科学成型手册
注塑成型产品标准手册
3.1 注塑成型技术........................................................................................................................ 4 3.2 模具的基本知识及模具对注塑成型的影响 ............................................................................. 5
文件名称:成形产品标准手册
文件编号:QA-002
版次:A
成型产品标准手册
Molding Standard Manual
===============================================================
文 件 編 號 : QA0002
KDF3E操作手册A1

①检查滤棒有无异味;②端面的切口是否平齐,有无毛
渣和缩头;③检查滤棒外表是否洁净,有无皱纹、破损、
弯曲及异物胶垢;④检查滤棒搭口粘贴是否牢固,有无飞
边;⑤撕开成型纸检查滤棒有无中线胶,中线胶是否存在
残缺、上胶不均匀;⑥扭转90℃检查滤棒是否爆口;
25
判定标准
●表面:⑴滤棒表面应光滑,无破损、皱折,不洁点(油渍、黄 斑、污点)的长度不应>2.0mm,或不洁点长度虽<2.0mm,但不 应多于三点。⑵滤棒搭口应粘贴牢固整齐,不应翘边,不应爆口。 不应有拱高>1.0mm的轴向弯曲;⑶爆 口:滤棒经90°扭转搭口处 开裂,爆开。⑷缩 头: 滤棒端面的下陷深度应≤0.5mm且面积≤1/3 横截面;⑸触 头:滤棒端面触头不应>圆周长的1/4,且触头深度
物流部KDF3E操作手册
KDF3E成型机操作控制
KDF3E成型机操作面板功能介绍
KDF3E成型机操作面板功能介绍
KDF3E成型机操作面板功能介绍
KDF3E成型机操作面板功能介绍
KDF3E成型机操作面板功能介绍
在KDF面板上,停机状态下,按下“↑” 按钮,打开刀头防护罩;按下 ↓ 按钮,则 关闭刀头防护罩。
正甘油百分比含量。
31
滤棒检测功能
2、成型纸接头
接班后,当班机组人员必须成型纸接头剔除情况进行测
试,并认真记录测试结果,发现异常应及时处理,并作记
录。
成型纸接头测试方法:观察一次成型纸更换,对拼接接
头剔除作跟踪,并准确找出接头滤棒。若未剔除必须立即
停机查找接头滤棒,并由电气修理人员进行检查调校。
32
V1辊速调整控制功能
AF3E成型机操作面板功能介绍
AF3E成型机操作面板功能介绍
注塑技术手册(23个表格,塑胶厂必备)(XLS)

收縮率(%) (1.5~) (0.3) (1.5~) (1.5~) (0.8~) (0.4) (0.6) (0.4) (0.4) (1.0~) (1.8~) (0.4~) (0.6) (0.6) (0.3) (1.7) (0.7) (1.1) (0.8) (1.1) (0.6)
1.因各機台規格間差異較大,本表數值僅做參考; 2.本表各項數值,均系依不含任何填充材時為基準.
(資料來源):射出成型實務
審核:闕伍生
制表:劉麗
(資料來源):射出成型實務
射出成型制程參數設定參考表
收縮率(%) (1.5~) (0.3) (1.5~) (1.5~) (0.8~) (0.4) (0.6) (0.4) (0.4) (1.0~) (1.8~) (0.4~) (0.6) (0.6) (0.3) (1.7) (0.7) (1.1) (0.8) (1.1) (0.6) 料別 PVC(S) PVC(H) LOPE HDPE PP PS ABS AS PMMA EVA POM PA MPPO PC PET PBT PSU PPS PES PEEK ABS/PC 烘料溫度(℃) 烘料時間(HR) 適當模溫(℃) 可塑化料溫(℃) 密度(g/cm2) 60~70 60~70↑ 70~80 70~100 70~90 70~80 80~100 80~100 80~90 40~60 80~ 70~ 70~100 120~ 130~ 130~ 160~ 130~ 180~ 150~ 100~ 1~2 1~2 1~2 1~2 1~2 1~2 40~80 2~ 3~ 1~ 2~ 4~ 2~4 2~4 4~ 3~4 3~ 1~3 3~ 3~ 2~ 50~70 50~70 20~50 20~70 20~50 20~70 180~260 40~70 50~90 20~55 40~120 40~ 60~120 80~100 60~100 60~90 120~160 120~160 140~180 130~170 60~90 140~180 150~180 160~240 200~280 200~300 180~260 180~260 210~260 180~250 130~150 185~230 260~290 220~300 270~310 250~280 230~260 320~360 290~330 340~390 350~400 240~270 (1.40) (0.92) (0.96) (0.90) (1.05) (1.05) (1.07) (1.19) (0.93) (1.40) (1.04~) (1.06) (1.20) (1.33) (1.30) (1.25) (1.35) (1.37) (1.30) (1.18) 收縮率(%) (1.5~) (0.3) (1.5~) (1.5~) (0.8~) (0.4) (0.6) (0.4) (0.4) (1.0~) (1.8~) (0.4~) (0.6) (0.6) (0.3) (1.7) (0.7) (1.1) (0.8) (1.1) (0.6)
