给煤机的标定
给煤机定度、标定步骤
给煤机定度、标定步骤一、走空给煤机皮带上的煤,关闭阀门、风门。
二、打开前后门和左右侧门,给煤机就地运行1000转,看皮带是否跑偏,如跑偏则进行调整。
三、传感器调整:1、挂上砝码(起重杆打平)。
2、用水平尺调整传感器(3-5丝),调整时松紧最下面的螺母,中间的螺母不能松开。
3、如果只使用一根水平尺,则应该一侧调整完后调整另一侧,最后再回来这一侧调整一次。
最好使用两根水平尺调整。
四、给煤机定度:1、将旧的反光纸去掉,在原处贴上新的。
2、装上定度探头,与电源板联接,注意A插口联接靠近入煤口的探头,B插口联接出煤口的探头。
3、放下砝码(起重杆打直),按全黄键+CAL1,给煤机开始定度一,当给煤机停下后,挂上砝码(起重杆打平),按全黄键+CAL2,给煤机开始定度二,自动停下后,再重复定度一和定度二,完成后按全黄键+SELF TEST+1/2/3,查看三个参数,都低于0.2%为合格,定度完成。
如不合格,重复以上步骤。
2、定度完成后,取下探头,放下砝码。
五、给煤机标定:(打开控制箱内的键盘锁SW)1、给定标定:集控室发4mA指令,就地按全黄键+TRIM+8,显示器应显示一个2000左右的值。
集控室发20 mA指令,就地按全黄键+TRIM+9,显示器应显示一个8000左右的值。
2、反馈标定:就地按全黄键+TRIM+0,集控室看反馈是否为0%,如不是,就地用↑和↓键调节,直至0%。
就地按全黄键+TRIM+1,集控室看反馈是否为100%,如不是,参照上面方法调节。
六、给煤机定度、标定完成,关上前后门和左右侧门,关上键盘锁SW。
(如有不清楚的,请参照给煤机说明书)。
给煤机标定
给煤机标定指导书一、标定要点:1、联系运行走空皮带上的余煤,关闭给煤机上、下闸板门,关闭给煤机密封风门,然后断开给煤机闸板门控制柜电源。
2、校准的第一步是去除系统的皮重包括称重辊称重传感器支撑装置和给煤机皮带的重量,给煤机皮重的消除是在皮带正好转过两周上测量平均称重系统的输出之后将此重量从总体称重计量中扣除,正常操作时平均皮重是自动从皮带的毛重之中减掉的因而只有皮带上的物料重量才能反映到合计重量中。
3、空载皮带称重对皮带速度进行精确测量,这是通过测量皮带上的一个反光纸板在两个固定点之间行程的时间来完成的这个参数,要测量多次以确定重复性并对皮带的厚度加以补偿用这个数据计算出皮带速度建立皮带速度和电机转速之间的关系。
二、标定准备:1、校准给煤机之前运行15 至30 分钟使皮带变软。
2、关闭给煤机上面的入煤口煤闸门排空皮带。
3、按OFF(关闭)键。
4、关闭密封空气的供给。
5、关闭给煤机的出口煤闸门。
6、断开给煤机上、下闸板门控制柜电源。
7、打开给煤机侧面和端部检修门也打开微处理机控制柜的检修门。
8、从校准工具中取出四条反光纸放在控制箱同侧的皮带边缘上,垂直于皮带完全处于两个弯曲槽口之间,而不是跨过槽口将两条分别粘贴在主动滚筒和被动滚筒的外侧,第三条靠近称重辊,而第四条放在第三条下面的返回皮带上。
9、证实四条反光纸放置时彼此之间的距离大于一个校准探头跨距长度,如果四条带子彼此之间不能以大于一个校准探头跨距的距离放置到皮带上,要使用等距离的两条粘贴带。
10、从一次校准到下一次校准反光纸一直粘附在皮带上,在校准时应检查并清洁反光纸。
11、清除积聚在每个拉杆支轴点处的脏物。
12、拆下称重跨距辊座上的两个丝堵以便插入校准探头。
13、拆下校准探头的保护盖,在给煤机的每个检修孔中插入一支探头,小心将探头上的棘爪与给煤机的机加孔对正。
尽管两支探头并未指定特定的位置但注意到接近给煤机入煤口的探头位置分配为LOCATION 位置A ,而接近出煤口的探头位置分配为LOCATION 位置B 注意:在向插头CAL 校准A 和CAL 校准 B 连接探头电缆之前要打开主电路断路器或断路开关断开给煤机的电源,将探头电缆连接到探头和微处理机控制柜的插座上将探头A 连接到CAL 校准 A , 将探头B连接到CAL校准 B 。
给煤机标定实际操作流程
给煤机标定实际操作流程1、调整两侧平衡(用水平尺)如果平衡2、插上转速探头, Local启动给煤机,检查探头指示灯是否亮如果探头灯亮3、手柄打到垂直位置(卸掉称重块)4、按Cal1, Cal1通过后会自己停下来5、然后放上称重块,手柄在水平位置6、按Cal2 ,Cal2通过后会自己停下来再从3开始到6来一遍7、shift self test 1 皮重shift self test 2速比shift self test 3重量系数8、如果合格,就接着进行9,若不合格从3到6再来几次,直到合格为止。
合格后拆下探头9、参数设定Shift set up 01 100 enterShift set up 03 05 enterShift set up 25 07 enter然后按下off10、断电模拟远控信号,15与17短接11、送电按remote 或local 启动12、加砝码13、total rest清零,砝码完后,按off停止14、看数据偏差是否在误差范围内,若误差较大,则用shift self test 8进行修正,如果修正后仍不合格,则从12到13再来一遍,知道合格为止,合格后就可以拆下探头。
17、恢复参数Shift set up 01 1000 enterShift set up 03 00 enterShift set up 25 00 enter然后按off18、断电,模拟有煤信号237、239短接19、手柄打到水平位置,(卸下称重块),按右下角按键和self test 6,然后等工程师站那边启动。
点检人员在工程师站给一定的百分比信号我们在就地记录7.00这个数据,如果DCS那边将给煤率指令强制为0、17、34、51、68吨时,偏差较大,那就要对给煤机进行标定,步骤如下:1、就地安Shift TRIM 0,然后再DCS上面查看给煤率的反馈值,若其电流不为4mA,则按蓝色的增加“↑”或减少“↓”键,使得输出信号达到4mA。
CS2024给煤机标定

给煤机结构
给煤机操作面板
给煤机操作面板
称重式重量累积
总量累积
给煤机操作面板
物料密度
给煤率
电机转速
给煤机操作面板
给煤机标定
Байду номын сангаас程序标定:按使用每六个月进行标定一次的作业。
