焊接工艺评定一览表
焊接工艺评定明细表(取证)
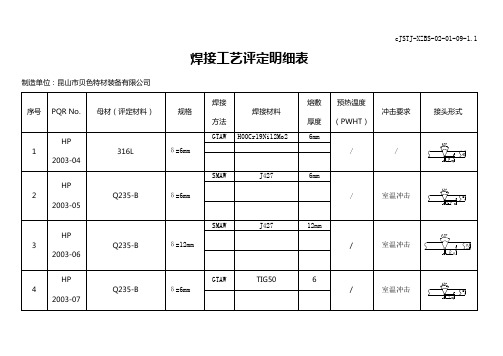
焊接工艺评定明细表
制造单位:昆山市贝色特材装备有限公司
序号
PQR No.
母材(评定材料)
规格
焊接
方法
焊接材料
熔敷
厚度
预热温度
(PWHT)
冲击要求
接头形式
1
HP
2003-04
316L
δ=6mm
GTAW
H00Cr19Ni12Mo2
6mm
/
/
2
HP
2003-05
8
/
/
SMAW
A102
32
39
HP
2003-80
Q235-B/20
δ=20mm
φ57X3.5
GTAW
TIG 50
20
/
/
40
HP
2003-81
316L/00Cr17Ni14Mo2
δ=25mm
φ57X3.5
GTAW
H00Cr19Ni14Mo2
25
/
/
41
HP
2003-82
316L/20
δ=25mm
φ57X3.5
20
/
/
34
HP
2003-70
Q235-B
δ=12mm
SMAW(N)
A302
5.2
/
/
35
HP
2003-71
316L/304
δ=6mm
GTAW
H00Cr19Ni12Mo2
6
/
/
JSTJ-XZBS-02-01-09-1.1
焊接工艺评定明细表
制造单位:昆山市贝色特材装备有限公司
最新焊接工艺评定表格

日 期
第三方检验
焊接工艺评定施焊记录表
焊接工艺评定施焊记录表
焊接工艺评定编号
焊接工艺指导书编号
施焊焊工
检验员
钢 印 号
/
记录人员
施焊日期
焊接责任人
母材
名称
钢号
尺寸mm
炉批号
材质证明书
其他
钢板
焊材
牌号
尺寸mm
炉批号
烘干(℃,h)
材质证明书
其他
设备
设备型号
产地
焊接位置
接头形式简图
(同报告接头简图)
检验结论:按JB47014-2011及GB150-2011规定检验合格。
注:试验结果仅按来样而言。
理化责任师: 填表人: 2011 年 3 月 12 日
焊材类别
焊 条
焊材标准
填充金属尺寸
焊材型号
焊材牌号(钢号)
填充金属类别
其他
耐蚀堆焊化学成分(重量%)
C
Si
Mn
P
S
Cr
Ni
Mo
V
Ti
Nb
其他:
预焊接工艺规程
焊接位置:
对接焊缝位置:
立焊的焊接方向:(向上、向下)
角焊缝位置:
立焊的焊接方向:(向上、向下)
焊后热处理:
温度范围(℃):
保温时间(h):
预热:
多丝焊或单丝焊:
其他:KJ/Cm
预热:
预热温度(℃):
层间温度(℃)
其他:无
焊接工艺评定报告
拉 伸 试 验 试验报告编号:
试样编号
试样宽度
(mm)
试样厚度
(mm)
焊接工艺评定表完整
焊接工艺评定表(可以直接使用,可编辑实用优秀文档,欢迎下载)版本:A版目录1、预焊接工艺规程2、试件取样位置图3、焊评试验施焊记录表4、外观检验表偏瘫上肢功能评价记录表(上田敏式) 姓名性别年龄病历号科室病房/床临床诊断序号体位项目开始肢位及检查动作判定/ / / / /1仰卧位联合反应(胸大肌)开始肢位:患肢的指尖放于近耳处(屈肌联带运动型)。
检查动作:使健肢从屈肘位伸展,以对抗徒手阻力,此时,触知患侧胸大肌是否收缩。
不充分(无)充分(有)2 随意收缩(胸大肌)开始肢位:同l。
检查动作:口令“将患侧手伸到对侧腰部”,触知胸大肌收缩。
不充分(无)充分(有)3伸肌联开始肢位:同1。
