螺纹公差等级表
常用螺纹尺寸及公差汇总表

公制螺纹基本直径内螺纹公差等级外螺纹公差6H7H6G大径中径小径中径公差小径公差中径公0,差小径公差中径公差小径公差M10*1109.358.9170,+0.1500,+0.2360,+0.1900,+0.300-0.026,-0.138-0.026,0.206M12*11211.3510.9170,+0.1600,+0.2360,+0.2000,+0.300-0.026,-0.144-0.026,0.206M14*11413.35122.9170,+0.1600,+0.2360,+0.2000,+0.300-0.026,-0.144-0.026,0.206M12*1.251211.18810.6470,+0.1800,+0.2650,+0.2240,+0.335-0.028,-0.160-0.028,-0.240 M14*1.251413.18812.6470,+0.1800,+0.2650,+0.2240,+0.335-0.028,-0.160-0.028,-0.240 M12*1.51211.02610.3760,+0.1900,+0.3000,+0.2360,+0.375-0.032,-0.172-0.032,-0.268 M14*1.51413.02612.3760,+0.1900,+0.3000,+0.2360,+0.375-0.032,-0.172-0.032,-0.268 M16*1.51615.02614.3760,+0.1900,+0.3000,+0.2360,+0.375-0.032,-0.172-0.032,-0.268 M18*1.51817.02616.3760,+0.1900,+0.3000,+0.2360,+0.375-0.032,-0.172-0.032,-0.268 M20*1.52019.02618.3760,+0.1900,+0.3000,+0.2360,+0.375-0.032,-0.172-0.032,-0.268 M22*1.52221.02620.3760,+0.1900,+0.3000,+0.2360,+0.375-0.032,-0.172-0.032,-0.268 M24*1.51423.02622.3760,+0.2000,+0.3000,+0.2500,+0.375-0.032,-0.182-0.032,-0.268 M26*1.52625.02624.3760,+0.2000,+0.3000,+0.2500,+0.375-0.032,-0.182-0.032,-0.268 M27*1.52726.02625.3760,+0.2000,+0.3000,+0.2500,+0.375-0.032,-0.182-0.032,-0.268 M30*1.53029.02628.3760,+0.2000,+0.3000,+0.2500,+0.375-0.032,-0.182-0.032,-0.268 M33*1.53332.02631.3760,+0.2000,+0.3000,+0.2500,+0.375-0.032,-0.182-0.032,-0.268 M36&1.53635.02634.3760,+0.2000,+0.3000,+0.2500,+0.375-0.032,-0.182-0.032,-0.268 M39*1.53938.02637.3760,+0.2000,+0.3000,+0.2500,+0.375-0.032,-0.182-0.032,-0.268 M42*1.54241.02640.3760,+0.2000,+0.3000,+0.2500,+0.375-0.032,-0.182-0.032,-0.268 M27*22725.70124.8350,+0.2240,+0.3750,+0.2800,+0.475-0.038,-0.208-0.038,-0.318 M30*23028.70127.8350,+0.2240,+0.3750,+0.2800,+0.475-0.038,-0.208-0.038,-0.318 M33*23331.70130.8350,+0.2240,+0.3750,+0.2800,+0.475-0.038,-0.208-0.038,-0.318 M36*23634.70133.8350,+0.2240,+0.3750,+0.2800,+0.475-0.038,-0.208-0.038,-0.318 M39*23937.70136.8350,+0.2240,+0.3750,+0.2800,+0.475-0.038,-0.208-0.038,-0.318 M42*24240.70139.8350,+0.2240,+0.3750,+0.2800,+0.475-0.038,-0.208-0.038,-0.318 M45*24543.70142.8350,+0.2240,+0.3750,+0.2800,+0.475-0.038,-0.208-0.038,-0.318 M52*25250.70149.8350,+0.2360,+0.3750,+0.3000,+0.475-0.038,-0.218-0.038,-0.318 M60*26058.70157.8350,+0.2360,+0.3750,+0.3000,+0.475-0.038,-0.218-0.038,-0.318 M64*26462.70161.8350,+0.2360,+0.3750,+0.3000,+0.475-0.038,-0.218-0.038,-0.318 M72*27270.70169.8350,+0.2360,+0.3750,+0.3000,+0.475-0.038,-0.218-0.038,-0.318美制NPSM螺纹(美国标准ANSI B1.20.1机械连接用直管螺纹60度)外螺纹(2A级)内螺纹(2B级)大径中径小径中径标号螺纹代号最大值最小值最大值最小值最小值最大值最小值最大值021/8-27NPSM 10.0849.9069.4629.3709.0939.2469.4899.609041/4-18NPSM 13.36013.13212.45412.34211.88712.21712.48712.634063/8-18NPSM 16.81516.58615.89015.77615.31615.54515.92616.076081/2-14NPSM 20.90420.65019.73319.60418.97419.27919.77119.942123/4-14NPSM 26.26426.01025.07724.94324.33324.63825.11825.293161-11.5NPSM 32.84232.53731.41731.27030.50530.75931.46031.65320 1.1/4-11.5NPSM 41.60541.30040.17340.02039.26839.49740.21840.41624 1.1/2-11.5NPSM 47.67647.37146.24146.08645.33945.56846.28646.487322-11.5NPSM 59.71559.41158.27858.12057.37957.60758.32658.53240 2.1/2-8NPSM 72.16171.78070.10469.91668.78369.26670.16070.409483-8NPSM 