维修标定:调整皮带、称重辊;更换皮带秤,更换芯片
元件的作业。
其它标定:根据实际运行需要,或其它临时要求的作业。
给煤机标定
给煤机标定步骤2
将给煤机就地控制电源送上。 检查绿色READY指示灯亮,红色的
VOLUMETRIC (容积式)指示灯不亮 。 记录好标定前参数。 进行皮带空重标定CAL1: 等待皮带停止
显示34.70 灯点亮
给煤机标定
给煤机标定步骤3
挂上标准砝码。
进行称重系数标定:
CS2024给煤机标定
陈尚锋
前言
做为火电厂电量/煤耗这一最重要的数值,由
给煤机所带的称重装置—皮带秤与电子换算 与显示装置,得以实现参考。 为此,对给煤机称重装置,依照程序要求, 进行必要的校准(标定)就显得十分的必要。 为保证行之有效地进行标定工作,对标定工 作进行标准化操作,需要编制一套标准方案。
□皮带上无煤; □无异常报警; □键盘锁开关关闭; □皮带秤活动部件无积灰、卡涩; □探头连接正确; □反光纸粘贴合适; □程序标定 □维修标定
给煤机标定
□其他标定:
维修记事:
总给煤量
标定前参数 SET-UP 02 密度(kg/m3) SET-UP 10 称重跨距离(cm) SET-UP 11 体积(m3) SET-UP 12 定度跨距离(cm) SET-UP 13 定度块重量(Kg) SET-UP 02 密度(kg/m3) SET-UP 10 称重跨距离(cm) SET-UP 11 体积(m3) SET-UP 12 定度跨距离(cm) SET-UP 13 定度块重量(Kg) SELF TEST 1 比较毛重变化的百分比 SELF TEST 2 比较皮带运行速度变化的百分比 SELF TEST 3 比较称重跨系数变化的百分比 □合格 □不合格: 标定后参数
给煤机标定方法中文
G M- B S C 2 6 型 称 重 式 计 量 给 煤 机标定试验报告一.实验目的 检测给煤机的电气控制部分和计量精度是否达到标准。
二. 技术要求 给煤机电气控制部分应符合 DL/T513-93-《NJG 型耐压式计量给煤机》标准。
三. 试验条件 试验应在室内进行,室温在0C -35 C,无噪音及粉尘。
四. 试验工具 万用表,卷尺,兆欧表,试验挂码,记号笔及其它常用工具。
五. 电器控制部分的检测及空载试转1) 检查称重传感器、速度传感器接线及安装是否正确。
2) 检查控制箱上电是否正常。
将控制箱送电,合空气开关,看控制回路有无短路及断路现象,变频器、MW96表及各指示灯、照明灯是否正常显示。
3) 试转并调整皮带。
将控制箱门上“胶带电机启动方式”扳把开关置于“就地”位置,“清扫电机启动方式”置于“手动”位置 MW96表上自动切换键作手动运转, 按给煤机启动开关,给煤机启动。
依次按演算器上 SPEED 、EDIT 、人键(密码:111) 使给煤机逐渐提高转速,再调整胶带张紧度及跑偏,使之正常运转后停机。
六. 称重系统标定 (在皮带调整后须测得准确的皮带长度)2121 计重范围 (WCAP)2122 皮带速度量程范围2123 流量量程范围 (FCAP) 22331 称重传感器额定量程2223 输入称量段长度 2115 总累计量单位 输入计重范围 1. 长按 MENU 菜单键,直至听到“哔”声且屏幕显示为“设置菜单”2. 键入快捷键 2121 选择“计重范围”设置项。
3. 按 EDIT 编辑键(如编辑功能被锁,键入密码 111,然后按 ENTER 输入键进行解 锁)4. 输入预计计重范围,然后按 ENTER 输入键确认。
5. 长按 BACK 返回键,返回至正常操作界面。
2)标定皮带速度使用此种方法标定转速计,须已知准确的皮带长度。
设置1. 在皮带上进行标记,以便能准确记录皮带运转圈数2. 确认皮带是运行的。
给煤机的标定
3.3 给煤机的标定给煤机应在首次启动、运行第一个月后标定一次,此后每六个月标定一次。
调整称重辊或更换皮带、CPU板、称重传感器模块、微处理机程序芯片时也要进行标定。
标定是通过两个单独的步骤实现的。
标定的第一步是去除系统的皮重,包括称重辊、称重传感器支撑装置和给煤机皮带的重量。
同时还计算出皮带速度与电机转速的关系。
第二步是用已知重量的标定砝码校准称重传感器的输出。
给煤机皮重的消除是通过在第一步测量时,测量称重系统的平均输出之后将此重量从称重总量中扣除而实现的。
皮带上无煤空转时,它产生一个0平均值分配到合计重量中。
正常运行时,控制柜自动将皮带的毛重从所测量的总重量中减掉。
这样,只有皮带上的物料重量才被显示出来并反馈给DCS。
在对空载皮带称重的同时,还对皮带速度进行精确测量。
这是通过测量皮带上的一个反光纸通过两个固定点所需时间来完成的。
这个参数要测量多次,以减小误差并对皮带的厚度加以补偿。
用这个数据计算出皮带速度,建立皮带速度和电机转速之间的对应关系。
给煤机运行时无皮带打滑现象,因而皮带速度与电机平均转速的比率是一个常数,该比值存储于给煤机中,这样对于任何电机转速都可计算出皮带速度。
测量了皮重之后将已知重量的砝码加到称重辊上,由控制柜控制皮带恰好转动两圈,测量称重传感器的平均输出,用以校准称重传感器。
标定时需要以下工具:标定探头及电缆一对、标定砝码一对、水平检尺一根和反光纸若干。
3.3.1 标定程序如果给煤机是第一次运行或皮带是新更换的,在标定给煤机之前,需先运行15至30分钟使皮带变软。
3.3.1.1 关闭给煤机上方的入口煤闸门并将皮带上的煤排空。
3.3.1.2 按OFF(关闭)键停止给煤机。
3.3.1.3 关闭给煤机的密封风。
3.3.1.4 关闭给煤机的出口煤闸门,如果有的话。
3.3.1.5 打开给煤机侧面和端部检修门,也打开给煤机控制柜的门。
3.3.1.6 按3.5节给煤机调整程序调整皮带的张力和轨迹。
给煤机定度操作步骤
定度操作
1.称重平台校验
1)放上称重块。
2)放上校验直尺。
3)用0.02MM塞尺和称重传感器上调节螺丝,使其达到要求,注意在调节过程中手不能压在称重结构上。
4)用同样方法调节另一侧。
5)再回过头来调节这一侧。
6)调好后将拼紧螺丝小心带紧。
7)取出校验直尺。
2.贴4张反光纸,上下和两头各贴一张,反光纸要贴得垂直。
3.装定都探头,要拧紧,指示灯向上,另一头插入电源板,进口侧一只插入calA,出口侧
一只插入calB.
