端子类生产加工全制程QC工程图
QC工程图

工程名称 Process
QC 工程图 (QC Flow Chart)
●:重点工站 “S":产品安全相关特殊特 REV
性Key station"S": Special characteristics related to product safety ▲:产品质量有关的特殊特性Special characteristics related to product quality ★:过程有关特殊特性Special characteristics related to process CPK:制程能力Process capability; △:增加或变更项目Add or change items 注:客户有要求时须加注客户标示Note: Customer's mark shall be added when customer has requirements
变更说明 Change
日期 Date
编号 No.
发行日期 Issue date
料 号 P/N
REV 第 页 Page: 共 页Total Page:
品名 Part name
核准 Approval
审核Review
会签Countersign 经办Maker
加工地方 Place
厂内 厂外 Insi Outsi
de de
标准规范 Standard
机械设备 名称NO. Device name No.
规格 Spec.
重点管理项目 Key management item
担当部门 Acting Dept.
测 定Measurement
频度Frequency
工具Tool/ 方法Method
QC工程图样板格式
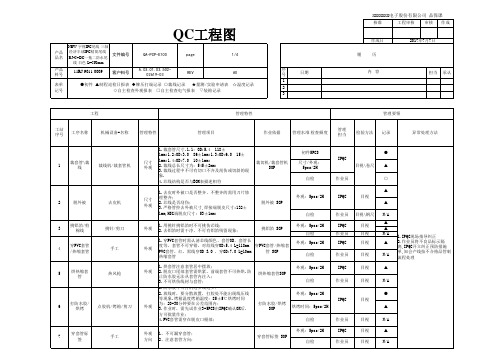
2、成型后外观不可有缺料、压伤套管、压伤线材 等不良现象;
成型SR(Y型) SOP
3、尺寸要求:120±2mm
外观:5pcs/2H 自检
外观/功能:
1.打端子铆高/铆宽/拉力需符合标准要求,参照
5pcs/2H
10
比剪芯线/ 半自动打端子机/比剪治 外观 SOP进行确认;
打端子
具/剪刀
尺寸 2.端子前端需平齐;
比剪芯线/打端子 SOP
外观/功能: 5pcs/2H
自检
11
检端子
放大镜
外观
1、打完后的端子必须全检; 2、端子不可有变形/露铜丝/功能区无铜丝/包胶/ 端子刮伤/卡点下陷/压着过高或过低.不良品分开 放置不可流入下工站;
检端子 SOP
外观:5pcs/2H 自检
12
穿套管/穿 HSG
手工
外观 功能
1、穿HSG过程中员工需严格区分芯线颜色顺序, 不可有线序穿错,端子穿不到位等不良现象; 2、端子穿入HSG后员工需检查是否有芯线单根受 力现象;
管 SOP
热缩套管
外观:5pcs/2H 自检
外观:5pcs/2H
自检
IPQC 作业员
IPQC
作业员
目视 目视 目视
目视
▲
▲
N/A 1.IPQC现场指导纠正
▲ 2.作业员将不良品标示隔 离,IPQC开立纠正预防措施
N/A
单,知会产线按不合格品管制 流程处理
1.烘套管注意套管居中摆放;
外观:5pcs/2H
IPQC
目视
▲
作业员
目视
N/A
IPQC
目视
▲
作业员
目视
N/A
QC工程图
12
表面 处理
IPQC( 4)
13
电镀
14
IPQC( 5)
15
装配
16
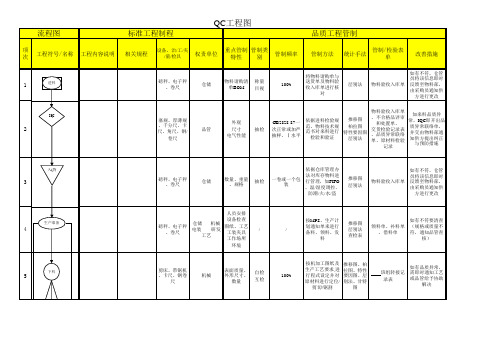
拉丝机、喷砂
机、校平机、 塞规、厚薄规 、千分尺、量
尺、角尺
自检 互检
100%
按机加工图纸及 推移图、柏
生产工艺要求,进 拉图、特性
行程式设定并对 要因图、层
原材料进行定位/ 别法、甘特
校平/拉丝/喷砂
图
屑
班组转接记 录表
如有品质异常, 需即时通知工艺 或品管给予协助
解决
塞规、厚薄规 、千分尺、卡 尺、角尺、卷
尺
品管
表面质量、 形位尺寸
首检 巡检 定位检
首检:1Pcs/次; 巡检:5Pcs/2Hs, 附带6S检查; 定 位检:50%以上