88.06287.68186.00985.81684.68485.16686.06886.319NPT 布锥管螺纹基面上的直径螺纹长度标号螺纹代号大径中径小径管端至基面长有效长度端面大径02Z1/8*2710.2429.4898.736 4.102 6.7039.98604Z1/4*1813.61612.48711.3855.78610.20613.25406Z3/8*1817.05515.92614.7976.09610.35816.67408Z1/2*1421.22319.77218.3218.12813.55620.71512Z3/4*1426.56825.11723.6668.61113.86126.03016Z1*11.533.22831.46129.69410.16017.34332.59320Z1.1/4*1.541.98540.21838.45110.66817.95341.31824Z1.1/2*11.548.05446.28744.52010.66818.37747.38732Z2*11.560.09258.32556.55811.07419.21559.40040Z2.1/2*872.69970.15967.61917.32328.89271.61648Z3*888.60886.06883.52819.45630.48087.39255度英锥管螺纹基本直径内螺纹外螺纹公差等级AB 标号螺纹代号大径中径小径中径公差小径公差中径公差大径公差中径公差大径公差02G1/8*289.7289.1478.5660.170,00.282,00,-0.1700,-0.2140,-0.2140,-0.21404G1/4*1913.15712.30111.4450.125,00.445,00.-0.1250,-0.2500,-0.2500,-0.25006G3/8*1916.66215.80614.9500.125,00.445,00,-0.1250,-0.2500,-0.2500,-0.25008G1/2*1420.95519.79318.6310.142,00.541,00,-0.1420,-0.2840,-0.2840,-0.28410G5/8*1422.91121.74920.5870.142,00.541,00,-0.1420,-0.2840,-0.2840,-0.28412G3/4*1426.44125.27924.1170.142,00.541,00,-0.1420,-0.2840,-0.2840,-0.28416G1*1133.24931.77030.2910.180,00.640,00,-0.1800,-0.3600,-0.3600,-0.36020G1.1/4*1141.91040.43138.9520.180,00.640,00,-0.1800,-0.3600,-0.3600,-0.36024G1.1/2*1147.80346.32444.8450.180,00.640,00,-0.1800,-0.3600,-0.3600,-0.36032G2*1159.61458.13556.6560.180,00.640,00,-0.1800,-0.3600,-0.3600,-0.36040G2.1/2*1175.18473.70572.2260.217,00.640,00,-0.2170,-0.4340,-0.4340,-0.43448G3*1187.88486.40584.9260.217,00.640,00,-0.2170,-0.4340,-0.4340,-0.43455度英锥管螺纹基面上的直径基准长度有效螺纹长度标号螺纹代号大径中径小径基本最大最小基本最大最小圆锥内螺纹基面轴向位移的极限偏差端面大径02R1/8*289.7289.1478.5664 4.9 3.16.57.4 5.61.19.47804R1/4*1913.15712.30111.44567.3 4.79.7118.4 1.712.78206R3/8*1916.66215.80614.950 6.47.7 5.110.111.48.8 1.716.26208R1/2*1420.95519.79318.6318.2106.413.21511.42.320.44312R3/4*1426.44125.27924.1179.511.37.714.516.312.7 2.325.84716R1*1133.24931.77030.29110.412.78.116.819.114.5 2.932.59920R1.1/4*1141.91040.43138.95212.71510.419.121.416.8 2.941.11624R1.1/2*1147.80346.32444.84512.71510.419.121.416.8 2.947.00932R2*1159.61458.13556.65615.918.213.623.425.721.1 2.958.62040R2.1/2*1175.18473.70572.22617.5211426.730.223.2 3.574.09048R3*1187.88486.40584.92620.624.117.129.833.326.3 3.586.597美制螺纹外螺纹内螺纹公差等级2A公差等级2B大径中径小径中径标号螺纹代号最大最小最大最小小径最大最小最大最小最大大径最小JIC 螺纹025/16×24UNF 7.9107.7277.2217.127 6.6506.7827.0367.2497.3717.938033/8*24UNF9.4979.3148.8098.7128.2378.3828.6368.8378.9619.525047/16*20UNF11.07910.87410.25410.1479.5689.72810.03310.28710.42411.113051/2*20UNF12.66712.46111.84111.73211.15611.32811.60811.87512.01712.7069/16*18UNF14.25214.03113.33513.22112.57312.75113.08113.37113.5214.288083/4*16UNF19.01218.77317.98117.85417.1217.32317.67818.01918.18419.05107/8*14UNF22.18421.92321.00620.86920.02520.26920.67621.04621.22422.225121.1/16*12UNF26.94426.65525.5725.42524.42524.68925.14625.61325.80126.988161.5/16*12UNF33.29433.00531.9231.77330.77531.03931.49631.96332.15433.338201.5/8*12UNF41.22940.9439.85539.70538.7138.98939.44639.90140.09441.275241.7/8*12UNF47.57947.2946.20546.05345.0645.33945.79646.25146.44947.625322.1/2*12UNF63.45263.16262.07861.9260.93261.21461.67162.12662.33263.5403812UNF76.15775.86274.77874.61873.63273.91474.37174.82675.03476.218HK1.1/2*10UNF38.05237.72436.40136.23835.02935.35735.89036.44936.66038.100ORFS 