4.卸下称重块。
5.参数25设00,即按SHIFT SETUP 25 00ENTER,然后按OFF退出。
6.按CAL 1
7.CAL 1通过后,放上称重块,按CAL 2。
8.记下皮带,速比和重量系数。
9.再重做一次CAL1和CAL2,并记下皮重,速比和重量系数。
10.检查两次定度值百分比误差
皮重百分比误差SHIFT SELFTEST 1
速比百分比误差SHIFT SELFTEST 2
重量系数百分比误差SHIFT SELFTEST 3、
误差均应小于0.25%。
没有通过再重做一次,直至通过。
给煤机标定步骤
给煤机标定步骤第一步:联系运行将给煤机皮带煤走空,联系机务将检修门打开;第二步:在工程师站将给煤机至DCS给煤量反馈给信号强制为零;第三步:给煤机控制柜停电,打开控制柜门将锁键盘的线117挑开,短接给煤机远方启停信号接线,然后送电,记录当前面板显示总煤量,给皮带挂上砝码,准备好秒表计时,给煤机打远方(给煤机开始运行)同时秒表开始计时。
20分钟按OFF停止给煤机,记录此时面板上的总煤量,取下砝码。
(必须记录给煤机运转20分钟前后的面板显示,计时用手机上的秒表功能,确保准确,否则数据无分析意义。
)第四步:联系机务调整称重系统第五步:1、标定前记录selftest 09里的J1,J2的值,然后按CAL1标零并记录标定过程中Factor-Tare和Factor-Speed各步的值;合格后挂上砝码标满度并记录标定过程中Factor-Span各步的值;合格后取下砝码。
(必须保证每个步骤至少有两次合格的数据记录。
)2、然后重新再标定一次零点和满度,按CAL1标零并记录标定过程中Factor-Tare 和Factor-Speed各步的值;合格后挂上砝码标满度并记录标定过程中Factor-Span各步的值;标定后记录J1,J2的值。
(必须保证每个步骤至少有两次合格的数据记录。
)第六步:记录此时面板上给煤量,然后给煤机打远方同时秒表开始计时。
20分钟按OFF停止给煤机,记录此时面板上的总煤量,取下砝码。
(必须记录给煤机运转20分钟前后的面板显示,计时用手机上的秒表功能,确保准确,否则数据无分析意义。
)第七步:标定A1、A3卡:记录A1的零点频率值,然后摁调整键,用信号发生器在控制柜里的给煤量指令线上加4mA信号,等稳定后,保存并记录此时的频率值;同样,满度(20mA)也记录好初始值并也照此方法标定,保存并记录频率值。
记录A3卡的零点频率值,然后摁调整键,用万用表测量给煤量反馈信号,增减频率值,当达到4mA并稳定后,保存并记下此时频率值;满度(20mA)也记录好初始值并照此方法标定,保存并记录频率值。
沈阳华电EMC给煤机标定方法
GM-BSC26型称重式计量给煤机标定试验报告项目名称:供货单位:操作人员:试验时间:一.实验目的检测给煤机的电气控制部分和计量精度是否达到标准。
二.技术要求给煤机电气控制部分应符合DL/T513-93-《NJG型耐压式计量给煤机》标准。
三.试验条件试验应在室内进行,室温在0℃-35℃,无噪音及粉尘。
四.试验工具万用表,卷尺,试验挂码,记号笔及其它常用工具。
五.电器控制部分的检测及空载试转1) 检查称重传感器、速度传感器接线及安装是否正确。
2) 检查控制箱上电是否正常。
将控制箱送电,合空气开关,看控制回路有无短路及断路现象,变频器、CFC-100表及各指示灯、照明灯是否正常显示。
3) 试转并调整皮带。
将控制箱门上“胶带电机启动方式”扳把开关置于“就地”位置,“清扫电机启动方式”置于“手动”位置MW96C表上自动切换键作手动运转,按给煤机启动开关,给煤机启动。
依次按演算器上SPEED、EDIT、∧键(密码:111)使给煤机逐渐提高转速,再调整胶带张紧度及跑偏,使之正常运转后停机。
六.称重系统标定(在皮带调整后须测得准确的皮带长度)1)输入称量范围¨weight capacity 2121 计重范围(WCAP)¨belt speed capacity 2122 皮带速度量程范围¨flowrate capacity 2123 流量量程范围(FCAP)(sum of capacity of all loadcells) (等于所有称重传感器量程总和)输入计重范围1. 按“+/ -”菜单键,屏幕显示为“设置菜单”。
2. 键入快捷键2121 选择“计重范围”设置项。
3. 按E 编辑键(如编辑功能被锁,键入密码111,然后按√键进行解锁)。
4. 输入预计计重范围,然后按√键确认。
5. 长按×返回键,返回至正常操作界面。
2)标定皮带速度使用此种方法标定转速计,须已知准确的皮带长度。
给煤机标定方法
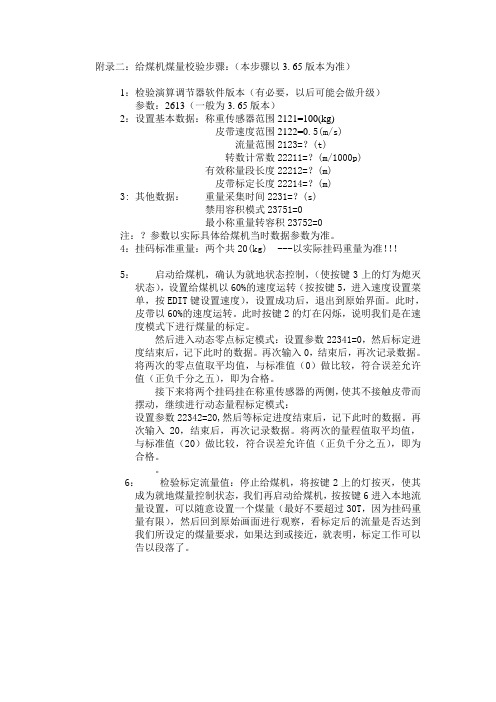
附录二:给煤机煤量校验步骤:(本步骤以3.65版本为准)1:检验演算调节器软件版本(有必要,以后可能会做升级)参数:2613(一般为3.65版本)2:设置基本数据:称重传感器范围2121=100(kg)皮带速度范围2122=0.5(m/s)流量范围2123=?(t)转数计常数22211=?(m/1000p)有效称量段长度22212=?(m)皮带标定长度22214=?(m)3: 其他数据:重量采集时间2231=?(s)禁用容积模式23751=0最小称重量转容积23752=0注:?参数以实际具体给煤机当时数据参数为准。
4:挂码标准重量:两个共20(kg) ---以实际挂码重量为准!!!5:启动给煤机,确认为就地状态控制,(使按键3上的灯为熄灭状态),设置给煤机以60%的速度运转(按按键5,进入速度设置菜单,按EDIT键设置速度),设置成功后,退出到原始界面。