依据机加工图纸 、生产工艺要求 及制程检验规范 (机加工)进行检验
别法
首件检验单、机 加工零部件巡回 检验记录、返工 返修单、品质异 常联络单、不合 格品评审和处置
单
如有不符,通知 机械部校机或修 模;如严重不合 格或已通知未改 善者,则开具品 质异常联络单或 组织MRB会议
钻床
卡
尺
风枪
刮刀
机械
表面质量、 形位尺寸、
数量
自检 互检
100%
按机加工图纸及 推移图、柏
料
推移图 层别法 查检表
领料单、补料单 、借料单
如有不符要清查 (规格或质量不 符,通知品管查
核)
100%
按机加工图纸及 推移图、柏
生产工艺要求,进 拉图、特性
行程式设定并对 要因图、层
原材料进行定位/ 别法、甘特
剪切/锯割
QC工程图(完整版)
作业员
1.发现异常要及时报 告主管 2.连续3PCS 不良应停机稽核,并 及时汇报工程主管处 理
14
维修
1.静电防护2.物料的 正确性3.外观质量
1.佩戴静电手环,烙铁 接点2.补料的物料要求 和BOM一致
静电手环
烙铁
1.焊锡线 2.不良标签
1.维修完的产品清洁 干净, 无残留物、起 泡、发黄2.做好静电
目视
包装作业 1.每块PCBA 指导书 2.每班
《生产包装日报表》 《标示卡》
作业员 主管
2H内不良发生3个以 上报告班长2.无卤产 品污染全线停机稽核 。并及时汇报总经理 处理。
QA检验规
16
QA抽检
对生产线送检的产品 按《QA检验规范》和 《IQC/QA抽样计划标 准》进行检验
按QA检验规范、IQC/QA 抽样计划标准和作业指 导书
点数机、电子 称、检测仪
防静电手套
见领料单和送 材料规格型号、物料
料单
编码、数量
目视
BOM表, 客户其它 全数 要求
领料清单、送料单
核对物料规格、型号
2
核对物 料
数量,物料编码是否 与文件一致,是否材 无 料不良,是否有不符
合ROHS及无卤要求
万用表、电容 表、电桥、卡
尺、检测仪
1.防静电手环 2.镊子 3.手指套 4.放大镜5X
1.锡膏使用时间
Label,记录冰箱取出
7
锡膏回 1.锡膏回温时间 温/搅拌 2.搅拌时间
时间、回温时间和开封 时间2.开封24小时内未
搅拌机
搅拌刀
使用完的锡膏/表面有
干结的焊膏都应报废
/
1.符合先进先出原则 2.密封锡膏可保存6个 月
004QC工程图

执行者
书面记录
十八
通断性能测试
工序质量检验标准
巡检规范
产品检验与不合格管理程序
产品老化作业指导书
测试台
绝缘垫
性能
符合性能测试之要求
√
√
巡检2H自检Leabharlann 每件首件2件内目测
稳压仪
车间主任
巡检员
操作工
检验记录表
首件封样表
设备保养表
生产日报表
外观
符合部品检验基准书外观之要求
√
标识
符合电气标识要求
√
√
十九
文件编号
版次
A1
序号
流程
工程名称
作业标准/依据
设备
工装
夹具
管制项目
规格值/要求说明
管制方法
首检
自检
巡检
监控频率
检测仪器
执行者
书面记录
五
精车抛光
抛光作业规程
精车作业规程
设备管理程序
工序质量检验标准
首件封样
巡检规范
产品检验与不合格管理程序
精车
抛光机
手提磨
锉刀
工艺标准
按注塑工艺规范执行
√
巡检2H
自检/每件
√
溶液配方
按配方工艺标准执行
√
糙度
按糙度检验标准执行
√
√
七
喷涂
喷涂作业规程
设备管理程序
工序质量检验标准
首件封样
巡检规范
产品检验与不合格管理程序
喷涂线
喷漆枪
材质
符合BOM文件或与工程样板一致
√
巡检2H
自检/每件
QC工程图(全)
要正确维持设定溫度
Check 检查(肉眼)
1回/天
选别及修理移管
SMT工作 人员
制造装备日常 生产主管 检验CheckSheet 作业日报
MAGZINE
● ●
* 注意PCB板堵塞
中检放板时确认好板的距离
Check 检查(肉眼)
随时
SMT工作人 员
VISION 工程检查
作业指导书 作业指导书