螺纹049/16*18UNF14.25214.03113.33513.22112.57312.75113.08113.37113.5214.2880611/16*16UNF17.42717.18816.39616.27415.53515.74816.10416.43116.58917.4630813/16*16UNF20.59920.36119.56819.44418.70718.92319.27919.60619.76620.638101*14UNSF25.35725.09524.17824.03623.19523.44423.82524.22124.40725.4121.3/16*12UN30.11929.8328.75428.59827.627.86428.32128.78828.97930.163161.7/16*12UN36.46736.17735.09334.94333.94734.21434.67135.13835.33136.513201.11/16*12UN42.81742.52741.44341.2940.29740.56441.02141.48841.68642.863242*12UN50.75450.46549.3849.2548.23548.51448.97149.42649.62750.8SAE 螺纹065/8×18UNF 15.83915.61814.92314.80314.16114.35114.68114.95815.1115.875121.1/16*14UNF26.94726.683 25.74325.60824.7424.96825.37525.78325.96126.987其他美制螺纹9/16*16UN14.25214.01313.22113.10112.3612.57312.92913.25613.41114.2887/8*12UN22.18221.89220.80820.66819.66219.93920.39620.85121.03422.2252.1/4*12UN57.10456.81555.7355.57554.58554.86455.32155.77655.97657.15可拆式芯子与套筒连接螺纹外螺纹内螺纹公差等级2B 大径中径小径中径软管编号螺纹代号最大最小最大最小小径最小最大最小最大大径R5-049/32*327.1206.967 6.604 6.523 6.175 6.294 6.472 6.629 6.7367.145R5-0546/127*289.1979.0328.6088.5168.1158.2348.4638.6368.7539.225R5-06107/254*2810.68510.52010.09510.0049.6039.7359.93810.12310.24010.713R5-089/16*2414.25714.07413.56913.47012.99713.13213.38613.59913.72914.288R5-1011/16*2417.43217.24916.74416.64216.17216.30716.56116.77416.90617.463R5-1213/16*2020.59920.39919.77919.66719.34719.25319.55819.81219.98220.638R5-161.1/16*1826.95226.73126.03525.91625.27325.45125.78126.07126.22826.988R5-201.5/16*1833.29933.07832.38232.25831.62031.80132.13132.42132.58133.338R5-241.9/16*1839.64939.42838.73238.60537.97038.15138.48138.77138.93639.688R5-322*1850.76250.54149.84549.71549.08349.27649.60649.88350.05350.8002A-047/16*2011.07910.87410.25410.1479.5689.72810.03310.28710.42411.1132A-069/16*1814.25214.03113.33513.22112.57312.75113.08113.37113.52014.2882A-085/8*1815.83915.61814.92314.80314.16114.35114.68114.95815.11015.8752A-103/4*1819.01418.79318.09817.98117.33617.52617.85618.13318.28519.0502A-127/8*1822.18921.96821.27321.15620.51120.70121.03121.30821.46022.2252A-161.3/16*1630.12429.87029.09328.96428.23228.44828.80429.13129.29930.1632A-201.9/16*1839.64939.42838.73238.60537.97038.15138.48138.77138.93639.688新西兰B09内螺纹标号你螺纹代号大径MIN中径MIN中径MAX小径MIN小径MAX B-090.860in*1421.84420.68320.84119.522NPTF+密封管螺纹标号螺纹代号外螺纹小端中径外螺纹大端中径外螺纹小端大径最小外螺纹小端大径最大外螺纹全牙长度内螺纹大端中径内螺纹小端中径内螺纹大端小径最小内螺纹大端小径最大内螺纹全牙长度21/8-27NPTF9.2339.6529.8719.960 6.7039.4899.0588.7638.851 6.924 41/4-18NPTF12.12612.76413.12813.21510.20612.48711.86211.39811.48610.020 63/8-18NPTF15.54516.19316.54716.63410.35815.92615.28114.83714.92410.330 81/2-14NPTF19.26420.11120.61620.70313.55619.77218.92618.33318.42013.571 123/4-14NPTF24.57925.44525.93126.01813.86125.11724.23923.67823.76814.054 161-11.5NPTF30.82631.91032.47432.56217.34331.46130.41129.72529.81316.787 20 1.1/4-11.5NPTF39.55140.67341.19941.28717.95340.21839.13638.48238.57017.295 24 1.1/2-11.5NPTF45.62146.76947.26947.35718.37746.28745.20744.55144.64017.295 322-11.5NPTF57.63358.83459.28159.36919.21558.32557.21956.58956.67717.701 40 2.1/2-8NPTF69.07670.88271.47671.55928.89370.15968.48167.67667.75926.848 483-8NPTF84.85286.75787.25287.33530.48086.06884.25783.58583.66828.981备注:1.表中外螺纹的完整螺纹长度包括不超过一个螺距长度的倒角2.表中内螺纹的完整螺纹长度不包括在中径线和倒角交线外的锥口孔。