检查动作:用与2相同的动作,观察手指尖移动到不可能可不耳一乳头带运动的部位(伸肌联带运动)能充分乳头一脐充分脐以下完全伸展4 坐位开始肢位:将手放于健侧腰部(使肘尽量伸展,前臂旋前,伸肌联带运动型)。
检查动作:口令“将患侧手拿到耳边”,观察指尖到达的部位。
不可能屈肌联带运动可能不充分0一脐脐一乳头充分乳头以上与耳同高5坐位部分分离运动将手转于背后,观察手是否达到背部脊柱正中线附近5cm以内,注意躯干不要有大的移动不可能可能不充分达到体侧过体侧但不充分充分距脊柱5㎝以内6 坐位部分分离运动上肢向前方水平上举(注意屈肘不超过20°肩关节的水平内收,外展保持在±10°以内)不可能可能不充分5-25°30-55°充分60-90°7坐部屈肘,前臂旋前(手掌向不充肘不靠体侧位分分离运动下),将肘紧靠体侧不要离开(靠不上者不合格),肘屈曲保持在90。
±l0°的范围内分靠体侧但前臂旋前前臂可保持中立位充分可旋前5-45°旋前50-85°旋前90°8坐位分离运动伸肘位,将上肢向侧方水平外展。
注意上肢水平屈曲不得超出20°,屈肘不超出20°不可能不充分5-25°30-55°充分60-85°90°9坐位分离运动上肢上举,肘弯曲不超过20。
全套焊接工艺评定表格

1件
目检
6.4.1.2
无裂纹
无损检测
射线
1件
JB4730.2-2005
6.4.1.2
无裂纹
超声
/
/
渗透
/
/
磁粉
/
/
拉伸试验
■常温
2个
GB/T228-2002
6.4.1.5
Rm≥510MPa
□高温
/
弯曲试验
■面弯
2个
GB/T2653-2008
6.4.1.6
弯曲外表面和侧面不得有大于3mm长的缺欠
预焊接工艺规程编号:PWPS02日期:2011.12.18焊接工艺评定报告编号:PQR02
焊接方法:SMAW机械化程度(手工、半自功、自动):手工
焊接接头:
坡口形式:V
衬垫(材料及规格)/
其他1:焊前应将坡口表面及两则20㎜
内的水、锈等有害杂质清除干净。
2:焊条,接规定进行烘烤。
3:坡口面为焊接正面
V
热影响区
23
35
02-11
5×10×55
V
热影响区
23
35
02-12
5×10×55
V
热影响区
23
35
/
焊接工艺评定报告
表码号:Q/CKD/D027-2009共3页第3页
金相检验(角焊缝):
根部(焊透、未焊透):/焊缝(熔合、未熔合):/
焊缝、热影响(有裂纹、无裂纹):/
检验截面
I
II
II
IV
V
焊脚差(mm)
表面裂痕
无
单面焊根部未焊透
无
表面气孔
无
焊接工艺评定一览表(.11.7)说课讲解
PQR016-GMAW- I1-8
HP01
6
X42
5=8
GMA
W
平焊
V
H08Mn2SiA
©1.2
1.5<T<16
不限wtw16
PQR017-GTAWS -3
巴氏合金
C-22
5=3
GTA
W
平焊
V
ERNiCrMo1
4
©2.0
1.5<T<6
不限wtw6
龙沙工程
PQR019-GTAW/SMAW-7
广东省石油化工建设集团公司
焊接工艺评定一览表
编制:工程管理部
日期:2011年11月7日
,、符号与含义:
符号
含义
PQR
焊接工艺评定
PQR001~PQR100
进口钢材焊接工艺评定
PQR101~PQR200
国产钢材焊接工艺评定
PQR401~
非金属材料焊接工艺评定
OFW
气焊
SMAW
焊条电弧焊
GTAW
钨极气体保护焊
焊接位置
坡口
形式