玻璃钢成型工艺技术手册

玻璃钢成型工艺技术手册什么是玻璃钢玻璃钢,又称为玻璃纤维增强塑料(Glass Fiber Reinforced Plastic,缩写为GFRP),是由环氧树脂、玻璃纤维等材料制成,具有优良的力学性能、耐化学性、防腐性和耐候性等特点。
玻璃钢广泛应用于建筑、船舶、汽车、电子、运动器材、化工设备、食品设备等众多领域。
玻璃钢成型工艺玻璃钢制品的制造过程包括树脂配比、模具制备、铺贴玻璃纤维、热固化、脱模、修整等工艺。
其中,玻璃纤维的使用起到了增强材料的作用,可以将玻璃钢制品的强度和硬度提高到最大值。
1.树脂配比在制造玻璃钢制品前,需要将树脂、固化剂以及其他配料按照一定比例混合均匀。
对于不同的制品,配比也会有所不同。
2.模具制备模具是制造玻璃钢制品必不可少的工具,可以制作玻璃钢制品的外形。
制作模具应采用高强度、耐腐蚀的材料,如有机玻璃、镍点钢板、硅橡胶等。
3.铺贴玻璃纤维铺贴玻璃纤维是制造玻璃钢制品的核心步骤之一。
可采用手工铺贴或喷涂方式进行。
需要注意的是,玻璃纤维应均匀铺贴,不得有空隙和气泡。
4.热固化热固化是将混合好的树脂、固化剂和玻璃纤维放入模具中,在一定的温度和时间条件下进行加热固化,使制品固化成型。
固化的温度一般为80℃-120℃,时间一般在2-4小时左右。
5.脱模制品固化后,需要进行脱模操作。
脱模可以采用冷水浸泡或轻敲模具等方式进行。
不得使用锤子等硬物强行松动,否则容易导致制品损坏。
6.修整制品脱模后可以进行修整,主要是针对制品表面进行打磨和表面修补,制品的细节处理将直接影响到制品的美观和使用寿命。
玻璃钢制品的优缺点玻璃钢制品作为一种优异的材料,有着广泛的应用前景。
其主要优点如下:1.高强度、高硬度:玻璃钢制品的抗拉强度比钢材还高,同时硬度也非常高。
2.耐化学性:玻璃钢制品的具有良好的抗化学腐蚀性能,可以在各种酸碱环境中长期使用。
3.耐候性:经过特殊处理,玻璃钢材料具有优秀的耐候性能,能够在极端环境下长期使用。
小学科学教辅手册(三年级)课件
观察记录: 1. 把一片叶的各个组成部分分别粘贴在记录纸上。
5. 叶也有生命,叶从叶芽 开始生长 ,到 衰老死亡 ,完成一生。
6. 植物变化表现在各个方面,主要表现在 发芽、生长、开花、结果 等方面。
7. 植物按 生存环境 不同可分为 陆生植物和水生植物 。根据 茎 的不同,可以分为 草本植物和
木本植物 。
8. 植物的生存都需要: 阳光、空气、水分和营养 几方面必要条件。
代 ;都是 草本植物。 13. 植物的叶一般由 叶片和叶柄 组成。叶片上有 叶脉 。
第二单元 动物
1. 蜗牛的身体构成有 壳、腹、头、口、眼、触角 几部分组成。 2. 蜗牛利用 腹足 能在各种物体上爬行。 . 3. 蚯蚓身体的主要部位有: 口、环带、肛门。 4. 蚂蚁的身体分成 头、胸、腹 三部分,头上长 触角 ,胸部长有 六 只脚。 5. 蜗牛、蚯蚓喜欢生活在 阴暗、潮湿 的环境。 6. 蚂蚁的特点:生活在 陆地 上,身体有 头、胸、腹 三节,长着六只 脚 ,爬行运动,群居生 活,食物多样,会繁殖后代等。 7. 金鱼的特点是:生活在 水中 ,身体表面有 鳞片 ,用 鳍 [ qí] 游泳,用 鳃 [s āi呼] 吸,吃 鱼食 和 面包屑 等,会 繁殖后代 等。 8. 金鱼用 鳍 游泳,用 鳃 呼吸。 9. 动物的相同点:生长在一定的环境里, 会运动、需要食物、会排泄废物、会对刺激作出
三年级上册
1. 知识点
塑胶成型工艺技术手册

塑胶成型工艺技术手册目录一、引言二、塑胶成型工艺的分类1. 平面成型2. 空腔成型3. 热变形成型三、塑胶成型的基本工艺步骤1. 原料准备2. 模具设计与制造3. 注塑过程4. 冷却与固化5. 模具开模与成品脱模四、塑胶成型工艺参数控制1. 注射压力控制2. 射料速度控制3. 温度控制4. 注射时间控制五、常见的塑胶成型工艺问题与解决方案1. 毁纹2. 瘤状缺陷3. 结晶缺陷4. 颗粒团5. 焊痕六、常见的塑胶成型材料1. 聚丙烯(PP)2. 聚乙烯(PE)3. 聚氯乙烯(PVC)4. 聚苯乙烯(PS)5. 聚碳酸酯(PC)七、塑胶成型的环保与安全措施八、结语一、引言本手册旨在介绍塑胶成型工艺的基本知识和技术,帮助读者了解塑胶成型的工艺流程、参数控制以及常见问题等方面的内容。
塑胶成型是一种重要的制造工艺,应用广泛于各个行业,本手册将为读者提供全面的指导。
二、塑胶成型工艺的分类塑胶成型工艺可分为平面成型、空腔成型和热变形成型三类。
平面成型适用于制作平面产品,如片材、薄膜等。
空腔成型用于制作具有空腔结构的产品,如注塑、吹塑等。
热变形成型通过升温软化塑胶,再施加外力来实现成型。
三、塑胶成型的基本工艺步骤1. 原料准备:选择合适的塑胶原料,并进行配料和预处理。
2. 模具设计与制造:根据产品要求设计和制造合适的模具。
3. 注塑过程:通过注塑机将塑胶熔融后注入模具中。
4. 冷却与固化:待注塑料冷却定型后,进行冷却和固化处理。
5. 模具开模与成品脱模:开启模具取出成品,进行后续处理和包装。
四、塑胶成型工艺参数控制1. 注射压力控制:根据产品要求和塑胶材料特性,控制注塑机的注射压力。
2. 射料速度控制:控制塑胶材料进入模具的速度,以防止过度填充或不足填充。
3. 温度控制:根据不同的塑胶材料,通过控制加热器的温度来保持合适的熔融状态。
4. 注射时间控制:根据产品设计和材料特性,调整注塑时间以获得理想的成品效果。