常用螺纹尺寸及公差汇总表

06
3/8-18NPSM
08
1/2-14NPSM
12
3/4-14NPSM
16
20
24
32
40
48
3-8NPSM
NPT布锥管螺纹
标号
螺纹代号
基面上的直径
螺纹长度
端面大径
大径
中径
小径
管端至基面长
有效长度
02
Z1/8*27
04
Z1/4*18
06
Z3/8*18
08
Z1/2*14
12
Z3/4*14
公制螺纹
根本直径
内螺纹公差等级
外螺纹公差
大径
中径
小径
6H
7H
6G
中径公差
小径公差
中径公0,差
小径公差
中径公差
小径公差
M10*1
10
,
M12*1
12
,
M14*1
14
,
12
14
12
14
16
18
20
22
14
26
27
30
33
36
39
42
M27*2
27
M30*2
30
08
M33*2
33
08
M36*2
36
08
M39*2
39
08
M42*2
42
08
M45*2
45
08
M52*2
52
M60*2
60
M64*2
64
M72*2
72
美制NPSM螺纹〔美国标准ANSI B机械连接用直管螺纹60度〕
螺纹公差等级对照表

螺纹精度等级6h的公差范围为-0.150-0.0mm。
螺纹精度是衡量螺纹质量的综合指标,由螺纹公差带和螺纹长度组成。
6h等级对应的螺纹中径为5.35。
公差等级是指决定尺寸精度的等级。
按照国家标准,一共有20个级别。
从IT01、it0、it1、it2到it18,数字越大,公差等级(加工精度)越低,尺寸允许范围(公差值)越大,加工难度越小。
扩展数据:公差等级的相关规定:1在满足零件要求的前提下,尽可能选择较低的公差等级。
精度要求应与生产可能性相一致,即采用合理的加工工艺、装配工艺和现有设备。
2在选择公差等级时,不仅要满足设计要求,还要考虑技术可行性和经济性。
选择最佳加工精度是一个非常复杂的技术和经济问题。
它不仅要考虑加工成本,还要考虑加工精度提高后的装配成本,以及精度对性能和经济指标(可靠性、寿命、油耗等)的影响。
3、在机械制造中,公差水平的规定是为了保证机器的精度和零件的互换性,并保证制造机器的经济性。
也就是说,只要精度较低,机器的功能和精度是可以保证的,不需要对零件的精度要求过高,这样会增加制造成本。
内螺纹公差等级外螺纹公差等级外螺纹公差6H 7H 6H 6G小径公差小径公差小径公差小径公差M10*1 10 9.35 8.917 0,+0.150 0,+0.236 0,+0.190 0 0,+0.300-0.026,-0.138-0.026,0.206 M12 M12*1 12 11 11 11.35 10 10.917 0 0,+0.160 0,+0.2360 0 0 0,+0.200 0 0 0 0 0 0 0 0 0 0 0.300-0.026,-0.144-0.026,0.206 M14 1 4 14 13 13.35 122.917 0 0,+0.160 0.160 10 10 10 10 10 10 10 10 10 10 0.917 0,+0.160 0.0,+0.236 0,+0.200 0,+0.180 0,+0.2650 11 11.188 0.026,-0.144-0.026,0.206的0.206 M12*1.25 12 11 11.188 10.647 0 0,+0.180 0,+0.2650 0 0,+0.2240 0 0,+0.335-0.028,-0.160-0.028,-0.160的0.028,-0.240的0年240 M14的1.25 14 14 13 13 13.18812.647 0的“12.647 0,+0.180 0 0,+0.2650的0,+0.2650的0,+0.2240的0,+0.2240的0,+0.2240的0.330.028,.240 M12*1.5 12 11.026 10.376 0,+0.190 0,+0.300 0,+0.236 0,+0.375-0.032,-0.172-0.032,-0.268 M14*1.5 14 13.026 12.376 0,+0.1900,+0.300 0,+0.0 0,+0.236 0,+0.375-0.032,-0.172-0.032,-0.172-0.032,-0.268 M16的1.5 16 16 16 15.026 14.376 0的0,+0.190 0 0,+0.300 0 0 0 0.300 0,+0.2360 0 0,+0.375-0.032,-0.172-0.032,-,-0.268 M18 M18的1.1 1 1 1 1 1 18 18 18 18 17.026 16.376的0,0 0 0 0 0 0 0.190 0 0,0.300 0 0 0,0.2360 2360 0 0 0 0 0 0 0,+0 0.0 375-0 0 0 172-0.032,-0.268 M20*1.5 20 19.026 18.376 0,+0.190 0,+0.300 0,+0.236 0,+0.375-0.032,-0.172-0.032,-0.268 M22*1.5 22 21.026 20.3760,+0.190 0,+0.300 0,+0.2360 0,+0.236 0,+0.375-0.032,-0.172,0.032,,-0.268 M24的4.1,1.5 14 14 23.026 22.376 0 0,+0.200 0 0 0,+0.300 0 0 0 0 0 0 0 0,+0.250 0 0,+0.375-0.032,-0.182-0.032,-0.182-0.032,-0.268 M26 M26 0的1.5 26 25 25.026的24.376 0 0 0,+0.200 0 0,0.300 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0.182-0.032,-0.268 M27*1.5 27 26.026 25.376 0,+0.200 0,+0.300 0,+0.250 0,+0.375-0.032,-0.182-0.032,-0.268 M30 0.268 M30 0.268 M30、1.5 3030 29.026 28.376 0、+0.200 0、+0.300 0、+0.250 0 0、+0.375-0.032、+0.182-0.032,-0.268 M3331.31.376 0、+0.200 0 0、+0.300 0 0 0、+0.250 0 0、+0.250 0 0、+0.250 0 0 0、+0.250 0 0 0、+0.375-0.032、+0.182 0 0 0.0 0 0 0 0.0.0、+0.375-0.032、+0.182、0.0、0.0、+0.0、+0.0、+0.0、+0 300 0,+0.250 0,+0.375-0.032,-0.182-0.032,-0.268 M39*1.5 39 38.026 37.376 0,+0.200 0,+0.300 0,+0.250 