此时,皮带以60%的速度运转。
此时按键2的灯在闪烁,说明我们是在速度模式下进行煤量的标定。
然后进入动态零点标定模式:设置参数22341=0,然后标定进度结束后,记下此时的数据。
再次输入0,结束后,再次记录数据。
将两次的零点值取平均值,与标准值(0)做比较,符合误差允许值(正负千分之五),即为合格。
接下来将两个挂码挂在称重传感器的两侧,使其不接触皮带而摆动,继续进行动态量程标定模式:设置参数22342=20,然后等标定进度结束后,记下此时的数据。
再次输入20,结束后,再次记录数据。
将两次的量程值取平均值,与标准值(20)做比较,符合误差允许值(正负千分之五),即为合格。
6:检验标定流量值:停止给煤机,将按键2上的灯按灭,使其成为就地煤量控制状态,我们再启动给煤机,按按键6进入本地流量设置,可以随意设置一个煤量(最好不要超过30T,因为挂码重量有限),然后回到原始画面进行观察,看标定后的流量是否达到我们所设定的煤量要求,如果达到或接近,就表明,标定工作可以告以段落了。
给煤机标定(新)
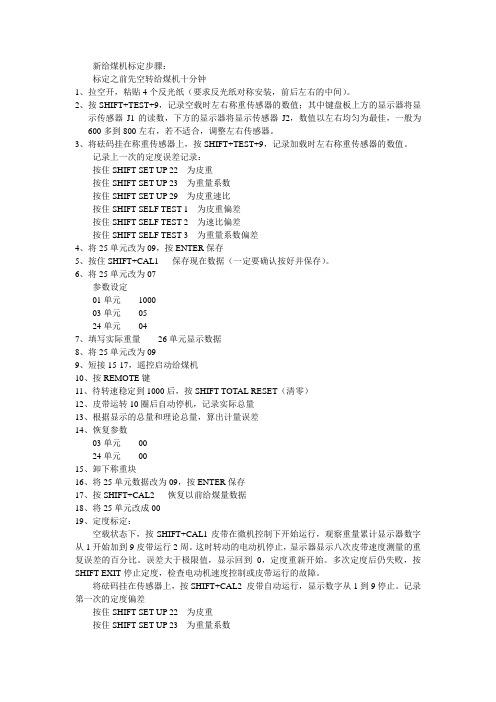
新给煤机标定步骤:标定之前先空转给煤机十分钟1、拉空开,粘贴4个反光纸(要求反光纸对称安装,前后左右的中间)。
2、按SHIFT+TEST+9,记录空载时左右称重传感器的数值;其中键盘板上方的显示器将显示传感器J1的读数,下方的显示器将显示传感器J2,数值以左右均匀为最佳,一般为600多到800左右,若不适合,调整左右传感器。
3、将砝码挂在称重传感器上,按SHIFT+TEST+9,记录加载时左右称重传感器的数值。
记录上一次的定度误差记录:按住SHIFT SET-UP 22 为皮重按住SHIFT SET-UP 23 为重量系数按住SHIFT SET-UP 29 为皮重速比按住SHIFT SELF TEST 1 为皮重偏差按住SHIFT SELF TEST 2 为速比偏差按住SHIFT SELF TEST 3 为重量系数偏差4、将25单元改为09,按ENTER保存5、按住SHIFT+CAL1 保存现在数据(一定要确认按好并保存)。
6、将25单元改为07参数设定01单元100003单元0524单元047、填写实际重量26单元显示数据8、将25单元改为099、短接15-17,遥控启动给煤机10、按REMOTE键11、待转速稳定到1000后,按SHIFT TOTAL RESET(清零)12、皮带运转10圈后自动停机,记录实际总量13、根据显示的总量和理论总量,算出计量误差14、恢复参数03单元0024单元0015、卸下称重块16、将25单元数据改为09,按ENTER保存17、按SHIFT+CAL2 恢复以前给煤量数据18、将25单元改成0019、定度标定:空载状态下,按SHIFT+CAL1皮带在微机控制下开始运行,观察重量累计显示器数字从1开始加到9皮带运行2周。
这时转动的电动机停止,显示器显示八次皮带速度测量的重复误差的百分比。
误差大于极限值,显示回到0,定度重新开始。
多次定度后仍失败,按SHIFT EXIT停止定度,检查电动机速度控制或皮带运行的故障。
施道克给煤机DT-9控制柜调试及标定

2、专家模式 要进入专家模式,先点钥匙图标解锁,然后单击“编辑”|“专家模式” (或按F6)。 EasyServe会提示输入密码才能进入专家模式。默认的密 码是7353。使用专家模式下,可以修改参数的访问权限。
3、报警
4、控制器接线端子
标定探 头插孔
与显示屏连接口 与柜门网口连接 与电脑网口连接
பைடு நூலகம்
EASYSERVE软件使用方法
1、PAR文件 给煤机为EasyServe文件保存为PAR文件。加载PAR文件|打开。一旦该文件已被打 开时,可以查看和改变参数。背景颜色仍然是蓝灰色的,PAR文件并没有加载到DT9。 要发送文件,反馈连接是必需的。一旦连接被建立时,背景变化为白色,并 显示目前在DT-9的参数设置。打开你要加载的PAR文件,如果它已经被打开,你可 以去查看,然后选择参数设置的名称。背景应该和以前一样回到蓝灰色的颜色。转 到文件|发送,然后单击“确定”。单击“确定”在下一个弹出提示,它可能需要 一分钟。 *注意:新装的EasyServe软件必须和DT-9控制器连接一次才能激活。
第二步是加载标定,用已知重量的校准砝码去校准称重传感器的输出。回到 标定菜单,按向下的箭头找到量程标定,挂上砝码,点击启动,给煤机自动 运行,皮带运行两圈后结束,检查 CHANGE OF RANGE CORR. TW,如果大于 ±0.25%,则需要再标定一次,小于±0.25%的时候整个标定过程结束。
DT-9 内置一个模拟信号输入模块(4 - 20 mA或 0 – 10 VDC)和两个模拟信号输出模块(4 - 20 mA)。 这些 I/O 通道在下面被定义。 1. AI 1: 与SIG+ 和SIG- (X6-3, X6-4 或是 X6-3, X6-5)连接。 这个信号通常是客户需求指令信号。这个值在 P03.02 给煤率设定(一般被隐藏)中应该被设定为 AI 1。 2. AO 1:与 142, 143 &144 (X6-6和 X6-7)连接。这个信 号通常用于电机转速控制(VFD). 这个值在 P11.03AO: 电机转速控制(一般被隐藏)中应该被设定为 AO 1。 3. AO 2:与 139, 140 & 141 (X6-8 和X6-9 连接。这个信 号通常用于客户给煤量反馈. 这个值在 P14.04 AO:实际 流量(一般被隐藏)中应该被设定为 AO 2。