焊材牌号
焊材
规格
(m
m)
适用母材
厚度范围
(mm)
适用焊缝金
属厚度范围
(mm)
原始资
料编号
备注
PQR013-GTAW/SMIA22/2.5
HP01
3
316L
©89X4.5
GTA
W
垂直固定
V
H00Cr19Ni12
Mo2
©1.6
1.5<Tgt<4
不限WtGT<4
最新版全套焊接工艺评定表格
焊接方法
填充材料
焊接电源
电弧电压
(V)
焊接速度
(cm/min)
线能量
(kJ/cm)
牌号
直径
极性
电流(A)
1/1
SMAW
J507
φ3.2
DC-
80-100
20-24
6.1-10
≤23.6
1/2
பைடு நூலகம்SMAW
J507
φ4.0
DC-
160-180
24-26
11.8-13
≤23.8
1/3
SMAW
J507
合格
02-6
背弯
7.00
28.00
180
合格
冲击试验:试验报告编号:PQR02
试样编号
试样尺寸
缺口类型
缺口位置
试验温度(℃)
冲击吸收功(J)
备注
02-7
5×10×55
V
焊缝正中
23
50
Q345R,δ7,SR
02-8
5×10×55
V
焊缝正中
23
51
02-9
5×10×55
V
焊缝正中
23
52
02-10
5×10×55
605gb7132008q345r7mm500150gb7132008q345r7mm500150焊接材料j507评定类型板板对接保护气体焊接方法smaw焊后热处理sr清根方法焊接方法规格电流种类及极性电流焊接速度cmmin线能量kjcm直径喷嘴直径11smawj50732dc801002024611023612smawj50740dc16018024261181323813smawj50732dc801402024913224检验项目评定指标及试样数量检验项目试样数量试验方法评定标准nbt47014201合格指标备注外观检查6412无裂纹无损检测射线jb4730220056412无裂纹超声拉伸试验常温gbt22820026415rm510mpa高温6416弯曲外表面和侧面不得有大于3mm长的缺欠冲击试验焊缝gbt22920076417各区冲击功平均值不得12j至多一个试样低于规定值的7051055热影响区注
焊接工艺评定项目一览表

焊接工艺评定项目一览表背景在焊接工艺评定(WPS)过程中,需要对焊接工艺进行测试和评估。
这样可以确保焊接的质量和持久性,并满足相关的标准和规定。
本文将介绍焊接工艺评定项目一览表,列出常见的焊接测试和评估项目,以便相关从业人员参考。
焊接工艺评定项目下面是常见的焊接工艺评定项目:基本过程•焊接材料:了解焊接材料的类型、质量和强度等参数。
•焊接操作技术:包括焊接时的温度、时间、压力和速度等参数。
•焊接修补:审查修补焊接过程和相关信息,例如修补长度和宽度、修补层数以及修补焊接的加热和压力等参数。
焊接材料•材料证明:将焊接材料的物理、化学和机械参数进行测试,并证明其符合相关的标准和规定。
•化合物分析:测试焊材、母材和填充材的成分并比较其相似之处。
•焊材评估:测试焊接材料的物理、化学和机械参数,并证明其符合相关的标准和规定。
•材料粘合:测试焊接材料的粘接强度和剪切强度,并评估其符合相关的标准和规定。
焊接操作技术•焊接参数:测试焊缝宽度、深度和高度等参数,在不同的条件下评估其性能。