放大镜 VISION检测机 放大镜
●
型号、数量、规格
符合订单、符合Part List要求
数量全数确认
每次
与供应商确认后向品质 资材担当 经营室汇报
资材主管
资材管理台帐
受入检查
●
* PCB检查 1.外观 2. 値數 单 品 长 单 品 宽 单 品 厚
按照对应的来料检查基准 进行 GB2828单次抽样Cri=0, Maj=0.40,Min=0.65或是 25.76±0.10 mm 全数检查 18.25±0.10 mm 0.13±0.03 mm
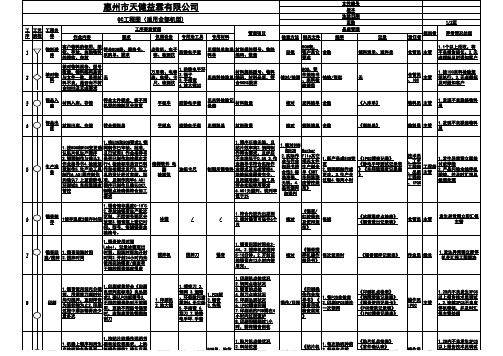
CONFIDENTIAL CONFIDENTIAL
制品名(Model名) 文 書
制作
PLH-1R20-H5
No. 制/改定日 2009.2.3 2010.5.15
工艺流程内容增加
确认 改定內容 QA 0 1 2 金志映 生产 权赫运 制定
编 号
检查 徐龙
PL-QP-09-工程-010
承認
Q. PCM Q.C 工程图
MAX 6.5(µA) MAX 0.1(µA) 700.0-1300.0(ms) 4.250-4.300(V) 4.220-4.300(V) 14.0-26.0(ms) 2.242-2.358(V) 2.242-2.358(V) 11.0 -21. 0(ms) 0.200-0.500(A)
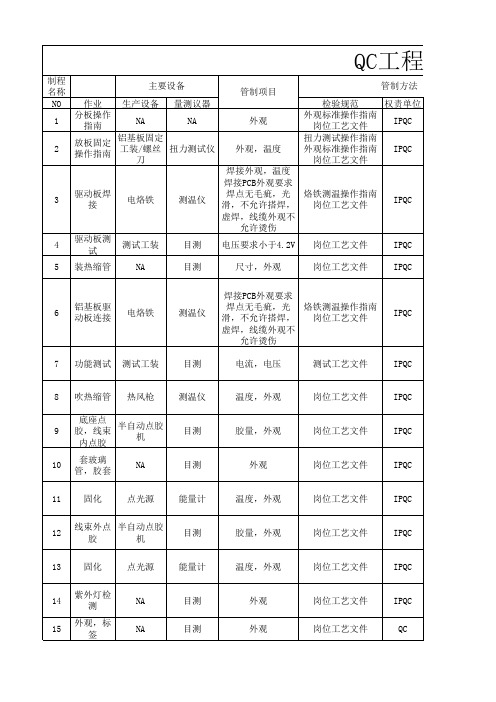
电子厂qc工程图.xls

器及治具
2.外觀 料規格表 每批 MA: AQL 0.4 2.各種儀器量
1.進料檢查 2.電橋表測試及 3.電性功能 2.承認書 治具
MI: AQL 0.65 具及治具量側
3.直流電源
2
1.成型機 2.前加工 2.電動起子
1.扭力 2.尺寸
依作業 1.自主檢查 指導書 2.巡回檢查
100% 不定
目視 目視
W-EN-001
測試
作業指導書 作業員 作業指導書 IPQC W-EN-001
入庫
作業指導書 品檢員 W-EN-001
檢驗
錫爐操作. 點檢.保養 標准書
G-EN-001
錫爐技 術員
流動
1.依最新版 1.制造部
本之樣品內 相關人員
容
2.品保部
無 IPQC稽核記錄表
3.各種夾治具 3.外觀
(加工線)
1.回風機
1.縱向偏移 依作業 1.自主檢查 100%
目視
無
3
3.SMD手貼
2.點膠機 3.各種夾治具
2.橫向偏移 指導書 2.巡回檢查 3.旋轉偏移
不定
目視
IPQC巡檢稽核表
4.浮起高度
1.輸送帶
1.零件高度 依作業 1.自主檢查 100%
目視
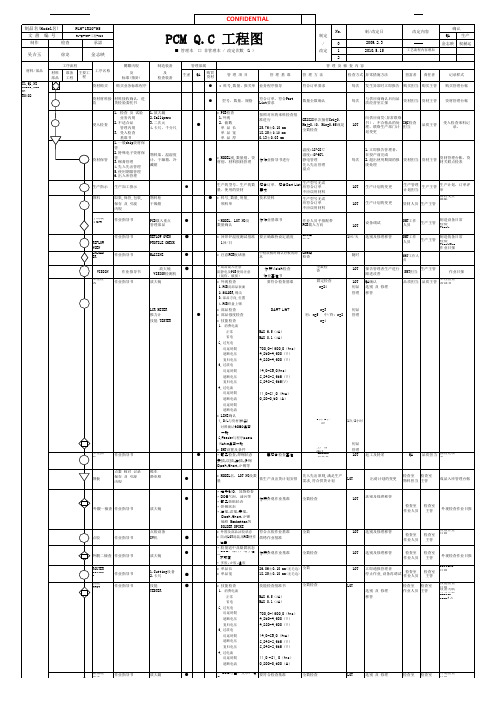
QC 工 程 圖
機種名稱
版
年 月 日 實施
核
審
制
公
A0
00-ATP1655
次
年 月 日 次修改 准
查
表
司
制造流程
品質管制項目
品質管制方式
流程圖 工程別 設備.儀器及工具品質特性 規格 檢查方式
釆樣數
測試方法
QC工程图(SMT)

如果出现影响产品性能的异常情况,品证部门长有权利命令停产。
编制问题解决表。
12
○
修理
不良品确认修理
SMT生产现场
烙铁头温度
防止产品焊接不良
管理温度 380℃ +20℃/-20℃
每日
再次生产前 SMT班长
烙铁温度点检表
重新调整烙铁温度并点检,不能调整时更换.
首件确认 生产开始前 SMT班长 品证班长 首件确认 生产开始前 品证班长
贴片机日常点检表 首件确认表 首件确认表
设备重新调整,生产计划变更 更换物料,调整着装位置后重新首件确认. 更换物料,调整着装位置后重新首件确认.
机种切换
按作业指导书SMW-W001作业 符合作业指导书要求
9
▽
炉前检查
印刷及贴片状态 的确认
SMT生产现场
印刷及贴片状态
防止印刷不良及贴片不良 无上浮,偏斜,漏贴,短路, 全数 直立,错料,锡量适宜
每次
SMT班长
SPC控制表
向品证部报告,发行异常联络书,停线调整设备, 生产计划变更.