五、常见的塑胶成型工艺问题与解决方案1. 毁纹:出现在产品表面的纹路状缺陷,可能由模具设计不合理或注塑工艺参数控制不当引起。
初中学校科学实验室工作手册

初中学校科学实验室工作手册1. 实验室安全规定- 所有进入实验室的人员应佩戴实验室指定的个人防护装备,包括实验服、护目镜和手套。
- 实验室禁止携带食物和饮料入内,以确保实验环境的清洁与安全。
- 在实验过程中,必须遵守实验操作规程,严禁违规操作和私自实验。
- 发生实验意外事故时,应立即向实验室负责人报告,并采取相应的急救措施。
2. 实验室设备使用规定- 使用实验室设备前,应检查设备是否正常工作和安全可靠。
如有问题应及时向实验室管理员报告。
- 实验室设备的使用应遵循相关说明书和操作规程,确保正确使用和保养。
- 使用完毕的实验室设备应及时清洁、归位,并保持实验室的整洁与有序。
- 离开实验室时,应关闭设备电源,确保安全和节能。
3. 实验室废弃物处理规定- 实验过程中产生的废弃物应分类妥善处理,如化学废液、化学废固、纸张、塑料等。
- 化学废液应倒入指定的废液收集中,化学废固应投放到指定的垃圾桶内。
- 纸张、塑料等可回收物应放入指定的回收垃圾桶内,遵循环保的原则。
- 严禁将废弃物随意丢弃在实验室或校园内,对环境造成污染。
4. 实验室紧急情况处置规定- 发生火灾时,应立即拉响火警报警器,并迅速撤离实验室,寻找安全出口。
- 发生化学泄漏、爆炸等紧急情况时,应立即向实验室负责人报告,并按指示采取应急措施。
- 在紧急情况下,保护自身安全是首要任务,严禁擅自行动或拿取物品。
- 当紧急情况解除后,应按照指示参与实验室恢复工作和安全检查。
5. 其他注意事项- 实验室中应保持安静,不得进行无关活动或制造噪音,以免影响他人或干扰实验。
- 禁止擅自调整或更换实验室内部设施,如需要调整需向实验室管理员申请。
- 所有实验室人员应保持互相尊重和团队合作,共同营造良好的研究和工作氛围。
以上为初中学校科学实验室工作手册的基本内容,希望大家能够严格遵守相关规定,确保实验室的安全与秩序。
注意:本文档中的规定及要求如有变动,以最新通知为准。
注塑厂质量手册

注塑厂质量手册1. 前言本手册旨在规范我公司注塑生产过程中的质量管理,以确保生产出的产品符合客户要求,并开展持续改进和创新。
2. 质量方针我公司的质量方针为“以客户为中心,追求卓越,精益求精,不断创新,持续改进,提高顾客满意度”。
3. 组织结构和职责我公司设有质量保证部门,其职责如下:•确保所有生产工艺符合客户需求和技术要求;•加强质量控制和管理,确保生产一次性合格品率达到100%;•对生产过程进行质量监管,倡导以质量效益为核心,推动企业技术创新和不断提高质量水平。
4. 质量控制过程4.1 生产准备在生产前,我公司将进行如下准备工作:1.检查生产用的原材料是否符合规定的质量标准和要求;2.确保设备正常运行并符合要求,且生产环境整洁、温度适宜;3.检查员工的培训和操作技能,确保员工熟悉生产工艺和操作流程。
4.2 生产过程1.材料搅拌:在生产过程中,每一批材料都必须进行搅拌,确保材料充分混合。
2.注塑成型:在成型过程中,需注意以下几点:–严格控制注塑温度与时间,以保证产品成型的精度和表面质量;–注塑出的零部件应进行清晰的标记,需要注意零件的自然收缩率以确定模具缩小的尺寸。
4.3 检验验收在生产成型后,需要对产品进行全面的检查、测试和验收:1.外观检查:检查商品表面和组成结构是否完整,有无缺陷;2.功能测试:对功能要求严格的产品进行测试,以验证产品的合格性;3.期望尺寸和材料检验:对产品的期望尺寸和材料检验进行复核,以确保符合客户要求。
5. 建立质量档案公司针对生产的每个批次产品建立相应的质量档案,并做好档案管理工作。
6. 术语定义质量保证:对产品和服务质量进行全面管理和控制,以实现产品和服务的高标准、优质量。
卓越:通过不断改进和创新提高产品质量和服务水平。
精益求精:在现有基础上不断精益求精,不断提高生产效益。
持续改进:不断改进和完善管理体系,以适应不断变化的市场需求。
客户满意度:客户在产品和服务使用中的满意度和信任度。
注塑成型实用手册
注塑成型实用手册
《注塑成型实用手册》是一本介绍注塑成型工艺的实用指南。
该手册主要内容包括注塑成型的基本原理、设备和工艺参数的选择、模具设计和制造、材料选择和加工、注塑工艺中常见问题的解决方法等方面的知识。
该手册旨在帮助读者了解注塑成型的基本原理和流程,了解不同材料的特性和加工要求,以及掌握解决注塑过程中常见问题的技巧和方法。
通过学习《注塑成型实用手册》,读者可以提高注塑成型的工艺水平,提高产品质量,降低生产成本。
该手册内容生动详实,图文并茂,便于理解和操作。
同时,手册还包括案例分析和实践操作指导,有助于读者从实践中提高技能和解决问题的能力。
总体而言,《注塑成型实用手册》是一本对注塑成型工艺感兴趣的人士,尤其是相关从业人员的实用指南,对于增加专业知识、提高技能水平和解决实际问题都有很大的帮助。
线材成型基础知识
2012年5月14日8时16分
6
架模前期准备:确定并清洁待更换模具与机台 1.机台: a.需更换模具与射出粒子的机台应在原模具产品停产的前二十分钟放出 料斗存料继续生产,以避免更换时大量的封空注射造成原物料浪费,更换 时间加长. b.清洁机台时,必须用风枪吹净机器下模板各螺丝孔落入之杂物,以避免 锁螺丝时伤到螺牙. 2.模具: 模具上所附的防锈需用牙刷白电油气枪清洁模具内污物, 严禁用剪刀 等硬物刮花,模具架上之前,确认其网尾,字块,模条,与将生产之产品是否 相符,更换网尾字块时,严禁用硬物敲打,只能用电木,塑料类物体.
