钢丝分类及术语
钢材和钢绞线知识
钢绞线(STRAND WIRE)1.概述(1)定义:用配制好的钢丝在机器上按规定一次多根捻制成绞线称钢绞线。
(2)种类和用途:钢绞线根据配制的钢丝不同及用途不同可分为:镀锌钢绞线,预应力混凝土用钢绞线,铝包钢绞线。
①镀锌钢绞线:镀锌钢绞线主要用于吊架、悬挂、通讯电缆、架空电力线以及固定物件、拴系等。
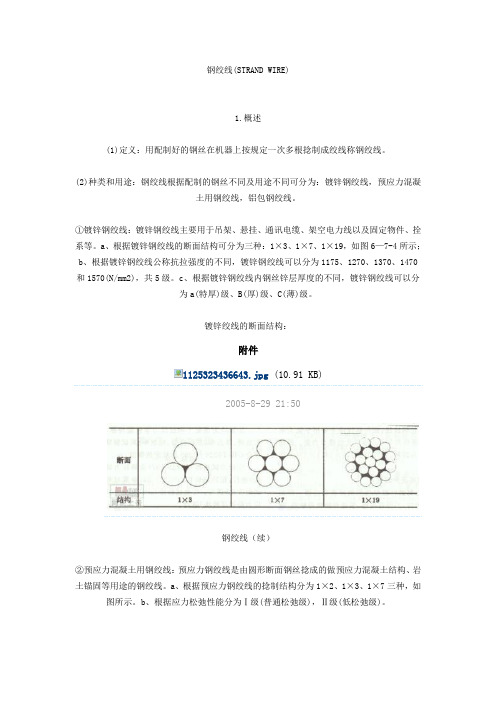
a、根据镀锌钢绞线的断面结构可分为三种:1×3、1×7、1×19,如图6—7-4所示;b、根据镀锌钢绞线公称抗拉强度的不同,镀锌钢绞线可以分为1175、1270、1370、1470和1570(N/mm2),共5级。
c、根据镀锌钢绞线内钢丝锌层厚度的不同,镀锌钢绞线可以分为a(特厚)级、B(厚)级、C(薄)级。
镀锌绞线的断面结构:附件1125323436643.jpg(10.91 KB)2005-8-29 21:50钢绞线(续)②预应力混凝土用钢绞线:预应力钢绞线是由圆形断面钢丝捻成的做预应力混凝土结构、岩土锚固等用途的钢绞线。
a、根据预应力钢绞线的捻制结构分为1×2、1×3、1×7三种,如图所示。
b、根据应力松弛性能分为Ⅰ级(普通松弛级),Ⅱ级(低松弛级)。
预应力钢绞线的捻制结构:Dk——钢绞线直径,mm;d0——中心钢丝直径,mm;d——外层钢丝直径,mm;A——1×3结构钢绞线测量尺寸,mm。
1×2结构钢绞线:附件1125323531372.jpg(5.07 KB)2005-8-29 21:52绞线(续)2.规格及外观质量(1)捻制镀锌钢绞线的钢丝表面应镀一层均匀、连续的锌,不得有斑疤、裂缝和缺镀等缺陷。
镀锌钢绞线内各钢丝应紧密绞合,不应有交错、断裂和折弯等。
钢绞线直径和捻距应均匀,切断后不松散。
(2)预应力钢绞线表面不得带有润滑剂、油渍等降低钢绞线与混凝土粘结力的物质。
钢绞线表面允许有轻微的浮锈,但不得锈蚀成肉眼可见的麻坑。
钢丝绳相关各样标准

工程中心奥的斯五农喷泉联合技术公司法明顿,CT06032原定日期:2006-05-26 文档:ENG00087A:项目编号:CA编号:表1的10产品编号:机械工程设计标准圆钢丝绳分布:根据通知文件53627.这项工程及其所包含的信息版权归奥的斯电梯公司所有。
其他个人或者企业只有在代表奥的斯公司的前提下才可以享有这些信息;未经奥的斯事先书面同意的使用者,不属于或者不是其包含的信息将会部分或者整体被修改或者关闭;并要求其任何副本将及时返回奥的斯公司。
源于PA1021修订于2002-06-11 未经公开,版权归奥的斯电梯公司所有目录1.介绍 31.1目的 (3)1.2回顾 (3)1.3定义&缩略语 (3)1.4参考文件 (4)2.设计标准-圆钢丝绳 52.1术语 (5)2.1.1种类 (5)2.1.2结构 (5)2.1.3级别 (5)2.2结构完整性 (5)2.2.1材料 (5)2.2.1.1钢材 (5)2.2.1.2钢芯 (6)2.2.1.2润滑 (6)2.2.2 钢丝绳搓纹 (7)2.2.3 绳径 (7)2.2.4 最小破段负荷 (8)2.2.4.1 标准最小破段负荷 (8)2.2.4.2 非标准最小破段负荷 (8)2.2.5 长度质量 (8)2.2.5.1 标准长度质量 (8)2.2.5.2 非标准长度质量 (8)2.2.6 强度 (8)2.2.6.1 结构强度 (8)2.2.6.2弹性强度 (8)2.2.6.3 潜变强度 (9)2.2.7 加工水平 (9)2.3 质量和可信度 (9)源于PA1021修订于2002-06-11 未经公开,版权归奥的斯电梯公司所有文件:ENG00087A表31.介绍1.1目的这种标准设计的目的是确定奥的斯圆钢丝绳的关键设计参数和质量要求。
这些要求在文档ENG00087A中记录发给供销商。
一份单独的ENG00078A奥的斯公司的内部文件包括了相同的要求及起源和理论基础且规定了全球奥的斯工程师的集体经验和专业技术。
钢丝分类及术语

注:加工过程中为了润滑而在钢丝表面涂有磷酸盐、铜和其他涂层的钢丝均不属镀层钢丝。
7按抗拉强度
7.1低强度钢丝lower strength wire
抗拉强度不大于500MPa的钢丝。
7.2较低强度钢丝low strength wire
11.7干燥drying
将酸洗中和后的钢丝放入具有一定温度的干燥炉(箱)中保温,以去除水分或消除酸洗造成的氢脆现象的处理。
12加工变形deformation
12.1模拉die drawing
钢丝通过拉丝模孔挤压变形实现拉丝加工过程。
12.1.1冷拉cold drawing
在常温下进行拉拔加工钢丝。
12.1.1.1干式拉丝dry wire drawing
2.2.7六角形钢丝hexagonal wire
2.2.8椭圆形钢丝oval wire
2.2.9弓形钢丝segmental wire
2.2.10扇形钢丝scallop wire
2.2.11半圆形钢丝semicircle wire
2.2.12 z字形钢丝Z-shaped wire
2.2.13周期断面钢丝periodical section wire
在拉拔成品之前一道工序处理的在制品。
9.4成品finished product
符合需方要求或符合技术标准的钢丝。
10热处理heat treatment
10.1生产过程热处理heat treatment in production
10.1.1原料热处理heat treatment of wire rods
11酸洗及涂层pickling and coating
钢丝绳国家标准和行业标准汇编(现行)

钢丝绳国家标准和行业标准汇编(现行)以下是本人收集的钢丝绳现行标准,可供相关企业或人员参考。