10
◎
硬化炉
焊锡/红胶 硬化处理SMT生产现场 硬化炉
炉温曲线
满足焊接要求
符合作业指导书SMT-W009要求 每周
盘点时
盘点卡 入\出库卡
进行重新盘点,对超出保质期的产品废弃处理。 生产计划的变更
4
▲
生产指示
生产加工的指示
型号 生产数量 使用的部品
生产型号无误 应符合订单 不应误用材料
符合订单要求
1LOT
各型号
生产管理部 订单评审表 生产计划担当生产计划
生产计划的变更
5
▲
生产车间QC工程图

一、流程和结构
二、各工序管控重点
备注:Q--品质管控重点 M--设备管控重点
三、说明
QC工程图------流程和管控重点
Q-拆袋方法
内包装去除状况农副产品分选效果原料感官检查配料称量误差配料无配漏
生鲜料斩绊效果原料残余量品种标识覆盖密闭余料处理方式M-电子称准确性绞切设备卫生周转容器卫生
Q-原料确认色拉油计量炒制温度炒制时间
炒制投料顺序辅料添加时机辅料搅拌均匀起锅温度
M-温度计准确性流量计准确性煮酱锅搅拌翅
Q-包材确认包装状况叠袋状况单包重量
大袋/料筐装量日期设定M-包装机速度
横纵封封合温度电子称校验包装机卫生料筐卫生
Q-包材确认包装状况叠袋状况单包重量管制卡填写标签张贴M-封合温度电子称校验包装机卫生
Q-口味品评
包装/装箱/重量入库抽验微检指标理化指标
各岗位卫生标准M-检验设备
前处理炒制自动包装半自动包装抽验入库1、QC 工程图模板,依据工序差异进行分类管理
2、明确了各工序品质和设备的管控重点、管制标准、频次及异常处理方法
装箱Q-杀菌状况装箱状况
转运识别管制卡码箱层数
标签正确及粘贴到位
M-杀菌釜参数栈板状况杀菌车及容器卫生
换产
Q-用料确认
M-设备及管路清洗、消毒。
QC工程图(质量控制计划)
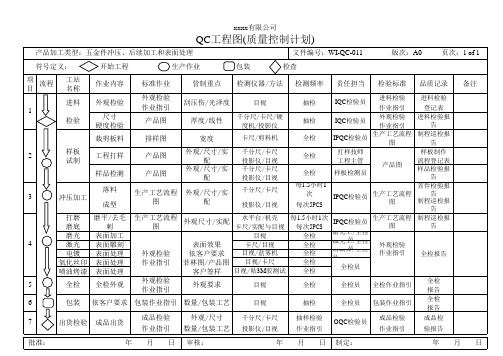
QC工程图(质量控制计划)
产品加工类型:五金件冲压、后续加工和表面处理
文件编号:WI-QC-011
版次:A0
页次:1 of 1
符号定义:
开始工程
生产作业
包装
检查
项 目
流程
工站 名称
作业内容
标准作业
管制重点 检测仪器/方法 检测频率 责任担当 检验标准 品质记录
1
进料 外观检验
外观检验 刮压伤/光泽度 作业指引
目视
抽检
IQC检验员
进料检验 作业指引
进料检验 登记表
检验
尺寸 硬度检验
产品图
厚度/线性
千分尺/卡尺/硬 度机/投影仪
抽检
IQC检验员
外观检验 作业指引
进料检验报 告
裁剪板料
排样图
宽度
卡尺/剪料机
全检
IPQC检验员
生产工艺流程 图
制程巡检报 告
2
样板 试制
工程打样 样品检测
产品图 产品图
外观/尺寸/实 配
成品检验
外观/尺寸
千分尺/卡尺
抽样检验
成品检验
OQC检验员
成品检
作业指引 数量/包装工艺 投影仪/目视
作业指引
作业指引
验报告
备注
批准:
年 月 日 审核:
年 月 日 制定:
年月日
IPQC检验员
生产工艺流程 图
磨光工/全检
激光工员/全检 测试员员/全检 员
外观检验 作业指引
全检员
制程巡检报 告
全检报告
5
全检 全检外观
外观检验 作业指引
外观要求
QC工程图

QC工程图工图制作人审核批准DST-QA-00006-00判定方法管制要求和BOM单,套料单相符ROHS物料标识正确,作好相关的ESD防护和BOM单,套料单相符符合产品相关要求和BOM单,套料单相符贴有IQCPASS标识才可使用和BOM单,套料单相符和BOM单,套料单相符机型、钢网、版本储存温度:0℃-10℃,使用前解冻4H程序正确,贴片无偏移、欠品、反面等每次换料,上料由IPQC进行确认,核对每日对设备及接地,线体静电点检,并记录正常的无铅制程温度,实际温度不超过240度设定温度不超过260度,链速60-70cm/min按要求对炉温曲线进行测试挂于指定地方每日对设备及接地,线体静电点检,并记录元件不可破损、假焊、连锡、欠品、错件上锡情况良好、无溢胶,偏移现象及时、准确填写报表所有人员佩戴静电手环作业目视QC检验报表100%目视目视冰箱站位表/BOM单锡膏厚度测试每换钢网/次4H/次5PCS/次2H/次1次/日4H/次2H/次4H/次1次/日目视1次/批评价/测量技术万用表/LCR电桥目视半导体测试仪AQL抽样标准检验频率生产设备LCR测试仪半导体测试仪万用表卡尺等来料检来料检验验领料人工电子称BOM单套料单IQCPASS标识等工作单号数量、单位、规格钢网与版本核对3当需SMT时印刷锡膏/机器贴装作业指导书人工SMT工艺流程图锡膏印刷机/红胶锡膏/红胶储存及钢网使用方法换料记录锡膏使用规定锡膏/红胶印刷贴片程式/位置换料确认设备点检/保养炉温设定参数每印5PCS擦拭一次钢网,不可擦板、连锡、溢胶等无尘棉布4当需SMT时过回流炉回流炉炉温测试仪作业指导书回流炉温度温度曲线设备点检/保养元件5当需SMT时QC全检放大镜牙签静电手环作业指导书PCBA检验规范上锡状况QC检查报表静电防护QC产品防护6当需SMT时