成型基础技术
希希
2012年5月14日8时16分
1
目录
一.成型机基础知识 成型机基础知识 二.模具基础知识 模具基础知识 三.成型操作技术手册 成型操作技术手册
2012年5月14日8时16分
2
1.成型机的结构简图 成型机的结构简图
2012年5月14日8时16分
3
2.成型机的种类 成型机的种类
1.以驱动方式来分:油压式射出机、全电式射出机、油电复合式射出 机。 2.以锁模单元的开关方向来分:水平开关模为卧式(水平式)射出机, 垂直开关模则为立式射出机(简称直立机)。绝大部分为卧式射出机, 立式射出机适用於小型插件成品。 3.以适用原料来分:热塑性塑胶射出机、热固性塑胶射出机(电木 机)、粉末射出机(金属、陶瓷、合金)。目前绝大部分为热塑性塑 胶射出机。 4.油压回路来分:单回路射出机、多回路(双回路或三回路)射出 机。目前绝大部分为单回路射出机。 5.以油路控制来分:开回路射出机、闭回路射出机。一般射出机均为 开回路,但越来越多采用闭回路控制,以增加机器稳定性。 6.以锁模结构来分:曲手式射出机、直压式射出机、复合直压式射出 机(二板式),此三种结构各有优劣点,目前仍以曲手式锁模为最大 宗。 7.以射出结构来分:单色机(一组射出)、多色机(多组射出MultiComponent),绝大部分仍为单色机。
塑胶产品注塑成型工程验证手册基础

1.>模具设计 a.在预期的结合线位置,设置排气槽(AIR VENT),若该处无法在分模面上设 置排气,则可以利用附近的顶出梢或行位等设置; b.适当的选择浇口位置,在决定浇口位置前,就必须预测可能的结合线位置、 排气槽设置的可能性以及结合线对外观和强度的影响; c.增加浇口数量,可以降低塑料的L/t比,减轻结合线深度,改变结合线位置 及强度,但是会增加结合线的数量; d.在结合线区域加一溢料槽,成型后再予去除;(如图一) e.优化排气槽设计(数量、位置、深度、通道)清洁排气槽;(如图二、三) f. 在结合线位置增加热媒。
图一
图二
图三
图四
2.相关对策
1.>成品设计 在设计产品时,尽可能避免所设计的成品在成型时容易产生热集中的现象, 如合理的肉厚比(肋厚/基本壁厚比)及补强肋,突柱不可过分密集,壁厚 的差异不可太大或壁厚突然的转换等。如图所示正确设计:
1.非结晶性塑胶: t≤0.6 T;2.结晶性塑胶: t ≤0.5T;3.拔模角d =0.5˚~1.5˚;4.H<5T (2.5~3T); 5.R=0.25~0.4T
2.相关对策
四.毛边、披锋、飞边(Flash)
2.>模具设计 a. 避免不必要的复杂分型面; b. 当成品面为镜面且与靠破或插破面在同一面上时,设计 要注意预留抛光量; c. 避免出现棱线或点封胶的设计; d. 排气合理性,对NCVM或高光产品,一级面不开排气; e. 模具冷却系统设置均匀,避免模具局部高温; f. 设计时要考量射压和保压对模板的影响,要选用合适厚度 的模板且注意支撑柱的排布; g. 浇口位置要合理,在注塑充填时,模腔内的压力能够符合 力矩平衡原则; h. 对运动件易出毛边的部位,设计时要考量毛边对后续制程 的影响,调整毛边可能出现的方向; i. 模具选用钢材硬度要合适,必要时需对关键零件镀层处理。
玻璃钢成型工艺技术手册
目录第一章玻璃钢制作工艺1-1玻璃钢基础知识玻璃钢是什么玻璃钢FRP(Fiberglass Reinforced Plastics)亦称作GRP(Glass Reinforced Plastics)或GFRP(Glass fibre reinforced plastics)学名玻璃纤维增强塑料。
它是以玻璃纤维及其制品作为增强材料,以合成树脂作基体材料,通过一定的成型工艺而制成的一种复合材料。
复合材料的概念是指一种材料不能满足使用要求,需要由两种或两种以上的材料复合在一起,组成另一种能满足人们要求的材料,即复合材料。
玻璃钢的发展历史1940年,美国一家实验室的技术人员不小心将加有催化剂的不饱和聚酯树脂倾倒在玻璃布上,第二天发现固化后的这种复合材料强度很高,玻璃钢遂应运而生。
1942年第一艘玻璃钢渔船问世;玻璃钢管试制成功并投入使用。
二战其间,美国以手工接触成型与抽真空固化工艺,制造了收音机雷达罩与副油箱;利用胶接技术制作了玻璃钢夹芯结构的收音机机翼;1946年发明了以纤维缠绕法生产压力容器的方法。
1949年预混料DMC(BMC)模压玻璃钢面试。
1950年真空袋与压力袋成型工艺研究成功;手糊环氧玻璃钢直升收音机旋翼面市。
20世纪50年代末,前苏联成功将玻璃钢用于炮弹引信体等军品及化工器材的生产。
1961年德国率先开发片状模塑料(SMC)及其模压技术。
1963年玻璃钢波形瓦开始机械化生产,美、法、日先后有高生产率的边疆生产线投生。
1972年美国研究成功干法生产的热塑性片状模塑料。
20世纪80年代,开发了湿法生产的热塑性片大辩论模塑料。
瑞士、奥地利离心法成型玻璃钢管得到发展;意大利工业化纤维缠绕玻璃钢管生产线技术成熟,产品大量使用于石化、轻工、轮船等领域。
1956年,时任重工业部副部长、后任建材工业部长的赖际发同志赴前苏联考察玻璃钢。
俄文称玻璃钢为“玻璃塑料”(CTEKJIOIIJIACTHHK),当时中文里没有相应的词。
CF-120绕线径向引线成型机用户手册说明书
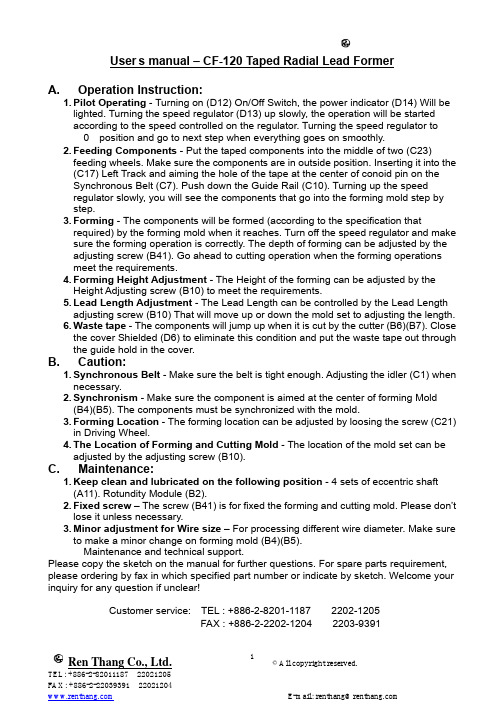
User's manual – CF-120 Taped Radial Lead FormerInstruction:A. Operation1. Pilot Operating - Turning on (D12) On/Off Switch, the power indicator (D14) Will belighted. Turning the speed regulator (D13) up slowly, the operation will be startedaccording to the speed controlled on the regulator. Turning the speed regulator to0¡position and go to next step when everything goes on smoothly.2. Feeding Components - Put the taped components into the middle of two (C23)feeding wheels. Make