一、钢丝绳GB/T 26722-2011索道用钢丝绳GB/T 38818-2020悬索桥吊索用钢丝绳GB/T 8903-2018电梯用钢丝绳GB/T 20067-2017粗直径钢丝绳GB/T 34197-2017电铲用钢丝绳GB/T 12756-1991胶管用钢丝绳GB/T 12756-2018高压胶管用镀锌钢丝绳GB/T 34198-2017起重机用钢丝绳GB/T 33955-2017矿井提升用钢丝绳GB/T 33364-2016 海洋工程系泊用钢丝绳GB/T 9944-2015 不锈钢丝绳GB/T 20118-2006 一般用途钢丝绳GB 8918-2006重要用途钢丝绳GB/T 36131-2018机动车掣动总成用涂塑钢丝绳GB/T 14451-2008操纵用钢丝绳GB/T 20119-2006平衡用扁钢丝绳GB/T 25833-2010公路护栏用镀锌钢丝绳YB/T 4747-2019 防扭绳用钢丝绳YB/T 4430-2014 渔业用包塑热镀锌钢丝绳YB/T 5295-2010 密封钢丝绳YB/T 4398-2014 压实钢丝绳YB/T 4575-2016 高处作业吊篮用钢丝绳YB/T 4251-2011 电梯门机用钢丝绳YB/T 4506-2016 旋挖钻机用钢丝绳YB/T 4683-2018 同步带用微细镀锌钢丝绳YB/T 5359-2010 压实股钢丝绳YB/T 5196-2005飞机操纵用钢丝绳YB/T 5197-2005航空用钢丝绳SN/T 3468.8-2013 钢材残损检验鉴定规程第8部分:钢丝绳SC/T 5017-2016 聚丙系裂膜夹钢丝绳SY/T 5170-2013 石油天然气工业用钢丝绳JT/T 987-2015 钢丝绳网片-聚合物砂浆加固工法用钢丝绳JIS G3525-88 钢丝绳DL/T 1079-2016 输电线路张力放线用防扭钢丝绳T/CCMA 0086-2020 塔式起重机起升钢丝绳QC/T 228.2-1997 摩托车和轻便摩托车操纵拉索钢丝绳二、钢丝、绳具及其他GB/T 5974.1-2006钢丝绳用普通套环GB/T 5974.2-2006钢丝绳用重型套环CB/T33-1999索具套环GB/T 30587-2014 钢丝绳吊索环索GB/T 16271-2009 钢丝绳吊索插编索扣GB/T3818-2013索具螺施扣GB/T 5973-2006钢丝绳用楔形接头GB/T 6946-2008钢丝绳铝合金压制接头GB/T 5975-2006钢丝绳用压板GB/T 5976-2006钢丝绳夹GB/T 15030-2009 剑麻钢丝绳芯GB/T30589-2014钢丝绳绳端套管压制索具GB/T30588-2014钢丝绳绳端合金熔铸套接YB/T 4615-2017 钢丝绳绳端树脂套接YB/T 4470-2015 不锈钢丝绳用钢丝YB/T 4643-2018 制绳用异形钢丝YB/T 5343-2015 制绳用圆钢丝YB/T 5198-2015 电梯钢丝绳用钢丝YB/T 4452-2015 钢丝绳纤维芯YB/T 4613-2017钢丝绳用油脂NB/SH/T 0387-2014 钢丝绳用润滑脂NB/SH/T 6019-2020摩擦式提升机钢丝绳润滑脂和维护油NY/T 1523-2007 钢丝绳芯用剑麻纱NY/T 1523-2007钢丝绳芯用剑麻纱JG/T 5091-1997钢丝绳柱形压制接头JB/T 8112-1999 一般起重机用锻造卸扣 D 形卸扣和弓形卸扣SH0387-1992钢丝绳表面脂SH0388-1992钢丝绳麻芯脂三、使用、保养、报废GB/T 29086-2012 钢丝绳安全使用和维护GB/T 34529-2017 起重机和葫芦钢丝绳、卷筒和滑轮的选择GB/T 5972-2016 起重机钢丝绳保养、维护、检验和报废GB/T 24811.1-2009 起重机和起重机械钢丝绳选择第1部分:总则GB/T 24811.2-2009 起重机和起重机械钢丝绳选择第2部分:流动式起重机利用系数GB/T 24811.1-2009起重机和起重机械钢丝绳选择第1部分:总则GB/T 24811.2-2009起重机和起重机械钢丝绳选择第2部分:流动式起重机利用系数GB/T 37452-2019 海洋平台起重机钢丝绳选型方法GB/T 9075-2008 索道用钢丝绳检验和报废规范SY/T 6666-2017 石油天然气工业用钢丝绳的选用和维护的推荐作法QJ 2575-1993 起吊用钢丝绳选用、试验和报废规范LY 1132-1993 林用架空索道钢丝绳的选择、检验与报废四、技术条件、检验GB/T 21965-2020 钢丝绳验收及缺陷术语GB/T 38814-2020 钢丝绳索具疲劳试验方法GB/T 20118-2017 钢丝绳通用技术条件GB/T 38803-2020 钢丝绳失效分析规范GB/T 31979-2015 钢丝绳旋转性能测定方法GB/T 8358-2014 钢丝绳实际破断拉力测定方法GB/T 24191-2009 钢丝绳实际弹性模量测定方法GB/T 12347-2008钢丝绳弯曲疲劳试验方法GB/T 21837-2008铁磁性钢丝绳电磁检测方法GB/T 16762-2009 一般用途钢丝绳吊索特性和技术条件YB/T 4288-2012 电梯用钢丝绳弯曲疲劳试验方法YB/T 4507-2017 钢丝绳索具拉力试验方法YB/T 4182-2008 钢丝绳含油率测定方法MT/T 716-2019 煤矿重要用途钢丝绳验收技术条件MT/T 717-2019 煤矿重要用途在用钢丝绳性能测定方法及判定规则MT/T 970-2005钢丝绳(缆)在线无损定量检测方法和判定规则SN/T 0611-2014 出口钢丝绳检验规程SN/T 3468.8-2013钢材残损检验鉴定规程第8部分:钢丝绳DB52/T 585-2009电梯曳引钢丝绳张力检测方法DB32/T 2887-2016 曳引电梯钢丝绳电磁检测方法DB32/T 2332-2013 重复使用的悬索桥猫道承重索钢丝绳检验和报废规程AQ2026-2010金属非金属矿山提升钢丝绳检验规范LD 87.7-1996矿山提升系统安全技术检验规程第七部分:钢丝绳和连接装置的检验五、其他GB/T 8706-2017 钢丝绳术语、标记和分类GB/T 2104-2008钢丝绳包装、标志及质量证明书的一般规定GB/T 3811-2008起重机设计规范。