工程图目视橡皮筋静电测试仪100%板间须用气泡袋阻隔,尤其注意晶振的防护产品标识清晰、正确、张贴规范包装时不可太松太紧,限定每扎数量包装人员佩戴静电手环作业元件不可破损、假焊、连锡、欠品、错件上锡情况良好、无溢胶,偏移现象及时、准确填写报表QA人员佩戴静电手环作业完全符合我司外发AI要求元件不可破损、欠品、错件AI位置正确,元件规格与BOM、AI表相符包装时不可太松太紧,限定每扎数量防挤压,防静电等与BOM单相符与BOM单相符,客户要求相符按作业指导书作业,不可错件等标识清晰,正确所有人员佩戴静电手环作业元件用错、不可破损、无欠品、错件按相应的作业要求、工艺进行及时、准确填写报表佩戴静电手环作业同一不良点出现3次,立即反馈生产拉长。
QC工程图

V
V
V
IPQC巡检报 表
返工
26 清外观
1.外观清洁 2.清观方式
清外观作业指导 书
确认外观
1.灯管、套件是 否有异物脏污 2.有无损坏套 件,灯管,胶面
制程检验标准
自主100% 巡查1次/2 小时
目测
V
V
IPQC巡检报 表
返工
27 装面罩 材料型号
面罩安装作业指 导书
组装方向性
1.面罩方向与 PCBA、底壳方向 一致 2.无压灯 管
贴片机
1.根据BOM表,站 1.物料核对 位表核对机台物 2.LED灯位置确认 料 2.根据焊 盘确认LED灯贴片
5
过回流焊
1.确认材料 2.设备运行正常 3.回流焊温度
BOM表 过回流焊作业指 导书
回流焊机
1.贴片物料规格 型号 2.各温区温度 3.焊接质量
1.各温区设置温 度参照回流焊作 业指导书,最高 炉温为230度到 240度 2.焊点是否虚 焊,连焊,空焊 3.待过炉的PCBA 不能超过5PCS 不允许存在 1.根据BOM确认灯 的参数是否正确 (亮度,波长, 电压) 2.根据 灯的数量决定混 灯的次数
制程检验标准
自主100% 巡查1次/2 小时
目测
V
V
IPQC巡检报 表
返工
34 转板 转板数量
1.不能混装,车 上要做好标示
自主100% 巡查1次/2 小时
目测
V
V
35 剥线皮
1.材料型号 2.设备运行状况
FE-220全自动裁 线剥皮机
剥线机
1.线芯断裂 2.剥线长度
1.线芯不可断裂 2.长度根据工程 图纸、BOM
QC工程图

包装检查
19
QA成品抽检
包装目检
外观质量及包装方式 、包装数量 外观质量及包装方式 、包装数量
产品清洁无脏污、无破损、压伤、压 痕、烫伤、错位、分层、起皱;包装 方式、数量依IE文件、作业指书为准 产品清洁无脏污、无破损、压伤、压 痕、烫伤、错位、分层、起皱;包装 方式、数量依IE文件、作业指书为准 包装数量状态标示清楚,产品质量符 合要求 符合客户及运输要求与箱号、净毛重 管控
IPQC 操作员 IPQC 操作员 IPQC 操作员 IPQC 操作员 IPQC 测试员 IPQC 操作员 IPQC
《品质异常单》 《品质异常单》
〈制程检验规范〉 《作业指导书》
组装
组装
《IPQC巡检记录表》 《纠正预防措施报告》 《制程检验规范》 《生产日报表》 《作业指导书》 《纠正预防措施报告》 《IPQC巡检记录表》 《制程检验规范》 《生产日报表》 《作业指导书》 《纠正预防措施报告》 《IPQC巡检记录表》 《制程检验规范》 《生产日报表》 《作业指导书》 《纠正预防措施报告》 《IPQC巡检记录表》 《制程检验规范》 《生产日报表》 《作业指导书》 《纠正预防措施报告》 《IPQC巡检记录表》 《制程检验规范》 《生产日报表》 《作业指导书》 《纠正预防措施报告》 《IPQC巡检记录表》 《制程检验规范》
QA
《QA抽检日报表》 《纠正预防措施报告》
《作业指导书》
QC 操作员 IPQC QC IPQC
《生产日报表》 《纠正预防措施报告》 《IPQC巡检记录表》
《作业指导书》 《制程检验规范》
成品包装
成品包装 包装质量
《生产日报表》 《作业指导书》 《纠正预防措施报告》 《IPQC巡检记录表》 《制程检验规范》 《生产日报表》 《纠正预防措施报告》 《IPQC巡检记录表》 《作业指导书》 《制程检验规范》 《作业指导书》《 成品检验标准》 《生产单》 《仓库管理规范》
QC工程图

按生产工艺要求,
推移图、柏拉
图、特性要因
班组转接记录表、加 如有品质异常,需即时通知工艺或品管
图、层别法、 工中心零件转入/转出记录、
给予协助解决
甘特图
9
IPQC
外观/尺寸/实装检验 和验证
产品的监视和测量控制程序、 不合格品控制程序、纠正和预 防措施控制程序、制程检验规 范(机加工)、标识和可追溯性
正与预防措施
入(物
3
料)库
4
生产准备
领料
6
锡膏
印刷
物料的搬运、分类 库房温度、湿度控制
账、物、卡管理 库存期、库存量控制
产品防护控制程序、物料入库/ 出库/退库/报废处理操作程序
、仓库管理办法
磅秤、电子秤、 卷尺
仓储
数量、重量、 规格
抽检
依据仓库管理办法对库存物 一卷或一个包装 料进行管理,如FIFO、温/湿