sure the components are in outside position. Inserting it into the (C17) Left Track and aiming the hole of the tape at the center of conoid pin on theSynchronous Belt (C7). Push down the Guide Rail (C10). Turning up the speedregulator slowly, you will see the components that go into the forming mold step by step.3. Forming - The components will be formed (according to the specification thatrequired) by the forming mold when it reaches. Turn off the speed regulator and make sure the forming operation is correctly. The depth of forming can be adjusted by the adjusting screw (B41). Go ahead to cutting operation when the forming operations meet the requirements.4. Forming Height Adjustment - The Height of the forming can be adjusted by theHeight Adjusting screw (B10) to meet the requirements.5. Lead Length Adjustment - The Lead Length can be controlled by the Lead Lengthadjusting screw (B10) That will move up or down the mold set to adjusting the length.6. Waste tape - The components will jump up when it is cut by the cutter (B6)(B7). Closethe cover Shielded (D6) to eliminate this condition and put the waste tape out through the guide hold in the cover.B. Caution:1. Synchronous Belt - Make sure the belt is tight enough. Adjusting the idler (C1) whennecessary.2. Synchronism - Make sure the component is aimed at the center of forming Mold(B4)(B5). The components must be synchronized with the mold.3. Forming Location - The forming location can be adjusted by loosing the screw (C21)in Driving Wheel.4. The Location of Forming and Cutting Mold - The location of the mold set can beadjusted by the adjusting screw (B10).C. Maintenance:1. Keep clean and lubricated on the following position - 4 sets of eccentric shaft(A11). Rotundity Module (B2).2. Fixed screw – The screw (B41) is for fixed the forming and cutting mold. Please don’tlose it unless necessary.3. Minor adjustment for Wire size – For processing different wire diameter. Make sureto make a minor change on forming mold (B4)(B5).Maintenance and technical support.Please copy the sketch on the manual for further questions. For spare parts requirement, please ordering by fax in which specified part number or indicate by sketch. Welcome your inquiry for any question if unclear!Customer service: TEL : +886-2-8201-1187 ¡A 2202-1205FAX : +886-2-2202-1204 ¡A 2203-9391CF-120 Taped Radial Lead Former-Spare Part ListPart N o. Part name Part N o.Part name A1 Motor B1 Forming PedestalA2 Reducer B2 Rotundity ModuleA21 Flat Key B3 Bottom ModuleA22 Motor Fixed Screw B4 Forming Mold , TopA23 Screw Cap B41 ScrewA3 Intermission Machine , Gear Wheel B5 Forming Mold , BottomA31 Screw B6 Cutting Blade , TopA4 Intermission Machine , RotationAnnulus B7 Cutting Blade , Bottom A5 Shaft , Segmentation