82种现行钢丝绳国家标准及润滑脂与补充润滑剂

钢丝绳有哪些品种与规格82种现行钢丝绳国家标准及润滑脂与补充润滑剂崔影高级工程师18崔影.钢丝绳失效机理分析及改进举措[J].港口装卸,2012(04):1-4.17崔影.胡美燕.电梯钢丝绳国标GB8903-2005相关内容讨论[A].2012纪念《金属制品》创刊40周年暨2012金属制品行业技术信息交流会16崔影,曹志广,韩丹,杨冕君.碳素钢丝铅淬火抗拉强度影响因素分析[J].金属制品,2011,37(01):57-60.15崔影,刘艳,刘震,杨冕君.电梯曳引钢丝绳强度级别讨论[J].金属制品,2010,36(06):70-72+76.14刘震,崔影,韩丹.钢丝绳用剑麻绳芯结构设计与质量控制[J].金属制品,2010,36(05):22-25.13崔影,刘艳,刘震.冷拉碳素制绳钢丝强度散差影响因素[A].2010金属制品信息网第22届年会12崔影,刘震,刘艳,田绍强.钢丝绳捻制损失产生原因分析[J].金属制品,2010,36(04):14-17.11崔影,刘艳,刘震.钢丝绳用复合材料绳芯[J].金属制品,2009,35(04):52-54+57. 10崔影.电梯钢丝绳生产及对耐疲劳性能的影响[J].金属制品,2009,35(02):15-17.9崔影.刘艳.刘震.直升式热镀锌钢丝表面质量缺陷原因分析[A].2009金属制品行业技术交流会8崔影.对直进式拉丝机改进的建议[J].金属制品,2008(03):30-31.7崔影.钢丝绳制造企业“节能减排”工作的开展与实施[A].2008金属制品行业技术交流会6崔影.钢丝拉拔中缩径跑号原因分析[J].金属制品,2007(05):8-9.5崔影.降低钢丝热镀锌生产成本的有效途径[J].金属制品,2007(03):20-22. 4崔影,杨玉洁.钢丝热镀锌成本核算方法[J].金属制品,2007(02):55-56.3崔影.钢丝热镀锌炭渣擦拭原理分析[J].金属制品,2006(05):27-28.2崔影.影响直升式热镀锌钢丝上锌量波动的因素[J].金属制品,2005(03):15. 1崔影.定尺生产热镀锌钢丝[J].天津冶金,1999(02):40-42.。
钢丝绳分类

一、钢丝绳的分类钢丝绳是用多根优质钢丝按一定规则紧密地捻制面成的。
广泛用于张拉因定、运输牵引、提升起重等方面。
与功能相似其它绳索比较,钢丝绳具有强度高、韧性好、无噪音、使用方便等优点。
制绳的常用钢号为60、65、70、75MnCuTi等,其硫、磷含量不得超过0.035%。
1、分类按照股中相邻层钢丝的接触状态,钢丝绳可分为:点接触钢丝绳、线接触钢丝绳、面接触钢丝绳三种基本结构形式。
点接触:股内相邻层钢丝之间呈点状接触形式,除中心钢丝外,各层钢丝直径相等,股通过分层捻制形成。
线接触:股内相邻层钢丝之间呈线状接触形式,股由不同直径的钢丝一次捻制而成。
面接触:股内相邻层钢丝之间呈面状接触形式。
点、线接触钢丝绳:股内相邻层钢丝之间呈点、线两种接触形式。
股由不同直径的钢丝分次捻制而成。
按照构成股断面的形式,钢丝绳可分为圆股钢丝绳和异形股钢丝绳(其中异形股钢丝绳主要包括三角股钢丝绳、椭圆股钢丝绳和扇形股钢丝绳)。
异形股钢丝绳:异形股钢丝绳因其股断面呈三角形、椭圆形或扇形而得名。
按照钢丝(钢丝绳)表面状态,钢丝绳可分为光面钢丝绳、镀锌(锌铝合金)钢丝绳和涂(包)塑钢丝绳。
光面钢丝绳:又叫普通钢丝绳,由表面未镀锌的光面钢丝捻成。
目前世界各国生产的钢绳,大约有50种左右,即如:6×19.6×37.6×Fi(25)、8×W(19)、7×7+6×Fi(29)、6△×(36)、6=(33)+6△(21)等类别。
例:6×37:表示该绳有6股,每股共37根单丝;8×W(19):表示有8股,每股19根丝,属瓦林吞捻制。
大多钢丝绳中心都有绳芯,其作用为浸油除锈、减少股之间摩损等。
光面钢丝绳用途较广,常用于机械、建筑、林业、矿井等。
镀锌钢丝绳:用镀锌钢丝制成。
常用于在腐蚀介质中工作的设备上如:船舶、渔业等。
涂(包)塑钢丝绳:包括航空钢丝绳、多股钢丝绳、单股钢丝绳、三角股钢丝绳、电梯钢丝绳、胶带钢丝绳、胶管钢丝绳、密封钢丝绳、盐井钢丝绳、有锈钢丝绳、椭圆股钢丝绳、扁股钢丝绳,面接触钢丝绳、西鲁式钢丝绳、瓦林式钢丝绳、异型股钢丝绳等。
钢丝绳基础知识培训

钢丝绳的检查
四、检查范围Байду номын сангаас
对每根钢丝绳,都应沿整个长度进行检查。 对超长的钢丝绳,经主管人员同意,可以对工作长度加上卷筒上至少5圈的钢丝绳 进行检查。在这种情况下,如果在上一次检查之后和下一次检查之前预计到工作长度 会增加,增加的长度在使用前也宜进行检查。 特别注意下列关键区域和部位: a)卷筒上的钢丝绳固定点; b)钢丝绳绳端固定装置上及附近的区段; c)经过一个或多个滑轮的区段; d)经过安全载荷指示器滑轮的区段;
钢丝绳的使用
二、钢丝绳的装卸和贮存
