw
RECYC B4
-869.1 kw
PUM P D2 B2 2 3 B5
南 京 工 业 大 学 包 宗 宏
-154.0 kw
1FEED B3 MIX B1
1923.9 kw
B
867.9 kw
E
36.0 kw
1
与图2-139的流程比较,加热负荷降低179.2+36=215.2 kw,冷却负荷降低 179.2 kw。
MP Steam
163 C
1 E-109
215.2 KW 69.8 C
2RECYC
RECYC
2
158.4 C
3 E-110
E-106
-869.1 kw
PUM P
4.54 kw 68 C 73 C
D2
-334.2 KW
M IXER
162.6 C
M IX B1 E-105 D1 8 9 B2
1FEED
869.0 kw
工 业 大 学 包 宗 宏
20/47
D2
4 15 B7 5
南 京 工 业 大 学 包 宗 宏
LP Steam 125 C
13
E-108 194.8 C
B
1924.0 kw
B10
12 10
B11
E 14 E-111 6
82 C
1024.9 kw soft water
11
11/47
3.4.1 蒸汽优化配置 蒸汽是化工企业能源的重要组成部分,合理使用价格昂贵的 蒸汽越来越受到企业的重视。随着市场竞争的充分发展,如何 降低成本成为每个企业关心的头等大事。合理地设计、配置和 维护的蒸汽系统能够节约大量宝贵的能源、降低生产成本,提 高企业的竞争力。 在化工分离操作中,蒸汽是最广泛使用的能量分离媒介。对 于单一的分离单元,设计人员一般能够合理使用蒸汽。但对于 南 京 组合的分离单元,蒸汽的合理配置往往不能直接看出来,而软 工 业 件的优化功能则提供了一个有力工具。
业 大 学 包 宗 宏
③错流流程。二次蒸汽依次通过各效,但料液则每效单独进 出,这种流程适用于有晶体析出的料液。
15/47
3.3 多效蒸发 按溶液在蒸发器中的运动状况,蒸发器设备类型可分为循环型、 单程型、直接接触型三类: ①循环型。沸腾溶液在加热室中多次通过加热表面,如中央循 环管式、悬筐式、外热式、列文式和强制循环式等。 ②单程型。沸腾溶液在加热室中一次通过加热表面,不作循环 流动,即行排出浓缩液,如升膜式、降膜式、搅拌薄膜式和离 心薄膜式等。 ③直接接触型。加热介质与溶液直接接触传热,如浸没燃烧式 南 京 蒸发器。蒸发装置在操作过程中,要消耗大量加热蒸汽,为节 工 业 省加热蒸汽,可采用多效蒸发装置和蒸汽再压缩蒸发器。蒸发 大 学 器广泛用于化工、轻工等部门。
南 京 工 业 大 学 包 宗 宏
9/47
最终的优化目标是总年度运行费用与设备投资费用之和(总 年度费用目标)最小,同时兼顾过程系统的安全性、可操作性、 对不同工况的适应性和对环境的影响等非定量的过程目标。
3.1.2热集成网络分析 例3-2. 乙醇与苯双塔双压精馏系统的热集成网络分析。 用Aspen能量分析器软件对例2-19进行热集成网络分析,寻找 更佳的节能方案,并根据热集成网络分析结果,推荐优化的乙 醇与苯双塔双压精馏节能流程。
2/47
3.1 流体换热与热集成网络 3.1.1 冷热流体换热 在化工流程中,从原料到产品的整个生产过程,始终伴随着 能量的供应、转换、利用、回收、生产、排弃等环节。 例如,进料需要加热,产品需要冷却,冷、热流体之间换热 构成了热回收换热系统。 加热不足的部分就必须消耗热公用工程提供的燃料或蒸汽, 冷却不足的部分就必须消耗冷公用工程提供的冷却水、冷却 空气或冷量;泵和压缩机的运行需要消耗电力或由蒸汽透平 直接驱动等。 若能巧妙地安排流程中的冷热流体相互换热,则可减少外部 公用工程的消耗,以降低操作成本。
D2
PUM P
南 京 工 业 大 学 包 宗 宏
M IXER
162.6 C
B1 M IX
158.4 C
9
68 C -334.2 KW
B2
1FEED
4.54 kw
1924.0 kw
B
194.8 C
869.0 kw
E
82 C
系统加热设备的热负荷汇总值是3008.2 kw,系统冷却设备的 4/47 热负荷汇总值是3097.5 kw。
7/47
3.1.2热集成网络分析 3.1.1节对双塔双压精馏分离乙醇与苯共沸物流程的节能模 拟计算是基于直观的观察,若想获得更全面的节能方案,可以 用Aspen的能量分析器软件(Aspen Energy Analyzer)进行 热集成网络分析,寻找可能的节能流程。 热集成网络的分析与合成,本质上是设计一个由热交换器组 成的换热网络,使系统中所有需要加热和冷却的物流都达到工 艺流程所规定的出口温度,使得基于热集成网络运行费用与换 热设备投资费用的系统总费用最小。
3.1.1 冷热流体换热 例3-1解。可以把这两股冷热流体换热,如图。但在设计这一 换热流程时,应该考虑换热器热端温差、冷端温差的限制。
B6
148.4 C
RECY C
69.8 C
2RECY C
-1899.4 kw 158.4 C
D1 MIXER
179.2 kw
-873.5 kw
PUMP 9
68 C
36.0 kw
D1
179.2 kw 114.7 C
9 B4
-1894.2 kw
1
-869.1 kw
PUM P
158.4 C
-154.0 kw
2 D2
南 京 工 业 大 学
B3 1FEED
162.6 C
MIX
B1
73 C
B2
4.58 kw
1924.0 kw 194.8 C
B
867.9 kw 82 C