Gear B71 Cutting Blade , UnderlayA51 Flat Key B8 Cover , Forming MoldA52 Diameter 35mm Bearing B81 ScrewA53 Diameter 32mm Bearing B9 Glide ShaftA6 Feeding Gear Wheel B91 ScrewA61 Screw B10 ScrewA7 Eccentric Shaft , Gear Wheel B11 Screw CapA71 ScrewA8 Idler , Gear Wheel C1 IdlerA81 Screw C2 Dentition , Driving WheelA9 Motor Gear Wheel C21 ScrewA91 Screw C3 Idler , Adjusting ShaftA10 Driving Wheel Shaft C4 Belt , Idler ShaftA101 Flat Key C5 Feeding belt , Adjusting Bar A102 Diameter 32mm Bearing C51 ScrewA11 Eccentric Output Shaft C52 UnderlayA111 Flat Key C53 ScrewA112 Diameter 32mm Bearing C6 Belt , Adjusting ScrewA12 Eccentric Shaft C61 Screw CapA121 Flat Key C7 Synchronous BeltA122 Diameter 32mm Bearing C8 Belt PinA13 Idler Shaft C9 Riveting PlateA131 Diameter 32mm Bearing C10 Guide RailA132 Diameter 28mm Bearing C101 ScrewPart o . Part name Part o . Part nameC102 Screw C261 Screw C103 Screw Cap C27 Outlet Plate , WasteC11 Belt , Inputs GuideC271 Screw C111 Screw C12 Fastenings (Big)D1 Outer CoverC121 Screw D11 FuseC122 Screw D12 Power on/off Switch C123 Screw Cap D13 Speed Regulator C124 Screw Cap D14 Power Indicator C13 Fastenings (Small)D2 Front Frame C131 ScrewD21 Screw C14 Copper Lining (Smallish) D22 Screw C15 Copper Lining (Long) D3 Rear Frame C16 Track Pull SpringsD4 Joint Shaft C161 Screw D5 Bottom Frame C162 Screw Cap D51 Underlay C17 Left Track D52 Screw C171 Track Adjusting Knob D53 Screw C18 L Type , Guide Parcel D6 Cover ShieldedC181 Track Adjusting Knob D61 Knob C19 Shaft , Track FoursquareD62 ScrewC191 Screw D63 Hinge – Acrylic coverC20 Guide UnderlayD64 Screw C201 ScrewD65 Screw C22 Roller Shaft , Tape ReelD7 Finished Parts Bin C221 Screw Cap D8 Acrylic Lock C23 Feeding WheelsD81 Adjusting ScrewC231 ScrewD82 Screw C24 Roller Bar , Tape ReelC241 ScrewC25 Roller Plate , Tape ReelC251 ScrewC26Cover , Shielded StuffRen Thang Co., Ltd. ©All copyright reserved. ©v ©ÒA L s C TEL: +886-2-82011187¡B 22021205FAX: +886-2-22039391¡B 22021204 E-mail:*********************11。
剑桥学习科学手册第一二部分
?
1 这是一本什么类型旳书? 2 这本书究竟在谈些什么? 3 这本书说得有道理吗? 4 这本书跟我有什么关系?
构成要素 详细内容
一、起源
1991年,以第一次国际会议旳举行和《学习科学期刊》旳创刊 为标志。
二、发展
(1)认知科学角度研究意识旳高级心理现象(知觉、记忆、推 理······); (2)认知神经科学视角研究脑是怎样实现认知活动旳(自我意 识、思维想象、语言)。 思维旳变化:学习就是新手变为教授旳过程。
实
02 在班上讨论分数旳表征形式
践
03 邀请部分目的顾客以取得反馈
04 在教师旳引导下对软件试用进行评论
创
01 编程活动安排在教室而不是计算机试验室
新
02 将程序设计学习与其他学科内容整合
03 要求用程序发明有意义旳人工制品
认知学徒制
强调内容
认知学徒制
认知学徒制主要针对教学过程,这一 过程中教授一般是处理复杂任务旳。
活动中旳学习
个体认知取向&交互取向
关注信息构造及过程
关注参加构造与过程
源于认知科学,认知旳解释是过 程旳模型,认为个体利用模型来建构、 存储、重新获得与修正信息模式,研 究关注参加者旳信息结构,涉及已经 有旳和利用情境建构旳。
整合旳、可用旳、情景化、可迁 移
学校 传授陈说性知识和程序性知识
关注学生旳学习环境、注重实践
教师
把陈说性知识和程序性知识传授给学生
创设符合教学旳情境,启发学生 思索
教学
教授研究决定,不根据学生实际情况 (讲授)
基于学习者已经有知识经验、关 注教学技巧、学习过程、注重反 思
评价 测试学生取得了多少陈说性和程序性知 知识旳迁移应用,处理实际问题
粤教版1-6年科学活动手册答案

第一单元简单机械活动1直接用手很难打开罐盖,可以使用罐头起子或者螺丝刀。