0,+0.375-0.032,-0.182—0.032—0.182—0.182—0.032,-0.268 M42*1.5 42 42 42 41.026 40.376 0,+0.200 0,+0.300 0,+0.250 0,+0.375-0.032的,-0.182—0.032,-0.182—0.032,-0.268 M28 M27的27 27 27 27 25.70124.70124.835的0,+0.2240的0,+0.375 0的0.375 0,+0.280 0 0的0.475的0.038,-0.208的0.038,-0.208的0,-0.318的0.318的30 30 30 28 28 28.70127.70127.835 0.224 0,+0.375 0,+0.280 0,+0.475-0.038,-0.208-0.038,-0.318 M33*2 33 31.701 30.835 0,+0.224 0,+0.375 0,+0.280 0,+0.475-0.038的0.475-0.038,-0.208-0.038,-0.318的31.31 M36*2 36 34.701 33.835 0,+0.224 0,+0.375 0,+0.280 0,+0.475-0.038,-0.208-0.038,-0.318的M39,39 39 37 37 37.70136.70136.835 0的,+0.2240,+0.375 0,+0.375 0,+0.280 0的0,+0.475的0.038的0.475-0.038,-0.208-0.038,-0.318的0.318的M42,2的42 42 42 42 42 42 42 42 40.701 39.835 0,+0.224 0,+0.375 0,+0.280 0,+0.475-0.038,-0.208-0.038,-0.318 M45*2 45 43.701 42.835 0,+0.224 0,+0.375 0,+0.280 0,+0.475-0.038的0.475-0.038,-0.208-0.038,-0.318 M51的M52*2 52 52 50.70149.835 0,+0.23600,+0.375 0,+0.300 0 0,+0.475-0.038,-0.218-0.038,-0.318的M60,60 60 60的60 58.70157.70157.835的0,+0.2360 0,+0.375 0,+0.300的0,+0.300的0,+0.475的0.038的0,-0.218的0.038的0.318,0.318,0.378,0.378的0.370 0 0.0 2 64 62.701 61.835 0,+0.236 0,+0.375 0,+0.300 0,+0.475-0.038,-0.218-0.038,-0.318 M72*2 72 70.701 69.835 0,+0.236 0,+0.375 0,+0.300 0,+0.475-0.038,-0.218-0.038,-0.318。
公差表-螺纹表
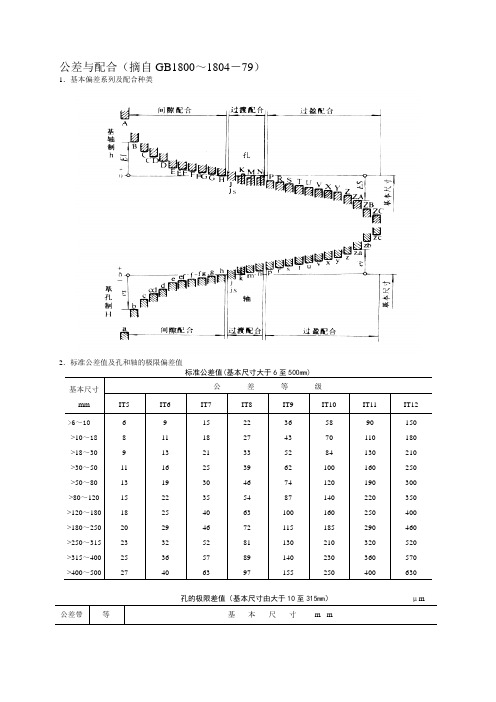
公差与配合(摘自GB1800~1804-79)1.基本偏差系列及配合种类2.标准公差值及孔和轴的极限偏差值孔的极限差值(基本尺寸由大于10至315mm)μm轴的极限偏差(基本尺寸由于大于10至315mm)注:标注▼者为优先公差等级,应优先选用。
形状和位置公差(摘自GB1182~1184-80)圆度和圆柱度公差μm主参数d (D)图例直线度和平面度公差 μm主参数L 图例平行度、垂直度和倾斜度公差 μm 主参数L 、d (D)图例同轴度、对称度、圆跳动和全跳动公差确良 μm 主参数d(D)、B 、L 图例表面粗糙度注:1. 粗糙度代号I为第一种过渡方式。
它是取新国标中相应最靠近的下一档的第1系列值,如原光洁度(旧国标)为▽5,R a的最大允许值取6.3。
因此,在不影响原表面粗糙要求的情况下,取该值有利于加工。
2. 粗糙度代号Ⅱ为第2种过渡方式。
它是取新国标中相应最靠近的上一档的第1系列值,如原光洁度为▽5,R a的最大允许值取3.2。
因此,取该值提高了原表面粗糙度的要求和加工的成本。
常用公制螺纹钻孔底径表公制外螺纹(6g)常用规格极限尺寸表(粗牙)规格大径大经下偏差小径小径上偏差1G1/8-289.7289.5140.2148.8488.5660.2822G1/4-1913.15712.9070.25011.89011.4450.4453G3/8-1916.66216.4120.25015.39514.9500.4454G1/2-1420.95520.6710.28419.17218.6310.5415G3/4-1426.44126.1570.28424.65824.1170.5416G1-1133.24932.8890.36030.93130.2910.6407G11/4-1141.91041.5500.36039.59238.9520.6408G11/2-1147.80347.4430.36045.48544.8450.640公制外螺纹(6g)常用规格极限尺寸表(细牙)[2007-05-16]螺丝攻牙铣孔径和滾造径封照表(2)公制细螺纹 1 0.8-10.82009-12-01 11:51公制细螺纹规格标准径2级牙铣孔径最大最小M1.0x02 0.8 0.821 0.783 M1.1x02 0.9 0.921 0.883 M1.2x0.2 1 1.021 0.983 M14x0.2 1.2 1.221 1.183 M1.6x0.2 1.4 1421 1.383 M1.7x0.2 1.45 1.5 1.46 M1.8x0.2 1.6 1.621 1.583 M2.Ox0.2 1.75 1.785 1.729 M2.2x0.25 1.95 1.985 1.929 M2.3x0.25 2.O5 2.061 2.001 M2.5x0.35 2.2 2.221 2.121 M26x035 2.2 2.246 2.186 M3.Ox035 2.7 2721 2.621 M3.5x0.35 3.2 3221 3.121 M4.Ox0.5 3.5 3599 3.459 M4.5x0.5 4.O0 4.099 3.959 M5.Ox5 4.5 4.599 4.459 M5.5x0.5 5 5.099 4.959 M6.Ox0.75 5.3 5.378 5.188 M6.Ox0.5 5.5 5.55 5.4 M7.Ox0.75 6.3 6.378 61.88 M7.Ox05 6.5 6.55 64 M80xl.O 7 7.153 6.917 M80x0.75 7.3 7.378 7.188 M8.Ox0.5 7.5 7.52 7.4 M9.Oxl.O 8 8.153 7.917 M9.Ox0.75 8.3 8.378 8188 M10xl.25 8.8 8.912 8.647 M10xl.0 9.OO 9.153 8.917 M10x0.75 9.3 9.378 9.188 M10x05 9.5 9.52 9.4 M11X10 10 10.153 9.917 M11x075 10.3 10378 10.188 M11X1.5 10.5 10.676 10.376 M12X1.25 10.8 10.912 10.647。
公差表-螺纹表