给煤机标定制度新版20110811
给煤机标定制度批准:审核:会签:编写:给煤机标定制度为了使给煤机安全、可靠和有效的运行,以及保证给煤机的计量精度达到设计要求,应对给煤机进行定期检查、调整和标定。
此外,当给煤机更换了零部件时,也必须要对相关部分进行调整和标定。
一、给煤机需要标定的时间1、给煤机运行每个月标定二次。
2、调整称重辊或更换皮带、CPU板、称重传感器模块、微处理机程序芯片时也要进行标定。
二、给煤机标定应具备的条件A、运行执行部分1、关闭给煤机进口门。
2、关闭给煤机密封风。
3、清空皮带。
4、关闭给煤机出口门。
5、给煤机停运.B、检修本体执行部分1、打开给煤机侧面和端部检修门。
三、标定所需的工具标定探头及电缆一对标定砝码一对水平检尺一根反光纸若干标定记录表四、给煤机标定步骤1、标定的简要过程1.1 将反光纸贴在皮带上。
1.2 安装标定探头。
1.3 按cal1(标定1)进行标定步骤1,并存储标定值。
1.4 安装标定砝码。
1.5 按cal2(标定2)进行标定步骤2,并存储标定值。
1.6 标定完成。
拆除标定砝码和标定探头。
2、标定的详细过程2.1从标定工具中取出四条反光纸放在控制箱同侧的皮带边缘上,垂直于皮带,完全处于两个弯曲槽口之间,而不是跨过槽口。
将两条分别粘贴在主动滚筒和被动滚筒的外侧,第三条靠近称重辊,而第四条放在第三条下面的返回皮带上。
确认四条反光纸放置时彼此之间的距离大于一个标定探头跨距长度。
(如果四条带子彼此之间不能以大于一个标定探头跨距的距离放置到皮带上,要使用等距离的两条粘贴带。
)注意:上一次标定时的反光纸可能一直粘附在皮带上,在标定时应检查并清除反光纸。
2.2 拆下称重跨距辊座上的两个丝堵以便插入标定探头。
2.3 拆下标定探头的保护盖,在给煤机的每个检修孔中插入一支探头。
尽管两支探头并未指定特定的位置,但标定时必须将接近给煤机入煤口的探头位置分配为位置A,而接近出煤口的探头位置分配为位置B。
2.4 将标定探头电缆连接到标定探头和控制柜电源板的插座上。
NJGC-30型给煤机系统构造、标定及维护解析

二、标定前的准备工作
三、标定
按菜单键,进入主菜单1显示状态,即屏幕显示 如下信息:
三、标定
给煤机标定包括零点和间隔的标定: 称重控制仪表,切为手动和就地,在输出控制模式下
输入100%,给煤机全速运行。
1
2 3
称重仪表死机
堵煤报警 皮带跑偏报警
对讲机强电磁干扰
行程开关压合 行程开关压合
仪表断电重启即可
误落煤 机务调节皮带即可,但 影响称重传感器精度
4
断带报警
误报、皮带长期运行 老化
给煤机进口处堵煤 1.皮带跑偏调节 2.托辊变动
定期检查
5 6
断煤报警 皮带秤不准
空气炮、铁锤敲打 重新校验
序号 7 8 9
四、标定后的工作
1. 给煤机标定完成后,需要进一步查看是否合格, 输入控制10%(6t), 30%(18t),50%(30t),
70%(42t),100%(60t),记录对应的实际煤量。
2. 解除强制,恢复所做的所有措施,消除工作票。 3. 填写给煤机标定记录,签字备查。
五、常见故障及处理
序号 常见故障 原因分析 处理措施
二、标定前的准备工作
1.开热控第一种工作票:
2. 强制该给煤机给煤流量;关闭给煤机上插板门并断电;
关闭密封风手动门; 3. 检查皮带是否跑偏,如果跑偏,联系机务解决; 4. 皮带秤的所有托辊水平放置,并且中间三个托辊 水平并间距:30cm,比其他托辊高4cm左右;
5. 开出口插板门,启动给煤机,输入控制10%(6t)
内部结构:1.称重传感器2个 2.皮带 3.托辊 4.检测报警装置:跑偏,断煤,断带,堵煤
赛摩给煤机标定步骤及变频器设置步骤
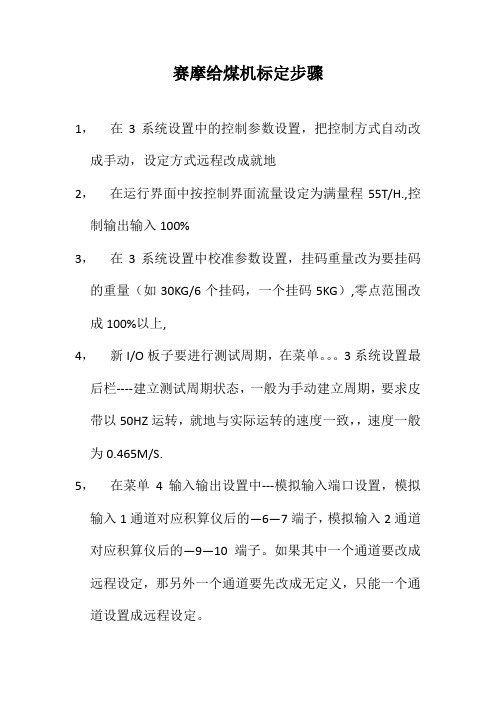
赛摩给煤机标定步骤1,在3系统设置中的控制参数设置,把控制方式自动改成手动,设定方式远程改成就地2,在运行界面中按控制界面流量设定为满量程55T/H.,控制输出输入100%3,在3系统设置中校准参数设置,挂码重量改为要挂码的重量(如30KG/6个挂码,一个挂码5KG),零点范围改成100%以上,4,新I/O板子要进行测试周期,在菜单。
3系统设置最后栏----建立测试周期状态,一般为手动建立周期,要求皮带以50HZ运转,就地与实际运转的速度一致,,速度一般为0.465M/S.5,在菜单4输入输出设置中---模拟输入端口设置,模拟输入1通道对应积算仪后的—6—7端子,模拟输入2通道对应积算仪后的—9—10端子。
如果其中一个通道要改成远程设定,那另外一个通道要先改成无定义,只能一个通道设置成远程设定。
6,挂上杆子,钩子,进行零点校准,在2系统校准----2.1零点校准---自动调零—开始调零-----确认零点,按确认,校验至少3次误差小于正负0.05%,7,进行挂码校准,2系统校准菜单---2.2间隔校准—挂码校验,,在钩子上挂上挂码-------按自动校验,,误差不大于正负0.5%,,校验3次以上8,远程标定,,在4输入输出设置菜单中---远程标定---远程4mA输入,,确认标定-----远程20mA输入----确认标定。
在确认标定时多按几次,,一直到值不变为止。