目视
生产
外观质量自检
100%
推移图、柏拉 按作业指导书/生产工艺要求 图、特性要因
及制程检验规范自检 图、层别法、 甘特图
外观目检日报表
如有品质异常,需即时通知工艺或品管 给予协助解决
产品外观检查
产品的监视和测量控制程序、 不合格品控制程序、纠正和预 防措施控制程序、制程检验规 范(电装)、标识和可追溯性控
图、特性要因 返工返修单、品质异常联络单 或已通知未改善者,则开具品质异常联
图、层别法 、不合格品评审和处置单
络单
套件装配
设施和工作环境控制程序、生 产和服务提供控制程序、产品 防护控制程序、文明安全生产
规定、各类设备操作规程
电批 剪钳 等
电生产
装配质量、尺 寸、数量
QC工程图(word版)

核准
审核
编制
版次
页次
A1
共1页 第1页
工程符号: ▼投料◆品质检验•加工
文件编号
TM-WIP-QM/IPQC-014
作业流程
作业特性
管制对策
作业标准
管制表单
作业流程 工程符号
工程名称
作业描述
检验重点
管制方式
管制频率
管制者
◆
│
│
确认原材 料
根据配料单检查要使用的 原材料是否正确
标识
目检
作业员
《生产计划》
《正极自动制片工艺标准》
TM-WIP-AT-009《正极自动制片作业指导书》
TM-WIP-AP-016
首检:每型号/每机
IPQC
•
│
│
│
│
自动超焊
将极耳焊接在铝箔上
焊接外观 焊接牢固性
焊接位置 尺寸
目检 剥离测试
钢尺
钢尺
钢尺
自检
作业员
首检:5pcs/机 巡检:3pcs/h/机
IPQC
环境温湿度
温湿度表
自检
作业员
《制程环境温、湿度工艺控
制标准》TM-WIP-AT-030
《环境温湿度记录表》 《裁片首件检验记录表》 《裁片过程巡检记录表》 《正极制片首件检验记录表》 《铝壳正极制片过程巡检记录表》
巡检:1次/h
IPQC
•
│
│
│
裁大片
利用裁片机将对辊后的极 片分切成大片
裁片外观
裁片尺寸
温湿度表
自检
作业员
《制程环境温、 湿度工艺控制 标准》TM-WIP-AT-030
QC工程图模版
每100片抽检10片
温度测试记录表单 巡线记录日报表
生产异常单
按检验和试验状态控 制文件/不合格控制程
序
BOM表,外观标准 作业指导书
每100片抽检10片 每100片抽检10片 每100片抽检10片 每100片抽检10片 每100片抽检10片 每100片抽检10片 每100片抽检10片 每100片抽检10片
全检 每100片抽检20片
巡线记录日报表 生产异常单 FQA检验报表 8D单
按检验和试验状态控 制文件/不合格控制程
序 按检验和试验状态控 制文件/不合格控制程
BOM表,外观标准 作业指导书,包装
作业指书
BOM表,出货标准
每100片抽检10片
温度测试记录表单 巡线记录日报表
生产异常单
按检验和试验状态控 制文件/不合格控制程
序
BOM表,外观标准 作业指导书
每100片抽检10片 每100片抽检10片
测试不良记录表单 巡线记录日报表
按检验和试验状态控 制文件/不合格控制程 按检验和试验状态控 制文件/不合格控制程
BOM表,外观标准 作业指导书
温度,外观 胶量,外观
外观 温度,外观 胶量,外观 温度,外观
外观 外观
岗位工艺文件
IPQC
岗位工艺文件
IPQC
岗位工艺文件
IPQC
岗位工艺文件
IPQC
岗位工艺文件
IPQC
岗位工艺文件
IPQC
岗位工艺文件 岗位工艺文件
IPQC QC
16 包装 17 质检
封箱机 NA
目测
外观,重量
岗位工艺文件
目测 测试,外观,数量 质量检验文件
端子连接器Wafer产品QC工程图

文件編號
审核
编制
版本 制訂單位
No 流程 工序名稱 生產設備 控制項目
檢驗設備
檢驗方式 抽檢頻率
允收標准
文件依據
責任單位 使用表單
1
倉庫 收料
…
數量、品名規 格
電子稱
目視 每批來料
材料規格確 數量正確
倉儲管理程序
仓库
入庫單
塑膠五金:
2.5D、卡尺、絕緣耐
系列別成品檢驗作業規范
品保 生产
首件檢查表
5
插Pin 自動插Pin機 外觀、尺寸 2.5D、卡尺
目視、測量 5模/小時
作業指導書、生產排程 CR:0 MA:0 MI:0.40 系列別成品檢驗作業規范
制程檢驗管理程序
品保 生产
巡回檢驗記 錄表
生產狀況表
6
彎角
彎角機 外觀、尺寸 2.5D、卡尺
目視、測量 5模/小時
包裝方式、規
8
包裝
封口機 格、數量、標
…
簽
目視
全檢
C=0
作業指導書 包裝明細表
生产 生產狀況表
9
成品入庫 檢驗
…
外觀、尺寸、 2.5D、卡尺、老化試
功能
驗機、錫爐、毫歐表
MIL-STD目視、測量 105E Ⅱ級
抽樣水准
CR:0 MA:0 MI:0.40
工程圖面 系列別成品檢驗作業規范
品保
成品入庫檢 驗日報表
作業指導書、工程圖面 CR:0 MA:0 MI:0.40 系列別成品檢驗作業規范
半成品裁切管理作業規定
品保 生产
巡回檢驗記 錄表
生產狀況表