公差与配合(摘自GB1800~1804-79)1.基本偏差系列及配合种类2.标准公差值及孔和轴的极限偏差值孔的极限差值(基本尺寸由大于10至315mm)μm轴的极限偏差(基本尺寸由于大于10至315mm)注:标注▼者为优先公差等级,应优先选用。
形状和位置公差(摘自GB1182~1184-80)圆度和圆柱度公差μm主参数d (D)图例直线度和平面度公差 μm主参数L 图例平行度、垂直度和倾斜度公差 μm 主参数L 、d (D)图例同轴度、对称度、圆跳动和全跳动公差确良 μm 主参数d(D)、B 、L 图例表面粗糙度注:1. 粗糙度代号I为第一种过渡方式。
它是取新国标中相应最靠近的下一档的第1系列值,如原光洁度(旧国标)为▽5,R a的最大允许值取6.3。
因此,在不影响原表面粗糙要求的情况下,取该值有利于加工。
2. 粗糙度代号Ⅱ为第2种过渡方式。
它是取新国标中相应最靠近的上一档的第1系列值,如原光洁度为▽5,R a的最大允许值取3.2。
因此,取该值提高了原表面粗糙度的要求和加工的成本。
常用公制螺纹钻孔底径表公制外螺纹(6g)常用规格极限尺寸表(粗牙)规格大径大经下偏差小径小径上偏差1G1/8-289.7289.5140.2148.8488.5660.2822G1/4-1913.15712.9070.25011.89011.4450.4453G3/8-1916.66216.4120.25015.39514.9500.4454G1/2-1420.95520.6710.28419.17218.6310.5415G3/4-1426.44126.1570.28424.65824.1170.5416G1-1133.24932.8890.36030.93130.2910.6407G11/4-1141.91041.5500.36039.59238.9520.6408G11/2-1147.80347.4430.36045.48544.8450.640公制外螺纹(6g)常用规格极限尺寸表(细牙)[2007-05-16]螺丝攻牙铣孔径和滾造径封照表(2)公制细螺纹 1 0.8-10.82009-12-01 11:51公制细螺纹规格标准径2级牙铣孔径最大最小M1.0x02 0.8 0.821 0.783 M1.1x02 0.9 0.921 0.883 M1.2x0.2 1 1.021 0.983 M14x0.2 1.2 1.221 1.183 M1.6x0.2 1.4 1421 1.383 M1.7x0.2 1.45 1.5 1.46 M1.8x0.2 1.6 1.621 1.583 M2.Ox0.2 1.75 1.785 1.729 M2.2x0.25 1.95 1.985 1.929 M2.3x0.25 2.O5 2.061 2.001 M2.5x0.35 2.2 2.221 2.121 M26x035 2.2 2.246 2.186 M3.Ox035 2.7 2721 2.621 M3.5x0.35 3.2 3221 3.121 M4.Ox0.5 3.5 3599 3.459 M4.5x0.5 4.O0 4.099 3.959 M5.Ox5 4.5 4.599 4.459 M5.5x0.5 5 5.099 4.959 M6.Ox0.75 5.3 5.378 5.188 M6.Ox0.5 5.5 5.55 5.4 M7.Ox0.75 6.3 6.378 61.88 M7.Ox05 6.5 6.55 64 M80xl.O 7 7.153 6.917 M80x0.75 7.3 7.378 7.188 M8.Ox0.5 7.5 7.52 7.4 M9.Oxl.O 8 8.153 7.917 M9.Ox0.75 8.3 8.378 8188 M10xl.25 8.8 8.912 8.647 M10xl.0 9.OO 9.153 8.917 M10x0.75 9.3 9.378 9.188 M10x05 9.5 9.52 9.4 M11X10 10 10.153 9.917 M11x075 10.3 10378 10.188 M11X1.5 10.5 10.676 10.376 M12X1.25 10.8 10.912 10.647。
螺纹公差等级对照表

螺纹:螺纹指的是在圆柱或圆锥母体表面上制出的螺旋线形的、具有特定截面的连续凸起部分。
螺纹按其母体形状分为圆柱螺纹和圆锥螺纹;按其在母体所处位置分为外螺纹、内螺纹,按其截面形状(牙型)分为三角形螺纹、矩形螺纹、梯形螺纹、锯齿形螺纹及其他特殊形状螺纹。
螺纹公差等级表:公差等级是指确定尺寸精确程度的等级,国标规定分为20个等级,从IT01、IT0、IT1、IT2~IT18,数字越大,公差等级(加工精度)越低,尺寸允许的变动范围(公差数值)越大,加工难度越小。
选择公差等级的实质就是正确解决机器零件使用要求与制造工艺及成本之间的矛盾。
选择公差等级的原则,是在满足零件使用要求的前提下,尽可能选用较低的公差等级。
精度要求应与生产的可能性协调一致,即要采用合理的加工工艺、装配工艺和现有设备。
但是,在必要的情况下,则要采取提高设备精度和改进工艺的方法来保证产品的精度。
对配合尺寸选取适当的公差等级是极为重要的。
因为在很多情况下,它将决定配合零件的工作性能、使用寿命及可靠性,同时又决定零件的制造成本和生产效率。
(1)选择公差等级首先应保证使用要求。
(2)选择公差等级时,既要满足设计要求,也要考虑工艺的可能性及经济性。
选择最佳加工精度是一个非常复杂的技术经济问题。
它不仅要考虑加工成本,而且要考虑由于加工精度的提高而增加的装配成本,以及精度对产品使用性能和经济指标(可靠性、寿命、燃料消耗等)的影响。
(3)在机械制造中,公差等级的规定是本着既能保证机器的精度和零部件的互换性,又能保证制造机器的经济性。
就是说只要低的精度能够保证机器的功能和精度,就不要过高地要求零部件的精度.那样会增加制造成本。
具体应该根据该机器的种类和某种零件的用场来确定其公差等级,公差包括尺寸公差和配合公差.使用时可参考机械设计手册中列举的各种零件的推荐公差等级,灵活应用。
常用螺纹尺寸及公差汇总表
常用螺纹尺寸及公差汇总表公制螺纹基本直径内螺纹公差等级小径6H 7H 6g中径公差小径公差中径公0,差小径公差中径公差8.917 0,+0.150 0,+0.236 0,+0.190 0,+0.300 -0.026,-0.138 10.917 0,+0.160 0,+0.236 0,+0.200 0,+0.300 -0.026,-0.144 122.917 0,+0.160 0,+0.236 0,+0.200 0,+0.300 -0.026,-0.144 10.647 0,+0.180 0,+0.265 0,+0.224 0,+0.335 -0.028,-0.160 12.647 0,+0.180 0,+0.265 0,+0.224 0,+0.335 -0.028,-0.160 10.376 0,+0.190 0,+0.300 0,+0.236 0,+0.375 -0.032,-0.172 12.376 0,+0.190 0,+0.300 0,+0.236 0,+0.375 -0.032,-0.172 14.376 0,+0.190 0,+0.300 0,+0.236 0,+0.375 -0.032,-0.172 16.376 0,+0.190 0,+0.300 0,+0.236 0,+0.375 -0.032,-0.172 18.376 0,+0.190 0,+0.300 0,+0.236 0,+0.375 -0.032,-0.172 20.376 0,+0.190 0,+0.300 0,+0.236 0,+0.375 -0.032,-0.172 22.376 0,+0.200 0,+0.300 0,+0.250 0,+0.375 -0.032,-0.182美制NPSM螺纹(美国标准ANSI B1.20.1机械连接用直管螺纹60度)NPT布锥管螺纹55度英锥管螺纹55度英锥管螺纹本大小本R1/8*28 9.728 9.147 8.566 4 4.9 3.1 6.5 R1/4*19 13.157 12.301 11.445 6 7.3 4.7 9.7美制螺纹可拆式芯子与套筒连接螺纹新西兰B09内螺纹NPTF+密封管螺纹备注:1.表中外螺纹的完整螺纹长度包括不超过一个螺距长度的倒角2.表中内螺纹的完整螺纹长度不包括在中径线和倒角交线外的锥口孔。