9,拿掉杆子,钩子,再重新零点标定,改成手动控制,,就地控制,,在运行界面---控制界面输入100%,,,零点校验3次以上,一般为自动零点校验,,恢复真正零点时即没有杆子和钩子时的零点,按零点校准----手动调零-----然后输入没有杆子和钩子时的零点值----确认输入---确认零点---结束。
给煤机重新更换板子时注意:1,在运行界面下按控制界面,,输入100%的手动控制,,在菜单1初始设置里面最后一栏-----建立测试周期状态-------手动周期2,在更换板子时,,当不要标定时要输入旧零点值。
给煤机的标定
拆下称重跨距辊座上的两个丝堵以便插入标定探头。标定 时必须将接近给煤机入煤口的探头位置分配为位置A,而接 近出煤口的探头位置分配为位置B。 注意: 用探头校准给煤机时从插座CAL( 校准) A 和CAL(校准) B 上拔下探头电缆之前应断开主电路断路器或断路器开关断开 给煤机的电源。
2024/2/13
开始标定第二步:加上标定块后按SHIFT ,CLA2,电机 再次转动,八位显示器右边从零计数到8,CALIBRATION(黄 色)灯灭。在CLA期间,进行计算重量系数。至此完成一 次标定。
2024/2/13
给煤机的标定
19
重复第一步,第二步。
检查二次标定偏差,应小于±0.20%。如果有大于 0.20%的,则需重新标定,直至皮重偏差,转速比偏差, 重量系数偏差均小于0.20%。
2024/2/13
给煤机的标定
9
(3)标定前的准备工作
在标定之前,必须使给煤机运行15-30分钟,使皮带变软
检查称重辊、支承辊无积垢 检查皮带运行无打滑、跑偏现象 检查皮带上无残留反光纸 关闭给煤机进口阀、卸空皮带 关闭密封空气源 关闭出口阀,停转给煤机 打开给煤机称重跨门、顶端门以及微机控制柜门 适当调节皮带张力和对中,调整称重辊与托辊间的间隙 达到要求。
重系统或它的电子器件中存在故障,使得给煤机不 能在称重模式下工作,而在容积模式下工作。 MAINTENANCE(维修):该指示灯亮说 明该对给煤机进行润滑和维护保养
2024/2/13
给煤机的标定
15
(4)标定过程
标定分两步完成: 第一步:(CAL1) 1. 消除系统皮重,包括称重辊重量、称重传感器组件和给煤机 皮带重量。 2. 测量皮带速度以及皮带速度与电机速度之间的比值关系 第二步:(CAL2) 用已知重量的砝码校准称重传感器的输出。
标定方法
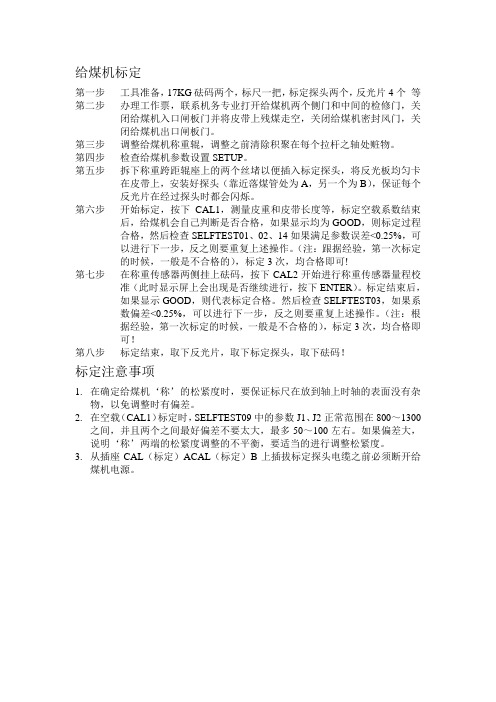
给煤机标定第一步工具准备,17KG砝码两个,标尺一把,标定探头两个,反光片4个等第二步办理工作票,联系机务专业打开给煤机两个侧门和中间的检修门,关闭给煤机入口闸板门并将皮带上残煤走空,关闭给煤机密封风门,关闭给煤机出口闸板门。
第三步调整给煤机称重辊,调整之前清除积聚在每个拉杆之轴处赃物。
第四步检查给煤机参数设置SETUP。
第五步拆下称重跨距辊座上的两个丝堵以便插入标定探头,将反光板均匀卡在皮带上,安装好探头(靠近落煤管处为A,另一个为B),保证每个反光片在经过探头时都会闪烁。
第六步开始标定,按下CAL1,测量皮重和皮带长度等,标定空载系数结束后,给煤机会自己判断是否合格,如果显示均为GOOD,则标定过程合格,然后检查SELFTEST01、02、14如果满足参数误差<0.25%,可以进行下一步,反之则要重复上述操作。
(注:跟据经验,第一次标定的时候,一般是不合格的),标定3次,均合格即可!第七步在称重传感器两侧挂上砝码,按下CAL2开始进行称重传感器量程校准(此时显示屏上会出现是否继续进行,按下ENTER)。
标定结束后,如果显示GOOD,则代表标定合格。
然后检查SELFTEST03,如果系数偏差<0.25%,可以进行下一步,反之则要重复上述操作。
(注:根据经验,第一次标定的时候,一般是不合格的),标定3次,均合格即可!第八步标定结束,取下反光片,取下标定探头,取下砝码!标定注意事项1.在确定给煤机‘称’的松紧度时,要保证标尺在放到轴上时轴的表面没有杂物,以免调整时有偏差。
2.在空载(CAL1)标定时,SELFTEST09中的参数J1、J2正常范围在800~1300之间,并且两个之间最好偏差不要太大,最多50~100左右。
如果偏差大,说明‘称’两端的松紧度调整的不平衡,要适当的进行调整松紧度。
3.从插座CAL(标定)ACAL(标定)B上插拔标定探头电缆之前必须断开给煤机电源。
给煤机标定方法
Below is a brief set of instructions for calibrating your Weighfeeders asdone during my visit. I do not have the email address for Mr Lee, so perhapsyou could forward these instructions to him.I have not been able to carefully check these instructions yet, so please beaware they may contain errors. We will incorporate more detailedinstructions in the manual at a later time, and these will also betranslated into Chinese.我还没来得及仔细检查这些操作指南,可能会存在错误。
我们会在以后的操作手册中提供更为详尽的汉化操作指南。