五金端子连接座类QC工程图(PMP)范本

形等外观
温度器测试 目视
卡尺检查 目视
品质部 生产部 品质部
△
4.滚毛边
产品作业指示
毛边是否滚干净、 有否掉支点、缺损
目视
生产部
◇
△
◇
△ □
5.IPQC检查
产品作业指示
毛边是否滚干净 有否滚掉支点
目视
6.植PIN压端 子
产品作业指示
有无少针/端子、端子 变形、断针
、打掉支点、打烂胶 壳
7.IPQC检查 8.检修
产品作业指示 产品作业指示
有无少针、断针 植PIN尺寸、端子尺 寸、打掉支点、打 烂胶壳、拉力测试
产品外观检修:少 针、长短针,PIN歪 漏压脚胶壳缺损等 包装袋或胶管包装
9.QA检查
产品作业指示
尺寸外观是Leabharlann 符合 出货标准卡尺检查 目视
卡尺检查 目视 拉力器
目视
卡尺检查 目视 拉力器
品质部 生产部 品质部 生产部 品质部
A/0 1/1
备注
注: △:表示工程制造
制表:
◇:表示流程检验
□:表示最终检验
审核:
五金端子連接座类QC工程图(PMP)
版本: 页次:
流程图 工程名称
标准依据
品质特性管理重点
检查项目
管制方法 责任部门
◇
△
◇
1.线材 (来料IQC)
2.成型
3.IPQC检查
线材检验标准
线径/镀层/色泽/焊 锡试验
目视/千分尺
产品作业指示 产品图纸
前模168℃ 后模170℃ 成型周期22-33s/产 品烧焦、水口毛边 大、缺料、多胶等
RJ45 ICM端口生产制造工艺QC工程图

2H/次 2H/time
制程巡检记录表
Process inspection
Plan
反馈/拒收 Feedback/rejection
反馈/拒收 Feedback/rejection
反馈/拒收 Feedback/rejection
反馈/拒收 Feedback/rejection
V
V
record
自动焊锡设备和烙铁 Auto-soldering device
& iron
温度 Temperature
焊点品质 Weld quality
所有具体参数依照,SOP
温度量测仪
All detail items refer to Temperature measure
SOP
device
1次/4H Once/4H
产品名称 Product Name
序号 No.
制造阶段 Phase of Production
1
进料检验 Incoming inspection
领料确认
2
Picking the materials from
warehouse
PCBA与模组组装/焊接/
目检
3
Assembling the PCBA and moudle then
负责人 Principal
作
检
工
业
验
程
员
员
师
O
I
E
V
V
V
V
V
V
V
V
V
V
V
V
V
V
自动焊锡机&烙铁 Auto-soldering device
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
环保 颜色 外观 尺寸 性能
外观
数量:依据送货单,订购单要求点检. 包装:依据供应商包装要求验收 环保:符合我司环保管控标准 硬度检测:依据铜材“硬度检验标准”,不可超出10. 尺寸:铜材厚度要求公差±5ū,宽度+0/-0.10mm。 外观:表面不可有变形,凹凸不平,毛边。 标签与实物相符,不可短装 环保:符合我司环保管控标准 颜色:与样板比对,不可有异色。 外观:不可氧化发黑,发蓝,针孔,未电镀等现象。 尺寸:依据工程图纸检测其标注之重点尺寸。
更多免费资料下载请进:
QC工程图
产品名称 文件编号 管制制程 工序流程 A B 工程序号 类 类 管制项目 检验重点 环保:符合我司环保管控标准 颜色:与样板比对,不可有异色。 外观:不可氧化发黑,发蓝,针孔,未电镀等现象。 尺寸:依据工程图纸检测其标注之重点尺寸。 端子/定位片类部品 SY-WI-21-267 本厂端子/定位片类生产加工之全制程 管制重点项目 检验工具 ROHS测试仪 目视 显微镜 二次元/卡尺 IQC 责任人员 测试员 检验频率 20PCS/LOT 发行日期 页次 2 OF 2 2009-10-23 版本 A 制表日期 2009.10.22 管理责任 记录表单 参考文件 不良对策 处理方式 参考 文件 核准 审查 制作
QC工程图
产品名称 文件编号 管制制程 工序流程 A B 工程序号 类 类 ■ ■ 仓库验收 管制项目 数量 包装
环保 硬度 外观 尺寸 数量
端子/定位片类部品 SY-WI-21-267 本厂端子/定位片类生产加工之全制程 管制重点项目 检验重点
发行日期 页次 1 OF 2
2009-10-23 版本 A 制表日期 2009.10.22
进料零件不良 进料管理程序 由IQC确认经, 端子检验标准书 相关权责人员 进料检验记 环境物质检测规 确定返工,特采 录表 定 或部分采用之 决定. 品保对不良品 进行标识,隔 离,联络责任 部门重工.