用螺丝刀撬开。
活动2我的研究:如要打开罐盖,除了要有一支像螺丝刀一样的撬杆外,还需要一个能支撑起撬杆,并能使撬杆在上面转动的固定点,这个固定的支撑点就就是罐子凸起的边缘。
如果没有罐子凸起的边缘,尽管有一支螺丝刀也就是不能把罐盖打开的。
阻力作用点支点杠杆作用点思考:不一定活动3支点到阻力点的距离(<20厘米)小于支点到动力点的距离——省力杠杆支点到阻力点的距离(>20厘米)大于支点到动力点的距离——费力杠杆思考与练习12阻力作用点, 支点,动力作用点动力作用点阻力作用点, 支点2杠杆的平衡活动1思考我的结论杠杆尺左边的位置格数与钩码的乘积等于右边位置格数与钩码的乘积。
若支点在中间这就是既不就是省力杠杆也不就是费力杠杆。
1省力杠杆:手推车,开瓶器,跷跷板费力杠杆: 剪刀,钓鱼竿,扫把2、当支点离阻力点近而离动力点远时,起到了省力的作用。
当支点离动力点近而离阻力点远就是,虽然不能省力,但运输的距离短了,起到了节省距离的作用。
活动2注意事项:1、天平能称出物体的重量就是根据等臂杠杆的原理,也就就是在主轴连接点两侧天平臂膀的长度一定要相等,2、做托盘的瓶底、瓶盖等材料的重量一定要相等,重量差不能太大。
3、固定托盘的材料重量、长度要尽量保持一致。
只有做到了这三个相等,您的天平才能很精确步骤1:把天平放在水平台上,调节小天平的平衡步骤2:将要测量的物体放在左盘中,选取合适数量的砝码放在右盘中,直到天平重新达到平衡步骤3:记录数据活动3略思考与练习订书机(省力)剪刀(省力)起子(省力,改变力的方向)3滑轮、轮轴与齿轮活动1略思考:滑轮有什么作用可以省力或改变力的方向我的连接方法不费力也不省力可以改变方向方向不变不省力也不费力,但可以改变作用力方向省力可以改变方向方向不变省一半力,费距离我的结论(1)定滑轮定滑轮实质就是等臂杠杆,不省力也不费力,但可以改变作用力方向、定滑轮的特点通过定滑轮来拉钩码并不省力。
成型(工)安全技术操作规程
成型(工)安全技术操作规程一、操作基本要求1. 操作人员应具备相关工艺知识和技能,熟悉成型设备的结构和工作原理,并经过相应的安全培训。
2. 在进行成型工作前,必须了解成型生产过程中存在的风险和隐患,制定相应的应急预案。
3. 操作人员应严格按照操作规程进行操作,禁止违章操作和擅自改动设备参数。
二、成型设备的安全操作1. 在操作成型设备之前,必须检查设备的整体状况,确保机器紧固、无松动、无漏电等现象。
2. 操作人员应认真阅读设备操作手册,了解设备的运行原理和各项指标的操作范围。
3. 在操作过程中要保持设备的整洁,严禁乱丢杂物,定期清理设备周围的积尘和余料。
4. 操作人员禁止戴手套、长袖等容易被卷入设备的物品,以免发生意外。
5. 在调试新设备时,必须按照相关规程进行试运行,确保运行正常后方可投入生产。
三、操作过程中的安全措施1. 在更换模具、清洗设备、检修机械零部件时,必须先切断电源,并贴上警示标志,确保操作安全。
2. 运行设备时,要保持集中注意力,不得长时间离开操作台,以免发生意外。
3. 在设备运转过程中,应注意观察设备运行情况,如发现异常情况应及时报修。
4. 禁止操作人员在设备运行时进行松动或调节机械部件,如需调节应切断电源,等设备停止运行后再进行操作。
5. 在发生设备故障或紧急情况时,应立即切断电源,采取有效的应急措施,确保人身安全。
四、燃气设备操作规程1. 操作人员必须定期检查燃气设备的安全装置和防护设施,确保其正常运行。
2. 在操作燃气设备前,要检查燃气管道的紧固情况,排除燃气泄漏的隐患。
3. 操作人员应严格按照燃气设备的操作流程进行操作,不得擅自改动燃气设备参数。
4. 使用燃气设备过程中,严禁吸烟、使用明火和进行其他火源操作。
5. 在发生燃气泄漏时,应立即切断燃气阀门,并通知专业人员进行处理。
五、设备保养和检修1. 设备保养人员必须按照保养计划进行设备的定期保养,保证设备的正常运行。
2. 设备检修时,必须切断电源,并在操作台和电源处设置明显的警示标志,确保操作人员的安全。
成型作业操作规程

成型作业操作规程1. 引言本文档旨在为成型作业提供标准化的操作规程,在进行成型作业过程中确保操作的安全性、高效性和质量,减少生产事故的发生,提高生产效率。
2. 作业准备在进行成型作业之前,需要做好以下准备工作:2.1 检查设备和工具•确保成型设备完好无损,并进行必要的维护保养;•检查模具和工具的使用状态,如有损坏需要及时更换;•确认所需原材料的供应情况,保证生产不中断。
2.2 准备工装和定位夹具根据产品的要求,准备好必要的工装和定位夹具,确保成型精度和产品质量。
2.3 确定操作流程和方法针对不同的产品和成型需求,制定详细的操作流程和方法,包括操作的顺序、操作的具体步骤以及可能出现的异常处理方法。
3. 操作步骤3.1 操作前准备•穿戴好个人防护用品,包括安全帽、防护眼镜、防护手套等;•清理操作台面和设备周围的杂物;•检查设备的电源和气源,确保正常供应。
3.2 启动设备按照设备操作手册的要求,启动设备。
确保设备运转平稳,并进行必要的调整。
3.3 准备原料根据产品的要求,准备好所需的原料,并进行必要的处理,如清洁、搅拌等。
3.4 调整模具和工装根据产品的要求,调整模具和工装,确保成型精度和产品的质量。
3.5 开始成型作业3.5.1 注料及热熔将准备好的原料注入到成型设备中,并通过加热使其熔化。
根据产品要求,控制好熔化温度和时间,确保原料的熔化均匀。
3.5.2 开始成型将熔化好的原料通过成型设备的模具进行成型,控制好成型的压力、时间和温度,以确保产品的质量。
3.6 成型后处理3.6.1 冷却和固化在成型完成后,将产品进行冷却和固化。
根据产品的要求,进行冷却时间和固化温度的控制,以确保产品的性能。
3.6.2 脱模将冷却和固化完成的产品从模具中取出。
根据产品的要求,采用合适的方法进行脱模,并确保产品的完整性和外观。
3.7 检查和质量控制对成型完成的产品进行检查和质量控制。
根据产品的要求,进行尺寸、外观、性能等方面的检测和测试,确保产品质量符合标准。
八字结成型机的操作手册

八字结成型机的操作手册八字结成型机是一个重要的设备,主要用于制造钢筋混凝土中的八字筋。
在使用八字结成型机之前,请您仔细阅读以下的操作手册。
一、安全操作:1. 请确保您已经熟悉八字结成型机的结构和各项功能,并且已具备相关的操作经验;2. 在启动机器前,请先检查机器是否处于稳定状态,并且各项部件是否正常工作;3. 手动操作必须在该部件停止运转时才能进行;4. 在设备运行中,严禁操作者离开和放弃设备。