•焊接可靠性:测试焊接材料在不同的温度、压力和时间下的可靠性和持久性。
•焊接断裂韧性:测试焊接材料在不同的条件下的断裂韧性和塑性,以确保其性能符合相关的标准和规定。
•焊接腐蚀性:测试焊接材料在不同的环境条件下的耐腐蚀性和抗氧化性能,并评估其符合相关的标准和规定。
焊接修补•修补层数:测试修复材料的数量、厚度和长度,并评估其性能是否符合相关的标准和规定。
•修补位置:测试修补的位置是否符合相关的标准和规定。
•修补焊接:测试修补焊接过程和相关的参数,例如焊接温度、时间和压力等,以确保其性能符合相关的标准和规定。
上述列出的焊接工艺评定项目可以帮助从业人员了解焊接的质量评估标准和流程。
通过理解这些参数和评估方法,焊接工艺可以得到更好的改善和优化,从而确保焊接的质量和持久性。
焊接工艺评定表格

母材:
材料标准:
材料代号:
类.组别与类.组别号:相焊
厚度:
直径:
其它:
焊后热处理:
保温温度(℃):
保温时间(h):
气体:
气体种类混合比流量(L/min)
保护气
尾部保护气
背面保护气
填充金属:
焊材类别
焊材标准
焊材型号
焊材牌号
焊材规格
化学成分测定表面至熔合线的距离(mm):
附加说明:
结论:本评定按规定焊接试件、检验试样,测定性能,确认试验纪录正确
评定结果:(合格、不合格)
焊工姓名
焊工代号
施焊日期
编制
日期
审核
日期
批准
日期
第三方检验
换热管与管板焊接工艺附加评定报告
单位名称:
焊接工艺附加评定报告编号焊接工艺卡编号
接头简图:
评定因素:
焊接方法及机动化程度
1
2
3
4
5
6
7
8
是否合格
有无裂纹、未熔合
角焊缝厚度(mm)
是否焊透
结论:
评定结果:(合格、不合格)
焊工姓名
焊工代号
施焊日期
编制
日期
审核
日期
批准
日期
焊评试验施焊记录表
JL50803
公司名称
焊评编号(PQR No)
焊工姓名
钢印
焊检员
记录
母
材
名称
钢号
尺寸,mm
炉批号
材质证明
其它
质保书
质保书
焊
最新版全套焊接工艺评定表格
焊接方法
填充材料
焊接电源
电弧电压
(V)
焊接速度
(cm/min)
线能量
(kJ/cm)
牌号
直径
极性
电流(A)
1/1
SMAW
J507
φ3.2
DC-
80-100
20-24
6.1-10
≤23.6
1/2
SMAW
J507
φ4.0
DC-
160-180
24-26
11.8-13
≤23.8
1/3
SMAW
J507
铁素体含量:
测量标准:
铁素体测量仪:
检验员:年月日审核人:年月日
YearmonthdateExamed:yearmonthdate
其他:
表码号:Q/ZKD/D105-2009
力学性能检测记录表
焊评编号(PQRNo.)
PQR02
拉伸试验
试验标准号:_GB/T228-2002____试验报告编号:_______PQR02_________
其他:/
编制
日期
审核
日期
批准
日期
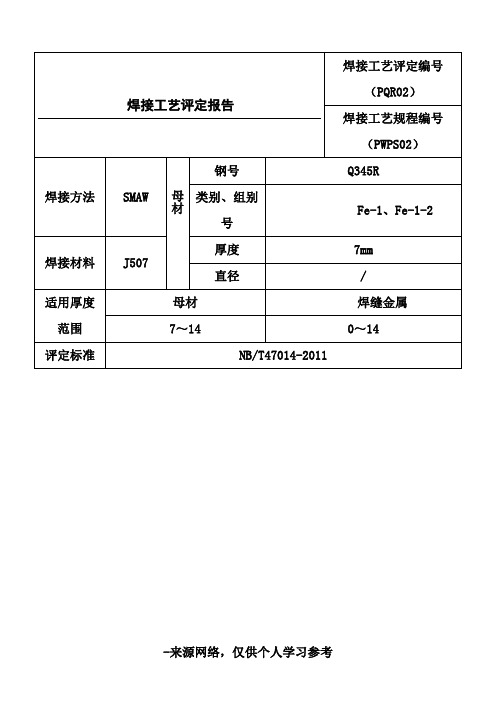
焊接工艺评定报告
表码号:Q/CKD/D027-2009共3页第1页
单位名称:有限公司
焊接工艺评定报告编号:PQR02预焊接工艺规程编号:PWPS02
焊接方法:SMAW机械化程度(手工,半自动,自动):手工
接头简图(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度):
表面裂痕