1、为了避免发生事故或损伤钢丝绳,宜谨慎小心地装卸钢丝绳。 2、卷盘或绳卷不应坠落,不应用金属吊钩或叉车的货叉插入,或施加任何能够造成钢丝 绳损伤或畸形的外力。 3、钢丝绳宜存放在凉爽、干燥的室内,且不宜与地面接触。钢丝绳不宜存放在有可能 受到化工产品、化学烟雾、蒸汽或其他腐蚀剂侵袭的场所。 4、如果户外存放不可避免,则宜采取保护措施,防止潮湿造成钢丝绳锈蚀。 5、对存放中的钢丝绳应定期进行诸如表面锈蚀等劣化迹象的检查,如果主管人员认为 必要,则在表面涂敷与钢丝绳制造时的润滑材料兼容的防护材料或润滑材料。 6、在温暖环境下,钢丝绳卷盘宜定期翻转180°,防止润滑油(脂)从钢丝绳内流出。
钢丝绳的分类
(四)按钢丝绳中丝与丝的接触状态分:
1.点接触钢丝绳也称普通型钢丝绳:其股内钢丝直径相等,内外各层之间钢丝捻距不同互相交叉,接触在 交叉点上,丝间接触应力很高,易磨损折断,使用寿命低点接触钢丝绳常作起重作业的捆绑吊索。见图(a)。 2.线接触钢丝绳:由不同直径钢丝捻制而成,股内各层之间钢丝全长上平行捻制,每层钢丝螺距相等,钢 丝之间呈线状接触。这种钢丝绳消除了点接触的二次弯曲应力,耐疲劳性能好。结构紧密,金属端面利用 系数高,使用寿命长。常用的线接触钢丝绳有西尔型、瓦林吞型、填充型等。起重机的工作机构中优先采 用线接触钢丝绳。见图(b)
钢丝绳使用及要求

绳环部分断丝
断丝在绳环的弯曲部分发生。其他部分 这种断丝容易加快别的断丝。 上的断丝必须按上述的‘集中断丝标准’ 废弃。
磨损 全体性磨损 局部的磨损
随着钢丝绳的磨损,钢丝绳的直径比最 初的减小到93%。
随着钢丝绳的磨损,在磨损地方的横断 面的钢丝绳直径比最初的减小到93%。
10、 钢丝绳更换标准
项目
集中断丝在一个绳股上有超过外股的钢 丝总数的5%
集中断丝在一个地方上有超过外股的钢 丝总数的5%
10、 钢丝绳更换标准
项目 断丝
缺点 问题
腐蚀断丝
更换标准: 必须交换的时期
腐蚀断丝被发现
批注
钢丝绳末端的 钢丝绳末端的任何断丝会加快别的断丝 当连接绳具、锚具、夹具等部份破断的
断丝
钢丝绳被折断后其余部份可以继续使用。
钢丝绳夹连接时的安全要求
钢丝绳公称直径(mm) ≤19
19~32
32~38
38~44
44~60
钢丝绳夹最少数量 (组)
3
4
5
6
7
注:钢丝绳夹夹座应在受力绳头一边;每两个钢丝绳夹的间距应不小于钢丝绳直径的 6 倍
根据《起重机械安全规程--第1部分:总则》GB6067-2010第6页第4.2.1.5条规定
丝;按形状分圆形钢丝和异形钢丝。
2、钢丝绳的定义
(2)股(股绳或绳股)
是由钢丝按照一定的规则捻制而成的螺旋状结构,是构成钢丝绳基本单元。根据股的断面形状
有圆股和异形股之分。钢丝绳除密封型钢丝绳外,均为多股钢丝绳。
2、钢丝绳的定义
(3)绳芯:构成钢丝绳中心部分。 分金属芯(钢丝绳绳芯IWR、股绳芯IWS)和纤维芯FC(合成纤维SF、天然纤维NF);作用主要是起
钢丝绳相关各样标准
工程中心奥的斯五农喷泉联合技术公司法明顿,CT06032原定日期:2006-05—26 文档:ENG00087A:项目编号:CA编号: 表1的10产品编号:机械工程设计标准圆钢丝绳分布:根据通知文件53627.这项工程及其所包含的信息版权归奥的斯电梯公司所有。
其他个人或者企业只有在代表奥的斯公司的前提下才可以享有这些信息;未经奥的斯事先书面同意的使用者,不属于或者不是其包含的信息将会部分或者整体被修改或者关闭;并要求其任何副本将及时返回奥的斯公司。
源于PA1021修订于2002—06—11 未经公开,版权归奥的斯电梯公司所有目录1。
介绍 31。
1目的 (3)1。
2回顾 (3)1.3定义&缩略语 (3)1.4参考文件 (4)2.设计标准-圆钢丝绳 52.1术语 (5)2.1.1种类 (5)2.1。
2结构 (5)2.1.3级别 (5)2.2结构完整性 (5)2。
2.1材料 (5)2.2。
1.1钢材 (5)2。
2.1.2钢芯 (6)2。
2。
1.2润滑 (6)2.2。
2 钢丝绳搓纹 (7)2。
2.3 绳径 (7)2。
2。
4 最小破段负荷 (8)2。
2.4.1 标准最小破段负荷 (8)2.2.4。
2 非标准最小破段负荷 (8)2.2。
5 长度质量 (8)2.2.5。
1 标准长度质量 (8)2.2.5.2 非标准长度质量 (8)2.2。
6 强度 (8)2。
2。
6。
1 结构强度 (8)2。
2。
6.2弹性强度 (8)2。
2。
6。
3 潜变强度 (9)2.2.7 加工水平 (9)2.3 质量和可信度 (9)源于PA1021修订于2002—06-11 未经公开,版权归奥的斯电梯公司所有文件:ENG00087A表31。
介绍1.1目的这种标准设计的目的是确定奥的斯圆钢丝绳的关键设计参数和质量要求。
这些要求在文档ENG00087A中记录发给供销商。
一份单独的ENG00078A奥的斯公司的内部文件包括了相同的要求及起源和理论基础且规定了全球奥的斯工程师的集体经验和专业技术.第二部分标准设计提供了圆钢丝绳在全球基础上的最小工程设计要求.第二部分是专为圆钢丝绳的供销商而准备,增加了起重钢丝绳和限速器绳的要求.这些要求是综合性的.它们包括工业所接受的要求和相关标准以及奥的斯具体标准和条件。
钢丝绳相关各样标准
工程中心奥的斯五农喷泉联合技术公司法明顿,CT06032原定日期:2006-05-26 文档:ENG00087A:项目编号:CA编号:表1的10产品编号:机械工程设计标准圆钢丝绳分布:根据通知文件53627.修订审批记录:这项工程及其所包含的信息版权归奥的斯电梯公司所有。
其他个人或者企业只有在代表奥的斯公司的前提下才可以享有这些信息;未经奥的斯事先书面同意的使用者,不属于或者不是其包含的信息将会部分或者整体被修改或者关闭;并要求其任何副本将及时返回奥的斯公司。