在申请维修和清洁之前,请先停止设备运转;5. 在操作过程中,应注意保持设备清洁和干燥。
禁止使用湿手和其他非金属物品进行操作。
二、设备维护:1. 设备到达使用寿命之前,必须进行定期的保养和维护。
2. 在操作过程中,必须经常进行润滑,移除灰尘和异物,并且保持设备的清洁和干燥。
3. 对于设备的维护和保养工作,必须由专业技术人员进行,维护人员必须定期接受培训,掌握保养技能。
三、设备停机和关闭:1. 在停止设备时,必须先把电源断开。
通过控制面板来关闭设备,按照步骤进行关机程序。
2. 在停机前,必须停止料斗的供料,等待设备停止完全。
3. 如果设备出现故障,必须立即关闭电源,以免造成更大的损失和危险。
待维修人员到达后,再按照操作手册进行操作。
1. 执行维修过程之前,必须先将设备停机并且断开电源。
2. 在维修过程中,禁止移动设备中的零件或者更换有损坏零件。
3. 在维修过程中,必须使用合适的工具和设备,严禁使用任何有危险的工具;4. 在维修完成后,必须将设备重新启动,并且进行测试和调试;五、设备拆卸和装配:1. 拆卸和装配设备必须由专业技术人员进行,并且必须遵循相关规定和标准。
2. 在拆卸和装配过程中,禁止使用过大的力量和过度敲击,避免对设备的造成损坏。
3. 重新进行装配前,必须正确的组装好机器部件,并排除错误组装。
在操作八字结成型机之前,请您确定您已经了解了建筑物中八字结的布局和要点,并且熟悉八字结成型机的操作方法。
只有了解了这些,您才能更加安全地使用八字结成型机,避免将生命危险置于不顾。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FMTS SCIENTIFIC MOLDING HANDBOOK
科学成型手册
Customer(客户
) _______________
Mold No.(模号)__________ Project name(项目名称)______________ Part name(产品名)___________ Mold manufactured date(模具制造日)________________ Mold manufacturer(模具制造商)___________________
Tooling engineer(跟模工程师)____________ FMTS series mold No._____________ Molding Engineer(成型工程师)___________ Manufacture Engineer(制造工程师)________
Contents(目录)
●4M engineering change record(4M 工程变更记录)
●Mold basic information (模具基本信息)
●DFMEA data collection(设计失效评估资料收集)
●Mold specification checklist(模具规范表)
●Working steps of first trial ( 第一次试模准备工作)
●Verifying checklist before mold set up to machine(上模前模具确认检查表)●Injection machine specification information checklist(注塑机规格检查表)●Resin ready verifying sheet(原料准备确认表)
●New mold trial run working instruction(新模试产作业指导书)
●Dry cycle-running checklist.(空转试跑检查表)
●Molding parameter record sheet(注塑参数记录表)
●Mold trial report sheet(试模报告)
●PPAP report data(PPAP 报告)
●Molding yields report data(注塑成型良率报告)
●Manufacture working instruction(制造过程作业指导书)
●Surface finish relevant technical data(表面处理相关技术资料)
●Second process yield report(二次加工良率报告)
●Mold transferred procedure from NPI to mass production(NPI 转模流程)
●Commitment data of mold transferred from NPI to production(转模同意报告)
Notice: In order to eliminate failure as best as possible, all the relate engineer will be showing out every potential risk items during tool design FMEA phase.
Plastic New Mold Transferred Procedure Flow-chart
FMTS 新模导入生产流程
Mold specification(模具规范检查表)
Mold flow analysis data(模流分析结果)
New mold trial procedure(新模试模流程)
Mold trial report and issues tracking data(新模试模报告与问题追溯)
Part drawing(制品图)
Latest version part drawing(最新版本制品图纸)
FAI report (首件报告)
PPAP and yield rate report(试产与良率报告)
Short term CPK report(试产CPK报告)
Manufacture working instruction(制造加工作业指导书)
Surface finishing relevant technical data(表面处理相关技术资料)
Second processing and relevant equipment information
二次加工与相关周边设备信息
New mold transferred support data checklist(新模移交材料确认)
Attendees of project transferred from NPI to mass production(转模确认签字)。