螺纹中径公差等级大全对照表

对于一般紧固件及管接头等通用件有广泛应用。
注意,以上表格中的数值仅供参考,实际应用中可能因具体使用环境和技术需求而有所不同。在实际操作时,建议参考相关行业标准和规范进行准确测量和计算。
+-5.76 ~ +-35.5(公称直径< Φ1.6mm为±1.28~±2.4μm)
中等精度,广泛用于各种机械零件制造。
IT6
+-2.4 - +-14.8(根据需要加浮动符号“~”)
对部分需要可调整尺寸精度的部件适用的中等偏低的公差等级
IT5(基孔制)(Z35钢标注在位置E/C),≤D4 ≥T3级管螺纹:(孔)、六角(薄型); FJG垫圈、LH内六角圆柱头螺钉等材料也用此标准
螺纹中径公差等级大全对照表
公差等级
中径公差(μm)
适用范围
IT01
±4.8 - ±76.4
高精度、高稳定性,适用于精密机械部件和高端产品制造
IT00
±3.2 - ±57.9
次高等级,适用于一般精度要求的场合
IT9
+-1.6 - +-35.5
低精度要求,适用于普通连接件或非关键部位
IT8~IT7(从高到)
螺纹公差等级表
5-3普通螺纹的公差和配合1.螺纹公差标准的结构2.螺纹公差区域和螺丝长度3.公差区域和螺纹配合的选择4.图上螺纹的标记5.偏差表和通用螺纹的应用1.螺纹公差标准的结构。
螺纹公差系统的基本结构包括公差等级系列和基本偏差系列。
螺纹公差带和螺钉长度构成了螺纹精度等级,分为三个等级:精度,中级和粗级。
内螺纹公差带的位置和基本偏差:G和H。
外螺纹公差带:e,F,G,H。
内螺纹公差带在基本轮廓的零线以上,以下偏差(EI)是基本偏差,H的基本偏差为零,G的基本偏差为正。
外螺纹的公差带在基本轮廓的零线以下,上述偏差(ES)为基本偏差,H的基本偏差为零,E,F,G的基本偏差为负。
2.螺纹公差区域的尺寸和等级以及螺纹公差等级3.螺纹长度标准中的螺钉规定将螺纹长度中的螺钉分为三组:长螺纹长度(L)3.螺纹选择公差区域和装配螺纹代号:粗螺纹用字母“m”和公称直径表示;细螺纹用字母“m”和公称直径螺距表示。
左侧螺纹应在代码后标记“LH”,而右侧螺纹则不应标记。
螺纹公差区域代码:它包括螺距直径公差区域代码和顶部直径公差区域代码,它们在螺纹代码之后标记,并在中间用“-”分隔。
如果节距直径公差带和顶部直径公差带的代码相同,则仅应标记一个;如果节径公差带和顶径公差带的代号不同,则应分别注明,前者是节径公差带的代号,后者是顶径公差带的代号而不是螺纹拧紧长度:通常,如果没有标记螺纹长度,则应根据中型螺钉的长度确定螺纹公差区域。
如有必要,应在螺纹公差区域代码之后添加长度代码为“s”或“L”的螺钉,并在中间用“-”分隔。
如果有特殊需要,可以显示纺丝长度值。
4,图中m202lh-7g6g-l普通螺纹标记为:公称直径20mm,细节距2mm,左手;外螺纹的中径公差带代号为7g,顶径(大直径d)公差带代号为6G;长螺丝的长度是。
右旋螺纹的公称直径为10 mm,螺距为1.5 mm;对于内螺纹,螺距直径和顶部直径(小直径d)的公差带代码为7h;并且中等的螺纹长度是中等的。
常用螺纹尺寸与公差汇总表

0.-0.125
0,-0.250
0,-0.250
0,-0.250
06
G3/8*19
16.662
15.806
14.950
0.125,0
0.445,0
0,-0.125
0,-0.250
0,-0.250
0,-0.250
08
G1/2*14
20.955
19.793
18.631
0.142,0
0.541,0
M33*1.5
33
32.026
31.376
0,+0.200
0,+0.300
0,+0.250
0,+0.375
-0.032,-0.182
-0.032,-0.268
M36*1.5
36
35.026
34.376
0,+0.200
0,+0.300
0,+0.250
0,+0.375
-0.032,-0.182
-0.032,-0.268
M39*1.5
39
38.026
37.376
0,+0.200
0,+0.300
0,+0.250
0,+0.375
-0.032,-0.182
-0.032,-0.268
M42*1.5
42
41.026
40.376
0,+0.200
0,+0.300
0,+0.250
0,+0.375
-0.032,-0.182
-0.032,-0.268
螺纹公差等级表

螺纹公差等级表螺纹公差等级表基本定义何谓⾃由尺⼨公差?旧国标(HG)159-59中,在基准件公差上,把精度等级分成12级。
取⾃其中8、9两级精度基准件公差,称为⾃由尺⼨公差。
将偏差分为;单向(+)或(-)、双向(±)⼆种在⾃由尺⼨公差的注解中提⽰;①⾃由尺⼨公差仅适⽤于机械加⼯表⾯。
②⾃由尺⼨公差在⼯作图上不标注。
③单向偏差对于轴⽤(-)号,对于孔、孔深、槽宽、螬深及槽长⽤(+)号,其余均⽤双向正负偏差(±)。
④不能纳⼊上述明确原则的⾃由尺⼨,且有单向偏差要求时,设计者应在⼯图中注出,否则按双向偏差制造。
修定后国标(GB)1800-79中,标准公差分20级。
即;IT01、IT0、IT1⾄IT18。
IT表⽰标准公差,公差等级的代号⽤阿拉伯数字表⽰,从IT01⾄IT18等级依次降低。
并制定(GB)1804-79未注公差尺⼨的极限偏差,规定有三条:①规定的极限偏差适⽤于⾦属切削加⼯的尺⼨,也可⽤于⾮切削加⼯的尺⼨,②图样上未注公差尺⼨的偏差,按本标准规定的系列,由相应的技术⽂件作出具体规定。
③未注公差尺⼨的公差等级规定为IT12⾄IT18。
⼀般孔⽤H(+);轴⽤h(-);长度⽤(±)?IT(即Js或js)。
必要时,可不分孔、轴或长度,均采⽤?IT(即Js或js)。
根据国际标准ISO2768,以下为线性尺⼨未注公差的公差表。
这个未注公差适⽤于⾦属切削加⼯的尺⼨,也适⽤于⼀般的冲压加⼯尺⼨。
适⽤范围这些极限偏差适⽤于:(1)线性尺⼨:例如外尺⼨、内尺⼨、阶梯尺⼨、直径、半径、距离、倒圆半径和倒⾓⾼度;(2)⾓度尺⼨:包括通常不标出⾓度值的⾓度尺⼨,例如直⾓(90°);机加⼯组装件的线性和⾓度尺⼨。
这些极限偏差不适⽤于以下情况:(1)已有其他⼀般公差标准规定的线性和⾓度尺⼨;(2)括号内的参考尺⼨。
普通螺纹公差表

1.25 100 125 160 200 250
1.5 112 140 180 224 280
0.5
75
95 118 150 -
0.75 90 112 140 180 -
1
100 125 160 200 250
1.25 112 140 180 224 280