源于PA1021修订于2002-06-11 未经公开,版权归奥的斯电梯公司所有目录No table of contents entries found.源于PA1021修订于2002-06-11 未经公开,版权归奥的斯电梯公司所有文件:ENG00087A表31.介绍1.1目的这种标准设计的目的是确定奥的斯圆钢丝绳的关键设计参数和质量要求。
这些要求在文档ENG00087A中记录发给供销商。
一份单独的ENG00078A奥的斯公司的内部文件包括了相同的要求及起源和理论基础且规定了全球奥的斯工程师的集体经验和专业技术。
第二部分标准设计提供了圆钢丝绳在全球基础上的最小工程设计要求。
第二部分是专为圆钢丝绳的供销商而准备,增加了起重钢丝绳和限速器绳的要求。
这些要求是综合性的。
它们包括工业所接受的要求和相关标准以及奥的斯具体标准和条件。
必须与第二部分相一致,不一致的案件必须经过供应商与奥的斯公司专家的技术审查。
1.2文献概述这份文件确定了奥的斯电梯公司的起重绳的“设计标准”。
设计标准将会被奥的斯工程用来评估圆钢丝绳的性能。
这份文件取代了之前#51111全球奥的斯工程规格说明。
1.3定义&缩略语MBL:最小破段负荷MSDS:材料安全数据表IWRC:独立钢丝绳构建OEM:原始设备生产商源于PA1021修订于2002-06-11 未经公开,版权归奥的斯电梯公司所有文件:ENG00087A表41.4参考文件1)ISO4344-电梯钢丝绳-最小标准2)IS3108-通用圆钢丝绳-实际破段负荷标准3)IS4101-为电梯钢丝制图-详述4)I SO 4345-钢丝绳-纤维主核心-详述5)ISO 2408-通用钢丝绳-最小标准6)I SO4346-通用钢丝绳-润滑剂-基本要求7)ISO21669-钢丝绳-确定旋转属性8)联邦规范RR-W-410E-钢丝绳和钢绞线9)电梯机械设计(第三版),(Lubomir Janvosky)10) 钢丝绳使用者手册(第三版)11)奥的斯WWE材料规格的石油:60#12)ENG00088-MEQS-圆钢丝绳13)ASTM D445-对显性和隐形液体的运动粘度进行标准测试14)ASTM D974-用显色指示剂滴定法对酸碱度进行标准测试15)ASTM D130-运用铜带实验对汽油产品中铜的腐蚀性进行标准测试16)FTM 5308-轻油的腐蚀性和氧化17)ASTM D1748-在潮湿环境中金属防腐剂对抗绣进行标准方法测试18)ASTM D2882-对在叶片泵的恒容下表明石油和非石油液压流体磨损特性进行测试源于PA1021修订于2002-06-11 未经公开,版权归奥的斯电梯公司所有文件:ENG00087A表52.设计标准-圆钢丝绳2.1 术语2.1.1 种类钢丝绳的设计应该符合ISO 2408 标准。
钢丝绳术语、标记

2 股及股的类型 Stands and Strand types
2.1 股 strand • 钢丝绳组件之一。通常由一定形状和尺寸
钢丝绕一中心沿相同方向捻制一层或多层 的螺旋状结构。 • 注:股的第一层包括三根或四根钢丝,某 些形状的股(如扁带股)可能没有中心钢丝。
2.2 圆股 round strand • 横截面形状近似圆形的股。
2.13 点接触捻 (M) cross-lay
• 股中至少包括一层以上钢丝,而且都具有 相同的捻向,两叠加层钢丝之间相互交叉 呈点接触状态。
2.14 复合捻 (N) compound lay
• 股中最少包含三层钢丝,而且外层钢丝单 独捻制,但是在同一捻制方向上内层钢丝 至少有一个平行捻结构。
2.15 压实股 (K) compacted strand
• 通过模拔、轧制或锻打等变形加工后,钢 丝的形状和股的尺寸发生改变,而钢丝的 金属横截面积保持不变的股
a) 压实前的股
b) 压实后的股
ቤተ መጻሕፍቲ ባይዱ
3 芯及芯的类型 Cores and core types
3.1 芯 (C) core
• 圆钢丝绳的中心组件,多股钢丝绳的股或 缆式钢丝绳的单元钢丝绳围绕中心组件螺 旋捻制。
2.3 三角股 (V) triangular strand • 横截面形状近似三角形的股。 • 注:三角股的股芯可以由组合芯构成。
2.4 椭圆股 (Q) oval strand • 横截面形状近似椭圆形的股。
2.5 扁带股 (P) flat ribbon strand • 没有中心钢丝,横截面形状近似矩形的股。
2.11 组合平行捻 combined parallel lay
• 由典型的瓦林吞式(2.9)和西鲁式(2.8)股类 型组合而成,由三层或三层以上钢丝一次 捻制成的平行捻股结构。
橡胶软管增强用钢丝-最新国标
橡胶软管增强用钢丝1范围本标准规定了橡胶软管增强用钢丝的术语和定义、标记方法、订货内容、技术要求、试验方法、检验规则、包装、标志、运输、贮存和质量证明书。
本标准适用于橡胶软管增强用电镀黄铜钢丝(简称钢丝),钢丝公称直径为0.20mm~1.00mm。
2规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T228.1金属材料拉伸试验第1部分:室温试验方法GB/T238金属材料线材反复弯曲试验方法GB/T239.1金属材料线材第1部分:单向扭转试验方法GB/T341钢丝分类及术语GB/T2103钢丝验收、包装、标志及质量证明书的一般规定GB/T24242.2制丝用非合金钢盘条第2部分:一般用途盘条GB/T24242.4制丝用非合金钢盘条第4部分:特殊用途盘条GB/T33159钢帘线试验方法3术语和定义GB/T341界定的以及下列术语和定义适用于本文件。
3.1公称直径nominal diameter由需方指定和要求钢丝的直径值。
注1:公称直径的单位为毫米。