Tacho & Belt Length Calibration速度传感器与皮带长度The two important belt length that must be set are the 'platform length' (QK22412) and the 'belt calibration length' (QK 22414).两个重要的皮带长度必须设置,平台长度(快捷键22412)和皮带标定长度(快捷键22414)Setting The Tacho Constant设置速度传感器常数1. Mark a known length of belt. For example, accurately measure thetotal belt length and put a single chalk mark on the belt.标识一段已知长度的皮带。
NJGC-30型给煤机系统构造、标定及维护

注:给煤瞬时流量计算
称重传感器输出的单位皮带 长度的重量和速度传感器输出的 皮带速度相乘,这个结果就是瞬 时流量。
二、标定前的准备工作
1.开热控第一种工作票:
2. 强制该给煤机给煤流量;关闭给煤机上插板门并断电;
关闭密封风手动门; 3. 检查皮带是否跑偏,如果跑偏,联系机务解决; 4. 皮带秤的所有托辊水平放置,并且中间三个托辊 水平并间距:30cm,比其他托辊高4cm左右;
1
2 3
称重仪表死机
堵煤报警 皮带跑偏报警
对讲机强电磁干扰
行程开关压合 行程开关压合
仪表断电重启即可
误落煤 机务调节皮带即可,但 影响称重传感器精度
4Байду номын сангаас
断带报警
误报、皮带长期运行 老化
给煤机进口处堵煤 1.皮带跑偏调节 2.托辊变动
定期检查
5 6
断煤报警 皮带秤不准
空气炮、铁锤敲打 重新校验
序号 7 8 9
托辊变动重新校验序号常见故障原因分析处理措施断链故障老化堵煤等根据情况处理清扫电机故障电机卡塞堵煤根据情况处理超温报警给煤机内部温度过高根据情况处理10给煤机电动机故障电机卡塞堵煤根据情况处理给煤机停止指令结语给煤机的作用是根据需要调节给煤量把原煤均匀地送进磨煤机
NJGC-30给煤机系 统构造、标定及维护
常见故障 断链故障 清扫电机故障 超温报警
原因分析 老化、堵煤等 电机卡塞、堵煤 给煤机内部温度过高
处理措施 根据情况处理 根据情况处理 根据情况处理
10
给煤机电动机故障
电机卡塞、堵煤
根据情况处理
6 涉及的保护
1. 给煤机进出口电动
门走顺控 许开出口门。 闭出口门。 给煤机停止指令 2.给煤机停运下,不允 3.给煤机停运,联锁关 4.就地MFT硬接线,
赛摩给煤机标定步骤及变频器设置步骤
赛摩给煤机标定步骤1,在3系统设置中的控制参数设置,把控制方式自动改成手动,设定方式远程改成就地2,在运行界面中按控制界面流量设定为满量程55T/H.,控制输出输入100%3,在3系统设置中校准参数设置,挂码重量改为要挂码的重量(如30KG/6个挂码,一个挂码5KG),零点范围改成100%以上,4,新I/O板子要进行测试周期,在菜单。
3系统设置最后栏----建立测试周期状态,一般为手动建立周期,要求皮带以50HZ运转,就地与实际运转的速度一致,,速度一般为0.465M/S.5,在菜单4输入输出设置中---模拟输入端口设置,模拟输入1通道对应积算仪后的—6—7端子,模拟输入2通道对应积算仪后的—9—10端子。
如果其中一个通道要改成远程设定,那另外一个通道要先改成无定义,只能一个通道设置成远程设定。
6,挂上杆子,钩子,进行零点校准,在2系统校准----2.1零点校准---自动调零—开始调零-----确认零点,按确认,校验至少3次误差小于正负0.05%,7,进行挂码校准,2系统校准菜单---2.2间隔校准—挂码校验,,在钩子上挂上挂码-------按自动校验,,误差不大于正负0.5%,,校验3次以上8,远程标定,,在4输入输出设置菜单中---远程标定---远程4mA输入,,确认标定-----远程20mA输入----确认标定。
在确认标定时多按几次,,一直到值不变为止。
9,拿掉杆子,钩子,再重新零点标定,改成手动控制,,就地控制,,在运行界面---控制界面输入100%,,,零点校验3次以上,一般为自动零点校验,,恢复真正零点时即没有杆子和钩子时的零点,按零点校准----手动调零-----然后输入没有杆子和钩子时的零点值----确认输入---确认零点---结束。
给煤机重新更换板子时注意:1,在运行界面下按控制界面,,输入100%的手动控制,,在菜单1初始设置里面最后一栏-----建立测试周期状态-------手动周期2,在更换板子时,,当不要标定时要输入旧零点值。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2020/12/2
给煤机的标定
9
称重机构由3个托辊和一对负荷传感器构成。两个称重跨距 辊固定在机壳上,构成一个固定的称重跨距,它们精确定义了 称重煤流的皮带给定长度。另一个称重托辊悬挂在一对负荷传 感器上,位于称重跨距辊中间,每个负荷传感器支撑了称重跨 距上25%的煤流重量,(前跨距辊到称重托辊的距离上左右两侧 各一半的煤流重量)使称重托辊称出称重跨距内一半煤的重量。
2020/12/2
给煤机的标定
16
物料密度DENSITY:显示出在称重式运行时,皮带上物 料的密度(单位kg/m3);容积式运行时,显示出的密度是称 重系统故障前的物料平均密度。