无
单面焊根部未焊透
无
表面气孔
无
单面焊根部未熔合
无
弧坑
无
单面焊根部凹陷
最新版全套焊接工艺评定表格
孙桂根
日期
2011-12-1
工艺评定编号
PQR02
审核
李洲
日期
2011-12-2
预焊接工艺规程编号
PWPS02
评定标准
NB/T47014-2011
要求完成日期
1个月内
母材标准,牌号
厚度,mm
尺寸mm
接头形式简图:
GB713-2008,Q345R
7mm
500×150
GB713-2008,Q345R
焊道/焊层
焊接方法
填充材料
焊接电源
电弧电压
(V)
焊接速度
(cm/min)
线能量
(kJ/cm)
牌号
直径
极性
电流(A)
1/1
SMAW
J507
φ3.2
DC-
80-100
20-24
6.1-10
≤23.6
1/2
SMAW
J507
φ4.0
DC-
160-180
24-26
11.8-13
≤23.8Βιβλιοθήκη 1/3SMAWJ507
简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)
试件尺寸:500×300×7双面焊,正面焊2层,背面清根焊1层
母材:
类别号Fe-1组别号Fe-1-2与类别号Fe-1组别号Fe-1-2相焊及
标准号GB713-2008钢号Q345R与标准号GB713-2008钢号Q345R相焊
厚度范围:
母材:对接焊缝6-14mm角焊缝不限
2.焊接工艺评定报告………………………………………………………………………()
3.焊接工艺评定指导书……………………………………………………………………()
焊接工艺评定表全集文档
焊接工艺评定表全集文档(可以直接使用,可编辑实用优质文档,欢迎下载)
版本:A版
目录
1、预焊接工艺规程
2、试件取样位置图
3、焊评试验施焊记录表
4、外观检验表
表0.2单位工程施工质量评定表
施工单位自评等级:评定人:
项目经理:
(盖公章)
年月日监理机构复核等级:
复核人:
总监或副总监:
(盖公章)
年月日
项目法人认定等级:
认定人:
技术负责人:
(盖公章)
年月日
工程质量监督机构
核定等级:
核定人:
机构负责人:
(盖公章)
年月日
表0.2.3道路工程外观质量评定表
汉中职业技术学院附属医院中医针灸康复科
康复功能评定量表
一、基本情况
姓名:性别:年龄: 科室:床号:住院号:
临床诊断:
二、功能评定
三、ADL评定
四、环境因素和个人因素
五、患者意愿及目标
六、评定总结
1.康复治疗目标:
2.康复治疗方案:
3.注意事项:
医师:治疗师:责任护士:患者或家属:
年月日。
焊接工艺评定标准表格

编制
日期
审核
日期
批准
日期
焊接工艺评定报告
单位名称:
焊接工艺评定报告编号: 焊接工艺指导书编号:
焊接方法: 机械化程度:(手工、半自动、自动)
接头简图:(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度)
母材:
材料标准:
钢号:
类、组别号: 与类、组别号: 相焊
厚度:
直径:
其他:
焊后热处理:
无损检验
RT: UT:
MT: PT:
其他
耐蚀堆焊金属化学成分(重量%)
C
Si
Mn
P
S
Cr
Ni
Mo
V
Ti
Nb
分析表面或取样开始表面至熔合线的距离(mm):
附加说明:
结论:本评定按JB 4708—2000规定焊接试件、检验试样,测定性能,确认试验记录正确
评定结果:(合格、不合格)
焊工
姓名
焊工代号
施焊日期
温度范围(℃)
保温时间(h)
预热:
预热温度()(允许最低值)
层间温度()()
保持预热时间
加热方式
气体:
气体种类 混合比 流量(L/min)
保 护 气
尾部保护气
背面保护气
电特性
电流种类: 极性:
焊接电流范围(A): 电弧电压(V):
(按所焊位置和厚度,分别列出电流和电压范围,记入下表)
焊道/焊层
焊接方法
焊接工艺评定指导书
单位名称
焊接工艺指导书编号日期焊接工艺评定报告编号
焊接方法机械化程度(手工、半自动、自动)
焊接接头: 简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)
焊接工艺评定报告一览表
编制说明根据“关于执行《承压设备焊接工艺评定》(NB/T 47014-2011)的意见(质检特函〔2011〕102号) ”文件精神,依据NB/T 47014-2011标准,质量安全部、焊试室共同将原有的焊接工艺评定进行了分类整理、补充。
现有:符合JB4708-2000的工艺评定是187项;符合JB4734-2002《铝制焊接容器》的工艺评定是3项、符合《蒸汽锅炉安全技术监察规程》的工艺评定17项。
另有符合GB50236-1998《现场设备、工业管道焊接工程施工及验收规范》的工艺评定13项、符合ASME锅炉压力容器规范(国际性规范)第Ⅸ卷的焊接工艺评定(2007版)评定1项。
具体见目录。
需要说明的是:1.焊接工艺评定编号:编号由焊接工艺评定代号、顺序号、接头型式、试件规格、材料类组、焊接方法、坡口型式、焊接位置代号组成。
HGP-焊接工艺评定代号。
顺序号编排从001、002、003……。
接头型式代号:B——板对接;G——管对接;J——角接接头。
试件规格:板件用厚度表示;管件用直径×壁厚表示。
材料类组别号见相应评定标准。
焊接方法代号: S-手工电弧焊;W/S-手工钨极氩弧焊; M-埋弧自动焊;Q-气保焊;F-药芯焊丝自保护半自动焊。
坡口型式及代号见有关国家标准。
如V——V型坡口;X——VX型坡口;K——K型坡口等。
焊接位置代号:1G——板对接平焊,或管对接水平转动;2G——板对接横焊,管对接垂直固定;3G——板对接立焊;4G——板对接仰焊;5G——管对接水平固定;6G——管对接45°固定;2F——平角焊;3F——立角焊;4F——仰角焊;5F(5FG)——管板水平固定焊;6F(6FG)——管板45°固定焊。
示例: HGP137-B8-(Ⅰ-1)MⅡ1G 表示顺序号为137的、JB4708-2000中Ⅰ-1类材料的、δ=8板的、Ⅱ型坡口的埋弧自动焊焊接工艺评定。
2. JB4708-2000中材料类别及钢号分类分组表如下:3.JB4708-2000与NB/T47014-2011钢材类别及钢号分类分组对应表如下:二、符合JB4734-2002《铝制焊接容器》的评定项目:四、其他(一)符合GB50236-1998《现场设备、工业管道焊接工程施工及验收规范》的评定项目:. .。
焊接工艺评定表
单面焊根部未熔合
焊缝背面余高
单面焊根部凹陷
焊缝背面余高差
焊脚
表面裂纹
焊脚差
表面气孔
弧坑
咬边
夹渣
焊缝正面宽度
焊缝正面宽度差
焊缝背面宽度
焊缝背面宽度差
焊缝棱角度
其他
精品文档word文档可以编辑!谢谢下载!