注2:直径是钢丝所有相关特性被接受的基础。
3.2实际直径actual diameter任意截面上相互垂直方向的两个测量值的算术平均值。
3.3不圆度out of roundness在垂直于钢丝轴线的横截面上测量的最大直径和最小直径间的算术差。
3.4圈径cast在无张力状态下,一圈钢丝在光滑平面上自然成圈的外径。
3.5翘距tip rise在无张力状态下,一圈钢丝在光滑平面上钢丝切口端到平面的垂直高度。
4分类钢丝按抗拉强度分类,分五个级别,其代号和抗拉强度范围为:-LT:低强度级,2150-2450MPa;-NT:普通强度级,2450-2750MPa;-HT:高强度级,2750-3050MPa;-ST:超高强度级,3050-3350MPa;-UT:极高强度级,3350-3650MPa;5标记方法钢丝的标记方法为:Φd XX其中:d—公称直径,单位为毫米(mm)XX—抗拉强度等级代号示例:Φ0.30HT,表示公称直径为0.30mm,高强度级(抗拉强度为2750-3050MPa)胶管钢丝。
塔式起重机起升钢丝绳标准解读

塔式起重机起升钢丝绳标准解读摘要:塔式起重机起升钢丝绳标准是结合了多家塔式起重机厂家、钢丝绳制造商以及使用单位的指导意见编制而成。
针对塔式起重机钢丝绳首次提出了缩径率、旋转性、扭矩系数、侧压稳定性等关键性指标,弥补了国内外塔式起重机起升用钢丝绳专用标准的空白,为如何使用好塔式起重机起升钢丝绳提供了更全面的、正确的指导,有利于延长钢丝绳的使用寿命。
关键词:塔式起重机;起升钢丝绳1标准编制背景起升钢丝绳作为塔式起重机重要零部件之一,直接关系到塔式起重机作业的安全性;在日常作业中使用频繁,属于易损件,其质量直接关系到吊装作业的使用成本。
随着中国房地产行业的快速发展,塔式起重机的使用趋于更高的提升高度和更快的提升速度,这就要求起升钢丝绳具有良好的阻旋转性能、直径匹配性、均匀性和稳定性,同时面对多层缠绕的方式,又要求钢丝绳具有良好的抗挤压性能,这些关键技术指标的提升可以有效减少钢丝绳在安装和使用过程中存在的问题,延长钢丝绳使用寿命。
2标准主要内容说明2.1标准名称及适用范围本标准的名称为T/CCMA0086—2020《塔式起重机起升用钢丝绳》。
本标准适用于多层缠绕的塔式起重机起升钢丝绳,其他类似用途钢丝绳(如动臂变幅钢丝绳)可参照使用。
2.2钢丝绳的术语和定义标准起草中,所有定义均按照GB/T706—2017、GB/T6974.1—2008、GB/T6974.3—2008进行描述。
2.3钢丝绳的分类与标记钢丝绳的分类原则按GB/T706—2017标准中的规定。
根据各生产企业多年的实践摸索和塔式起重机起升用钢丝绳市场的发展需求,本标准是在综合GB/T20118—2017、GB/T8918—2006、YB/T5359—2010[10]、GB/T34198—2017[11]及YB/T4398—2014[12]的基础上,择优选取适合于塔式起重机起升钢丝绳的结构,6×36、18×7、18×19、23×7、24(W)×7、35(W)×7类圆股钢丝绳;6×K36、23×K7、18×K7、18×K19、24(W)×K7、35(W)×K7类压实股钢丝绳;K4×V35N、NK23×K7类压实钢丝绳。
重要用途钢丝绳

GB 8918-2006代替GB/T8918-1996相应部分重要用途钢丝绳Stel wire ropes for important purposes (ISO3154:1988,Stranded wire ropes for mine hoisting-Technicaldelivery requirements,MOD)自2006-9-1 起执行前言本标准修改采用ISO3154:1988《矿井提升用钢丝绳交货技术条件》,在附录B中列出了本标准条款和国际标准条款的对照一览表。
由于我国法律要求和工业的特殊需要,本标准在采用国际标准时进行了修改。
这些技术性差异用垂直单线标识在它们所涉及的条款的页边空白处。
在附录C中给出了技术性差异及其原因的一览表以供参考。
本标准为强制性标准,其中,5、6.1、6.2.1、6.2.2、6.2.3、6.2.4、6.2.6、6.2.8、6.3、6.5、7.1.1、7.1.4、7.1.6、7.1.7、7.2、7.3、7.4、7.5、8、9等章节为强制性条款。
本标准还做了下列编辑性修改:a) “本国际标准”一词改为“本标准”;b) 用小数点“.”代替作为小数点的逗号“,”;c) 删除国际标准的前言本标准代替GB/T8918-1996 《钢丝绳》相应部分本标准与GB/T8918--1996相比,技术内容主要变化如下;—钢丝绳的结构,删除了6×19(b)类、6×37(b)类、18×19、6×24类,增加了35W×7类,并将18×19W、18×19S从18×7类中分出,单列一类;一取消了验收方法中的方法2(测定钢丝破断拉力总和);一钢丝公称直径的下限提高到0.6mm;—将某些品种结构钢丝绳直径范围的下限适当提高;—钢丝绳直径允许偏差上限缩小了1%;一不圆度的计算方法有所改变,并将带纤维股芯和异形股钢丝绳的不圆度允许值由6%降至4%;一拆股钢丝的公称抗拉强度:光面和B级镀锌钢丝下限取消了1470MPa级,上限提高了一个公称抗拉强度级至1960MPa级;AB级镀锌钢丝下限取消了1470MPa级,上限提高了一个公称抗拉强度级至1870MPa级;A级镀锌钢丝下限取消了1370、1470MPa级,上限提高了两个公称抗拉强度级至1870MPa级;一增加了拆股钢丝强度允差考核;拆股钢丝抗拉强度下限为钢丝公称抗拉强度;一1670MPa,1870MPa公称抗拉强度级拆股钢丝的扭转和反复弯曲次数,采用相邻较高公称抗拉强度级(即170MPa、1960MPa)的扭转和反复弯曲次数;一取消了拆股钢丝抗拉强度、扭转和反复弯曲允许低值钢丝根数的规定和表格,改用“合格条件”规定;表1(续)1~9组钢丝绳可为交互捻和同向捻。