电机转速RPM(转/分)显示出给煤机皮带传动电动机的 速度。
给煤率RATE:显示出给煤机运行于称重模式时的运行给 煤率,或者当给煤机运行于容积模式时从物料平均密度得 出的相应给煤率。
给煤机的标定
8
2.称重系统机械部分示意图
称重机构位于给煤机进料口与驱动辊筒之间,3个称重表面 辊均经过仔细的加工,其中一对固定在机体上,另外一个称重辊, 则悬挂于一对负荷传感器上,胶带上煤重由负荷传感器送出信号。 经过标定的负荷传感器的输出信号,表示单位长度上煤的重量, 而测速发电机输出的频率信号,则表示为胶带的速度,微机控制 系统把这两种综合,就可以得到机器的给煤率。
2020/12/2
给煤机的标定
17
RUNNING(运转):该指示灯在皮带传动电机启动后亮。 READY(预备):该指示灯在危微机处理器接通电源,芯片开始工作后点亮。 FEEDING(给煤):该指示灯在皮带传动电机起动且挡板式限位开关LSFB检测到皮 带上有物料时点亮。 REMOTE(遥控):该指示灯在给煤机处于遥控方式下受用户过程控制系统控制时 点亮。 CALIBRATION(定度):该指示灯在给煤机整个定度过程中点亮。 ADD WEIGHT(加定度块):该指示灯亮提示操作者在定度过程中将定度块装在适 当的位置上。 ALARM(报警):该指示灯亮说明系统中存在需要引起注意的问题,但这个问题还 没严重到必须立即停机的程度。 TRIP(跳机):该指示灯亮说明系统中存在严重问题,给煤机操作已经停止。 VOLOMETRTC(容积式):该指示灯亮说明在称
2020/12/2
给煤机的标定
13
(3)标定过程
2020/12/2
微机控制系统: 微机控制系统可用于条件恶劣的 环境。微处理器安装在给煤机的 微机控制柜内,其上安装接触键 盘。给煤机控制器包括三个硬件 包:电源板,CPU板,电动机速 度控制器。另外有附加输入输出 组件,可通过各种组和来满足不 同数字量或模拟量的控制要求。
2020/12/2
给煤机的标定
12
(3)标定前的准备工作
在标定之前,必须使给煤机运行15-30分钟,使皮带变软
检查称重辊、支承辊无积垢 检查皮带运行无打滑、跑偏现象 检查皮带上无残留反光纸 关闭给煤机进口阀、卸空皮带 关闭密封空气源 关闭出口阀,停转给煤机 打开给煤机称重跨门、顶端门以及微机控制柜门 适当调节皮带张力和对中,调整称重辊与托辊间的间隙 达到要求。
标定目的慨括为: (1)测皮重 (2)测速比 (3)测重量系数
2020/12/2
给煤机的标定
11
三. 标定过程
(1) 给煤机需要标定的时间 给煤机首次起动时 初始运行一个月后 以后每运行满六个月 更换或调整过称重辊、更换称重传感器后 更换CPU板、控制程序后 更换皮带后
(2)标定所需的工具
标定探头及电缆:用来传递皮带圈数信号 标定砝码一对:称重标准量块 水平检尺一根:用来测量称重辊与称重支撑辊间水平度 塞尺:用来测量称重辊与支撑辊间隙,一般规定为0.05mm 反光纸若干: 用来配合探头传递皮带圈数 标定记录表
因为有称重方式和容积方式两种计量方式,所以在控制面 板上有两种校准方式。
2020/12/2
给煤机的标定
10
二 给煤机标定目的
为了使给煤机安全、可靠和有效的运行,以及保证给煤 机的计量精度达到设计要求,应对给煤机进行定期检查、调 整和标定。此外,当给煤机更换了零部件时,也必须要对相 关部分进行调整和标定。消除由称重辊、称重传感器托板、 给煤机皮带等造成的毛重,同时也包含了测量皮带速度与电 动机转速的关系,以及用已知的定度来标定称重传感器的输 出。
给煤机的标定
2020/12/2
给煤机的标定
2015/05/13
1
CONTENTS
目 录
1 给煤率控制原理 2 给煤机标定目的 3 标定过程 1 异常处理
2020/12/2
给煤机的标定
2
精品资料
• 你怎么称呼老师?
• 如果老师最后没有总结一节课的重点的难点,你 是否会认为老师的教学方法需要改进?
• 你所经历的课堂,是讲座式还是讨论式? • 教师的教鞭
• “不怕太阳晒,也不怕那风雨狂,只怕先生骂我 笨,没有学问无颜见爹娘 ……”
• “太阳当空照,花儿对我笑,小鸟说早早早……”
CS2024型给煤机是一种带有微机控制的电子称量及自动调速装置的带式 给料机,可以将煤块精确输送到磨煤机,并具有自动调节和控制的功能。
给煤机的标定
14
键盘上有三种颜色的键。白色键是给煤机的操作模式 REMOTE-OFF-LOCAL(遥控-停止-就地),他们使用的最频繁。 蓝色键为功能键和数字键,黄色键为附加功能键,黄色键 在按动前,必须先按键盘右下角的全黄键才能被接受。
2020/12/2
给煤机的标定
15
给煤机操作面板 上部的8位数显示器(TCI-1)通常显示传送物料的总量, 单位为公斤,它也用作数字输入显示以及显示一些特殊功能, 当显示器不作它用时,它将恢复显示总量,有三个总量显示 供选择,称重式重量累计,容积式累计以及总量累计。 按键TOTAL(总量)可在8位数显示器上选择总量显示模 式。重复按此键会使3种模式循环产生。在显示器下方的3个 指示灯将指示使用的模式。
2020/12/2给煤机的标定5给煤机结构简图
2020/12/2
给煤机的标定
6
2020/12/2
给煤机的标定
7
一 给煤率控制原理
根据中控室给煤率指令和称重传感器测得的皮带上 煤的重量计算出要求的电机转速,然后通过调速系统调 节到所要求的电机转速,从而保证所要求的给煤率。
1.计算公式
2020/12/2