1.5 118 150 190 236 300
4.5 118 150 190 236 300 375
1
71
90
112 140 180 224
1.5
80
100 125 160 200 250
2
90
112 140 180 224 280
45 90
3
106 132 170 212 265 335
4
118 150 190 236 300 375
5
125 160 200 250 315 400
3.5
15
15
45
45
4
18
18
53
53
4.5 21
21
63
63
一般不标旋合长度 ,表示中等 ;必要时标注其代号, 如M10-5g6g-S ;特殊需要时可标注数值 , 例: M107g6g-30。
400 425 450 475 - 315 355 425 475 500 530 560 335 375 450 500 600 425 500 560 630
N
L
精密
(3h4h) *4h (5h4h)
中等 (5g5f) □6g (7g6g) (5h6h) *6h (7h6h)
粗糙
(8h)
注解: □:推荐选用 *:优先选用 ():尽量不选用
螺纹公差等级表

各种公差带的丝锥所能加工的内螺纹公差带对照表:
用于丝锥切出的螺纹精度不仅取决于丝锥本身的精度,而且还取决于其它许多因素,这些因素与刀具以及使用情况有关,因此并不完全根据被加工内螺纹的公差等级来确定丝锥螺纹的精度等级。
成量工具
用于丝锥切出的螺纹精度不仅取决于丝锥本身的精度,而且还取决于其它许多因素,这些因素与刀具以及使用情况有关,因此并不完全根据被加工内螺纹的公差等级来确定丝锥螺纹的精度等级。
由于影响螺纹精度的因素很多,表中所列仅供选择丝锥时做参考。
应按加工条件根据生产经验或通过试验,在标准所列范围内选用最适当的公差带的丝锥。
美制螺纹:
美制螺纹,又名统一螺纹。
1864年,美国人威利.赛特斯(Willian Sellers)参照英国惠氏螺纹标准体系制定了美国国家螺纹(N)。
这两种螺纹在直径与螺距系列和公差方面很相近。
起源:
美国国家螺纹的牙型(牙型角为60,削平高度为H/8)不同于惠氏螺纹牙型(牙型角为55,削平高度为H/6)。
在美国工业影响的地区和行业,美国国家螺纹得到广泛应用。
第二次世界大战中,由于盟军所使用的螺纹标准不统一,后勤补给困难给盟军造成了严重的经济损失和人员伤亡。
二战刚结束,美国英国和加拿大等盟国马上着手制定盟国间统一的螺纹标准,于1948年颁布了统一螺纹标准。
由于当时美国的经济实力和军事实力在盟军内占主导地位,因此统一螺纹主要是依据美国国家螺纹标准而制定的,统一螺纹代号“UN”的前一个字母“U”来源于盟国间的“统一”;后一个字母“N”来源于美国国家螺纹的代号“N”。
从此,统一螺纹开始挤占英国惠氏螺纹原有的使用市场。
常用螺纹尺寸及公差汇总表

标号
螺纹代号
基面上的直径
基准长度
有效螺纹长度
圆锥内螺纹基面轴向位移的极限偏差
端面大径
大径
中径
小径
基本
最大
最小
基本
最大
最小
02
R1/8*28
9.728
9.147
8.566
4
4.9
3.1
6.5
7.4
5.6
1.1
9.478
04
R1/4*19
13.157
12.301
11.445
6
7.3
4.7
04
Z1/4*18
13.616
12.487
11.385
5.786
10.206
13.254
06
Z3/8*18
17.055
15.926
14.797
6.096
10.358
16.674
08
Z1/2*14
21.223
19.772
18.321
8.128
13.556
20.715
12
Z3/4*14
26.568
25.117
9.5
11.3
7.7
14.5
16.3
12.7
2.3
25.847
16
R1*11
33.249
31.770
30.291
10.4
12.7
8.1
16.8
19.1
18.377
47.387
32
Z2*11.5
60.092
58.325
56.558
11.074
螺纹基本偏差表

螺纹基本偏差表螺纹基本偏差表是用来确定螺纹尺寸和精度的重要工具。
螺纹是一种常见的机械连接方式,广泛应用于各种工业领域。
螺纹基本偏差表提供了一套标准,以确保螺纹的尺寸和形状符合特定的要求。
螺纹基本偏差表包含了一系列偏差等级和公差的组合。
偏差等级用来表示螺纹的精度等级,通常用字母和数字表示,如A、B、C等。
公差则表示了螺纹尺寸的允许误差范围,通常用正负数值表示。
在螺纹基本偏差表中,每个偏差等级都有相应的公差范围。
例如,A等级的内螺纹公差范围为0~0.08mm,外螺纹公差范围为0~0.1mm。
B等级的内螺纹公差范围为0.08~0.15mm,外螺纹公差范围为0.1~0.18mm。
C等级的内螺纹公差范围为0.15~0.3mm,外螺纹公差范围为0.18~0.3mm。
螺纹基本偏差表还包含了一些特殊情况的处理方法。
例如,当螺纹尺寸超出了标准公差范围时,可以采取补偿措施,如使用螺纹扩展器或螺纹收缩器进行调整。
另外,螺纹基本偏差表还规定了一些特殊的螺纹尺寸和公差,用于特殊的工程要求。
螺纹基本偏差表的使用需要一定的专业知识和经验。
首先,需要根据具体的工程要求选择合适的偏差等级和公差范围。
然后,在加工螺纹时,需要根据螺纹基本偏差表提供的公差范围进行控制和检测。
最后,根据检测结果进行修正或调整,以确保螺纹的质量和精度。
螺纹基本偏差表的使用有助于提高螺纹连接的质量和可靠性。
合理选择和控制螺纹的尺寸和公差,可以确保螺纹连接的紧固性和密封性。
同时,螺纹基本偏差表还可以帮助工程师和技术人员进行螺纹设计和选择,以满足不同工程要求的需要。
螺纹基本偏差表是螺纹连接设计和加工的重要参考工具。
通过合理选择和控制螺纹的尺寸和公差,可以确保螺纹连接的质量和可靠性。
螺纹基本偏差表的使用需要一定的专业知识和经验,但它可以帮助工程师和技术人员满足不同工程要求的需要。
希望通过本文的介绍,读者对螺纹基本偏差表有了更深入的了解。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
螺纹精度是由螺纹公差带和旋合长度共同组成的衡量螺纹质量的综合指标。
螺纹公差带代号包括中径公差带与顶径公差带代号。
公差带代号是由表示其大小的公差等级数字和表示其位置的字母组成。
如6H,6g等。
螺纹公差带代号标注在螺纹代号之后,中间用—分开。
如螺纹的中径公差带与顶径公差带代号不同,则分别注出。
前者表示中径公差带,后者表示顶径公差带。
如螺纹的中径公差带与顶径公差带代号相同,则只注一个代号。
公制螺纹,外螺纹有三种螺纹等级:4h、6h和6g,内螺纹有三种螺纹等级:5H、6 H、7H。
在公制螺纹中,H和h的基本偏差为零。
G的基本偏差为正值,e、f和g的基本偏差为负值。
如图所示:
1、H是内螺纹常用的公差带位置,一般不用作表面镀层,或用极薄的磷化层。
G位置基本偏差用于特殊场合,如较厚的镀层,一般很少用。
2、g常用来镀6-9um的薄镀层,如产品图纸要求是6h的螺栓,其镀前螺纹采用6g的公差带。
3、螺纹配合最好组合成H/g、H/h或G/h,对于螺栓、螺母等精制紧固件螺纹,标准推荐采用6H/6g的配合
GB/T197-2003对内外螺纹规定了基本偏差,用以确定内外螺纹公差带相对于基本牙型的位置。
队外螺纹规定四种基本偏差用代号h、g、f、e表示,对外螺纹规定两种用H、G表示。
(可查GB/T197-2003)。