气体保护焊用钢丝 GB/T 14958

气体保护焊用钢丝GB/T 14958-941.主题内容与适用范围本标准规定了气体保护焊用钢丝(简称焊丝)的分类、代号、尺寸、外形、重量、技术要求、试验方法、检验规则、包装运输贮存标志及质量证明书等。
本标准适应于低碳钢.低合金钢和合金钢用气体保护焊(CO2,CO2+O2、CO2+Ar)冷拉钢丝。
2 引用标准(略)3 术语3.1 松弛直径——从钢丝轴上截取最外圈足够长的钢丝,无约束力地放在光滑平面上呈自然圈后,通过圈心到圈周之间距离的两倍。
3.2 翘起距——从钢丝轴上截取最外圈足够长的钢丝,无约束力地放在光滑平面上呈自然圈后,铜丝上任何一点到光滑平面的距离。
4 分类及代号4.1 按表面状态分为镀铜和未镀铜.镀铜代号为DT。
4.1 按交货状态分为捆(盘)状和缠轴,捆(盘)状代号为Kz.缠轴代号为cz。
5 尺寸、外形、重量5.1 尺寸及其允许偏差5.1.1 钢丝直径及其允许偏差应符合表1的规定。
公称直径允许偏差普通精度较高精度0.6+0.01-O.05+0.01 -O.03O.81.0 1.2 1.6+O.01-0.09+O.01-0.042.0 2.2+O.0l-O.09+0.01-0.065.1.2 钢丝的不圆度应不大于直径公差之半。
5.1.3 根据供需双方协议可供给中间尺寸的钢丝,其尺寸允许偏差按表1中相邻较大尺寸的规定值。
5.1.4 要求较高精度或其他精度的钢丝应于合同中注明。
5.2 外形5.2.1 捆(盘)状钢丝应规整,不得散乱或呈“∞”字形。
5.2.2 缠轴钢丝应紧密地缠绕在钢丝轴上,尾端应明显,易拆解。
5.3 重量5.3.1 捆(盘)状钢丝内径和每捆(盘)钢丝重量应符合表2的规定。
公称直径,mm钢丝捆(盘)内径不小于.mm每捆(盘)钢丝重量不小于,kgO.60.825041.01.2300101.62.02.2300155.3.2 每轴钢丝重量一般应为15~20kg,根据供需双方协议,也可供给其他单轴重量的钢丝。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
10.2.6正火normalization
将钢丝加热到AC3(或Acm)以上30~50℃,保温适当时间后,在静止的空气中冷却的处理。
10.2.7索氏体化处理(派登脱处理) patenting treatment
将中碳或高碳钢丝奥氏体化后,迅速移在Ar1以下适当温度(大多为500℃左右)的热浴中等温或空气中冷却,以获得索氏体(或主要是索氏体)组织。
含合金元素成分总量不大于5.0%。
4.5中合金钢丝medium alloy steel wire
含合金元素成分总量大于5.0%~10.0%。
4.6高合金钢丝high alloy steel wire
含合金元素成分总量大于10.0%。
4.7特殊性能合金丝special property alloy wire
使用干式润滑剂在常温下进行拉拔加工钢丝。
12.1.1.2湿式拉丝wet wire drawing
使用液体润滑剂在常温下进行拉拔加工钢丝。
12.1.2热拉hot wire drawing
在消除或部分消除塑性形变残余应力的温度下进行拉拔加工钢丝。
12.2滚拉rolling drawing
钢丝通过孔型辊进行的滚动拉丝。
3.4中等钢丝medium size wire
直径或截面尺寸大于1.50~3.0mm的钢丝。
3.5较粗钢丝thick wire
直径或截面尺寸大于3.0~6.0mm的钢丝。
3.6粗钢丝thicker wire
直径或截面尺寸大于6.0~8.0mm的钢丝。
3.7特粗钢丝extra thick wire
直径或截面尺寸大于8.0mm的钢丝。
2.2.7六角形钢丝hexagonal wire
2.2.8椭圆形钢丝oval wire
2.2.9弓形钢丝segmental wire
2.2.10扇形钢丝scallop wire
2.2.11半圆形钢丝semicircle wire
2.2.12 z字形钢丝Z-shaped wire
2.2.ire
2.2异形钢丝shaped wire
2.2.1方形钢丝square wire
2.2.2矩形钢丝rectangular wire
2.2.3菱形钢丝diamond wire
2.2.4扁形钢丝flat wire
2.2.5梯形钢丝trapezoidal wire
2.2.6三角形钢丝triangular wire
5按最终热处理方法
5.1退火钢丝annealed wire
5.2正火钢丝normalized wire
5.3淬火并回火(调质)钢丝quench-tempering wire
5.4索氏体化(派登脱)处理钢丝patenting treatment wire
5.5固溶处理钢丝solution treatment wire
8.11铠装电缆钢丝armouring cables wire
8.12架空通讯钢丝aerial communication wire
8.13针布钢丝card wire
8.14制针钢丝needle making wire
8.15弹簧钢丝springs wire
8.16琴弦钢丝piano wire
8.17轮胎钢丝tyre wire
8.30其他用途丝other purpose wire
第二篇钢丝生产用术语
9生产状态production state
9.1盘条wire rods
生产钢丝用热轧原料。
9.2半成品semi-finished product
在生产流动过程中的在制品。