■ ■ 出货检验
每小包 制程IPQC (盘)/LOT 检验记录表
出货检验规范 作业标准书
内 部 异 常 处 理 规 范
■ 电镀抽检
颜色 外观 尺寸 性能
AQL0.25 /0.65
性能:盐雾测试,插拔力测试,其结果须符合要求。 盐雾机插拔力机 数量 包装 尺寸 外观 数量:产品数量与备货单数量须一致。 包装:依据包装规范要求,产品不可混装。 尺寸:依据工程图纸检测其标注之重点尺寸。 外观:不可氧化发黑,发蓝,针孔,未电镀到等现象 目视 目视 卡尺 显微镜/目视 仓库备货 员/OQC
进料管理程序 进料检验报 铜材检验标准书 AQL0.25 表 环保物质检测规 /0.65 C=0 进料零件不良 定 由IQC确认经, 每转/LOT 外发单 相关权责人员 20PCS/LOT 全分析报告 确定返工,特采 进料管理程序 或部分采用之 端子检验标准书 决定. 制程IPQC AQL0.25 环境物质检测规 检验记录表 /0.65 定 首件/LOT 自主检查表 作业指导书 制造部调机, 修模。 品保对不良品 进行标识,隔 离,后联络制 造挑选,返修 及报废处理。
核准
审查
制作
管理责任 检验工具 磅秤 目视 ROHS测试仪 维氏硬度器 千分尺/卡尺 目视 目视 ROHS测试仪 目视 显微镜 二次元/卡尺 责任人员 仓管员 测试员 IQC 仓管员 测试员 检验频率 记录表单 参考文件
不良对策 处理方式 要求补货 参考 文件
■ ■ 进料检验 ■ 素材外发
■
电镀抽检
A类:先镀后冲系列, B类:先冲后镀系列, ■
杜邦2.54系列,MOX2.5松/紧端,MOX1.25,JST1.0,ZH1.5,PH2.0,PHD2.0(除万旭)系列,大4P特/高脚端子,JAE2.0 杜邦2.0系列,MOX2.54原厂带勾,MX3.0,MX2.0长短PIN,MOX1.25SMT/DIP系列,JST1.0系列,ZH1.5系列,HRS1.25系列,PH2.0系列,PHD2.0(万旭),SATA 系列,SAN2.0系列,SCN2.5 90端子,DF9系列,2.5MM空接公母端子,JAE1.25端子,AMP2.5端子. 各系列须控制之关键工序
■ ■ 批量生产
■ ■ 端子入库
数量 ■ 外发电镀 A类:先镀后冲系列,
B类:先冲后镀系列, ■
结构:依据首件样板比对,不可有差异。 目视 性能:结果不可超出《产品规格书》要求之标准值。 拉力器插拔力机 数量:标签所示数量与实物须相符,不可短装。 点数器 仓管员 100%全检 冲压日报表 目视 冲压组长 没盘/LOT 入库验收单 仓库作业管理程序 重新包装 包装:纸盘不可破裂,褶皱。 标签与实物相符,不可短装 目视 仓管员 每盘/LOT 外发单 杜邦2.54系列,MOX2.5松/紧端,MOX1.25,JST1.0,ZH1.5,PH2.0,PHD2.0(除万旭)系列,大4P特/高脚端子,JAE2.0 杜邦2.0系列,MOX2.54原厂带勾,MX3.0,MX2.0长短PIN,MOX1.25SMT/DIP系列,JST1.0系列,ZH1.5系列,HRS1.25系列,PH2.0系列,PHD2.0(万旭),SATA 系列,SAN2.0系列,SCN2.5 90端子,DF9系列,2.5MM空接公母端子,JAE1.25端子,AMP2.5端子. 各系列须控制之关键工序
全数点检 进料验收单 仓库作业管理程序 30PCS/LOT
IQC
性能:盐雾测试,插拔力测试,其结果须符合要求。 盐雾机插拔力机 外观:产品不可变形,毛边,压伤。 尺寸:依据工程图纸测试标识之重要尺寸。 外观:产品不可变形,毛边,压伤。 结构:依据工程样板比对,不可有差异。 目视 投影机/2次元 显微镜/放大镜 目视 技术员
更多免费资料下载请进:
■ ■ 冲压试做
■ ■ 首件确认
尺寸 外观 结构 性能 尺寸 外观 结构 性能 数量 包装
IPQC qc组长
首件/LOT 首件检验表
制程检验规范 作业标准书
内 部 异 常 处 理 规 范
性能:结果不可超出《产品规格书》要求之标准值。 拉力器插拔力机 尺寸:依据工程图纸测试标识之重要尺寸。 外观:产品不可变形,毛边,压伤。 投影机/3次元 显微镜/放大镜 IPQC qc组长 3模/2H 3模/4H 巡检记录表 制程检验规范 作业标准书