版本:A版
焊接工艺评定
编号:XXXXXXX
编制:
审核:
批准:
XXXXXXX有限公司
1、预焊接工艺规程
2、试件取样位置图
3、焊评试验施焊记录表
4、外观检验表
焊评试验施焊记录表
焊接工艺评定编号
焊工
钢印
检验员
记录者
母材
钢号
规格
批号
证书编号
其它
焊材
牌号
规格
炉批号
烘干温度
证书编号
其它
焊接位置
接头型式简图:
焊接设备
清根方法
预热温度
保护气体种类
喷嘴直径(mm)
钨极直径(mm)
层次
焊接
方法
填充材料
电源种类
电压
(V)
焊接速度(cm/min)
热输入
(KJ/mm)
正面气体流量(L/min)
背面气体流量
(L/min)
层间温度(℃)
牌号
规格
极性
电流(A)
外观检测记录表
焊接工艺评定编号
检验员
日期
审核人
日期
焊缝正面余高
单面焊根部未焊透
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
A132 A132 A132 J422 J422 J422 J427 LB-57 LB=57 LB-57 LB-57 LB-62 LB-62 LB-62 LB-62 J507 J422 J422 J422 J422 LB-62 LB-62 LB-62 LB-62 LB-57 J507 J507 H08Mn2SiA H08Mn2SiA J422 J422 J422CrCu LB-57 LB-57 J507 J507 B-17
Φ 38×3.5/B=14 Φ 38×3.5/B=14 B=6 B=11.2/12 B=8/10 B=8/65 B=6 B=16.5 B=16.5 B=16.5 B=16.5 B=57.5 B=57 B=57 B-57 B=8 B=8 B=8 B=8 B=16 B=32 B=32 B-32 B=32 B=10 B=20 B=20 B=20 B=14 B=12 Φ 45×3.5/B=10 B=6 B=10 B10 B12 B=16 B=16 Φ 108×6
焊接工艺评定一览表
72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109
STPG38 STPG38 20 20 20 16MnR 16MnR 16MnR 16MnR 16MnR STPG38 STPG38 STPG38 SB42+SUS410S SB42+SUS410S SB42+SUS410S SB42+SUS410S SB42+SUS410S/16MnR SB42+SUS410S/16MnR SB42+SUS410S SB42+SUS410S 18Nb RST37-2 RST37-2 SM41B/18Nb SM41B/18Nb SM41B/AY3 SM41B/AY3 RST37-2/SM41B RST37-2/SM41B 18Nb/RST37-2 18Nb/RST37-2 RST37-2/AY3 RST37-2/AY3 Cr5Mo Cr5Mo 15CrMo 15CrMo
H10Mn2Si
焊接工艺评定一览表
34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71
1Cr18Ni9Ti 1Cr18Ni9Ti 1Cr18Ni9Ti 15MnV/A3 A3/16MnR A3/B3F B3F SPV36Q SPV36Q SPV36Q SPV36Q SPV50LS SPV50LS SPV50LS SPV50LS SB42 SB42 RST37-2 RST37-2/A3 SM41B SPV50LS SPV50LS SPV50LS SPV50LS 16Mn 16MnR 16MnR 16MnR 16MnR SPHC 20#/SPV36 12MnCrCu 16Mn 16Mn 20G 20G 20G STPG38
焊接工艺评定一览表
DC DC DC AC DC AC AC DC DC DC DC DC DC DC DC DC AC DC DC AC DC DC DC DC DC DC DC AC AC AC AC AC DC DC AC AC DC
80 80 55~100 100~260 115~210 130~185 100~185 125~185 100~145 130~180 110~180 150~190 160~195 165~200 145~195 120~180 120~200 120~200 120~200 105~200 130~230 100~180 140~210 125~210 100~190 95~150 120~190 340~760 300~760 150~195 150 150~190 90~115 90~170 105~175 100~180 730~750 115
焊接工艺评定一览表