9.3成品前半成品semi-finished product before end use
抗拉强度大于500~800MPa的钢丝。
7.3普通强度钢丝general strength wire
抗拉强度大于800~1 000MPa的钢丝。
7.4较高强度钢丝high strength wire
抗拉强度大于1 000~2 000MPa的钢丝。
7.5高强度钢丝higher strength wire
对符合需方要求的尺寸和表面合格的钢丝的热处理。
10.2热处理种类types of heat treatment
10.2.1完全退火complete annealing
将钢丝加热到完全奥氏体化,随之缓慢冷却,获得接近平衡状态组织的处理。
10.2.2不完全退火incomplete annealing
将钢丝加热到AC1~AC3之间温度,达到不完全奥氏体化,随之缓慢冷却的处理。
8.18胶管钢丝rubber tube wire
8.19不同结构钢丝for various structures wire
8.20辐条钢丝spoke wire
8.21钟表业钢丝watch and clock industry wire
8.22易切削钢丝free cutting wire
8.23滚动轴承钢丝roller bearing wire
8.24工具钢丝tool wire
8.25预应力钢丝prestressed wire
8.26医疗器械钢丝medical devices wire
8.27精密元件precision component wire
8.28电阻、电热丝resistance、electric heating wire
8.29不锈耐蚀丝stainless and anti-corrosion wire
在拉拔成品之前一道工序处理的在制品。
9.4成品finished product
符合需方要求或符合技术标准的钢丝。
10热处理heat treatment
10.1生产过程热处理heat treatment in production
10.1.1原料热处理heat treatment of wire rods
11.7干燥drying
将酸洗中和后的钢丝放入具有一定温度的干燥炉(箱)中保温,以去除水分或消除酸洗造成的氢脆现象的处理。
12加工变形deformation
12.1模拉die drawing
钢丝通过拉丝模孔挤压变形实现拉丝加工过程。
12.1.1冷拉cold drawing
在常温下进行拉拔加工钢丝。
12.1.1.1干式拉丝dry wire drawing
4按化学成分
4.1低碳钢丝low carbon steel wire
含碳量不大于0.25%的碳素钢丝。
4.2中碳钢丝medium carbon steel wire
含碳量大于0.25%~0.60%的碳素钢丝。
4.5高碳钢丝high carbon steel wire
含碳量大于0.60%的碳素钢丝。
4.4低合金钢丝low alloy steel wire
11酸洗及涂层pickling and coating
11.1酸洗pickling
用酸性溶液除掉钢丝表面氧化层的处理。
11.2镀铜copper coating
用化学方法或电化学方法,使钢丝表面获得铜层的处理。
11.3磷化phosphorizing
将表面洁净的钢丝浸在磷化溶液中,使钢丝表面生成磷酸盐层的处理。
注:钢丝在加工过程中进行的中间热处理不作为分类的依据。
6按表面加工状态
6.1按加工方法
6.1.1冷拉钢丝cold drawing wire
6.1.2冷轧钢丝cold rolling wire
6.1.3热拉钢丝hot drawing wire
6.1.4直条钢丝straightening wire
6.1.5银亮钢丝silvery bright wire
12.3矫直straightening
钢丝通过矫直机进行精整。
12.4磨光grinding
钢丝通过磨削加工消除钢丝表面缺陷或降低表面粗糙度。
12.5减面率draught
通常表示钢丝在拉拔后,截面积减小的绝对值与拉拔前的截面积之百分比。
11.4黄化sull-coating
向酸洗后的钢丝表面喷水雾,使其表面生成一层松软的氢氧化铁薄膜,以提高钢丝拉拔润滑性能的处理。
11.5中和neutralization
将酸洗的钢丝浸入碱性溶液中,以中和表面残留酸液的处理。
11.6碱浸sodium hydroxide immersing
将热处理后的合金钢丝浸入熔融的苛性碱和硝酸钠混合液中,疏松和剥落表面复合氧化物的处理。
抗拉强度大于2 000~3 000MPa的钢丝。
7.6超高强度钢丝extra high strength wire
δb>3 000 MPa。
8按用途
8.1一般用途钢丝general purpose wire
8.2焊接钢丝welding wire
8.3捆扎包装钢丝packaging wire
8.4制钉钢丝nail making wire
6.2.5镀层钢丝(镀锌、镀锡、镀铜、镀铝和其他镀层) coating wire
注:加工过程中为了润滑而在钢丝表面涂有磷酸盐、铜和其他涂层的钢丝均不属镀层钢丝。
7按抗拉强度
7.1低强度钢丝lower strength wire
抗拉强度不大于500MPa的钢丝。
7.2较低强度钢丝low strength wire
6.1.5.1抛光钢丝polished wire
6.1.5.2磨光钢丝ground wire
6.2按表面状态
6.2.1光面钢丝bright steel wire
6.2.2光亮热处理钢丝bright heat treatment wire
6.2.3酸洗钢丝pickling wire