焊接工艺评定一览表 PQR 编号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 母材 牌号 16MnR 16MnR 16MnR 16MnR 16MnR 16MnR A3 A3 A3 A3 AY3F AY3F 16Mn 16Mn 20 20 16MnR 16MnR 16MnR 16MnR 16MnR 1Cr18Ni9Ti 1Cr18Ni9Ti 20/16MnR 20/16MnR 1Cr18Ni9Ti/16MnR 16MnR 16MnR 16MnR 16MnR 20 20 20 母材 规格 B=42 B=42 B=42 B=30 B=30 B=30 B=12 B=12 B=12 B=12 B=8 B=8 B=12 B=12 B=12 B=12 B=14 B=14 B=10 B=10 B=14 B=12 B=12 Φ 40×3/B=12 Φ 40×3/B=12 B=6/8 B=12 B=12 B=12 B=12 Φ 219×10 Φ 219×10 Φ 219×10 焊条 牌号 J507 J507 J507 J507 J507 J507 J422 J422 J422 J422 J422 J422 J507 J507 J507 J507 J507 J507 J507 J507 A132 A132 J507 J507 A302 J507 J507 J507 J507 J422 J507 J422 焊丝 牌号 焊接 方法 SMAW SMAW SMAW SMAW SMAW SMAW SMAW SMAW SMAW SMAW SMAW SMAW SMAW SMAW SMAW SMAW SMAW SMAW SMAW SMAW SAW SMAW SMAW SMAW SMAW SMAW SMAW SMAW SMAW SMAW SMAW SMAW SMAW 接头 形式 X X X X X X V V V V V V V V V V V V V V I V V △ △ V V V V V V V V 焊接 位置 3G 2G 4G 3G 2G 4G 1G 3G 2G 4G 1G 3G 1G 3G 1G 3G 1G 3G 1G 3G 1G 1G 3G 5F 2F 1G 1G 3G 2G 4G 5G 2G 6G 电流 种类 DC DC DC DC DC DC AC AC AC AC AC AC DC DC DC DC DC DC DC DC AC DC DC DC DC DC DC DC DC DC AC AC AC 焊接 电流I 130~180 170~200 150~220 90~180 110~185 95~180 95~190 90~110 95~190 95~110 95~190 95~100 90~180 90~150 90~190 95~120 100~180 100~125 110~180 90~115 680~710 85~140 80~ 85 70~130 70~ 90 100~110 120~175 100~115 100~120 90~110 95~115 100~115 110~130
TIG-J50 TIG-J50 TIG-J50 TIG-J50 TIG-J50 TIG-J50 TIG-J50
TIG-50 TIG-50 TIG-50
HUS-36
HUS-36
TGS-1CM TGS-1CM
TIG+SMAW TIG+SMAW TIG+SMAW TIG+SMAW TIG+SMAW TIG+SMAW TIG+SMAW SMAW SMAW SMAW TIG+SMAW TIG+SMAW TIG+SMAW SMAW SMAW SMAW SAW+SMAW SMAW SMAW SMAW SAW+SMAW SMAW SMAW SMAW SMAW SMAW SMAW SMAW SMAW SMAW SMAW SMAW SMAW SMAW SMAW SMAW TIG TIG
B-17 Φ 108×6 B-17 Φ 108×6 J507 Φ 108×4.5 J507 Φ 108×4.5 J507 Φ 108×4.5 B=10 J507 B=10 J507 B=18 J507.J506 B=18 J506.J507 B=20 J506.J507 LB-26 Φ 114×4 LB-26 Φ 114×4 LB-26 Φ 114×4 B=21 LB-47A.A302.A107 B=21 LB-47A.CR-40cb.CR-43cb B=21 LB-47A.CR-40cb.CR-40cb B=21 A302.A107 B=21 LB-47A.CR-43cbs B=21 LB=47A.CR-43cbs B=21 LB-47A.A302.A107 B=21 A302.A107 B=12 J426 B=14 J426 B=14 J426 B=16/12 J426 B=16/12 J426 B=16/20 J426 B=16/20 J426 B=14/16 J426 B=14/16 J426 B=12/14 J426 B=12/14 J426 B=14/20 J426 B=14/20 J426 Φ 140×9 CM-5.热507 Φ 140×9 CM-5.热507 Φ 57×3.5 Φ 57×3.5
H08Mn2SiA H08Mn2SiA H08Mn2SiA TIG-J50
SMAW SMAW SMAW SMAW SMAW SMAW SMAW SMAW SMAW SMAW SMAW SMAW SMAW SMAW SMAW SMAW SMAW SMAW SMAW SMAW SMAW SMAW SMAW SMAW SMAW SMAW SMAW SAW+CO2 SAW+CO2 SMAW SMAW SMAW SMAW SMAW SAW+SMAW SAW+SMAW SAW TIG+SMAW